Embed Size (px)
Citation preview
cuore.RielpeVarroCusienig
ig)ce
tiaiteents
ft: oe
ae divises es muy dificil 4x
Y ne ian Hae 42 we 4 as even hs Aa we Ms AA .las granages compafiias, se ha cisehaag un
ri dric Seatwdico cu : mite prodnueirViecrio orcaliico Cue Puce Proakcar
preceso’ Ge fabricacién ae
4a wg Syed ey af Sar ey @ Tea Canand= Sat wuerreda ne atansy2 OV 10 al aio, CUCG €5 L&é GQe@ManGca wei Nercado Ne clLoiar
D
o cy
I--
Lp)@ oC co CO
hes
m ~ Cc c: Om te © k = G
a a 4Mm @6cte cL
a@Vances
eDUCACION SUPERTUR Ge ENSENADA
DIVISION DE FISICA APLICADA
FARBRICACION DE BLOQUES DE VIDRIO GFTALH a1ts
|
POR EL METQDO DEBARROQLLADO EN CICESE
Crisoles Ceramicos —- Moldee Continuo
ques para cubrir parcialmente los requisites necesarias
patra obtener el grado de MAESTRO EN CIENCIAS oresenta
v
JESUS ENRIQUE RIVERA GARIBALDI
Ensenada, 8.C.. Diciembre de i784
TESIS APROBADA PARA SU DEFENSA POR:
flDr. Luis Enrique Celaya Salcido, Director del Camité
Pogef[rhe LZ :
M.C. Diana Tentori Santacruz, Miembro del Comité
“7
-
Dr. HéctorEscamilla Taylor, Miembro del Canité
KS
M.C. Fr sco Suarez Vidal, Miembro del Comité
GeDr. Inis Enrique Celaya Salcido, Jefe Departamento de Optica
ALISM.C. vprtin Piss ‘Celaya Parragan, Director de la Divisién de Fisica Apli
cada
M.C% Gi Gaxiola Castro, Director Académico Interino
Tesis presentada en Diciembre 11 de 1984.

DEDICATORIA
A mis padres y hermanos
A Mixely
Y
Ifi compatTiera Carmen
A los maestros del departamento
de dptica y al Dr. Luis Enrique
Celaya por la colaboracidén prestada.
A mi asesor y director de tesis Dr Luis Enrigue Celaya 3por ies coneccimientas y el afouG aue me brindd en el
rrailo de
it fista trabajo.
eciai 4a todo el parsanal de Fisica Aplicada dal
que d2@ ume u atrTs FOTMS couiribugd S La
realizaciadn de mis estudias
Educacis:& y Tecngiagia.
& los miembros ds mi caomite de fesis MM. - E
Tantori, Dr. Hector Escamilla y Ur. Francise 3rpevicidadn y critica de este trabhasa
Udal DLlans
varez oar La
II
Ift.1
Ir,2
III
III.1
III.2
LIr.3
III.4
CON TEN IDO
INTRODUCCION
OPTICA DEL OJO HUMANO, LENTES OFTALNICOS
Y SU FABRICACION.
Descripcidén de los diferentes tipos
de lentes oftdlmicos
Fabricacién de lentes oftdlmicos
en serie a partir de bloques oftdimicos
Fabricacién de bloques de vidrio
oftdimico
TECNOLOGIA CICESE. Método de crisoles
moldeo continuo para la fabricacién
de bloques oftdimicos
Descripcién del proceso
Justificacién del proceso en funciédn
del mercado nacional y los costos
DESCRIPCION DE LA PLANTA PILOTO DE VALLE
VERDE ENSENADA B,. C,
Tecnologfa de crisoles
Horno de fundicién
Sistema de sofocado
Horno dosificador
Pdgina
17
25
51
51
56
60
62
83
109
119
III.5
ITI.6
IV
EVie: 1
IV.2
Iv. uo
IV.4
IvV.5
Vv
vi
VI.1
VI.2
Sistema de moldes de monofocales
Recocido de bloques oftdimicos
METROLOGIA OPTICA Y TOLERANCIAS EN EL
ANALISIS DE HATERIAS PRINMAS Y
FORNULACION DE LA TANDA
Clasificacidén
Requerimientos
Nétodos de prueba y procedimientos
Tolerancias en el andlisis de
materias primas y'formulacién de
la tanda
Precisién requerida por los méiodos
de andlisis
AVANCE ACTUAL DEL TRABAJO
PROYECCIONES EN VIDRIO OFTALIHIICO
Vidrios de color
Vidrios fotocrdémicos
LITERATURA CITADA
148
155
158
158
160
166
1 85
196
199
202
202
203
204

LISTA DE FIGURAS
Figura Pagina
1 Estructura del ojo humano 6
2 Sensibilidad a los colores
en la visién diurna ~ 6
3 Localizacién de los puntos
cardinales del ojo como sistema
édptico 8
4 Sistema dptico del ojo 10
5 Defectos del ojo y su correccién 14
6 Conjunto de lentes tédricas
montadas para produccién en
serie 19
7 Geometria de una mdquina
generadora de superficies
téricas 20
8 Herramientas tipicas para la
generacién de superficies 22
9 Geometria de una herramienta
impregnada de diamante | 23
10 Generadoras de curvas manufacturadas
por C.M.V. 24
11 Proceso de fabricacidén de
bloques de vidrio oftdimico
por crisoles moldeo-gravedad 26
12
13
14
15
16
17
18
19
20
21
22
23
El vidrio es cortado en cuadros,
calentado en el hogar del horno
Horno para vidrio tipo tanque de
portales laterales
Horno tipo tanque regenerativo
de portales laterales
Esquema del dog house
flujo de vidrio al dosificador
de gota
Secciédn longitudinal de un
tanque con portales al fondo
Unidades de fundido
Fabricacién de bloques de vidrio
oftdimico por el método
continuo
Fabricacién de bloques de
vidrio oftdimico por el
método de crisoles-moldeo
continuo
Distribucién de la planta
piloto de Valle Verde (Ley out)
Dimensiones de los crisoles usados
en el proceso de fundicidédn de
vidrio édptico en CICESE
Diagramas de flujo para la
fabricaciédn de crisoles
30
32
33
36
42
45
48
50
52
61
63
64
24
25
26
27
28
29
30
31
32
33
Diagrama triaxial para ia
seleccién y combinacidn
de los diferentes tamaTios de
Grog y densidad deseada
Molde y nicleo de yeso utilizados
en la fabricacién de crisoles
Itinerario de guemado de crisoles
Expansién y contraccién del
crisol durante el calentamiento
a 1000 °C y enfriado a 20 °C
Expansién térmica lineal del
cuerpo del crisol entre 20 y
1000 °C después del precalentamiento
Representaciédn esquemdtica de
la formacién de la capa de arcillas
formadas en el molde debido a la
extraccién de agua por la accién
capilar del molde de yeso
Proceso de secado de fa pasta
cerdmica usada para la fabricacidén
de crisoles
Fuerzas entre un par de platos
de caolinita en suspensidén
Horno de fundicidén
Sistema para verter ei vidrio
al sofocador
66
69
72
72
714
76
77
79
84
8 6
34
35
36
37
38
39
40
41
42
43
44
45
46
Flujo de calor a través de una
pared
Propiedades y espesores de los
materiales usados en la construccidén
del horno de fundicidn
Distribucién de la temperatura
a través de las paredes del horno
de fundicidédn
Sistema de gas
Sistema de combustiédn seleccionada
Distribucién de la temperatura
y esfuerzo para una placa de
vidrio enfriada en la superficie
Variaciones de esfuerzos superficiales
adimensionales contra el tiempo
adimensional para una placa infinita
Carro sofocador
Razén de corrosién vs. temperatura
mostrada en los hornos tipo tanque
Parametros que afectan el
dimensionamiento
Horno dosificador
Corte transversal del dosificador
que indica el gradiente de temperatura
Pruebas de corrosién
96
98
100
104
105
113
111
118
120
125
126
128
130

47
48
49
50
51
52
53
34
55
56
Diferentes formas de tubos
agitadores de vidrio
Ciclo hace la formacidn de
la gota y las diferentes formas de
gota en funcidédn de la duracidn del
ciclo
Relacién entre el didmetro del
orificio y el peso de la gota
para vidrios comerciales a diferentes
temperaturas
Razén de flujo contra temperatura
para orificios de diferentes
didmetros y temperaturas medidas
con pirdédmetro dptico
Relacién entre el flujo de vidrio
contra viscosidad
Flujo de vidrio contra profundidad
de vidrio
Cambio de la forma de la gota,
variando solamente la temperatura
Influencia de las variables del
dosificador sobre la forma de la gota
Razén del movimiento del pistén -
sobre la masa de vidrio
Tubos agitadores y pistones
cerdmicos
132
133
133
135
136
136
138
138
139
141
37
58
59
60
61
62
64
65
66
67
68
69
Sistema de goteo
Piezas cerdmicas empotrables
al canal del dosificador para
controlar el flujo de vidrio
Factor de friccién f de la ecuacidn
de Fanning vs, H/DZ
Prototipo del sistema de navajas
para el corte de la gota
Prensa de moldeo
Molde para blancos de vidrio
oftdi1mico
Sistema de control de temperatura
de la gota
Ciclaje de pistén, navaja y
mesa rotatoria
Curva de viscosidad-tempratura
para vidrios del sistema
Si0,-Ca0-Na20
Curva ideal de temperatura contra
tiempo para los procesos de recocido
de vidrio
Curvas experimentales de recocido
para vidrios Crown
Aparato de doble luz con interruptor
y sistema eléctrico de punto nulo
Refractdémetro de Abbe
142
144
145
147
149
150
152
154
155
156
157
167
169
70
71
72
713
74
75
Prisizes Amici de visiédn directa
Polariscopio
Estrioscopio, sistema de inspeccidn
de estrias, Método 1 |
Estrioscopio, sistema de inspeccidn
de estrias, Método 2
Dispositivo para la inspeccién de
inclusiones
Diagrama de fases para vidrios del
sistema Si0,-Ca0-Nay0
170
172
L175
176
178
1.93

Tabla
LISTA DE TABLAS
Pdgina
Velocidades del flujo de gas
en los regeneradores 38
Minerales mds comunes por
los que son reemplazados ios
éxidos usados en la fabricacién
de vidrio déptico 53
Composicién quimica de crisoles
refractarios usados en la fabricacidédn
de vidrio éptico 67
Composicién quimica de la pasta
refractaria utilizada en el
recubrimiento interno de crisoles 70
Porosidad promedio de los crisoles
CICESE 81
Calores de fusiédn de las materias
primas utilizadas para la fabricacién
de vidrio oftdimico 90
Valores del coeficiente de transferencia
de calor (h) de superficies
Pérdidas de calor del horno
dosificador
Diferencias entre la metrologia de
vidrio oftdimico y éptico
114
129
159
10
id
12
13
14
Especificaciones usadas para
clasificar las inclusiones en vidrio
éptico
Tolerancias permitidas en el torneado
y esmerilado de cada superficie
Procedimientos alternativos para la
determinaciédn de los constituyentes
del vidrio o materias primas
Cdiculo de la tanda de materias
primas
Valores de las constantes nimericas
caracteristicas de los éxidos
para los vidrios recocidos del
Sistema Si0,-Ca0-Nay0
163
163
188
190
194

INTRODUCCION
La realizacién de este trabajo, forma parte del proyecto
de vidrio éptico que se realiza en el Centro de Investigacidén
Cientifica y de Educacién Superior de Ensenada (CICESE).
En México no existe actualmente ninguna planta de
produccién de vidrio oftdimico y los procesos utilizados en
el extranjero para este fin, no se pueden adaptar
directamente por las caracteristicas del mercado nacional.
Por otro lado no se tienen datos que permitan afirmar que ha
habido esfuerzos serios para desarrollar esta tecnologia en
México, razén por la cual CICESE a través del grupo de
materiales dpticos se ha dado a la tarea de disetiar un
proceso de fabricaciédn de bloques de vidrio oftdimico con
caracteristicas originales, cuya concepcién es objeto de esta
tesis,. En el primer capitulo se hace una descripcidédn del ojo
humano y de las -lentes usadas para corregir los defectos
visuales, incluyendo una explicaciédn de los procesos’ de
fabricacién cominmente utilizados para produccidén de bloques
oftdilmicos, En el segundo capitulo se explica a grandes
rasgos en que consiste el proceso de fabricacién de bloques
de vidrio oftdimico por el método de crisoles~moldeo continuo
y se justifica el proceso en funciédn del: mercado nacional y
los costos, En el capitulo tres se discuten cada uno de las
secciones que forman el proceso antes mencionado y se
presentan los diferentes equipos implementados que en
conjunto forman la planta piloto de Valle Verde. En el
capitulo cuatro se describe la metrologta éptica y
tolerancias en el andlisis de materias primas y formulacidn
de la tanda que se debe realizar para obtener una produccidn
normalizada de bloques oftdimicos, Finalmente a manera de
conclusién en los capitulos cinco y seis se mencionan los
avances en cada una de las dreas del proceso y_ las positias
proyecciones que puede tener el vidrio oftdimico,
FABRICACION DE BLOQUES DE VIDRIO OFTALHICO
POR EL NMETODO DESARROLLADO EN CICESE
Crisoles Cerdmicos-Moldeo Continuo
I) OPTICA DEL OJO0 HUHMANO, LENTES GFTALMICOS Y SU FAB RICACION
I,1) DESCRIPCION DE LOS DIFERENTES TIPOS DE LENTES OFTALHICOS
Como los lentes oftdimicos se utilizan para correccién
de defectos visuales, es necesario conocer el ojo humano
normal y los defectos que se pueden presentar,
OJOEUMNANO.- La éptica geométrica es bdsica para el
estudio de lentes usados en correciones de la vista y la
dptica oftdimica es la parte del tema concerniente a la
visién y al ojo. -
fin la fig. 1 -se muestra la estructura del ojo.
Exteriormente nuestro éxgano de la éA seal ves un globo mds o
menos esférico protegido por una membrana dura llamada
ES CLEROTICA,. El ojo sete” constituido por medios
transparentes sepadinded per superficies casi esféricas mds o
menos centradas Jatene un sdlo- eje. En el frente, la
esclerédtica es interrumpida y el ojo en esta zona estd
cubierta por la CORNEA que es una membrana esférica
transparente, El interior del ojo estd dividido en dos
cdmaras, separadas por of CRISTAL INO que es una iente formada
de capas superpuestas que se asemejan a la estructura de una
cebolla, cuyos indices crecen de la periferia: al centro, éste

ultimo es un nicleo mds duro, Las capas superpuestas estdn a
su vez formadas de fibras Situadas en los diversos
meridianos, Asd ; el cristalino es una lente eldstica
biconvexa accionada por los MUSCULOS CILIARES y rodeado de
una membrana muscular llamada CAPSULA, teniendo como
intermediaria a la ZONULA, La cdmara anterior al cristalino
estd llena de un Iiquido de igual indice que el agua, el
HUMOR ACUOSO, que tiene un diafragma coloreado llamado IRIS,
con un orificio de didmetro variable que puede ser de 2-8
mm,, llamado PUPILA. La cdmara posterior estd llena de una
masa gelatinosa, el HUMOR VITREO, casi del mismo indice que
el humor acuoso, La esclerdética estd recubierta
interiormente de una membrana cuya pared externa es opaca
llamada COROIDE, la cual estd abundantemente recubierta de
vasos sanguineos que se encargan de irrigar el ojo,
nutriéndolo y calentdndolo, La coroide transforma la cdmara
posterior en cdmara obscura y su ‘mee dois interior estd
tapizada por una pantalla sensible que es la RETINA. La
retina consiste de un mosaico de células sensibles a la luz,
operando sobre wun principio fotoquimico, las cuales son de
dos grupos: bastones y conos, Los conos son sensibles a
colores y son los utilizados para la visiédn diurna con una
eficiencia mdxima en 0.55 um, de longitud de onda. Los
bastones son insensibles a colores y son.los receptores para
la visién nocturna, con una eficiencia mdxima en 0.51 pm, de
longitud de onda (fig. 2)% Estos receptores son las
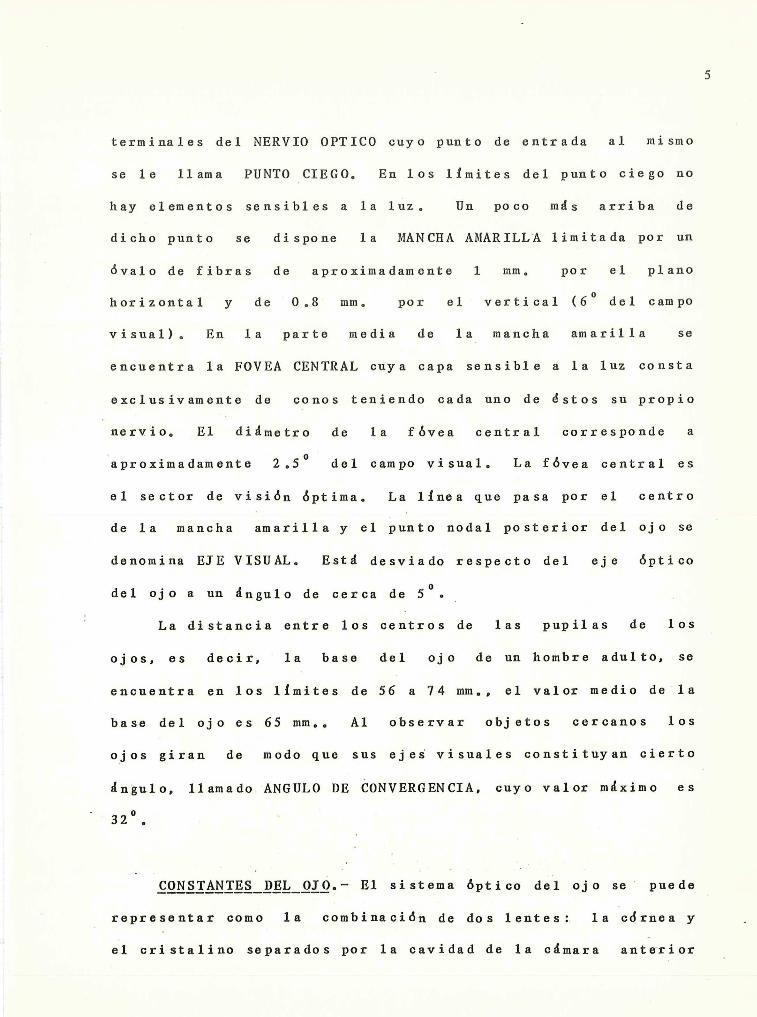
terminales del NERVIO OPTICO cuyo punto de entrada al mismo
se le llama PUNTO CIEGO. En los limites del punto ciego no
hay elementos sensibles a la luz, Un poco mds arriba de
dicho punto se dispone la MANCHA AMARILLA limitada por un
édvalo de fibras de aproximadamente 1 mm, por el plano
horizontal y de 0.8 aon, por el vertical (6° del campo
visual). En la parte media de la mancha amarilla se
encuentra la FOVEA CENTRAL cuya capa sensible a la luz consta
exclusivamente de conos teniendo cada uno de éstos su propio
nervio, El didmetro de la fdvea central corresponde a
‘aproximadamente 2.5° del campo visual. La f£dvea central es
el sector de visiédn dptima. La linea que pasa por el centro
de la mancha amarilla y el Tr nodal posterior del ojo se
denomina EJE VISUAL. Estd desviado respecto del eje déptico
del ojo a un dngulo de cerca de 5°.
La distancia entre los conknes de las pupilas de los
ojos, es decir, la base del ojo de un hombre adulto, se
encuentra en los limites de 56 a 74 mm., el valor medio de la
base del ojo es 65 mm., Al observar objetos cercanos los
ojos giran de modo que sus ejes visuales constituyan cierto
dngulo, llamado ANGULO DE CONVERGENCIA, cuyo valor mdximo es
032° 6
CONSTANTES DEL OJ0.- El sistema Sptico del ojo se puede
representar como la combinacién de dos lentes: la cdrnea y
el cristalino separados por la cavidad de la cdmara anterior

llena de humor acuoso, La superficie anterior de la cdrnea
limita con el aire, mientras que entre el cristalino y la
retina se halla el humor vitreo,
ZUNULAS
MUSCULOS CILTARtS
3 HUMOR VETKEO
|
“RETINA+ CORULDE+” ESCLEROLICA
FIG. 1.- ESTRUCTURA DEL OJO HUMANO
LUMINISCENCIA:RELATIVA
4000 5000 _ 6000 7000
KONGITUD DE ONDA A
FIG, 2.- SENSIBILIDAD A LOS COLORES EN LA VISION DIURNA
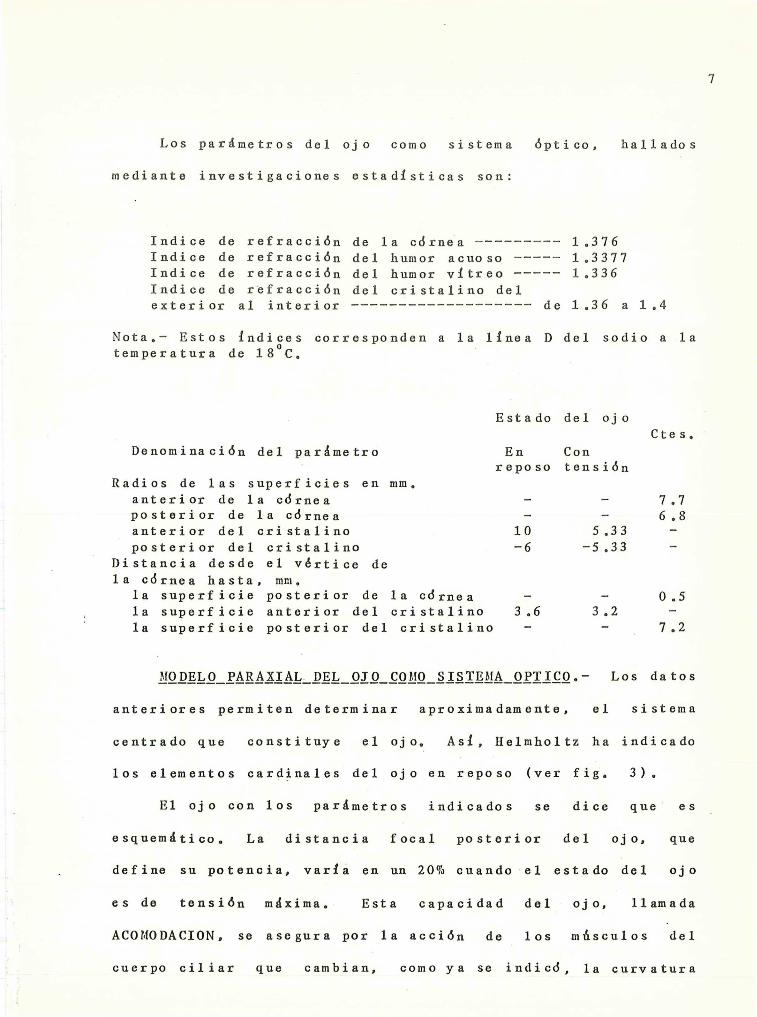
Los pardmetros del ojo como sistema 6éptico, hallados
mediante investigaciones estadisticas son:
Indice de refraccién de la cdrnea —--------- 1.376
Indice de refracciédn del humor acuoso ----- 1.3377Indice de refraccién del humor vitreo ----- 1.336
Indice de refracciédn del cristalino del
exterior al intexrdof -———---—------SSSS5Ss5 de 1.36 ail1.4
Nota.- Estos Indices corresponden a la linea D del sodio a la
temperatura de 18 C,
Estado del ojo
Cte ers:.
Denominaciédn del pardmetro En Conreposo tensidn
Radios de las superficies en mn,
anterior de la cdrnea = = Telposterior de la cérnea - - 6.8anterior del cristalino 10 3633 a
posterior del cristalino =6 =3 433 =
Distancia desde el vértice dela cédrnea hasta, mm,
la superficie posterior de la cdrnea - = 0.5
la superficie anterior del cristalino 3.6 3 si 2
la superficie posterior del cristalino - = / 7.2
MODELO PARAXIAL. DEL OJO COMO SISTEMA OPTICO.- Los datos
anteriores permiten determinar aproximadamente, el sistema
centrado que constituye el ojo. Asi, Helmholtz ha indicado
los elementos cardinales del ojo en sapien (ver fig. 3).
El ojo con los’ pardmetros indicados se dice que es
esquemadtico,. La distancia focal posterior del ojo, que
define su potencia, varia en un 20% cuando el estado del ojo
es de tensiédn mdxima, Esta capacidad del ojo, llamada
ACOMODACION, se asegura por la accién de los mitsculos ‘eid
cuerpo ciliar que cambian, como ya se indicd, la curvatura

superficial del
imdgenes de los objetos
reducen a la
cristalino, Debido a la acomodacién, las
situados a diferentes distancias se
superficie de la retina,
En Con
reposo tensidédn Ctes,.
Distancia desde el vértice de la
cérnea hasta, mm,el
el
el
el
el
el
la
la
Para
punto principal anterior 1.348 1.772 =
punto principal posterior 1.602 2.086 al
punto nodal anterior 7.078 6.533 =punto nodal posterior T2332 6.847 =
foco anterior -15.707 =12.53:97 =
foco posterior 24.387 21.016 oa
pupila de entrada 3.047 2.668 =pupila de salida 3.667 3.212 -
Distancia focal anterior, mm, -17 ..055 -14 .169 =
Distancia focal posterior, mm, 22.7 85 18.930 =
Aumento de las pupilas 0.909 0.941 -todo el sistema del ojo:
potencia dptica D 58.64 70.57 =
FIG. 3.- LOCALIZACION DE LOS PUNTOS CARDINALES
DEL OJO COMO SISTEMA OPTICO
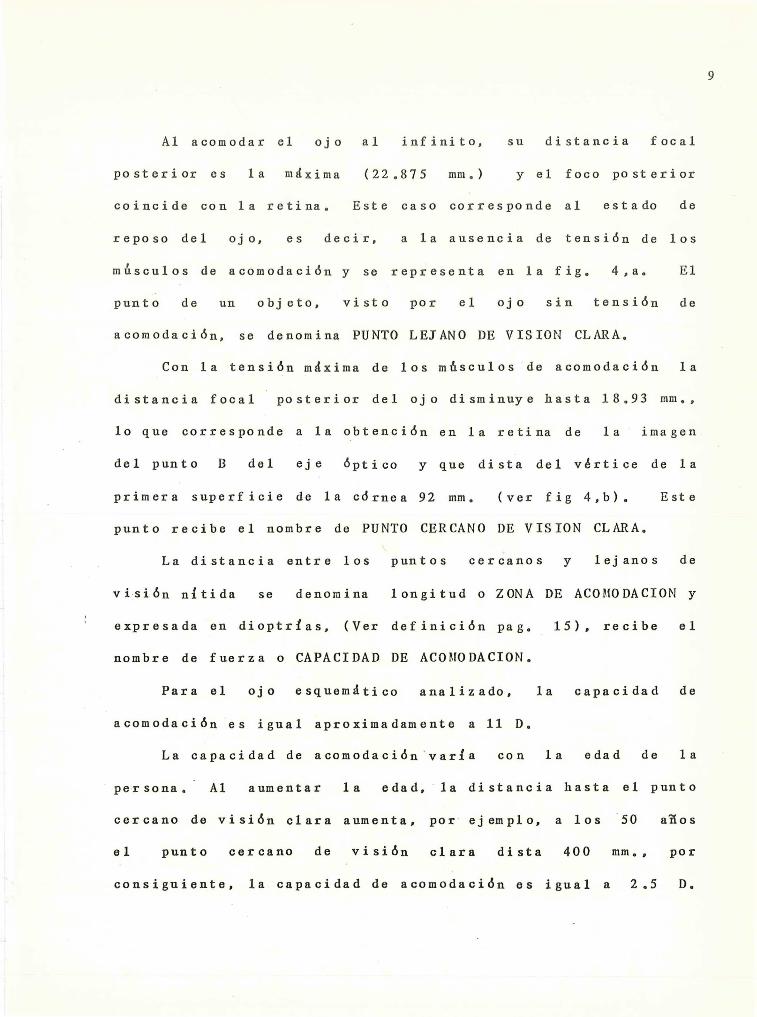
Al acomodar el ojo al infinito, su. distancia focal
posterior es la mdxima (22.875 mm,) y el foco posterior
coincide con la retina, Este caso corresponde al estado de
reposo del ojo, es decir, a la ausencia de tensidn de los
musculos de acomodacién y se representa en la fig. 458. El
punto de un objeto, visto por el ojo sin tensiédn de
acomodacién, se denomina PUNTO LEJANO DE VISION CLARA.
Con la tensién mdxima de los misculos de acomodacién la
distancia focal posterior del ojo disminuye hasta 18.93 mm,,
lo que corresponde a la obtencidn en la retina de la imagen
del punto B del eje 6éptico y que dista del vértice de la
primera superficie de la cdrnea 92 mm, (ver fig 4,b). Este
punto recibe el nombre de PUNTO CERCANO DE VISION CLARA,
La distancia entre los puntos cercanos: y lejanos de
visiédn nitida se denomina longitud o ZONA DE ACOMODACION y
expresada en dioptrias, (Ver definicidédn pag. 15), recibe el
nombre de fuerza o CAPACIDAD DE ACOMODACION.
Para el ojo esquemdtico analizado, la capacidad de
acomodacién es igual aproximadamente a 11 D,
La capacidad de acomodaciédn varia con la edad de la
persona, Al aumentar la edad, la distancia hasta el punto
cercano de visidédn clara aumenta, por ejemplo, a los 50 atios
el punto cercano de visiédn clara dista 400 mn,, por
consiguiente, la capacidad de acomodacidédn es igual a 2.5 D.

Ts
14
Fxg HH keo—————_. > EF-
\_ 57 INS 24,4
SPIT f'=22,8
_ a)el
18|
BD
[ot
=
Sy
L=SS
mr a
12,4 |" 2/ /
-x=796 | whe42| f'=18,9 X234
=9Z 6)
fe
FIG. 4.- SISTEMA OPTICO DEL OJO:
a) acomodacién para el infinito
b) para la acomodacién mdxima
Para el ojo normal con buena iluminaciédn (aprox. 50
lux), la distancia mds cdémoda para leer es de 250 a 300 mm,
y se llama DISTANCIA OPTIMA DE VISION.
El ojo tiene un dngulo grande de visidn que alcanza
125° por el plano vertical y 150° por el plano horizontal,
no obstante, sdédlo una pequetia parte de é¢ste garantiza una
imagen nitida, Esta parte se determina por la zona de la

mancha amarilla (6-8°)., La parte periférica del campo
visual se emplea para tla orientacidn, Gracias a la gran
movilidad del ojo, las imdgenes de los objetos que_ se
observan se trasladan con rapidez a la zona de la mancha
amarilla, En el transcurso de un minuto el ojo puede
advertir hasta 120 puntos de fijaciédn, cada uno de los cuales
dura 0.2-0.3 segundos,
Una de las caracteristicas fundamentales del ojo es la
AGUDEZA DE VISION con Ila que se denomina la capacidad de
distinguir pequetlos detalles de los objetos. La agudeza_ de
visién —€ se caracteriza por la magnitud inversa del Angulo
minimo Y (en minutos) con que el ojo puede distinguir por
separado dos puntos o lineas situadas muy cerca:
€=1/Y ---------- (1)
La agudeza de visiédn depende de la estructura de la
retina, de la contrastabilidad del objeto que se observa y
del fondo, del didmetro de la pupila del ojo, de los defectos
de la vista, de la iluminacién del objeto, de la composicidn
espectral de la luz y de otras circunstancias de observacidén,
Si consideramos el ojo como un sistema d$éptico perfecto
(limitado por difracciédn), el poder resolutor, o sea, la
capacidad del sistema Sptico de representar por separado dos
puntos, puede obtenerse aplicando el criterio de Rayleigh.
Sent]=1.224/d, ---------- (23
1
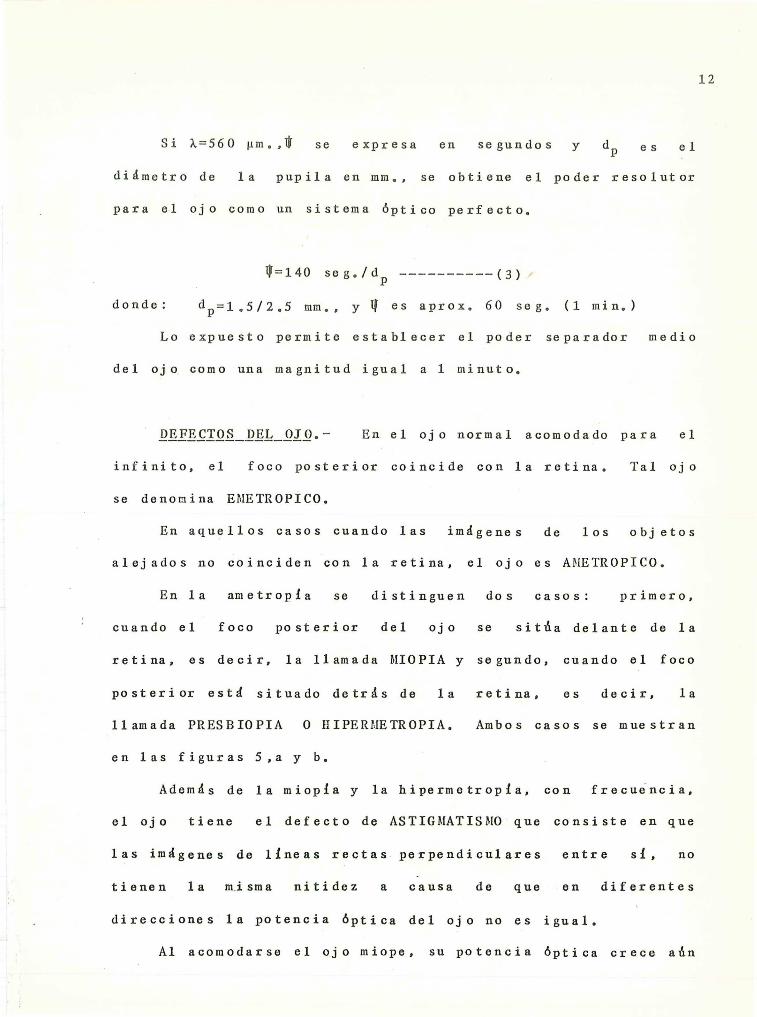
Si 4=560 um.,W se expresa en segundos” y d, es el
didmetro de la pupila en mm., se obtiene el poder resolutor
para el ojo como un sistema dptico perfecto,
¥=140 seg./d, ---------- (3)
donde: d=1 5/255 mm,, y Y es aprox, 60 seg. (1 min.)
Lo expuesto permite establecer el poder separador medio
del ojo como una magnitud igual al minuto,
DEFECTOSDELOJ0O.- En el ojo normal acomodado para el
infinito, el foco posterior coincide con la retina, Tal ojo
se denonina EMETROPICO,.
En aquellos casos cuando las imdgenes de los objetos
alejados no coinciden con la retina, el ojo es ANETROPICO.
En la ametropla se distinguen dos casos: primero,
cuando el foco posterior del ojo se sitta delante de la
retina, es decir, la llamada MIOPIA y segundo, cuando el foco
posterior estd situado detrds de la retina, es decir, la
llamada PRESBIOPIA O HIPERMETROPIA, Ambos casos se muestran
en las figuras 5,a y b.
Ademds de la miopia y la hipermetropila, con frecuencia,
el ojo tiene el defecto de ASTIGMATISMO que consiste en que
las imdgenes de lineas rectas perpendiculares entre si, no
tienen la misma nitidez a causa de que en diferentes
direcciones la potencia dptica del ojo no es igual,
Al acomodarse el ojo miope, su potencia dptica crece atn
12
13
mas, es decir, el foco posterior F’ se acerca al cristalino,
Debido a la acomodacién se pueden mirar objetos sdédlo situados
cerca,
Para disminuir la potencia Optica, al ojo miope se le
pone una lente negativa (fig, 5,c¢) cuya potencia dptica
(refraccién) lleva el foco posterior F'’ a la retina, Con
este fin su foco posterior Fy! se ubica en el punto lejano
de visién édptica D del ojo miope, La distancia desde la
lente hasta el vértice de la cdrnea es d. La distancia focal
posterior de la lente:
fyte aytie =eaLa ametropifa (miopia e hipermetropifa) se expresa en
dioptrfas como la magnitud inversa a la distancia an.
Ap= 1000/ap, moosaan (5)
(para el ojo hipermétrope el punto lejano de visidédn dptica se
halla tras la retina, an es positiva).
Expresando en la férmula (4), la refraccién en dioptrias
y aplicando la expresiédn (5), tenemos que:
fils aptd,
f£)'= 1000/Aptd,
D= 1000/f,'= [1000]/[(1000/Ap) +4],
multiplicando cada miembro por Ayn/1000 tenemos:
D=[(Ap/1000)1000]/[ (1000/Ap) (Ap/1000)+d(Ap/1000)]
D=({Apn]/[1+(Ap/1000)d] --------- (6)
Del mismo modo se calcula la refraccién de una lente
positiva que corrige la hipermetropfa (fig. 5,d).

