Embed Size (px)
Citation preview
International Journal of Minin9 Engineering, 1984, 2, 157-169
Upgrading of high moisture content
T I B O R G. R O Z G O N Y I 1 and L A S Z L O Z. S Z I G E T I 2
1Texas A & M University, College Station, Texas 77843, USA 2Sophia-Jacoba Mining Company, West Germany
Received 11 April 1984
lignite
Summary
Removal of inherent moisture from run-of-mine lignite was tested by lock-feeding the lignite, which was previously sized by screening into 25 kg autoclaves. High pressure, up to 4.053 MPa (588 psi), saturated steam was then introduced into the pressure reactor. Reaction time, pressure, temperature and depressurization rates were strictly controlled for each reactor test run. Results indicate that about 80 % of lignite total moisture was removed, including some of the inherent moisture, yielding a nonoxidized, and thus stable, lignite product. Some reduction of noncombustible portions of the lignite also took place. The conclusion reached as a result of the tests is that the steam-drying process can be successfully applied to reducing moisture in lignite, and may be considered for additional studies on acceleration of the coalification process.
Keywords: Lignite; coal preparation; coal drying; high-pressure steam drying.
Introduction
Vast deposits of low-rank coals (lignite) located in Nor th Dakota, South Dakota, Montana and Texas, represent one of the largest fuel resources in the USA. These lignites can be characterized as high in moisture (30-40%), generally low in sulphur and variable in sodium content. The heating value, which is a direct function of the degree of carbonization, the quantity of noncombustible materials, and inherent moisture content of the lignite, ranges from 10.47 x 10 6
J k g - 1 (4500 Btu lb - 1) to about 18.61 x 106 J kg - 1 (8000 Btu lb - 1). These lignite reserves are located near the surface and can be strip mined at a cost in the range of $1.2-$1.6 per 1.055 x 109 J (million Btu). Such costs represent the lowest cost for fossil fuel in the USA.
However, the high moisture content and correspondingly low calorific values makes the transportat ion of the lignite prohibitively expensive over any appreciable distance in the as- mined state. A solution has been to locate electric generator systems adjacent to lignite reserves. However, the mine mouth lignite-fired power plants cannot offer a total solution. The presence of noncombustible materials in the lignite decreases the quantity of the liberated heat in two
0263 4546/84 $3.00 +.12 ,~C? 1984 Chapman and Hall Ltd.
158 Rozgonyi and Szigeti
ways: (1) by reducing combustible material in the lignite; and (2) by consuming calories to heat the 'ballast' materials and then, in some cases to vaporize them.
At the power plant, the heating value of lignite is improved considerably for each percentage point reduction in the noncombustibles regardless of whether this reduction is effected through decreases in ash or moisture.
On the one hand, less water in the exhaust gases also permits lower gas exit temperature without danger of corrosive sulphuric acid condensate forming in the air heater. On the other hand, if the lignite is burned wet, it will result in a low temperature flame with lower heat efficiency.
In the case of mine mouth lignite-fired power plants, the dewatering or lignite upgrading system need not be hot air dryers but any means of utilizing effectively the energy in the steam provided by the plant. Some of the high pressure steam used in the turbines may be withdrawn for treating the lignite, and then the product vapour can be used indirectly in the low-pressure turbines. In order to keep lignite dust out of the turbines a steam generator can be interposed as is suggested by Potter and Keogh (1981 ). If the lignite is dried, gains in thermal efficiency follow, capital cost may be reduced, along with the operational costs. It follows that larger units are possible, gaining economy of scale.
For example, the lignite used in our test, 11.93 MJ kg -1 (5128 Btu lb -1) with 42.52~o moisture, was treated with steam 2.026 MPa or 294 psi to reduce the moisture to 14.43 ~. This will result in a 51.6~ increase of calorific value (18.084 MJ kg- 1 or 7775 Btu lb- 2). An average power plant with 400 MW capacity uses about 10 000 st day- 1 from the above mentioned lignite. After steam treatment a power plant would require about 5000 st day- ~ treated lignite which represents about 50~ reduction in fuel handling.
Although research was directed to drying, evidence shows that significant sulphur extraction can be also achieved. This fact is supported by Bullin et al. (1981). The average sulphur content of Texas lignite is 1.15~ on an as-received basis and 1.53~ on a dry basis (Fisher, 1963). Thus, most Texas lignites are unsuitable for direct combustion without sulphur removal or stack gas scrubbing. The steam treatment for lignite represents not only drying but simultaneous sulphur reduction. As such, it represents a low-cost, low-energy process for upgrading high moisture and sulphur content lignites for power plants. The use of treated lignite in power plants in place of raw fuel could reduce or eliminate unit deratings due to high moisture and low Btu value.
The process also offers a great potential for treating low rank coals for gasification or liquification.
Steam drying theory
The dewatering of low rank coal is generally conducted by applying hot gases, saturated or superheated steam and hot water. Drying operations are important steps in chemical or food- processing plants and in the storage and processing of grains. The following theoretical models for heat and moisture transfer are important: the diffusion theory, capillary theory, vaporization-condensation theory, Krischer's theory, Luikov's theory and Philip and De Vries' theory. Several reviews of drying theory have been presented by Fennema (1978), Medaira
Upgrading of high moisture content lignite 159
(1977), Kerkhof and Schoeber (1974), Schoeber and Thijssen (1978) and Mujumdar (1980). Unfortunately, most of these reviews focus their attention on just a few of the abovementioned models, mainly for the chemical industry with limited attention to coal drying. The objective of this paper is to consider only those theories of drying which apply to coal drying.
