Embed Size (px)
Citation preview
TEKNIK CNC
MODUL TEORI
POLITEKNIK BOSOWA
PROGRAM STUDI PERAWATAN DAN PERBAIKAN MESIN
TEKNIK CNC
TEORI CNC 14 / 34
Kampus 1: Jln. Kapasa Raya, No. 23, Kima, Makassar-Sulawesi
Selatan 90123
Telp. +62 411 472 001 2, Faks. +62 411 472 001 3
Email:[email protected], Website: www.politeknik-
bosowa.ac.id
KATA PENGANTAR
Alhamdulillahi roabbil’alamin, puji syukur kita panjatkan
kepada Allah SWT karena atas segala rahmat dan karunia-Nya
sehingga penulis dapat menyelesaikan bahan ajar teknik cnc pada
semester III.
Bahan ajar ini disusun berdasarkan kurikulum Perawatan Dan
Perbaikan Mesin Politeknik Bosowa yang merupakan mata kuliah
yang disajikan pada semester III.
Tujuan utama pelajaran Teknik CNC iyalah agar mahasiswa
dapat mengetahui dasar – dasar dan tata cara proses permesinan
menggunakan mesin-mesin CNC. Dalam perkembangan selanjutnya
bahan ajar ini akan selalu dievaluasi dan direvisi sesuai dengan
kebutuhan dan perkembangannya.
Penulis sangant mengharapkan saran dan kritik yang sifatnya
membangun demi penyempurnaan bahan ajar ini. Semoga bahan ajar
ini dapat bermanfaat sebagaimana mestinya dalam usaha
mencerdaskan bangsa.
TEKNIK CNC
TEORI CNC 14 / 34
Makassar , Agustus 2014
Tim Penyusun
ContentsBAB 1................................................................3
1.1 Latar Belakang Atau Sejarah Terberntuknya Mesin CNC.............3
1.2 Bagian-Bagian Mesin CNC (Computer Numerically Controlled).......7
BAB II...............................................................8
2.1 DASAR-DASAR PEMOGRAMAN MESIN CNC................................8
2.2 Prinsip gerakan sumbu utama dalam mesin CNC.....................8
2.2.1 Pemrograman Absolut...........................................8
2.2.2 Pemrogramman Relatif (inkremental)..............................9
2.2.3 Pemrogramman Polar...........................................10
2.2.4 Gerakan sumbu utama pada mesin CNC...........................11
2.3 Standarisasi Pemrogramman Mesin Perkakas CNC...................12
TEKNIK CNC
TEORI CNC 14 / 34
BAB III.............................................................17
3.1 TOOL SETTING DAN PSO FILE......................................17
3.2 Setting Nol Pahat Tunggal......................................17
3.2.1 Pada mesin CNC Turning.......................................17
3.2.2 Pada Mesin CNC Milling.......................................20
3.4 Setting Nol Multy Tools........................................22
2.3 PSO File.......................................................26
BAB IV..............................................................28
4.1 Parameter Lingkaran............................................28
4.2 Analisa Grafis.................................................31
4.3 Metode Analisis................................................32
BAB 1
1.1 Latar Belakang Atau Sejarah Terberntuknya Mesin CNC
Dewasa ini perkembangan dunia manufactur semakin berkembang, salah
satunya adalah penggunaan teknologi komputer kedalam
proses manufactur di dunia industri saat ini. Penggunaan teknologi
komputer yang mengalami kemajuan pesat diantaranya adalah penggunaan
mesin CNC (Computer Numerically Controlled), yang mana cara pengoperasiannya
menggunakan program yang dikontrol langsung oleh komputer dan dengan
bantuan operator.
Awal lahirnya mesin CNC ( Computer Numerical Controlled) bermula
dari 1952 yang di kembangkan oleh John Pearseon dari Institut
Teknologi Massachusetts, atas nama Angkatan Udara Amerika Serikat.
TEKNIK CNC
TEORI CNC 14 / 34
Semula proyek tersebut di peruntukan untuk membuat benda kerja khusus
yang rumit. Semula perangkat CNC memerlukan biaya yang tinggi dan
volume unit pengendali yang besar.Pada tahun 1973, mesin CNC masih
sangat mahal sehingga masih sedikit perusahaan yang mempunyai
keberanian dalam memplopori investasi dalam teknologi ini.Dari tahun
1975, produksi mesin CNC mulai berkembang pesat. Perkembangan ini di
pacu oleh Microprocessor,sehingga volume unit pengendali dapat lebih
ringkas. Dewasa ini penggunaan mesin CNC hampir terdapat di segala
bidang Dari bidang pendidikan dan riset yang mempergunakan alat-alat
demikian dihasilkan berbagai hasil penelitian yang bermanfaat yang
tidak terasa sudah banyak di gunakan dalam kehidupan sehari–hari di
kalangan masyarakat banyak.Mesin CNC adalah suatu mesin yang dikontrol
oleh komputer dengan menggunakan bahasa numerik (data perintah dengan
kode angka, huruf dan simbol) sesuai standart ISO. Sistem kerja
teknologi CNC ini akan lebih sinkron antara komputer dan mekanik,
sehingga bila dibandingkan dengan mesin perkakas yang sejenis, maka
mesin perkakas CNC lebih teliti, lebih tepat, lebih fleksibel dan
cocok untuk produksi masal. Dengan dirancangnya mesin perkakas CNC
dapat menunjang produksi yang membutuhkan tingkat kerumitan yang
tinggi dan dapat mengurangi campur tangan operator selama mesin
beroperasi.
mesin perkakas adalah suatu alat yang memotong atau piranti
pengolahan lain dari benda kerja, benda kerja adalah objek yang
diproses. Manakalah mesin perkakas sedang melakukan pemakanan, program
intruksi dapat diubah untuk memproses suatu pekerjaan baru. Numerical
control (NC) adalah suatu format berupa program otomatis dimana
tindakan mekanik dari suatu alat – alat permesinan atau peralatan lain
dikendalikan oleh suatu program yang berisi data kode angka. Data
alphanumerical menghadirkan suatu intruksi pekerjaan untuk
mengoprasikan mesin tersebut.
TEKNIK CNC
TEORI CNC 14 / 34
Numeric Control (NC) adalah suatu kendali mesin atas dasar
informasi digital, ini diperkenalkan di area pabrikasi. NC adalah
bermanfaat untuk produksi rendah dan medium yang memvariasikan
produksi item, di mana bentuk, dimensi, rute proses, dan pengerjaan
dengan mesin bervariasi. Mesin perkakas NC meliputi mesin dengan
operasi tujuan tunggal, yang memberikan informasi kuantitatif seperti
pengerjaan dengan mesin operasi yang disajikan oleh suatu computer
kendali dengan program database yang menyimpan instruksi secara
langsung untuk mengendalikan alat – alat bermesin CNC (Computer
Numerical Control). Kode data diubah untuk satu rangkaian perintah,
yang mana servo mekanisme, seperti suatu pijakan motor yang berputar
sesuai jumlah yang telah ditetapkan, memperbaiki dengan masing-masing
mengemudi dari suatu meja pekerjaan dan suatu alat untuk melaksanakan
suatu pengerjaandengan mesin dan gerakan yang ditetapkan oleh
suatu sistem pengulangan tertutup atau terbuka.
CNC yang dikendalikan dapat melakukan pekerjaan berbentuk linier,
lingkar, atau sisipan berbentuk parabola.
Dalam rangka menerapkan ilmu yang telah diperoleh dari mata
kuliah Mesin Perkakas CNC, bagaimana cara menggunakan mesin bubut TU-
2A. Untuk lebih memahami mengenai mesin bubut CNC maka mahasiswa perlu
mengikuti praktikum CNC yang lebih mendalam. Untuk dapat mengetahui
bagian-bagian dari mesin bubut TU-2A, proses yang dapat dilakukan oleh
mesin bubut TU-2A, dan cara pengoperasiannya merupakan bagian dari
proses pembelajaran praktikum CNC.
Dalam praktikum CNC ini Mahasiswa dapat merancang suatu profile
yang dapat dikerjakan dengan bubut TU-2A, yang menjadikan pembelajaran
dari teori-teori yang didapat dari mata kuliah mesin perkakas
CNC. Sehingga mahasiswa mampu mengaplikasikan antara teori dengan
praktek di lapangan.
TEKNIK CNC
TEORI CNC 14 / 34
Secara luas penggunaan sistem NC (Numerically Controlled) pada
dunia industri terutama pada pekerjaan permesinan, yaitu:
• Frais (milling)
• Bubut (turning)
• Pengeboran (drilling)
• Gerinda (grinding)
• Pemotongan logam (metal cutting)
Berdasarkan karakteristik yang umum dari pekerjaan-pekerjaan
proses produksi yang menggunakan CNC, proses permesinan ini lebih
banyak akan menghasilkan :
a. Komponen dimana diproses secara berulang-ulang (sering) atau
menghasilkan produk massal.
b. Komponen dengan bentuk geometri yang cukup kompleks, dimana
banyak sekali informasi-informasi ukuran dan dalam unsur bentuk
(sepeti alur, pembulatan, kemiringan dan toleransi) yang
banyak.
c. Komponen dimana membutuhkan banyak operasi untuk
membentuknya.
d. Komponen dimana pada saat proses pengerjaannya membutuhkan
pembuangan logam yang banyak.
e. Komponen dengan toleransi yang sangat kecil.
f. Komponen yang cukup mahal sehingga kesalahan dalam pembuatan
akan merupakan kerugian yang cukup besar.
g. Komponen yang dalam prosesnya membutuhkan inspeksi 100%.
TEKNIK CNC
TEORI CNC 14 / 34
Kelebihan dan kekurangan dari mesin CNC Kelebihan dari
penggunaan mesin CNC dibandingkan dengan mesin konvensional antara
lain adalah:
a. Adanya pengurangan dari waktu yang tidak produktif (non
productive time), karena adanya penyetelan peralatan, benda
kerja, dan lain-lain.
b. Mengurangi penggunaan dari alat bantu penepat (fixtures).
c. Mengurangi waktu proses produksi.
d. Proses manufaktur yang sangat fleksibel.
e. Meningkatkan kontrol kualitas dari hasil produksi (quality
control)
f. Mengurangi inventori
g. Mengurangi kebutuhan ruang, terutama untuk penyimpanan bahan
baku.
Adapun kekurangan dari mesin CNC dibandingkan dengan mesin-mesin
konvensional adalah:
a. Biaya investasi yang sangat besar, dikarenakan mesin CNC
harganya sangat mahal.
b. Biaya perawatan yang sangat besar.
c. Memerlukan operator yang mempunyai keterampilan dalam
pemrograman dan penggunaan dari mesin CNC.
Karena adanya keuntungan dan kerugian dari penggunaan mesin-mesin
CNC dalam proses manufaktur tersebut, maka perlu untuk dipertimbangkan
beberapa faktor dalam pengambilan keputusan untuk penggunaan mesin CNC
TEKNIK CNC
TEORI CNC 14 / 34
dalam memproduksi suatu komponen, faktor-faktor tersebut antara lain
adalah:
a. Adanya penurunan biaya.
Dimana dengan penggunaan mesin CNC diharapkan dapat
menekan biaya dari produksi, utamanya adalah biaya yang tinggi
akibat upah dan rendahnya jam kerja produktif. Untuk
penggunaan mesin CNC ini biasanya diberikan tugas beregu
dengan bergilir untuk mengoperasikan mesin CNC tersebut.
b. Diharapkan terdapatnya perbaikan produksi.
Pada mesin konvensional, jam kerja mesin yang digunakan
sering hanya 20%-30% untuk pembentukan produk. Sisa waktu yang
sekitar 80% tersebut digunakan dalam mengatur posisi, mengubah
sakelar, menukar peralatan, memasang benda kerja, membersihkan
beram, dan sebagainya. Penghematan waktu yang banyak dapat
diperoleh dengan membaca gambarnya. Dengan penggunaan mesin
CNC, hanya diperlukan satu kali, ialah pada waktu membuat
programnya. Juga pengaturan posisi pada mesin CNC dapat
dilakukan dengan lebih cepat.
c. Adanya perbaikan kualitas.
Faktor yang mempengaruhi keputusan pemilihan dari
penggunaan mesin CNC yaitu apakah pada proses produksi
menghasilkan produk-produk dengan kualitas yang tinggi ataupun
dengan kualitas yang konstan. Pada saat proses produksi,
kesalahan-kesalahan manusia dibatasi sampai pada suatu nilai
minimal dan karenanya dapat menimbulkan kualitas produk yang
konstan. Dengan penggunaan mesin CNC kesalahan-kesalahan ini
dapat diminimalisasi sehingga perbaikan terhadap produk yang
salah juga dapat dikurangi.
TEKNIK CNC
TEORI CNC 14 / 34
d. Waktu proses yang lebih cepat.
Apabila pada proses produksi diharapkan dalam mengerjakan
suatu produk ini dibutuhkan waktu yang singkat. Dimana dengan
penggunaan mesin CNC ini dimungkinkan untuk membuat produk-
produk yang kompleks dalam satu kali pemasangan saja.
e. Terjadinya perluasan paket produksi.
Peningkatan jumlah produksi yang amat banyak, tidak
mungkin dilaksanakan tanpa peggunaan mesin-mesin CNC. Juga
untuk bentuk produk- produk yang kompleks.
1.2 Bagian-Bagian Mesin CNC (Computer Numerically Controlled)
Unit Kontrol
Berupa panel pengontrolan yang berisi tombol-tombol perintah untuk
menjelaskan kontrol gerakan mesin dan berbagai fungsi lainnya
yang menggunakan instruksi oleh sistem kontrol elektronika.
Kepala Tetap
berupa roda-roda gigi transmisi penukar putaran yang akan memutar
poros spindle
Poros utama (spindel)
berupa tempat kedudukan pencekam untuk berdirinya benda kerja.
Eretan utama (appron)
bergerak sepanjang meja pada sumbu x sambil membawa eretan
lintang
Eretan melintang (cross slide)
Membawa tool post bergerak ke sumbu y atau melintang.
TEKNIK CNC
TEORI CNC 14 / 34
Eretan Memanjang yang menggerakan pahat arah vertikal.
Kepala Lepas, sejajar kepala tetap untuk membantu pergerakan
spindel dalam memegang benda kerja.
