Embed Size (px)
Citation preview
SUSTAINBLE SOLAR ENERGY KILN TO DRY EUCALYPTUS IN
PERU
MÓNICA ALVAREZ
WOOD 493
A Report Submitted in Partial Fulfillment of the Requirements for the Degree of
Bachelor of Science in Wood Products Processing
in
THE FACULTY OF FORESTRY
THE UNIVERSITY OF BRITISH COLUMBIA
April 2009

ii
Abstract
The purpose of this report is to evaluate the suitability of producing value added products
from eucalypts in Peru. Information from FAO and INRENA was used to analyse the
potential that Peru has to plant, grow and produce good quality eucalyptus wood. The
opportunities for eucalyptus wood in the market appear to be favourable especially for
furniture and other interior products. While searching for sustainable solutions to process
eucalypts to enhance the Peruvian wood industry, some problems were found during the
manufacturing of this genus. The main problems during the processing of eucalypts occur
during the drying process. Drying of eucalyptus requires care due to the tendency its wood
cells have to collapse, which causes excessive shrinkage and fibre separation or checks.
Eucalyptus wood needs to dry at low temperatures and in a high relative humidity
environment at least during the first stages of the process. The drying of eucalyptus has been
a challenge, and research has been done around the world to find the optimal method
according to the needs and resources of the individual countries. Countries such as Australia,
Argentina, and Brazil, have done studies to find the best trees, growing rates and drying
methods to minimize the defects on the wood at the desired final moisture content. Recently
there has been an increasing interest in using solar kilns to dry eucalyptus especially in
developing countries. The drying of eucalyptus using a solar energy kiln in Peru can be the
best alternative. The solar kiln for hardwoods designed by Dieter Steinmann in 2006 seems
to be a good fit for the Peruvian Industry. Not only are the initial investment for construction
prices low, but also the need for expertise and supervision during its performance is minimal.
Many locations in Peru satisfy the environmental requirements that this kiln needs to be able
to execute.
Key words: Eucalypts, drying, solar kiln, moisture content, value added wood products
iii
Table of contents
SUSTAINBLE SOLAR ENERGY KILN TO DRY EUCALYPTUS IN PERU ................ i
Abstract .................................................................................................................................... ii
Table of contents .................................................................................................................... iii
List of Tables .......................................................................................................................... iv
List of Figures .......................................................................................................................... v
Introduction ............................................................................................................................. 1
Peru and Eucalyptus ............................................................................................................... 1
Utilization of Eucalyptus ........................................................................................................ 5
Drying Eucalyptus wood ........................................................................................................ 7
Steinmann’s Solar Energy Kiln Design .............................................................................. 10
Steinmann Kiln ................................................................................................................... 11
Parts..................................................................................................................................... 13
Operation............................................................................................................................. 14
Advantages and Disadvantages ........................................................................................... 14
Conclusions ............................................................................................................................ 16
Literature Cited .................................................................................................................... 17
Appendices ............................................................................................................................. 19
iv
List of Tables
Table 1. Peruvian Forest and other wooded land .................................................................... 2
Table 2. Drying costs for spotted gum and blackbutt ............................................................. 7
v
List of Figures
Figure 1. Front view of Steinmann’s Solar Energy Kiln ...................................................... 11
1
Introduction
Value added products are the present and the future for obtaining the major economic value from
logs. The Peruvian forest land is an asset with the potential to increase the economic growth of
the country. The heterogeneity of the native forests and the low investment in technology
complicate harvesting and management plans limiting the traditional Peruvian wood industry to
small scale production companies (FAO, 2008). There is currently increasing interest in
establishing plantations for wood production. The majority of established plantations in Peru are
from exotic species such as pine and some eucalyptus species (FAO, 2008). Therefore, there is
also interest in utilizing eucalyptus wood for value added products. The drying of eucalyptus
species however, is difficult and is one of the major concerns when considering its use for
manufactured wood products such as furniture, flooring, and engineered products, amongst
others. Low temperatures need to be used when drying eucalyptus to avoid the collapse of wood
cells, and this can be achieved with solar drying. Other methods like air drying or conventional
kiln drying can be used to dry Eucalyptus wood; but using solar energy kilns, particularly the
design of Steinmann, can be a more economically feasible solution for Peru. In this essay I will
discuss the benefits of utilizing eucalyptus wood in Peru. I will also present and compare the
characteristics of using three different drying methods: air drying, conventional kiln drying and
solar energy kiln drying. I will argue that choosing Steinmann’s ―Homebuilt Solar Kiln for
Hardwoods‖ is the best and most sustainable option for drying eucalyptus in Peru during this
early stage.
Peru and Eucalyptus
Forest land covers about 53.5% of Peru. Peru has three natural regions: the coast, the highlands
and the jungle. Peru has more than 1 million hectares of potential forest land in it’s the coastal
2
region. The mountainous region has an even greater area ―suitable for forest use‖ (FAO, 2007),
that has already been planted with exotic pine and eucalyptus species (Eucalyptus globulus, E.
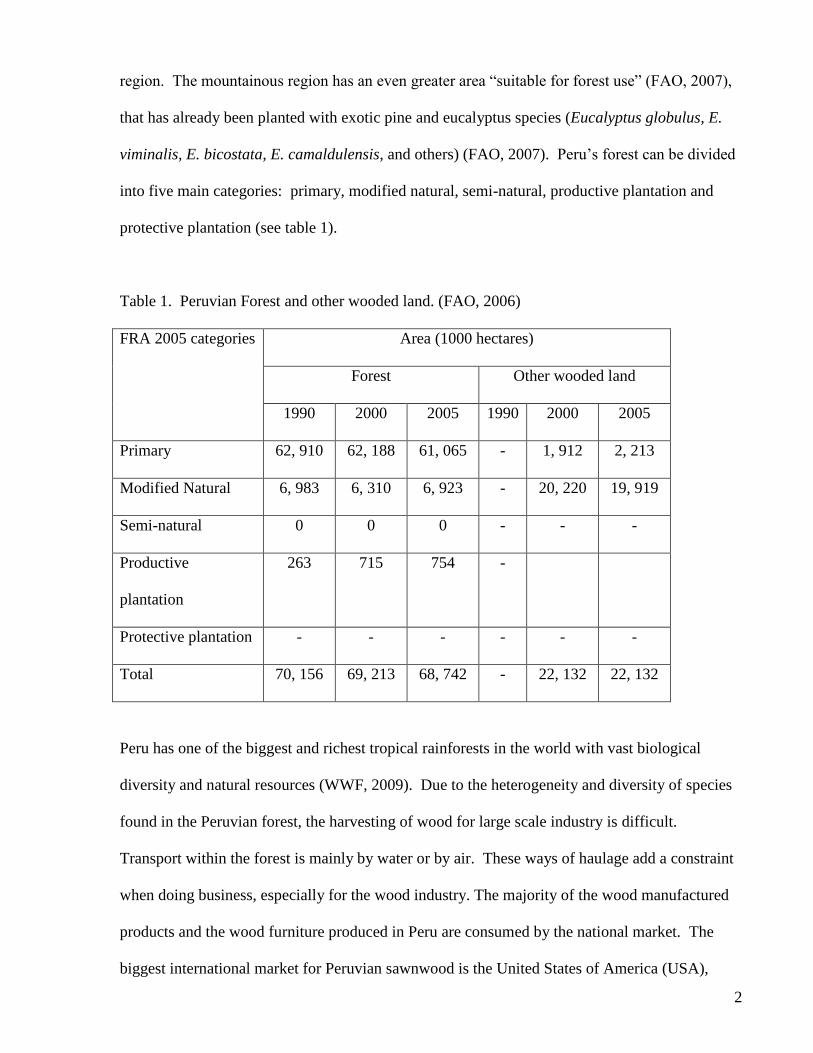
viminalis, E. bicostata, E. camaldulensis, and others) (FAO, 2007). Peru’s forest can be divided
into five main categories: primary, modified natural, semi-natural, productive plantation and
protective plantation (see table 1).