Kisakurek and Gebizlioglu (1978) suggest that three approaches to the development of models for explaining drying behaviour have gained credibility in coal drying: the diffusion, capillary and moving-boundary theories. Results from applying the diffusion and moving- boundary models to coal drying have been reported by Kashiwa et al. (1979) and Brown et aI. (1980) respectively.
Kisakurek and Yesil (1980) give results for lignite drying utilizing hot gases. The assumption in their model is that the liquid moisture moves in the porous lignite by capillary motion and evaporates at the surface. This implies that the liquid water and air films coexist on the surface and hence a hypothetical film offers an effective heat and mass transfer resistance. The enthalpy balance in the film, which describes all the energy required for vaporization is supplied from air through conduction and by diffusion. This model looks very suitable for application to hot gas drying, but in saturated steam drying, evaporation of the inherent moisture does not take place and diffusion is also very questionable. When drying in saturated steam or in pure superheated steam, there is no diffusion. Heat and mass flows are countercurrent to each other, and heat resistances result only from a heat conductivity of the material (coal) surface and from the requirement of a pressure drop for moving the water from the inner region of the coal out to the surface via capillaries and pores.
All coals are colloidal gels. Coals consist of continuous pore systems intermeshing with a continuous solid coal network. This network is thought to have transitional and micropore systems branching off the larger pore or macropore system as described by Mahajan and Walker (1978). The fine scale interfacial surface area has a large effect on the physical properties of coal. Since this type of structure was formed as the coal gradually polymerized out of the original peat bog (part of the process of coalification), the pore structure was originally filled with an aqueous medium. The present water content of this aqueous medium in the coal depends upon the degree of coalification.
In brown coals and especially in lignite, the coalification process has not advanced very far and the aqueous medium is still present in the pores. The results of this investigation, as well as the fact that increasing amounts of water can be evacuated from low-rank coal in saturated steam by raising the pressure (and consequently the temperature) indicates that a maximum of three types of moisture are associated with the coal at a particular condition.
Firstly, there is free or weakly associated water in the larger capillaries which can be removed by isothermal evacuation. Secondly, there is tightly-held water in the micropores which can be removed by increasing pressure and temperature moderately. Thirdly, there is evidence that water can be chemisorbed onto coal and that water can be released only by raising the steam pressure (temperature) to a relatively high level. The release of the latter water is associated with the thermal decomposition of oxygen-containing functional groups in the coal and water of hydration from adventitious minerals in the coals, such as calcium sulphates and clays. Release of this third group water can provide some explanation as to why the oxygen and ash content of the steam-treated coal is less than the 'calculated' value due to the expelled water. It follows that there is a possibility of organic sulphur removal in the saturated steam-drying process
160 Rozgonyi and Szigeti
simultaneously with moisture reduction. Bullin et al. (1981 ) give results for sulphur removal as a function of the steam temperature.
The calorific value of the steam-treated coal is also higher than the 'calculated' value (due to loss of moisture), because part of the humic acid will change to humin.
Dewatering tests
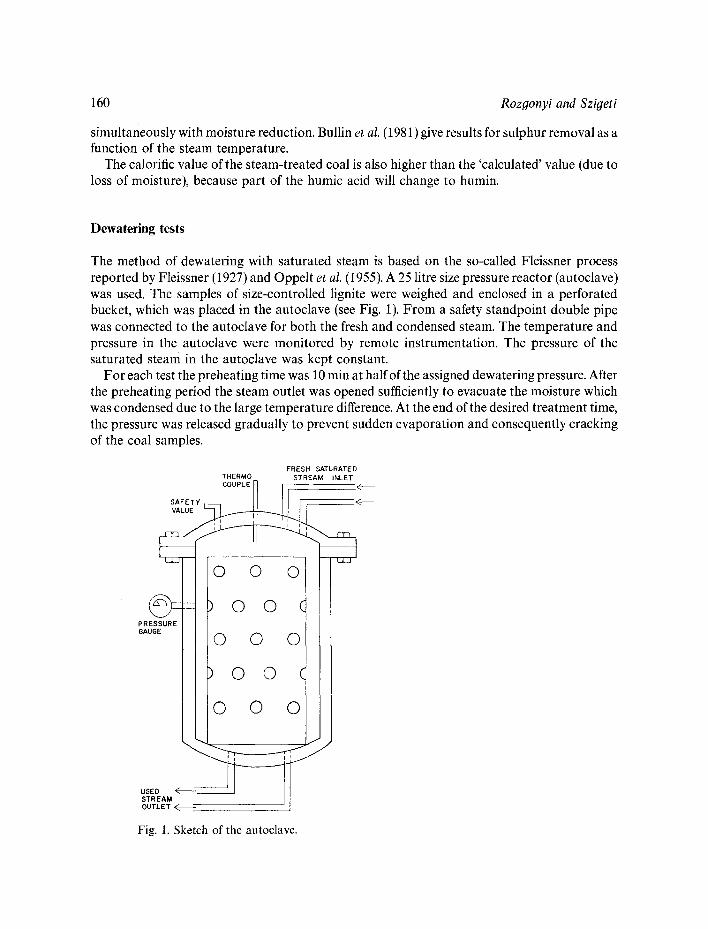
The method of dewatering with saturated steam is based on the so-called Fleissner process reported by Fleissner (1927) and Oppelt et al. (1955). A 25 litre size pressure reactor (autoclave) was used. The samples of size-controlled lignite were weighed and enclosed in a perforated bucket, which was placed in the autoclave (see Fig. 1). From a safety standpoint double pipe was connected to the autoclave for both the fresh and condensed steam. The temperature and pressure in the autoclave were monitored by remote instrumentation. The pressure of the saturated steam in the autoclave was kept constant.