BAB II
2.1 DASAR-DASAR PEMOGRAMAN MESIN CNC
Ada beberapa langkah yang harus dilakukan seorang programmer
sebelum menggunakan mesin CNC, pertama mengenal beberapa sistem
koordinat yang ada pada mesin CNC, yaitu:
(a) sistem koodinat kartesius, yang terdiri dari koordinat mutlak
(absolut) dan koordinat relatif (inkremental).
(b) sistem koordinat kutub (koordinat polar), yang terdiri dari koordinat
mutlak (absolut) dan koordinat relatif (inkremental). Selanjutnya
menentukan system koordinat yang akan digunakan dalam pemograman.
Apakah program akan menggunakan sistem pemogramman metode absolut
atau inkremental. Pada umumnya sistem koordinat yang sering digunakan
antara lain system koordinat kartesius, yaitu koordinat mutlak (absolut)
dan koordinat relatif/berantai (incremental).
2.2 Prinsip gerakan sumbu utama dalam mesin CNC.
2.2.1 Pemrograman Absolut
Pemrograman absolut adalah pemrograman yang dalam menentukan
titik koordinatnya selalu mengacu pada titik nol benda kerja.
Kedudukan titik dalam benda kerja selalu berawal dari titik nol
sebagai acuan pengukurannya. Sebagai titik referensi benda kerja letak
titik nol sendiri ditentukan berdasarkan bentuk benda kerja dan
TEKNIK CNC
TEORI CNC 14 / 34
keefektifan program yang akan dibuat. Penentuan titik nol mengacu pada
titik nol benda kerja (TMB). Pada pemrogramman benda kerja yang rumit,
melalui kode G tertentu titik nol benda kerja (TMB) bisa dipindah
sesuai kebutuhan untuk memudahkan pemrogramman dan untuk menghindari
kesalahan pengukuran. Pemrogramman absolut dikenal juga dengan sistem
pemrogramman mutlak, di mana pergerakan alat potong mengacu pada titik
nol benda kerja. Kelebihan dari sistem ini bila terjadi kesalahan
pemrogramman hanya berdampak pada titik yang bersangkutan, sehingga
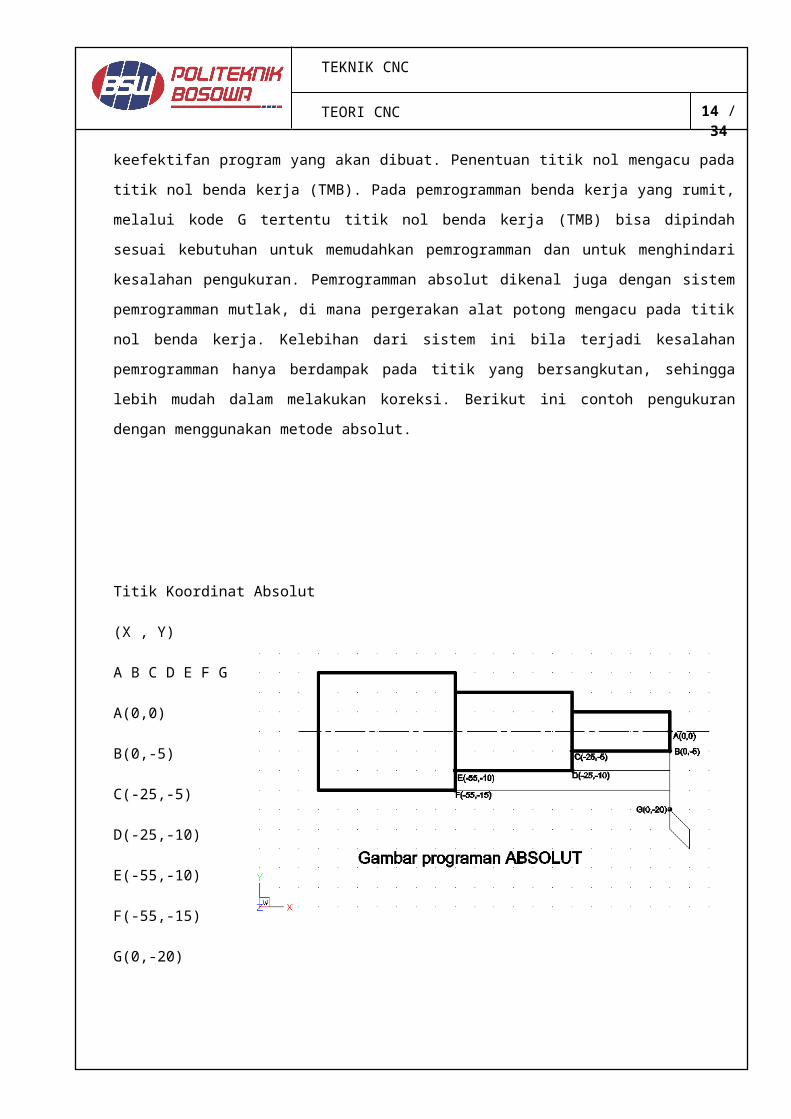
lebih mudah dalam melakukan koreksi. Berikut ini contoh pengukuran
dengan menggunakan metode absolut.
Titik Koordinat Absolut
(X , Y)
A B C D E F G
A(0,0)
B(0,-5)
C(-25,-5)
D(-25,-10)
E(-55,-10)
F(-55,-15)
G(0,-20)
TEKNIK CNC
TEORI CNC 14 / 34
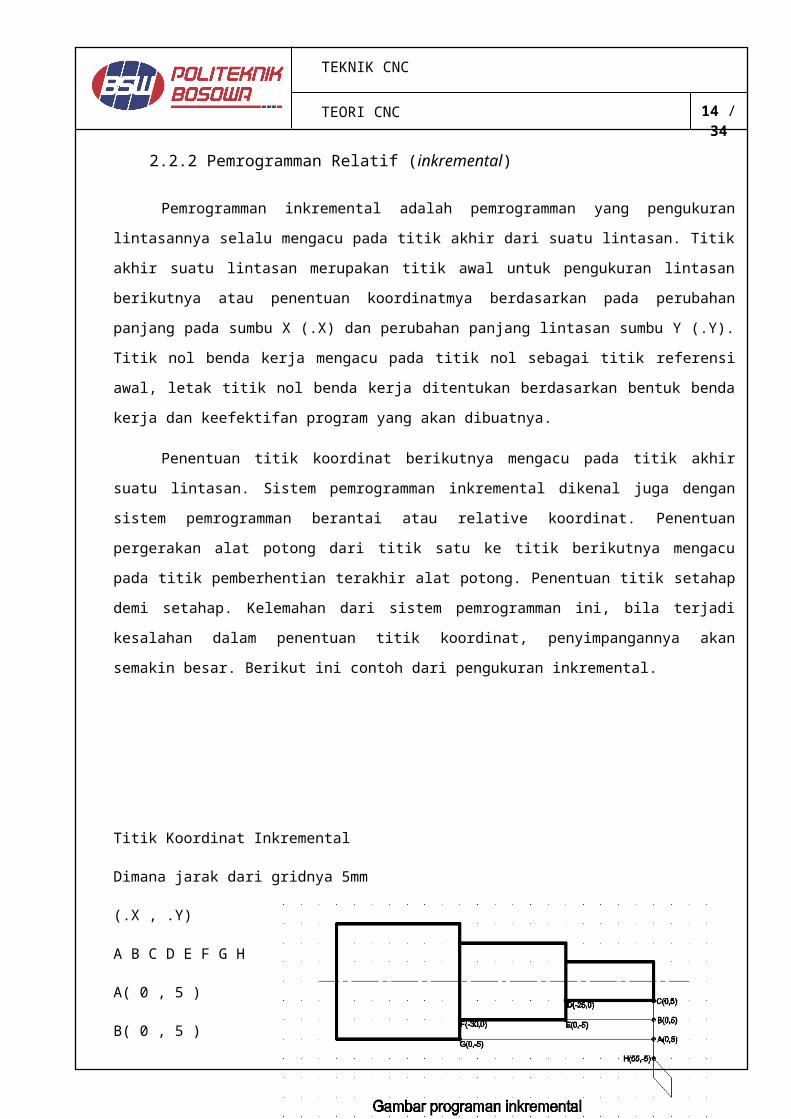
2.2.2 Pemrogramman Relatif (inkremental)
Pemrogramman inkremental adalah pemrogramman yang pengukuran
lintasannya selalu mengacu pada titik akhir dari suatu lintasan. Titik
akhir suatu lintasan merupakan titik awal untuk pengukuran lintasan
berikutnya atau penentuan koordinatmya berdasarkan pada perubahan
panjang pada sumbu X (.X) dan perubahan panjang lintasan sumbu Y (.Y).
Titik nol benda kerja mengacu pada titik nol sebagai titik referensi
awal, letak titik nol benda kerja ditentukan berdasarkan bentuk benda
kerja dan keefektifan program yang akan dibuatnya.
Penentuan titik koordinat berikutnya mengacu pada titik akhir
suatu lintasan. Sistem pemrogramman inkremental dikenal juga dengan
sistem pemrogramman berantai atau relative koordinat. Penentuan
pergerakan alat potong dari titik satu ke titik berikutnya mengacu
pada titik pemberhentian terakhir alat potong. Penentuan titik setahap
demi setahap. Kelemahan dari sistem pemrogramman ini, bila terjadi
kesalahan dalam penentuan titik koordinat, penyimpangannya akan
semakin besar. Berikut ini contoh dari pengukuran inkremental.
Titik Koordinat Inkremental
Dimana jarak dari gridnya 5mm
(.X , .Y)
A B C D E F G H
A( 0 , 5 )
B( 0 , 5 )
TEKNIK CNC
TEORI CNC 14 / 34
C( 0 , 5 )
D( -25 , 0 )
E( 0 , -5 )
F( -30 , 0 )
G( 0 , -5 )
H( 55 , -5 )
2.2.3 Pemrogramman Polar
G02 : Gerakan melingkar searah jarum jam
G02 X .... Y .... Z .... R .... F ... ; atau
G02 X .... Y .... Z .... I .... J .... K .... F ... ;
Gerakan ini dipergunakan untuk pemakanan melingkar yang searah
jarum jam. Kecepatan gerakan inipun ditentukan oleh feedingnya.
G03 : Gerakan melingkar berlawanan arah jarum jam
G03 X .... Y .... Z .... R .... F ... ; atau
G03 X .... Y .... Z .... I .... J .... K .... F ... ;
Gerakan ini dipergunakan untuk pemakanan melingkar yang
berlawanan arah jarum jam. Seperti halnya G02, kecepatan gerakan
inipun ditentukan oleh feedingnya. Sedangkan masing-masing fungsi
addres yang mengikuti gerakan G02/G03 ini adalah:
TEKNIK CNC
TEORI CNC 14 / 34
X,Y,Z : Koordinat yang dituju
R : Radius [ Jarak antara start point ke center poit ]
I : Jarak antara start point menuju center point searah sumbu X
secara Inkremental
J : Jarak antara start point menuju center point searah sumbu Y
secara Inkremental
K : Jarak antara start point menuju center point searah sumbu Z
secara Inkremental
F : Feeding [ kecepatan pemakanan / asutan / penyayatan ]
Cara menentukan nilai I dan J :
- Jika center point berada disebelah kanan start point, maka : I +
- Jika center point berada disebelah kiri start point, maka : I -
- Jika center point berada disebelah atas start point, maka : J+
- Jika center point berada disebelah bawah start point, maka : J-
2.2.4 Gerakan sumbu utama pada mesin CNC
Dalam pemogrammman mesin CNC perlu diperhatikan bahwa dalam
setiap pemograman menganut, prinsip bahwa sumbu utama (tempat
pahat/pisau frais) yang bergerak ke berbagai sumbu, sedangkan meja
tempat dudukan benda diam meskipun pada kenyataanya meja mesin frais
yang nergerak. Programer tetap menganggap bahwa alat potonglah yang
bergerak. Sebagai contoh bila programer menghendaki pisau frais ke
arah sumbu X positif, maka meja mesin frais akan bergerak ke sumbu X
negatif, juga untuk gerakan alat pemotong lainnya.
TEKNIK CNC
TEORI CNC 14 / 34
Selain menentukan sumbu simetri mesin, langkah berikutnya adalah
memahami letak titik nol benda kerja (TNB), titik nol mesin (TNM), dan
titik referens (TR). TNB merupakan titik nol di mana dari titik
tersebut programmer mengacu untuk menentukan dimensi titik
koordinatnya sendiri, baik secara absolute maupun inkremental. TNM
merupakan titik nol mesin. Pada mesin CNC bubut TNM terletak di
pangkal cekam tempat cekam benda kerja diletakkan. Pada mesin CNC
frais TNM berada pada pangkal dimana alat potong/pisau frais
diletakkan. Titik Referens (TR) adalah suatu titik yang menyebutkan
letak alat potong mula-mula diparkir atau diletakan. Titik referens
ditempatkan agak jauh dari benda kerja, agar pada saat pemasangan atau
melepaskan benda kerja, tangan operator tidak mengenai alat potong
yang dapat mengakibatkan kecelakaan kerja. Benda kerja aman untuk
dipasang maupun dilepas dari ragum atau pencekam.
2.3 Standarisasi Pemrogramman Mesin Perkakas CNC
Pemakaian kode-kode pada mesin perkakas CNC dapat menggunakan
standar pemrograman ynag berlaku antara lain: DIN (Deutsches Institut fur
Normug) 66025, ANSI (American Nationale Standarts Institue), AEROS
(Aeorospatiale Frankreich), ISO, dll. Sebagian besar dari standar,
yang diinginkan memiliki persamaan dan sedikit saja perbedaannya.
Berikut ini beberapa bagian kode pada mesin CNC EMCO antara lain kode
G, kode M, kode F, kode S dan kode T yang mempunyai arti sebagai
berikut. Arti Kode M pada mesin CNC Mesin CNC hanya dapat membaca kodestandar yang telah disepakati oleh industri yang membuat mesin CNC.
Dengan kode standar tersebut, pabrik mesin CNC dapat menggunakan PC
sebagai input yang diproduksi sendiri atau yang direkomendasikan.