Table 1. Peruvian Forest and other wooded land. (FAO, 2006)
FRA 2005 categories Area (1000 hectares)
Forest Other wooded land
1990 2000 2005 1990 2000 2005
Primary 62, 910 62, 188 61, 065 - 1, 912 2, 213
Modified Natural 6, 983 6, 310 6, 923 - 20, 220 19, 919
Semi-natural 0 0 0 - - -
Productive
plantation
263 715 754 -
Protective plantation - - - - - -
Total 70, 156 69, 213 68, 742 - 22, 132 22, 132
Peru has one of the biggest and richest tropical rainforests in the world with vast biological
diversity and natural resources (WWF, 2009). Due to the heterogeneity and diversity of species
found in the Peruvian forest, the harvesting of wood for large scale industry is difficult.
Transport within the forest is mainly by water or by air. These ways of haulage add a constraint
when doing business, especially for the wood industry. The majority of the wood manufactured
products and the wood furniture produced in Peru are consumed by the national market. The
biggest international market for Peruvian sawnwood is the United States of America (USA),
3
which consumes 74.12% of Peru’s, valued at $83,597,000 in 2006 (FAO, 2009). The USA is
currently mainly interested in wood for construction, but the use of wood for furniture maybe a
better use for Peru’s wood because highest value can be extracted from logs especially in the
case of custom designs. The opportunities for using eucalyptus wood to manufacture value
added products could be a profitable solution for the Peruvian wood industry. The comparably
higher growth rate of Eucalypts, together with the opportunity to harvest it from homogenous
plantation, can facilitate increased focus and efficiency for industry.
Eucalyptus species were introduced to Peru around 1860 (FAO, 2008). Eucalyptus trees and
resources are already a part of many Peruvian communities. The Eucalyptus genus in the
Myrtaceae family is native to Australia and consists of around 700 tree species (Grattapaglia,
2008). Eucalypts are sources of hardwood, pulp and paper, oils and floral beauty. Transforming
eucalyptus wood into value added products has greater economic potential compared to its use
for firewood and round timber. The quality of the fibre produced in the early stages of tree
growth is very suitable for the pulp and paper industry, but the pulp and paper industry requires a
big initial and continuous investment that is beyond the means of Peru. Hence the use of
Eucalyptus as sawlogs for value added products maybe a better option for Peru. It is now a
matter of choosing the best genetic material, management and utilization of technologies to get
the highest value from eucalyptus in Peru.
Eucalyptus globulus has been the most planted species in Peru (Luzar, 2007). According to
Waugh (1995), E. globulus is unsuitable for round timbers because of its propensity for end-
splitting and surface checking during drying. On the other hand, E .globulus is ―good‖ and
―acceptable‖ for the production of sawn engineering, and appearance products, engineering
veneer, fibre composites and pulp and paper products (Waugh, 1995). Nevertheless there is still
4
a need to develop appropriate technologies to process eucalyptus in developing countries and
utilize its sawnwood for value added products.
Eucalypts plantations can be used in short rotations because of their rapid growth, especially in
the first 10 to 15 years. One of the issues with growing Eucalyptus in Peru is that it does not
regenerate naturally; each tree needs to be individually planted (FAO, 1998). The physical and
mechanical wood properties of grown Eucalypt trees are controlled not only genetically, but also
through the specific management practices and the trees’ environment (Sánchez Acosta, 1999).
Research on wood processing and manufacturing techniques cannot be generalized for every
Eucalyptus species; experiments and specifications should be done separately to obtain better
and more accurate results.
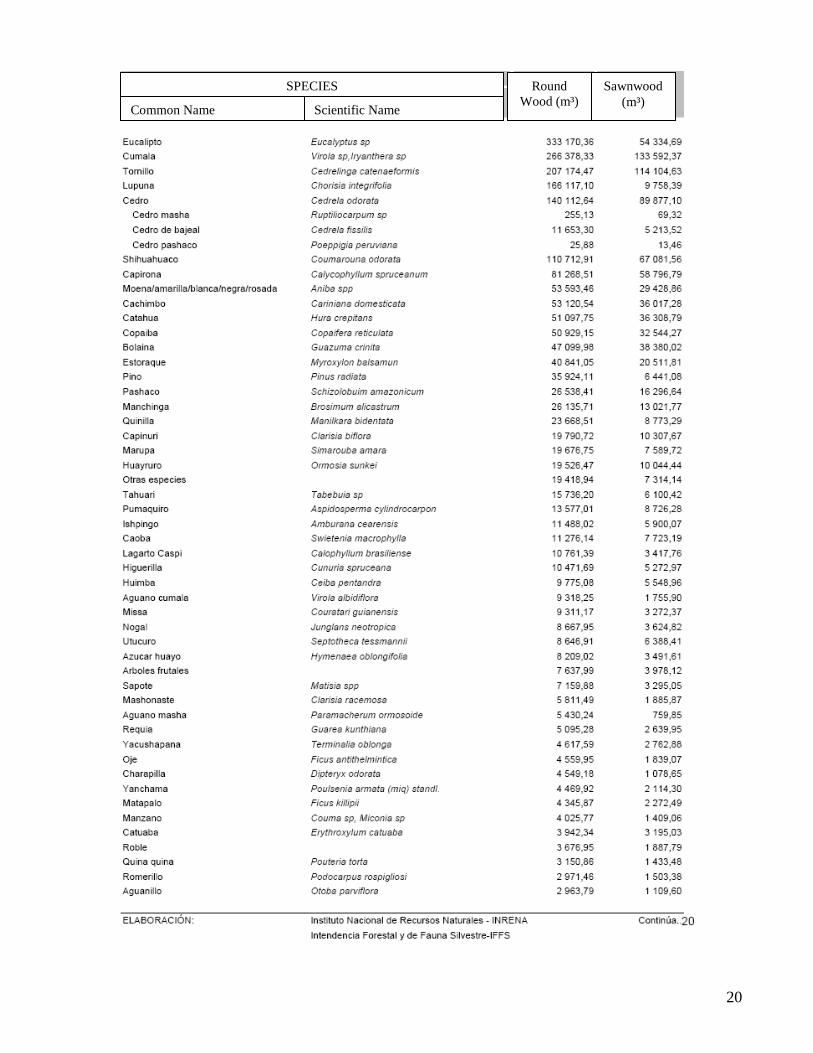
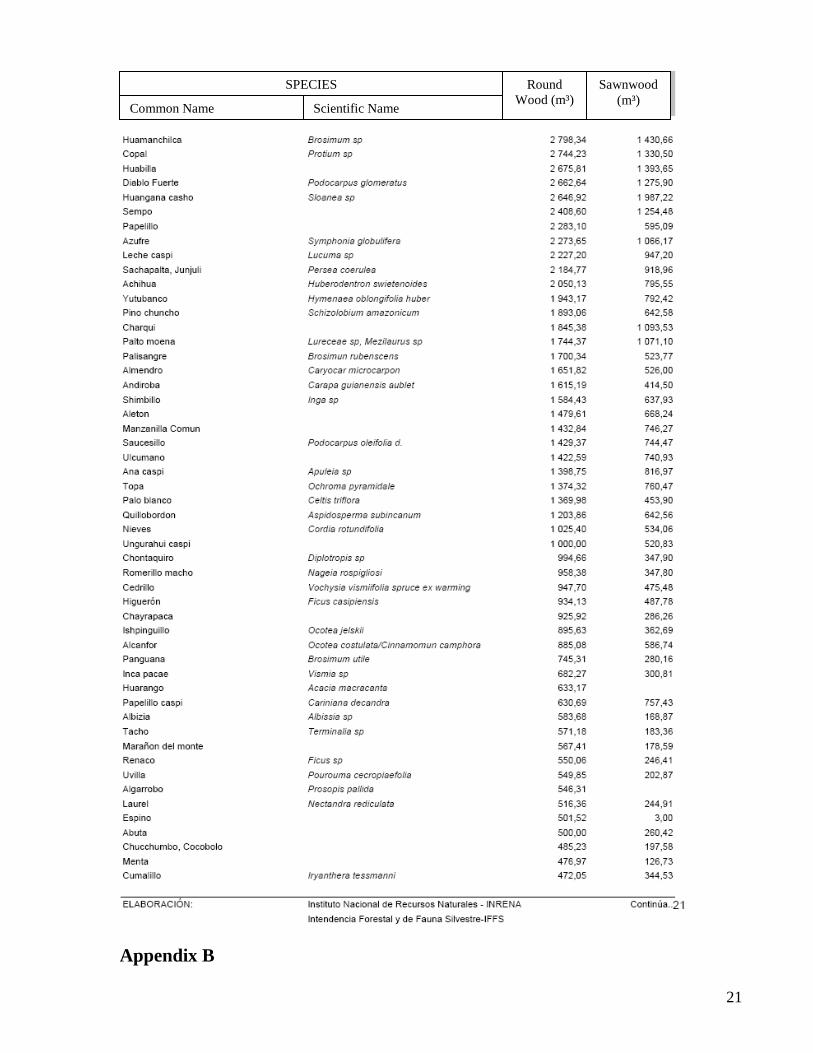
The volumes of wood production by species collected in 2007 by the Instituto Nacional de
Recursos Naturales of Peru (INRENA), places eucalypt (Eucalyptus spp) in the first place in the
production of round wood with 333 170,36 m³(see Appendix A). The volume of round wood
produced is much greater than the volume of sawnwood, 54 334, 69 m³ (INRENA, 2008).