For each test the preheating time was 10 min at half of the assigned dewatering pressure. After the preheating period the steam outlet was opened sufficiently to evacuate the moisture which was condensed due to the large temperature difference. At the end of the desired treatment time, the pressure was released gradually to prevent sudden evaporation and consequently cracking of the coal samples.
THERMO STREAM iNLET COUPLE fl l
SAFETY ~ ]I I I r c VALUE
© o (3
(;~:--: ' 0 0 ( pRESSURE
~Ao~ 0 0 0
USED < - ~ STREAM OUTLET (
FRESH SATURATED
I O i 0 ( 0 0
/ -
Fig. 1. Sketch of the autoclave.

Upgrading of high moisture content lignite 161
Tests were carried out on two different sizes of the same lignite (size ranges were from 30 mm to 60 mm and from 60 mm to 120 ram):
1. To determine the dewatering parameters at different pressures the actual drying time (constant pressure i.e. temperature) was held to 30 min for each of the two sizes. In the last 5 rain of the drying time fresh steam was introduced to the autoclave while maintaining constant autoclave pressure. Samples were tested for the following pressures, in MPa (psi): 0.3166 (46); 0.6333 (92); 1.2667 (184); 1.6212 (235); 2.0265 (296); 2.5331 (367); 3.2424 (470) and 4.053 (588), respectively.
2. To determine the dewatering parameters as a function of different drying time with the pressure constant at 2.0265 MPa (296 psi). The drying times were: 10, 20, 40, 60, and 90 rain, respectively.
3. Sieve analyses were conducted on the treated lignite in order to determine the size degradation as a function of the pressure used and drying time.
The properties of both the raw lignite and treated lignite were determined by standard laboratory procedure. Each sample, (approx. 25 kg) after size preparation was sealed in a plastic bag and enclosed in a steel container. Each parameter of the different tests was determined from at least two runs. The average of the two values are shown in the tables, if the difference did not exceed the maximum allowable. In other cases more tests and analyses were run to bring repeatability to an acceptable standard (_+0.5%).
At the end of each autoclave run the samples were allowed to cool to room temperature and the weight of the dried lignite was determined. The weight recovery (yield) of the process was determined from the actual weights of the raw and treated lignite instead of from calculation. (The calculated yield of the individual runs is always higher than the actual one.) During the test both the temperature and pressure were monitored, but the pressure was kept constant. Therefore, in the following analysis, pressures are used instead of the temperatures.
The analysis of results
The degree of dewatering can be best described by the water recovery factor which is expressed in terms of the percentage of water recovered to the total moisture content.
The yield or weight recovery of the process can be expressed as:
1 0 0 - M R kg of treated coal
G = 100_MD kg of raw coal (1)
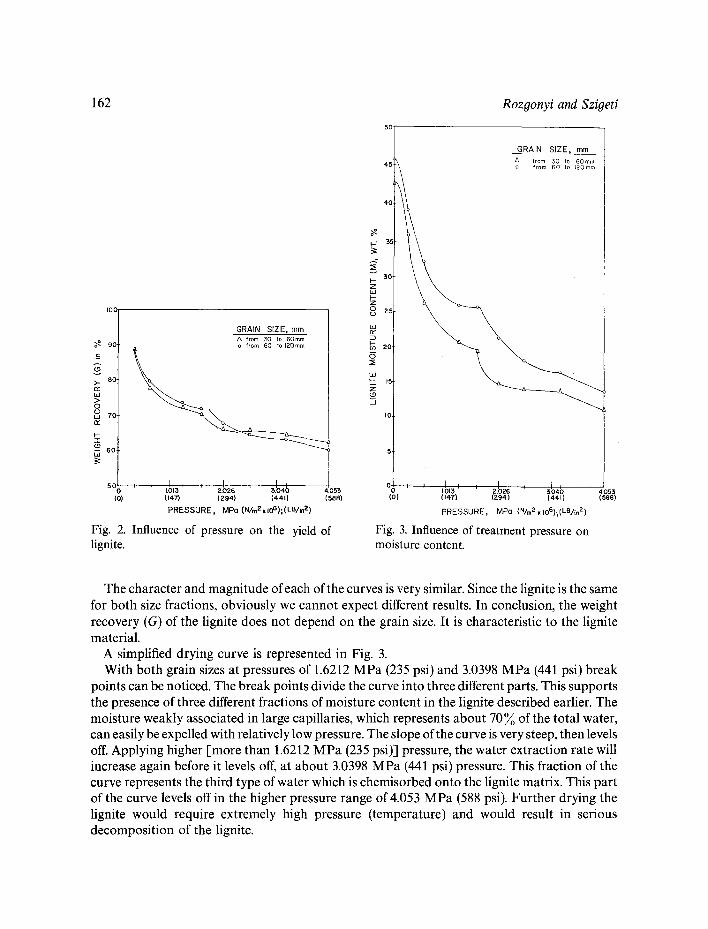
where G is the yield or weight recovery of lignite, M R is the moisture content of the raw lignite as a percentage, and M D is the moisture content of the treated lignite as a percentage. The G value as a percentage versus pressure is presented in Fig. 2.
