Embed Size (px)
Citation preview

Codigos para identificar plasticos
Siete códigosHay siete tipos de plásticos, actualmente en uso. Cada uno tiene su propio código de identificación.
El número 1 identifica las botellas de plástico de refrescos, las de un solo uso de botellas de agua, bebidas deportivas y frascos de comida y envases de productos cosméticos.
Número 1 PlásticosLos plásticos más comunes que utilizan los consumidores son los codificados con el número 1. Este plástico está hecho detereftalato de polietileno y es a menudo abreviado como PET o PETE. El PET es ligero y resistente a roturas y ha sido ampliamente probado para la seguridad de los consumidores. Las botellas de plástico PET han sido sometidos a revisión por la Food and Drug Administration y debe cumplir con las regulaciones federales. De acuerdo con PlasticFreeBottles.com, la tasa de reciclaje para las botellas de plástico con el código número 1 es del 23 por ciento.
Número 2 Plásticos
El Número 2 de plástico está codificado para las bolsas de supermercado, los envases de margarina, los de mantequilla,

las botellas de detergente, de la leche y las jarras de jugo.
Las botellas y recipientes codificados con un número 2 estánhechas de polietileno de alta densidad, o HDPE. Las botellasde plástico y tinas de alimentos, número 2, son moldeadas por inyección en envases rígidos. La resina de polietileno de alta densidad se usa para no rígidos, los usos de consumoflexibles, pero las botellas y envases representan más de lamitad de todos los productos de polietileno de alta densidad. Las botellas del número 2 comenzaron a reemplazar los envases de vidrio en la década de 1970. Los residuos sólidos generados por el número 2 de plástico es menor que 1por ciento
Los plásticos codificados con el número 3 incluyen manguerasde jardín, cubiertas de cables, marcos de ventanas, termoformados y bolsas de sangre.
El número de plástico 3 se refiere a los plásticos que estánhechos de cloruro de polivinilo, o PVC. Con frecuencia se utiliza en plomería, número 3 se considera tóxico para la ingestión y se deben evitar para el uso de esa manera.

El número 4 es usado en bolsas resistentes de plástico, bolsas de limpieza en seco, envolturas de pan, botellas y envoltorios plásticos de alimentos.
El número de plástico 4 es polietileno de baja densidad, o LDPE. La calidad flexible de número 4 se utiliza para botellas comprimibles, tales como aquellos para el zumo de limón y lima. El número 4 es seguro para uso del consumidor.Menos del 1 por ciento de estos plásticos son reciclados.

Número 5 es el código para frascos de medicinas con receta, revestimientos de cereales de caja, cinta de embalaje, pajitas para beber y bolsas de chips.
Polipropileno, PP, es el número de plástico codificado 5. Lamayoría de los consumidores ven este código en frascos de medicinas con receta y contenedores. PP es resistente a las altas temperaturas y se considera seguro para los usos de consumo. Para fines medicinales, puede ser teñido de color ámbar o blanco o dejado a un color natural. Las botellas número 5 y recipientes se reciclan a un ritmo de 5 por ciento,

Cajas de CD y vídeo, cubiertos de plástico y cartones de huevos son el número 6.
Poliestireno, o PS, es el número de plástico codificado 6. Debe evitarse en un recipiente para beber, ya que puede liberar estireno, un posible agente causante de cáncer en seres humanos, y también puede perturbar las hormonas humanas, de acuerdo con PlasticFreeBottles.com. Menos del 1 por ciento del número de plástico 6 se recicla.

Los biberones, las botellas de agua más frías y las partes plásticas de automóviles están codificados con el número 7.
El número de plástico 7 está reservado para el policarbonato, conocido como el otro PC. A pesar de que se utiliza para los biberones, las investigaciones demuestran que se debe utilizar con precaución. La principal preocupación de los investigadores es que la lixiviación de la sustancia bisfenol A puede ocurrir y conducir a daño en los cromosomas humanos. El bisfenol A se encuentra también en los teléfonos celulares, escape de los automóviles y en los suministros de agua, por lo que es una amenaza ambientaluniversalmente presente, de acuerdo con un artículo de mayo 2010 revista "Time". Menos del 1 por ciento de este plásticose recicla.