Eucalypt species are used in large quantities by small communities for firewood and also as
round timber for posts and power poles. The economic value that can be obtained from
sawmilled eucalyptus species and value added products could greatly exceed the current profits
from round timber if appropriate policies and technologies were applied. To be able to utilize
Eucalypt wood, the government and/or the wood industry needs to believe in the benefits of the
final products and invest in the necessary technology to produce good quality products in the
most efficient way.
5
Utilization of Eucalyptus
Conversion of eucalyptus to value added products can be difficult because of problems related to
grading, drying, and milling. One of the major concerns is the drying process (Oliver, 2000),
which is necessary when preparing wood for manufacture furniture, flooring and engineered
wood products.
Eucalyptus fibres from trees grown in plantations tend to have thin walls, which make the wood
very suitable for the pulp and paper industry, but this characteristic is not very helpful for the
manufacturing of wood products. The thin walls suffer collapse if specific requirements of
temperature and humidity during drying are not followed. The collapse of wood cells causes
excessive shrinkage while drying and fibre separation or checks also develop (Oliver, 2000).
Checking can be classified into internal checking (discovered during manufacturing), surface
checking and separation of rings (shakes). Defects during drying are more prone to occur in
wood from young eucalypts, especially if they come from plantations (Hillis and Brown, 1984).
This wood usually has lower density and wider growth rings. Eucalyptus wood from plantations
can also have many significantly different chemical and mechanical properties compared with
wood from native forests. Even within the same species, and grown under the same
environmental characteristics, there is a large within species variability in wood properties (Hillis
and Brown, 1984). Advantage could be taken from this variation, and together with the
advancements in process technologies there is opportunity to manufacture eucalypts for value
added products.
Many countries see the drying of eucalyptus as a challenge, and have focussed on developing
viable options to avoid the defects produced during drying. For more than 60 years, studies have
been taking place in Australia to reduce the excessive degrade during drying that appeared with
6
older and bigger diameter Eucalypts (Hillis and Brown, 1984). Now, that the majority of
Eucalyptus wood used comes from plantations and regrown forests. As mentioned earlier,
Eucalypts do not regenerate naturally in Peru; therefore the selection of trees to be planted
should always be done carefully.
Neighbouring countries to Peru, like Brazil and Argentina, have been trying to find the most cost
efficient techniques to dry Eucalyptus according to the end product. Numerous studies have
taken place in these countries to enhance the production and utilization Eucalyptus wood. In
Argentina, for example, the industry is not only producing, but also specializing in the
production of, parquet from Eucalyptus wood (Sanchez Acosta, 1999). This product has shown
enormous development as a result of managing the difficulties during the different processing
steps, including drying. In Brazil, aside from their huge development of their pulp and paper
industry, they have also been working on new alternative ways of processing the eucalypts wood.
The production of E. grandis lumber as a replacement for tropical woods such as Brazilian
cherry (Hymenaea courbaril), Muirapiranga (Brosimum rubescens), Tatajuba (Bagassa
guianensis); has been one of the greatest advances in Brazil in the last 20 years (Jankowsky and
Gonçalves Luiz, 2006).
Different Eucalypt species are suitable for different industries according to their origin and their
management. The transformations they undergo depend on their end use and their costs during
the processing. Some Eucalypt species are better for pulp and paper (E. globulus, E. regnans, E.
nitens, E.grandis), other for round timber (E. maculata, E. cladocalyx, E. camaldulensis, E.
sideroxylon), other for flooring or furniture (E. saligna, E. sideroxylon, E. maculate, E. nitens, E.
cladocalyx, E. botryoides, E. grandis) (Waugh, 1995). It is possible to obtain a good final
7
product quality from Eucalyptus, but the best methods for processing for individual species need
to be determined.
Drying Eucalyptus wood
Over time, the methods to dry wood have evolved and have been adapted to different situations
according to the needs and resources of the industry. Eucalyptus wood needs to be dried slowly
at low temperatures and high relative humidity especially during the first stages of drying (Hillis
and Brown, 1984). Wood in general shrinks when it loses moisture below the fibre saturation
point, but the amount of water and temperature are not homogeneous throughout the piece being
dried. The surface dries first and creates a gradient throughout the pieces that generates internal
stresses that can lead to defects such as surface checks, separation of fibres and collapse (Oliver,
2000). ―Tendency to collapse can be detected from measurements of shrinkage against moisture
content‖ (Oliver, 2000, (Innes, 1997)). Even though some of the defects can be removed during
reconditioning, the best option is to avoid them from the beginning. Methods that work better
and faster might not be profitable enough due to the time to recover the investment costs. The
drying methods that will be presented and discussed here: Air drying, conventional kiln drying
and solar energy kiln drying.
Air drying is the method that takes the longest to dry eucalyptus wood, requiring from 3 up to 10
months, to obtain final moisture content (MC) of 12% to 20%. The drying period and the final
moisture content depend on the species, wood thickness and the environment’s arrangement and
condition (Simpson, 1999). The required MC for high end quality products ranges from 5% to
15% according to the relative humidity of the environment where the wood is dried (DeWitt,
2002). Air drying can be a good and cheap starting point to pre - dry Eucalyptus wood, if the
8
cost of carrying inventory is not significant. It is quite a long process and the wood will most
likely need to pass through another more sophisticated drying method to get to the desired final
moisture content to machine it. Wood is usually transferred to a conventional kiln after air drying
when its moisture content is between 20% and 25% (Simpson, 1999). These two methods
might need to be scheduled together with reconditioning or moisturizing processes, like steaming
or spraying.