As can be seen from Equation 1 the weight recovery (G) can be calculated by using the moisture contents. Since the weight of the raw and treated lignite was accurately measured, we decided to use these values in the calculations instead of the calculated ones. In each case the calculated value is bigger than the actual one. We believe that the expelled water carried away some lignite particles as well as some other leachable materials from the grains.
162 Rozgonyi and Szigeti 50
90" .c:
80"
oo 70-
I-" =
60 -
GRAIN S I Z E , m m z& from 50 ~o 60ram o from 60 to 120ram
I00
45'
G R A I N S I Z E I rnm A from 30 to 60ram o from 60 Io 120ram
4 0
t-: 95
30-
Z 2 5
03 20- N
Io
:t o
(o)
I , , I I Jo I 5C 0 I l 1.0i5 2.026 3. 4~) )59 I I I I I [ },013 2. 26 3.040 (0) (147} (294} (441) (588) (147} (294) (441)
P R E S S U R E , MPa ( N / m 2 x i O 6 ) ; ( L B / i n 2) PRESSURE, MPo ( N / m 2 x l O 6 ) ; ( L B / i n 2)
Fig. 2. Influence of pressure on the yield of Fig. 3. Influence of treatment pressure on lignite, moisture content.
4.053 (588)
The character and magnitude of each of the curves is very similar. Since the lignite is the same for both size fractions, obviously we cannot expect different results. In conclusion, the weight recovery (G) of the lignite does not depend on the grain size. It is characteristic to the lignite material.
A simplified drying curve is represented in Fig. 3. With both grain sizes at pressures of 1.6212 MPa (235 psi) and 3.0398 MPa (441 psi) break
points can be noticed. The break points divide the curve into three different parts. This supports the presence of three different fractions of moisture content in the lignite described earlier. The moisture weakly associated in large capillaries, which represents about 70% of the total water, can easily be expelled with relatively low pressure. The slope of the curve is very steep, then levels off. Applying higher [more than 1.6212 MPa (235 psi)] pressure, the water extraction rate will increase again before it levels off, at about 3.0398 MPa (441 psi) pressure. This fraction of tlae curve represents the third type of water which is chemisorbed onto the lignite matrix. This part of the curve levels off in the higher pressure range of 4.053 MPa (588 psi). Further drying the lignite would require extremely high pressure (temperature) and would result in serious decomposition of the lignite.
Upgrading of high moisture content lignite 1 6 3
The character of the curves for the two lignite particle sizes tested is :very similar and predictable. However, the curve representing the smaller size particles is always below the curve of the larger one. This represents that the different grain sizes release their syneresis water in different ways under the same condition. The reason for this is that the smaller size releases its water easier, because of the shorter path from the inside to the surface of the grain, and also because of better heat transfer.
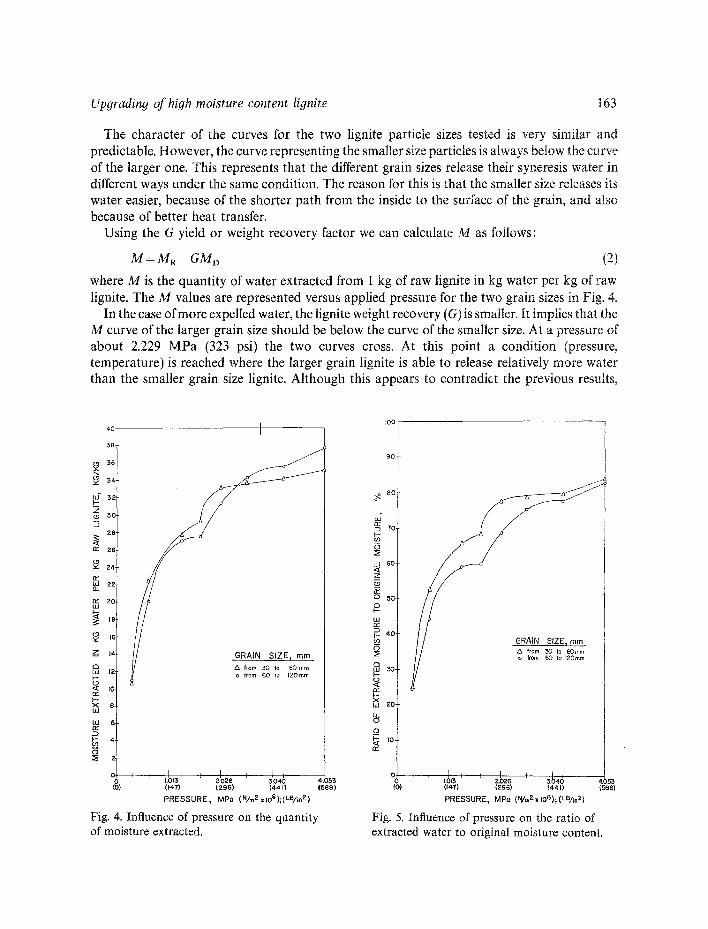
Using the G yield or weight recovery factor we can calculate M as follows:
M = MR-- GMD (2)
where M is the quantity of water extracted from 1 kg of raw lignite in kg water per kg of raw lignite. The M values are represented versus applied pressure for the two grain sizes in Fig. 4.