Reciclaje o reutilizaciónDependiendo del municipio donde vives, puedes o no ser capazde reciclar la totalidad de estos plásticos. Muchas áreas solo recolectan plástico codificadas con el número 1 o número 2. En las zonas donde se recogen todos los plásticos,por lo general se clasifican en la planta de reciclaje y losque no son el número 1 o 2 se envían al relleno sanitario. La reutilización de una botella con la etiqueta número 1 se puede prolongar la vida útil de la botella y mantenerlo fuera del reciclaje por un tiempo.
La reutilización de plástico de forma segura Número 1La mayor preocupación con la reutilización de botellas de plástico no es que el plástico se filtrará los productos químicos dañinos, sino que las bacterias crecen en las botellas. De acuerdo con PlasticsInfo.org, en el número de plástico marcados como 1, de plástico PET en sí es sanitaria, pero cuando se calienta se vuelve susceptible a las bacterias. Cuando se lave las botellas para su reutilización, la clave es secar bien la botella antes de llenarla con agua u otro líquido. Las botellas de plástico PET están diseñadas y vendidas para usarse una sola vez por lo que están formadas con una amplia apertura para facilitarla limpieza. Los consumidores deben tener especial cuidado al lavar las botellas de agua caliente y jabón, lo que

permite suficiente tiempo antes de rellenar la botella para que se seque por completo.
PETE-1Las botellas de plástico de PETE, que están hechas de tereftalato de polietileno y tienen el número uno en ellas, están hechas de un plástico fuerte y durable que es bueno por su portabilidad. Es transparente y bueno para proteger contra fugas, gas y humedad. Las botellas de plástico de PETE se usan principalmente para refrescos, bebidas deportivas, agua, jugo y leche, lo que significa que usas este tipo de botellas muy a menudo.
HDPE - 2Las botellas HDPE son las únicas que tienen el número dos impreso en su parte inferior y están hechas de polietileno de alta densidad. Debido a que son botellas de plástico más densas, sirven bien para cosas que se descomponen fácilmentecomo la leche o para embotellar fruta para mantenerla más fresca por más tiempo. También funcionan bien para productosquímicos del hogar como el cloro.
PVC - 3Si ves una botella con el número tres impreso en la parte inferior, entonces se trata de una botella PVC hecha de policloruro de vinilo. Este tipo de botella de plástico es muy flexible y se usa cuando se sabe que el líquido o comidadentro de ella se expande o contrae, de manera que pueda hacerlo sin romper el plástico.
LDPE - 4El tipo de botellas de plástico del número cuatro son las botellas de LDPE, hechas de polietileno de baja densidad. Este es un plástico delgado que por lo regular se usa como una barrera cerosa contra la humedad que puede fabricarse a un precio bajo. Puedes encontrar botellas de LDPE en cartones de plástico de leche y botellas de condimentos para

apretar. Se funde fácilmente, lo que lo hace ideal cuando esnecesario usar el sellado por calor.
PP - 5Cuando veas una botella con el número cinco impreso en la parte inferior, sabrás que es una botella PP hecha de polipropileno. El polipropileno tiene un punto de fusión muyelevado, razón por la cual se usa tradicionalmente para artículos que necesitan ser calentados o en los que es necesario verter líquidos calientes, como el café. También es bueno para tinas pequeñas que necesitan calentarse.
Otras - 7Quizá notes que no aparece el número seis. Esto es debido a que el seis es comúnmente conocido como espuma de poliestireno y no es usado para botellas de plástico. Si vesun número siete en tu botella sabrás que está hecha de otro material diferente a los cinco identificados por los otros números, o hecha de una combinación de dos o más capas de otros plásticos. Verás esto en varios artículos desechables y botellas de un solo uso de agua, jugo y refrescos.

Tipos de inyeccion y formado en plastic
ExtrusiónLa extrusión es un proceso de moldeado que comienza con material plástico "crudo" como gránulos, polvo o perlas. Unatolva alimenta de plástico a una cámara giratoria. La cámara, llamada extrusor, mezcla y derrite el plástico. El plástico derretido es forzado a salir a través de un dado y toma la forma del producto terminado. El ítem cae en una cinta transportadora en la cual se lo enfría con agua y se lo corta. Algunos productos que pueden ser fabricados por extrusión incluyen láminas, film y tubos.

Moldeo por inyecciónEl moldeo por inyección utiliza el mismo principio que la extrusión. El plástico crudo es alimentado desde una tolva auna cámara de calentamiento. Sin embargo, en vez de ser forzado a pasar a través de un dado, se lo fuerza a ingresara un molde frío a alta presión. El plástico se enfría y solidifica, y el producto es limpiado y terminado. Algunos productos fabricados por inyección incluyen envases para manteca, tapas de botellas, juguetes y muebles de jardín.
Moldeo por sopladoEl moldeo por soplado utiliza inyección de aire luego de haber extruído o inyectado un plástico. La extrusión-sopladoutiliza un dado que crea un tubo plástico caliente con un molde enfriado alrededor de éste. Se inyecta aire comprimidoa través del tubo para obligar al plástico a tomar la forma