The most common wood drying method is conventional kiln drying. Conventional kilns are built
to work at temperatures between 40°C to 90°C, reached by a heating system that consists of
pipes which are channels that use steam as a heating fluid. Kilns have fans working on the
movement of air through the wood stacks, and they also have vents which act as regulators
exchanging the air from inside and outside the kiln. It is very important that the kiln has a
spraying system that moisturizes the air; this is a very important issue when drying Eucalyptus
(Jankowsky and Gonçalves Luiz, 2006). Wetting the surface of the wood is important to
maintain the moisture gradient throughout the piece as homogeneous as possible. Because of the
high temperatures at which conventional kilns work, this method is not the best choice for drying
Eucalyptus wood when the moisture content is still too high (Jankowsky and Gonçalves Luiz,
2006). Low temperatures could be set to dry Eucalyptus inside a conventional kiln, but the
process would take too long and it would also be a waste of energy and money. Some costs per
cubic meter of drying spotted gum (Corymbia macualata) and blackbutt are given below
(Eucalyptus pilularis) (see Table 2). This study was done by Davies and Palmer at the
Department of Primary Industries and Fisheries in Queensland. The input costs are: financial
variables, kiln design, process specification, energy consumption and prices, labour, land and
others (Davies and Palmer, 2005).
9
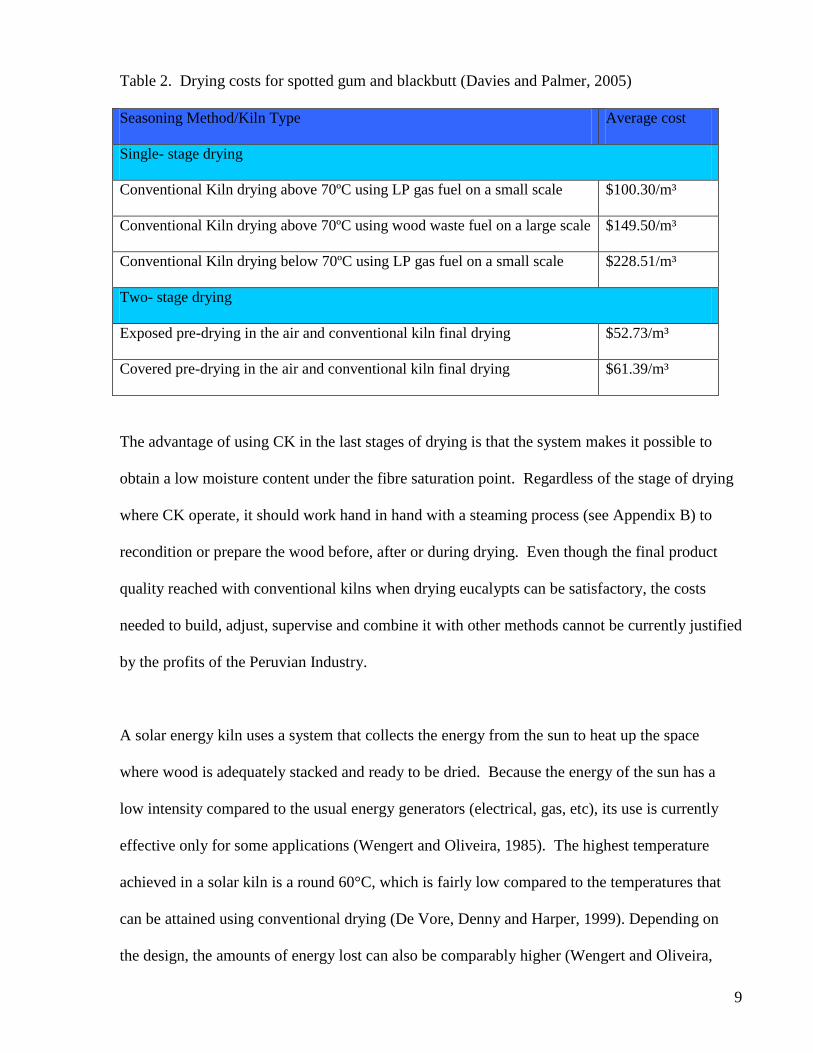
Table 2. Drying costs for spotted gum and blackbutt (Davies and Palmer, 2005)
Seasoning Method/Kiln Type Average cost
Single- stage drying
Conventional Kiln drying above 70ºC using LP gas fuel on a small scale $100.30/m³
Conventional Kiln drying above 70ºC using wood waste fuel on a large scale $149.50/m³
Conventional Kiln drying below 70ºC using LP gas fuel on a small scale $228.51/m³
Two- stage drying
Exposed pre-drying in the air and conventional kiln final drying $52.73/m³
Covered pre-drying in the air and conventional kiln final drying $61.39/m³
The advantage of using CK in the last stages of drying is that the system makes it possible to
obtain a low moisture content under the fibre saturation point. Regardless of the stage of drying
where CK operate, it should work hand in hand with a steaming process (see Appendix B) to
recondition or prepare the wood before, after or during drying. Even though the final product
quality reached with conventional kilns when drying eucalypts can be satisfactory, the costs
needed to build, adjust, supervise and combine it with other methods cannot be currently justified
by the profits of the Peruvian Industry.
A solar energy kiln uses a system that collects the energy from the sun to heat up the space
where wood is adequately stacked and ready to be dried. Because the energy of the sun has a
low intensity compared to the usual energy generators (electrical, gas, etc), its use is currently
effective only for some applications (Wengert and Oliveira, 1985). The highest temperature
achieved in a solar kiln is a round 60°C, which is fairly low compared to the temperatures that
can be attained using conventional drying (De Vore, Denny and Harper, 1999). Depending on
the design, the amounts of energy lost can also be comparably higher (Wengert and Oliveira,
10
1985). Solar kilns are usually less costly to build than conventional kilns. The energy
consumption costs can be almost zero if the fans run with solar energy. From previous research
done in countries like Brazil, an average saving on investment and electrical energy costs are
about 50% compared to kiln drying (Jankowsky and Gonçalves Luiz, 2006). For a country like
Peru where large investments, especially in the wood industry are unlikely, building a solar kiln
instead of a conventional kiln can reduce the costs for the industry.
It is not only the financial aspects that make solar kilns attractive. As mentioned earlier, the
drying rates and temperatures required to dry the majority of eucalyptus species need to be low
to decrease the development of drying defects. There are many solar kiln designs that work best
for specific latitudes, weather conditions and species. Steinmann’s homebuilt solar kiln for
hardwoods however, looks like it has many characteristics to make it suitable for the drying of
eucalypts in Peru.
Steinmann’s Solar Energy Kiln Design
Solar energy is the power that can be collected from the sun to perform a variety of functions.
Solar energy systems can be roughly divided into passive and active solar systems. Active solar
systems collect and transform the energy with the assistance of mechanical equipment; while the
passive systems utilize the intrinsic energy of the sun (orientation, movement, radiant energy)
(Kadulski, 2009). Solar kilns are categorized into three basic types: greenhouse, semi-
greenhouse and opaque walls. These three types of kilns are mainly designed using a passive
solar system, unless the profits justify investing in an active system (Wengert and Oliveira,
1985).
11
Usually, every solar kiln has a collecting system that needs to have a specific size and orientation
towards the sun. The collector needs to have a surface that receives the energy of the sun to be
later used as heat to dry the stacks of wood. The collecting surface is called glazing. The
collector can be the kiln chamber itself in the case of the greenhouse design, where the roof and
3 of the walls are made of the glazing material. The collector can also be outside the kiln with
the aid of an absorber, in the case of opaque kilns. The glazing needs to be of a clear or almost
transparent material such as glass, rigid sheets of fibreglass reinforced with polyester panels or
polymer plastic films (Mylar®, Tedlar®, Kalwall®, and others) (Wengert and Oliveira, 1985).
The glazing can be composed of one to three layers, depending on the drying expectations and
the budget to be spent on construction (Wengert and Oliveira, 1985). The solar kiln designed by
Steinmann is a greenhouse type and uses two layers of ultra-violet stabilized transparent plastic
sheet for the roof and sides. This kiln does not need to face any specific direction. Even though this
design uses two layers of glazing, the kiln is cheap and easy to build, and has been designed with the
drying of eucalyptus in mind.
