Embed Size (px)
Citation preview

09.10.07
MRPPlanificación de materiales
Presentación
• Los sistemas tradicionales de gestión de almacenes no se puede aplicar a los productos con demanda dependiente.
• Se va a estudiar la historia de los sistemas de gestión.– Desde MRP.– Hasta ERP (sistemas de gestión integral).
• El año 2000 ha potenciado la aparición de programas de gestión integral.– El MRP necesita de ordenadores para funcionar.
Historia
• A finales de los 50 había empresas con problemas en el suministro de piezas para montaje.– Un producto.
• 20 componentes -> método tradicional de gestión.– protegidos contra roturas de stock en un 95%.
• Si falta un componente no puede realizarse el montaje.
– La probabilidad de que no pueda realizarse el montaje correcto por falta de un componente resulta ser del 64%.

Historia
• Se inventó la Lista de Materiales (BOM).– Eran estructuras
jerarquizadas.• Análogas a las padre-hijo.
– Esta operación se conoce como “explosión”.
Historia
• Se inventó la Lista de Materiales (BOM).– Eran estructuras
jerarquizadas.• Análogas a las padre-hijo.
– Esta operación se conoce como “explosión”.
Historia
• Esta lista no daba fechas de pedido.
• Apareció el MRP (Material RequierementPlanning)– Proyecta en el tiempo las necesidades de
materiales.– Gestiona los pedidos de los productos según la
previsión del artículo “padre”.• La demanda de los “hijos” se sabe con certeza.
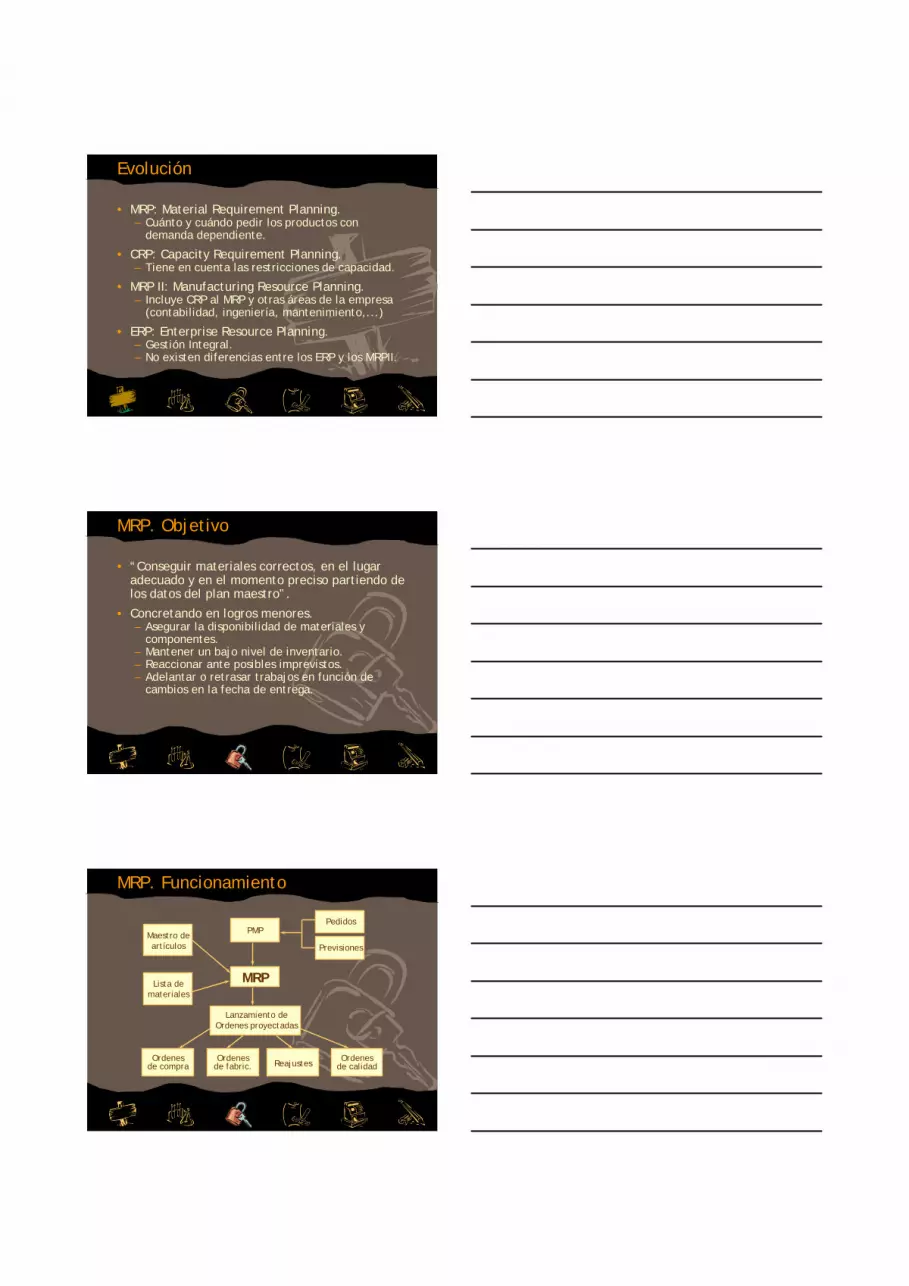
Evolución
• MRP: Material Requirement Planning.– Cuánto y cuándo pedir los productos con
demanda dependiente.
• CRP: Capacity Requirement Planning.– Tiene en cuenta las restricciones de capacidad.
• MRP II: Manufacturing Resource Planning.– Incluye CRP al MRP y otras áreas de la empresa
(contabilidad, ingeniería, mantenimiento,...)
• ERP: Enterprise Resource Planning.– Gestión Integral.– No existen diferencias entre los ERP y los MRPII.
MRP. Objetivo
• “Conseguir materiales correctos, en el lugar adecuado y en el momento preciso partiendo de los datos del plan maestro”.
• Concretando en logros menores.– Asegurar la disponibilidad de materiales y
componentes.– Mantener un bajo nivel de inventario.– Reaccionar ante posibles imprevistos.– Adelantar o retrasar trabajos en función de
cambios en la fecha de entrega.
MRP. Funcionamiento
MRP
PMPPedidos
Previsiones
Lista de materiales
Maestro de artículos
Ordenesde compra
Lanzamiento de Ordenes proyectadas
Ordenesde fabric. Reajustes
Ordenesde calidad