De la fdrmula (6) se desprende que la refraccién D de la
lente corregidora no es igual a la ametropila Ay del ojo, lo
que hace falta tener en cuenta al prescribir los lentes, Al
emplear lentes de contacto d~ 0, por consiguiente, D=An.
Para corregir el ojo astigmdtico, la lente deberd tener
diferente refraccién en las secciones meridionales
perpendiculares entre si, es decir, debe estar limitada por
superficies téricas 0 cilindricas,
FIG. 5.- DEFECTOS DEL OJO Y SU CORRECCION:
a) miopila, b) hipermetropla
c) compesaciédn de la miopia
d) compensacidn de la hipermetropia
14
15
El enturbiamiento del cristalino exige a menudo Ila
ablacién operatoria de éste, El ojo, privado del cristalino
se denomina afaquiado, Es natural que la potencia dptica del
ojo afaquiado disminuya bruscamente, para compensarla se usan
lentes de +10-+11D y para el trabajo con objetos cercanos son
necesarias lentes de +13-+14D.
TIPOSDELENTES.- Los lentes estdn agrupados en dos
tipos principales: visiédn simple y multifocales,
La manufactura en masa ofrece una mejor calidad dia con
dia de Lentes acabados o parcialmente acabados. El ntmero de
variables en un par de lentes terminados puede correr dentro
de algunos cientos de millones, Afortunadamente un alto
porcentaje de prescripciones de visién simple pueden ser
obtenidas en un rango amplio,
El estdndar internacional de potencia es la dioptria
(D). La potencia de una lente en dioptrias es el reciproco
de su) Longitud focal en metros, Este Sistema es muy
conveniente porque la potencia de una combinacién de lentes
es obtenida por la suma de las potencias de cada superficie.
El radio de la curvatura requerido para producir las
curvas didptricas se obtiene usando la férmula:
r=(N-1)/D, SSSSees (7)
donde: r=radio de curvatura,
N=4indice de refraccién del vidrio,
D=Potencia en dioptrias,
Las lentes de visidédn simple caen dentro de dos grupos
distintos: meniscos y téricas, La mayoria de los
productores almacenan lentes meniscos con potencia entre
-8.00D y+7.00D con intervalos en el maquinado de 0.25D, lo
gue implica alrededor de 60 tipos diferentes, La combinacidn
de lentes tédricas hasta cilindricas, llega hasta 4D, con
incrementos de 0.25D, lo cual hace que incluyendo ambos
grupos se tengan alrededor de 60X16=960 elementos de potencia
diferente,. También se requieren otros 100 tipos de lentes
parcialmente acabados para prescripciones especiales, Un
considerable porcentaje de este rango también es requerido en
giguned vidzias de color, Los lentes multifocales usualmente
se construyen de una pieza o fundidos, Estos tienen un gran
nimero de variaciones en cada grupo e incluso en formas mds
complicadas se combinan ambas técnicas, por lo cual el nimero
de posibles combina piones es muy amplia, Sin embargo existen
formas bdsicas para lograr los requerimientos de potencia en
las diferentes dreas (normalmente arriba de 4D).
Generalmente, la produccidn en masa de bifocales se
suministra en formas semi-terminadas para pulir la superficie
no trabajada y lograr los requerimientos de la prescripcidén,
16

I.2) FABRICACION DE LENTES OFTALMICOS EN SERIE A PARTIR DE
BLOQUES OFTALMICOS
A partir de 1950 se han realizado considerables avances
tecnolégicos tanto en mdquinas como en métodos, herramientas
y abrasivos, lo cual ha reducido enormemente los tiempos. de
produccién de lentes oftdlmicos,
Los nuevos tipos de mdquinas con un alto grado de
automatizacién han eliminado la necesidad de operarios
altamente calificados en los procesos manuales, asi como el
trabajo rutinario,
Aunque en México subsisten una multitud de pequetios
talleres, donde se trabajan manualmente los lentes, la
tendencia es a centralizar la produccién fuera de é¢stos, Los
productores en serie de lentes semi-terminados producen lotes
de lentes’ de todas especificaciones, Los laboratorios
pequetlos compran estos lentes semi-terminados y les dan un
ultimo toque para entregarlos a sus clientes, reduciendo asi
el tiempo de entrega a s6lo una hora, Esto es posible
LT
gracias a que existen ahora procesos que terminan un par de
lentes en pocos minutos en comparacién con mds de 10 horas
que tomaba el proceso manual, Las nuevas técnicas consisten
sobre todo en: Generacién de superficies a partir de
herramientas anet geen impregnadas de diamante, pulidoras a
base de pldsticos, flujo continuo de abrasivos asi como
presiones y velocidades mucho mayores,

Existen cinco operaciones para formar un lente oftdimico
a partir de bloques de vidrio oftdimico:
a) Fijacién de los bloques
b) Generacién de curvas o esmerilado grueso
c) Suavizado o esmerilado. fino
d) Pulido
e) Centrado y contorneado
GENERACION EN SERIE DE SUPERFICIES ESFERICAS Y TORICAS~
Como se especificd anteriormente, los bloques de vidrio
oftdimico han sido moldeados de tal forma que sus superficies
cubren un rango de aproximadamente 100 clases, La primera
superficie generalente es convexa y la segunda cdncava. La
mayoria de los bloques son de base 6D 6 6.5D. Para obtener
alguna de las 1000 posibilidades de lentes a que normalmente
se destinan estos’ bloques, primero se genera la superficie
térica, o si se trata de un menisco, la superficie convexa.
Una vez terminada esta fase’ se procede a obtener Ila
superficie cdncava.
* Las lentes téricas son también conocidas como lentes
esfero-cilindricas, con curvaturas esféricas positivas o
ne gativas,
18
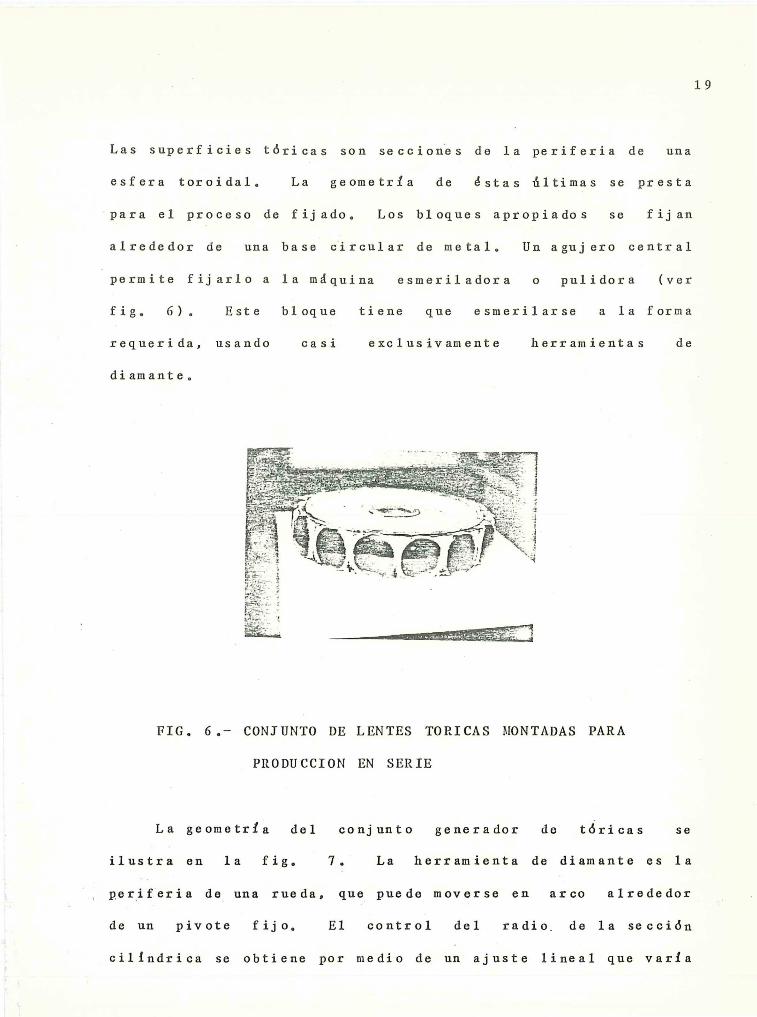
Las superficies tédricas son secciones de la periferia de una
esfera toroidal, La geometria de éstas tltimas se presta
para el proceso de fijado. Los bloques apropiados se fijan
alrededor de una base circular de metal, Un agujero central
permite fijarlo a la mdquina esmeriladora o pulidora (ver
fig. 6). Este bloque tiene que esmerilarse a la forma
requerida, usando casi exclusivamente herramientas de
diamante,
FIG. 6.- CONJUNTO DE LENTES TORICAS MONTADAS PARA
PRODUCCION EN SERIE
La geometria del conjunto generador de téricas se
ilustra en la fig. 7. La herramienta de diamante es la
next feris de una rueda, que puede moverse en arco alrededor
de un pivote fijo, El control del radio de la seccién
cilindrica se obtiene por medio de un ajuste lineal que varia
19
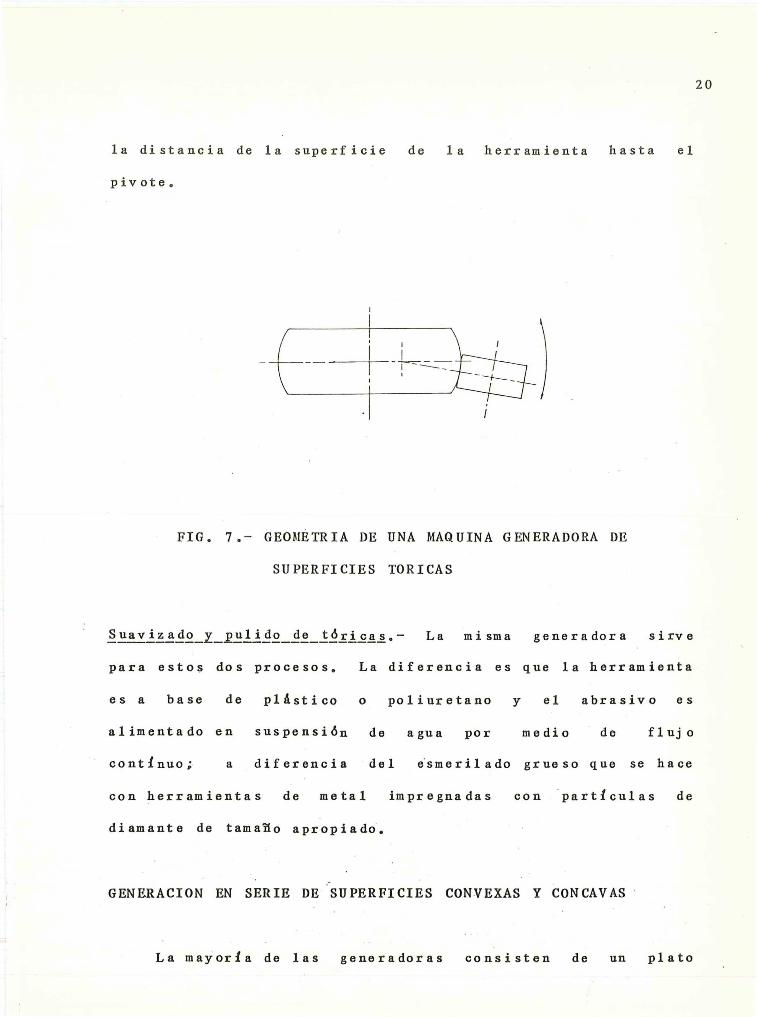
la distancia de la superficie de la herramienta hasta el
pivote,
FIG. 7.- GEOMETRIA DE UNA MAQUINA GENERADORA DE
SUPERFICIES TORICAS
Suavizado y pulido de téricas.- La misma generadora sirve
para estos dos procesos, La diferencia es que la herramienta
es a base de pldstico o poliuretano y el abrasivo es
alimentado en suspensidn de agua por medio de flujo
continuo; a diferencia del esmerilado grueso que se hace
con herramientas de metal impregnadas con particulas de
diamante de tamatlo apropiado,
GENERACION EN SERIE DE SUPERFICIES CONVEXAS Y CONCAVAS
La mayorfa de las’ generadoras consisten de un plato
20
giratorio con estaciones que transporta los bloques de vidrio
oftdimico hasta 1a herramienta que generalmente es un anillo
de metal impregnado de diamante que gira a alta velocidad
(hasta 5000 rpm). La base portable también gira a baja
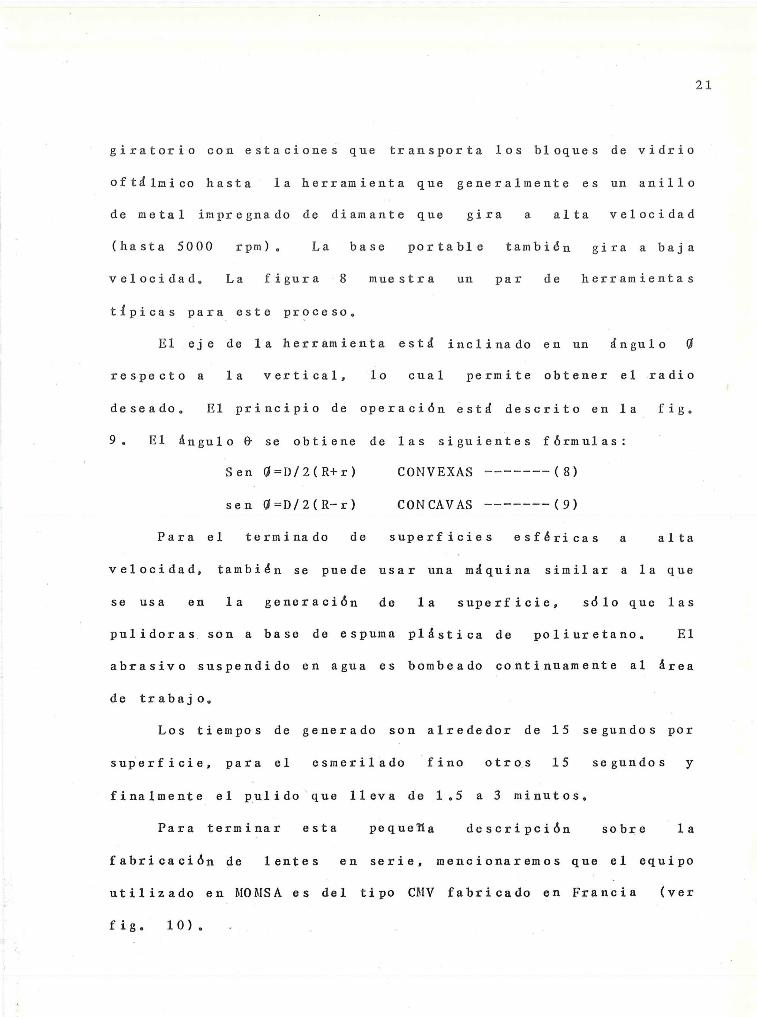
velocidad, La figura 8 muestra un par de herramientas
tipicas para este proceso,
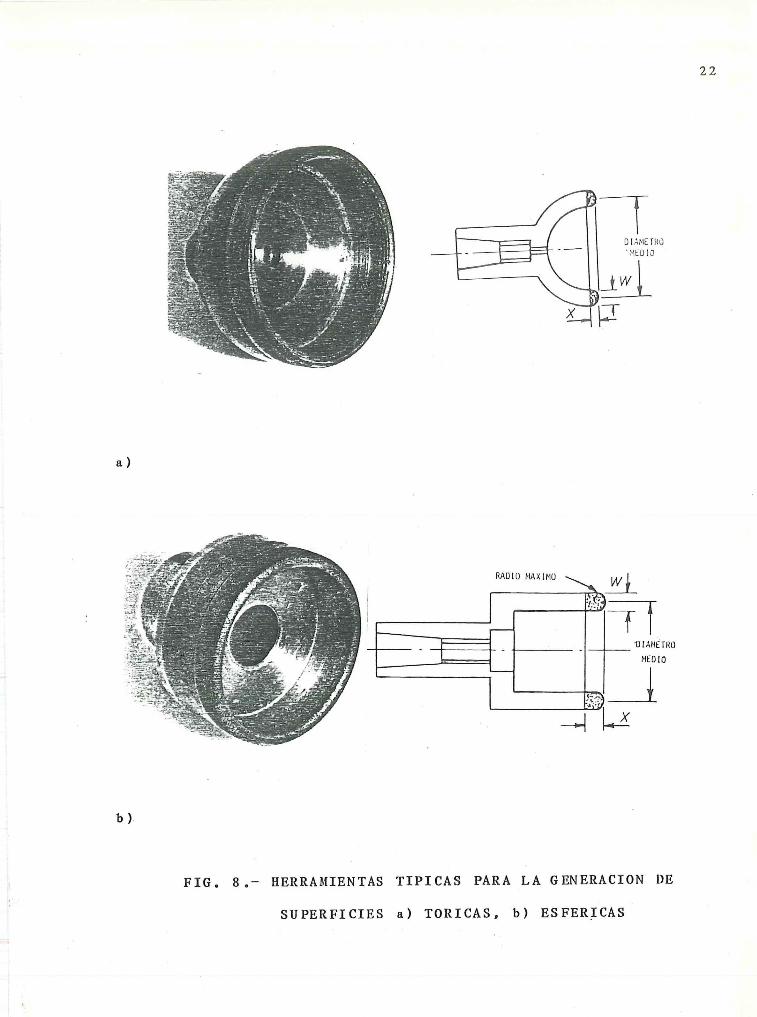
El eje de la herramienta estd inclinado en un dngulo g@
respecto a la vertical, lo cual permite obtener el radio
deseado, El principio de operaciédn estd descrito en la fig.
9. El dngulo @© se obtiene de las siguientes fdérmulas:
Sen $=D/2(Rtr) CONVEXAS ---~---- (8)
sen Q=D/2(R-r) CONCAVAS ------- (9)
Para el terminado de superficies esféricas a alta
velocidad, también se puede usar una mdquina similar a la que
se usa en la generaciédn de la superficie, sdlo que las
pulidoras son a base de espuma plastica de poliuretano, El
abrasivo suspendido en agua es bombeado continuamente al 4rea
de trabajo.
Los tiempos de generado son alrededor de 15 segundos por
superficie, para el esmerilado fino otros 15 segundos y
finalmente el pulido que lleva de 1.5 a 3 minutos,
Para terminar esta pequetia descripcidén sobre la
fabricacidédn de lentes en serie, mencionaremos que el equipo
utilizado en MOMSA es del tipo CMV fabricado en Francia (ver
fig. 10).
2d
22
DLAMETRO“MEDIO
W
a)
RADIO MAXIMO
iFt
DIAMETRO
MEDIO
31x|
b)
FIG. 8.- HERRAMIENTAS TIPICAS PARA LA GENERACION DE
SUPERFICIES a) TORICAS, b) ESFERICAS
O2
_ r sing cos¢F
rcos¢
’
ro8 $
oOr- 5 cos 5 >
R
CUNVEXA®
-
yY
}+—— x|
CUHCAVA -
r sing cos $
x
FIG. 9.- GEOMETRIA DE UNA HERRAMIENTA IMPREGNADA DE DIAMANTE
2.3
POR C.M. Vv.
FIG, 10.7 GENERADORAS DE CURVAS MANUFACTURADA
f
yonne380Cee
ememne
tetnm
genettare
rtBrthreat
24
I.3) FABRICACION DE BLOQUES DE VIDRIO OFTALNICO
La fabricacién de bloques de vidrio oftdimico se
realiza principalmente por dos métodos:
1) METODO DE CRISOLES.- CORTE-HOLDEADO POR GRAVEDAD
2) METODO CONTINUO.- TANQUE-CONDICIONADOR-ALIMENTADOR
-DOSTFICADOR,.
Las diferencias fundamentales entre estos métodos
estriba en el proceso de fundido del vidrio y en la forma de
moldeado de las piezas, El proceso de fundido del vidrio
varia con respecto al producto que se quiera manufacturar,.
Los requerimientos de homogeneidad y las especificaciones de
los vidrios dpticos son mds estrictas que las de los vidrios
comerciales (botellas, ventanas, vasos, etc.). El tipo de
fundido y la forma de moldeado se seleccionan de acuerdo a la
homogeneidad requerida y a la cantidad de vidrio que se
quiera producir,
1) METODO DE_CRISOLES
En la fig. 11 se muestra el proceso de fabricacidn de
bloques de vidrio oftdimico por el método de crisoles
corte-moldeado por gravedad, Este método es ampliamente
usado cuando los requerimientos de produccidédn oscilan entre
25

26
@vativa
Yourwoa
200 y 500 Kg diarios de vidrio, Generalmente los hornos de
fundiciédn tienen forma rectangular con un sistema de
calentamiento indirecto por radiacidn, Estos hornos poseen
algunas veces de 2 a 20 compartimientos independientes en
donde puede colocarse en cada uno de ellos crisoles con
diferentes tipos de vidrio,
Los crisoles pueden ser de dos tipos:
a) Crisoles abiertos,- Utilizados en el fundido de cristales
y vidrio de color. En este tipo de
crisoles se requiere sumo cuidado del
sistema de combustién para mantener el
porcentaje de sulfuros en la cantidad
minima.
b) Crisoles cerrados,- Poseen la ventaja de estar menos
expuestos a contaminantes externos
como partficulas de la combustidén o
particulas desprendidas de las paredes
y bédveda del horno,
Cuando en la produccién de vidrio déptico se emplean
crisoles, éstos pueden usarse de dos formas:
Primero.- Que el crisol utilizado en el proceso de
fundicidén sea enfriado (controlando el descenso de
temperatura) para po steriormente quebrarse y seleccionar las
piezas de vidrio obtenidas, En este paso se aprovecha
aproximadamente un 60% del vidrio, el resto es desprendido de
27

las paredes y fondo del crisol para pulverizarlo y usarlo
como Cullet, La selecciédn de piezas de vidrio se realiza
sumergiendo éstas en un Liquido de indice de refraccién
parecido al del vidrio para observar cualitativamente las
estrias, burbujas e incrustaciones presentes, Las piezas con
menos defectos se colocan en moldes cerdmicos y se introducen
al horno de moldeo, que alcanza la temperatura de
ablandamiento del vidrio (unos 900°C) y se lieve a cabo el
moldeo por gravedad, Las dimensiones de las piezas obtenidas
dependen de la cantidad de vidrio depositado en los moldes-” y
de las medidas de éstos, Una vez moldeado el vidrio, el
horno es lentamente enfriado hasta la temperatura de recocido
(aprox, 530°C), para liberar esfuerzos y estrias generadas
durante la fundiciédn y moldeo,
Segundo.- Que una vez terminado el proceso de fundicién,
el vidrio a temperatura liquida (aprox. 1100°C) contenido
- el crisol, se vierte a un recipiente cerdmico grande para
que se lleve a cabo el moldeado_ por gravedad, El molde
cerdmico pasa directamente al pees de recocido, obteniéndose
posteriormente la muestra de vidrio, La ventaja de este
proceso es que existe un mayor aprovechamiento del calor,
aumentando la eficiencia de produccién, ya que en cuanto el
crisol es vaciado, es nuevamente introducido al horno para
una nueva corrida de fundiciédn,
Las placas de vidrio obtenidas en cualquiera de los’ dos
casos anteriores son sometidas a inspeccién, Si las muestras
28
son satisfactorias, se marcan cuidadosamente para cortarse a
un tamatlo uniforme, tal que al moldearse sédlo provoquen
variaciones de la pieza de +0.2 mm, de espesor, Sin embargo
cuando se cortan en la sierra (punta de diamante), se generan
variaciones en las dimensiones de las placas, las cuales
pueden igualarse en peso cortdndoles las esquinas, El
trabajo de moldeo puede hacerse en una serie de unidades
separadas, las cuales consisten de una cadena tipo ‘banda’,
con uno o dos hornos de moldeo construidos en los extremos,
A un costado de la banda, enfrente del operador, estd un
horno de calentamiento rotatorio usado para trabajos de
moldeo grandes (piezas hasta de 3 pies de didmetro), Los
moldes son colocados sobre un eje central vertical y son
calentados periféricamente por una serie de sopletes de gas.
La pluma o pistén usado para prensar, estd colocada enfrente
del horno, sosteniéndose de su estructura, su desplazamiento
puede controlarse neumdticamente, hidrdulicamente 6 por un
pedal, El operador apila las piezas cortadas de vidrio a un
lado del horno y éstas son acomodadas manualmente con unas
tijeras metdlicas sobre el molde, el cual se introduce al
hogar del horno para fundir la placa de vidrio, Cuando el
vidrio alcanza la temperatura de trabajo, el molde es
empotrado manualmente abajo del pistén y éste es accionado,
llevdndose a a el remoldeado del vidrio, La pieza formada
(blanco) es transportada con las tijeras en un canal que
desemboca en la entrada del horno de recocido (ver. fig. “D2y
29
En mucho casos, a la salida del horno de recocido, las piezas
se introducen a un horno de enfriamiento donde se someten por
espacio de 1:30 hrs, a temperaturas de 100 a 200°C con la
finalidad de prevenir fracturas que aumenten el rechazo de
piezas por el departamento de control de calidad’, Los
bloques oftdimicos rechazados son utilizados como cullet en
el horno de fundiciédn y los demds son pasados a
almacenamiento,
FIG. 12.- EL vidrio es cortado en cuadros, calentado en el
hogar del horno, golpeado ligeramente en forma
circular con las tijeras cubiertas de asbesto y
posteriormente moldeado en una_ prensa hidratflica
para formar lentes,
* Las normas de control de calidad del vidrio oftdlmico se
discuten en una seccidédn posterior.
30

El método continuo para la produccidédn de bloques de
vidrio oftdimico es ampliamente utilizado cuando los
requerimientos de produccién son muy elevados, Sin embargo
los hornos tanque han sufrido modificaciones para
acondicionarlos a producciones mds pequefias, debido a lo cual
para hacer una revisiédn del método continuo, los hornos
podemos dividirlos en tres tipos:
a) Horno tipo tanque (portales laterales y portales al
fondo)
b) Hornos tipo tanque intermitentes (day tanks)
c) Unidades de fundido
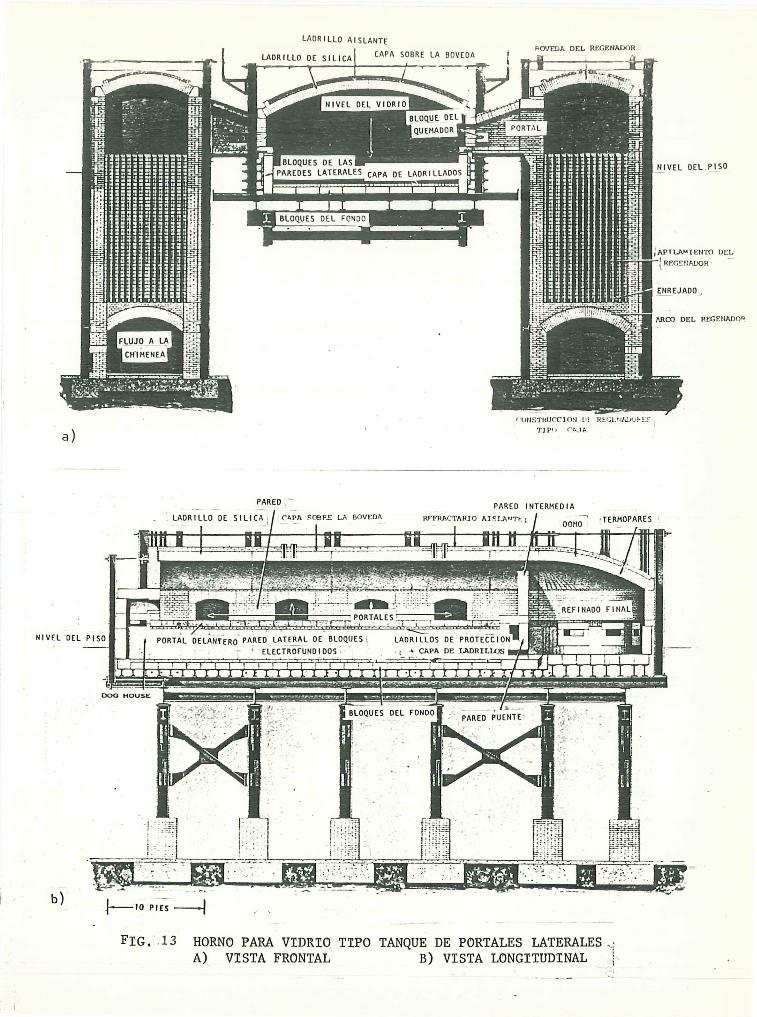
a) HORNOS TIPO TANQUE
a.1) PORTALES LATERALES (SIDE PORT).- Este tipo de hornos
se muestran en las figs, 13 y 14. Constan de las
Siguientes partes:
Gasdgeno
Area de fundido
Seccién de alimentaciédn de materias primas ('dog
house’)
Regeneradores
Chimenea
Area dé 2efinacidn
Conductos acondicionadores (forehearts)
Alimentadores (feeders)
34
LADRILLO AISLANTEROVEDA DEL REGENADOR
LADRILLO DE StLica| CAPA SOBRE LA BOVEDA
vy FitA 5
NIVEL DEL VIDRIO
BLOQUE DELQUEMADOR PORTAL
BLOQUES DE LAS N PISOPAREDES LATERALES capa DE LADRILLADOS NIVEL DEL PI
BLOQUES DEL FONDO
|APTLAMTENTO DEL{REGENADOR:
ENREJADO ,
ARCO DEL REGENADO®
FLUJO A LA
CHIMENEA
CONSTRUCCION bY REGLMADOPRES
"I TIPO) CRIA
a)
PARED PARED INTERMEDIA
“ LADRILLO DE SILICA| CAPA SCBPE LA BOVEDA RFFRACTARIO AISLANTE ; pono‘ TERMOPARES
POTTSpt Tae
NIVEL ‘DEL PISO PORTAL DELANTERO PARED LATERAL DE BLOQUES| LADRILLOS DE PROTECCION: : ~ + ELECTROFUNDIDOS |v, & CAPA DE LADRILLOSees
FIG, 13 HORNO PARA VIDRIO TIPO TANQUE DE PORTALES LATERALES.;A) VISTA FRONTAL B) VISTA LONGITUDINAL

n\ AST 3k da nwt ome
a) Vista generalHORNO TIPO TANQUE REGENERATIVO DE PORTALES LATERALESFig. 14
inverside
valvula
Para la:
aire
on
OE GAS”
INVERSION
CAMARA
REGENERADORADE AIRE
PARA LA
PARED PUFNTE
CONECCION A(LOS CANALES!
VALVULA °
GARGANTA
et
1em
4o>
a6gcam
AREA DE FUNDIDO
reo-e-
'
weeonewont
HORNO DETRABAJADO FINAL
\\
‘
REGENERAOOR |
a)
BU
He
LAL
CHA
Rann
Wort
vial
Sr
SOR
FAROA SR
()F
ARABSRENAE
ELEY
aNAARARO
CE
%Va“a,
=Wiles 7
ihyP
HhHr
MHVANS
()i)
|
MS
)i
WAoN
xaE
ah
TONY
EARTHEN
My
WAARA \\
\\AA
ALS
aSy
SANNA
atA
at
iaWA
eR!
Arh)KALA
AAAS
RENAERRA
PAAAARQS
\We
Ct
RCA|RR
ATE|ASRA
NNYiN
YYSAR x
AE
Narnnn
aAY
\\
ea
RRS
\YR
YXA
——
hWARY
Aha
Ti
ThaiHe
ieS
YM
SiteHX
Ley
{LasrfW
AY
AANAA A RR
—————
TAARRARERT
REARSAARY
ON
TATAAR
ARREARS
AAR
QE
TSS

El nombre de esta secciédn proviene de cuando el
combustible utilizado era sédélido (carbdén), El gasdgeno
consistia de un hogar de combustidén lenta cuya funcidn era
convertir el combustible sdédlido a combustible gaseoso bajo la
accién de aire aspirado o soplado continuamente, Sin embargo
hoy en dfa el gas natural ha sustituifdo en gran manera al
combustible sédélido, por lo cual, actualmente se poseen
tanques de almacenamiento de alta presiédén,
AREA DE FUNDICION
Es la seccién del horno donde se efecttian todas. las
reacciones de las materias primas alimentadas para formar el
vidrio y es ademds donde se desarrolla toda la combustién,.
La temperatura dptima de fundicidn es de aproximadamente
1600°C, el sistema de quemadores estd colocado arriba del
nivel del vidrio, teniendo una salida enfrente (portales)
para ee de combustidén, Para mantener un calentamineto
homogéneo en esta drea, el flujo de tla combustidédn es
alternada & sea, dependiendo de la superficie del horno, la
direccién de la combustiédn en invertida cada 20 4 30 minutos
para mantener los regeneradores calientes,
El drea de fundicidédndebe ser disefliada sobre la base de
5 pies’/ton | de vidrio, La profundidad del _vidrio
recomendada varia de 24 a 36 pulgadas para vidrios CROWN y de
42 a 48 pulgadas para vidrio FLINT. La capacidad de estos
34
tanques es de 90-300 tons. diarias y el volumen de esta
secciédn varia de 100-300m’, recomenddndose que la altura de
la superficie del vidrio a la bédveda sea al menos tres veces
la profundidad del vidrio, con la finalidad de mantener una
presiédn de combustidn adecuada (~ 0,03 pulgadas Hy0), la
cual se mide 2 pulgadas arriba del nivel del vidrio,
El espesor de las paredes y del fondo se recomienda_ sea
al menos de 12 pulgadas de ancho para que las pérdidas de
calor no sean muy altas, Los materiales refractarios
comtinmente usados en esta seccidédn, que estdn en contacto
directo con el vidrio, son refractarios del sistema
Aly 03-Zr2 0-Si0, é refractarios electrofundidos
de alta alumina (aAl1,03, a,BA1203).
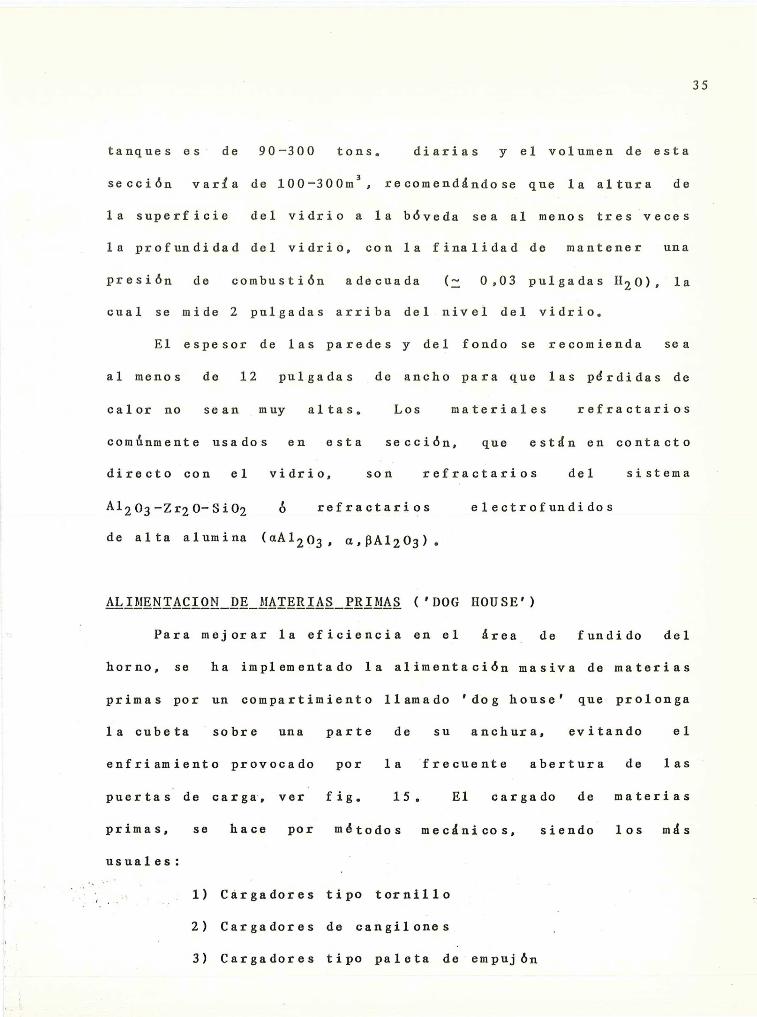
ALIMENTACION DE MATERIAS PRIMAS (‘DOG HOUSE’)
Para mejorar la eficiencia en el adrea de fundido del
horno, se ha implementado la alimentaciédn masiva de materias
primas por un compartimiento llamado ‘dog house’ que prolonga
la cubeta sobre una parte de su. anchura, evitando el
enfriamiento provocado por la frecuente abertura de las
puertasde carga, ver fig. 15, El cargado de materias
primas, se hace por métodos mecdnicos, siendo los mds
usuales:
1) Cargadores tipo tornillo
2) Cargadores de cangilones
3) Cargadores tipo paleta de empujén
SID
36
FIG. 15.- Esquema del ‘dog house’-~ A» compartimiento de
trabajo; B, compartimiento de afinado; C,
barrera; D, compartimiento "dog house’.
REG ENERADORES
Los gases de combustidén, a la salida de la seccidn
de fundido, van a parar a los aparatos de recuperacidén
llamados regeneradores,. La parte principal de los
regeneradores son cdmaras donde existe un apilamiento de
ladrillos (ckeckers), oapaces de acumular las calorias
contenidas en los gases de combustidén, para transferirselas
al) aire y al gas, después de una inversiédn de corriente,
Después del apilamiento los regeneradores contintan hasta los
aparatos’ de inversién, que forman el limite entre las
corrientes de gas continuas y las corrientes de gas
periéddicamente invertidas.
El tipo de tanques de portales Ilaterales (side port)
poseen regeneradores tipo caja, cuya ventaja es su mayor
"ckeckers’, Teniendo alrededor de 8 a 9 pies’ deespacio. de
apilamiento (ckeckers) por pie’ del drea de fundido, por lo
cual, la altura de estos apilamientos es de 16-21 pies, El
peso de estos apilamientos debe ser soportado por arcos de 9
a 10.5 pies de altura,
El tipo de Mladrillos comtnmente usados para la
construccién de los ‘'ckeckers’ son refractarios bdsicos,
resistentes a la corrosiédn de los humos, En la_ parte
inferior de los apilamientos se acostumbra usar ladrillo de
magnesita (cdéddigo 33B), en la parte media se utilizan
ladrillos de Spinell-bonded (cddigo 33A) y la parte superior
ladrillo de alto MgO (cdéddigo 32A,B).
Las dimensiones de los ladrillos utilizados para la
construccién de los ckeckers son de 9 X 41/2 X 21/2 puigs.,
teniendo un drea de calentamiento en general de 3.2 a 5.7
pies’ /pies’ de ckeckers y un espacio libre de 31-72%.
Las velocidades de los gases en el interior de los
ckeckers varfa de acuerdo a la posicidén, los valores tipicos
se muestran en la Tabla l.
Los regeneradores son deteriorados por la accidén
* Céddigos de acuerdo a la clasificacién hecha en la tabla 3,
pag. 422, Tooley I...
37