Steinmann Kiln
Steinmann, now with the Nelson Mandela Metropolitan University in George, South Africa,
designed and built a solar kiln which is a good option for the drying of Eucalyptus in Peru. This
kiln is a good fit for Peru because: (1), it does not need a large initial cost investment; (2), it
gradually achieves higher temperatures according to the independent drying rate of the wood
species; (3), it does not need much extra technology and manpower to supervise and regulate its
temperature and humidity; (4), it has low energy costs and its size fits the present supply and
demand of the industry. A rough indicator of the performance of this design is that 38mm thick
12
ironwood (denser than Eucalypts, but lower initial MC), can dry to 12% in 4 months (Steinmann,
2006).
The Steinmann kiln is designed to work in a sunny location that has a difference between day
and night temperatures of approximately 10°C. The design prevents the kiln from reaching
extreme conditions. It has a self-regulating feature that ―automatically adjusts the settings‖ of
the kiln in response to the daily temperature and humidity differences between the wood pieces
and the chamber (Steinmann, 2006). The solar kiln is self regulated daily with the changes in
temperature of the environment that affect the relative humidity of the interior of the kiln while
drying the wood. As the kiln warms up, the relative humidity drops. The stacks of wood
properly stickered need to be covered on the top and side with a tarpaulin that creates a tunnel
where the air is forced to pass through back into the plenum chamber. The warm air is circulated
through the wood stacks at 1.5m/s with the aid of a 3kw fan that is located in the wall that
divides the plenum chamber from the rest of the kiln where the wood is dried. The temperature
of the wood rises and the water starts to evaporate from the surface. The hot air rises to the top
of the kiln and it is blown by the centrifugal fan located on the roof of the kiln into the space
between the glazing layers. During the night, the warm air between the glazing layers will
eventually undergo condensation when the temperature outside the kiln reaches the inside’s dew-
point. The condensed water is drained out of the kiln through small weeping holes that are
incised on the outer layer where the water accumulates (this would need to be done after
observing where the accumulation happens. The cooled air is then fed back into the kiln through
feedback valves. During the night, the temperature is lower and the relative humidity inside the
kiln is still high. The wood stops being heated and its moisture content gradient is reduced. The
high relative humidity affects the rate of evaporation from the wood surface (Steinmann, 2006).
The progressive mild changes in the kiln conditions depend on the rate of moisture content (MC)
13
evaporated from the wood. This self-adjusting rate does not allow steep gradients that cause
stresses and drying defects in Eucalyptus wood (Steinmann, 2006). This solar kiln is economical
and easy to build compared to conventional kilns and even compared to other solar kilns. The
design is very simple and requires a low initial investment, even though the principles behind the
operation of the kiln are quite sophisticated. Specifications for the construction and the
principles that explain the system are given in Appendix C.
Parts
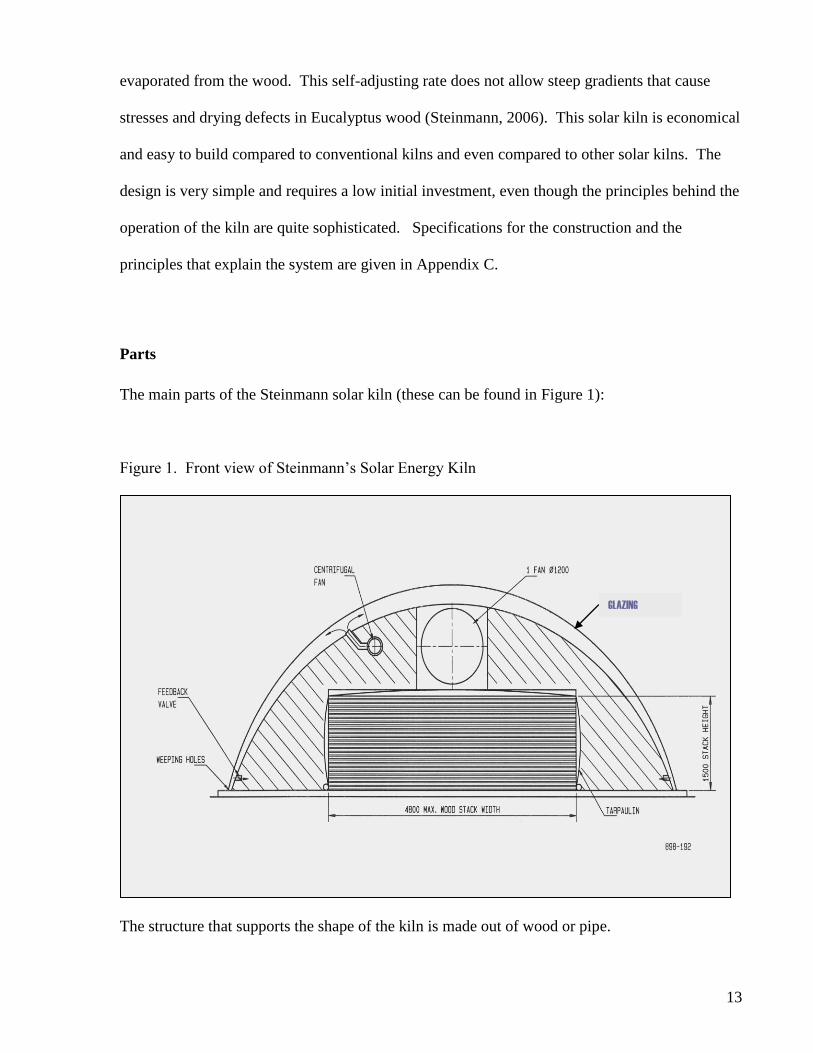
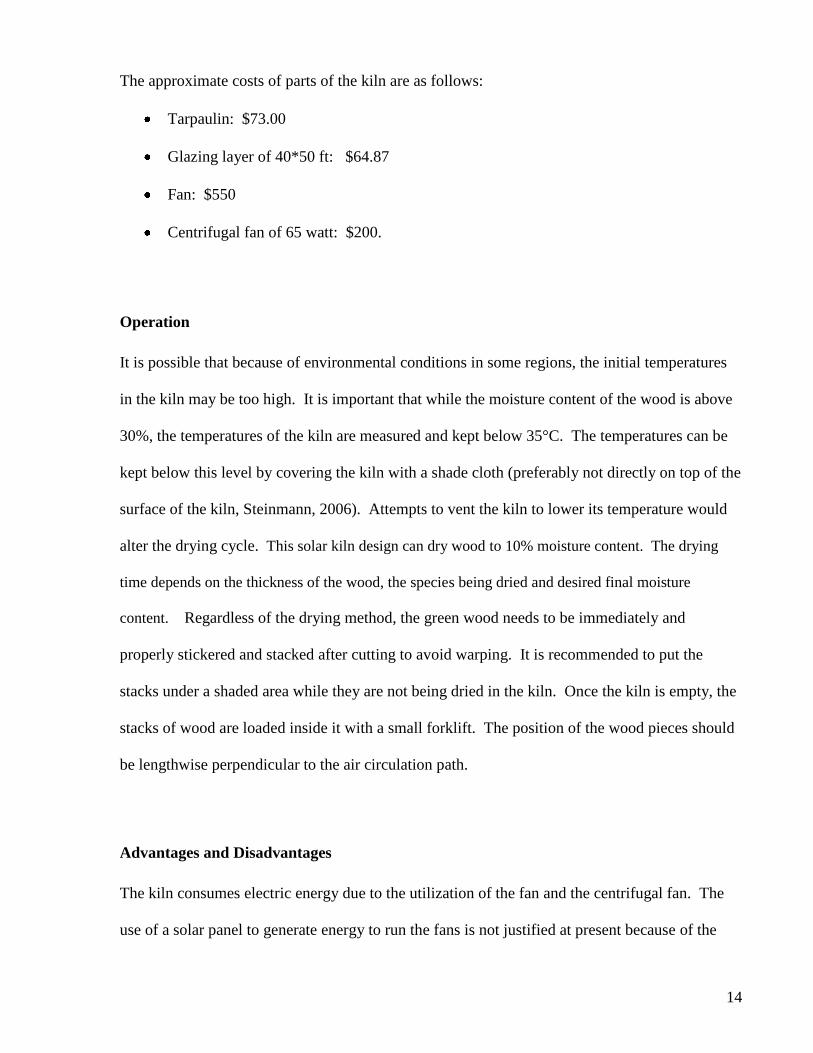
The main parts of the Steinmann solar kiln (these can be found in Figure 1):
Figure 1. Front view of Steinmann’s Solar Energy Kiln
The structure that supports the shape of the kiln is made out of wood or pipe.