In the case of more expelled water, the lignite weight recovery (G) is smaller. It implies that the M curve of the larger grain size should be below the curve of the smaller size. At a pressure of about 2.229 MPa (323 psi) the two curves cross. At this point a condition (pressure, temperature) is reached where the larger grain lignite is able to release relatively more water than the smaller grain size lignite. Although this appears to contradict the previous results,
o
(o) 1,013 2.026 3D40 (14~ (296) (441) PRESSURE, MPo (N/m2 xlOI;)i(kB,/ln 2)
I
)53 (see) (01
Fig. 4. Influence of pressure on the quantity of moisture extracted.
IOO
I / Z~ from ND to EOmm ~ / o from 60 to [20mm
9O
80
J ~. ro
co
60 z
(~ 50 2
40
u9 ~o
x 20
40
58
3s
34
~" 32
3c -5
28
24
22 O-
20
z__ 14
ra
t0
I - 4
O 2
1.01~$ 2.026 5,v 41~ 4,0~ (147) (296) (441) (568) PRESSURE, MPa (N/m2 x 106); (LO/in2)
Fig. 5. Influence of pressure on the ratio of extracted water to original moisture content.
164 Rozgonyi and Szigeti
namely that the smaller size releases its water easier than the larger one (see Fig. 5). This contradiction supports our assumption, that the water content of raw lignite cannot be reduced to zero or even beyond a certain value without radical qualitative change in the coal matrix. The existence of a critical water content can be assumed for each grain size of a lignite at different pressures and/or temperatures. More investigation is required to prove or deny the validity of this assumption.
In Fig. 5 the ratio of the expelled water to the original water content versus pressure is represented (fM) and is expressed as a percentage. We can write:
TM = ( M / M . ) x 100 (3)
The curves of Fig. 5 show thatfM values increase with increasing pressure. The break points occur at the same pressure as obtained from the simplified drying curve. The fM curve of the smaller grain size is always above the larger grain size curve. This supports the assumption that the smaller grain size can be treated more favourably than the larger one regardless of the base of comparison.
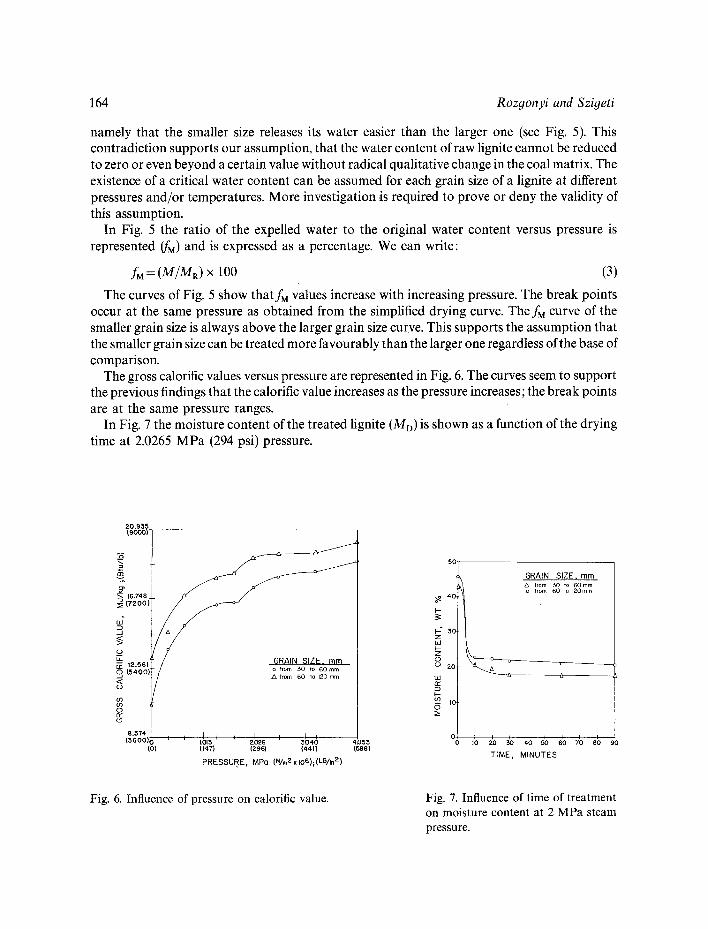
The gross calorific values versus pressure are represented in Fig. 6. The curves seem to support the previous findings that the calorific value increases as the pressure increases; the break points are at the same pressure ranges.
In Fig. 7 the moisture content of the treated lignite (MD) is shown as a function of the drying time at 2.0265 MPa (294 psi) pressure.
20.935 (9000)"
"~- 16.748 ( 7 2 0 0
-J
X _o LL c~ 12.561 S (5400 <
o co
8.374 (3600] I
(o)
50 ̧
o~ 40.
C) 20-
I--
o
ol
GRAIN S I Z E , m m \ z~ from 30 to 60 mm
' o from 60 to 120mm
{ ~ I 12~ 6 I } I 3040 4D53 I0 ZO ~ ' ,.o,~ ,o ~o ~o ~ ~ ~o (147) (2961 (44{] (588) P R E S S U R E , MPa (N /m2x lO6) i (LB / In2 ) T I M E , M I N U T E S
Fig. 6. Influence of pressure on calorific value. Fig. 7. Influence of time of treatment on moisture content at 2 MPa steam pressure.