del molde. Esto permite a los fabricantes crear formas huecas continuas y uniformes, sino tener que moldear cada una de ellas por inyección. La inyección-soplado también usaun molde de inyección, pero en lugar de obtener un producto terminado, el molde es un paso intermedio en el cual el plástico es calentado para ser soplado a su forma final en un molde frío separado.
Moldeo por compresiónEl moldeo por compresión es el proceso de tomar un volumen de plástico especificado previamente, colocarlo en un molde y luego utilizar otro molde para aplastarlo o comprimirlo dentro del primer molde. El proceso puede ser automático o manual y sirve tanto para materiales termoplásticos como termorrígidos.
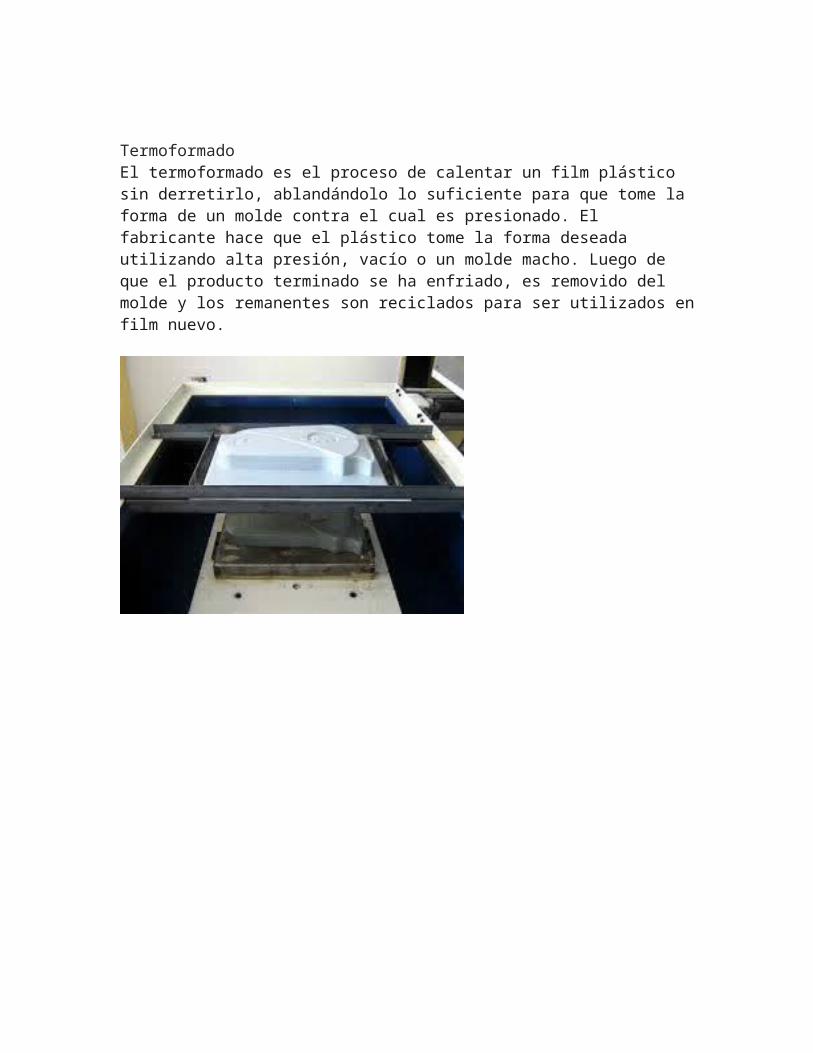
TermoformadoEl termoformado es el proceso de calentar un film plástico sin derretirlo, ablandándolo lo suficiente para que tome la forma de un molde contra el cual es presionado. El fabricante hace que el plástico tome la forma deseada utilizando alta presión, vacío o un molde macho. Luego de que el producto terminado se ha enfriado, es removido del molde y los remanentes son reciclados para ser utilizados enfilm nuevo.

1.3. MÁQUINAS DE HUSILLO
Las máquinas de husillo proporcionan un calentamiento uniforme del material así como un mezclado homogéneo. En estas máquinas la inyección del material se realiza desde la cámara de plastificación, que está provista de un husillo similar al de las máquinas de extrusión. El calentamiento del material se produce por tanto de forma similar a como ocurreen las máquinas de extrusión: la rotación del tornillo transforma parte de la energía mecánicaen calor por fricción, y además las paredes calientes del cilindro contribuyen a aumentar latemperatura por conducción. La eficiencia en la transmisión de calor de estas máquinas resulta muy elevada frente a las máquinas con pistón. Sin embargo aquí, a diferencia de lo que ocurre en las máquinas de extrusión, el tornillo ademásse mueve axialmente para realizar la inyección. El funcionamiento de estas máquinas en cuanto altransporte de sólidos, plastificación y transporte del fundido es análogo a lo que se estudió en el proceso de extrusión. En la actualidad son, con diferencia, las más utilizadas, por lo que a partir de ahora nos