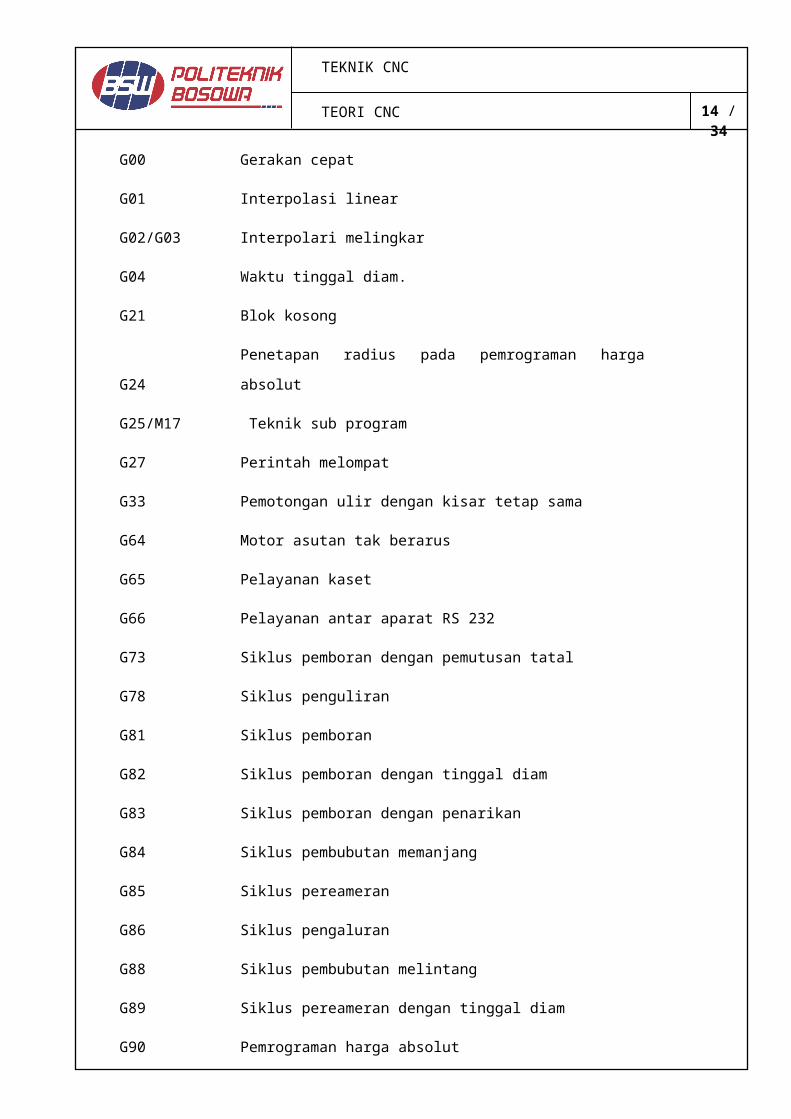
Kode standar pada mesin bubut CNC yaitu :
TEKNIK CNC
TEORI CNC 14 / 34
G00 Gerakan cepat
G01 Interpolasi linear
G02/G03 Interpolari melingkar
G04 Waktu tinggal diam.
G21 Blok kosong
G24
Penetapan radius pada pemrograman harga
absolut
G25/M17 Teknik sub program
G27 Perintah melompat
G33 Pemotongan ulir dengan kisar tetap sama
G64 Motor asutan tak berarus
G65 Pelayanan kaset
G66 Pelayanan antar aparat RS 232
G73 Siklus pemboran dengan pemutusan tatal
G78 Siklus penguliran
G81 Siklus pemboran
G82 Siklus pemboran dengan tinggal diam
G83 Siklus pemboran dengan penarikan
G84 Siklus pembubutan memanjang
G85 Siklus pereameran
G86 Siklus pengaluran
G88 Siklus pembubutan melintang
G89 Siklus pereameran dengan tinggal diam
G90 Pemrograman harga absolut
TEKNIK CNC
TEORI CNC 14 / 34
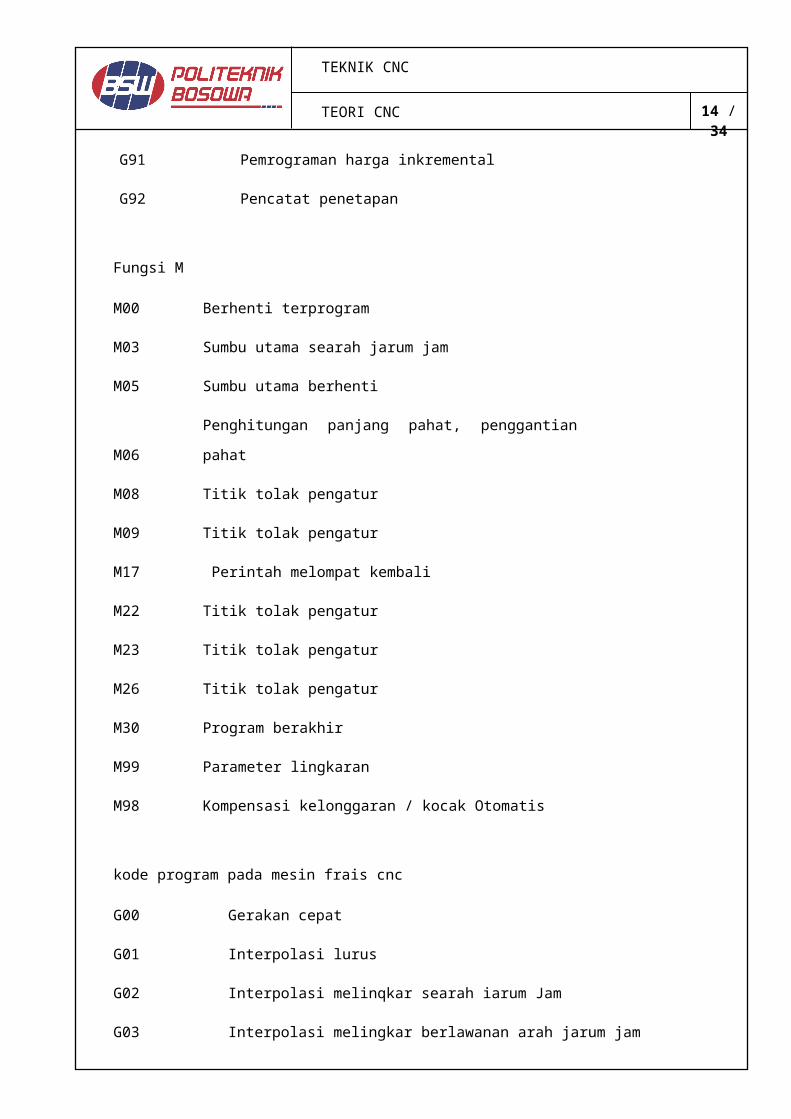
G91 Pemrograman harga inkremental
G92 Pencatat penetapan
Fungsi M
M00 Berhenti terprogram
M03 Sumbu utama searah jarum jam
M05 Sumbu utama berhenti
M06
Penghitungan panjang pahat, penggantian
pahat
M08 Titik tolak pengatur
M09 Titik tolak pengatur
M17 Perintah melompat kembali
M22 Titik tolak pengatur
M23 Titik tolak pengatur
M26 Titik tolak pengatur
M30 Program berakhir
M99 Parameter lingkaran
M98 Kompensasi kelonggaran / kocak Otomatis
kode program pada mesin frais cnc
G00 Gerakan cepat
G01 Interpolasi lurus
G02 Interpolasi melinqkar searah iarum Jam
G03 Interpolasi melingkar berlawanan arah jarum jam
TEKNIK CNC
TEORI CNC 14 / 34
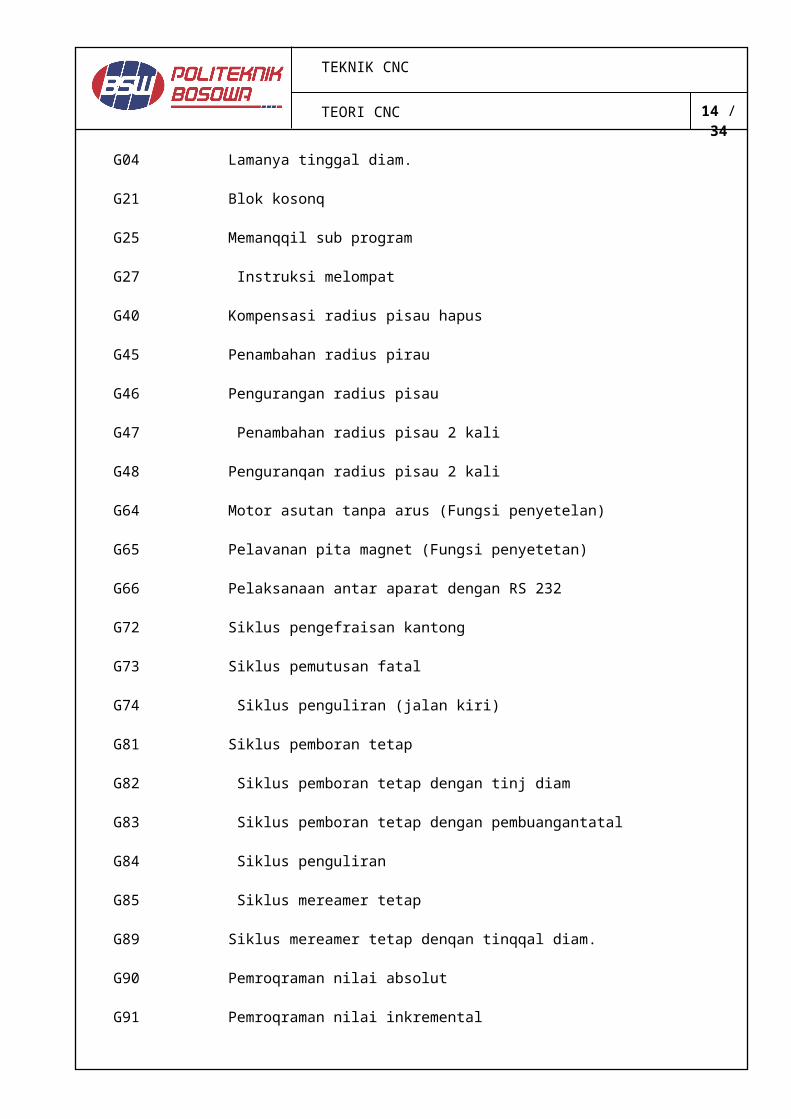
G04 Lamanya tinggal diam.
G21 Blok kosonq
G25 Memanqqil sub program
G27 Instruksi melompat
G40 Kompensasi radius pisau hapus
G45 Penambahan radius pirau
G46 Pengurangan radius pisau
G47 Penambahan radius pisau 2 kali
G48 Penguranqan radius pisau 2 kali
G64 Motor asutan tanpa arus (Fungsi penyetelan)
G65 Pelavanan pita magnet (Fungsi penyetetan)
G66 Pelaksanaan antar aparat dengan RS 232
G72 Siklus pengefraisan kantong
G73 Siklus pemutusan fatal
G74 Siklus penguliran (jalan kiri)
G81 Siklus pemboran tetap
G82 Siklus pemboran tetap dengan tinj diam
G83 Siklus pemboran tetap dengan pembuangantatal
G84 Siklus penguliran
G85 Siklus mereamer tetap
G89 Siklus mereamer tetap denqan tinqqal diam.
G90 Pemroqraman nilai absolut
G91 Pemroqraman nilai inkremental
TEKNIK CNC
TEORI CNC 14 / 34
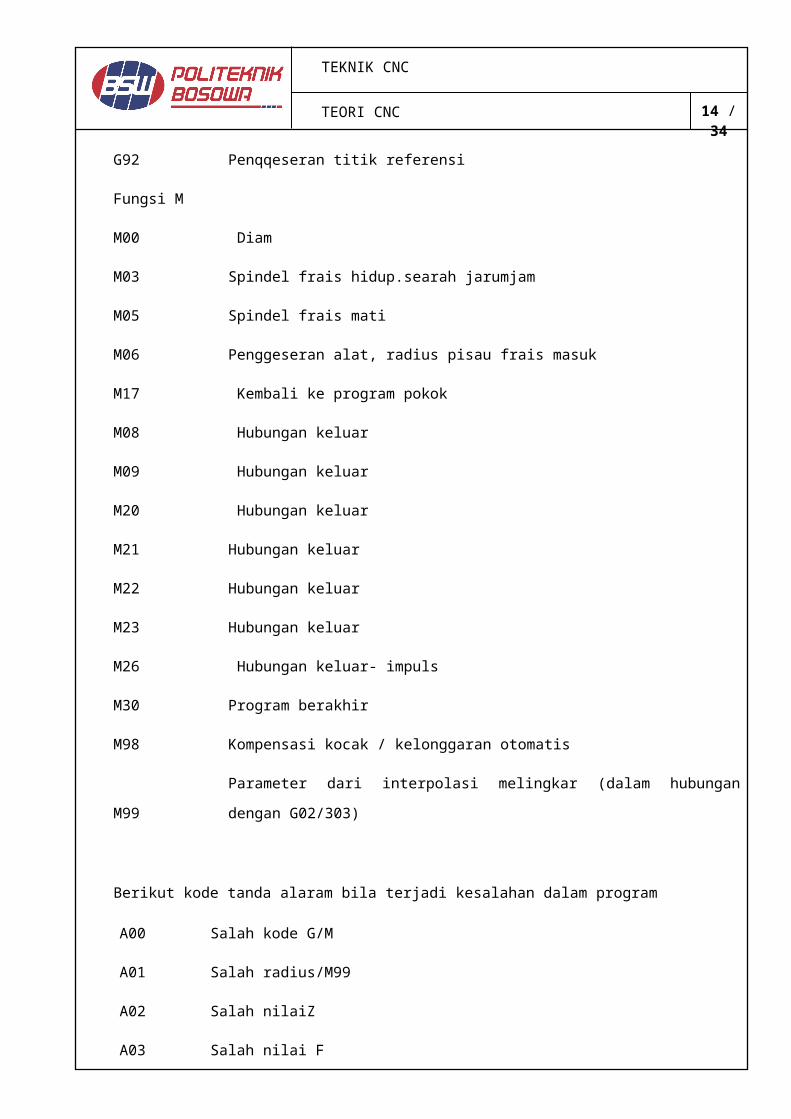
G92 Penqqeseran titik referensi
Fungsi M
M00 Diam
M03 Spindel frais hidup.searah jarumjam
M05 Spindel frais mati
M06 Penggeseran alat, radius pisau frais masuk
M17 Kembali ke program pokok
M08 Hubungan keluar
M09 Hubungan keluar
M20 Hubungan keluar
M21 Hubungan keluar
M22 Hubungan keluar
M23 Hubungan keluar
M26 Hubungan keluar- impuls
M30 Program berakhir
M98 Kompensasi kocak / kelonggaran otomatis
M99
Parameter dari interpolasi melingkar (dalam hubungan
dengan G02/303)
Berikut kode tanda alaram bila terjadi kesalahan dalam program
A00 Salah kode G/M
A01 Salah radius/M99
A02 Salah nilaiZ
A03 Salah nilai F
TEKNIK CNC
TEORI CNC 14 / 34
A04 Salah nilai Z
A05 Tidak ada kode M30
A06 Tidak ada kode M03
A07 Tidak ada arti
A08 Pita habis pada penyimpanan ke kaset
A09 Program tidak ditemukan
A10 Pita kaset dalam pengamanan
A11 Salah pemuatan
A12 Salah pengecekan
A13 Penyetelan inchi/mm dengan memori program penuh
A14
Salah posisi kepala frais / penambahan jalan dengan LOAD
┴ / M atau ┤ / M
A15 Salah nilai Y.