Upgrading of high moisture content lignite 165
The water content decreases very rapidly during the first 10-15 min of the test. The slope of the curve then levels offat about 30 or 40 rain of drying time. The investigation was conducted at 2.0265 MPa (294 psi) pressure only but it is assumed that a similar phenomenon will occur at any applied pressure. The curve indicates that the drying time (30 min) was correctly selected. It can be seen from Fig. 7 that the rate of water extraction, after a certain time, becomes constant and an increase in this rate can only be achieved by an increase in pressure or consequently in temperature.
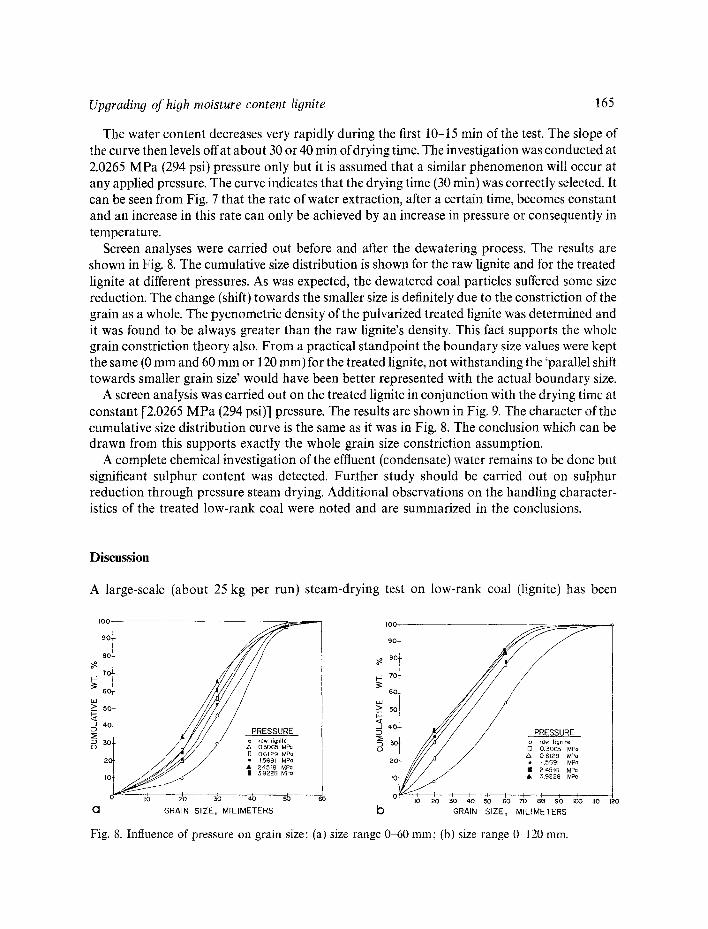
Screen analyses were carried out before and after the dewatering process. The results are shown in Fig. 8. The cumulative size distribution is shown for the raw lignite and for the treated lignite at different pressures. As was expected, the dewatered coal particles suffered some size reduction. The change (shift) towards the smaller size is definitely due to the constriction of the grain as a whole. The pycnometric density of the pulvarized treated lignite was determined and it was found to be always greater than the raw lignite's density. This fact supports the whole grain constriction theory also. From a practical standpoint the boundary size values were kept the same (0 mm and 60 mm or 120 ram) for the treated lignite, not withstanding the 'parallel shift towards smaller grain size' would have been better represented with the actual boundary size.
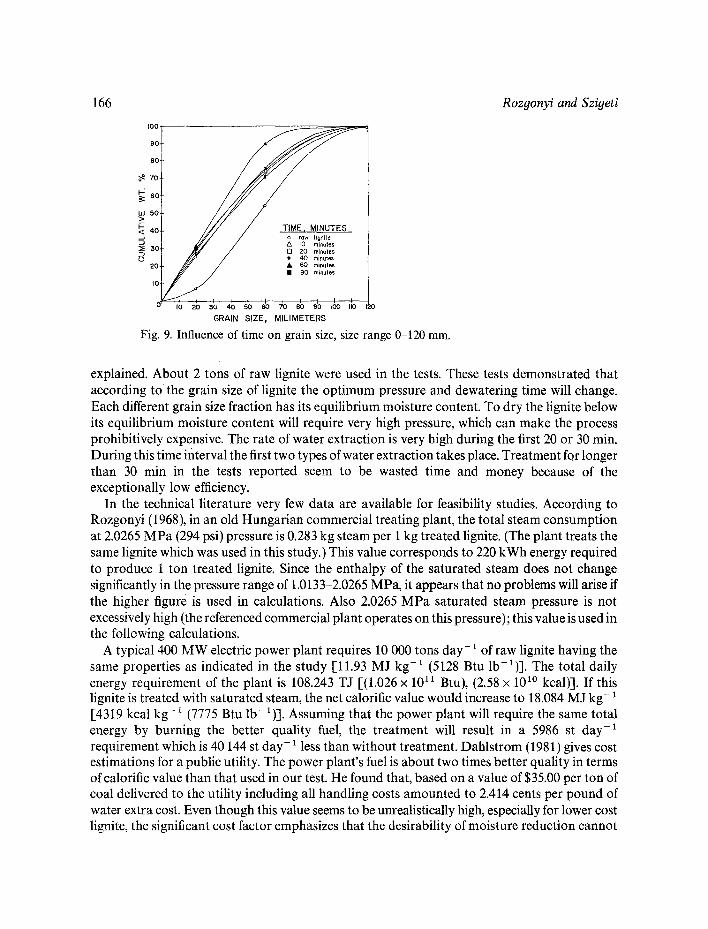
A screen analysis was carried out on the treated lignite in conjunction with the drying time at constant [2.0265 MPa (294 psi)] pressure. The results are shown in Fig. 9. The character of the cumulative size distribution curve is the same as it was in Fig. 8. The conclusion which can be drawn from this supports exactly the whole grain size constriction assumption.