referiremos a ellas como “máquinas convencionales”.177
Tecnología de Polímeros. M. Beltrán y A. Marcilla
Máquina de inyección de tornillo.
En estas máquinas conforme el tornillo gira la máquina produce material fundido que se va acumulando en la parte anterior del mismo. Para alojar este material fundido dentro del cilindro, el tornillo debe retroceder lentamentemientras gira. Una vez que hay suficiente cantidad de material fundido acumulada delante del tornillo, se detiene el giro y se realiza unmovimiento axial hacia adelante, con lo que se realiza la inyección del material fundido. Esta secuencia de movimientos se puede apreciar en lafigura 5.7. Al igual que en las máquinas de extrusión, el diseño del tornillo viene determinado por las características del polímerocon que se ha de trabajar y por las condiciones del proceso. Las variaciones de diseño se consiguen modificando el paso de hélice, la

profundidad del canal y la longitud del tornillo.
Secuencia de movimientos de una máquina de inyección convencional.
Un tornillo con movimiento axial, que actúa comopistón de inyección, tiene que vencer una gran

resistencia para realizar la inyección. Por eso en ocasiones se emplean máquinas que presentan un tornillo de extrusión en la cámara de plastificación y un cilindro de inyección, como la que se muestra en la figura
Máquina con tornillo preplastificador y pistón de inyección.
EL CICLO DE INYECCIÓN
De acuerdo con lo visto hasta ahora, un ciclo deinyección en una máquina convencional puede considerarse constituido por los tiempos y movimientos siguientes:
a) Tiempo de cierre del molde, durante el cual actúa el sistema de cierre, la máquina ejecuta

el movimiento necesario y cierra el molde.
b) Tiempo de avance de la unidad de inyección, durante el cual la unidad de inyección, que hasta ese momento se encuentra separada del molde, avanza hasta que la boquilla se posa sobre el bebedero del molde (punto de entrada almolde).
c) Tiempo de llenado o de inyección, en el que el pistón o el husillo avanza realizando la inyección del material. En este tiempo el molde se llena con el polímero inyectado. El tiempo necesario para realizar la inyección depende delpolímero empleado, de la temperatura que éste alcanza, de la velocidad de avance del husillo, del tamaño del molde y de los canales que ponen en comunicación el molde con el cilindro de inyección.
d) Tiempo de compactación (o tiempo de moldeo o de mantenimiento), durante el cual el molde permanece cerrado y el polímero comienza a enfriarse en el molde. Cuando el material comienza a enfriarse se contrae, por lo que paramantener la presión en el molde durante este periodo se suele introducir lentamente algo más de material dentro de la cavidad de moldeo, lo que compensa la contracción. Este periodo puede variar entre unos segundos y varios minutos. El peso final de la pieza, su estabilidad dimensional y las tensiones internas que

pudieran aparecer dependen de cómo se realice esta etapa, que finaliza en el momento en el queel material que ocupa la entrada del molde solidifica, de modo que ya no es necesario mantener la unidad de inyección en posición avanzada para seguir manteniendo la presión.
e) Tiempo de retroceso de la unidad de inyección. Cuando la entrada a la cavidad solidifica la unidad de inyección retrocede, y comienza el movimiento rotatorio del husillo para plastificar el material para la siguiente etapa, simultaneándose con la fase de enfriamiento, apertura del molde y extracción dela pieza y acelerando así el tiempo total de ciclo.
f) Tiempo de enfriamiento, necesario para enfriar el polímero que ocupa las cavidades del molde. Generalmente se toma este tiempo desde que acaba la etapa de compactación hasta que se abre el molde, sin embargo realmente el enfriamiento del material comienza tan pronto como el polímero toca las paredes frías del molde, y finaliza cuando se extrae la pieza, porlo que el enfriamiento tiene lugar también durante las etapas de llenado y compactación.
g) Tiempo de apertura del molde, durante el cualse abre el molde. Este tiempo viene a ser aproximadamente constante para cada máquina.
h) Tiempo de extracción de la pieza, durante el cual se sacan las piezas moldeadas de las cavidades de moldeo.
i) Tiempo con el molde abierto, que generalmentees muy corto, pero que en ocasiones puede ser considerable, por ejemplo si es preciso colocar inserciones metálicas en el molde.
La figura 5.9 muestra la duración relativa de cada una de estas etapas. Por ejemplo, un ciclo para la fabricación de peines de poliestireno está compuesto por los siguientes tiempos: tiempo para cerrar el molde y para el avance de la unidad de inyección 1s (mold closing time); tiempo de inyección 1s (mold filling time); tiempo de compactación 5 s (injection hold time); tiempo de enfriamiento 16 s (clamp time);tiempo de apertura del molde 2 s (mold opening time); tiempo de extracción de la pieza 5s (partremoval time).181






