A16 Tidak ada nilai radius pisau frais
A17 Salah sub program
A18 Jalannya kompensasi radius pisau frais lebih kecil dari nol
BAB III
3.1 TOOL SETTING DAN PSO FILE
Pada bab ini akan dibahas mengenai penyettingan dari pahat yang
digunakan pada mesin CNC, baik penggunaan pahat tunggal maupun jamak
serta penggunaan PSO file pada mesin-mesin CNC yang digunakan pada
industri.. Adapun tujuan yang ingin dicapai dalam bab ini adalah
setelah mempelajari materi perkuliahan ini, mahasiswa akan memiliki
kompetensi dalam menjelaskan penyettingan dari pahat yang digunakan
TEKNIK CNC
TEORI CNC 14 / 34
pada mesin CNC Turning dan CNC Milling, baik penggunaan pahat tunggal
maupun jamak serta penggunaan PSO file dalam pemrograman CNC pada
mesin-mesin CNC yang digunakan pada industri.
3.2 Setting Nol Pahat Tunggal
Penggunaan pahat tunggal pada permesinan CNC biasanya hanya untuk
pengerjaan-pengerjaan bentuk yang sederhana, sehingga cukup hanya
dengan menggunakan sebuah pahat saja pekerjaan tersebut dapat
dilaksanakan. Penyetelan (setting) nilai nol pada pahat tunggal
terdiri atas penyetelan tinggi pahat terhadap titik pusat benda kerja
(centering) dan pengaturan pahat menuju titik awal program (start
point)
3.2.1 Pada mesin CNC Turning
a. Penyetelan tinggi pahat terhadap titik pusat benda kerja
(centering) Pada mesin CNC turning, dalam hal ini mesin CNC TU-2A,
sebelum dilakukan penyetelan, terlebih dahulu dilakukan pemasangan
pahat pada pemegang pahat (tool turret). Pada tool turret dapat
dipasang enam buah pahat, tiga pahat pemotongan luar dan tiga lagi
untuk pahat pemotongan dalam, seperti terlihat pada gambar. Yang
harus diperhatikan dalam pemasangan ini, yaitu bahwa panjang dari
pahat pemotongan luar yang menonjol keluar maksimum sebesar 13 mm.
Hal ini dilakukan untuk mencegah agar pahat tidak bersentuhan dengan
bagian dasar tool turret pada saat dilakukan pemutaran tool turret
untuk mengganti pahat.
TEKNIK CNC
TEORI CNC 14 / 34
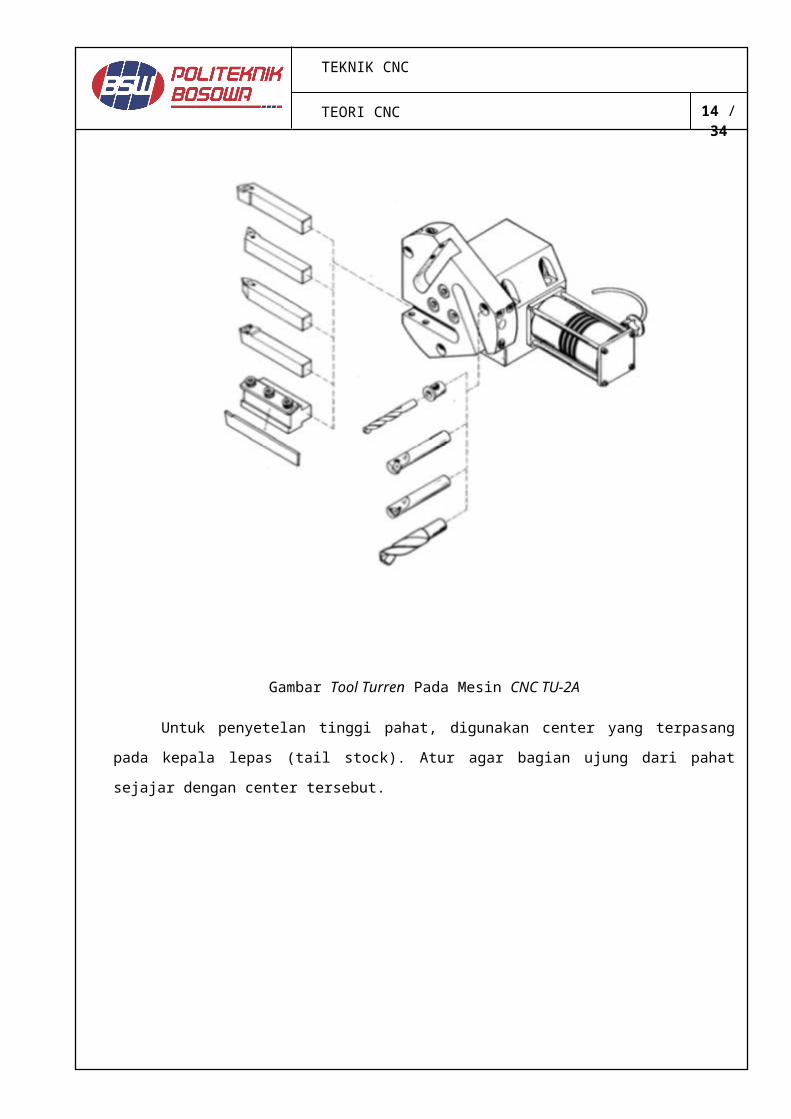
Gambar Tool Turren Pada Mesin CNC TU-2A
Untuk penyetelan tinggi pahat, digunakan center yang terpasang
pada kepala lepas (tail stock). Atur agar bagian ujung dari pahat
sejajar dengan center tersebut.
TEKNIK CNC
TEORI CNC 14 / 34
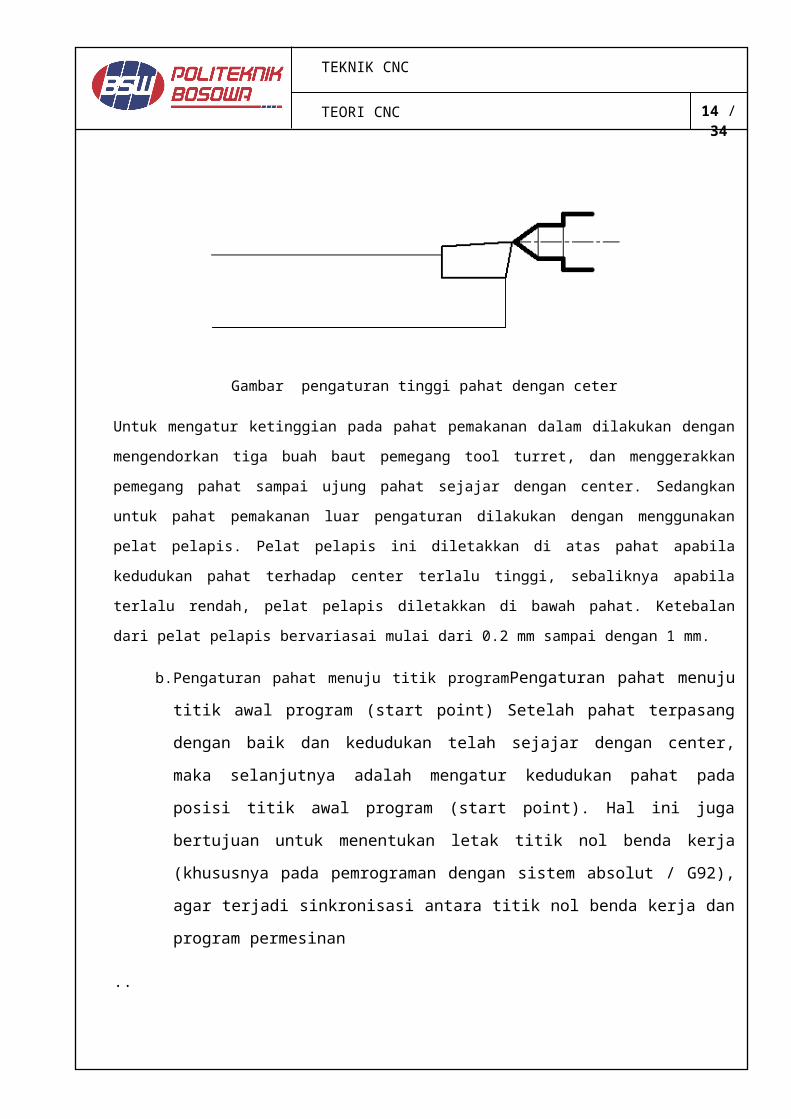
Gambar pengaturan tinggi pahat dengan ceter
Untuk mengatur ketinggian pada pahat pemakanan dalam dilakukan dengan
mengendorkan tiga buah baut pemegang tool turret, dan menggerakkan
pemegang pahat sampai ujung pahat sejajar dengan center. Sedangkan
untuk pahat pemakanan luar pengaturan dilakukan dengan menggunakan
pelat pelapis. Pelat pelapis ini diletakkan di atas pahat apabila
kedudukan pahat terhadap center terlalu tinggi, sebaliknya apabila
terlalu rendah, pelat pelapis diletakkan di bawah pahat. Ketebalan
dari pelat pelapis bervariasai mulai dari 0.2 mm sampai dengan 1 mm.
b.Pengaturan pahat menuju titik programPengaturan pahat menuju
titik awal program (start point) Setelah pahat terpasang
dengan baik dan kedudukan telah sejajar dengan center,
maka selanjutnya adalah mengatur kedudukan pahat pada
posisi titik awal program (start point). Hal ini juga
bertujuan untuk menentukan letak titik nol benda kerja
(khususnya pada pemrograman dengan sistem absolut / G92),
agar terjadi sinkronisasi antara titik nol benda kerja dan
program permesinan
..
TEKNIK CNC
TEORI CNC 14 / 34
Metode yang digunakan adalah metode penggoresan (scratching)
pada kedua bidang sumbu (axis) yaitu sumbu X dan Z dari benda kerja.
Untuk melakukan hal tersebut, langkah-langkah yang harus diikuti
adalah sebagai berikut:
1) Pasang benda kerja pada pada cekam dengan posisi yang
benar.
2) Hidupkan mesin dengan memutar tombol saklar utama pada
posisi ON.
3) Pilih operasi pada pelayanan manual.
4) Putarkan benda kerja dengan memposisikan saklar pamutar
sumbu utama pada posisi I dan atur pada putaran 500 rpm.
5) Sentuhkan pahat pada benda kerja dengan cara; gerakkan
pahat mendekati benda kerja, kemudian dengan gerak putus-
putus sedikit sentuhkan ujung pahat dengan permukaan benda
kerja seperti gambar 2.4 di bawah.
6) Atur agar penunjukan harga X menjadi “0” (nol) dengan
menekan tombol “DEL”.
7) Lakukan langkah seperti poin 5) di atas untuk arah sumbu Z
8) Atur agar penunjukan harga Z menjadi “0” (nol) dengan
menekan tombol “DEL”
9) Atur pahat pada posisi awal dari program yang akan
dijalankan dengan cara menggerakan pahat dalam arah sumbu
X maupun Z. Pada umumnya posisi awal pahat dalam arah
sumbu X dibuat sejajar dengan diameter luar benda kerja
atau sampai dengan 5 mm di luar diameter benda kerja,
TEKNIK CNC
TEORI CNC 14 / 34
sedangkan posisi pahat dalam arah sumbu Z umumnya diatur
sampai dengan 5 mm diluar benda kerja sejajar dengan sumbu
benda kerja.
3.2.2 Pada Mesin CNC Milling
Pada mesin CNC milling, pengaturan posisi nol untuk pahat
tunggal dilakukan dengan cara menyentuhkan atau menggores pahat
(cutter) yang berputar terhadap benda kerja pada ketiga sisinya (sumbu
X, Y, dan Z) dikenal dengan metode scrathing seperti terlihat pada
gambar 2.7. Penggoresan dilakukan pada ketiga bidang sumbu X, Y,
dan Z dari benda kerja yang dilakukan secara perlahan-lahan. Untuk
melakukan hal tersebut, langkah-langkah yang harus diikuti adalah
sebagai berikut:
1) Pasang benda kerja pada pada cekam dengan posisi yang
benar.
2) Pasang cutter pada pada tool magazine dengan posisi yang
benar
3) Pilih operasi pada pelayanan manual.
4) Putarkan benda kerja dengan memposisikan saklar pamutar
sumbu utama pada posisi I dan atur pada putaran 500 rpm.