A complete chemical investigation of the effluent (condensate) water remains to be done but significant sulphur content was detected. Further study should be carried out on sulphur reduction through pressure steam drying. Additional observations on the handling character- istics of the treated low-rank coal were noted and are summarized in the conclusions.
Discussion
A large-scale (about 25 kg per run) steam-drying test on low-rank coal (lignite) has been
I00-
90-
80-
7c~
60-
5 0
40.
(.~ 30.
20
I00-
90-
80
F'-: 70"
60.
o raw lignite
i ~o 20 ~o ~o 5o 6
GRAIN SIZE, MILIMETERS
-~ 50. ,5
40-
2O
IO
O"
o b
o raw lignite D 0,$065 MPQ
• t .5691 MPa . • 2 . 4 5 1 8 . MPQ
IO 20 30 40 50 60 70 80 90 1130 I10 120 GRAIN SIZE, MILIMETERS
Fig. 8. Influence of pressure on grain size: (a) size range 0-60 mm; (b) size range 0-120 ram.
166 Rozgonyi and Szigeti
I00.
80.
60.
taJ 50. >
• ~ 40.
~ 5O.
20-
TIME MINUTES o raw lignite Z~ I0 minutes [3 20 minutes • 40 minutes • 60 minutes U 90 minutes
u I0 20 50 40 50 60 70 80 90 I00 IlO 120
GRAIN S I Z E , M I L I M E T E R S
Fig. 9. Influence of time on grain size, size range 0-120 ram.
explained. About 2 tons of raw lignite were used in the tests. These tests demonstrated that according to the grain size of lignite the optimum pressure and dewatering time will change. Each different grain size fraction has its equilibrium moisture content. To dry the lignite below its equilibrium moisture content will require very high pressure, which can make the process prohibitively expensive. The rate of water extraction is very high during the first 20 or 30 min. During this time interval the first two types of water extraction takes place. Treatment for longer than 30 rain in the tests reported seem to be wasted time and money because of the exceptionally low efficiency.
In the technical literature very few data are available for feasibility studies. According to Rozgonyi (1968), in an old Hungarian commercial treating plant, the total steam consumption at 2.0265 MPa (294 psi) pressure is 0.283 kg steam per 1 kg treated lignite. (The plant treats the same lignite which was used in this study.) This value corresponds to 220 kWh energy required to produce 1 ton treated lignite. Since the enthalpy of the saturated steam does not change significantly in the pressure range of 1.0133-2.0265 MPa, it appears that no problems will arise if the higher figure is used in calculations. Also 2.0265 MPa saturated steam pressure is not excessively high (the referenced commercial plant operates on this pressure); this value is used in the following calculations.
A typical 400 MW electric power plant requires 10 000 tons day- 1 of raw lignite having the same properties as indicated in the study [11.93 MJ kg-1 (5128 Btu lb-~)]. The total daily energy requirement of the plant is 108.243 TJ [-(1.026 × 101~ Btu), (2,58 × 10 l° kcal)]. If this lignite is treated with saturated steam, the net calorific value would increase to 18.084 MJ kg- 1 [4319 kcal kg-1 (7775 Btu lb-1)]. Assuming that the power plant will require the same total energy by burning the better quality fuel, the treatment will result in a 5986 st day -~ requirement which is 40 144 st day- 1 less than without treatment. Dahlstrom (1981) gives cost estimations for a public utility. The power plant's fuel is about two times better quality in terms of calorific value than that used in our test. He found that, based on a value of $35.00 per ton of coal delivered to the utility including all handling costs amounted to 2.414 cents per pound of water extra cost. Even though this value seems to be unrealistically high, especially for lower cost lignite, the significant cost factor emphasizes that the desirability of moisture reduction cannot
Upgrading of high moisture content lignite 167
be denied. Dahlstrom (1981) also gives the cost for an evaporative drying as 1.05 cents per pound of water removed. When compared to the potential savings of the public utility, this should yield a significant economy to the producer as well as the utility. The steam-drying process offers more savings since the total energy consumption of the steam drying technique requires about 30% less energy than the evaporative process used in the referenced calculation.
Uniform quality of fuel in lower quantities (due to increased heat content per unit weight) will offer significant additional savings. Some of these savings will result from higher boiler efficiency, less fuel preparation (pulverization, etc.) and lower maintenance cost (relatively dry material in the pulverizer) etc. In addition, the possibility exists for reducing the sulphur content in the fuel.
The brief analysis provided in this paper suggests possible benefits of fuel treatment for an existing power plant. In the case of a new plant additional cost benefits would result from lower investment costs in fuel-handling facilities, reduced gas-scrubbing equipment, smaller boilers and otherwise support the added cost of pretreating the coal. Unfortunately, the thorough analysis of effluent water was not the objective of this investigation. In a few cases, however, we have carried out analysis and it was found that ash-forming minerals and sulphur were removed from the lignite, presumably either by the washing action of the saturated or condensed steam or by solution. The tests are not sufficient to substantiate numerical values and to draw further conclusions. Findings concerning other physical tests are summarized in the conclusions.