GLAZING
14
The approximate costs of parts of the kiln are as follows:
Tarpaulin: $73.00
Glazing layer of 40*50 ft: $64.87
Fan: $550
Centrifugal fan of 65 watt: $200.
Operation
It is possible that because of environmental conditions in some regions, the initial temperatures
in the kiln may be too high. It is important that while the moisture content of the wood is above
30%, the temperatures of the kiln are measured and kept below 35°C. The temperatures can be
kept below this level by covering the kiln with a shade cloth (preferably not directly on top of the
surface of the kiln, Steinmann, 2006). Attempts to vent the kiln to lower its temperature would
alter the drying cycle. This solar kiln design can dry wood to 10% moisture content. The drying
time depends on the thickness of the wood, the species being dried and desired final moisture
content. Regardless of the drying method, the green wood needs to be immediately and
properly stickered and stacked after cutting to avoid warping. It is recommended to put the
stacks under a shaded area while they are not being dried in the kiln. Once the kiln is empty, the
stacks of wood are loaded inside it with a small forklift. The position of the wood pieces should
be lengthwise perpendicular to the air circulation path.
Advantages and Disadvantages
The kiln consumes electric energy due to the utilization of the fan and the centrifugal fan. The
use of a solar panel to generate energy to run the fans is not justified at present because of the
15
high cost of solar panels. The small quantities of electric energy used can be justified
economically.
It has been determined that the solar kiln will take about 20% longer to dry eucalyptus than
conventional drying (Steinmann, 2006). This extra drying time is not a big disadvantage, and is more
than offset by the savings in the construction and operation of the kiln. The cost of building this
solar energy kiln is approximately $5 241.48. This amount is comparably lower than the cost of
building a modern conventional kiln, which costs around $131,037.00 (Steinmann, 2006).
This solar kiln does not need to work in combination with any other drying method to obtain the
desired final moisture content. It only needs to follow the construction and operation guidelines
(see Appendix C).
16
Conclusions
Eucalypt trees have rapid growth and can be exploited for multiple uses. In response to the local
conditions and international market demands, it appears that the most profitable opportunity for
eucalyptus wood in Peru is to convert it into high quality solid hardwood furniture, flooring, and
other interior products (Oliver, 2000). Peru already has high end hardwood products from native
species, but the availability of these specific species is declining and is inadequate to satisfy
market demands. From an environmental and economic point of view, the use of eucalyptus
wood as a substitute to native Peruvian hardwood species makes sense (instead of only using it
as for firewood, veneer, posts and sleepers). For this new option to occur, there is a need to
convince the industry that the wood from eucalypts can be processed, and that the technologies
for processing can be adapted by the Peruvian industry.
Peru has the potential to increase its production of wood products and their quality if adequate
processing and operating methods are adopted. If the country wants to become a better
competitor in the global market, it will require meeting basic economic, social and
environmental responsibilities. A good development would be the utilization of solar energy
kilns to dry eucalyptus.
The Steinmann kiln is suited to the economic and environment conditions of many locations in
Peru. The installation of this kilns to dry Eucalyptus instead conventional kilns, will save Peru a
lot of money in terms of initial investment and operating costs. Building such solar kilns is a
good and sustainable option for Peru. Its construction will result in the expansion of the wood
industry in Peru, increasing job opportunities in communities and companies, while it will also
save the industry energy and other expensive and non renewable resources.
17
Literature Cited
Baso López, C. (2002). Normalizar la madera de Eucalipto con destino estructural. Ponencia
Invitada al Forum IBEROEKA 2002 ―Innovación y Competitividad en la Comunidad
Iberoamericana‖ 13-15 Octubre de 2002, Montevideo, Uruguay
De Vore, J.B., Denny, G.S. and Harper, T.S. (1999). A Commercially Viable Solar Wood Drying
Kiln System, Drying Technology. Fayetteville, Arkansas, pp. 271-283
DeWitt, C. (2002). Wood Moisture Content. Retrieved March 30, 2009 from
http://www.rlcengineering.com/wmc.htm
FAO (2008). Forests and Forestry Sector. Forestry Country Profiles
FAO (1998). Especies Arbóreas y Arbustivas para las Zonas Áridas y Semiáridas de América
Latina. Red Latinoamericana de Cooperación Técnica en Sistemas Agroforestales
Grattapaglia, D. (2008). Genomics of Eucalyptus, a Global Tree for Energy, Paper, and Wood.
Plant Genetics and Genomics: Crops and Models. Volume 1, Brasilia, Brazil, pp. 259-298.
Hillis, W.E., and Brown, A.G. (1984). Eucalyptus for Wood Production. pp.259-356
Innes, T.C. (1997). Improved Seasoned Hardwood Timber Quality. Unpublished thesis,
University of Tasmania
INRENA. (2008). Perú forestal en Números Año 2007. Ministerio de Agricultura, Instituto
Nacional de Recursos Naturales, Intendencia Forestal y de Fauna Silvestre, Centro de
Información Forestal-CIF, Lima, Perú
Jankowsky, I.P., and Gonçalves Luiz, M. (2006). Review of Wood Drying Research in Brazil:
1984-2004. Department of Forest Sciences, ESALQ, University of Sao Paulo, Piracicaba, Sao
Paulo
Kadulski, R. Solar Energy. Retrieved March 15, 2009 from
http://www.thecanadianencyclopedia.com/index.cfm?PgNm=TCE&Params=A1ARTA0007549
Luzar J. (2007). The political ecology of a “forest transition”: eucalyptus forestry in the
southern Peruvian Andes. Ethnobotany Research & Applications 5, pp. 85-93.
Oliver, A.R. (2000). Advances in drying plantation-grown eucalypt timber: an overview of
Tasmanian research. A Regional Journal of Forestry Science and Forest Management,
Glenorchy, Tasmania, pp. 248-251
PRONFOR. (2007). Inversiones en Empresas de Bosques Tropicales Naturales. Confederación
Peruana de la Madera, Miraflores, Lima, Perú
Sánchez Acosta, M. (2005). Tecnología de la Madera de eucaliptos colorados: Propiedades –
usos – posibilidades. Jornadas Forestales de Santiago del Estero – Junio 2005

18
Sánchez Acosta, M. (1999). Experiencia Argentina en la producción y utilización de la madera
de eucalipto, panorama a 1999.
Simpson, W.T. (1999). Drying and Control of Moisture Content and Dimensional Changes. Forest Products Laboratory. Wood handbook—Wood as an engineering material.Gen. Retrieved March
26, 2009 from http://www.fpl.fs.fed.us/documnts/fplgtr/fplgtr113/ch12.pdf
Steinmann, D. (2006). Homebuilt Solar Kiln for Hardwoods. Stellenbosch University,
Stellenbosch, South Africa
Waugh, G. (1995). Plantation Eucalypts for Solid Wood Products. Environmental Management:
The Role of Eucalypts and other fast Growing Species. Proceedings of the Joint
Australian/Japanese Workshop held in Australia October 1995
Wengert, E.M., and Oliveira, L.C. (1985). Solar Heated, Lumber Dry Kiln Designs. Department
of Forest Products, Brooks Forest Products Center, Virginia Polytechnic Institute and State
University, Blacksburg, Virginia, U.S.A.