MRP. Entradas. Plan maestro
• A partir de previsiones y pedidos en firme.– Demanda exacta de componentes
sin incluir mermas o posibles defectuosos.
• Previsión de demanda de componentes para recambios.
MRP
PMPPedidos
Previsiones
Lista de materiales
Maestro de artículos
Ordenesde compra
Lanzamiento de Ordenes proyectadas
Ordenesde fabric. Reajustes Ordenes
de calidad
• Componentes del artículo y cantidades.
• Explosión uninivel.– Explosión -> de arriba a abajo.– Uninivel -> componentes de cada
componente.
MRP. Entradas. Lista de materiales.
MRP
PMPPedidos
Previsiones
Lista de materiales
Maestro de artículos
Ordenesde compra
Lanzamiento de Ordenes proyectadas
Ordenesde fabric. Reajustes Ordenes
de calidad
SILLA (1)
RESPALDO (1) ASIENTO (1)PATAS (4)
TABLA (1) BARROTES (1)
Artículo Componente Cantidad
Silla Patas 4Silla Asiento 1
Silla Respaldo 1Respaldo Tabla 1
Respaldo Barrotes 2
• Estado actual y futuro del inventario.
• PE o PF de componentes.– Certeza absoluta en estos datos.
• Decalaje en el tiempo.
MRP. Entradas. Maestro de artículos
MRP
PMPPedidos
Previsiones
Lista de materiales
Maestro de artículos
Ordenesde compra
Lanzamiento de Ordenes proyectadas
Ordenesde fabric. Reajustes Ordenes
de calidad
BarrotesTablaRespaldoAsientoPatasSilla
9 105 6 7 8 9 10
6 7 8
Artículo Inventario Pedido Mínimo PF o montaje
Silla 0 50 1Respaldo 0 50 1Tablas 30 50 1Patas 160 100 2