TEKNIK CNC
TEORI CNC 14 / 34
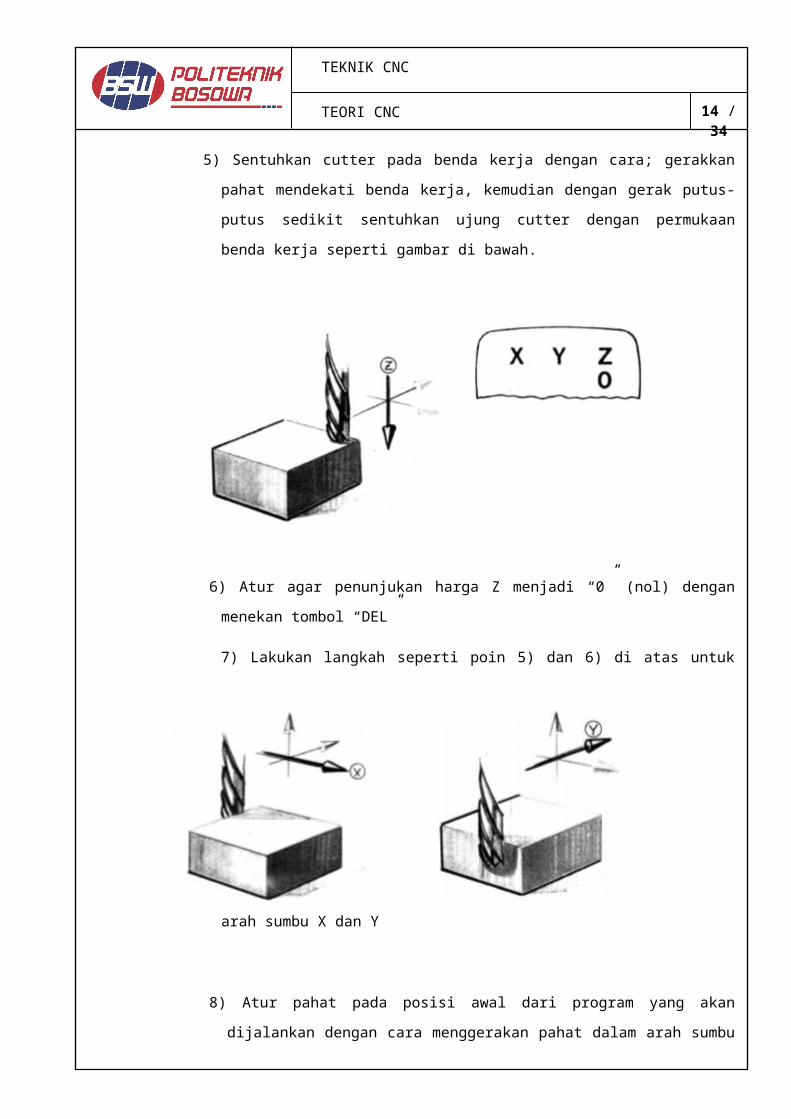
5) Sentuhkan cutter pada benda kerja dengan cara; gerakkan
pahat mendekati benda kerja, kemudian dengan gerak putus-
putus sedikit sentuhkan ujung cutter dengan permukaan
benda kerja seperti gambar di bawah.
6) Atur agar penunjukan harga Z menjadi “0” (nol) dengan
menekan tombol “DEL”
7) Lakukan langkah seperti poin 5) dan 6) di atas untuk
arah sumbu X dan Y
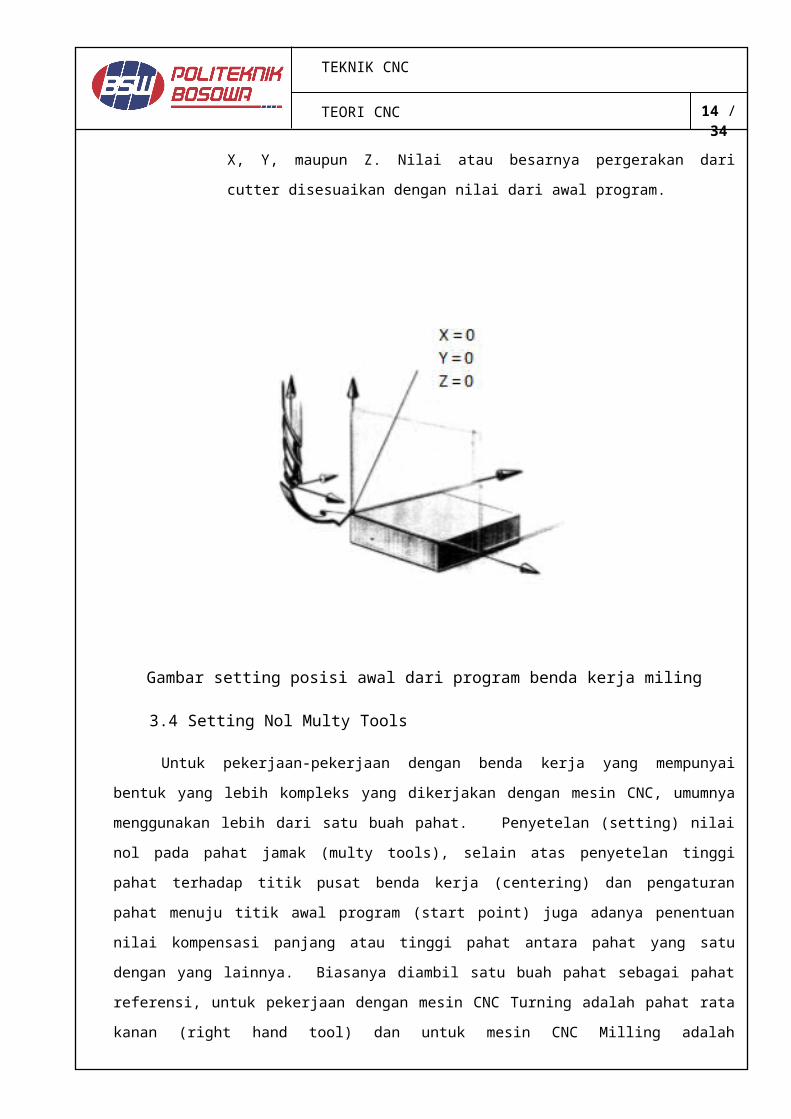
8) Atur pahat pada posisi awal dari program yang akan
dijalankan dengan cara menggerakan pahat dalam arah sumbu
TEKNIK CNC
TEORI CNC 14 / 34
X, Y, maupun Z. Nilai atau besarnya pergerakan dari
cutter disesuaikan dengan nilai dari awal program.
Gambar setting posisi awal dari program benda kerja miling
3.4 Setting Nol Multy Tools
Untuk pekerjaan-pekerjaan dengan benda kerja yang mempunyai
bentuk yang lebih kompleks yang dikerjakan dengan mesin CNC, umumnya
menggunakan lebih dari satu buah pahat. Penyetelan (setting) nilai
nol pada pahat jamak (multy tools), selain atas penyetelan tinggi
pahat terhadap titik pusat benda kerja (centering) dan pengaturan
pahat menuju titik awal program (start point) juga adanya penentuan
nilai kompensasi panjang atau tinggi pahat antara pahat yang satu
dengan yang lainnya. Biasanya diambil satu buah pahat sebagai pahat
referensi, untuk pekerjaan dengan mesin CNC Turning adalah pahat rata
kanan (right hand tool) dan untuk mesin CNC Milling adalah
TEKNIK CNC
TEORI CNC 14 / 34
pahat/cutter shell end mills yang digunakan untuk perataan permukaan
(facing).
Setting nol multi tools Pada mesin CNC Turning
Penentuan nilai kompensasi panjang pahat pada CNC Turning,
biasanya menggunakan suatu peralatan optik (optical presetting
device). Prosedur untuk menentukan nilai kompensasi pahat adalah:
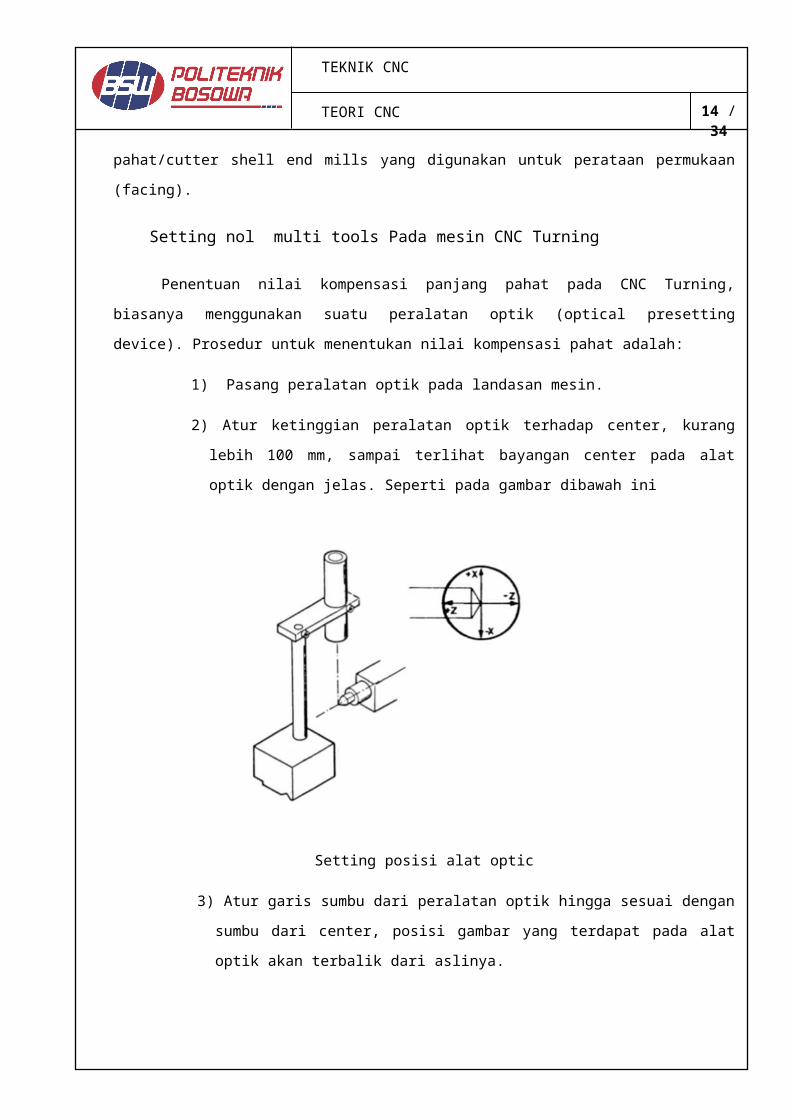
1) Pasang peralatan optik pada landasan mesin.
2) Atur ketinggian peralatan optik terhadap center, kurang
lebih 100 mm, sampai terlihat bayangan center pada alat
optik dengan jelas. Seperti pada gambar dibawah ini
Setting posisi alat optic
3) Atur garis sumbu dari peralatan optik hingga sesuai dengan
sumbu dari center, posisi gambar yang terdapat pada alat
optik akan terbalik dari aslinya.
TEKNIK CNC
TEORI CNC 14 / 34
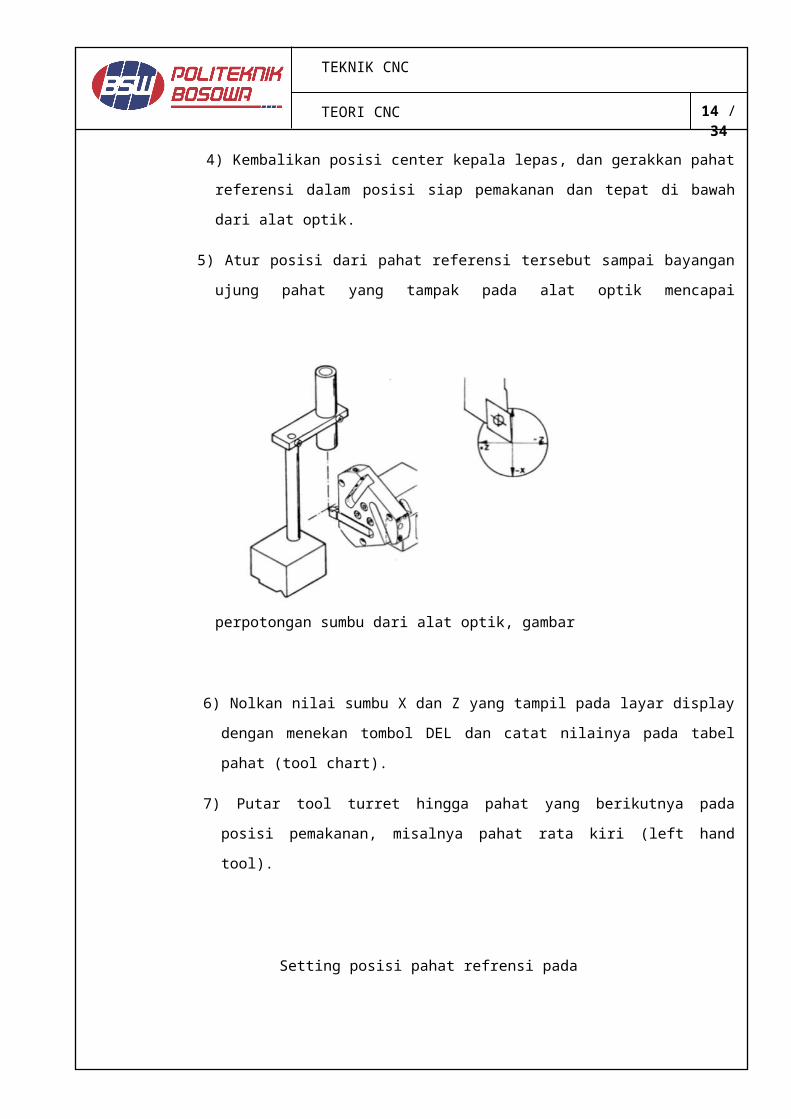
4) Kembalikan posisi center kepala lepas, dan gerakkan pahat
referensi dalam posisi siap pemakanan dan tepat di bawah
dari alat optik.
5) Atur posisi dari pahat referensi tersebut sampai bayangan
ujung pahat yang tampak pada alat optik mencapai
perpotongan sumbu dari alat optik, gambar
6) Nolkan nilai sumbu X dan Z yang tampil pada layar display
dengan menekan tombol DEL dan catat nilainya pada tabel
pahat (tool chart).
7) Putar tool turret hingga pahat yang berikutnya pada
posisi pemakanan, misalnya pahat rata kiri (left hand
tool).