World Wildlife Fund. (2009). Progress and a Setback for Rain Forest Conservation in Peru.
Retrieved March 24, 2009 from
http://wwf.worldwildlife.org/site/PageServer?pagename=can_results_peruvian
19
Appendices
20
SPECIES
Round
Wood (m³)
Scientific Name Common Name
Sawnwood
(m³)
21
Appendix B
SPECIES
Common Name
Scientific Name
Round
Wood (m³)
Sawnwood
(m³)
22
Steaming process
Steaming can be done before drying, between two drying stages or at the end of the whole drying
process. When wood has already gone through a drying process, steaming is called
reconditioning. Reconditioning is preparing the wood for the next stage, being drying at higher
temperatures, or ready to cool down and be machined. ―Reconditioning to remove collapse
usually causes the surface checks to re-open during final drying. This can severely degrade
back-sawn timber. however, reconditioning tends to close internal checks‖ (Hillis and Brown,
1984). Steaming previous to air or kiln drying helps to even out the moisture gradient in the
wood pieces, and it can also accelerate the drying process (Hillis and Brown, 1984).
Appendix C
The construction of a Solar Kiln
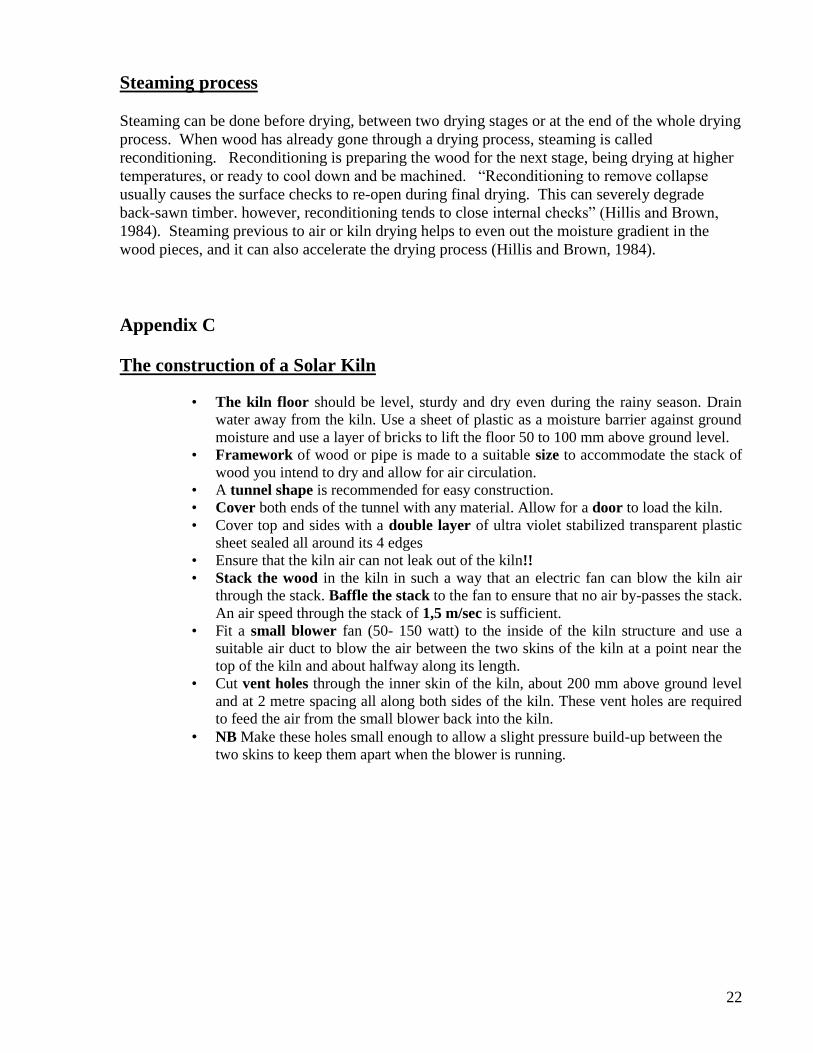
• The kiln floor should be level, sturdy and dry even during the rainy season. Drain
water away from the kiln. Use a sheet of plastic as a moisture barrier against ground
moisture and use a layer of bricks to lift the floor 50 to 100 mm above ground level.
• Framework of wood or pipe is made to a suitable size to accommodate the stack of
wood you intend to dry and allow for air circulation.
• A tunnel shape is recommended for easy construction.
• Cover both ends of the tunnel with any material. Allow for a door to load the kiln.
• Cover top and sides with a double layer of ultra violet stabilized transparent plastic
sheet sealed all around its 4 edges
• Ensure that the kiln air can not leak out of the kiln!!
• Stack the wood in the kiln in such a way that an electric fan can blow the kiln air
through the stack. Baffle the stack to the fan to ensure that no air by-passes the stack.
An air speed through the stack of 1,5 m/sec is sufficient.
• Fit a small blower fan (50- 150 watt) to the inside of the kiln structure and use a
suitable air duct to blow the air between the two skins of the kiln at a point near the
top of the kiln and about halfway along its length.
• Cut vent holes through the inner skin of the kiln, about 200 mm above ground level
and at 2 metre spacing all along both sides of the kiln. These vent holes are required
to feed the air from the small blower back into the kiln.
• NB Make these holes small enough to allow a slight pressure build-up between the
two skins to keep them apart when the blower is running.
23
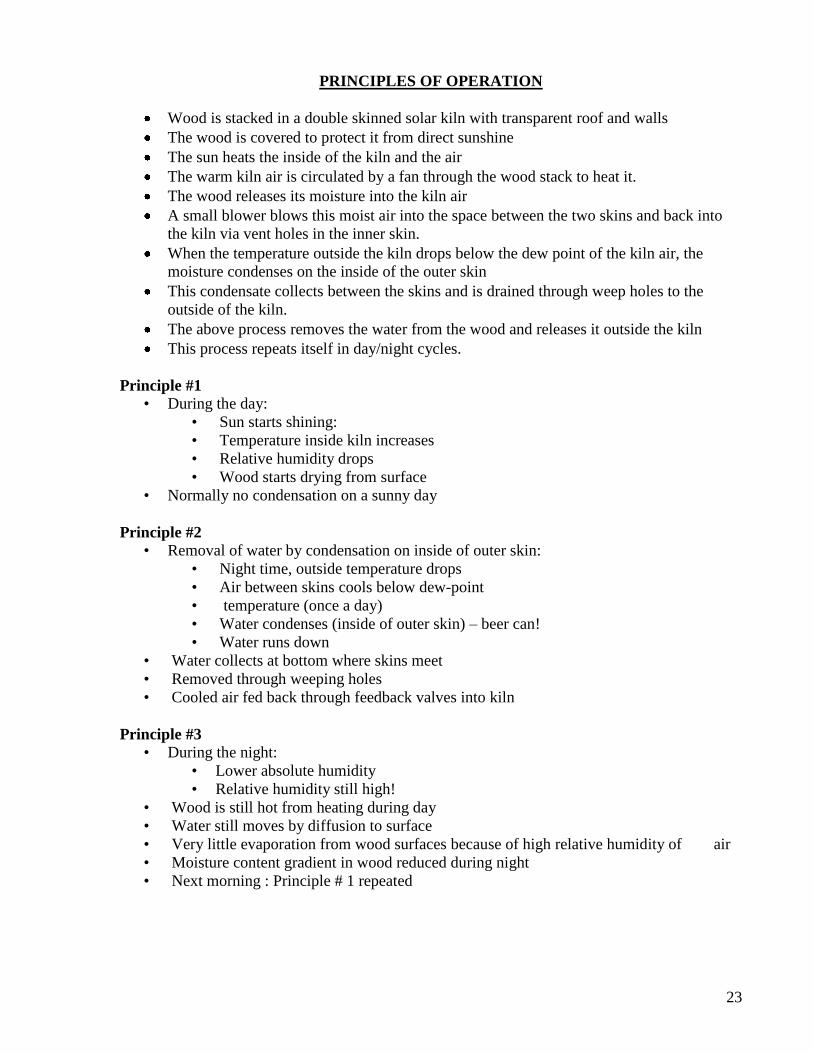
PRINCIPLES OF OPERATION
Wood is stacked in a double skinned solar kiln with transparent roof and walls
The wood is covered to protect it from direct sunshine
The sun heats the inside of the kiln and the air
The warm kiln air is circulated by a fan through the wood stack to heat it.