corrosiva de los gases de combustiédn y tienen que ser
reparados cada 10 618 meses, dependiendo del tipo de vidrio
que se trabaje en el tanque y del combustible utilizado.
Lbs Mol/Hrs-pie’
Flujo sobre los ckeckers -7---~------~--— 25
Salida del regenerador SSSSeeees 32
Flujo al regresar la vdlvula -------- 43
Flujo de la vdlvula a la chimenea -—--- 43
Abriendo la base de la chimenea -~~-~-~— 36
Parte superior de la chimenea -~~-~-~-~-- 56
TABLA 1.- Velocidades del flujo de gas en los regeneradores
Las chimeneas algunas veces pueden poseer ventiladores o
aspiradores, es decir, pueden ser de tiro inducido o de tiro
forzado, Estas estdn limitadas por un MIlado, por los
registros de inversién y por el otro por ia seccién de escape
de la chimenea a la atmédsfera, Generalmente estdn contruidas
de ladrillos bdsicos de magnesita,.
AREA DE REFINACION
La funciédn del Area de refinaciédn es acondicionar al
vidrio a la temperatura de trabajo (aprox, 1300°C), en esta
secciédn no .ocurren reacciones quimicas a diferencia del drea
38

de fundido, La secciédn de fundido y de refinaciédn estdn
separadas por una pared puente con una garganta central. El
calentamiento de esta seccidédn es generalmente por radiacidn
del drea de fundido,
Las dimensiones tipicas de esta secciédn oscilan entre 12
por 18 pies y 12 por 24 pies con un drea de refinamiento de
aproximadamente 1,60 pie’ /ton de vidrio con variaciones de
1.2 a 1.8 pie’/ton de vidrio, Para los vidrios
borosilicatados no es recomendable un exceso en el Area de
refinamiento por la tendencia de estos a devitrificarse en la
superficie, La profundidad prdctica del refinador es la del
4drea de fundido, ya que de esta capa se selecciona el vidrio
que se va a alimentar a los’ canales (forehearts) que
comunican con el dosificador,
Las gargantas que funcionan como vdlvulas, espumadores y
enfziadores, son simi .cres a las entradas de los canales
(forehearts), que trabajen adecuadamente es dificil lograrlo
si el diseflo de la garganta y la entrada a los canales no es
adecuada, de ahi que muchos procesos, separan completamente
el refinador de la seccién de fundido y logran el
acondicionamiento por gquemadores adicionales; a diferencia
del calentamiento por sradiaciédn en los tanques continuos
convencionales,
Los materiales comunmente utilizados para la
construccién de las gargantas son los siguientes:
Refractarios de alta alumina
399
Refractarios de sillimanita (Mullite)
Electrofundido de alumina
Refractario de Zirconia
Las dimensiones tipicas de la garganta son:
12 pulgs. altura X 12 pulgs. de ancho
6 pulgs,. altura X 12 pulgs. de ancho
24 pulgs, altura X 24 pulgs., de ancho
El material del que estd contruido el refinador es un
refractario resistente a los ataques de vapores, aunque es un
drea de baja temperatura y generalmente separada del Area de
fundiciédn, estos vapores estdn presentes,. Los refractarios
mds comuinmente usados son: refractarios de alumina , de
zirconia y de silica. En esta regiédn no es muy importante la
resistencia al choque térmico ya que es térmicamente estable.
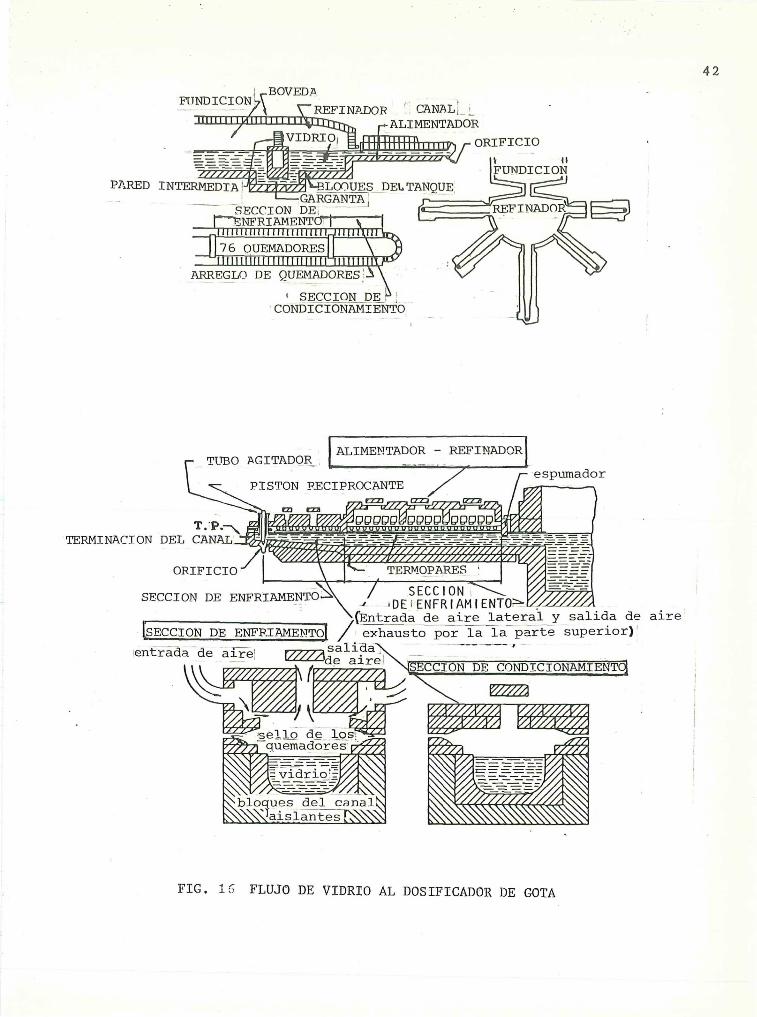
CONDUCTOS ACONDICIONADORES (FOREHEART)
Estos conductos 6 canales comunican la seccidn de
refinamiento con los alimentadores (feeders), ver la fig.
16. Estos canales generalmente son construidos de una sola
pieza en forma de 'U' de algtin material refractario aislado,
Los materiales tipicos usados para su. construccidédn son
refractarios electrofundidos del tipo a,f alumina y
zirconia-~alumina-silica. Para los vidrios borosilicatados el
material recomendable es zirconio’ denso, debido a que se
generan vapores corrosivos de borato de sodio, A excepcidén
40
de este tipo de vidrio, los efectos corrosivos son minimos,
ya que la temperatura del vidrio es realmente baja (1100°C).
La estructura estd equipada de una multiplicidad de
quemadores y un Sistema de enfriamiento de aire (ver fig.
16). Esta estructura es diviaide en dos secciones, una para
cambiar la temperatura a la que llega el vidrio conocida como
"seccién de enfriado'’ y la otra es una seccidn para igualar
"secciédn dela temperatura del vidrio, conocida como
acondicionamiento’,
Las dimensiones tipicas de estos canales son de 12 a 16
pies de largo por 16 a 26 pulgadas de ancho, con una
profundidad de 7 a 10 pulgadas, Generalmente la secciédn de
enfriamiento es de aproximadamente 10 pies y la de
acondicionamiento de 4 pies, Todo el canal posee alrededor
de 76 quemadores, los cuales pueden generar de 400,000 a
800,000 Btu/Hr usando gas natural. La profundidad del vidrio
varia desde 1/2 a 5 pulgadas, dependiendo de la cantidad de
vidrio que se quiera dosificar,.
Entonces el propésito de los conductos, es proveer una
masa de vidrio uniforme (libre de espumas y particulas) a la
temperatura apropiada de trabajo.
Para el control de Lom pefaturd, es aconsejable un
sistema de control automdtico basado sobre pirdmetros de
radiacién, el cual opere neumdtica o eléctricamente las
valvulas,
41
BOVEDAFUNDICION:
42
“ CANAL, |-ALIMENTADOR
TTLit
b-dides
SECCION DE|
odsane
GARGANTA,
ieern = QUEMADORES!iN
' SECCIONDE}CONDICIONAMTENTO
TUBO AGITADORALIMENTADOR - REFINADOR
PISTON RECIPROCANTE Yo
m cw
TSP,
TERMINACION DEL CANAL
espumador
OS ZA DT
DEORPUGODELDOORD
LLLLLVEALLLLLLILLLLLLLLLL2
ORIFICIO
SECCION DEa
|SECCION DE _ENFRIAMENTO| Jsalida»\
LZ aire!entrada de aire
TERMOPARES ‘
SECCIONIDE} ENFRIAMIENTO= :
(Entrada deaire lateral y salida de aire
exhausto por la la parte superior) |
CCION DE CONDITCIONAMIEN'
Wa
&
(a4
4 ALMA LBL)LLLiLife
Wbloques del canalRQSEiclantes IN N
VEN 5NWSG
\
FIG. 16
FLUJO DE VIDRIO AL DOSIFICADOR DE GOTA

43
. % :La operaciédn del dosificador es terminar el
acondicionamiento del vidrio para formar gotas, Para lo cual
se hace uso de:
1) Tubo agitador
2) Pistén cerdmico
3) Orificio
4) Sistema de navajas
El tubo agitador, posee la funcién de agitar el vidrio
en la tltima etapa y el pistén cerdmico hace las veces de
valvula para seccionar el flujo de vidrio. Este es operado
mecdnicamente desde el exterior. Al levantarse el pistén
crea un espacio vacio entre su. extremo y el orificio, el
cual, se llena rdpidamente de vidrio, El pistén al descender
empuja al exterior una pequetTla masa de vidrio y cierra la
abertura, siendo la gota cortada por el sistema de navajas,.
De esta manera los alimentadores aseguran el llenado directo
de los moldes, ya que la gota es depositada en un molde de la
mesa de prensado, para formar el bloque oftdimico deseado.
Las temperaturas de trabajo son de 1000 a 1100°C dependiendo
del tipo de vidrio, Los materiales de contruccidén usados en
esta parte, son lJladrillos refractarios electrofundidos’ de
alimina. Una idea general de la forma de éstos es mostrada
* Los pardmetros mds importantes de los alimentadores’ son
discutidos en una seccidédn posterior,
en la fig. 16, en donde se observa que es muy importante la
sincronizaciédn entre los alimentadores-corte de la
gota-posiciédn del molde.
a.2) PORTALES AL FONDO (END PORT)
Los tanques de portales al fondo (fig. 17) son una
variaciédn de los tangues de portales laterales analizados
anteriomente, Este tipo de tanques posee la ventaja de zonas
de combustién mds eficientes, ya que éstas son mds grandes” y
angostas,
La capacidad de este tipo de tanques es mds pequefta y su
diferencia fundamental con los tanques de portales laterales
son sus dos portales en la parte trasera del horno, Su
sistema de combustidédn es también directo, recomenddndose la
misma presién en la cdmara de combustidén que para los tanques
analizados anteriormente,
La construcciédn de los regeneradores es igual con la
unica dif exencda que éstos poseen de 6 a7 pie /pie” del
4drea de fundido, por lo que son mds pequemnos,
La construccién de los portales al fondo del horno
id o secciédn de alimentacién deprovoca que el ‘dog house
materias primas, sea lateral; ademds de que no se tiene la
inversiédn de combustidédn como en el caso anterior.
Por otro lado, las dimensiones de cada una de sus partes
y los materiales de construccién son exactamente iguales que
las discutidas en los tanques de portales laterales,
44

45
HORNO DE HORNO DEREGENERADOR PORTAL ~fyNDIDO FINAL TRABAJADO FINAL
Mw’SO
PARED PUENTE
GARGANTASNA SRSA ASSOE ANS
CONECCION AkeLOS CANALES
FIG. 17 SECCION LONGITUDINAL DE UN TANQUE CON PORTALES AL FONDO

b) HORNOS TIPO TANQUE, INTERMITENTE EN EL CARGADO DE MATERIAS
PRIMAS 'DAY TANKS’
Manejan cantidades considerables (de -1 a 5 tons,
diarias) y son llamados asi porque pueden ser cargados un dia
de materias primas y usadas un tiempo despué¢ds, Este tipo de
tanques son utilizados para producciones limitadas, ocupando
una posicién intermedia entre los tanques regeneradores y las
unidades de fundido,
El Area de fundido de los ‘day tanks’' van desde 17
2 2pie a 35 pie’, produciendo un promedio de 2140 tons,
mensuales de vidrio, Las dimensiones’ del tanque son de
50X100 pies con 14 pulgs de profundidad, con una
superestructura de refractarios’ de silimanita y silica.
Posee un sistema de tres quemadores, capaces de generar 3 1/2
MMBtu/Hr, con un consumo promedio de gas natural de 20,000
pie’/ton de vidrio.
Estos tanques poseen las mismas secciones que los
tanques del inciso anterior, llevdndose a cabo en cada uno de
ellos, las mismas funciones y teniéndose que controlar los
mismos pardmetros,
c) UNIDADES DE FUNDIDO
Las unidades de fundido pertenecen a una familia de
hornos, largos y angostos con un sistema de combustidén
directa. Originalmente fueron una extensidn de los canales
46
de acondicionamiento (foreheart) del vidrio, Si las materias
primas (batch) se alimentan “am una etapa, forman una masa
refractaria sédlida al final del 'dog house''’, Una pendiente
de calentamiento es empleada para el precalentamiento de las
materias primas y los gases exhaustos de combustidn —
despojados por la parte final del cargado, por lo que
levantan la pendiente de temperatura (fig. 18).
La capacidad de estos hornos es de 6,000 a_— 8,000
lbs/dia. Sus dimensiones tipicas son de:
6-8 pies ancho X 36 pies largo
4 pies ancho X 20 pies largo
6 pies ancho X 28 pies largo
donde notamos que generalmente se cumple una relaciédn 5:1
entre el largo y el ancho del horno,
La béveda del horno estd construida con ladrillo del 70%
de SiO), 30% de Al20 y son forrados con las’ siguientes
capas:
1 pulgada de una capa de arena silica mezclada con
arena pulverizada
4 1/2 pulgada de aislante de silica para altas temperaturas
1/2 pulgada de una placa de silica diatomdcea
1/2 pulgada de cemento refractario
las cuales ayudan a mantener la temperatura en el drea de
fundido (aprox. 1400°C).
El d4rea de fundido es conectada a través de una pequewta
garganta en forma de canal con una seccién de
47
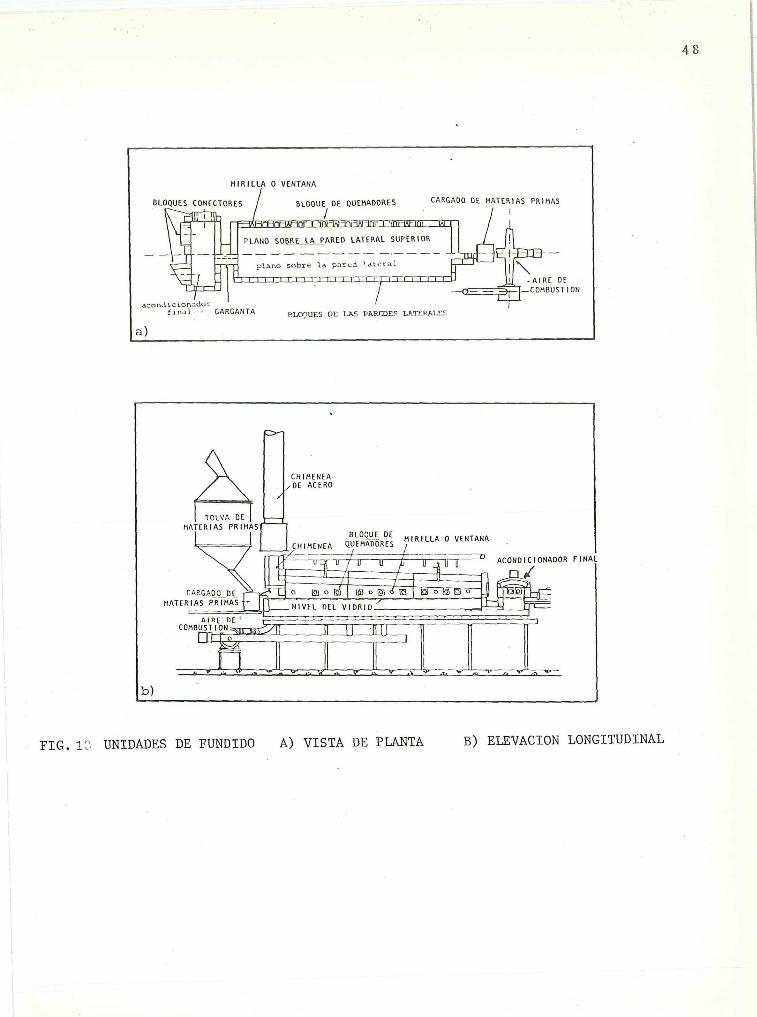
FIG. Tsan&
BLOQUES CONECTORES
MIRILLA O VENTANA.
BLOOQUE DE QUEMADORES CARGADO DE MATERIAS PRIMAS
H t 1 ; Nint DE
/ — COMBUSTION
acondicionador
final GARGANTA BLOQUES DE LAS PARMDES LATERALES
a)
CHIMENEADE ACERO
TOLVA DEMATERIAS PRIMAS
BLOQUE DECHIMENEA QUEMADORES HIRILLA O VENTANA
D ACONDICIONADOR FINAL
CARGADODEMATERIAS PRIMAS
AIRE DE!COMBUSTION : z
oOf
i Reee a OW oe
b)‘sass
UNIDADES DE FUNDIDO A) VISTA DE PLANTA B) ELEVACION LONGITUDINAL
48

acondicionamiento final (‘nose’), la cual posee un
calentamiento independiente y' “diferentes configuraciones
dependiendo de lo que se quiera producir, En los primeros
disetlos, la profundidad del vidrio fud de 20. pulgadas,
llegando hasta 26 pulgadas como mdximo,
El sistema de combustiédn lo componen dos bancos de
quemadores en posiciones opuestas, En los 26 pies de
fundiciédn se tienen cuatro pares de quemadores a cada lado,
antes de la garganta, que son operados individualmente y son
conectados por un sistema comin de gas y aire. El sintena de
combustién es controlado automdticamente de la misma manera
que en el tanque,
En operacién normal; la temperatura en la zona de la
béveda es de aproximadamente 1520°C, en la zona de los
0quemadores, 1370 C en la zona de fundido 1220°C y en la
entrada del "dog house’ y chimenea 1175°C, Estas
temperaturas deben considerarse bajas comparadas a las de un
horno regenerativo,
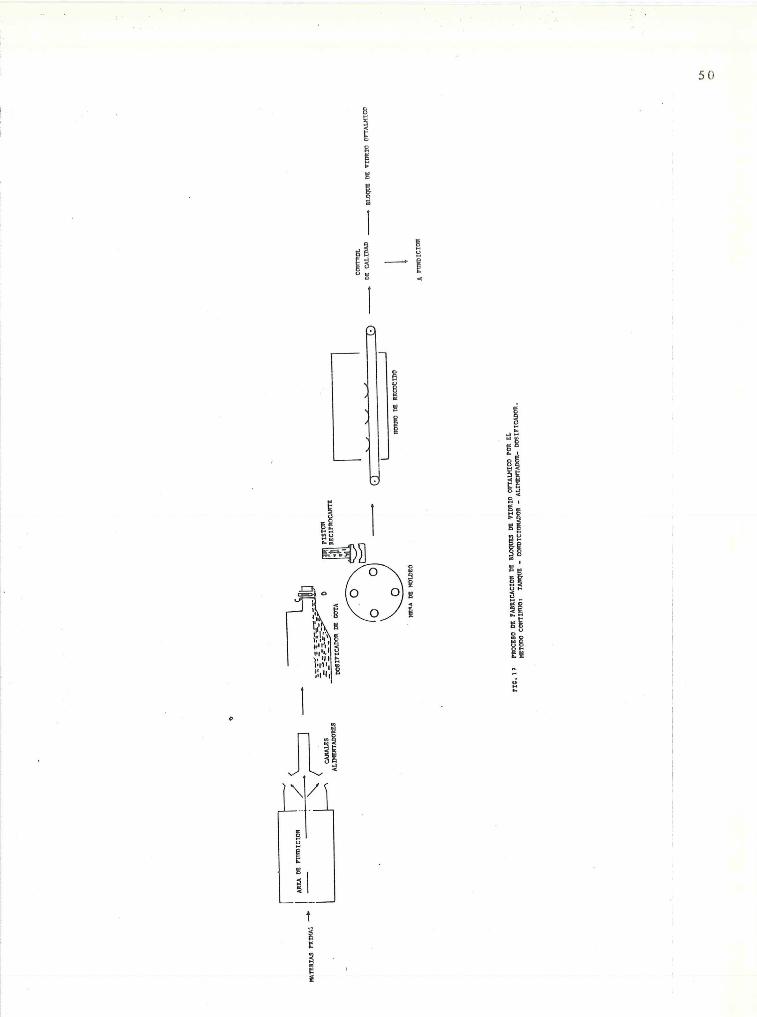
Una vez analizadas las posibilidades en la secciédn de
fundiciédn, se muestra el proceso completo de fabricacién de
bloques de vidrio oftdimico por el método continuo (fig 19),
observa4ndose que después del moldeo, el tratamiento que se
les da a las piezas de vidrio obtenidas es el mismo que en el
método de crisoles explicado anteriormente,
49
50
*yoayold1sod-WOdVLNTIV
-WOQVMOLDLGNOD
-BANVL
'ONNILNODOdOLB
V9WOd
OOINIVLAOOLUGIA
ad
SUNDO1E
Bd
NOLOVIIUEVA
Bd
OGAIOUd
61“old
moloiamid
V
OdiQ00uu
BdOUCH
1O°
murvuaoma
1ub—
mama——Coops
D
-——
_
[0O
_|
|as
\O<—
vi09ad
woavo1ais0da
iG
SmLOdVLNGKITVr___
51
CAPITULO II
TECNOLOGIA CICESE.- Método de Crisoles-Moldeo continuo, para
la fabricacién de bloques oftdimicos,
II.1) DESCRIPCION DEL PROCESO
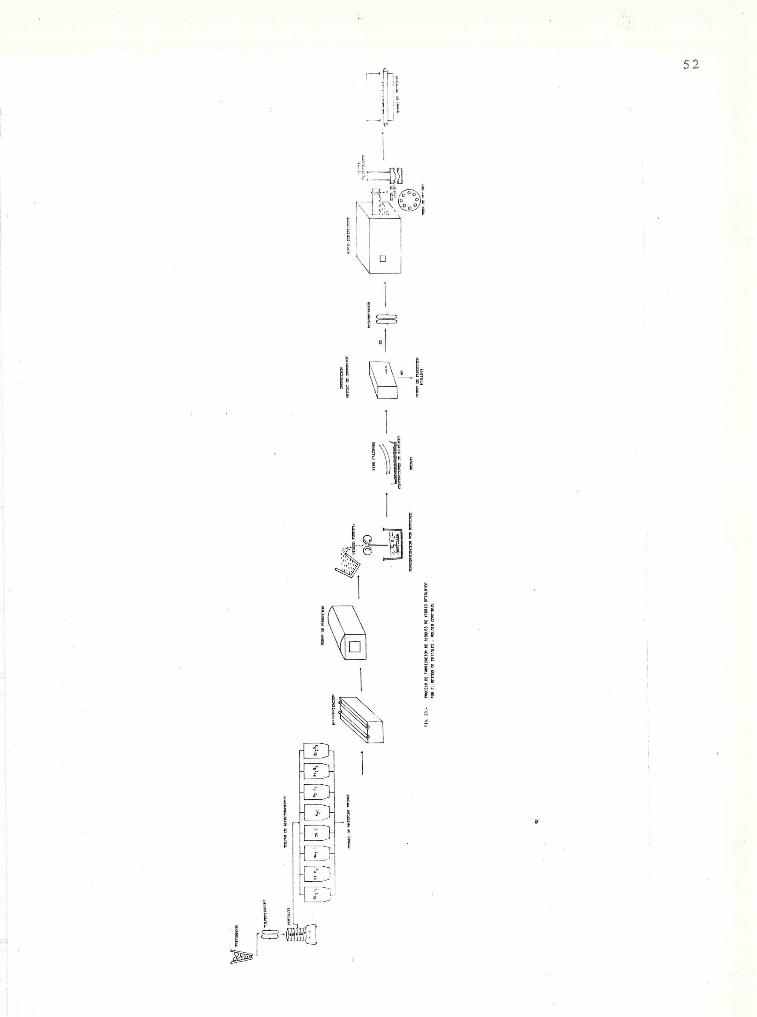
El método de fabricaciédn de bloques oftdimicos por
crisoles cerdmicos-moldeo continuo, se esquematiza en ia Fig.
20. Las materias primas usadas en la fabricacidén de vidrio
Sptico se deben seleccionar adecuadamente, ya que pequemtias
cantidades de impurezas (Fe,Cr,V,Co etc.) contaminan el
producto final, por lo que es necesario recurrir a técnicas
modernas de andlisis quimico, como espectroscoplia de
absorcién atdémica, emisidn de flama_ y fluorescencia y
difracciédn de srayos X, para tener un andlisis dentro de las
tolerancias permitidas, Las materias primas utilizadas son
éxidos minerales no metdlicos, los cuales son generalmente
alimentados como nitratos 6 carbonatos por ser econdmicamente
mds factibles. (Ver tabla 2).
Generalmente los proveedores de estos 6xidos, procesan
las materias primas, de ahi que las operaciones de quebrado,
pulverizado y tamizado sédlo se realizan cuando el tamatio. de
partifcula no es el requerido, El andlisis granulométrico se
efectta de acuerdo a la prescripcién ASTNC493-70(1976).
53
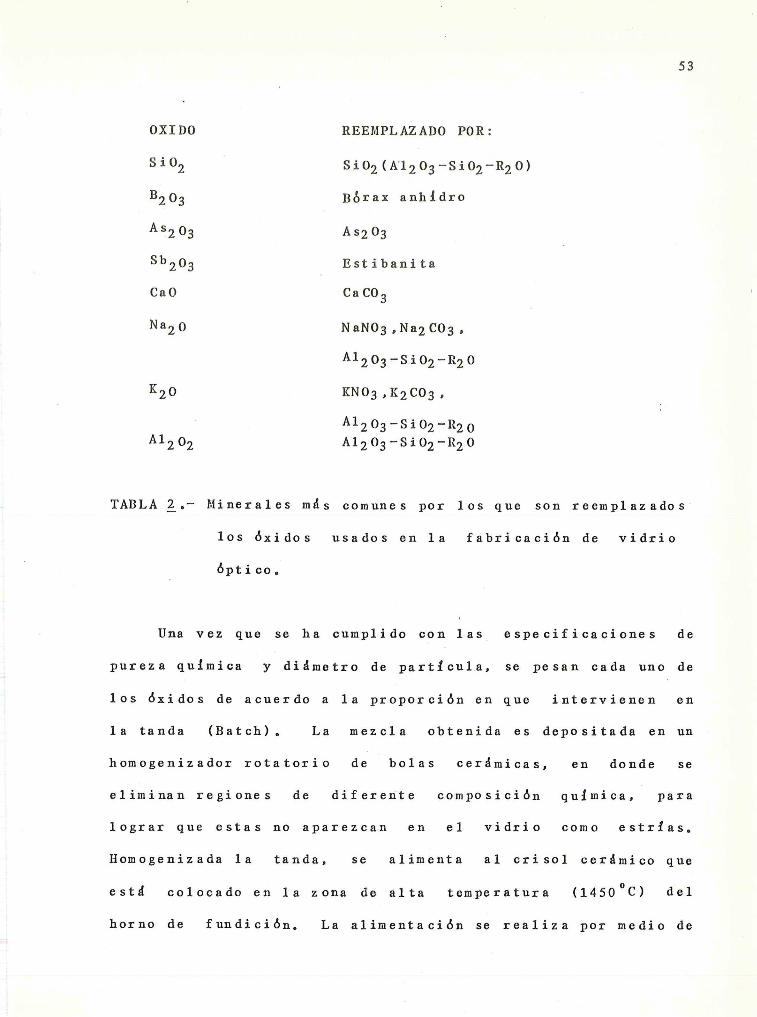
OXIDO REEMPLAZADO POR:
Si0, SiO (Al, 03-Si07-R) 0)
By 03 Bérax anhidro
AS) 03 As2 03
Sb 03 _ Estibanita
CaO CaCO,
Nayo NaN03,Na7CO3,
Aly 03-Si0,-Ry0
K40 KN03 ,K2C03,
Aly 03-Si02-Ry69
Aly 09 Aly 03-Si09-R,0
TABLA 2.- Minerales mds comunes por los que son reemplazados
los édxidos usados en la fabricacién de vidrio
édptico.
Una vez que se ha cumplido con las especificaciones’ de
pureza quimica y didmetro de particula, se pesan cada uno de
los éxidos de acuerdo a la proporcién en que intervienen en
la tanda (Batch). La mezcla obtenida es depositada en un
homogenizador rotatorio de bolas cerdmicas, en donde se
eliminan regiones de diferente composiciédn quimica, para
lograr que estas no aparezcan en el vidrio como estrias,
Homogenizada la tanda, se alimenta al crisol cerdmico que
estd colocado en la zona de alta temperatura (1450°C) del
horno de fundiciédén, La alimentacidn se realiza por medio de
54
una cuchara en intervalos’ de tiempo, para que vayan
ocurriendo poco a- poco las reacciones guineas que deben
llevarse a cabo, Terminada la alimentaciédn se sigue el
itinerario predeterminado para tn agitacidn, la cual se
realiza con un tubo cerdmico (Timbel), que es accionado por
un sistema mecdnico (carro agitador), logrdndose con esto la
liberacién de burbujas y la homogenizaciédn del fundido. Este
método de homogenizacién, en algunos casos no es eficiente,
por lo cual el crisol se pasa de la zona de alta temperatura
a la zona de baja temperatura (1200°C) por medio de una
placa deslizable sobre bolas cerdmicas, en donde es sujetado
el recubrimento del crisol (de cemento refractario) por los
costados, levantado y volteado por un sistema mecdnico que
permite verter el vidrio sobre un canal de acero inoxidable,
que transporta a éste, a un par de rodillos de aluminio que
giran en sentido contrario, lamindndolo y depositdndolo sobre
un contenedor de acero inoxidable lleno de agua destilada, en
donde el vidrio sufre un choque térmico que provoca fracturas
en las regiones no homogéneas, logrdandose una se gunda
homogenizaciédn (homogenizaciédn por sofocado) y permitiendo
hacer continuo el uso de crisoles, ya que estos son
regresados a la zona de alta temperatura y vueltos a
alimentar,.
El vidrio sofocado es depositado en recipientes de
aluminio, para secarse con corrientes convectivas de aire,
En esta parte del proceso existe una inspeccidédn del producto,

J2
para verificar si las propiedades dpticas del vidrio son. las
deseadas, La inspecciédn se ‘lleva 7 cabo por el método de
inmersién, que consiste en depositar en una celda un Iiquido
de indice de refraccidn eonscido, en-el cual se agrega una
muestra de vidrio, para ver si la interfase vidrio-liquido
desaparece, si sucede, indica que el vidrio tiene el mismo
indice de refraccién que el del liquido, si no, el vidrio es
rechazado a una inspeccidédn cuantitativa en donde se estipula
si la variacién esta dentro de los requerimientos para el
vidrio oftdlmico, El vidrio que pasa la inepecoddn es
triturado en un pulverizador de muelas cerdmicas para
alimentarlo al horno dosificador, que consiste de un crisol
intercambiable de una tonelada de capacidad, construido de
concreto refractario con dos secciones, una de fundido y otro
de acondicionamiento en donde estd el sistema homogenizador y
dosificador de gota, el cual provee la cantidad necesaria de
vidrio a la mesa de moldeo, que contiene nueve estaciones 0
moldes con quemadores laterales para acondicionar la
temperatura del vidrio durante el prensado,. El sistema de
prensado es hidrdulico al igual que el sistema de movimiento
de los moldes,
Las piezas prensadas (bloques oftdimicos), son removidas
del molde con un sistema de succiédn para colocarlas en el
horno de recocido, donde se les aplica un tratamiento térmico
a 525°C por 10 horas para liberar esfuerzos y estrias
introducidas durante el prensado, A la salida del horno de
56
recocido, las muestras se someten a eoutroel de calidad, donde
por métodos visuales se inspeccionan las burbujas,
inclusiones, esfuerzos, estrias, color, etc, Si los bloques
oftdimicos estdn dentro de las tolerancias permitidas, pasan
a empaque- y finalmente a alimacén, El srechazo de_ esta
inspeccién es usada como cullet en el horno de fundicidn,
II,2) JUSTIFICACION DEL PROCESO EN FUNCION DEL MERCADO
NACIONAL Y LOS COSTOS.
En México no existe actualmente ninguna planta de
produccién de vidrio oftdi1mico, aunque existen fabeivas de
vidrio comin con tecnologfa muy moderna, llegdndose inclusive
a la fabricacién de bienes de capital en este ramo (FANA
S.A.). Por otro lado no tenenos datos gue nos permitan
afirmar que ha habido esfuerzos serios para desarrollar
tecnologia en México, de tal forma que si algun industrial
hubiera pretendido fabricar bloques de vidrio oftdimico en el
pais, hasta hace poco, tendria que recurrir a compatiias
extranjeras que la poseen (CORNING, CHANCE PILKINGTON ETC.).
En el extranjero en el curso de la historia de
fabricacién de vidrio déptico (y por supuesto oftdimico) se
han usado tres procesos:
1) El proceso de crisoles cerdmicos,
2) El proceso de crisoles de platino,
3) El proceso de tanques continvos recubiertos de platino,
La informacién necesaria para realizar estos
37
procesos es de dominio ptblico y estd diseminada en una
abundante literatura, Naturalmente el verdadero ' Rn ow— haw’
sdlo podrd& adquirirse disefiando el sistema adecuado al
problema que se tiene y confrontando los miltiples problemas
que se presentan en la Gelen ion, los. cuales de haber sido
resueltos en otros paises, a veces resultan secretos
industriales e inaccesibles para quien intenta el trabajo,
En el] caso del presente desarrollo tecnédlogico bien
pudiera el interesado acudir por ejemplo a Chance Pilkington,
Esta tbltima compatia hubiera instalado un tanque recubierto
de platino acoplado a un condicionador y a un dosificador de
vidrio como ellos lo usan, Econémicamente ésto no es
costeable pues existe la limitante del mercado nacional
(aproximadamente 50 toneladas anuales), El sistema arriba
mencionado pudiera producir la demanda nacional en un solo
dia, con una inversidédn que no se pagaria antes de tener que
ser renovada, Los gastos de mantenimiento son de escala que
el mercado nacional tampoco puede pagar. Ademas para cada
tipo de vidrio oftdimico (blanco, rosa, verde, fotogrey etc.)
se necesita un tanque,. De ahi que no se puede pensar en este
tipo tecnologia,
La alternativa son los crisoles cerdmicos 6 de platino,
El platino es lo mds adecuado para los vidrios Crown, que son
los mds utilizados (no sirve para los Flint) pero su precio
es prohibitivo,
Sédlo nos queda como solucién los crisoles cerdmicos, que

58
producen el vidrio éptico. de muy buena calidad, pero con una
menor eficiencia que los crisoles de platino, Otra
desventaja de los crisoles cerdmicos, es que ha menos de que
se diseTie un sistema especial de utilizacién, sdlo pueden ser
usados una vez.
Como ventaja tenemos su bajo costo en comparaciédn con
los de platino y que pueden ser utilizados para cualquier
tipo de vidrios dépticos, Se puede decir que casi hasta 1950,
la mayor parte del vidrio éptico se hacfa en crisoles
cerdmicos,
Se ha mencionado ya el proceso de fabricacién de vidrio
éptico, Para fabricar bloques oftdimicos hay que formar el
vidrio éptico, es decir, hay que moldearlo sin cambiarle_ su
alta calidad, Existen Sistemas condicionadores y
dosificadores de vidrio (Forehearts y Feeders) que proveen a
la mdquina de moldeo de gotas de vidrio (Gobs) con peso y
temperatura determinados, Estos son fabricados en México
(FAMA S.A.) para la insductria de botellas que requieren un
gran tonelaje diario y donde no importa mucho la
homogeneidad,
En el caso de dosificacién de vidrio éptico, en el que
maximo se requiere una tonelada diaria, no es posible pensar
en un sistema comercial por varias razones:
1) Los sistemas comerciales se acoplan a tanques refractarios
mediante condicionadores, lo cual no se puede hacer con
crisoles,
2)
3)
59
La capacidad de estos sistemas, el de mfnima talla es 30
veces mayor que la iionsadddy
Los materiales de construcciédn deben ser especiales para
el vidrio déptico,.
De aqui conclufmos que el sistema condicionador y
dosificador de vidrio ¢éptico adaptado a la demanda
nacional, debe ser de caracteristicas originales, Este
sistema debe ser alimentado con el vidrio éptico
proveniente de los crisoles, lo cual plantea otra
caracteristica particular para la escala local de consumo,
El desarrollo tecnoldédgico propuesto estd disetiado
para nuestras condiciones y permitird a la fdbrica MOMSA
alimentar su linea de produccién con bloques oftdlmicos de
calidad normalizada,
La inversién requerida no rebasa la de una empresa
mediana de su categoria y le permite recuperarla antes de
que tenga que modificarla para hacer frente a una mayor
demanda, Los andlisis anteriores estdn basados en una
produccién de 50 toneladas de vidrio al atio y se calcula
que pronto podria elevarse al doble, es decir 100
toneladas, En términos de bloques de vidrio oftdilmico,
serian medio millén al ajo.
60
CAPITULO IIT
DESCRIPCION DE LA PLANTA PILOTO DE VALLE VERDE
ENSENADA, B.C.
La planta piloto para la fabricaciédn de bloques_ de
vidrio oftdimico localizada en Valle Verde, Ensenada B. Cc.
esta disetflada para producir a su mdxima capacidad 50
toneladas anuales de vidrio oftdimico, que equivalen
aproximadamente a 500,000 pares de lentes,
En la Fig. 21 se muestra la distribucién de la planta
piloto, la cual ocupa un espacio de aproximadamente 100 m’,
sin considerar la secciédn de tratamiento y xing. commisnte de
materias primas,
El propdsito del presente capitulo es. justificar el
disetio de las partes principales del proceso de
crisoles-moldeo continuo que se describiéd anteriormente,
Para lograr lo anterior se discutirdn las siguientes
secciones:
1) TECNOLOGIA DE CRISOLES
2) HORNO DE FUNDICION
3) SISTEMA DE SOFOCADO
4) HORNO DOSIFICADOR (SISTEMA DE GOTEO)
5) SISTEMA DE MOLDEO PARA MONOFOCALES
6) RECOCIDO DE BLOQUES OFTALMICOS

>|
COLOCACIOW
LE
£20120
“EDF
ICIO"
nN
ra
62
III,1) TECNOLOGIA DE CRISOLES
Los requerimientos que debe cumplir un crisol usado en Ila
fabricaciédn de vidrio éptico son:
a) Resistencia al ataque quimico del vidrio sobre las
paredes del crisol.,
b) Impurezas_ de Fe, 03 menor 0.2% para no contaminar el
vidrio éptico
c) Libre de agrietamientos producidos en los’ procesos
secado y quemado,
d) Resistencia a la deformacién en la fundicidédn del vidrio,
e) Poseer baja porosidad y permeabilidad,
f) Alta resistencia al choque térmico,
Las dimensiones de los crisoles fabricados en
CICESE se muestran en la figura 22,
En la Fig. 23 se muestra el diagrama de flujo del
proceso de fabricaciédn de crisoles,. Los materiales usados en
este proceso son arcillas refractarias (minerales no
metdlicas) los cuales se mezclan y forman la pasta cerdmica
de la que estdn hechos los crisoles. La proporcidén en que se
utilizan las arcillas, asi como la composicidén quimica de la
pasta resultante fueron publicadas por Heindl, Massengale_y
[1]Cossette (Ver tabla 3), Para la preparaciédn de la
pasta, los materiales utilizados deben cumplir ciertos
[1] Ver literatura citada
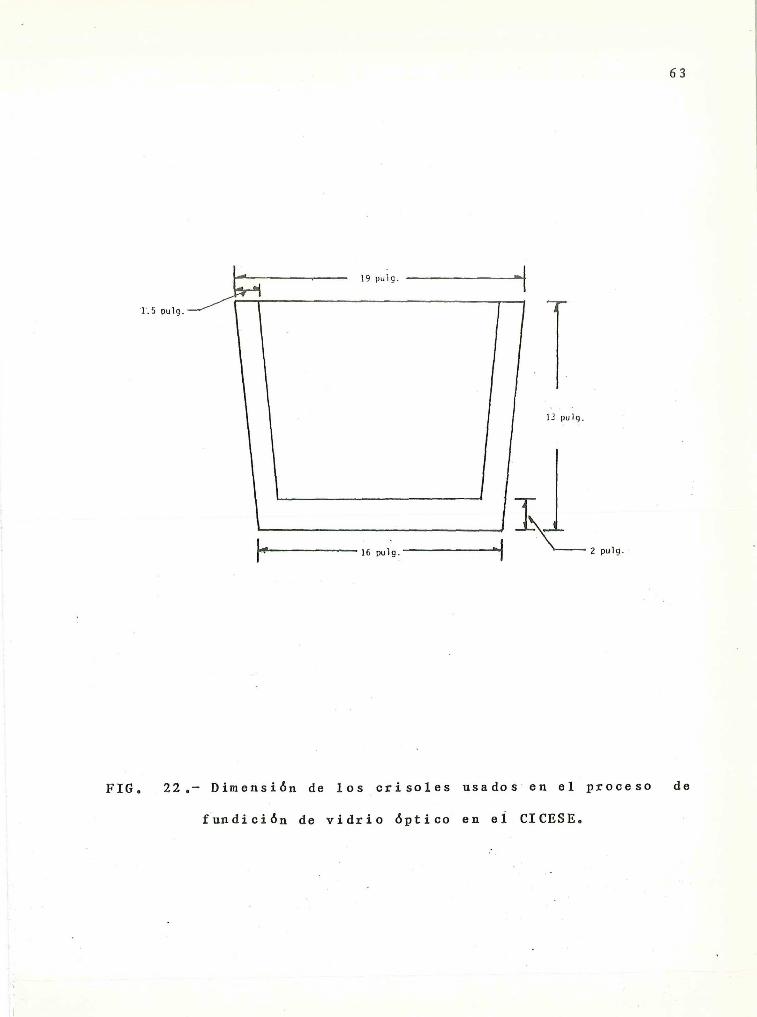
63
19 pulg. ————|
41.5 pulg,—— |
13 pulg.
BLp16pug.>|
FIG. 22.- Dimensiédn de los crisoles usados en el proceso de
fundicién de vidrio dptico en el CICESE.