Although an analysis of potential ash and sulphur reduction was not the objective of the study described in this paper, some reduction was noted. Other preliminary work done strongly indicates that ash-forming minerals and sulphur were affected in the lignite through the washing action of the saturated steam, and also by direct solution. Additional study of ash and sulphur reduction by autoclave methods is strongly suggested as a result of the fuel upgrading tests done here.
Conclusions
The results of this investigation show that the low-ranked coal (lignite) with high moisture content can be dewatered (treated) very favourably in saturated steam. The degree of drying attainable depends on the moisture content of the original lignite, size of the lumps, and steam pressure or temperature. During the tests, from visual observation through a window in the reactor wall, it was possible to notice that the colloidal water is expelled from the lump as a liquid. The energy requirement for steam treatment is less than for flue-gas drying, because no latent heat of vaporization is required to remove the water expelled from coal particles in liquid form.
The coal particle shrinks as water leaves. The apparent (pycnometric) density of the lignite decreases about 15-20 % during the drying. This fact also substantiates that high-pressure steam treatment produces an artificial coalification or accelerated metamorphism.
The simplified drying curve shows the presence of at least three different types of water in the lignite. For each type of lignite and particle size the optimum drying time can be determined, beyond which the drying rate is exceptionally low. The steam treatment has tremendous potential to remove not only the moisture content to an equilibrium level but reduction in

168 Rozgonyi and Szigeti
sulphur content was also noted. The results show that the process, even for moisture reduction of lignite for power plants only,
has merit. In the case of a mine mouth power plant, the whole drying process or at least the preheating period can be accomplished during the coal transportation phase. Used steam or hot water from the autoclaves can be used as the transporting medium of the lignite in the form of a slurry. For a given project certain simple laboratory studies should be conducted in order to determine the hydraulic characteristics of a particular lignite slurry. The behaviour of the solid particles in a fluid (steam or hot water) should be defined by experimental studies that determine drag coefficient, and free settling velocities for the various sizes. Rheological studies should also be performed to determine the viscous properties of the slurry.
The treatment has great potential for treating low rank coals for further processing such as gasification and liquification.
Acknowledgements
The laboratory tests and analyses were performed in the Mining Research Institute of Hungary. Our special thanks are due to the Institute for giving us invaluable assistance and facilities for the tests.
We wish to acknowledge with gratitude the assistance, contributions, and editorial help of Professors D. W. Huber and J. E. Russell. Special thanks due to Mr Arnie K. Hammock, Mining Engineer for his help in preparing the figures.
References
Brown, L.F. (1980) The kinetic behavior of subbituminous coal drying; effects of confining pressure, Dryin9 '80, Vol. 2, Proceedings of 2nd International Symposium.
Bullin, J.A., Stone, R.R. and Anthony, R.G. (1981) Sulfur removal from Texas lignite using steam and air, Fuel Processin 9 Technology 5, 65-78.
Dahlstrom, D.A. (2982) Minimizing moisture content of fine coal, Proceedings of Coal Preparation and Utilization Symposium, Coal Age , October 27-29.
Fennema, O. (1978) ISOPOW II, Osaka, September. Fleissner, H. (1927) The drying of fuels and the Austrian coal industry, Sonderdruck aus Sparwirtschaft,
Vols. 10 and 11. Friedman, S. and Warzinski, R.P. (1976) Chemical cleaning of coal, Air Pollution Control Division, The
American Society of Mechanical Engineers, Winter Annual Meeting, New York, December 5-20, Paper No. 76-WA/APC-2.
Friedman, S. (1977) Oxidative desulfurization of coal, Division of Fuel Chemistry, American Chemical Society, National Meetin9, New Orleans, Louisiana, March.
Kashiwa, B.A. (1979) 5th Annual Underoround Coal Conversion Symposium, Alexandria, Virginia, June. Kerkhof, D.J.A.M. and Schoeber, W.J.A.H. (1974) In Advances in Preconcentration and Dehydration of
Foods (edited by A. Spicer), Applied Science, London, pp. 349-398. Kisakurek, B. and Gebizlioglu, O. (1978) Proceedings of the First International Symposium on Drying, 59.

Upgrading of high moisture content lignite 169
Kisakurek, B. and Yesil, S. (1980) Studies on lignite drying, Drying '80, International Symposium on Drying, pp. 434~442.
Mahajan, O.P. and Walker, P.L. Jr (1978) USDOE Report FE-2030-TR-7. Mujumdar, A.S. (1980) Advances in Drying, Vol. 1, Hemisphere, New York, pp. 119-153. Oppelt, H. (1955) Experiments in Fleissner drying of North Dakota lignite, US Bureau of Mines,
RI 5122. Potter, O, (1979) Dry as dust or how to dry particles with energy economy, Chemical Engineering in
Australia, Vol. ChE 4, No. 2, June. Potter, O.E. and Keogh, A.J. (1981) Drying high-moisture coals before liquification or gasification, Fuel
Processing Technology, 4, 217-27. Rozgonyi, T.G. (1968) Refinement of Lignite (Varpalota ) by Saturated Steam, Diploma Thesis, Miskolc, (in
Hungarian). Schoeber, W.J.A.H. and Thijssen, H.A.C. (1978) International Journal of Heat Mass Transfer 21, 1170-1.





