The wood releases its moisture into the kiln air
A small blower blows this moist air into the space between the two skins and back into
the kiln via vent holes in the inner skin.
When the temperature outside the kiln drops below the dew point of the kiln air, the
moisture condenses on the inside of the outer skin
This condensate collects between the skins and is drained through weep holes to the
outside of the kiln.
The above process removes the water from the wood and releases it outside the kiln
This process repeats itself in day/night cycles.
Principle #1
• During the day:
• Sun starts shining:
• Temperature inside kiln increases
• Relative humidity drops
• Wood starts drying from surface
• Normally no condensation on a sunny day
Principle #2
• Removal of water by condensation on inside of outer skin:
• Night time, outside temperature drops
• Air between skins cools below dew-point
• temperature (once a day)
• Water condenses (inside of outer skin) – beer can!
• Water runs down
• Water collects at bottom where skins meet
• Removed through weeping holes
• Cooled air fed back through feedback valves into kiln
Principle #3
• During the night:
• Lower absolute humidity
• Relative humidity still high!
• Wood is still hot from heating during day
• Water still moves by diffusion to surface
• Very little evaporation from wood surfaces because of high relative humidity of air
• Moisture content gradient in wood reduced during night
• Next morning : Principle # 1 repeated
24
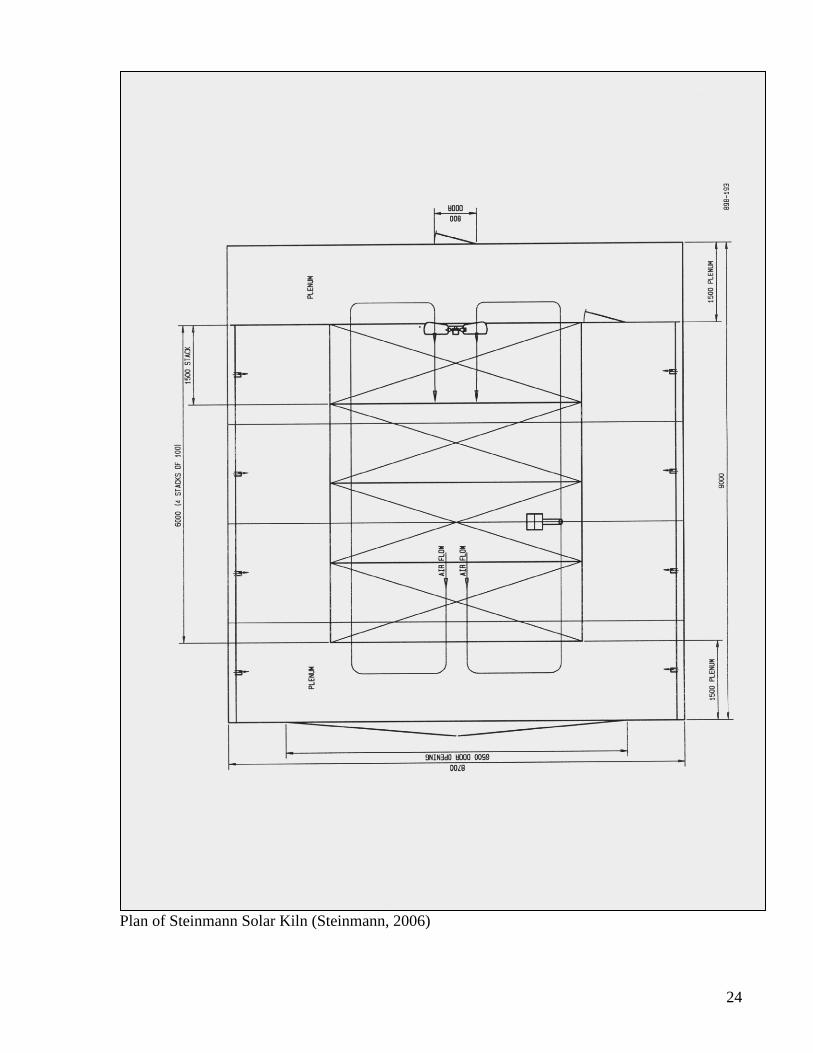
Plan of Steinmann Solar Kiln (Steinmann, 2006)
25
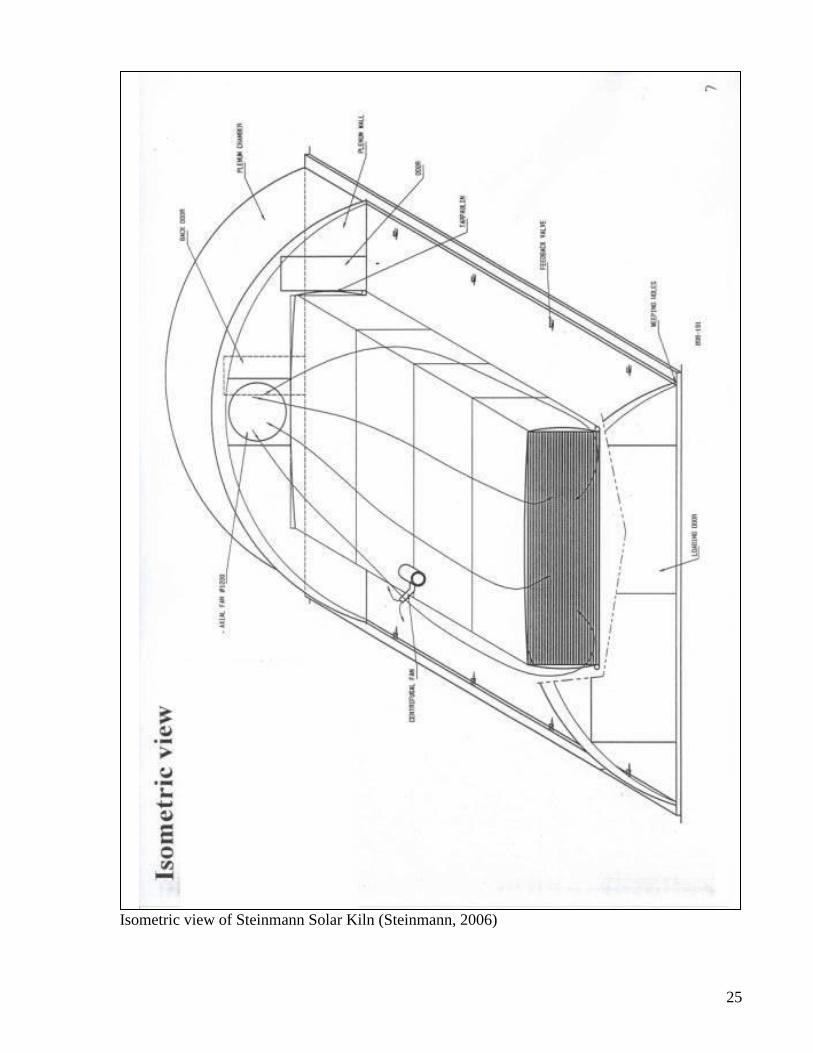
Isometric view of Steinmann Solar Kiln (Steinmann, 2006)





