Setting posisi pahat refrensi pada
alat optik
TEKNIK CNC
TEORI CNC 14 / 34
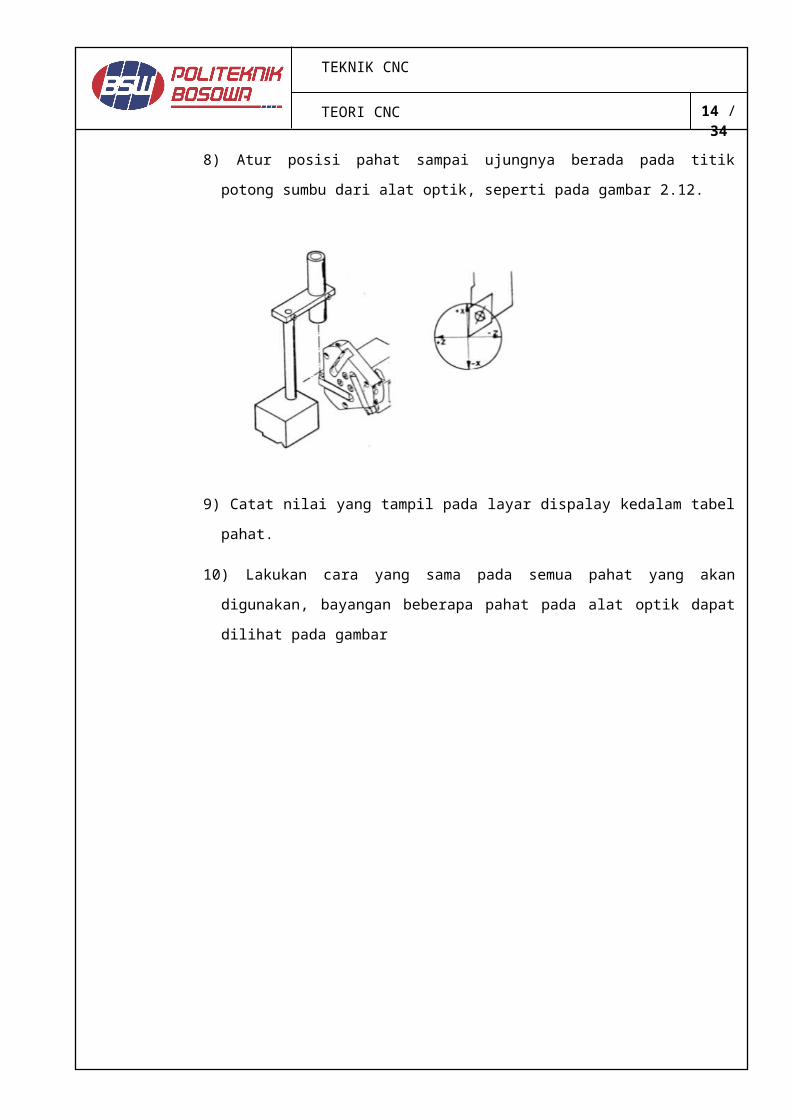
8) Atur posisi pahat sampai ujungnya berada pada titik
potong sumbu dari alat optik, seperti pada gambar 2.12.
9) Catat nilai yang tampil pada layar dispalay kedalam tabel
pahat.
10) Lakukan cara yang sama pada semua pahat yang akan
digunakan, bayangan beberapa pahat pada alat optik dapat
dilihat pada gambar
TEKNIK CNC
TEORI CNC 14 / 34
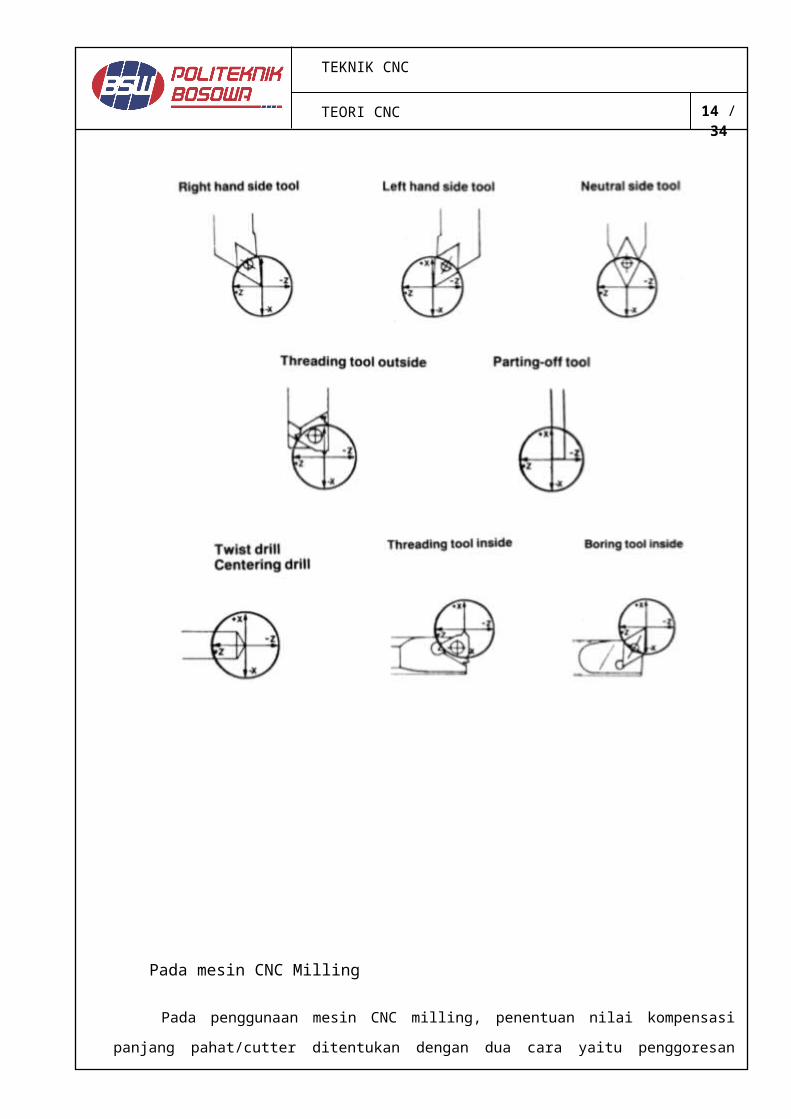
Pada mesin CNC Milling
Pada penggunaan mesin CNC milling, penentuan nilai kompensasi
panjang pahat/cutter ditentukan dengan dua cara yaitu penggoresan
TEKNIK CNC
TEORI CNC 14 / 34
(scratching) dan menggunakan dial gauge. Untuk penentuan nilai
kompensasi panjang cutter dengan metode penggoresan dilakukan dengan
cara:
1) Pasang benda kerja pada pada cekam dengan posisi yang
benar.
2) Pasang cutter pada pada tool magazine dengan posisi yang
benar.
3) Pilih operasi pada pelayanan manual
4) Putarkan cutter dengan memposisikan saklar pamutar sumbu
utama pada posisi I dan atur pada putaran 500 rpm
5) Sentuhkan cutter pada bagian atas benda kerja dengan
gerak putus-putus sedikit sentuhkan ujung cutter dengan
permukaan benda kerja seperti gambar 2.14 di bawah.
6) Nolkan nilai sumbu Z yang tampil pada layar display dengan
menekan tombol DEL dan catat nilainya pada tabel pahat
(tool chart)
7) Gerakkan kembali cutter ke atas dan hentikan putaran
spindle.
8) Lepaskan cutter dari spindle dan pasang cutter lain yang
akan dipakai selanjutnya
9) Putar kembali spindle dan sentuhkan kembali cutter pada
permukaan bagian atas dari benda kerja, gambar 2.15
10) Catat nilai yang tampil pada layar dispalay kedalam tabel
pahat Untuk penentuan nilai kompensasi panjang cutter
dengan metode penggunaan dial gauge, caranya tidak berbeda
dengan metode penggoresan. Hanya saja cutter dalam kondisi
TEKNIK CNC
TEORI CNC 14 / 34
tidak berputar lalu di sentuhkan ke ujung dari dial gauge
sampai sampai jarum dari dial menunjukkan angka nol.
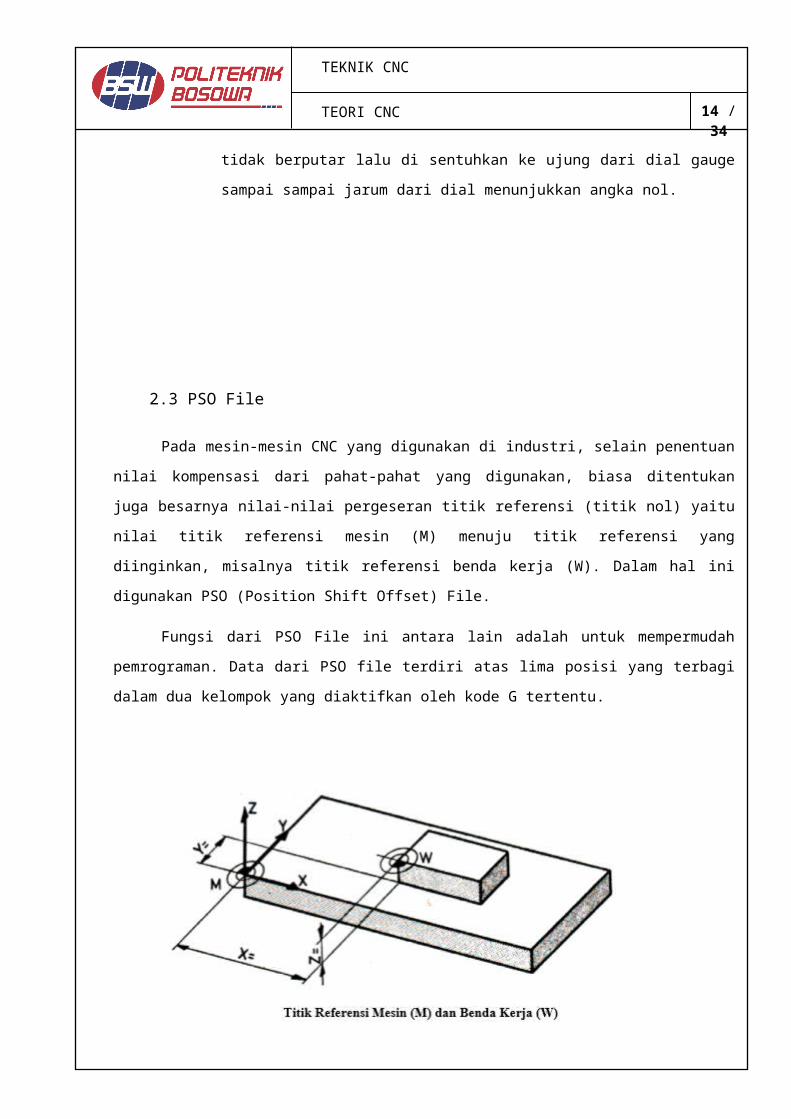
2.3 PSO File
Pada mesin-mesin CNC yang digunakan di industri, selain penentuan
nilai kompensasi dari pahat-pahat yang digunakan, biasa ditentukan
juga besarnya nilai-nilai pergeseran titik referensi (titik nol) yaitu
nilai titik referensi mesin (M) menuju titik referensi yang
diinginkan, misalnya titik referensi benda kerja (W). Dalam hal ini
digunakan PSO (Position Shift Offset) File.
Fungsi dari PSO File ini antara lain adalah untuk mempermudah
pemrograman. Data dari PSO file terdiri atas lima posisi yang terbagi
dalam dua kelompok yang diaktifkan oleh kode G tertentu.
TEKNIK CNC
TEORI CNC 14 / 34
Fungsi dari PSO File ini antara lain adalah untuk mempermudah
pemrograman. Data dari PSO file terdiri atas lima posisi yang terbagi
dalam dua kelompok yang diaktifkan oleh kode G tertentu.
GROUP
G 53 ERASE G54, G55G 54 = 1 CALL UP POSITION SHIFT OFFSETS
1,2.G55 = 2
GROUP
G56 ERASE G57, G58, G59G57 = 3 CALL UP POSITION SHIFT OFFSETS
3,4,5.G58 = 4G59 = 5
G 54 dan G 55 untuk mengaktifkan data PSO file nomor 1 dan 2,
untuk menon-aktifkan fungsi ini digunakan kode G 53. Sementara kode G
57, G58, dan G 59 digunakan untuk mengaktifkan data PSO file nomor 3,
4, dan 5, dan untuk menon-aktifkan fungsi ini digunakan kode G 56
Beberapa hal yang harus diperhatikan dalam penggunaan PSO file,
yaitu:
1. Apabila dalam suatu program CNC terdapat dua atau lebih
intruksi pergeseran titik referensi dari kelompok yang sama,
maka intruksi yang kedua akan menghapus atau menon-aktifkan
intruksi yang sebelumnya.