—TRITURADOR
PULVERIZADOR
bo
“i\
TOLVAS
DE
ALMACENAMIENTO
|4
4TAMIZADO
Grog
Roc
Garg
ICON
FELDED
PATO
SILICE
Von
Ao20
Na
2Si03
MEZCLADO
MOLDE
MOLDF.ADO |
—|O
HORNO
DEOUEMADO
SECADO
CRISOL
AFUNDICION
FIG.
23
DIAGRAMA
DE
FLUJO
PARA
LA
FABRICACION
DE
CRISOLFS.
65
requerimientos en el tamaflo de grano, principalmente el grog
ye que éste es utilizado en tres tamatlos diferentes por lo
que se somete a un andlisis granulométrico, donde se
selecciona el grog retenido en las mallas 20, 40 y 100, con
los cuales se localiza un punto de édptima densidad en el
diagrama triaxial mostrado en la fig, 24. La preparacidén de
la pasta se hace en tanques mezcladores con agitadores’ de
paleta, donde se mide la densidad con un hidrdmetro, hasta
lograr la requerida, La pasta es mezclada durante tres horas
antes de vaciarla a los moldes,
El molde consiste en un recipiente de yeso al cual se le
-introduce y sujeta un nicleo del mismo material (Ver fig.
25). El molde completo es colocado sobre una mesa vibradora
y en la etapa inicial de vaciado es ligeramente ladeado para
disminuir la introducciédn de aire en la pasta. Una vez
regrvibradoado el molde a su posicidén original, es vibrado
hasta que el crisol esté completamente moldeado logrdndose
nivelar la pasta y liberar el aire atrapado en la misma
durante esta operacidédn,
‘Los crisoles cerdmicos hechos son de dos tipos, los
cuales difieren sdédlo en un forro de baja porosidad, En los
crisoles no forrados, el ntécleo es removido después de 10
horas de estar en contacto con la pasta y en los crisoles
forrados sprodimadanents despuds de 6 horas, ‘dependiendo de
la humedad ambiental, Posteriormente el crisol es sacado del
molde en 6u 8 dias, El proceso para el revestimiento-
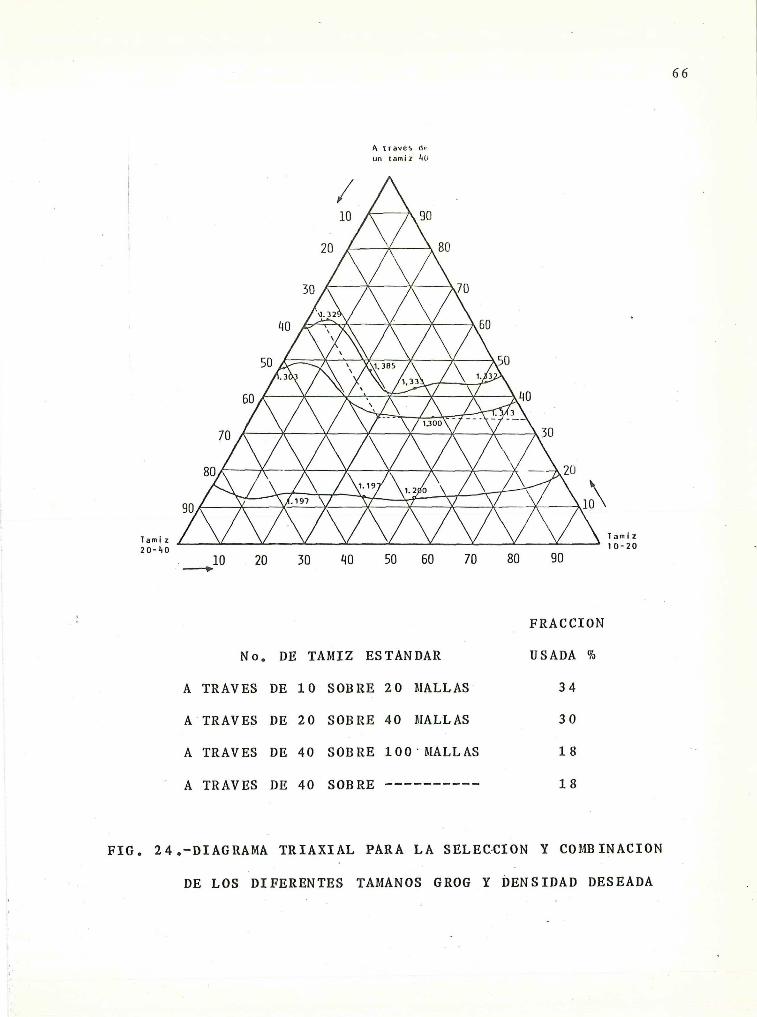
FIG.
A través de
un tamiz 40
Na
66
No.
A TRAVES
A TRAVES
A TRAVES
A TRAVES
DE TAMIZ ESTAN DAR
DE 10 SOBRE 20 MALLAS
DE 20 SOBRE
DE 40 SOBRE
DE 40 SOBRE
40 MALLAS
100° MALLAS
FRACCION
USADA %
34
30
18
18
24.-DIAGRAMA TRIAXIAL PARA LA SELECCION Y COMBINACION
DE LOS DIFERENTES TAMANOS GROG Y DENSIDAD DESEADA
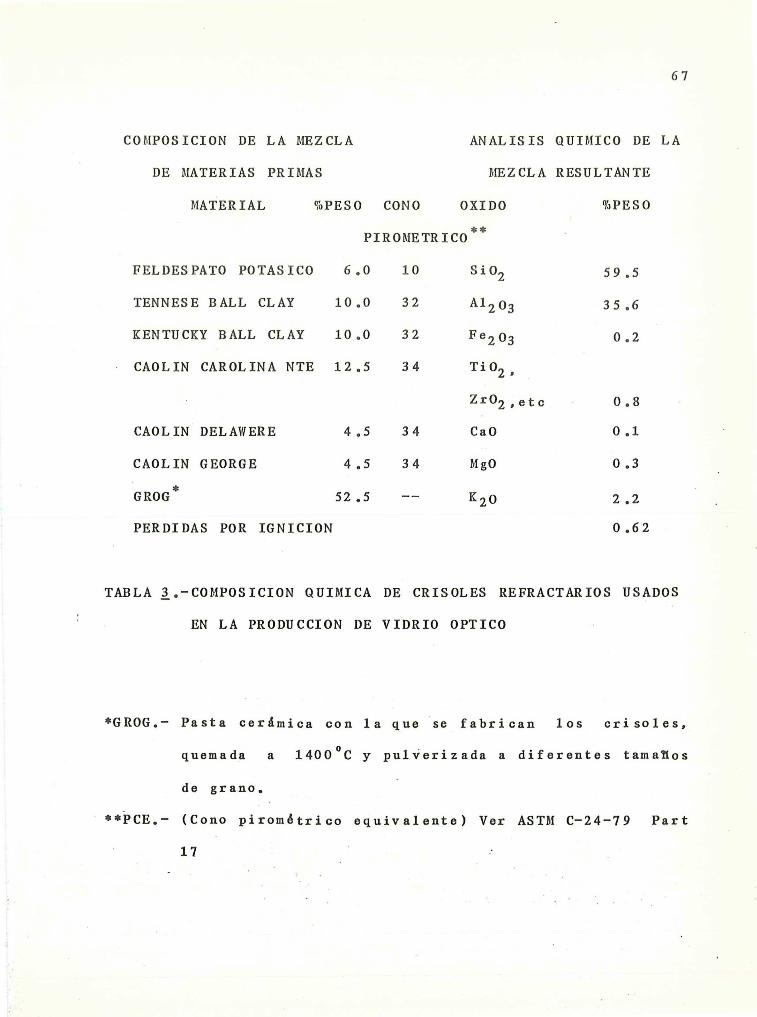
67
COMPOSICION DE LA MEZCLA ANALISIS QUIMICO DE LA
DE MATERIAS PRIMAS MEZCLA RESULTANTE
MATERIAL %PESO CONO OXIDO %PESO
PIROMETRICO~~
FELDESPATO POTASICO 6.0 10 Si0, 59.5
TENNESE BALL CLAY 10.0 32 Aly 03 35.6
KENTUCKY BALL CLAY 10.0 32 Fe, 03 0.2
CAOLIN CAROLINA NTE 12.5 34 Ti, ,
Zr0o ,etc 0.8
CAOLIN DELAWERE 4.5 34 Cao 0.1
CAOLIN GEORGE 4.5 34 MgO 0.3
croc* 52.500 -- K50 2.2
PERDIDAS POR IGNICION 0.62
TABLA 3.-COMPOSICION QUIMICA DE CRISOLES REFRACTARIOS USADOS
EN LA PRODUCCION DE VIDRIO OPTICO
*GROG.- Pasta cerdmica con la que se fabrican los crisoles,
quemada a 1400°C y pulverizada a diferentes tamaftlos
de grano,
**PCE.— (Cono pirométrico equivalente) Ver ASTM C-24-79 Part
17
68
interno de los crisoles forrados es parecido, excepto que el
nicleo es inicialmente puesto en contacto durante 6 minutos
con la pasta del forro, cuya composicién qui{mica estd dada en
la Tabla 4,
Una vez el crisol sacado del molde, los bordes son nivelados
con wna espdtula para cortar el material excedente y pasar a
la etapa de secado, donde se mantienen por espacio. de
aproximadamente un mes, ya que un secado rapido puede
ocasionar grietas en las paredes del crisol,
En la \calcinacién o quemado del crisol, éste es
acomodado sobre columnas de material refractario para que
soporten el peso de las paredes, El itinerario de quemado es
mostrado en la Fig 26. El crisol es quemado en 49 horas,
aumentdndose la temperatura de 5-20°C por hora, dependiendo
de la regiédn de temperatura, una vez alcanzados’ los 1350°C
se mantiene por 4 horas, Posteriormente el crisol se puede
transferir al horno de fundiciédn o enfriarse para su
posterior uso. El hecho de aumentar la temperatura
gradualmente durante el quemado se debe a que las arcillas
utilizadas para fabricar crisoles sufren expansiones: y
contracciones en ciertos intervalos de temperatura como se
muestra en la Fig... 27. Las dos regiones criticas_. se
presentan entre los 500-600°C y 900-985 °C, donde ocurren
las reacciones endotérmicas y exotdérmicas respectivamente,
Cuando las reacciones endotérmicas ‘tomanlugar, se presenta
una pequetla contraccién en las paredes del crisol y viceversa

NUCLEO
MOLDE FIG, 25.-MOLDE Y NUCLEO DE YESO UTILIZADOS EN LA
FABRICACION DE CRISOLES
69

70
COMPOSICION DE LA ANALISIS QUIMICO DE LA
MEZCLA DE MATERIAS PRIMAS MEZCLA RESULTANTE
MATERIAL %SPESO OXIDO %PESO
FELDES PATO POTASICO 4.6 $i0, 18.5088
CAOLIN KINGSLEY 6.4 Al,0 11.5768
Fe03 0.0660
TENNESE BALL CLAY 7.8 CaO 0.0138
KENTUCKY BALL CLAY 7.8 Ni,0 0.138
CAOLIN CAROLINA NTE 9 2 K,0 0.4784
Ti, 0.2496
GROG TAMIZ No 100 32.1
Pérdidas por ignicidén 4.007
GROG DE COLECTORES
DE POLVOS 32.1
TABLA 4.- COMPOSICION QUIMICA DE LA PASTA REFRACTARIA
UTILIZADA EN EL RECUBRIMIENTO INTERNO DE CRISOLES

71
cuando ocurren las reacciones exotérmicas, Sin embargo un
crisol construfdo con puras arcillas crudas se expande mds
que uno construido con un porciento de arcillas precocidas
(Grog). Cuando el crisol no se introduce directamente al
horno de fundicién despuds de ser quemado, debe de presentar
una expanciédn térmica lineal en un calentamiento posterior.
Ver Fig. 28.
Los crisoles fabricados en CICESE cumplen con los
requisitos estipulados inicialimente, -" que estas propiedades
se han evaluado, encontrdndose los siguientes resultados:
RESISTENCIA AL ATAQUE QUIMICO
La resistencia de los crisoles al ataque quimico se ha
probado con vidrio Crown 523, sometiéndose el crisol en
contacto con el vidrio por espacio de 48 horas a una
temperatura de 1350°C, La penetraciédn del vidrio sobre las
paredes y fondo del crisol, se mididéd con el microscopio a una
serie de 10 crisoles, encontrdndose un promedio de
penetraciédn de 0.9 mm,, lo cual estd dentro del rango
aceptable, segtin estudios realizados por Parson y Herbert
Insley!?1,
_—
Para controlar las impurezas del fierro en la pasta de.
(2] Ver literatura citada
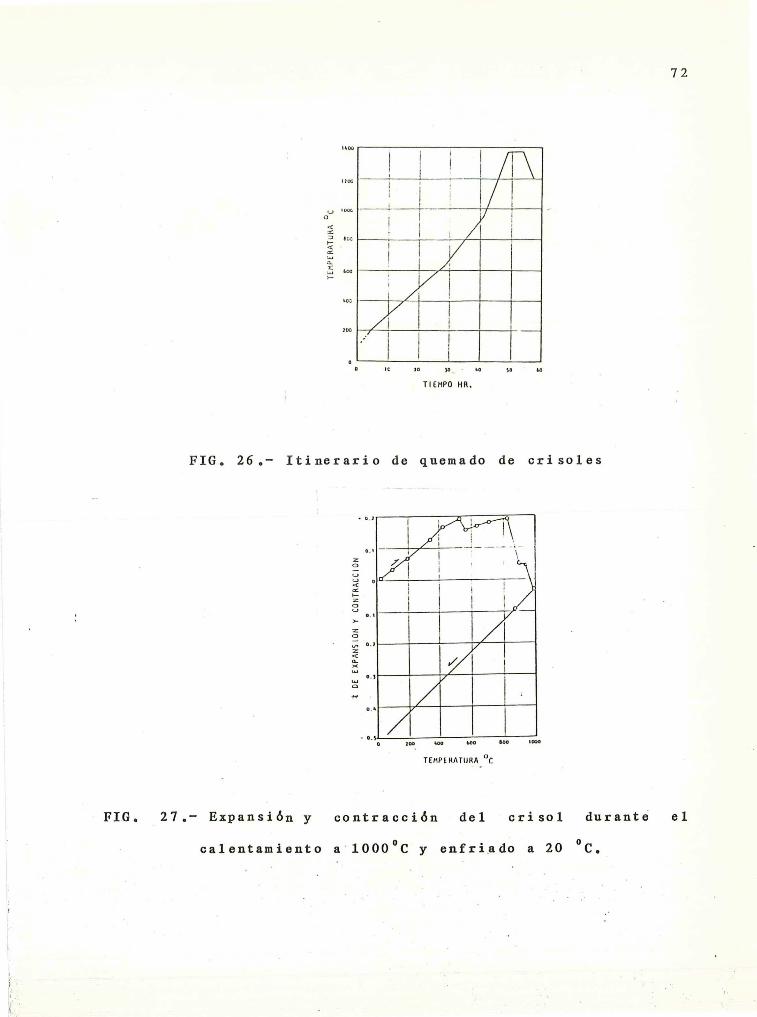
712
TEMP
ERAT
URA
°C
TIEMPO HA,
FIG. 26.- Itinerario de quemado de crisoles
%DE
EXPANSION
YCONTRACCION
TEMPERATURA °C
FIG. 27.- Expansiédn y contracciédn del crisol durante el
calentamiento a 1000°C y enfriado a 20 °C,
13
la que se fabrica el crisol, se seleccionan las materias
primas utilizadas, de tal manera que la composiciédn quimica
de la pasta quede dentro del rango permisible y no contamine
al vidrio,
Los agrietamientos tipicos en la fabricacién de crisoles
se presentan durante los procesos de secado y quemado, En el
moldeado la pasta cerdmica es puesta en contacto con el molde
de yeso que posee finos capilares que absorben el agua de la
pasta (Ver fig. 29). Esto causa que se forme una capa
compacta de particulas de arcillas en la interfase
Molde-Pasta, la cual limita el flujo de Hy0 de las paredes
del crisol al interior de los capilares, A medida que el
espesor de la capa se incrementa, el transporte de agua
disminuye debido a que crece la distancia de penetraciédn,
La ecuacién que gobierna el flujo de agua se puede
escribir inicialmente como:
=-K dp/dx, -----=== (10)THO Pp ’
donde se asume un depdésito planar (flujo unidireccional) y
que el flujo de agua es proporcional al gradiente de presidén
resultante de los capilares del -molde - (dp/dx). El
coeficiente de penetracién K depende dei tamatio de las

74
0.2
7DE
EXPANSION
“se
° 200 400 600 Boo Voor
TEMPERATURA -°C.
FIG. 28.- Expansién térmica del cuerpo del crisol entre
20-1000°C, después de haber sido precalentado a
1400°c,
particulas, empacado, forma de las particulas, viscosidad del
agua y es sensible a la temperatura. La presién del agua en
la pasta (Po), es una atmdsfera, en el molde (P,) es
determinada por capilaridad AP=P .-p,=28/r, donde & es la
tensién superficial que es funcidédn del agente defloculante
usado y r es el radio del capilar, Aunque los’ capilares
estén llenos de agua, AP es aproximadamente constante y el
flujo puede ser reescrito como funcién del cambio de espesor
de la capa con el tiempo (dx/dt).
=(1/kp)dx/dt=-Kdp /dx=-K (AP/X) =-K(28/rx), ----- (11)Ji, 0

715
donde: p= densidad de la capa,
k= factor de conversiédn del volumen de H50,
removida al volumen de arcillas depositada.
integrando la ec, tenemos:
X=[2K(28/r)kp]? t? , --------- (12)
X=K' t? (forma parabdlica general) ------- (13)
El proceso de secado anterior se puede esquematizar
también en la forma mostrada en la Fig. 30-, donde el secado
es iniciado en A y desde este punto hasta B, el agua
desalojada de la pasta proviene de las capas entre las
particulas, por lo que el volumen del crisol decrece la misma
cantidad que el volumen de 1,0 perdida, Entre B y C el
volumen total ya no cambia y el agua removida viene de los
poros, Cuando la pelicula de HyQ entre las particulas es
mayor de 0.04 micrones en la regiédn A-B se habla de amarre
hidrdulico entre las particulas y cuando tla distancia es
menor intervienen las fuerzas de atracciédn entre éstas
(fuerzas eléctricas de Vander Walls) y se habla del amarre
cerdmico,
Analizando Les ecuaciones anteriores se encontré que una
manera de disminuir los agrietamientos.en el moldeado es
sacar el niicleo. del molde en. cuanto in” ‘paste adquiera
consistencia, ta que genexalmonte sucede unas 3 “horas antes
del tiempo. recomendado en la bvbibliografia (mencionado
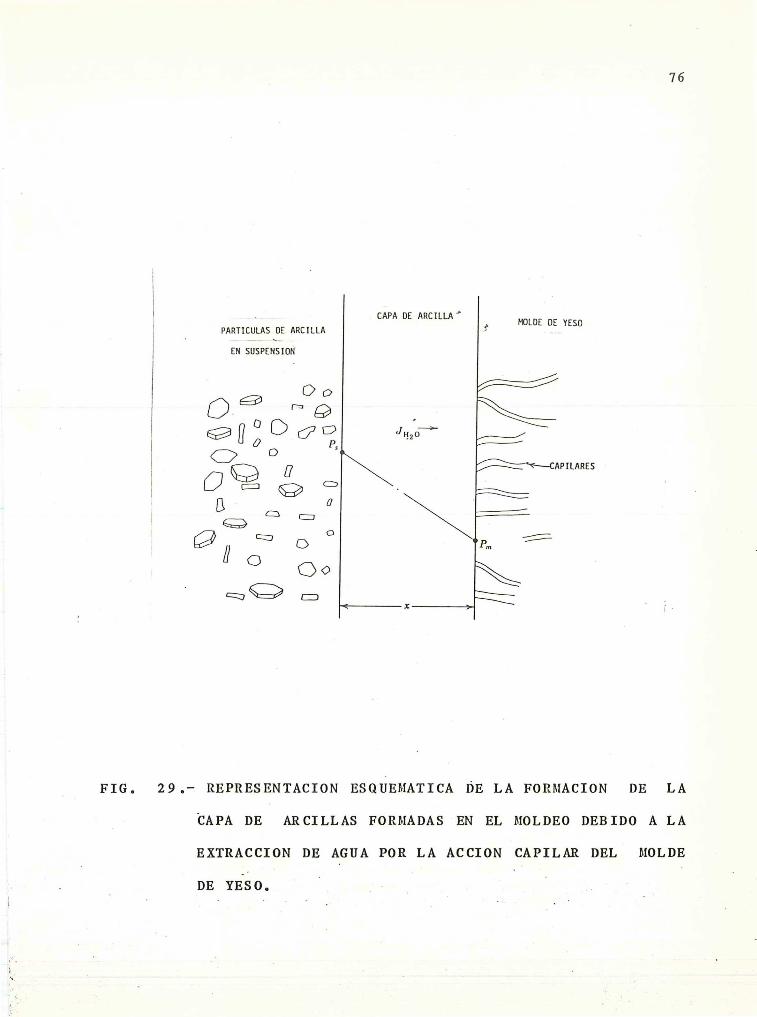
PARTICULAS DE ARCILLA~~
EN SUSPENSION
Oo
O.7 —.22], Ogee
Ooo *WwW 28OS ©
( o g> cya
A) Sp”O Oo
WI oo
s
cS
FIG.
CAPA DE
CAPA DE ARCILLA~
eS
J0
a
76
MOLDE DE YESO
[ee
pS
{i*<—CAPILARES
I
If*
29.- REPRESENTACION ESQUEMATICA DE LA FORMACION
ARCILLAS FORMADAS EN EL
DE LA
MOLDEO DEBIDO A LA
EXTRACCION DE AGUA POR LA ACCION CAPILAR DEL MOLDE
DE YESO.

Ta
SECADO
RAL
RAZON
DE
in 20 30 PORCIENTO DE HUMEDAD
FIG. 30.- PROCESO DE SECADO DE LA PASTA CERAMICA USADA
PARA LA FABRICACION DE CRISOLES.

78
anteriormente), Por otro lado se debe tener un secado lento
para dejar actuar adecuadamente el amarre hidrdulico y
cerdmico respectivamente y evitar agrietamientos, Las
fuerzas que acttan en el amarre cerdmico pueden ilustrarse
con un par de placas de caolinita en suspensiédn como se
ilustra en la Fig, 31 donde las fuerzas de repulsiédn de las
particulas son conocidas con precisiédn y las fuerzas
atractivas y fuerzas resultantes son estimadas, Nétese que
la fuerza entre las particulas es cero a un espaciamiento
(pelicula de agua) de 0.04 micrones, Este es un punto de
equilibrio debido a lo cual la pendiente de la linea total de
fuerzas atraviesa el eje negativo, En el caso de una
suspensiédn con defloculante, la curva total de fuerzas_ se
representa por la curva punteada que no posee fuerzas
atractivas y éste puede ser un punto de cedencia, La curva c
es una fuerza total para un sistema floculado alta pxresidén
(curva desplazada hacia arriba), sin embargo el punto de
estabilidad en este caso se mueve hacia la izquierda,.
RESISTENCIA A LA DEFORMACION
En cuanto a las pruebas de resistencia se midiéd la
resistencia a la compresién de la pasta cruda, dando un valor
de 125 teepate.*. Cuando el material es quemado alcanza un
valor de 1214 lb/pulg.’. Por otro lado, la resistencia a la
deformacién on le fundiciédn, se controla anicietiatll aries si las
ma terhad primas tii isadea para elaborar la pasta poseen el
cono pirométrico recomendado en la .Tabla 3.
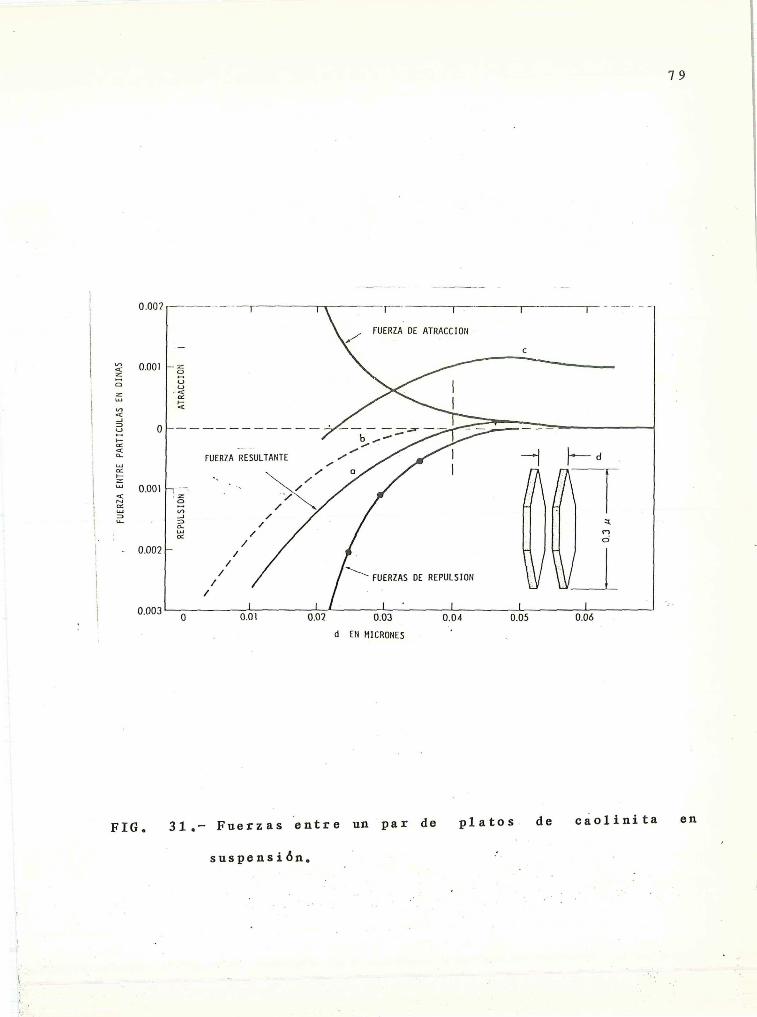
0.002
T T T T T 9
a
a 3Fe 2=wn <x
s3 oFR--—-ee“=ec
=<w
a
E
“0.001<x ‘z=
2 Slua ”=_ _we >
a.lu
oc
0.002 +
“~ FUERZAS DE REPULSION \
0.003 ~ _L L L _t !0 0.01 0.02 0.03 0.04 0.05 0.06
d EN MICRONES
FIG. 31.- Fuerzas entre un par de platos de caolinita
suspensidén,
19
en
80
POROS IDAD Y PERMNEABILIDAD
Uno de los métodos comunes para caracterizar la
porosidad es como porosidad aparente, que considera los poros
conectados a la superficie 4 poros abiertos, En contraste la
porosidad total incluye ambos, poros abiertos y cerrados
(éstosno estdn conectados a la superficie), Obviamente los
poros abiertos afectan propiedades como permeabilidad y la
superficie disponible para ataques quimicos, donde los’ poros
cerrados tienen un menor efecto sobre estas propiedades,
‘Antes de quemarse los crisoles la porosidad se presenta como
poros abiertos, Durante el quemado, la fracciédn de volumen
de poros decrece, e incluso pueden ser directamente
eliminados, muchos son transformados en poros’ cerrados
internamente, Como un resultado la fraccién de volumen_ de
poros cerrados se incrementa inicialmente y solamente decrece
después de terminado el proceso de quemado,. Los poros
abiertos son generalmente eliminados cuando la porosidad
decrece a 5%.
Los poros pueden ocurrir en diferentes tamatios, formas y
distribuciones y la caracterizacién cuantitativa no es una
cosa simple, En este caso se pueden utilizar dos métodos':
1) Con secciones pulidas del crisol hacer un andlisis
en un drea predeterminada ayuddndose del microscopio
para hacer el conteo,
* Existen otros métodos ver designacidédn ASTM C493-70 (1976) ~
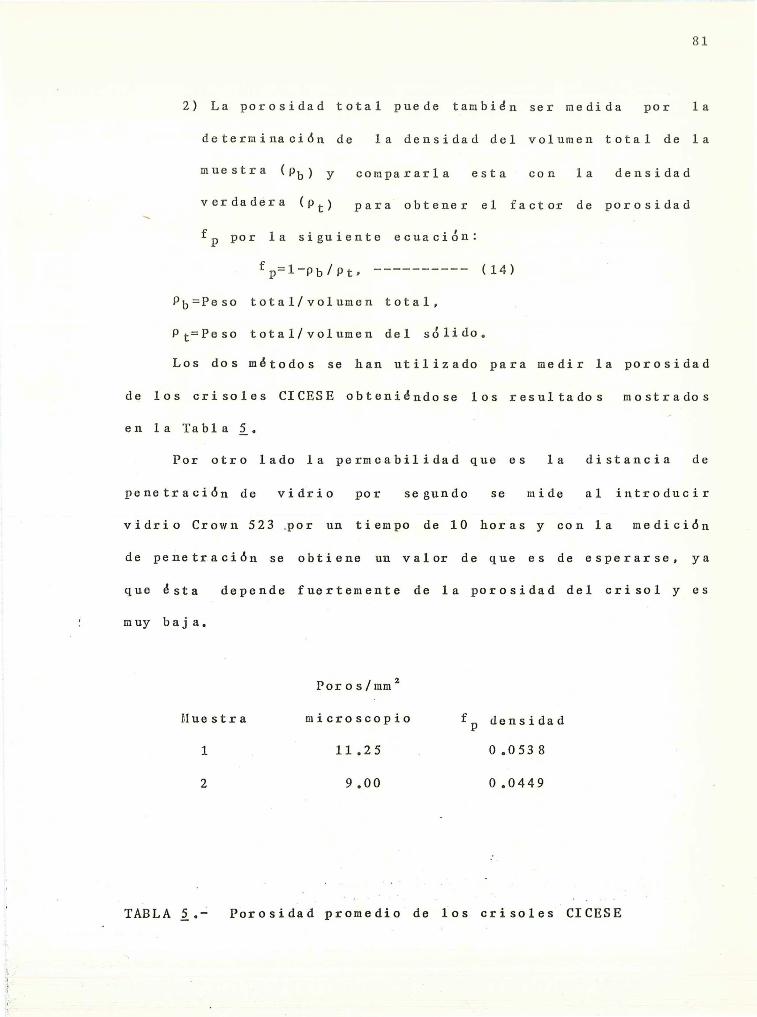
81
2) La porosidad total puede tambidn ser medida por la
determinaciédn de tla densidad dei volumen total de la
muestra (py) y compararla esta con la densidad
verdadera (pP,) para obtener el factor de porosidad
f 5 por la siguiente ecuacidon:
f =1-pp/pt,»a (14)
Py=Peso total/volumen total,
P,=Peso total/volumen del sdlido.
Los dos métodos se han utilizado para medir la porosidad
de los crisoles CICESE obteniéndose los resultados mostrados
en la Tabla 5,
Por otro lado la permeabilidad que es la distancia de
penetracién de vidrio por segundo se mide al introducir
vidrio Crown 523 por un tiempo de 10 horas y con la medicidén
de penetraciédn se obtiene un valor de que es de esperarse, ya
que ésta depende fuertemente de la porosidad del crisol y es
muy baja.
Poros/mm”
Muestra microscopio fy densidad
1 11.25 0.053 8
2 9.00 0.0449
TABLA 5.- Porosidad promedio de los crisoles CICESE

82
RESISTENCIA AL CHOQUE TERMICO
Por la naturaleza del sistema hibrido propuesto, los
crisoles usados en la fundicién no son sometidos a un choqgue
térmico fuerte. Debido a lo cual no es necesario evaluar
este pardmetro cuantitativamente, pero se han probado para
diferencias de temperaturas arriba de 600°C sin que se
provoquen agrietamientos en las paredes del crisol,
Nota: Volumen total se saca por el Método de Arquimides,
Volumen del sdlido se saca por el método del Picndmetro.