• Stock de seguridad.– Productos finales.– Componentes con demanda
parcialmente independiente.– Mermas o defectuosos.
MRP. Entradas. Maestro de artículos
MRP
PMPPedidos
Previsiones
Lista de materiales
Maestro de artículos
Ordenesde compra
Lanzamiento de Ordenes proyectadas
Ordenesde fabric. Reajustes Ordenes
de calidad
BarrotesTablaRespaldoAsientoPatasSilla
9 105 6 7 8 9 10
6 7 8
Artículo Inventario Pedido Mínimo PF o montaje
Silla 0 50 1Respaldo 0 50 1Tablas 30 50 1Patas 160 100 2
MRP. Salidas
• Informes primarios.– Ordenes de fabricación o compra.
• Especificaciones de calidad.– Informes de reprogramación.– Cancelación de pedidos.– Estado del inventario.
• Informes Secundarios.– Previsiones de roturas de stock.
MRP
PMPPedidos
Previsiones
Lista de materiales
Maestro de artículos
Ordenesde compra
Lanzamiento de Ordenes proyectadas
Ordenesde fabric. Reajustes Ordenes
de calidad
Cálculos de un MRP
– B(t) -> Producción total anticipada.• Productos terminados -> PMP (+ mermas).• Componentes -> LOP (t) de sus “padres” (+mermas).
– R(t) -> Material pedido en un período anterior y que llegará en el período señalado.
– N(t) -> Requerimiento netos.• N(t) = B(t) - R(t) - M(t-1)
PATAS 1 2 3 4 5 6 7 8 9Demanda 40 60 100 100 120 180 80 120
En curso 100
En Inventario 160 120 160 60 60 40 0 20 0
Necesitamos 40 60 140 80 100
Cuanto pedir 100 100 140 100 100
Cuándo pedir 0 100 100 140 100 100 0 0
Requerimientos Brutos B(t)
Recepciones programadas R(t)
Requerimientos netos N(t)

Cálculos de un MRP
– ROP(t) -> Tamaño de la orden prevista.– M(t) -> Inventario esperado al final del período.
• M(t) = M(t-1) + R(t) + ROP(t) - B(t)– LOP(t) -> Decalaje en el tiempo de ROP(t).
PATAS 1 2 3 4 5 6 7 8 9Demanda 40 60 100 100 120 180 80 120
En curso 100
En Inventario 160 120 160 60 60 40 0 20 0
Necesitamos 40 60 140 80 100
Cuanto pedir 100 100 140 100 100
Cuándo pedir 0 100 100 140 100 100 0 0
Requerimientos Brutos B(t)
Recepciones programadas R(t)
Proyectado en Mano M(t)
Requerimientos netos N(t)
Recepción órdenes ROP(t)
Lanzamiento órdenes LOP(t)
Cálculos de un MRP. Cuánto pedir
• No siempre coincidirá con N(t) -> Política.– Lote a lote.
• Necesidades netas.– Período constante.
• Se suman las cantidades de un período.– POQ (Periodic Order Quantity).
• Cantidad fija -> el período varía.– EOQ (Economic Order Quantity).
• Se pide la cantidad económica de pedido.– Lote mínimo.
• La cantidad mínima de pedido es fija.
Casos particulares
• Programación de artículos antes de la fecha actual.– Emite un mensaje de excepción.
• El analista cambia la programación o comprime los plazos de entrega (fabricación).
• Requerimientos procedentes de más de un artículo.– Se suman.

Planificación de la Capacidad
• La premisa de capacidad suficiente no es válida.– Es necesario saber
si se puede fabricar.
PMPprovisional
MRP
Convertir anecesidadesde recursos
Convertir el PMPen definitivo
Modificarla capacidad
Revisarel PMP
¿Sonsuficientes
los recursos?
¿Puedeaumentarse
la capacidad?
Plan denecesidades
Plan maestrodefinitivo
SI SI
NO
NO
Planificación de la Capacidad
• Aumento de capacidad.– Horas extras.– Subcontratación.– ...
• Para simplificar supondremos que las operaciones que son secuenciales se realizan una cada día o semana (cubo de tiempo).– Si el recurso tiene capacidad podrá hacer más de
un pedido cada cubo de tiempo.• Se estudia la carga del recurso, no su secuencia.
– Los MRP reales están integrados con Schedulers.
CRP. Datos fundamentales
• Lista de operaciones (BOO) o tabla de rutas.– Recoge los datos para saber qué secuencia es
necesaria para fabricar el artículo.
• Centros de trabajo o máquinas.– Almacena las características de las máquinas.
Artículo Operación CDT Capacidad
Patas 1 Torno1 30
Patas 2 Torno2 15
CDT Nombre Nº Máquinas
1 Torno1 1
2 Torno2 1

CRP. Salidas
• CRP avisa de la carencia de capacidad pero no toma decisiones.
• Dependiendo del sistema muestra posibilidades.– El usuario debe elegir.
0
20
40
60
80
100
120
140
1 2 3 4 5 6 7 8
Prevista
Planificada
CAPACIDAD
09.10.07
MRPPlanificación de materiales





