TEKNIK CNC
TEORI CNC 14 / 34
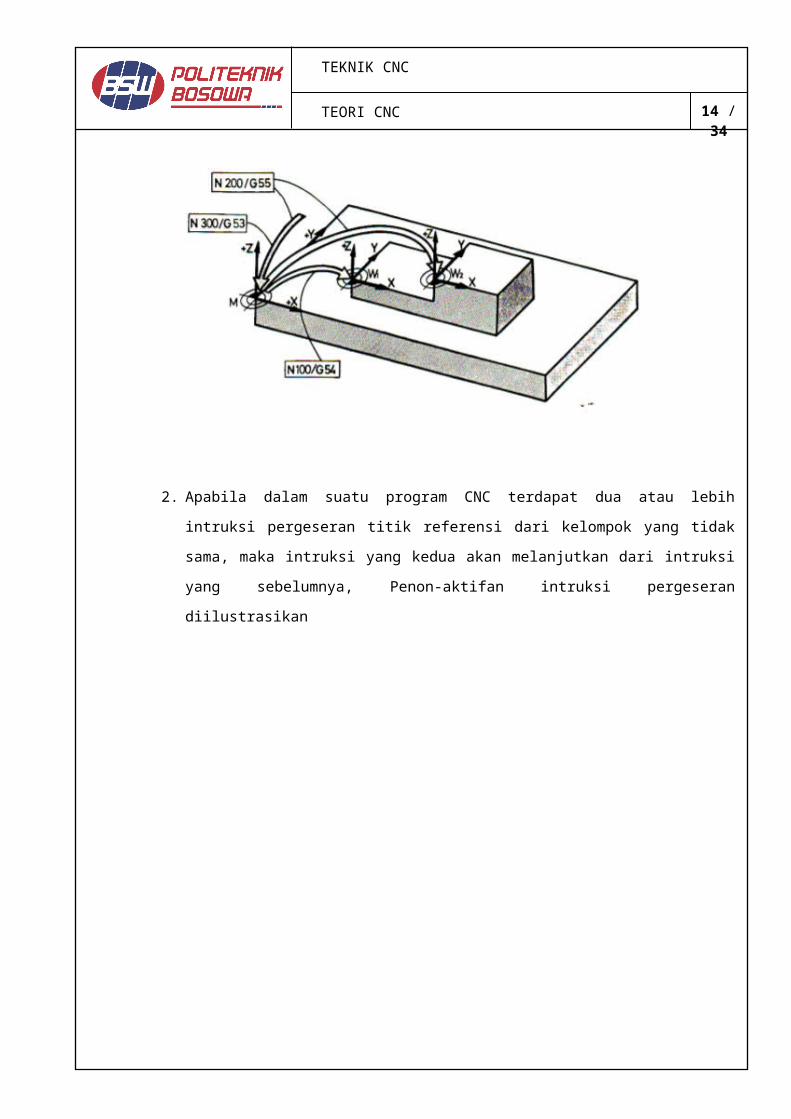
2. Apabila dalam suatu program CNC terdapat dua atau lebih
intruksi pergeseran titik referensi dari kelompok yang tidak
sama, maka intruksi yang kedua akan melanjutkan dari intruksi
yang sebelumnya, Penon-aktifan intruksi pergeseran
diilustrasikan
TEKNIK CNC
TEORI CNC 14 / 34
BAB IV
Parameter Lingkaran
Pada bab ini akan dibahas mengenai parameter lingkaran serta
metode- metode untuk menentukan nilai dari parameter lingkaran
tersebut. Adapun tujuan yang ingin dicapai dalam bab ini adalah
setelah mempelajari materi perkuliahan ini, mahasiswa akan memiliki
kompetensi dalam menentukan besarnya nilai dari parameter lingkaran
pada pemrograman pemakanan melingkar dari mesin cnc, baik menggunakan
mesin cnc turning maupun cnc milling.
4.1 Parameter Lingkaran
Pada suatu pemrograman CNC, kadang kita mendapatkan suatu benda
kerja yang mempunyai bagian yang berbentuk radius. Untuk itu kita
membuat program berdasarkan lintasan dari pahat untuk bagian yang
berbentuk radius tersebut. Dimana untuk lintasan pahat dengan bentuk
radius ini pasti mempunyai suatu titik pusat walau sekecil apapun
ukuran radius tersebut
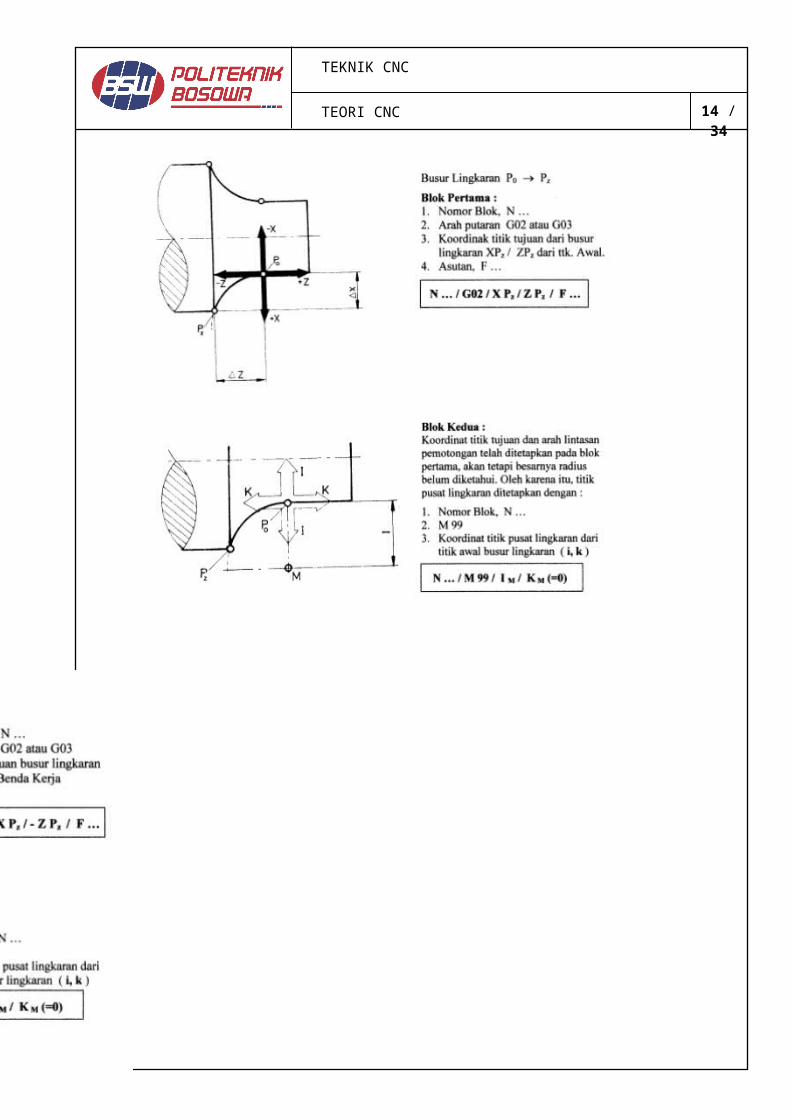
Dalam permesinan CNC, pemrograman bentuk radius dinamakan
pemakanan melingkar. Dimana terdapat dua macam pemakanan melingkar,
yaitu pemakanan melingkar searah dengan jarum jam (clockwise/cw)
dengan menggunakan kode program G 02 dan berlawanan arah jarum jam
(counter clockwise/ccw) dengan kode program G 03. Struktur program ini
di lanjutkan dengan pendefinisan nilai titik akhir (target point) dari
lintasan melingkar tersebut (target point / TP) dalam arah sumbu X dan
Z untuk pemrograman cnc turning dan sumbu X, Y, dan Z untuk
pemrograman cnc milling. Selain itu juga harus dapat didefinisikan
pergerakan pahat relatif berupa parameter lingkaran yang diukur dari
titik awal pergerakan (start point) terhadap titik pusat lingkaran
tersebut (center point).
TEKNIK CNC
TEORI CNC 14 / 34
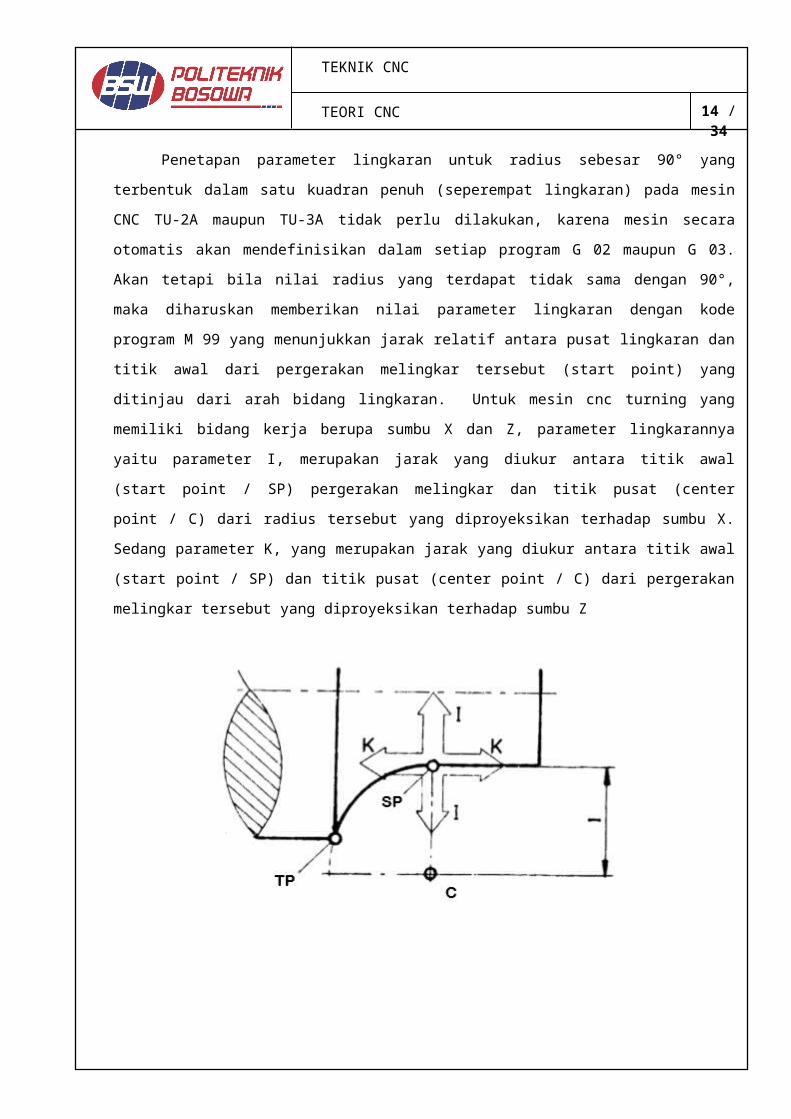
Penetapan parameter lingkaran untuk radius sebesar 90° yang
terbentuk dalam satu kuadran penuh (seperempat lingkaran) pada mesin
CNC TU-2A maupun TU-3A tidak perlu dilakukan, karena mesin secara
otomatis akan mendefinisikan dalam setiap program G 02 maupun G 03.
Akan tetapi bila nilai radius yang terdapat tidak sama dengan 90°,
maka diharuskan memberikan nilai parameter lingkaran dengan kode
program M 99 yang menunjukkan jarak relatif antara pusat lingkaran dan
titik awal dari pergerakan melingkar tersebut (start point) yang
ditinjau dari arah bidang lingkaran. Untuk mesin cnc turning yang
memiliki bidang kerja berupa sumbu X dan Z, parameter lingkarannya
yaitu parameter I, merupakan jarak yang diukur antara titik awal
(start point / SP) pergerakan melingkar dan titik pusat (center
point / C) dari radius tersebut yang diproyeksikan terhadap sumbu X.
Sedang parameter K, yang merupakan jarak yang diukur antara titik awal
(start point / SP) dan titik pusat (center point / C) dari pergerakan
melingkar tersebut yang diproyeksikan terhadap sumbu Z
TEKNIK CNC
TEORI CNC 14 / 34
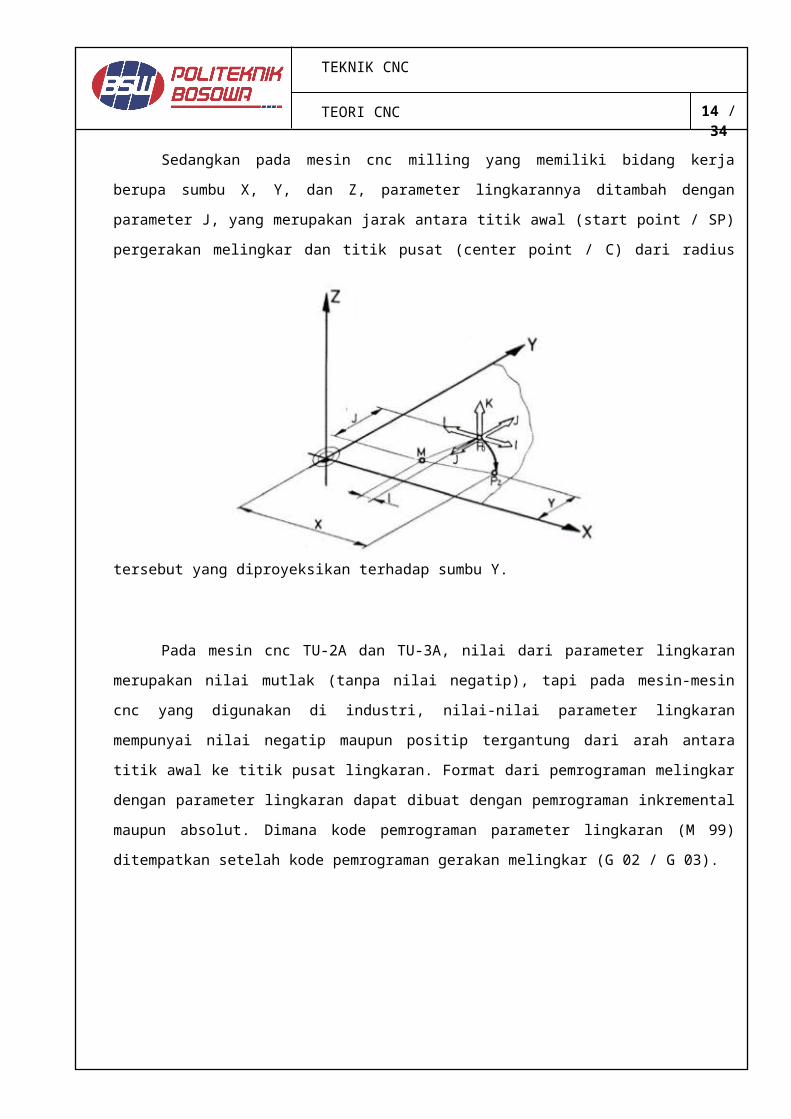
Sedangkan pada mesin cnc milling yang memiliki bidang kerja
berupa sumbu X, Y, dan Z, parameter lingkarannya ditambah dengan
parameter J, yang merupakan jarak antara titik awal (start point / SP)
pergerakan melingkar dan titik pusat (center point / C) dari radius
tersebut yang diproyeksikan terhadap sumbu Y.