83
III.2) HORNO DE FUNDICION
En el horno de fundiciédn se lleva a cabo la fusidn de la
tanda de materias primas y el afinado, Esta <ima operacidén
se realiza para lograr homogeneidad en el vidrio, liberando
las burbujas resultantes en el proceso de fundiciédn,
El horno de fundiciédn mostrado en la Fig 32, es un horno
de crisoles cuyo hogar es calentado por radiaciédn de las
muflas y de la bdveda,.
El dimensionamiento del horno, estd en funciédn de la
cantidad de vidrio que se quiera producir, lo cual determina
la capacidad de los crisoles, Para el caso de 50 toneladas
anuales, son suficientes crisoles de 60 kg. de capacidad, ya
que el horno trabaja continuamente y entrega 60 kg. de
vidrio cada 4 horas, El tamatlo de los crisoles (ver fig 22),
tomando en cuenta el recubrimiento de concreto refractario
que poseen, determina la separaciédn entre las muflas, y el
radio de la bdédveda que concentra el calor sobre el crisol.
El tamaTio de la flama de los quemadores, determina el
espaciamiento mufla-quemador,.
Por la naturaleza del proceso Crisoles-Moldeo Continuo,
el horno de fundiciédn, posee dos zonas_ de diferente
temperatura: La zona de alta temperatura (1450°C), estd
localizada enfrente de las muflas y es la seccidén donde se
llevan a cabo las reacciones quimicas durante el proceso de
fundicién y el terminado durante la homogenizaciédn. En la
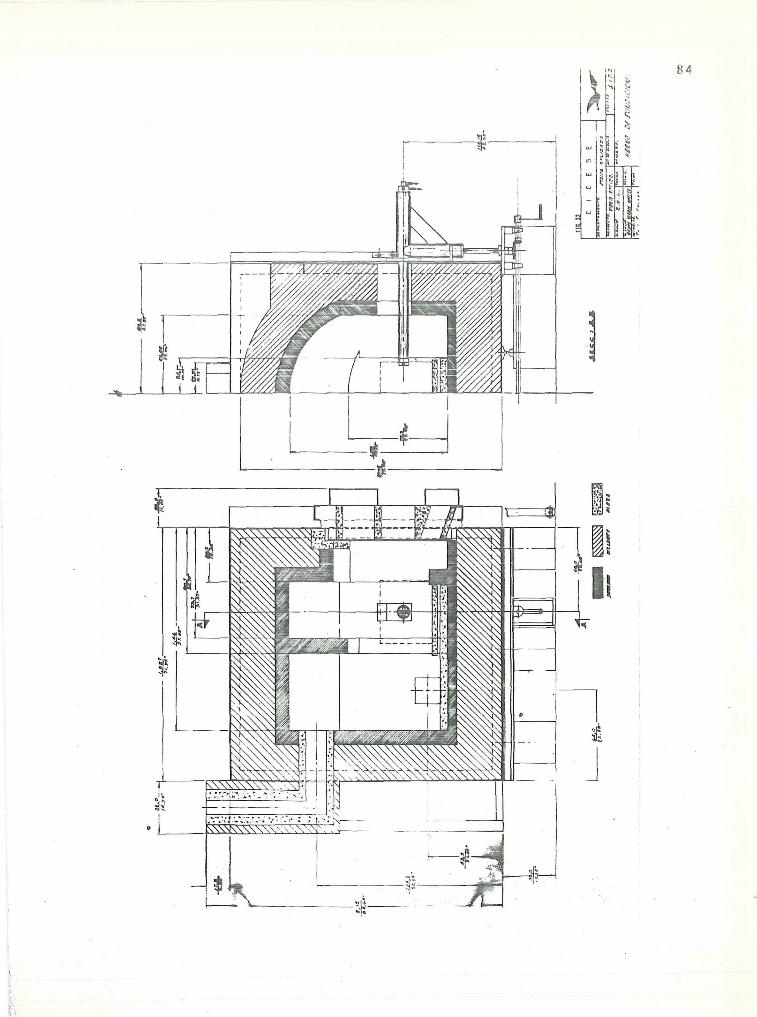
84
2PWOAULTAF70
OMVOH
V9rang|OOA
woe
art]
temres
wwseg|(78'S
gree
SLIF
peau]spceeee pe we]
Oat
OREa
apoosBEVOITYDOA
*~~
-LATER
EE)
iwe
asaasa
85
zona de baja temperatura (1200°C), se realiza la operacién
de verter el vidrio, mediante un sistema mecdnico, al
sofocador, Esta operaciédn de verter el vidrio, se realiza
por dos brazos de fierro enfriados por agua con una estrella
en la punta, que sujetan al forro de concreto refractario del
crisol, lo levantan mecdnicamente y es girado lentamente por
dos operarios, depositdndose el vidrio sobre el canal de
acero inoxidable del sofocador (Ver Fig 33), La necesidad de
estas dos zonas de .-.temperatura determina la longitud del
horno,
Como en el horno de fundiciédn se lleva a cabo la
combustiédn de gas propano (C3Hg), se calculd la relacidén
aire-combustible, necesaria para llevar a cabo una combustiédén
completa, obteniéndose tambidn la energfia liberada (BTU) por
cada pie’ de gas propano:
C3Hg + Aire — COz + H20 + Q ____ (15)
Para 1 Ibmol de C3Hg y considerando aire con 21% de
0, y 79% de Ng
C3Hg +507 +5(3.76Nz)3C09 +4H7 O+5 (3 .76N2)+Q__(16)
11bC3Hg + 3.6281b02 + 11.9471bNy >
2.991bCO, + 1.6341bH20 + 11.941bN2
Aire tedzico £equeri do / 1b de combustible = 15.575 1b.
Por consideraciones prdcticas es necesario considerar un
20% de exceso de aire :

-PRSR.A*
()
aay
ec1eceées
€E
sete
[Ramenremade.
*oor
|
AYEICA
APsreaDa
aeas
mse
Lay
TREE
OPTICE.
Pokws
Fieve.
(ae
[rere
2.4.
--Gite
hee
MECANCO
«|
peDla
wre
le
|
racewar
feoR,S06
2geceiMae
fear
Abe.Praa
DeLf.CFLAVA
86

87
Aire requerido = 18.69 lb.
(18.69 1b Aire/1 lbpropano)*(1 1b propano/8.5 pie*gas)*
*(1 pie*aire/0.07655 lb Aire) = 28.72 pie’aire/pie’gas
Para calcular la cantidad de BTU
Ar = AH - + {ncpat ee (17)
Als = Auf productos ~ AH¢ reactantes
©3Hg(g) + 502(g) —> 3CO2(g) + 4H20(1) _____(18)AH, = -530,601-cal/gmol
AHr = -530,601 + [ (eapena - Jepreact 1(T2 ~T1)Cp = a+ bT + cT”
2
c = Aa + AbT + AcTPorod ~ CPreact
Aa = [3(10.57)+7.30] -— [5(7.16)+2.410]
Ab [3(2.10x10-3 )+4(2.46x10-*)] - [5(1x107-2)+(57.195x10-' )]
[3(-2.06x10-*5)+4(0)] - [5(-.40x10-5)+(-17.533x10-°)]> a Ul
inte grando
AHr=-530601+Aa (T-298) +(Ab/2) (T’-298")+(Ac/3) (T°-298°)
(-1090,319.6 BIU/1bmol)/(44.09 1bm/1bmol)AHy 723°C
= -24729.40 BTU/1bmAByog"e
Por lo que podemos resumir estos’ cdlculos de la
siguiente manera
Aire 18.69 lbs.
2.994 lbs. 14.4 lbs.
1 lbs. | Quemador co, 7 Nogas [——_*
propano combustiédén}. (1.634 lbs, -24729.40 BTU/1bm
H,40

88
El volumen de los gases de combustiédn por Ilibra de
combustible quemada estd dada por
PV = mRT,_(19)
V = oRT/P,
V/me = nRT/Pm¢, ___ (20)
donde,
V = volumen de los gases,
Me = peso de combustible quemado en libras,
R = 1.314 (pie*atm/°Kibmol) constante de los gases
T = temperatura absoluta,
n = nimero de moles totales de la reaccién de
combustidén,
V L[3+44+1,2(18,8) +1] lbmolx1.314 pie atm/°Klbmolx572.53°KMe 1 atm x 44 1bm
V/me = 14.79 m de gases/1bm propano
Estos gases de combustiédn poseen las siguientes propiedades
PV = nRT,
p=MV,(21)
PV = (M/PM)RT,
(P)(PM) = (M/V)RT,
p = (P)(PM)/RT, (22)
((1 atm) (108 1b/1bmol))9
((1.3414 pie*atm/°K1mol) (572.53 °K))

89
p = 0.1435 lbs/pie’,
El porciento en volumen de los gases en combustiédén es
“Vol CO, = (3 1bmol x 100)/(30.56 1bmol) = 9,8167
®Vol Ho, = (4 1bmol x 100)/(30.56 1bmol) = 13.08
“Vol Ny = (22.56 lbmol x 100)/(30.56 ibmol) = 73.82
%Vol 0, = (1 1lbmol x 100)/(30.56 1bmol) = 3.27
conductividad calorifica promedio:
Emezcla = Keo, (09816) + ky (.1308) + k2\s No (.73 82)
k05(.0327),_(23)
Knezcla = 0.08055 BIU/(Hrpie F),
capacidad calorifica promedio:
CTrexvia = (Coz) (%Vol;), (24)
Crrezcla = 04233 BTU/(1bm F),
viscosidad promedio:
Pmezcla = (ui) (%V014), —___(25)
Bmezcla = 0.027 lbm/(Hr pie),
Usando estos datos, se calculan mds adelante las
pérdidas de calor por conveccién que se tienen debido a los
gases de combustién que se desalojan por 1a chimenea del
horno, considerando que recorren una longitud de 5 pies con
una velocidad 8 pie/seg (datos empiricos).
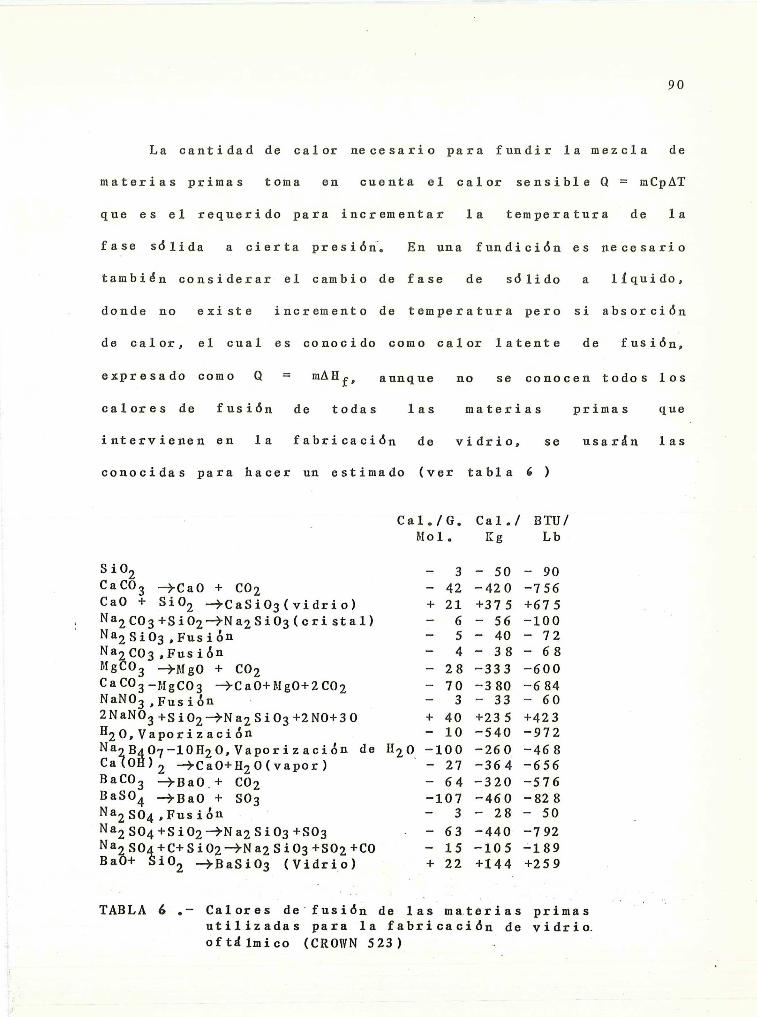
90
La cantidad de calor necesario para fundir la mezcla de
materias primas toma en cuenta el calor sensible Q = mCpAT
que es el requerido para incrementar la temperatura de la
fase sdlida a cierta presiédn, En una fundicidédn es necesario
también considerar el cambio de fase de sdlido a liquido,
donde no existe incremento de temperatura pero si absorcidén
de calor, el cual es conocido como calor latente de fusidn,
expresado como Q = mAHs, aunque no se conocen todos los
calores de fusiédn de todas las materias primas que
intervienen en la fabricaciédn de vidrio, se usardn las
conocidas para hacer un estimado (ver tabla 6 )
Ca1l./G. Cal./ BTU/
Mol. Kg Lb
Si0, - 3 - 50 - 90CaCO, —+Ca0 + COQ - 42 -420 -756CaO + Si0, —+CaSi03(vidrio) + 21 +375 +675Nay C03 +Si072—NazSi03(cristal) - 6 -— 56 -100Nay Si03,Fusién ~ § = 40 - 72NayC03,Fusién - 4- 38 - 68
MgCO, —>MgO + CO2 - 28 -333 -600CaC03-MgCO3 —>Ca0+Mg0+2C02 - 70 -380 -684NaNO3,Fusidn ' = 3 - 33 - 60
2NaN04 +§i0.—Nay Si03+2N0+30 + 40 +235 +423520% Vaporizacidén - 10 -540 -972cay of)710H20,Vaporizacién de Hy0 -100 -260 -468
OH), —>Ca0+Hy0(vapor) - 27 -364 -656BaC0, *Bad. + C02 - 64 -320 -576BaSO, —>Ba0 + S03 -107 -460 -828Na, s04,Fusién - 3 - 28 - 50Wes apy oes>Nansate eats - = 63 -440 -792FA8041 C+ $402PN a2 $103 +802 +CO - 15 -105 -189a
i0, —>BaSi03 (Vidrio) + 22 +144 +259
TABLA 6 .- Calores de'fusidén de las materias primasutilizadas para la fabricacién de vidrio.oftdimico (CROWN 523)
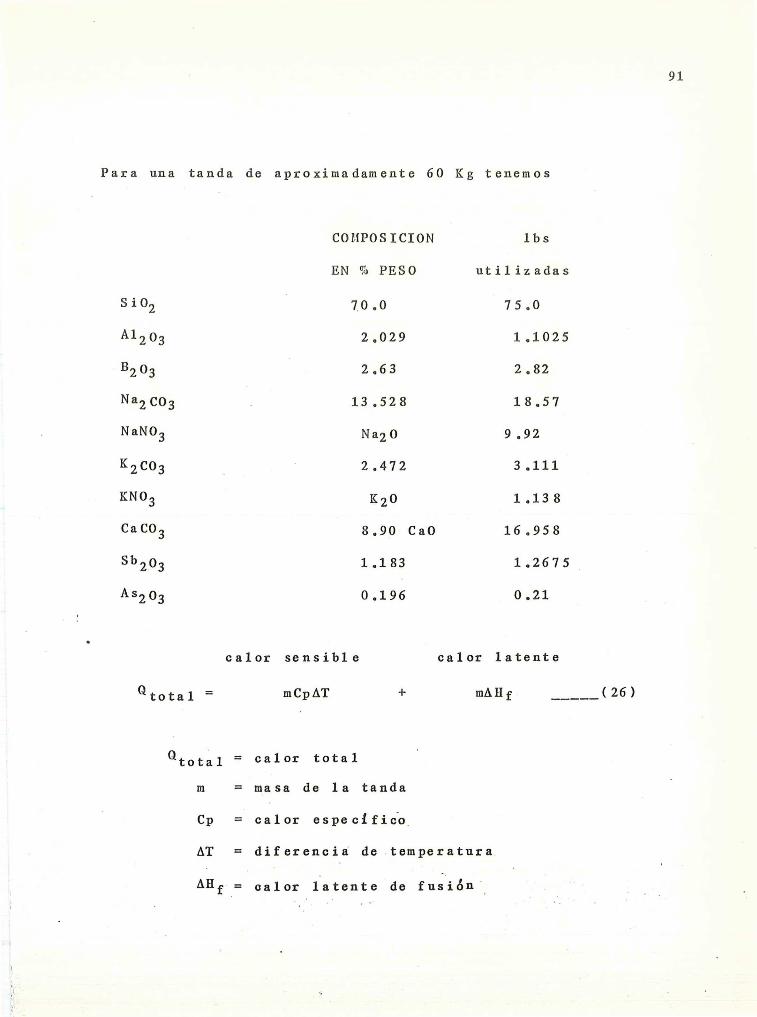
91
Para una tanda de aproximadamente 60 Kg tenemos
COMPOS ICION lbs
EN % PESO utilizadas
$i0, 70.0 75.0
Al, 03 2.029 1.1025
By 03 2.63 2.82
Nay C03 13.528 18.57
NaNO, Nag 0 9.92
K4C03 2.472 341
KNO, K0 1.138
CaCO, 8.90 CaO 16.958
Sb403 1.183 1 «A675
AS03 0.196 0.21
calor sensible calor latente
___ (26)total = mCpAT + mA¢
Qiotal = calor total
m = masa de la tanda
Cp = calor especifico
AT = diferencia de temperatura
AH ¢ calor latente de fusién’

92
CALOR SENSIBLE
Q = mCpAT
Cp = (Cm + aT)/(1 + bT)=(Cm + aT)/(1 + 0,00146T) 631(27)
Cm = (Cy + aT)/(1 + 0.00146T) (28)
a Cy
Si0, =0.70 x 0.000468 3.276x10~-* (.1657) =0.1159
A1,03=0.01029 x 0.000456= 4.661x10~° (.1765)=1.816x10~°
1.572x1075 (.1935) =5.089x10-3i]By 03 =0.0263 x 0.000598
Na,0 =0.1352 x 0.000829 1.121x10~-* (.2229) =0.03015
K,0 =0.0247 x 0.000445 = 1.099x10~° (.1756) =4.337x10-°
CaO =0.890 x 0.000410 = 3.649x10-5 (.1709) =0.0152
Sb503=
AS403=
TOTAL 5.075 x 10-4 0.1725
Cm = [(0.1725)+(5.075x10-*) (1450°C)]/[1+(0.00146) (1450°C)]
Cm = 0.2914
Cp = [(0.2914)+(5.075x10-*4)(1450°C)] / [1+0.00146(1450°C)]
Cp = 0.3295 cal/(gr°C)
Q = (59135 gr)(.3295 cal/(gr°C))(1425°C)
Q = 27,766100 calorifias(1 BTU/252: calorifas)
Q = 110,222.62 BTU 7
[3] Ver literatura citada (Tooley)
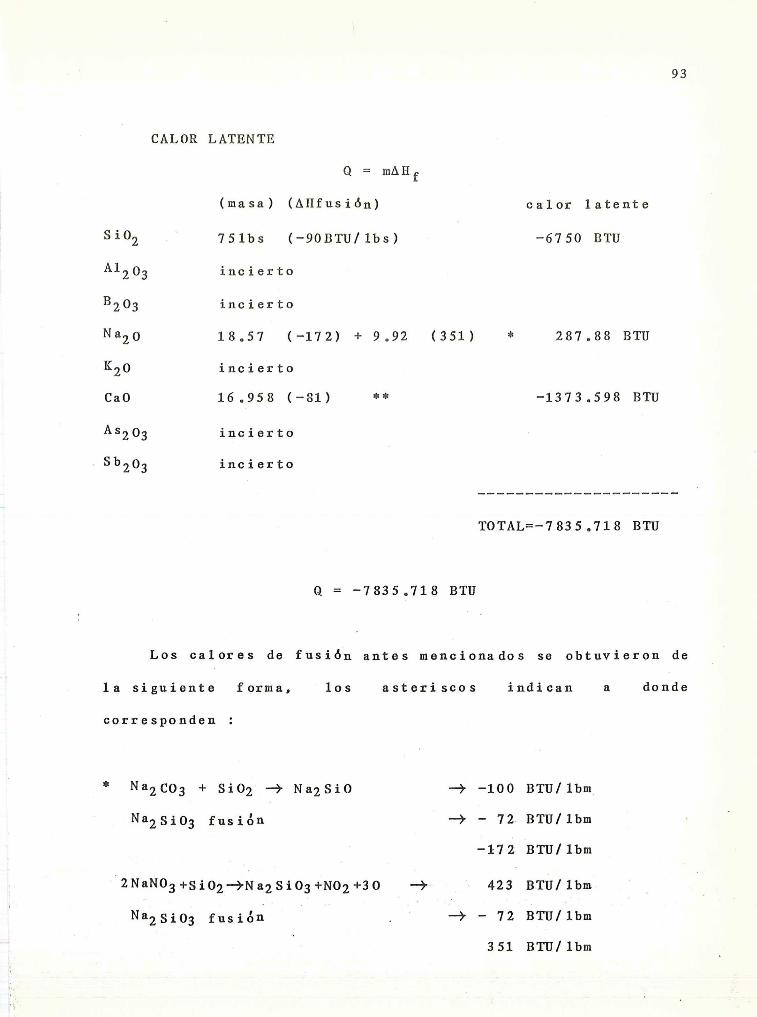
93
CALOR LATENTE
Qe= mA H »
(masa) (AHfusidén) calor latente
Si0, 751bs (-90BTU/1bs) -6750 BTU
Al, 03 incierto
B403 incierto
Nayo 18.57 (-172) + 9.92 (351) * 287.88 BTU
K40 incierto
CaO 16.958 (-81) *% -1373.598 BTU
ASo 03 incierto
- $b503 incierto
TOTAL=-7835.718 BTU
Q = -7835.718 BTU
Los calores de fusién antes mencionados se obtuvieron de
la siguiente forma, los asteriscos indican a donde
corresponden
* Na,CO3 + Si02 — Na2SiO — -100 BTU/1bm
Nay$i03 fusidn — - 72. BTU/1bm
-172 BTU/1bm
2NaN03+$i0)—NazSi03+N02+30 > 423 BTU/1bm
Nay $i03 fusién a > - 72 BTU/1bm
351 BTU/1bm
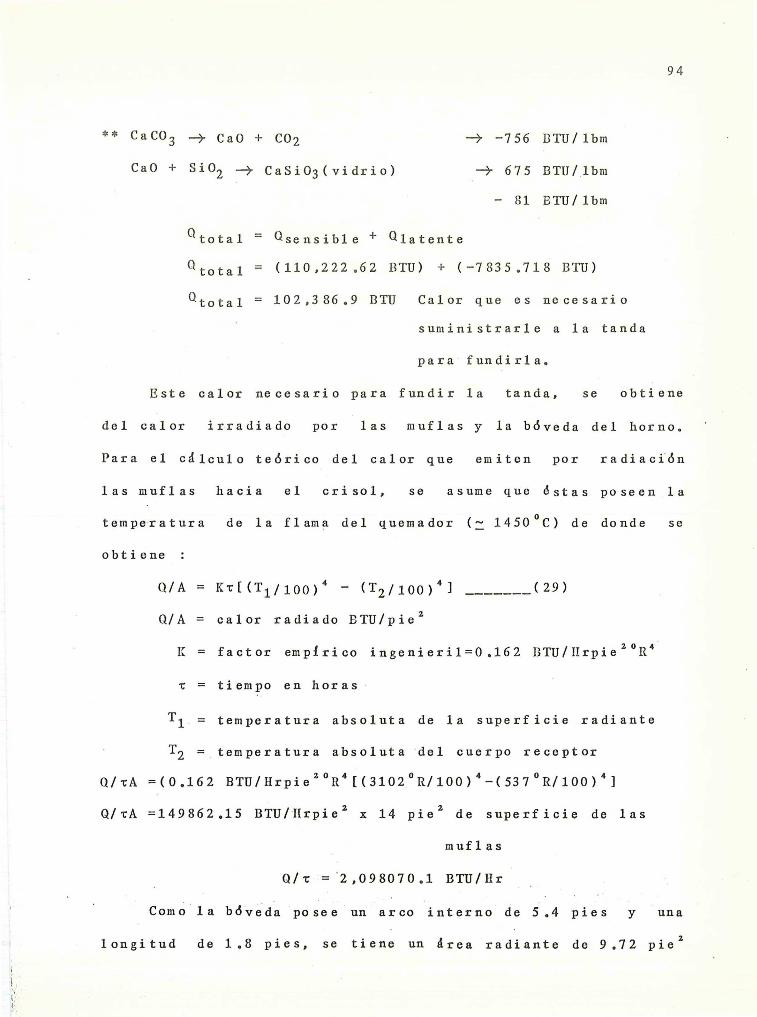
94
** CaCOz —» CaO + CO2 — -756 BTU/1bm
CaO + SiO, — CaSi03(vidrio) — 675 BTU/1bm
- 81 BTU/1bm
Qtotal = Qsensible + Qlatente
Qrotal = (110,222.62 BTU) + (-7835.718 BTU)
Qeatal 102,386.9 BTU Calor que es necesario
suministrarle a la tanda
para fundirla,
Este calor necesario para fundir la tanda, se obtiene
del calor irradiado por las muflas y la béveda del horno.
Para el cdlculo tedrico del calor que emiten por radiacidn
las muflas hacia el crisol, se asume que éstas poseen la
Ean geen tnwa de la flama del quemador (~ 1450°C) de donde se
obtiene
Q/A = Ktl€(T,/100)* - (T,/100)*)] ~-__(29)
Q/A = calor radiado BTU/pie’”
K = factor empirico ingenieril=0.162 BTU/Irpie” °R*
t = tiempo en horas
Ty = temperatura absoluta de la superficie radiante
Ts = temperatura absoluta del cuerpo receptor
Q/tA =(0.162 BTU/Hrpie’ °R*[(3102°R/100) *-(537°R/100)“]
Q/ tA =149862.15 BTU/Hrpie” x 14 pie” de superficie de las
muflas
Q/t ='2,098070.1 BTU/Hr
Como la béveda poses un asim datouae de 5.4 pies y una
longitud de 1.8 pies, se tiene un drea radiante de 9.72 pie’

95
aouna temperatura menor que las muflas_ al inicio de la
operacién, cuando el horno estabiliza la temperatura, esta
emite aproximadamente 1,456660.10 BTU/Hr (dato obtenido
usando la ecuaciédn 29), Por lo que se poseen aproximadamente
3,554,730.20 BTU/Ir de energia calorifica para llevar a cabo
la fundicidn, Sin embargo es necesario considerar la
cantidad de calor que se pierde por los tres mecanismos de
transferencia de calor, lo cual influye para poder mantener
la temperatura del horno a 1450°C
CALOR PERDIDO POR CONDUCCION
Esta es la cantidad de calor perdido a través de una
pared estacionaria como la mostrada en la Fig 34,
La cantidad de flujo de calor dQ esta dado por
dQ = KA(-dt/dx) BTU/Ur,(30)
donde -dt/dx es el gradiente de temperatura, K oes la
conductividad térmica de la pared y A es el A4rea de
conducciédn, La férmula general de transferencia de calor por
conduccién para una pared compuesta puede escribirse como
OQ. At ___(31)8 Ey / ky Ay +L2/k2A2 +L3/K3A3+..6+Ln/KnAn '
Q/O = At/(k, + ky + kg + .e5 + Ky). ___ (32)
donde
Q/@ = Calor perdido BTU/IIr,
At = Diferencia de temperatura (Horno-Medio ambiente),
L = Espesor de la capa en pies,
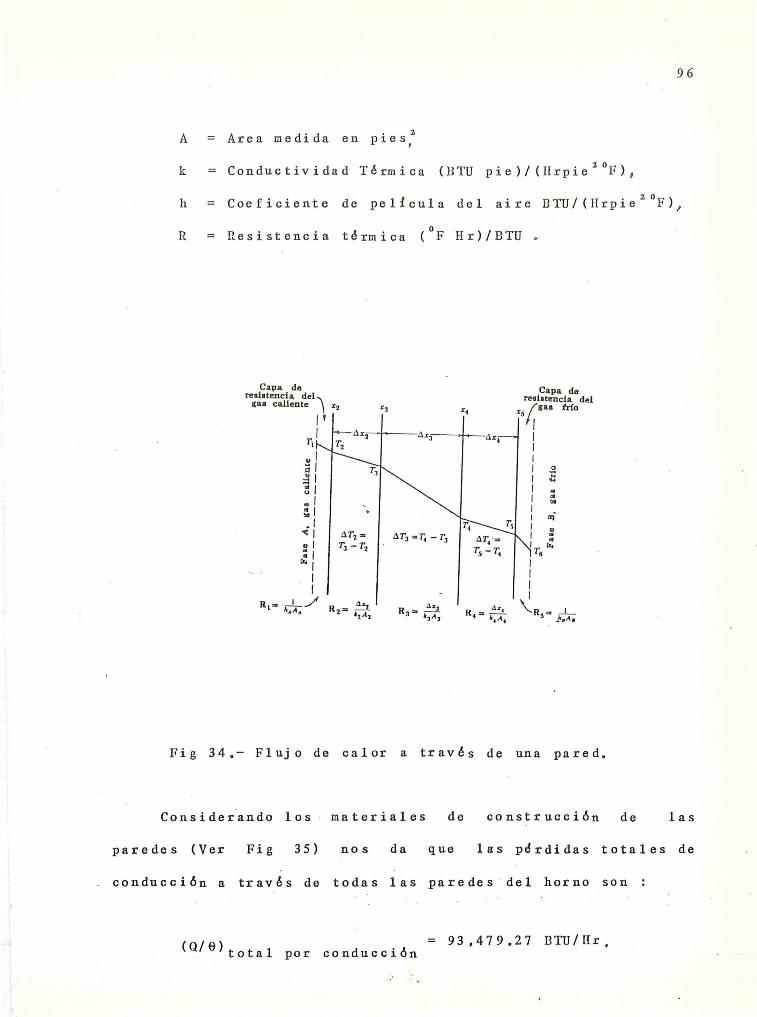
96
A = Area medida en pies”
k = Conductividad Térmica (BTU pie)/(Hrpie’°F),
h = Coeficiente de pelfcula del aire BTU/(Urpie’ °F),
R = Resistencia térmica (°F Hr)/BTU.
Capa deresistencia del cape de
resistencia delgas caliente \ Xq x3 x x. (588 frfo
5
| /;
z | aaArgAgax |
os % |» |
5 | gl | 25 ga! 1 8z| _= | . ‘a
| . or)| T Tt¥ 4 5s} fy
1] Am= at=Q-% ane A! 3o | T3-T, | 4 Fs,| T, -T, Tgoe |
| I| || |
R= tt ax,h R — = ax
Fig 34.- Flujo de calor a través de una pared.
Considerando los: materiales de construccién de las
paredes (Ver Fig 35) nos da que las pérdidas totales de
conduccién a través de todas las paredes del horno son
= 93,479.27 BTU/HUr,(Q/8) total por conducciédén
97
Como el flujo de calor es a través de una pared
compuesta, debe de vencer, las resistencias de cada uno de
los materiales en serie, El calor que entra en la cara
derecha (Ver Fig 34) debe de ser igual al calor que sale por
la cara izquierda, ya que el estado estable sanciona el
almacenamiento de calor, Si cada una de las resistencias de
los materiales son diferentes por tener diferente
conductividad térmica y espesor, se tendrd una diferencia de
temperaturas entre capa y capa dada por la ecuacidédn
At; = At * Ry/Rr, __(33)
donde
At, = Diferencia de temperatura entre una pared
y la otra,
At = Diferencia total de temperatura (Hogar del
horno - medio ambiente),
Rj = Resistencia del material i,
Ry = Resistencia total de los materiales.
De donde se obtienen los resultados mostrados en la Fig
36, que es la distribuciédn de la temperatura a través de las
paredes del horno,
CALOR PERDIDO POR CONVECCION : : .
La conveccién es la transferencia de calor de las
paredes del horno a los flujos de aire que circulanen la
superficie de estas, Cuando los flujos de aire no son

PELICULA
|LADRILLO
LADRILLO
LADRILLO
|
AISLANTE
|
RECUBRI-.
PROPIEDADES
DE
MIENTO
AIRE
SUPERDURO]
SILICA
AISLANTE
FIBRA
DE
|
LAMINA
DE
'TALAMO!!
HW-28
VIDRIO
ACERO
MORTERO
REFRAC=
TARIO
PELICULA
DEAIRE
CONDUCTIVIDAD
TERMICA
K=BTU-FT
---
0.875
|
1.166
0.291
0.0225
30HR=FT2=°F
COEFICIENTE
DEPELICULA
H=
i2
=a
===,
ein
——
=HReFT2OOF
AREA
DE
LAS
SECCIONES
A=FT?
8.860
8.860
---
27.760
---
32.264
PUERTA
“4,80
---
---
4,880
---
---
FRENT
RESTO
DE
PARED
8.363
8.363
---
26.020
---=
PARTE
DEATRAS
12.655
12.655
---
26.020
34.084
34.196
FONDO
-13,025
13.025
---
13.025
—---
BOVEDA
,19.735
---
19,785
28.286
=o
—ESPESOR
DELAS
PAREDES
AXi=FT.
LADO
S0.0833
0.375
---
~ 750
PUER
TA0.
0833
---
---.
.750
FREN
TE\p
esTO
DEPARED
0.08
33--
-=
750
---
_--
ATRA
S0.0833
0.375
an
» 750
0.0833
0.0104
FOND
O0.
0833
0.208
---
1,12
52
BOVE
DA0.
0833
---
0.37
5275
0--
---
-
0833
0.0104
0.170
0.0104
0.0104
0.0104
0.0104
-——
0.0104
33.270
4,880
26.020
34.196
13.025
33.506
0.0833
0.0833
0.0833
0.0833
0.0833
0.0833
FIG.
35PROPIEDADES
YESPESORES
DE
LOS
MATERIALES
UTILIZADOS
ENLA
CONSTRUCCION
DEL
HORNO
DE
FUNDICION.
99
provocados, se le Llama conveccidédn libre, Esta descrita por
la Ec.
dQ = hAdt(34)
donde la constante de proporcionalidad h, es un término sobre
el cual tiene influencia la naturaleza del flujo y debe
evaluarse experimentalmente, La Ec. 34 puede escribirse
como
Q@ = hA(T, - Ta) ____ (35)
donde
h = Nyk/L ____ (36)
P.. = Cpyu/k (37)
Para una pared calentada en toda su longitud se cumple:
+,q = 0.332 P,* R, _____ (38)
UxRe = pvL/p _____ (39)
N, = nab/k __ (40 )
donde
Ny = Numero de Nussel
P= Numero adimensional de Prandtl
Cp = Capacidad calorifica del aire a una temperatura
p = Viscosidad del aire a la temperatura
2
te (1lbm/Hrpie )
v = velocidad del aire a la temperatura te
(pie/seg) .
p = densidad del aire a la temperatura te
(1b/pie®)

LOCAL!ZAC1ON
TEMPERATURA
oOF
LADOS
FRENTE
PUERTA
RESTO
DE
PARED
PARTE
DE
ATRAS
FONDO
ROVEDA H
OGAR
8&EL
HORNO
PELICULA
DE
AIRE
LADRILLO
SUPERDURO
PELICULA
DE
AIRE
LADRILLO
AISLANTE
LADRILLO
SUPERDURO
LADRILLO
AISLANTE
LADRILLO
FIBRA
DEAISLANTE
VIDRIO
LADRILLO
AISLANTE
-LAMINA
FIBRA
DE
VIDRIO-LAMINA
LAMINA=PELICULA
DE
AIRE
PELICULA..DE
AIRE
-LADRILLO
DE
SILICA
LADRILLO
DE
SILICA
LADRILLO
AISLANTE
LADRILLO
AISLANTE
PELICULA
DE
AIRE
2565
2518.94
2045.54
1135.
98
me
oete
1123.37
2565
2524.85
TEMP.
AMBIENTE
2565
2523.56
1240.19
TEMP.
AMRIENTE
2565
2509.04
1934.13
TEM,
AMBIENTE
2565
2539.48
TEMP.
AMBIFNTE
2516.07
2140,37
TEMP.
AMBIENTE
DISTRIBUCION
DETEMPERATURA
ATRAVES
DE
LAS
PAREDES
DEL
HORNO
DE
.FUNDICION
101
k = conductividad térmica del aire a te
(BTU/Urpie °F)
Re = ntmero adimensional de Reynolds
te = temperatura media
t. = temperatura de la pared
t. = temperatura del aire
Considerando lo anterior tenemos
Q = 2062.83 BTU/Erconveccién de las paredes
CALOR PERDIDO POR RADTACION
La radiacién involucra la transferencia de energia
radiante, de una fuente a un recibidor, cuando esto sucede,
parte de la energia se absorbe por el recibidor y parte se
refleja. Basdndose en la segunda ley de la termodindmica, la
velocidad a la cual una fuente emite calor es
dQ = oedAT* = kdAT* _(41)
donde
dQ = flujo de calor BTU
c = Constante de emisividad
e = factor de radiacidén
dA = Area radiante
T = temperatura absoluta del emisor (°R)
k = oe =-factor ingenieril=0.162BTU/(Hrpie?°’R*)"*!
‘(4 ] Ver literatura citada (Holman)
102
Las pérdidas por radiacién considerables, se presentan
cuando se abre la puerta de alimentaciédn para llevar a cabo
el proceso de agitado y cuando se usa el sistema de sofocado.
Considerando estos casos y haciendo uso de la Ec 41 tenemos:
Qradiado por las ventanillas del
Sistema de verter vidrio = 27,201.64 BTU/Hr.
Q radiacién por la ventanilla
de agitacidén 316,658.76 BTU/Hr.
Q radiacién por la ventanillapara el sofocado
= 406,264.07 BTU/Hr,
62,403.70 BTU/Hr,
Qtotal por radiacidén
El calor total requerido para hacer una fundida de
[s]vidrio en intinerario de 24 Hrs es
Qtotal = > (calor de fusion + calor perdido por conduccidén
+ calor perdido por conveccién + calor perdido
por radiacién + ... )
Qtotal = 23,352785 BIU.
Considerando un factor de seguridad de un 20% sobre el
resultado
Qtotal = 28,023270 BTU.
Con este dato podemos sacar la cantidad de combustible
gastado en 24 Hrs de operacién:
[s] Ver Referencia (Rivera Garibaldi, Reporte técnico)
103
COHBUSTIBLE GASTADO =
= Qtotal en 24 Hrs (42)potencia calorificadel CaKg
ll (28023270 BTU/24Hrs) (1K gC3H8/13738 Keal) (.252Kceal/1BTU)
512.17 (KgC3Hg)/24 Hrsll
GASTO DE COMBUSTIBLE _ 21.34 Kg/Hr
POR HORA
Tomando en cuenta que el precio del Kg de combustible es
12.40 M.N. (agosto 1984), el costo por hora de operaciédédn es:
Costo de operacién / hora = 264.61
Basdndose en los datos anteriores, se selecciona la
capacidad del tanque de combustible y el sistema de
combustién mostrados en las Figs 37 y 38 .
Una vez justificado el dimensionamiento, el sistema de
combustién y los materiales de construccién del horno de
fundicién, es conveniente enfatizar como se realiza la
operacidén de afinado en el mismo, Como se menciond
anteriormente consiste en la liberaciédn de burbujas en el
fundido de vidrio, Esto se resuelve por agitaciédn del
vidrio, altas temperaturas y por adiciédn de ciertos éxidos en
la tanda original,
Las burbujas pueden removerse det fundido por dos
caminos, Pueden subirse a la superficie 4 el gas puede ser
disuelto en el vidrio, La velocidad de desplazamiento de una
burbuja estd dada por la ecuacidn:
ifr)