Pada mesin cnc TU-2A dan TU-3A, nilai dari parameter lingkaran
merupakan nilai mutlak (tanpa nilai negatip), tapi pada mesin-mesin
cnc yang digunakan di industri, nilai-nilai parameter lingkaran
mempunyai nilai negatip maupun positip tergantung dari arah antara
titik awal ke titik pusat lingkaran. Format dari pemrograman melingkar
dengan parameter lingkaran dapat dibuat dengan pemrograman inkremental
maupun absolut. Dimana kode pemrograman parameter lingkaran (M 99)
ditempatkan setelah kode pemrograman gerakan melingkar (G 02 / G 03).
TEKNIK CNC
TEORI CNC 14 / 34
TEKNIK CNC
TEORI CNC 14 / 34
Penentuan variabel lingkaran I dan K (pada mesin cnc turning)
atau I dan J (pada mesin cnc milling) pada pemrograman gerak melingkar
dengan sudut lingkaran yang kurang dari 90°, umumnya dilakukan dengan
tiga metode, yaitu 1. Analisa grafis 2. Analisis 3. Computer Aided
Design (CAD)
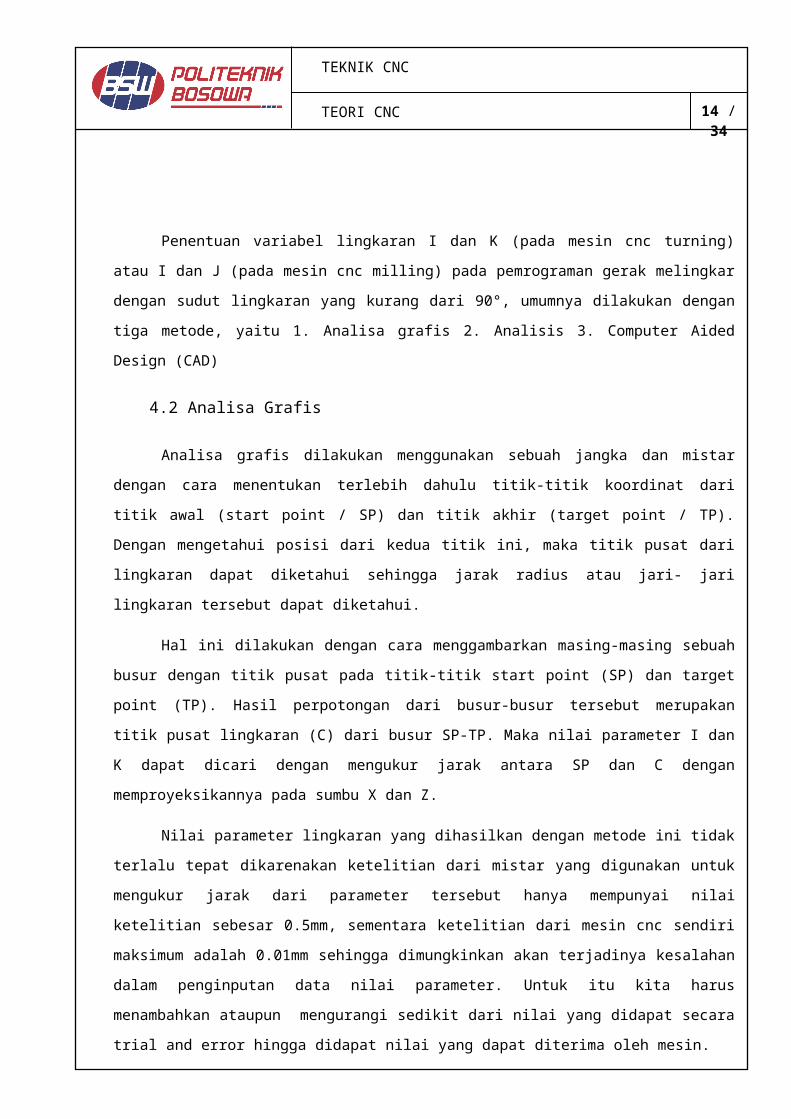
4.2 Analisa Grafis
Analisa grafis dilakukan menggunakan sebuah jangka dan mistar
dengan cara menentukan terlebih dahulu titik-titik koordinat dari
titik awal (start point / SP) dan titik akhir (target point / TP).
Dengan mengetahui posisi dari kedua titik ini, maka titik pusat dari
lingkaran dapat diketahui sehingga jarak radius atau jari- jari
lingkaran tersebut dapat diketahui.
Hal ini dilakukan dengan cara menggambarkan masing-masing sebuah
busur dengan titik pusat pada titik-titik start point (SP) dan target
point (TP). Hasil perpotongan dari busur-busur tersebut merupakan
titik pusat lingkaran (C) dari busur SP-TP. Maka nilai parameter I dan
K dapat dicari dengan mengukur jarak antara SP dan C dengan
memproyeksikannya pada sumbu X dan Z.
Nilai parameter lingkaran yang dihasilkan dengan metode ini tidak
terlalu tepat dikarenakan ketelitian dari mistar yang digunakan untuk
mengukur jarak dari parameter tersebut hanya mempunyai nilai
ketelitian sebesar 0.5mm, sementara ketelitian dari mesin cnc sendiri
maksimum adalah 0.01mm sehingga dimungkinkan akan terjadinya kesalahan
dalam penginputan data nilai parameter. Untuk itu kita harus
menambahkan ataupun mengurangi sedikit dari nilai yang didapat secara
trial and error hingga didapat nilai yang dapat diterima oleh mesin.
TEKNIK CNC
TEORI CNC 14 / 34
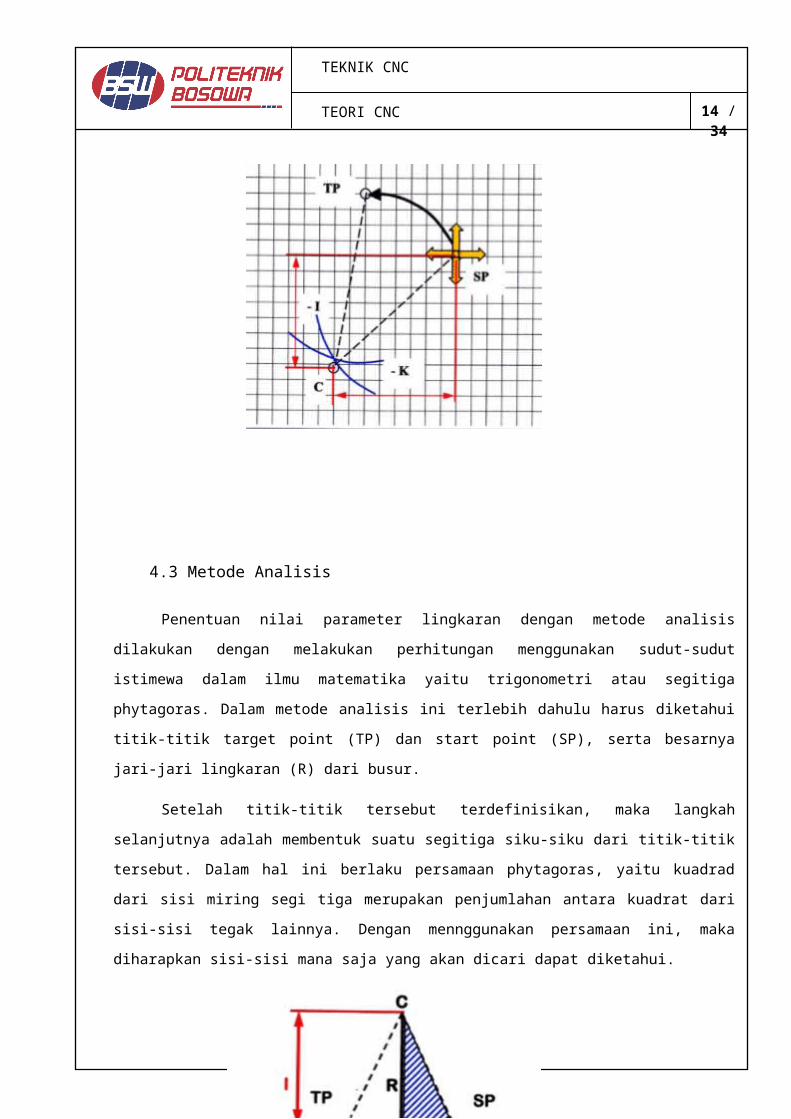
4.3 Metode Analisis
Penentuan nilai parameter lingkaran dengan metode analisis
dilakukan dengan melakukan perhitungan menggunakan sudut-sudut
istimewa dalam ilmu matematika yaitu trigonometri atau segitiga
phytagoras. Dalam metode analisis ini terlebih dahulu harus diketahui
titik-titik target point (TP) dan start point (SP), serta besarnya
jari-jari lingkaran (R) dari busur.
Setelah titik-titik tersebut terdefinisikan, maka langkah
selanjutnya adalah membentuk suatu segitiga siku-siku dari titik-titik
tersebut. Dalam hal ini berlaku persamaan phytagoras, yaitu kuadrad
dari sisi miring segi tiga merupakan penjumlahan antara kuadrat dari
sisi-sisi tegak lainnya. Dengan mennggunakan persamaan ini, maka
diharapkan sisi-sisi mana saja yang akan dicari dapat diketahui.
TEKNIK CNC
TEORI CNC 14 / 34
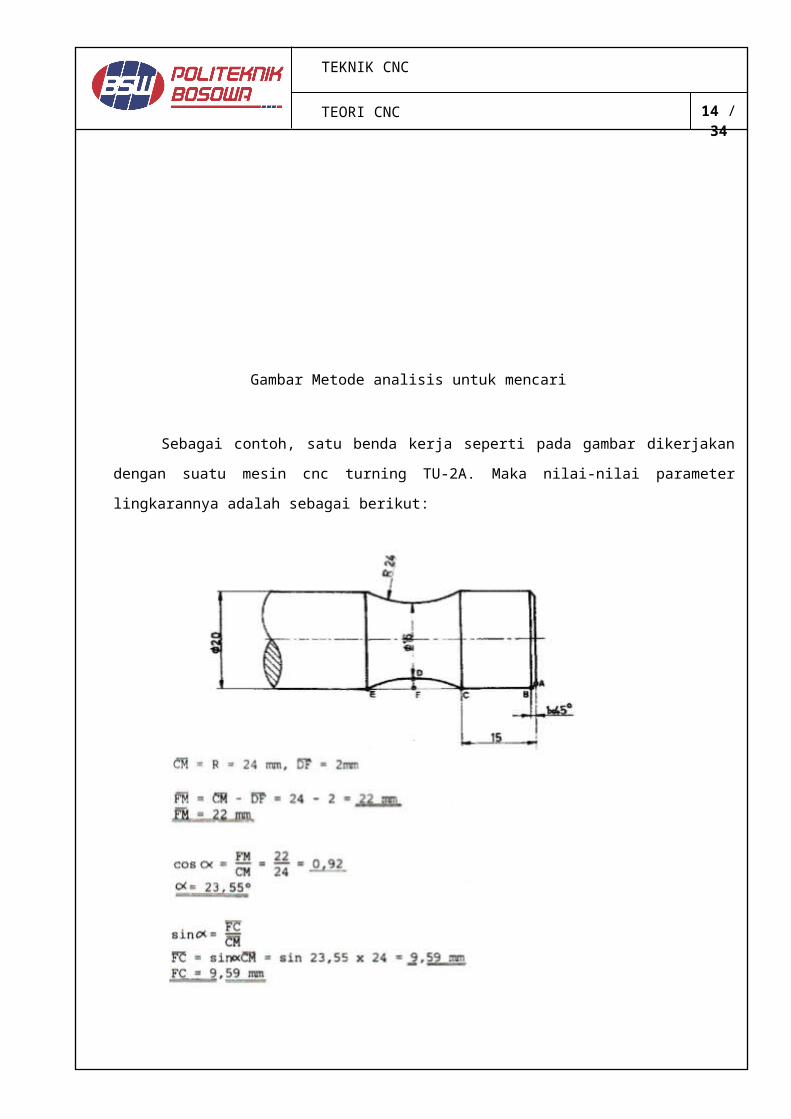
Sebagai contoh, satu benda kerja seperti pada gambar dikerjakan
dengan suatu mesin cnc turning TU-2A. Maka nilai-nilai parameter
lingkarannya adalah sebagai berikut:
Gambar Metode analisis untuk mencari
parameter lingkaran
TEKNIK CNC
TEORI CNC 14 / 34
Dari hasil analisis, maka didapat nilai dari parameter
lingkarannya adalah :
I = 9,59 mm
K = 22 mm
Kelebihan metode analisis dibandingkan dengan metode grafis
adalah nilai yang dihasilkan oleh metode analisis tingkat
ketelitiannya lebih tinggi dibandingkan dengan metode grafis, sehingga
apabila dimasukkan ke dalam program, biasanya langsung diterima oleh
mesin tanpa adanya alarm kesalahan.
Metode Computer Aided Design (CAD)
Penentuan nilai parameter lingkaran dengan metode CAD dilakukan
dengan bantuan suatu program komputer (software), dimana dengan
menggunakan program komputer ini, benda kerja digambarkan secara
langsung pada komputer.
Disini diperlukan suatu keahlian khusus dalam bidang
pengoperasian komputer dengan software CAD. Software CAD dapat
dijumpai dalam banyak macam, tergantung dari industri pembuatnya dan
aplikasi yang diinginkan. Program aplikasi CAD yang umum digunakan
adalah autocad, mechanical desktop, mastercam, solidwork, unigraphics,
dan lain sebagainya. Untuk beberapa software CAD, biasanya sudah
dipaketkan dengan suatu software CAM (Computer Aided Manufactur),
yaitu suatu program dimana kita dapat secara langsung mensimulasikan
gambar yang kita buat (biasanya dalam tiga dimensi) dalam bentuk
proses permesinan. Sebagai contoh disini digunakan suatu program CAD
sebagai alat bantu untuk medapatkan nilai parameter lingkaran, yaitu
program solidwork. Dimana benda kerja digambarkan secara langsung pada
komputer dengan ukuran yang sesuai. Setelah gambar selesai, kita
TEKNIK CNC
TEORI CNC 14 / 34
dapat secara langsung mendapatkan ukuran yang diinginkan hanya dengan
menampilkan ukuran atau dimensi dari bagian yang kita inginkan.





