103
COMBUSTIBLE GASTADO =
= Qtotal en 24 Hrs (42)potencia calorificadel C3Hg
(28023270 BTU/24Hrs) (1K gC3H8/13738 Keal)(.252Kca1/1BTU)
= 512.17 (KgC3Hg)/24 Hrs
GASTO DE COMBUSTIBLE _ 21.34 Kg/Hr
POR HORA
Tomando en cuenta que el precio del Kg de combustible es
12.40 M.N. (agosto 1984), el costo por hora de operacién es:
Costo de operacién / hora = 264.61
Basdndose en los datos anteriores, se selecciona: «kahae.
capacidad del tanque de combustible y el sistema e
combustién mostrados en las Figs 37 y 38 .
Una vez justificado el dimensionamiento, el sistema _de
combustiédn y los materiales de construcciédn del horno de
fundicidédn, es conveniente enfatizar como se realiza la
operacién de afinado en el mismo. Como se menciond
anteriormente consiste en la liberaciédn de burbujas en el
fundido de vidrio. Esto se resuelve por agitaciédn del
vidrio, altas temperaturas y por adicién de ciertos: 6xidos”enmPEE
. Si Sect
la tanda original, 2‘ co
Las burbujas. pueden removerse del fundido por dos
caminos, Pueden subirse a la superficie 6 el gas puede ser.
disuelto en el vidrio, La velocidad de desplazamiento de una
burbuja estd dada por la ecuacidén:
p
|
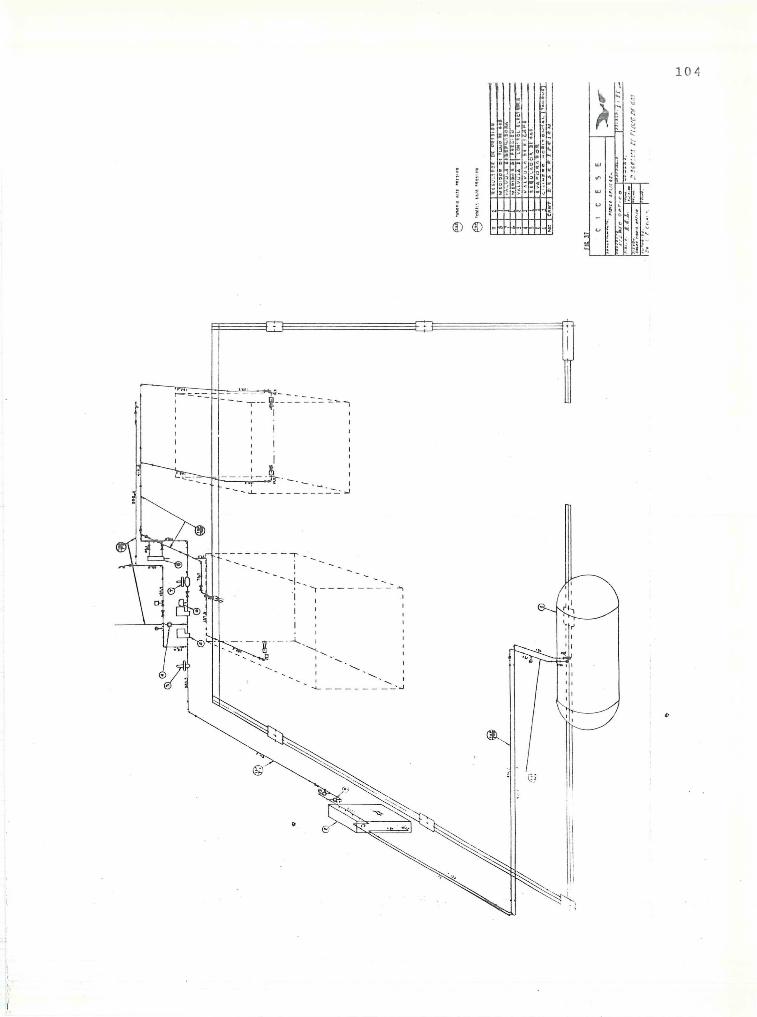
i
eB
Twneein
Auta
PRri
ow
&Te
etiy
MAA
PRESTON
637
c1cgeées
€ SaratIeee
FUSE
RAPLICAD
ror
TTT
STIS
frckro
oPrico
tr FI
BEL
[Ra
eee
ee
oz,
KITT
=2960289
LEFURDE
GAS
feer
eened
earice
Tate
rte
FT,
104
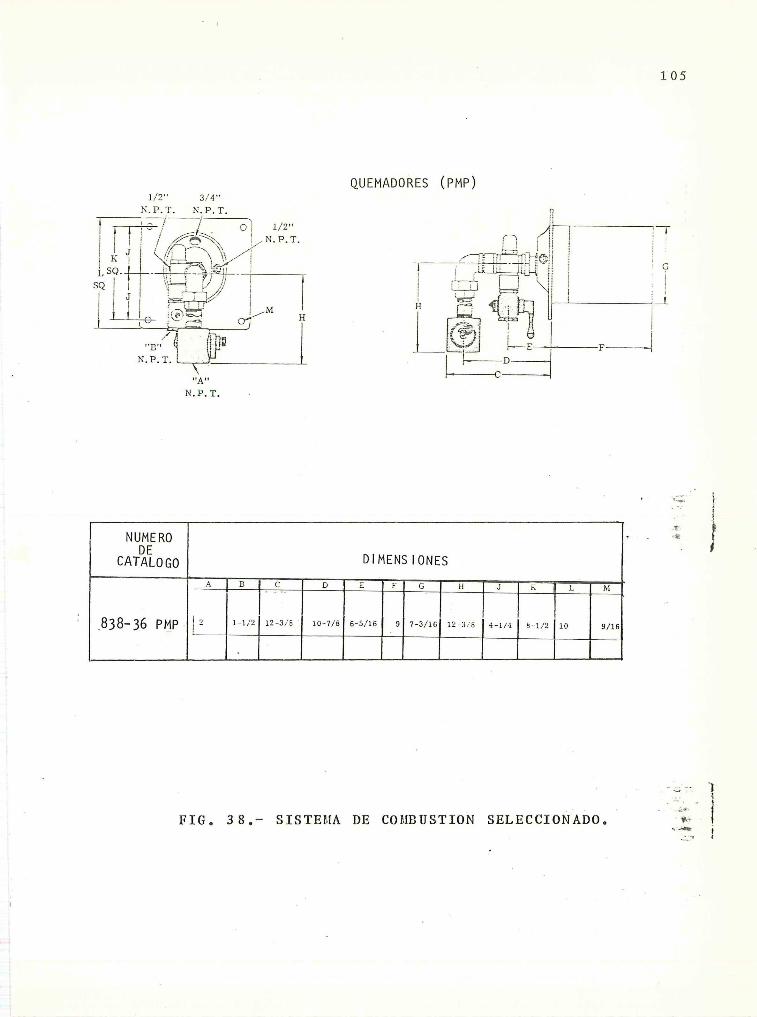
105
QUEMADORES (PMP)
1/2 3/4N.P.T. N.P.T
i ba. i / | Oo} 1/2"| fi f Zor iN P.T
Lt) GENSis9.t1 a a cil | rsoli) Wey |Pla)ft | ea | Mft pt. ees on H
“AR jtheo (aN.P.T j L
wat
NLP, T.
e
NUMERO 7DECATALOGO DIMENS I ONES
A B Co D E F G H J RK L M
838-36 PMP [2 1-1/2] 12-3/5 10-7/8
|
6-5/16 3 7-3/16{ 12-3/8
|
4-1/4
|
8-1/2
|
10 9/16
FIG. 38.- SISTEMA DE COMBUSTION SELECCIONADO,.
SOageener
od
106
dh/dt = 2pgR7/9n _____ (43)
donde:
p = Densidad del vidrio
g = Constante de la gravedad
R = Radio de la burbuja
n = Viscosidad del vidrio
si
n = 100 Poises
R = 0.1 mm
10 cm/dia[2dh/dt
Lo anterior obliga a que las burbujas pequetias tengan
que ser removidas por disolucién del gas en el interior del
vidrio y que las burbujas grandes se remuevan a la superficie
del vidrio,
Los éxidos de arsdnico y antimonio son agentes de
refinacién que cominmente se les atladen a los vidrios para
remover burbujas, El mecanismo por lo cual estos agentes
actuan, se cree que es debido a que aumentan la disolucidén de
0 iazac’ 4, 8 1 tracién d2 en el vidrio 5 sea que reducen la concentracidn de
oxigeno en el vidrio, ya que a bajas temperaturas el arsénico
estd en forma trivalente (As 03) y puede reaccionar con
el oxigeno disuelto fisicamente en el vidrio (burbujas), part
tomar su estado pentavalente A805, Conforme la cantidad
{o] Holland L.
Se
-
{1 4
107
de arsdnico se incrementa en la tanda, la cantidad de oxigeno
Aso03 + 02 — As205 _(44)
disuelto se reduce, Cono en el fundido se utilizan
carbonatos estos son generalmente fuentes de dxido de calcio -
y sodio, por lo que se pueden encontrar burbujas de co, y
Ny las cuales requieren consideraciones éspactales, Existe
una hipdtesis que establece que el COy puede descomponerse
para formar 0, y CO Ilo cual es favorable cuando se utilizan
agentes de refinacién,
El terminado de arsdénico y antimonio. se mejora si alguno
de los carbonatos dicalis de la tanda es reemplazado por
nitratos, debido a que el arsénico trivalente o el antimonio
trivalente reaccionan con los nitratos, para formar _Oxidés
pentavalentes, con lo cual donan_ sus oxigenos altas
temperaturas para formar burbujas grandes, Los nitratos’ de
sodio y potasio se descomponen a dxidos entre 400 y 800°C,
{7]por lo que la reaccién con el oxigeno sucede
NaNOz -—>NO + 1/2 02 + NagO _(45)
Para el caso particular del laboratorio de Valle Verde,
se usan agentes de refinaciédn para las bubujas pequetias y la
grandes son sacadas a la superficie del’ vidrio por agitacidn
del fundido con una varilla cerdmica (Timbel) la cual es
{7] Wolland L.
SONmgr
met
108
accionada mecdnicamente provocando que el Timbel describa
movimientos espirales hacia el centro del crisol inicialmente
y despuds hacia el exterior, ademds del movimiento ascendente
y descendente del Timbel.
o a2“Re
<<—1
109
TII.3) SISTEMA DE SOFOCADO
Idealmente la formacidén de vidrio requiere
homogeneizacién completa para los iones involucrados en el
proceso de fundicidn, A esta homogeneizacién se le opone la
viscocidad del Iliquido fundido, La homogeneidad requerida
depende del uso que se le quiera dar al vidrio, El vidrio
dptico debe ser altamente homogeneizado y contener muy pocas
impurezas a diferencia de otros tipos,
El vidrio fundido es un liquido viscoso que puede
homogeneizarse por agitado o por sofocado y quebrado, Ambas
formas son utilizadas en el sistema hibrido desarrollado con
la finalidad de obtener la mayor homogeneidad posible.
En el sistema de sofocado, el vidrio es sometido 12 |
cambio rdpido en su temperatura (choque térmico). El- efecto i
del choque térmico sobre diferentes materiales no depende
solamente del nivel, distribuciédn y duraciédn de esfuerzos,
sino que también de las caracteristicas del material, tales
como, ductibilidad, porosidad y existencia de defectos,
Consecuentemente es imposible definir un simple factor de
resistencia a los esfuerzos térmicos que sea satisfactorio
para todas las situaciones,
Consideremos un material ideal, el cual se fractura }
cuando los esfuerzos en la_ superficie alcanzan un nivetkoe
=
particular. Vidrio, porcelanas y cerdmi‘cas magndticas pueden
ser analizados mediante este criterio .y determinar las
condiciones necesarias de temperatura para fracturarse,
110
Si el vidrio fundido se sumerge en un Iliquido (H,0
destilada), hay una rdpida transferencia de calor. Se pueden
calcular los esfuerzos en la superficie (oc) partiendo de la
siguiente ecuacién,
o=-Ea(T’-T,), ---------- (45)
para una elasticidad perfecta, restringida en una sola
direccién, Donde:
E=Méddulo de elasticidad PSI,
a=Coeficiente de expanciédn lineal dl/1dT,
To=Temperatura inicial,
T’=Nueva temperatura,
de donde se puede ver que los esfuerzos superficiales son
proporcionales a la elasticidad del material y a Los+ =
esfuerzos eldsticos (productos de la expansidén térmica lineal
y la diferencia de temperatura),
Cuando un cuerpo es calentado, los esfuerzos
resultantes son compresivos y cuando es enfriado se forman
esfuerzos similares tensiles,. Los esfuerzos resultan en
realidad de los gradientes de temperatura en el interior del
cuerpo, por lo que la expansién libre de cada elemento de
volumen no puede ocurrir,. . ee
n a,
Bu?
ape
Al sumergir el vidrio en agua destilada_. se desvanae
una temperatura prome dio’ en la pieza (- T, ) y los esfuerzos
en cualquier punto dependen de la diferencia de temperaturas
entre el punto y la promedio. La restricciédn sobre el
estriado libre nos lleva a escribir la ec, (45) para
p§
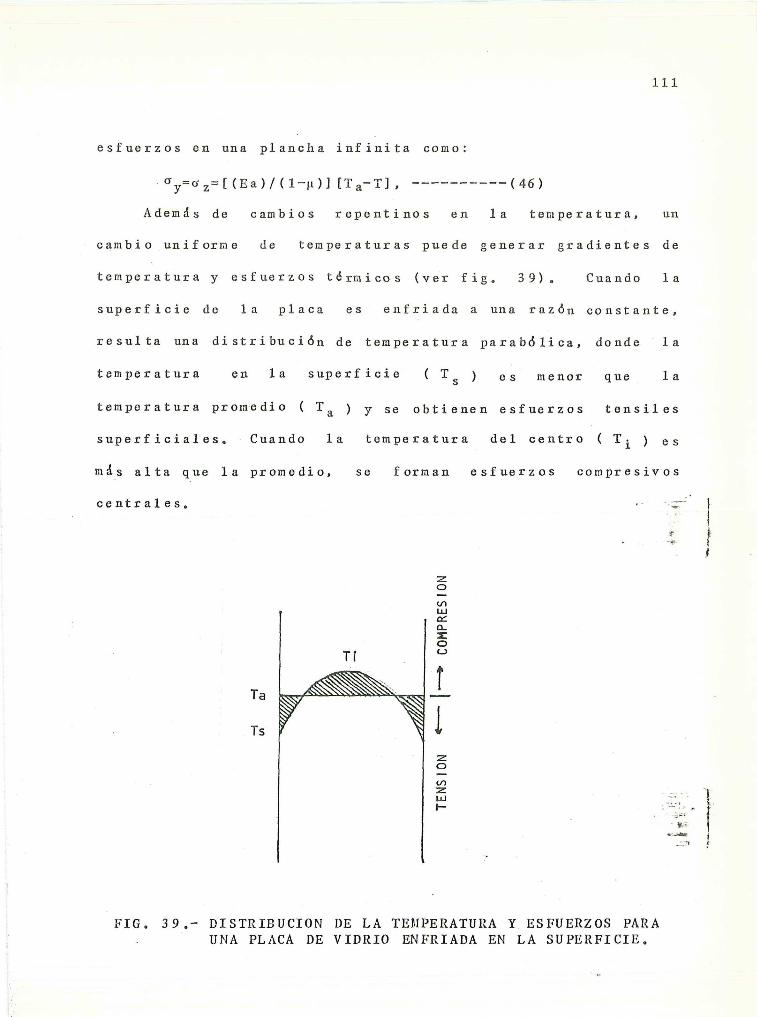
111
esfuerzos en una plancha infinita como:
Sy=6,=[(Ea)/(1-n)][Ta-T], ---------- (46)
Ademds de cambios repentinos en Ila temperatura, un
cambio uniforme de temperaturas puede generar gradientes de
fonperaduea y esfuerzos térmicos (ver fig. 39), Cuando la
superficie de la placa es enfriada a una razén constante,
resulta una distribucién de temperatura parabélica, donde la
temperatura en la superficie ( Ze ) es menor que la
temperatura promedio ( T, ) y se obtienen esfuerzos tensiles
superficiales, Cuando la temperatura del centro ( T; ) es
mds alta que la promedio, se forman esfuerzos compresivos
centrales, ' x
TENS
ION
*—~[—
>CO
MPRE
SION
FIG, 39.- DISTRIBUCION DE LA TEMPERATURA Y ESFUERZOS PARA
UNA PLACA DE VIDRIO ENFRIADA EN LA SUPERFICIE.
SOa
nee
ed
112
Como la temperatura promedio es intermedia entre el
centro y la superficie de la placa, para la mitad de espesor
Cz) con una razén de enfriamiento de G°C/seg y una
difusividad térmica k/pC,, Earns 3
O.=(Ea/1-n) (Or _/(3k/pCy)], ----- (47)
d=dt/de,
p=densidad,
C,=Capacidad calorifica,
Cuando la superficie es enfriada por inmersiédn en un
nuevo medio ambiente con temperatura promedio a lo largo de
la superficie, los cdliculos analiticos son mas dificiles y
dependen de la razén del producto del coeficiente de
transferencia de calor de la superficie (h) y la dimensién deaOE
—- we
la muestra ( ©, ) con una conductividad térmica k. Esta
razén adimensional es llamada Médulo de Biot ( B=ryh/k ). El
andlisis es simplificado usando esfuerzos adimensionales
iguales a la fraccién de los esfuerzos que resultaran del
enfriamiento rdpido de la superficie infinita. En una placa
donde o son los esfuerzos actuales observados,
o*=[o]/{Ea(T,-7!)/(1-p)], “--------- (48)
Estos esfuerzos varian con el tiempo, como se muestra_-@ne=ety Tha hemy (FS,
. stot
la fig. 40, para BP== es decir, un mdximo .de tiempo igual -*
2
cero.
Otros valores del coeficiente de transferencia de’ calor
para varias condiciones son ilustradas en la tabla __.
Para razones relativamente bajas de coeficientes de
f
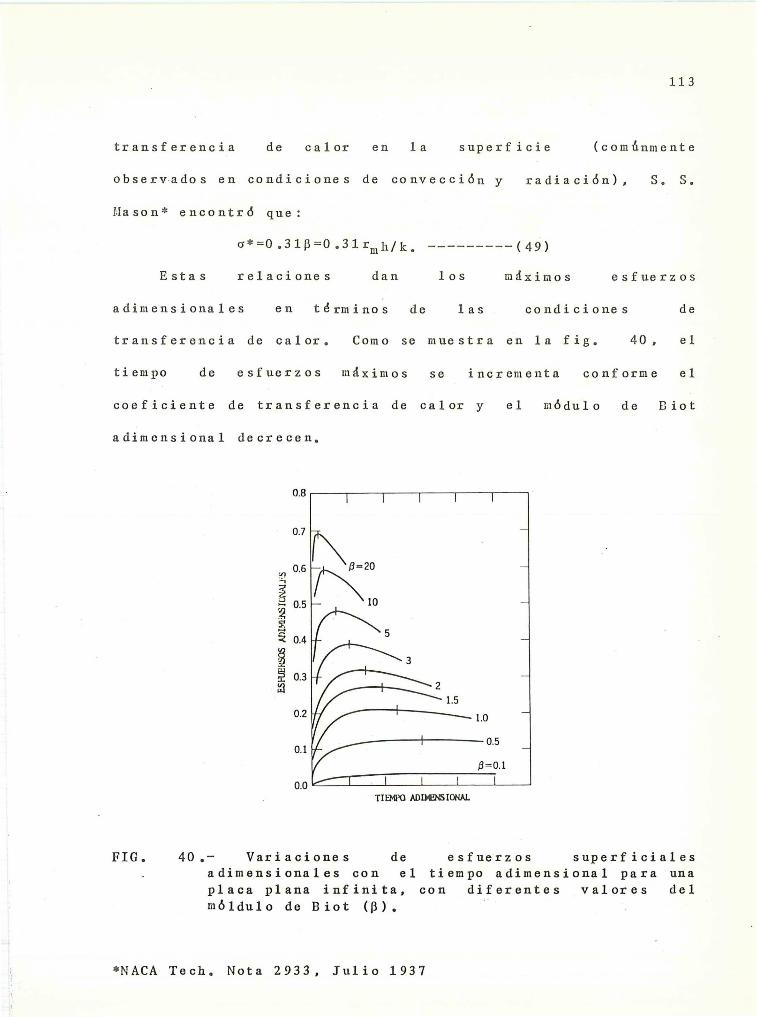
113
transferencia de calor en la superficie (comtnmente
observados en condiciones de convecciédn y radiacién), S« Ss
Mason* encontrdé que:
o*=0.318=0.31r h/k, --------- (49)
Estas relaciones dan los ndximos esfuerzos
adimensionales en términos de las condiciones de
transferencia de calor, Como se muestra en la fig, 40, el
tiempo de esfuerzos mdximos se incrementa conforme el
coeficiente de transferencia de calor y el méddulo de Biot
adimensional decrecen,
ad ee ee
“hy 4
n 0655 B=20 +
2 o5- 10 423= 0.4 s 4
5 3> 03 +4 2
15
i
7
0.50.1 +
B=0.1
0.0 I l l lTIEMPO ADIMENSIONAL
FIG. 40 .- Variaciones de esfuerzos superficiales
adimensionales con el tiempo adimensional para una
placa plana infinita, con diferentes valores del
mdldulo de Biot (ff).
*NACA Tech. Nota 2933, Julio 1937

114
CONDICIONES wen foe fpge* ss) Caadiua gfom*i*G}
Flujo de aire a través de Cilindros:
Razén de flujo 60 lbs/seg/pié 190 0.026
Razén de flujo 25 lbs/seg/pié™ 90 0.012
Razén de flujo 2.5 lbs/seg/pié 20 0.0027
Razén de flujo 0.025 l1bs/seg/pié- 2 0.00027
Radiacién de 0°C a 1000°C 26.0 0.0035
Radiacién de 0°C a 500°C 150 0.00095
Sofocado en agua 1000-10 ,000 0.1-1.0
Turbinas de inyeccién 35-150 -005-.02
TABLA Ti- Valores del coeficiente de transferencia de calor
tempe
la di
gener
Oo
(h) de superficies,
Reacomodando la ec (46) y llamando a lonT” Le
ratura para fractura ( AT, ), la fractura ocurre cuando
ferencia de temperatura es tal que:
ATr=o¢(1-p)/Ea, ---------- (50)
alizando para otras formas:
AT e=o¢(1-p)/Ea S=RS, ----------
S=Factor de forma,
foFractura por esfuerzo,
R=o¢(i-p)/Ea= Constante del material que puede ser
descrita como un factor de resistencia
a los esfuerzos térmicos,

115
La ec, (51) se aplica directamente sdio cuando el
sofocado es rdpido, tal que, la temperatura de la superficie
alcance al valor final antes que la temperatura promedio
cambie, Esto ocurre en buena aproximaciédn cuando $=r,h/k
es igual o mayor que 20. Por ejemplo, para un vidrio
sofocado en agua con:
k=0.004 cal-cm/seg-cm’-°C
h=0.4 cal/seg-cm’-°C
se requerird que el espesor de la mitad de la placa sea:
20(0,004 cal-cm/seg-cm’-°C)ros Bk/h =
" 0.4 cal/seg-cm’-°C
Ty=0 a2 cm
lo cual se tiene que cumplir para que la relacién sea
aplicable,
En condiciones cuando la razén de calentamiento no es
tan alta, se pueden combinar las ecuaciones (48) y (49).
. oF = 0.31 fmh(o max)f OoSSSSea (52)
Ea(T y-p') ¢/(1-p) k
AT ¢=To-T',
kOe(i-p) | 1AT > = a oS ——7, -- (53)
Ea 0.31r hb
si: R'=ko¢(1-p)/Ea,
AT s=R'(1/0.312rmh),
considerando el factor de la forma:
ATr=R'S (1/0.312rgh), -------- (54)
116
AT > a 1i/rp.
Aqui la constante del material inecluye la conductividad
térmica y la mdxima diferencia de temperatura para el
sofocado es inversamente proporcional al tamatlo de la muestra
(ra).
Basdndose en lo anterior podemos definir el espesor
requerido del vidrio para el sistema de sofocado si el
sofocado se realiza con bajas diferencias de temperatura
(AT;~) 09 sea por conveccién del aire u otra manera,
Para el vidrio oftdimico ( sistema Si)-Ca0-Naj0O )
tenemos:
-Médulo de elasticidad E=7200 Kg/mm’ ~ 1x10! ib/in’.
-Conductividad térmica k=0.004 cal-cm/cm’-seg-C.
-Coeficiente de transferencia de calor en la superficie
h ~ 0.4 cal/cm’-seg-°C,
-Coeficiente de expansién lineal a=10x10© in/in’C.
-Diferencia de temperatura entre aire-vidrio
AT -=800°C.
-Coeficiente de restricciédn debido a que no existe un
estriado libre p~ 0.20
-Esfuerzos necesarios para fractura en la superficie
Op~ 12,500 1b/in’ ~----- (Ec. 46 a 100°C),
De la ec, (53) tenemos:
koe(1-p) 1
Ea 0.31AT oh

117
(0.004 cal-cm/cm’-seg-°C)(100,000 1b/in”)(1-0.20) r =
(1X1071b/in”) (10X10-* in/in°C)(.31)(.4 cal/cm*-seg-°C)(800°C)
Paw 320/9920 cm ,
Ta~ 0.032 cm ,
Espesor~ 0.064 cm ,
Como se puede ver, hay dos formas de realizar Ila
homogeneizaciédn por sofocado:
1) Sofocado en agua,
2) sofocado por flujos convectivos de aire o por radiacién,
La posibilidad 2) es mds simple, pero presenta la
dificultad de Jlograr peliculas de vidrio muy delgadas porque
la diferencia de temperatura (T)-7') es muy alta y como para
razones de calentamiento moderados el flujo de aire estd dado
poe AT eal/rty, se utilizarda el sistema de sofocado
propuesto por Babcok, En la fig. 41 se muestra un diagrama
funcional del sistema de sofocado, Las dimenciones de los
rodillos de aluminio enfriados por agua son de 24 pulgadas de
largo por 8 pulgadas de didmetro, girando en sentido
contrario a bajas revoluciones con la finalidad de egmaa Lk
placa de vidrio de aproximadamente 0.5 cn, de espesor 21,
(el ajuste de los rodillos es variable), El vidrio tableado
es depositado en un recipiente con agua destilada donde sufre
la homogeneizacién por sofocado, produciendo gran cantidad de
piezas pequetas, Estas piezas son secadas y depositadas en -
el dosificador para los siguientes acondicionamientos, Este
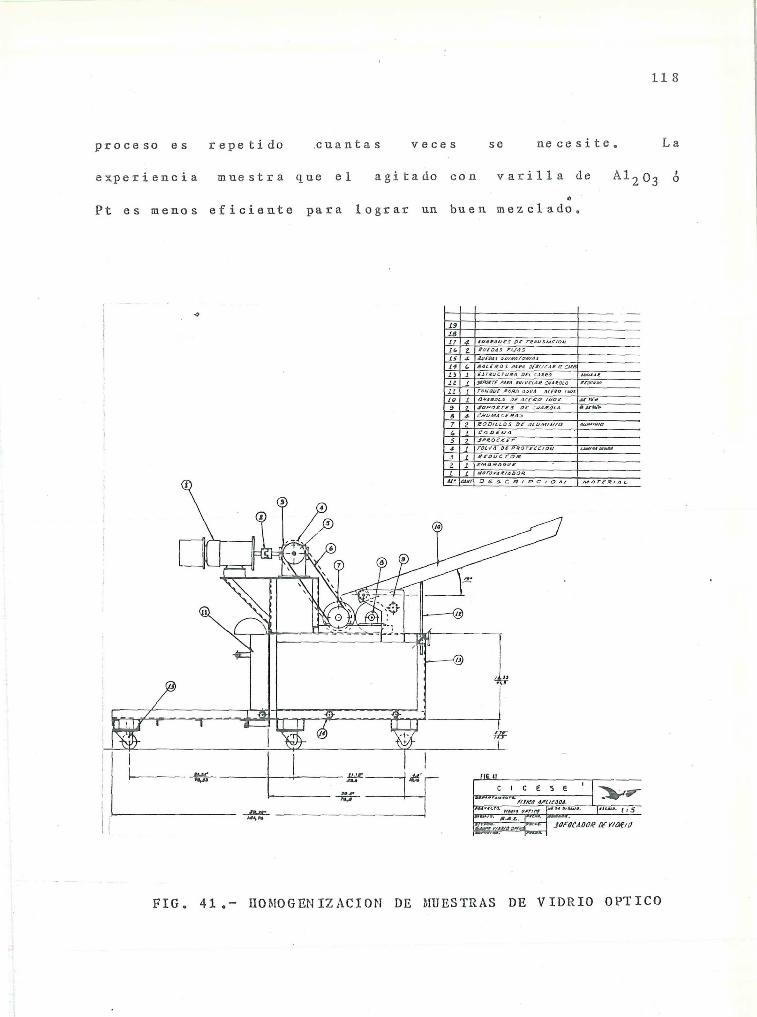
118
proceso es repetido cuantas veces sé necesite, La
experiencia muestra que el agitado con varilila de Al, 03 6
e
Pt es menos eficiente para lograr un buen mezclado,
SUSRAUES DE TRAUSMEION
SU/RATORIASROS PPA MWIUZARA
STRUCTY. aE)PARA HWVELAR
28RN ASUA ALERO retGnxaRolLa DE 2 70%.POPILTES DE CHARQLA
BO OS DE ALUMINIO
ADEMA
u
MATERIAL
m N
t
a “ a Ty
a
Petpe
- ec a — FG. 41 ;
c tcéseE .fe eraa FISICA APLICADA."EETS eer gerieg PAM mawe. Tareas (; 5sare PEre eae, PO .
Hee 11a2 SOFOCADOR DE ¥/0R19
FIG. 41.- HOMOGENIZACION DE MUESTRAS DE VIDRIO OPTICO

1L9
TII.4) WORNO DOSIFICADOR (SISTEHA DE GOTEO)
El dosificador es similar a una unidad de fundido
excepto por algunas diferencias, Se trata de un horno largo
y angosto cuya funciédn principal es bajarle ia viscocidad
(derretir) al vidrio que le entrega el horno de fundicidn, a
diferencia de las unidades de fundido que deben formar el
vidrio en su interior y liberarlo de burbujas,
Para dimensionar el dosificador necesitamos considerar
los siguientes puntos:
a) Mercado
b) Calidad del vidrio
c) Disipaciédn de calor
d) Flexibilidad en el moldeado
e) Costos
a) Mercado.-— Como se menciona al inicio del capitulo se
requiere un sistema dosificador de gotas, capaz de producir
500,000 pares de bloques oftdlmicos anuales, lo cual implica
tener que dosificar apauxime dan subs 200 Eg. de vidrio
diario, que es uno de los factores que influye sobre ei
volumen del dosificador ya que solamente la capa mas
homogénea de vidrio es utilizada.
b) Calidad del vidrio.- La calidad del vidrio dosificado, en
cuanto a impurezas, corrosién, homogeneidad etc,, depende de
los materiales de construccién y de las condiciones que se
tengan en el interior del horno dosificador. La resistencia
a la corrosién es la propiedad mds importante de tadas_ las

120
dreas en contacto con el vidrio, asi como la estabilidad
interfacial y el potencial de particulas que suelte el
Material, La estabilidad interfacial, se refiere a la
tendencia del material en un estado particular a permanecer
intacto, La rapidez de corrosién que ocurre en los hornos no
es uniforme, ésta es mas acelerada en la superficie del
vidrio en contacto con el refractario, esto es, en la
interfase gas-liquido-sdlido. La corrosién en estos puntos
se debe a las reacciones en esta interfase, La corrosién en
el resto del contenedor es mds fuerte en las paredes
verticales que en el fondo, debido a la acciédn de la gravedad
sobre éstas,
En un horno en operaciédn, en ciertos rangos de
temperatura, la corrosién es una funciédn que se incrementa
logaritmicamente con la temperatura (Ver Fig. 42).
»0}——__—_—_
» RAZON
DECORROSION
8
= al
Fo. 292 un 2852 27321200 +300 1400 soa
TEMPERATURA
FIG. 42 RAZON DE CORROSION VS TEMPERATURA
MOSTRADA EN LOS HORNOS TIPO TANQUE
121
La resistencia a la corrosidn de los materiales
refractarios, que estdn en contacto con el vidrio, puede
determinarse por los métodos C-621-68 y C€-622-68 de la ASTH.
Otro tipo de corrosién que puede influir sobre la calidad del
vidrio, es la corrosién provocada por los gases de combustidén
a los refractarios que no estdn en contacto con el vidrio.
Estos ataques corrosivos sobre los materiales, y las
impurezas provenientes de la combustién, provoca que no toda
la cantidad de vidrio que se tenga en el dosificador se puede
usar, sino solamente una capa homogénea de vidrio, localizada
a una altura media de profundidad, Para poder seleccionar
esta capa, es mnecesario usar una garganta, colocada de tal
Manera que retenga las impurezas de la parte superior del
vidrio y que bloquee las particulas depositadas en el fondo
del contenedor. Lo anterior implica una determinada
profundidad de vidrio, que de acuerdo a conocimientos
empfricos*, la profundidad Optima varia entre 24-36 pulgadas.
Por otro lado, para evitar problemas de combustidédn en el
hogar del horno, es necesario tener una presiédn interna en el
drea de combustidédn de aproximadamente 0.03 pulgadas de la
columna de agua, sobre las mdximas condiciones de temperatura
y debe medirse a 2 pulgadas del nivel del vidrio,. Para
lograr esta condicién, se necesita, que dela altura de la
bédveda del horno al nivel del vidrio, sea dos veces la
*TOOLEY
profundidad del vidrio,
c) Disipaciédn de calor.- La disipacidédn de calor mdxina
permitida para cualquier horno que trabaje altas temperaturas
es de 13,000 BTU/ft*-HR a la mdxima temperatura (1450°C).
d) Flexibilidad en el moldeado.- Se requiere que la forma del
horno dosificador, permita una colocacidn adecuada de la mesa
de moldeo asi como monitorear los pardmetros que influyen en
el tamatlo y forma de la gota de vidrio,
e) Costos.- Para que los costos no sean un factor limitante,
deben usarse, en la medida en que sea posible, materiales
nacionales, para que la construccidn del dosificador no
resulte mas costosa, que los equipos diseflados en el mercado
para este fin, Asi mismo debe considerarse que los costos de
mantenimiento del horno, tanto de materiales como de
instrumentaciédn sean accesibles, en funciédn de la cantidad de
producto que se obtenga, Ademds debe de tener una
depreciaciédn que se amortice antes de que el proceso tenga
que modificarse para hacer frente a una mayor demanda.
Tomando en cuenta los factores anteriores, se procediéd
al disetlo del dosificador, analizando las diferentes formas
posibles, mediante wn programa de dimensionamiento, mostrado
a continuacidén:
C PROGRAMA PARA DIMENSIONAMIENTO Y CALCULO DE PERDIDAS DE
C CALOR DEL ACONDICIONADOR Y ALIHENTADOR DE VIDRIO OFTALMICO
REAL*4 TTA, L, TTAB
DIMENSION M(15),V(15),N(15),L(15)
CALL TNOUA('’DENSIDAD DEL VIDRIO A LA TEMP. DESEADA’ ,46)
READ(1,*) RO
Cc RO=M/V RO=DENSIDAD M=MASA V=VOLUMEN
aaAAARAA
10
11
12
13
123
CALL TNOUA(’DAME EL NUMERO DE SECCIONES REQUERIDAS’ ,38)READ(1,*) LECDO 1 I=1,LECCALL TNOUA(’DANE LA CAPACIDAD EN Kg DE LA SECCION' ,37)READ(1,*) M(IL)V(L)=(M(1)/RO)* (1000/1E6)PRINT 22 V(I)CALL TNOUA('ALTURA DEL NIVEL DE VIDRIO REQUERIDA’ ,44)READ(1,*) H(1I)
PARA LA GEOMETRIA DEL HORNO SE TIENEN LASSIGUIENTES ALTERNATIVAS:1.- CILINDRO2.- CRISOL3.- SECTOR CILINDRICO4.- RECTANGULAR
CALL TNOUA('CUAL ES LA GEOMETRIA REQUERIDA’ ,30)READ(1,*) NUIF(NU .EQ. 1) GO TO 10IF(NU .EQ. 2) GO TO 11IF(NU .EQ. 3) GO TO 12IF(NU .EQ. 4) GO TO 14CALL TNOUA('’DAME EL RADIO DESEADO’ ,21)READ(1,*) RMV=3 .1416* (RM**2) *LL(I)=V(1I)/(3.1416* (RM**2) )GO TO 20CALL TNOUA(’DAMNE LOS RADIOS RS y RI SUP. E INFERIOR’ ,3 8)READ(1,*)RS,RIA=3.1416* (RI**2)AM=(3.1416* (RS **2) )V(1I)=((1/3)*3.1416*H(1)) * (AM+ (SQRT(AM*A)) +A)L(I)=((3*V(1))/3.1416) * (AM+SQRT (AH *A) +A)GO TO 20CALL TNOUA('DANE EL RADIO DEL SECTOR’ ,25)READ(1,*) RCALL TNOUA(’DAME EL SPAN DESEADO’ ,20)READ(1,*) CTTA=4* (57.3 *ATAN(2.*H(1I)/C))AS C=(3 .1416* (R**2) * (TTA/360) -C¥*(R-H(1I))/2)/10000V(I)=ASC#LL(I)=V(I)/ASCGO TO 20CALL TNOUA('DAME LA ANCHURA DESEADA’ ,23)READ(1,*)ANV(I)=L(1I)*AN*#HL(I)=V(1I)/(AN*H(T))PRINT 22 L(1) .GO TO 20
1 CONTINUE0 CONTINUE
PRINT 22 TTA
124
2 FORMAT (F12.6)AQUI EMPIEZA EL CALCULO PARA SELECCIONAR LA BOVEDA ADECUADA¥Y CONCENTRAR EL CALOR SOBRE O DEBAJO LA SUPERFICIE DEL
VIDRIO. SE TIENE COHO RESTRICCION QUE EL FOCO DE LA BOVEDAOBTENIDA SE LOCALIZE A UNA DISTANCIA LO SUFICIENTENENTEGRANDE PARA COLOCAR LOS QUENADORES Y PERMITIR UNA CAHARA
ADLCUADA PARA LA TRANSFERENCIA DE CALOR.0 <IF(NU .EQ. 1) RH=C
IF(NU .EQ. 2) RS=CIF(NU .EQ. 3) GO TO 50IF(NU .EQ. 4) AN=C
C LOS VALORES DEL RAISE TIENEN QUE SER VALORES CONERCIALESC (VER MANUALES DE LA FAW)50 CALL TNOUA('DAHE LA RAISE DE LA BOVEDA’ ,26)
READ(1,*)RAI
RB=((C*#*2)/(8*RAL))+(RAI/2)ARG1=((C/2)/RB)*((C/2)/RB) *((C/2)/RB)ARG2=((C/3)/RB)*((C/2)/RB) *ARG1TTAB=(0.5*3.1416-((C/2)/RB) +(1/6) *ARGI+(3/ 40) *ARG2)*57 .3PRINT 22 TTABHB=RB*S IN (TTAB)
C POR EL COMENTARIO ANTERIOR EXISTE LARESTRICCION DEL DISENO 'RD’,
RD=2*E (1)IF(HB .LT. RD) GO TO 70GO TO 50
LAS DIHENSIONES OBTENIDAS PARA EL HORNO SON AJUSTADAS A LASDINENSIONES DADA POR LOS LADRILLOS REFRACTARIOS COMERCIALESEL SECTOR DEL FONDO ES CUBIERTO CON TRES DIFERENTESMATER IALES 1.-CERANICO 2.-SUPERDURO 3.-AISLANTE POROSO
EL SECTOR CENTRAL LLEVA DOS TIPOS DE LADRILLOS:1.- SUPERDUR 2.- AISLANTE POROSOLA BOVEDA DEBE SER CONSTRUIDA DE LADRILLOS DE SILICA
70 CONTINUEC70 IF(I .EQ. SEC) GO TO 301 CONTINUE
WRITE (1,100) (L(1I),1I=1,LEC)100 FORHAT(20X,'L(',I2,')=',F10.5)
WRITE (1,102)RAI, RB, HB102 FORMAT(//,10X, 'RAI=',F10.5,5X, 'RB=',F10.5,5X, 'HB=',F10.5)
CALL EXITEND
YVaaaaaann
aaAAaaAAaAANQ
Corriendo el programa anterior, se encontréd como varian
los pardmetros que afectan el dimensionamiento (Ver Fig 43),
llegando al disetlo final mostrado en la Fig 44, que posee las
siguientes ventajas:

DITI
NETR
O
' oN)
eS
eres
3.80 4
Fig.
NIVEL
DEL
VIDRIO
43
PARAMETROS QUE AFECTAN EL O1MENSTONSMIENTO
DDQ q Q
a \ -3160.— |~S |
| 7 \ |
44004 AY — 2700
| he! Ve
36.00 4 y \ ae - 2360
; oo \ aeMs
28.00 ++ - 399
29.90 + {506
LONG. DEL HORNO
PARAMETROS QUE AFECTAN EL DIMENSIONAMIENTO
MASA
1235
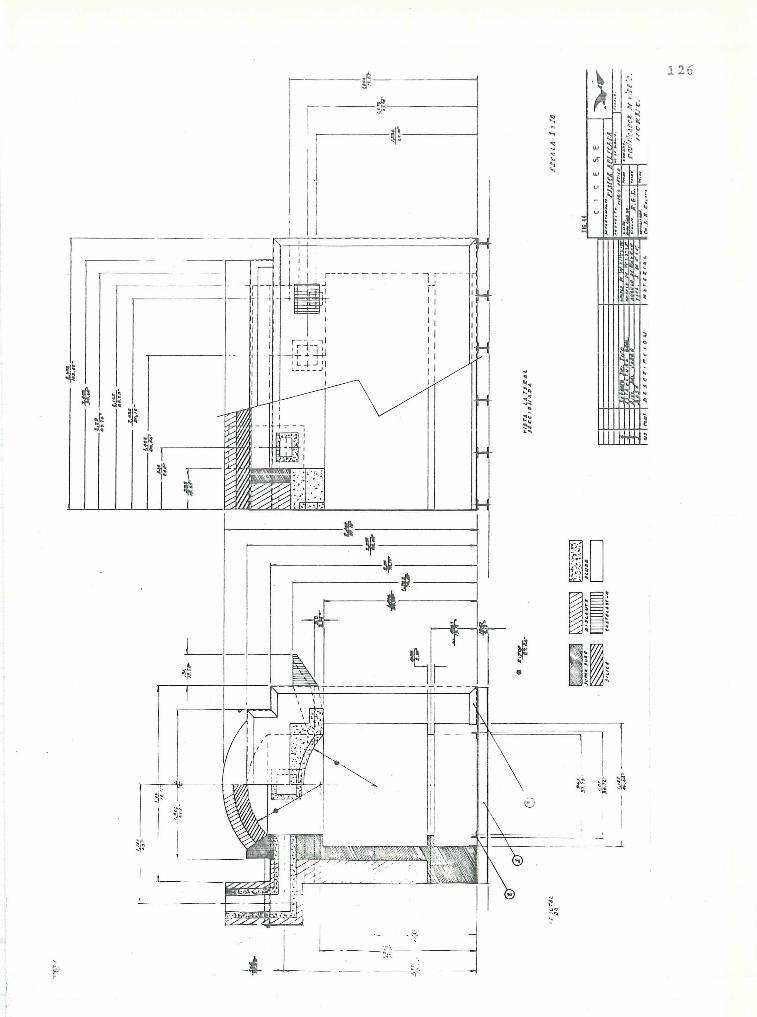
\oAN
POsPILOw
WIAt4swtsIgaFerIT
saw
sn
‘omaorw
porta)vw
>“QQd/A
MCWOTVI/LsoT
|e
Ls¥
solsoe
gedOesate
~VIVITTAY
VITTS,... ss
nrne
ee
asaaisa2
vbdd
oreypvIbes7
vavqmolr2ge
Wass
vy
shia
w-487794500SSS
osnie
Bsrgrsie
rng
wens
KeesMOY224
A
&
SSS SSSO)
He
wer
-—e-———
aay

-El sistema de calentamiento principal es por radiacidn de la
béveda, la cual concentra el calor en la parte nedia del
crisol sobre la superficie del vidrio, por lo que Le
corrosién es menor en las paredes del crisol por estar a
menor temperatura, El otro quemador es colocado enfrente de
la alimentaciédn de Cullet, el cual se funde en esta seccidn
de entrada y se obtiene un gradiente de temperatura con
relacién a la secciédn de acondicionaniento, (Ver Fig 45).
-El sistema de vagén 6 carro portacrisol, permite cambiar el
crisol tanque, si se quiere hacer otro tipo de vidrio
oftdimico, sin necesidad de tener otro horno, Ademds es un
acceso fdcil para el mantenimiento del horno.
-Los gases de combustidédn, no se retienen en el hogar del
horno ya que la chimenea del horno esta colocada en el
extremo opuesto a los quemadores, La ventaja de esto es que
se obtiene la presiédn requerida en el hogar del horno y_ las
particulas de combustiédn tienden a salir con los gases de
combustiédén,
-E1 crisol tanque, posee una garganta selectora de la capa
homogénea de vidrio, que es donde se inicia la seccidn de
acondicionamiento, la cual es un canal angosto y largo donde
estd colocado el sistema dosificador, Este canal da
flexibilidad para el sistema de goteo y espacio requerido
para colocar la prensa de moldeo, Los materiales de
construccién del crisol tanque es una mezcla de cemento
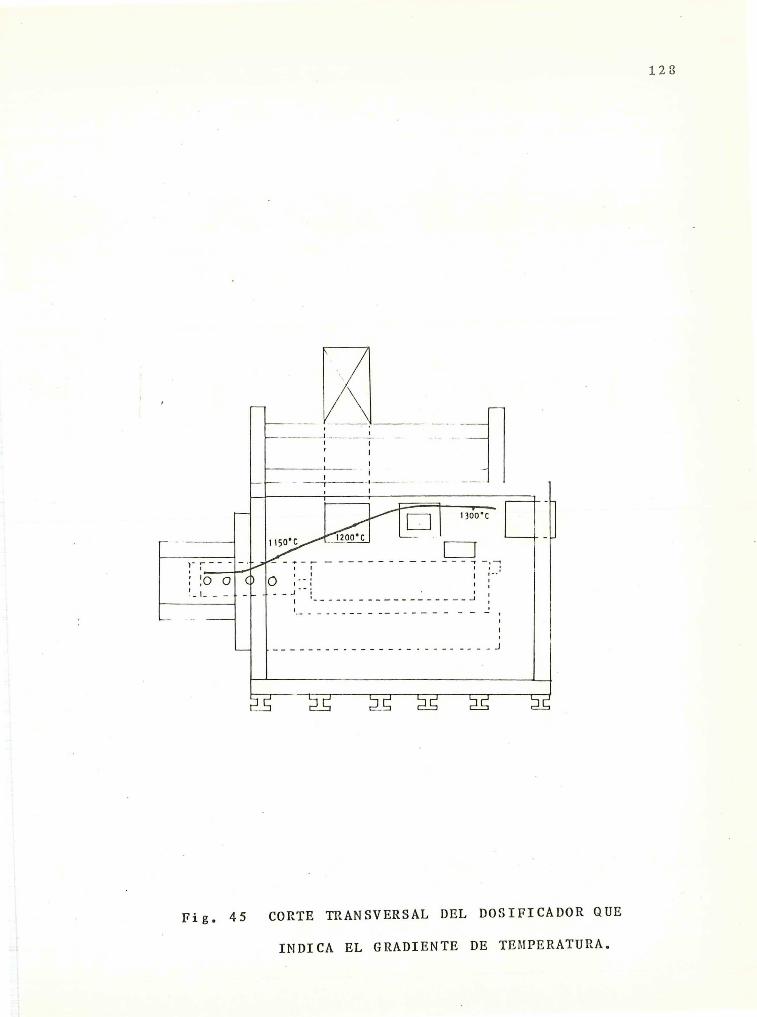
128
Fig. 45 CORTE TRANSVERSAL DEL DOSIFICADOR QUE
INDICA EL GRADIENTE DE TEMPERATURA.

129
refractario con 10% de si{lica, el cual presenta un ataque
corrosivo pequetio, Para seleccionar este material se
hicieron nueve corridas experimentales, manteniendo a este
material en contacto con el vidrio por espacio de 24 hrs.
Ver Fig 46.
Para cumplir con el requisito de disipacién de calor, se
calcularon las pédrdidas por los tres mecanismos de
transferencia, usando las ecuaciones 30, 33, y 40 del inciso
anterior.(Ver Tabla 8_). Estos cdlculos se realizaron para
diferentes materiales, seleccionandose materiales similares a
los mostrados en la Fig 35 debido a su distribucidén de
temperatura en las paredes del horno.
Para terminar el dimensionamiento, se analizdé el sistema
de goteo de la siguiente manera:
MECANISMOS DE TRANS FE-- CALOR EN BTU/Hr.RENCIA DE CALOR .
CONDUCCION 1946, 82
CONVECCION 109,478. 30
|
RADIACION 416268, 03
TABLA 8_.- PERDIDAS DE CALOR DEL HORNO DOSTFICADOR,

5aGe
eePiRadi
ahh7
i
Svddmd
9p“OTA
SkinsiaiiiMUbROMMsne
tas
ecoeaseRRS
hiacaelhc
euiandiaceeones
13
SISTENA DE GOTEO
Como se menciond anteriormente la operacidén del
dosificador es terminar de acondicionar el vidrio para formar
gotas de vidrio que aseguren el ilenado directo de los
moldes, Para lograr esto se hace uso de:
1) Tubo agitador
2) Pistén cerdmico reciprocante $6 aguja
3) Orificio
4) Tijeras cortadoras
El tubo agitador que le da el acondicionamiento final al
vidrio, puede ser de varias formas como se muestra en la Fig.
47. El tubo es ajustable en altura, con lo cual se controla
la razén de flujo de vidrio que a su vez controla el peso de
la gota, Sin embargo la posicidédn del tubo no influye sobre
la forma de la gota.
El pistén reciprocante es ajustable en altura, longitud
de desplazamiento y aceleraciédn de golpe por el uso de un
pistén hidratlico, el cual es el mejor control sobre la forma
de la gota. Cuando se utilizan pistones cerdmicos terminados
en punta se obtienen gotas en forma alargada a diferencia de
cuando se utilizan pistones despuntados que dan gotas cortas
y compactas las cuales son comunmente utilizadas para
prensado, El factor mds importante que determina la forma de
la gota, es el tiempo de retraso entre el inicio del
movimiento del pistén y el corte. Cuando hay un. retraso en
el tiempo de corte se obtiene una gota alargada, cuyo peso y
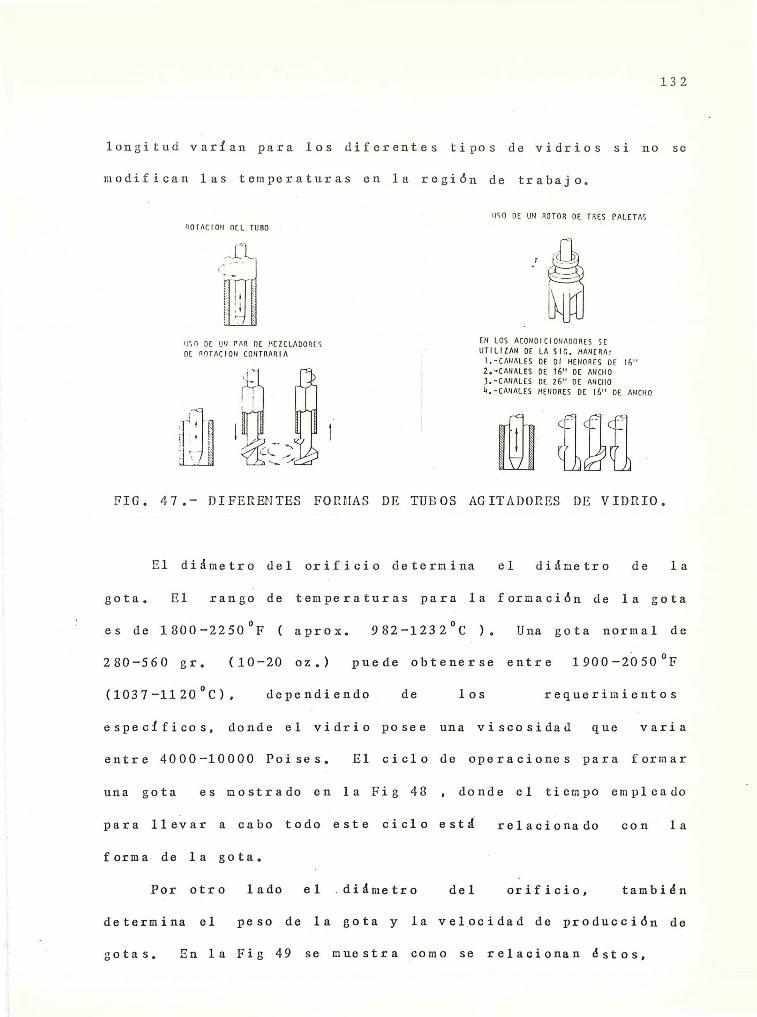
L3Z
longitud varfan para los diferentes tipos de vidrios si no se
modifican las temperaturas en la regidédn de trabajo.
USO DE UN ROTOR DE TRES PALETAS
ROTACION DEL TUBO
fi
N50 DE UN PAR DE MEZCLADORES OVILIENWGeLib.nanconDE ROTACION CONTRARIA ‘ :I.-CANALES DE Of HENORES DE 16"!
2e7CANALES DE 16'' DE ANCHO3.-CANALES DE 26'' DE ANCHO4.-CANALES MENORES DE 16'' DE ANCHO
PIG. 47.- DIFERENTES FORMAS DE TUBOS AGITADORES DE VIDRIO.
El didmetro del orificio determina el didmetro de la
gota. El rango de temperaturas para la formacién de la gota
es de 1800-2250°F ( aprox. 982-1232°C ). Una gota normal de
280-560 gr. (10-20 oz.) puede obtenerse entre 1900-2050°F
(1037-1120°C), dependiendo de los requerimientos
especificos, donde ei vidrio posee una viscosidad que varia
entre 4000-10000 Poises, El ciclo de operaciones para formar
una gota es mostrado en la Fig 48 , donde el tiempo empleado
para llevar a cabo todo este ciclo estd relacionado con la
forma de la gota.
Por otro lado el .didmetro del orificie, también
determina el peso de la gota y la velocidad de produccién de
gotas, En la Fig 49 se muestra como se relacionan éstos,
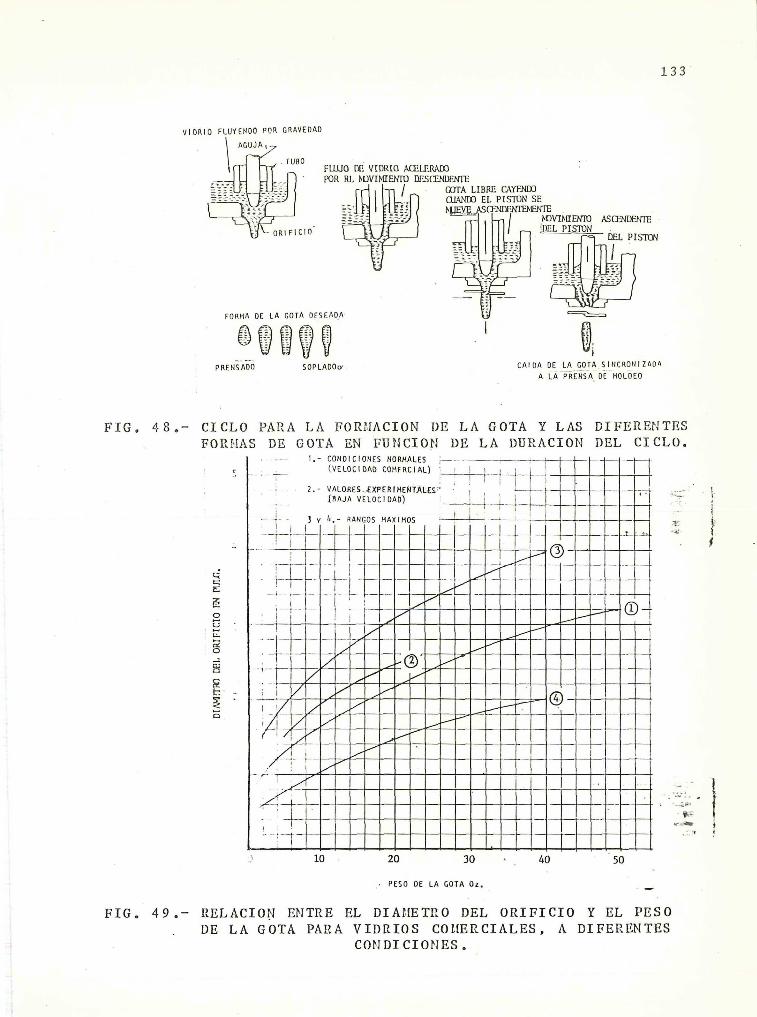
FIG,
FIG.
VIORIO FLUYENDO POR GRAVEDAD
4867
49 .-
AGUJA,
. TUBOFLUJO DE VIDRIO ACELERADOPOR RL MOVIMTENTO DESCENDENTE
GOTA LIBRE CAYENDOCUANDO EL PISTON SE
J\- on eIClO™
FORMA DE LA GOTA DESEADA
PRENSADO SOPLADO0
1.33
MOVIMIENTO ASCENDENTEiDEL PISTON .
CAIDA DE LA GOTA SINCRONIZADA
A LA PRENSADEHOLDEO
CICLO PARA LA FORMACION DE LA GOTA Y LAS
FORMAS DE GOTA EN FUNCION DE LA DURACION-— 1,- CONDICIONES NORMALES ;—-. ———: (VELOCIDAD COMFRCIAL) <1}-_—— ++
-b—
.
2.- VALORES..EXPERIMENTALES” ’{BAJA VELOCIDAD) 7 |—+—}-++-
ae
s |1 |
= 3 y 4.- RANGOS MAXIMOS
i |pt
|
Hl
(7
1
4
DIAMiTRO
DELORIFICIO
EN
PULG.
) 10 20 30 + 40
» PESO DE LA GOTA Oz,
DIFERENTES
DEL CICLO.
50
RELACION ENTRE EL DIAMNETRO DEL ORIFICIO Y EL PESO
DE LA GOTA PARA VIDRIOS COMERCIALES, A DIFERENTES
CONDICIONES.
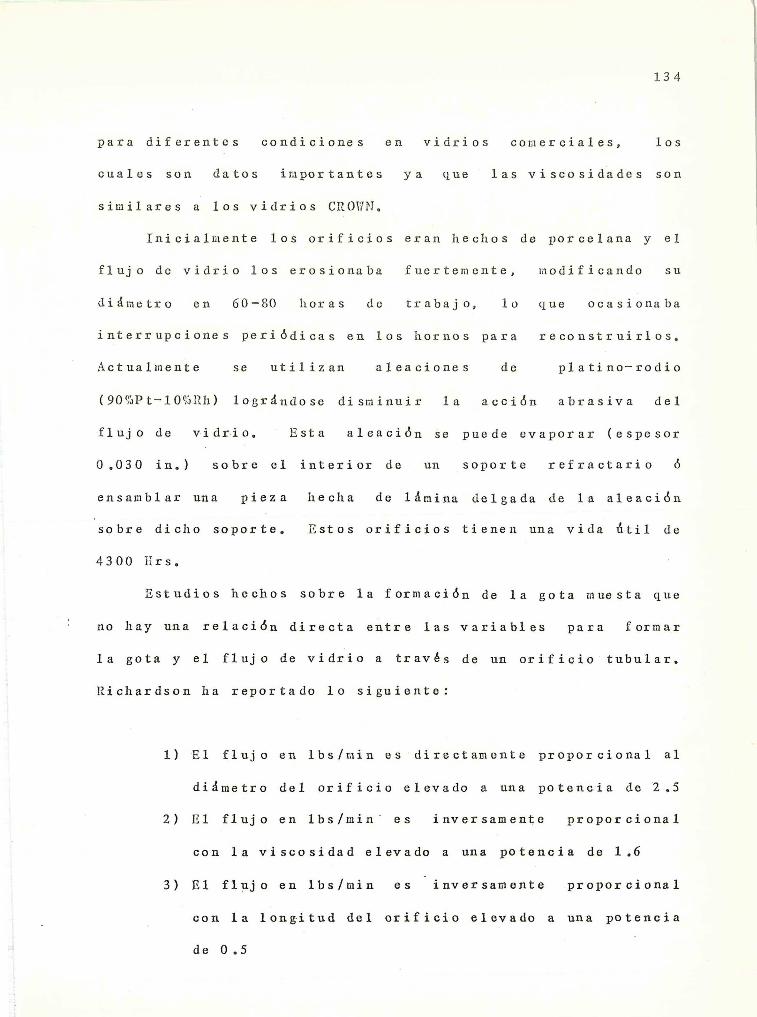
134
para diferentes condiciones en vidrios comerciales, los
cuales son datos importantes ya que las viscosidades son
similares a los vidrios CROWN,
Inicialmente los orificios eran hechos de porcelana y el
flujo de vidrio los erosionaba fuertemente, modificando su
didmetro en 60-80 horas de trabajo, lo que Oocasionaba
interrupciones periéddicas en los hornos para reconstruirlos,
Actualinente se utilizan aleaciones de platino-rodio
(90%Pt-10%Rh) Llogrdndose disminuir la accidn abrasiva del
flujo de vidrio, Esta aleaciédn se puede evaporar (espesor
0.030 in.) sobre el interior de un soporte refractario 6
ensamblar una pieza hecha de ldmina delgada de la aleacién
‘sobre dicho aopor ts, Estos orificios tienen una vida Util de
4300 Urs.
Estudios hechos sobre la formacién de la gota muesta que
no hay una relaciédn directa entre las variables para formar
la gota y el flujo de vidrio a través de un orificio tubular,
Richardson ha reportado lo siguiente:
1) El flujo en Ilbs/min es directamente proporcional al
didmetro del orificio elevado a una potencia de 2.5
2) El flujo en 1lbs/min’ es inversamente proporcional
con la viscosidad elevado a una potencia de 1.6
3) El flujo en lbs/min es -inversamente proporcional
con la longitud del orificio elevado a una potencia
de 0.5

135
4) El flujo en lbs/min es directamente proporcional
con la profundidad del vidrio elevado a una
potencia de 0.5
De donde establece que la ecuacién de Fanning es:
2.5 «3
f L*
Z=viscosidad en poises
L=Longitud del orificiotubular en pulg,
f=Factor de friccidn,
dado en funciédn de
M/DZ
W=flujo lbs/min
D=Didmetro en pulg.
H=Profundidad del vidrio
en pulgadas.
Que da los resultados mostrados en las siguientes grdficas:
Para la razén de flujo contra la temperatura, nos da una
linea curva con leve concavidad superior. Arriba de los
2000°r ( aprox, 1093°C ) la curvatura se desarrolla, (Ver
Fig. 50) _
/20
‘z
<= Z|4
Fa Yo10i .
9 |
o———T TEMPERATURA °C1000 ~ 00 1200 1300
RAZON DE FLUJO CONTRA TEMPERATURA PARA ORIFICIOS DE
DIFERENTES DIAMETROS Y TEMPERATURAS MEDIDAS CON
PIROHETRO OPTICO.
Fig. 50

Ademds si graficamos la razén de flujo contra la
viscocidad en poises nos da una curva cdncava, para
viscosidades superiores a los 2000 poises como se puede ver
en la Fig. 51. En cambio la razén de flujo graficada contra
la profundidad del vidrio nos da una linea mds recta para
exofundidaaes de 2.5 a 5 pulgadas como se puede ver en la
Fig. 22%
FLUO
EN
LB/MIN
°8
4000 2009 2000
VISCOSIDADES EN POISES
Fig. 51 RELACION ENTRE EL FLUJO DE VIDRIO
CONTRA LA VISCOSIDAD.
FLUJO
EN
LB/MIN
PROFUNDIDAD DEL VIORIO Pulg,,
Fig. 52 FLUJO DE VIDRIO CONTRA PROFUNDIDAD DEL VIDRIO.

137
Por otro lado Kriz y Krivanek reportan como varia el
peso de la_=e gota como funciédn de la temperatura del vidrio.
Estos autores establecen que un decremento en la temperatura
de 11 a 15°F, disminuye el peso de tla gota en un 6% y
viceversa, La forma de 1la_ gota, también varia con la
temperatura del vidrio, En la Fig, 53 se muestra que para
cierta condicién, la razén de longitud de tla gota y el
didmetro de la gota puede ser de 3:1 a 2095°F, Este cambia
a una razén de 6:1 a 2125 F.
Shupbach muestra las diferentes formas (Ver Fig. 54) de
la gota para tlas diferentes variables, lo cual da
interesantes posibilidades para lograr la forma de gota
requerida, segin la aplicacién que se le vaya a dar,
Tomando en cuenta Las necesidades particulares y la
informacién anterior, se disetlaron, una serie de piezas
cerdmicas, que acopladas al aehel dosificador, forman el
sistema de goteo:
TUBO AGITADOR
VESTN GeRautos (AGUIT A).- Considerando que el pistdén cerdmico
y el tubo agitador son dos cilindros concéntricos, podemos
establecer en base a la densidad del vidrio que:
p= Mv > p= Densidad del vidrio,
V Mv= Masa del vidrio,
Mv=pV, V= Volumen,
Mv= Masa de vidrio a dosificar ~ 60 gr.,
p ~ a1200°C es 2.4 gr/cm’,
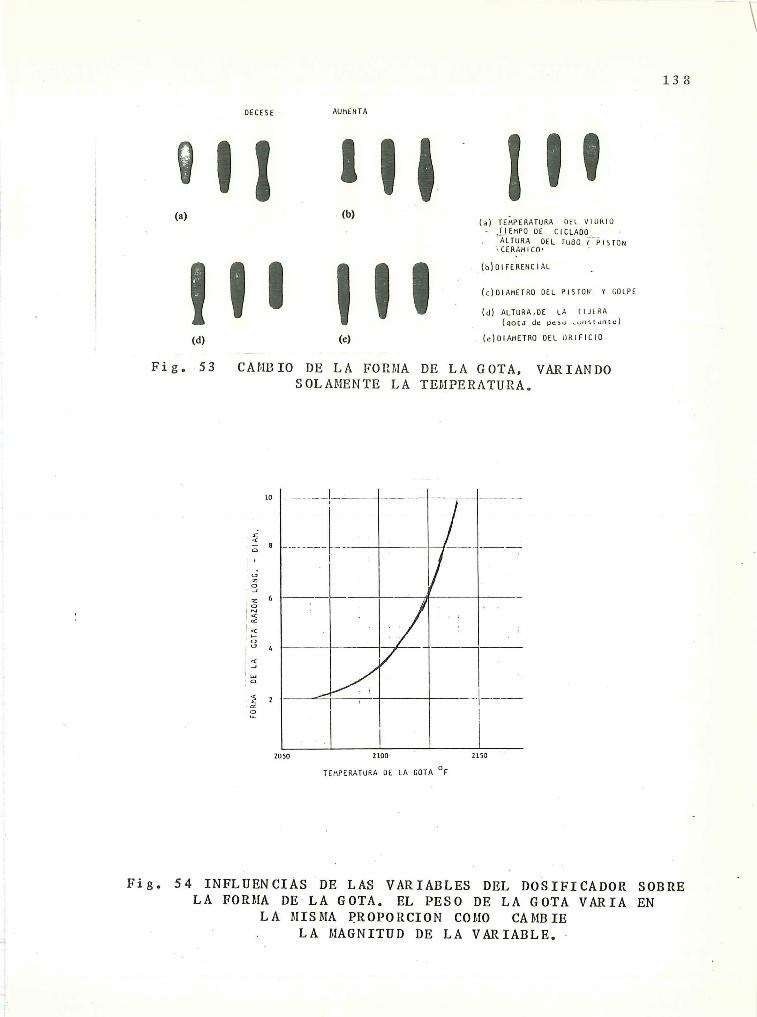
138
DECESE - AUMENTA
® S (a) TEMPERATURA OEL VIUAIO- JLIEMPO DE CICLADG:
ALTURA EL TuBO ¢ PISTON\CERAMICO:
(b) DIFERENCIAL ;
(c)OLAMETRO DEL PISTON Y GOLPE
, (d) ALTURA,DE LA TIJERA
(d) (e)
(qota de pesu cunstunte)
(e)OAMETRO DEL ORIFICIO
Fig. 53 CAMBIO DE LA FORMA DE LA GOTA, VARIANDOSOLAMENTE LA TEMPERATURA,
Jt2 '
FORMA
DELA
GOTARAZON
LONG.
-DIAM.
2050 2100 2150
TEMPERATURA DE LA GOTA OF
Fig. 54 INFLUENCIAS DE LAS VARIABLES DEL DOSIFICADOR SOBRELA FORMA DE LA GOTA, EL PESO DE LA GOTA VARIA EN
LA MISMA PROPORCION COMO CAMBIE
LA MAGNITUD DE LA VARIABLE,-
1.3'9
22= h- : hTL e uty >y=v= Veilin-Vpistén
donde: h=desplazamiento del pistédn,
Tj=radio interior,
Ce=radio exterior,
Asumiendo que la altura de vidrio es la mitad que el
desplazamiento total del pistédn y que el volumen real de
vidrio es la mitad del volumen total tenemos: (Ver Fig, 55)
Fig. 55 ACCION DEL NOVIMIENTO DEL PISTON SOBRE
LA MASA DE VIDRIO.
Vy = V/2 = (nrg B/2 -mr,* h/2) /2,
0
----~ (57)
V,= volumen de vidrio,
Por lo tanto:
2.4 axfom’ = ¢ q(n/2) (r,7-r,7)] /2 = 60 gre,
i= 60 gr x 4 = —___-240es,
2 2
e2.4gr/em a(r.°-r,*)em
Esta ecuacién, nos da una aproximaciédn de la relacidn
del desplazamiento del pistén con los radios del cilindro y
la aguja, para dosificar gotas de 60 gr. de vidrio,

140
Tomando en cuenta que el desplazamiento de la aguja_ es
hecha por un sistema mecdnico accionando hidrdulicamente y
considerando el tamato del canal acondicionador, se
dimensionaron una serie de tubos agitadores y apogee
cerdmicas (Ver Fig, 56) que cumplen la relacidn, con el fin
de que el desplazamiento de la aguja se pueda controlar con
mayor exactitud, El sistema de sostén y movimiento de estas
piezas es mostrado en la Fig. 57, y posee las siguientes
ventajas:
- Es un sistema completamente abatible
- Permite cambiar el tubo azitador y la aguja estando
el horno en operaciédén,
- La carrera de la aguja se puede controlar variando
la carrera del pistén hidrdulico,
- Las rpm del tubo agitador se pueden variar con un
motor eléctrico con controlador.
- Se puede variar la posicién del conjunto aguja-tubo
agitador,.
- Es ecdédnomicamente accesible por su simplicidad.
Las piezas cerdmicas arriba mencionadas, se fabrican de
la siguiente manera: Se construyen moldes’ de madera
considerando el cambio que sufre el material cerdmico al ser
quemado (~ 13%), a los cuales se les da un recubrimiento de
pintura con la finalidad de que el yeso eedado sobre’ ellos
pueda desprenderse fdcilmente, Los moldes de yeso, se dejan
deshidratar y sobre estos se vierte la pasta cerdmica (con la
141
w
AS3
Bice<UxUD
Aeaoad
+EW)
4d:pul3
Ir
G

142
PVsLISIwW
NOLIPGIPISIA
we
re
heinae
PRLaybe
emmyoe
aearies
DelLVOKALOe
oe
~nev
eee
143
misma composicidédn quimica que la usada para fabricar
crisoles), que una vez moldeada, es quemada a 1450°C,
ORIFICIO DE DESCARGA Y TIJERAS DE CORTE
Como el flujo de vidrio que pasa por el orificio de
descarga es funcién de su didmetro, longitud, viscosidad y
altura de la columna de vidrio y las dos tlitimas se pueden
controlar variando la temperatura y la alimentacion de Cullet
respectivamente, se disetlo una pieza cerdmica empotrable al
cuerpo del canal acondicionador, en la que se pueden variar
la longitud y el didmetro del orificio, abarcando asi todas
las variables de las que depende el flujo de vidrio, Esta
pieza cerdmica es hecha de arcillas refractarias (Pasta
cerdmica de crisoles), En la Fig. 58 se muestra una de las
piezas, Esta pieza poses una ranura en la parte inferior,
con lo-cual se sujeta al cuerpo del canal acondicionador,
ademds en la parte superior posee una guia de ensamble para
lograr la continuidad del orificio con el cuerpo del crisol.
Para un caso particular que creemos el mas factible, se
calculéd la altura de la columna de vidrio requerida en el
canal acondicionador:
Partiendo de la ec. de Fanning para flujo de vidrio tenemos:
yet 25_p229_H0*5L.
p po«d

144
je——- git «
i 3"
w TANYAAreyUh. CRISOL DEL DOSIFICADOR ©».
4 MANIA
CERAMICA CERAMICA
we ll ae ————_—_—_—— 32/311 _____—+,
FIG. 58.- PIEZAS CERAMICAS EMPOTRABLES AL CANAL DEL
DOSIFICADOR PARA CONTROLAR EL FLUJO DE
VIDRIO.

H
145
-| ner? *> wg Rem (59)
1.35 D2
M/DZ, f=factor de fricciédn ( de la ec. de Fanning).
Si se requieren 4 piezas/min M~ 240 gr.
240¢r/min x 1 16/454 gr = 0.528 l1bs/min
D= .75 anid ca dins L=5 pulgadas Didmetro y longitud de
las piezas de ensamble,.
Z=1000 poises ,...&s la viscosidad del vidrio Crown en
el intervalo de trabajo.
HU. _0,528 = , 900704DZ (0.75) (1000)
Usando la Fig. 59 f~ 1.1 Por lo tanto:
2
i= (0.528) (1.1) (5) °°?
1.35(.75)2°
H ~ 4 pulgadas
,
40
20
i10
}| @
| Oa
| az -a0ccico aoa1000 010000 |
OZ
Fig. 59 FACTOR DE FRICCION f DE LAECUACION DEFANNING Vs M/DZ
146
Este valor de la columna de vidrio requerido fue
considerado para el dimensionamiento del canal acondicionador
del tanque,. Una vez analizadas las condiciones de la
fFormacién de la gota, ésta tiene que ser cortada por un par
de navajas construidas de una aleacidén Fierro-Vanadio
accionadas eléctricamente (Ver Fig 60). Las navajas al
abrirse son enfriadas por una soluciédn que contiene el 98% de
agua m&s el 2% de aceite soluble que proviene de unas espreas
colocadas en la parte superior de las navajas,
147
‘Section 8B
= SSWSSANSRSSCLE, Sac AeaeLL—
Section AA
pewmemesCemwweon
eedcdcccidcccccelgelieiidebdda =NAAAAAANANNANNAN
FIG. 60.- PROTOTIPO DE SISTEMAS DE NAVAJAS,
PARA EL CORTE DE LA GOTA.

148
TII.5) SISTEMA DE HOLDEO PARA MONOFOCALES
Los materiales de vidrio oftdimico de mayor demanda
(monofocales) se moldean por procesos de ‘'prensado en
caliente’, Bl cual se realiza a partir de gotas de vidrio,
de peso controlado que se obtienen del horno dosificador a
una temperatura determinada,
El peso de los objetos prensados van de 20 a120 gramos
y tienen que ser usadas diferentes técnicas de formado, Las
gotas pequefilas pierden mds rdpido su. temperatura que las
grandes, por lo que se usan diferentes caminos para lograr la
temperatura requerida para el prensado,
La acciédn de prensado toma lugar en una prensa de
multiestaciones (Ver Fig. 61) la cual consiste de una base
circular rotatoria de 46 pulgadas de didmetro con 9
estaciones para acompletar el ciclo. El movimiento de la
base circular se hace por medio de un pistédn hidrdulico que
tiene una carrera mdxima de 8 pulgadas que pivotea
horizontalmente para accionar la estrella divisoria que
permite colocar cada uno de los moldes debajo del pistén
reciprocante de moldeo, El pistén de moldeo esta acoplado a
la parte superior del molde como se muestra en la Fig. 62.
El molde es de dos piezas, construifdas de fierro vaciado ya
que este material tiene las siguientes propiedades:
a) Bajo costo por unidad de vidrio producido
b) Material denso, homogeneo, con dureza y fina estructura
c) Fdcil de maquinar para poder obtener las tolerancias

149OTPaP241
OFL09AEVIISIS
“wowsF)
22a
“CMakeORE
BdERD
Ww40s
OMTIOWIT
VSRIAT
[Asegenes
“amet
or
cir
I
Ox50OFEEE ae
vWOvD/ayWIS
as
32i)
sy
htT
Vr 0st.

(i1378"
“Ee1/2" :wall, ee
Oo
Oo
me-— —————._ 6.5 anems. ————__-
O} | O© fesorte
41/2" O I 4
| 1 |O| he
| : O4 _ ey Vs4tt |
| [3/3 '|p pai n. Edoe |I RADIO OE CURVATURA=10 CH, |!
_4|=. | Aee po
| "020 CH, |
|
|Y
3/8"
<————- 6.5 mm, ——_—_—_—____»1/4 «1/24
' -
tpi ~~| '| m RADIO OE CURVATURA 9 CH,
of |, —
| 1/2"4i 4 7
1/2" 1
th areas SE oT 4 sim —
FIGURA 62 = MOLOES PARA SLANCOS OE ViORIO OFTALMICO
150

151
requeridas debidas a que la expansidédn del metal y del
vidrio no son iguales,
d) Baja expansién térmica y alta resistencia al choque
térmico,
e) Resistencia a formaciédn de édxidos y adherencias al metal
Los monofocales poseen_ una superficie cdédncava yuna
convexa, que se forman al poner el vidrio a su temperatura de
trabajo (800-900°C) en contacto con el pistén, el cual
trabaja con una presiédn de 1 1b en adelante depeadiendo del
tamatlo del monofocal requerido, Para alcanzar la temperatura
de trabajo, cada molde esta dotado de tres quemadores
pequefTlios que permiten acondicionar el vidrio, el cual se
recibe del horno dosificador y dos estaciones mds es
prensado, El resto de quemadores sirven para que la pieza
prensada,no sufra un choque térmico y baje su temperatura en
el resto de estaciones para removerse al horno de recocido,.
Para controlar la temperatura de los moldes, y de la gota se
usa un sistema de control pirométrico (Ver Fig. 63).
Generalilmente se acostumbra usar lubricantes para los moldes,
los cuales se colocan sobre la superficie del molde para
disminuir los problemas de fricciédn vidrio-metal, Los
lubricantes comtinmente usados, son aceites, bases
parafinicas, aceite con grafito, grasas, agua con grafito
etc. Todos estos lubricantes forman productos gaseosos al
aplicarse sobre los moldes calientes y generalmente se
aplican en el ciclo en que los quemadores son apagados para

1.52
ENVOLTURA DE
PLROMETRO ENFRIAMIENTO
“— ALARMA
Liliti til1 + 4 0
CONTROLADOR, INDICADOR GRAF ICADORELECTRONI CO
FIG. 63.- SISTEMA DE CONTROL DE TEMPERATURA DE LA GOTA.

153
remover el vidrio del molde, Trabajos hechos por Giegerich
y Beare recomiendan usar aceites _parafinicos por su
volatilidad y Mlubricantes de grafito por ser inertes y
resistentes a la oxidacidén entre 950-1100°C. Las
desventajas de estos lubricantes son que los moldes_ se
ensucian, algunos incrementan la oxidaciédn, generan humos y
algunas veces flamas,
Una vez explicado el sistema dosificador y de moldeo, es
necesario hacer hincapiéd que las operaciones de ambos’ tienen
que estar cicladas para poder realizar el trabajo. Como se
requieren 4 piezas/min, las operaciones de la aguja del
dosificador, corte de la gota y el prensado, tienen que
suceder en 15 segundos, para que esté alimentando los moldes
de la prensa como se muestra en la Fig 64, Asi mismo, la
operacién de moldeado en si tiene también que transcurrir en
el mismo tiempo,

154
ni
SCION()
VIYOLVLaY
WVSaW
WIYOLVLOY
WSIW
ASVPVAVN
S¥rndV
3rv1919
-°h9WENO
yyy
ioseiaq
OWGNITII
Yyoava141
sod
=VPN
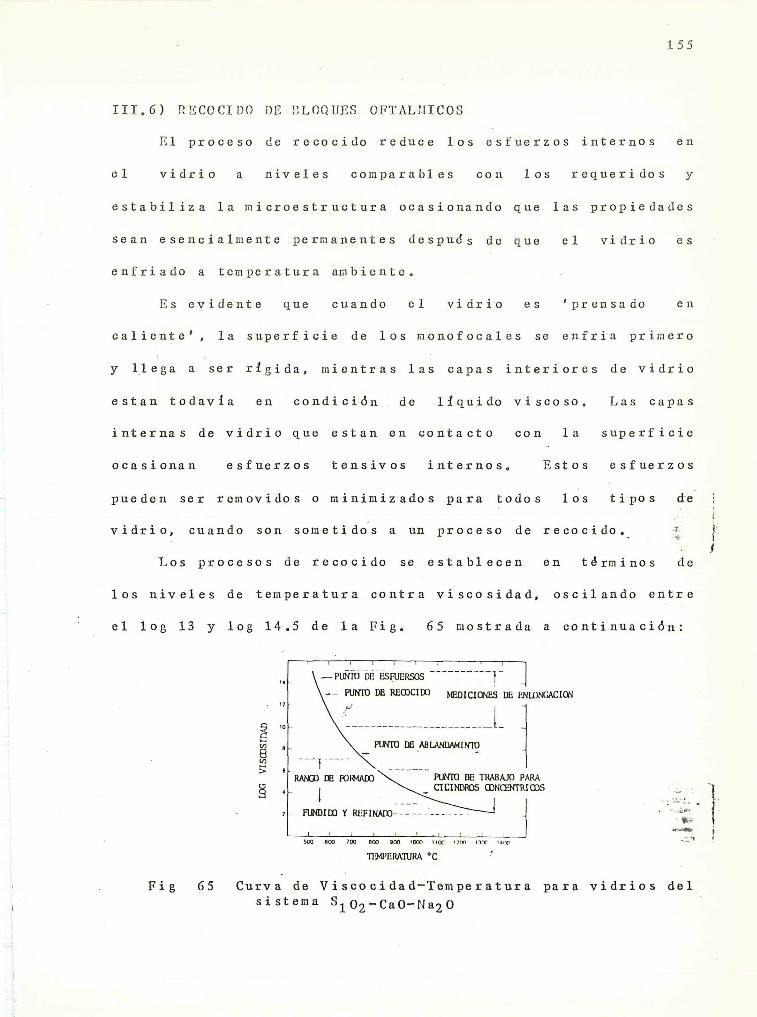
135
III.,6) RECOCIDO DE BLOQUES OFTALNICOS
El proceso de recocido reduce los ageterdes internos en
el vidrio a niveles comparables con los requeridos y
estabiliza la microestructura ocasionando que las propiedades
sean esencialmente permanentes después de que el vidrio es
enfriado a temperatura ambiente,
Es evidente que cuando el vidrio es ‘prensa do en
caliente’, la superficie de los monofocales se enfria primero
y llega a ser rigida, mientras las capas interiores de vidrio
estan todavia en condicidn de tl1iquido viscoso, Las capas
internas de vidrio que estan en contacto con la superficie
ocasionan esfuerzos tensivos internos, Estos esfuerzos
pueden ser removidos 0 minimizados para todos los tipos de
vidrio, cuando son sometidos a un proceso de recocido,. *
Los procesos de recocido se establecen en términos dé
los niveles de temperatura contra viscosidad, oscilando entre
el log 13 y log 14.5 de la Fig. 65 mostrada a continuacién:
— T Tt 7 T T T “
— PUNTO DE ESFUERSOS””———SC~S~™SY |
—— PUNTO DB RECOCIDO MEDICIONES DE ENLONGACION
gf8 alt PUNTODB ABLANDAMINTO
2 po> Bo rer
RANGO DE FORMADO PUNTO BE TRABAJO PARA_ CICINDROS CONCENTRI GOS
2}- FUNDIDO Y REFINANO- - --- Stowe o
1 1 4 4 4 4 =
500 600 700 800 900 1000 1100 1700) «130C 14nG
TEMPERATURA °C
LOG
+.
Fig 65 Curva de Viscocidad-Temperatura para vidrios del
sistema S,Q.-Ca0-Nay0
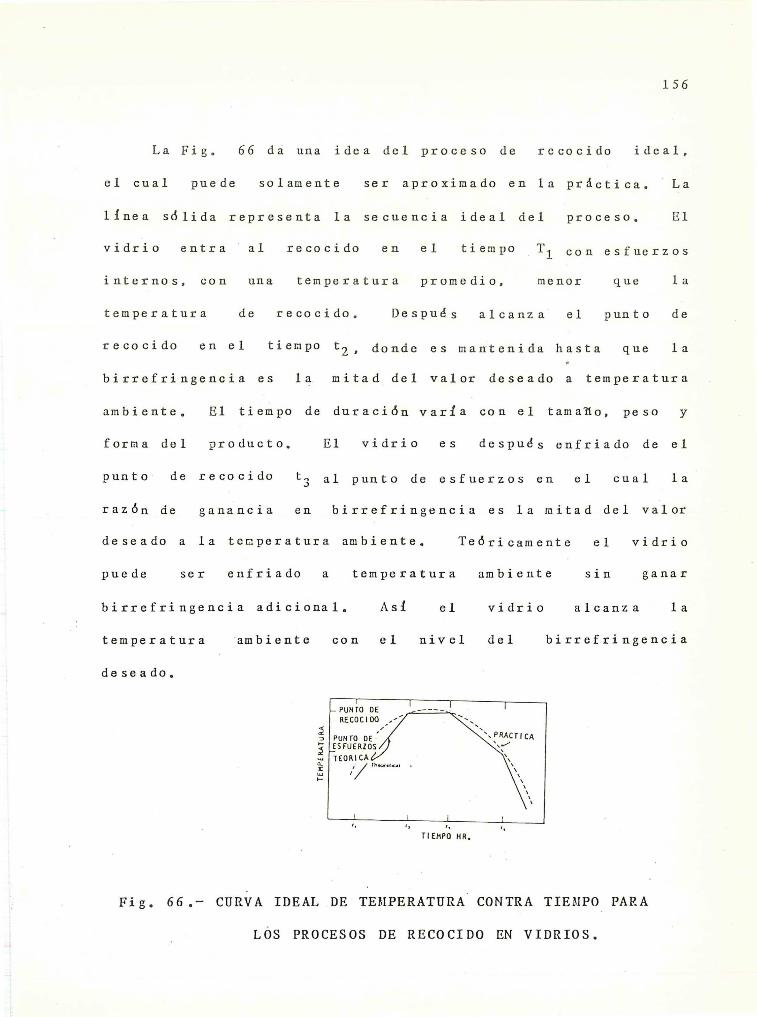
156
La Fig, 66 da una idea del proceso de recocido ideal,
el cual puede solamente ser aproximado en la prdctica. La
linea sdlida representa la secuencia ideal del proceso, El
vidrio entra al recocido en el tiempo Ty con esfuerzos
internos, con una temperatura promedio, menor que la
temperatura de recocido, Despuds alcanza el punto de
recocido en el tiempo t,, donde es mantenida hasta que la
birrefringencia es la mitad del valor deseado : temperatura
ambiente, El tiempo de duracidn varia con el tamaitio, peso y
forma del producto, El vidrio es después enfriado de el
punto de recocido t., al punto de esfuerzos en el cual la
raz6n de ganancia en birrefringencia es la mitad del valor
deseado a la temperatura ambiente, Tedricamente el vidrio
puede ser enfriado a temperatura ambiente sin ganar
birrefringencia adicional, Asi el vidrio alcanza la
temperatura ambiente con el nivel del birrefringencia
deseado,
T
PUNTO DE <==
RECOCIDO .-
PUNTO DEESFUERZOSTEORICA
Z‘
Meorstcai +
TEMPERATURA
f te 4% Fe
TIEMPO HR,
Fig. 66.- CURVA IDEAL DE TEMPERATURACONTRA TIEMPO PARA
LOS PROCESOS DE RECOCIDO EN VIDRIOS.
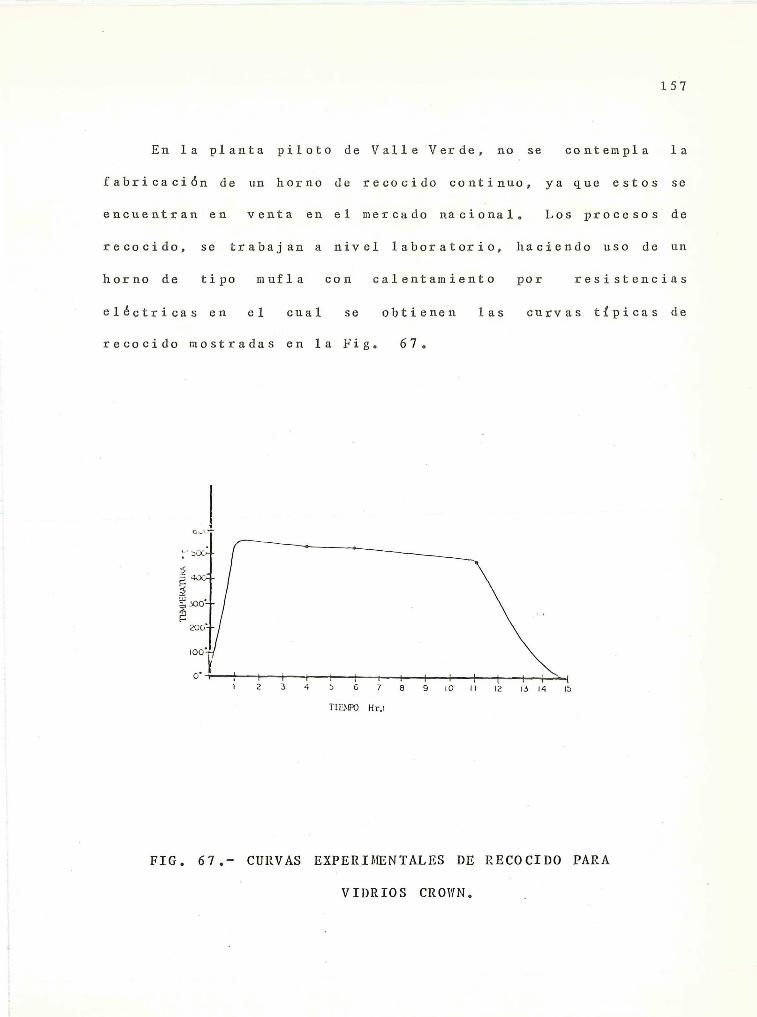
L357
En la planta piloto de Valle Verde, no se contempla la
fabricacién de un horno de recocido continuo, ya que estos se
encuentran en venta en el mercado nacional, Los procesos de
recocido, se trabajan a nivel laboratorio, haciendo uso de un
horno de tipo mufla con calentamiento por resistencias
eléctricas en el cual se obtienen las curvas tipicas de
recocido mostradas en la Fig. 67.
8TEMPERATULA
+
TIEMPO Hr,
1FIG. 67.- CURVAS EXPERIMENTALES DE RECOCIDO PARA
VIDRIOS CROWN.

CAPITULO iV
HETROLOGIA OPTICA Y TOLERANCIAS EN EL ANALISIS DE MATERIAS
PRIMAS Y FORHULACION DE LA 7f.ashDA.
NETROLOGIA
Comparada con la metrologia requerida por los vidrios
édpticos, el vidrio este Imies requiere de procedimientos de
prueba e inspecciédn relativamente simples como se muestra en
la Tabla 9. Esto se deve a que los requerimientos del vidrio
oftdinico poseen mayores tolerancias, ya que se utilizan como
suplemento a la lente cristalina de el ojo, que para
propdsitos prdcticos la abertura del sistema es pequemnia
(abertura del iris) a diferencia de los vidrios dpticos
utilizados en arreglos donde la abertura del sistema es
grande, limitdndose el paso de la luz con diafragmas,
Como el vidrio oftdimico es un tipo de vidrio dptico con
mayores tolerancias, estos pueden igualmente clasificarse de
acuerdo a las siguientes clases, grados y formas:
CLASE 1 .- VIDRIO ESTANDAR
CLASE 2 .- VIDRIO ESPECIAL
GRADOS -- A,B,C,D (Contenido de estrias)
FORHAS .- PLACAS, BARRAS, PRENSO-FORMADO.
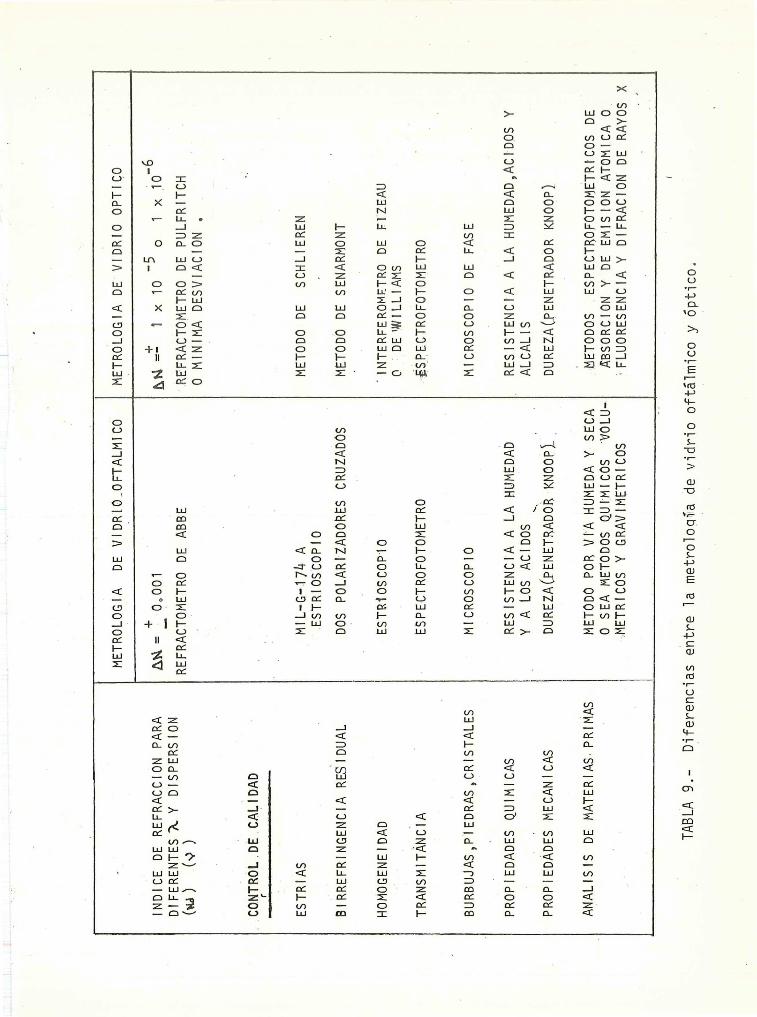
INDICE
DERE
FRAC
CION
PARA
DIFERENTESA
YDI
SPER
SION
(ws)
(v)
CONT
ROLDE
CALIDAD
ESTRIAS
BIRREFRINGENCIA
RES1DUAL
HOMOGENEIDAD
TRANSMITANCIA
BURBUJAS,P1EDRAS,CRISTALES
PROPIEDADES
QUIMICAS
PROPIEDADES
MECANICAS
ANALISIS
DE
MATERIAS-PRIMAS
METROLOGIA
DE
VIDRLO_OFTALMICO
METROLOGIA
DEVI
DRIO
OPTI
CO AN
=~
0.001
REFRACTOMETRO
DEABBE
MIL=
G-17
4A
ESTRIOSCOP1O
DOS
POLARIZADORES
CRUZADOS
ESTRIOSCOPTO
ESPECTROFOTOMETRO
MICROSCOPIO
RESISTENCIA
ALA
HUMEDAD
YA
LOS
ACIDOS
_
DURE
ZA(P
ENET
RADO
RKNOOPS.
METODO
POR
VIA
HUMEDA
YSECA
OSEA
METODOS
QUIMICOS
‘VOLU-
METRICOS
YGRAVIMETRICOS
At
==
1x1020
1x
107°
REFRACTOMETRO
DE
PULFRITCH
OMINIMA
DESVIACION
.
METODO
DE
SCHLIEREN
METODO
DE
SENARMONT
“INTERFEROMETRO
DE
FIZEAU
Q°DEWILLIAMS
£SPECTROFOTOMETRO
MICROSCOPIO
DE
FASE
RESISTENCIA
ALA
HUMEDAD,ACIDOS
YALCALIS
DUREZA(PENETRADOR
KNOOP)
METODOS
ESPECTROFOTOMETRICOS
DE
ABSORCION
YDE
EMISION
ATOMICA
0“FLUORESENCIA
YDIFRACION
DE
RAYOS
X
TABLA
9.-
Diferencias
entre
lametroloqia
de
vidrio
oftalmico
ydptico.

160
A continuaciédn se especifican los requerimientos y
nétodos de prueba para vidrio oftdimico que es el tipo de
vidrio dptico de interés en este caso,
iV.2) REQUERINIENTOS
1) COLOR.- Los vidrios épticos deben ser libres de color, a
tal grado quve una tarjeta blanca estdndar, no cambie su
color, cuando es vista a través de una pieza de vidrio de 2
cm, de espesor, con un frdice de refraccién de 1.60 o menor,
medido con la linea D de sodio (589.3m). Los vidrios pueden
aparecer ligeramente amarillos oo ligeramente hades cuando
poseen un indice de refraccién mayor de 1.60.
2) ABSORCION.- Los vidrios épticos con indice de refraccidn
de 1.60 o mayor, no deben absorber mas del 2% de radiacidén
monocromdtica, en una trayectoria de 1 cm, Los vidrios
édpticos con un indice de refracciédn menor de 1.60, no deben
absorber mas del 1% de radiaciédn tmonocromdtica en una
trayectoria de 1 cm,
3) CLASE.- Los vidrios dédpticos pueden ser de dos clases segtn
los requerimientos: estdndar y especiales, Se clasifican
como estdndar cuando el tipo de produccidédn de vidrio es
disponible para fuentes domésticas, Los vidrios estdndar_ se
indican con un nombre y un ntmero tipico. Los vidrios
especiales se indican con un nombre y numero tipico,
adiciondndoles una letra entre paréntesis que da la
designacién especial. En este caso se discutirdn los vidrios
estdndar.

161
4) CLASE 1 ESTANDAR.- Los detalles requeridos por los vidrios
estdndar son los siguientes:
4.1 - NOHBRE TIPICO.- El nombre tipico puede ser designado
arbitrariamente sin necesidad de indicar alguna propiedad.
En ausencia de tales designaciones, pueden wearee
caracteristicas de los vidrios,
4,2 - NUHNERO TIPICO.- El numero tipico consta de dos grupos
de nimeros separados por un guidn, El primer grupo consiste
de tres nimeros correspondientes a los tres primeros digitos
despuds del punto decimal ‘de los valores del tndice de
refraccién medido con la linea D del sodio. El segundo grupo
después del guidn consiste de tres niimeros correspondientes a
los tres primeros difgitos de la constante de Abbe, Por
ejemplo, 1.523, 58.3 = 523 - 583, que es un nimero tipico.
4.3 - INDICE DE REFRACCION.=- Los vidrios estdndar
(oftdimicos), deben tener un indice de refraccién
correctamente identificado, redondeado a la tercera cifra
decimal, con las siguientes tolerancias: Hasta 1.600 + 0.001
de 1.600 a 1.730 + 0.0015 y arriba de 1.730 +0,.0020,
4.4 - CONSTANTE DE ABBE.- Los vidrios estdndar deben tener
una constante de Abbe correctamente identificada a la primera
cifra decimal, con las siguientes tolerancias: Para valores
mayores de 30, se tiene una tolerancia de +0.2, de 30 a 45 +
0.3, entre 45 y 55 +.0.4, arriba de 55 + 0.5.
.4.5 - ESFUERZOS.- La distribucién de esfuerzos permanentes en
vidrios estdndar debe ser simétrica y 1a birrefringencia
162
resultante de estos esfuerzos permanentes, no debe provocar
mds de 10 nandédmetros de retraso relativo en una diferencia de
trayectoria en 1 cm con luz de sodio transmitida.
4.6 - DISPERSION PARCIAL.- Los vidrios estdndar deben tener
los valores de dispersiédn parcial especificados por el
productor.
4.7 - GRADOS DE ESTRIAS.- Estdn clasificados de la siguiente
manera:
GRADO A.- Los vidrios grado A_ no deben contener estrias
visibles, venas o cordones cuando se analizan por los métodos
especificados mds adelante.
GRADO B.- Los vidrios grado B, deben sdlo contener estrias
cuando son vistos por luz dispersa en la direcciédn de mdxima
visibilidad o arriba de este limite al ser analizados por los
métodos aqui especificados,
GRADO C.- Los vidrios grado C, deben contener sdlo estrias
cuando son iluminados y vistos en la direcciédn de mdxima
visibilidad y estdn paralelos a la fase de la placa.
GRADO D.- Los vidrios grado OD, tienen mayor cantidad de
estrfias que un vidrio grado C, éstas deben ser paralelas a la
fase de la placa cuando se analizan por los métodos aqui
especificados,
4.8 - INCLUSIONES.- El nimero permisible de inclusiones de
mayor tamafio, es de 1 por cn” de vidrio, La suma del
didmetro de todas las inclusiones es determinada - por
inspecciédn y no debe exceder el didmetro del tamatlo mdximo
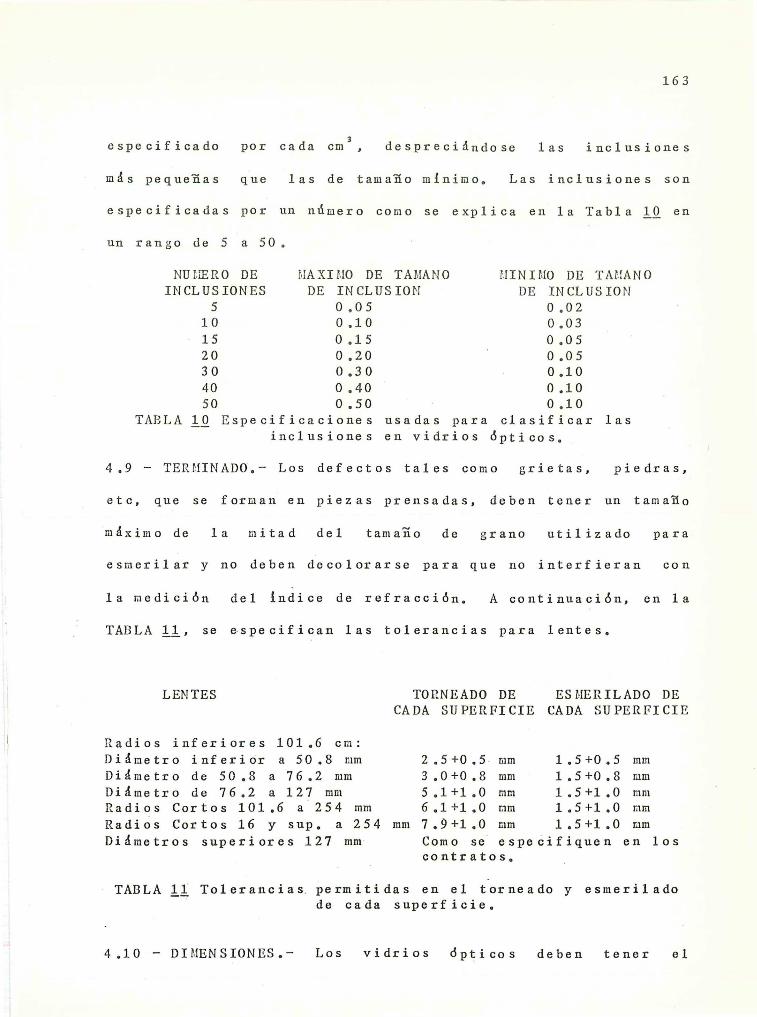
163
A 3 3 : . ;especificado por cada cm , desprecidndose las inclusiones
mds pequetias que las de tamatio minimo, Las inclusiones son
especificadas por un nimero como se explica en la Tabla 10 en
un rango de 5 a 50,
NUMERO DE MAXIMO DE TAMANO NINIMO DE TANANO
INCLUSIONES DE INCLUSION DE INCLUSION
5 0.05 0.02
10 0.210 0.03
15 0.15 0.05
20 0.20 , 0.05
30 0.30 0.10
40 0.40 0.10
50 0.50 0.10
TABLA 10 Especificaciones usadas para clasificar las
inclusiones en vidrios 6dépticos,
4.9 - TERMINADO.- Los defectos tales como grietas, piedras,
etc, que se forman en piezas prensadas, deben tener un tamaito
mdximo de la mitad del tamano de grano utilizado para
esmerilar y no deben decolorarse para que no interfieran con
la medicién del {ndice de refraccién, A continuacién, en la
TABLA 11, se especifican las tolerancias para lentes,
LENTES TORNEADO DE ESMERILADO DE
CADA SUPERFICIE CADA SUPERFICIE
Radios inferiores 101.6 cm:
Didmetro inferior a 50.8 mm 2.5+0.5. mm 1.5+0.5 mmDidmetro de 50.8 a 76.2 mm 3.0+0.8 mm 1.5+0.8 mmDidmetro de 76.2 a 127 mm 5.1+1.0 mm 1.5+1.0 mmRadios Cortos 101.6 a 254 mm 6.1+1.0 mm 1.5+1.0 mm
Radios Cortos 16 y sup. a 254 mm 7,.9+1.0 mm 1.5+1.0 mm
Didmetros superiores 127 mm Como se especifiquen en los
contratos,
TABLA 11 Tolerancias. permitidas en el torneado y esmerilado
de cada superficie,
4.10 - DIMENSIONES.- Los vidrios sépticos deben tener el

164
espesor especificado con las siguientes tolerancias: Para
piezas de 20 mm de espesdy, las tolerancias son de 0 a 2 mm
y, para espesores mayores, las tolerancias son de 0 a 4 mm de
espesor,
5.- CONTROL DE CALIDAD
5.1 - RESPONSABILIDAD PARA INSPECCION.- La flexibilidad que
se tenga, es responsable de la exactitud y funcionamiento de
la inspeccidn,
5.2 - RANGO DE INSPECCION.- Los vidrios s6épticos producidos
por el método de crisoles, deben considerarse como un lote
resultante para la inspecciédn, por lo cual, deben analizarse
después de cada fundida y recocida del producto, Cuando el
vidrio es producido por procesos continuos, el lote debe
considerarse por cada 500 1b de material,
5.3 - NUESTRAS
FUNDIDO EN CRISOLES.- Cuando el vidrio es producido por
fundicién en crisoles, una muestra es utilizada para
inspeccién como representante del lote.
PROCESOS CONTINUOS.- Cuando el vidrio es producido por
procesos continuos, 5 muestras deben ser escogidas para
aceptar la inspeccién del lote (500 ibs).
5.4 - RESISTENCIAAL CLIMA.- Cuando la humedad relativa y la
temperatura son altas, el vapor de agua en el aire puede
causar cambios en la superficie del vidrio que aparecen como
nubosidades, Bajo condiciones atmosféricas wornad 66, estos
cambios suceden muy lLentamente,
165
5.5 - RESISTENCIA A LOS ACIDOS.- Cuando un medio dcido acuoso
reacciona con la superficie de un vidrio, éste, puede
descomponerse, mancharse o ambas cosas a la vez, Esta prueba
de resistencia a los dcidos provee informacidédn concerniente a
disoluciones, El tiempo t que transcurre para tener una capa
de espesor de O.1lum di suedta, sirve como una medida de la
resistencia a los dcidos,
5.6 - RESISTENCIA A LOS ALCALIS.- Aqui se prueba la
resistencia de los vidrios dpticos a ecandpls cawtd dades de
soluciones dlcalis, La resistencia a los d4lcalis_ se indica
con el tiempo en minutos requeridos para descomponer O.ipm de
la capa del vidrio, en una soluciédn alcalina (NaOH pll=10) a
90°C.
5.7 - MICRODUREZA.- La determinaciédn de los valores de dureza
con penetradores KNOOP o VICKERS sirven para caracterizar los
vidrios, es decir, ver los cambios permanentes en la
superifice, los cuales se deben a la penetracidn de un
cuerpo,
REQUERIHMIENTOS Y PROCEDINIENTOS DE PRUEBA
La siguiente lista de caracteristicas cubre los
requerimientos y procedimientos de prueba con la cual se
acepta la inspecciédn de vidrio oftdlmico:
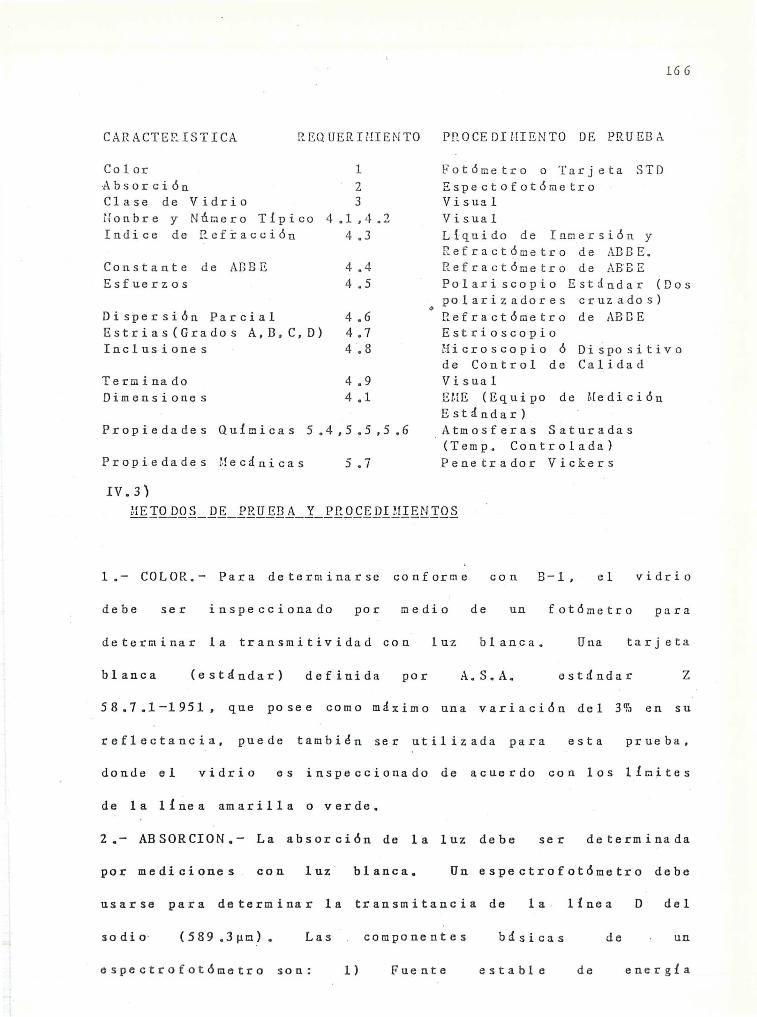
166
CARACTERISTICA REQUERIUIENTO PPROCEDIHIENTO DE PRUEBA
Color 1 Fotémetro o Tarjeta STDAbsorcidn 2 Espectofotdémetro
Clase de Vidrio 3 Visual
Nonbre y Ndimero Tipico 4.1,4.2 VisualIndice de Refraccidén 4.3 Liquido de Inmersidédna y
Refractdémetro de ABBE,
Constante de ABBE 4.4 Refractémetro de ABBE
Esfuerzos 4.5 Polariscopio Estdndar (Dos
, POolarizadores cruzados)Dispersiédn Parcial 4.6 Refractémetro de ABBE
Estrias(Grados A,B,C,D) 4.7 Estrioscopio
Inclusiones 4.8 Microscopio 6 Dispositivode Control de Calidad
Terminado 4.9 Visual
Dimensiones 4.1 EME (Equipo de Medicidén
Estdndar)
Propiedades Quimicas 5.4,5.5,5.6 -Atmosferas Saturadas
(Temp. Controlada)
Propiedades Mecdnicas 5.7 Penetrador Vickers
Iv.3)METODOS DE PRUEBA Y PROCEDIMIENTOS
1.- COLOR.- Para determinarse oe con B-l, el vidrio
debe ser inspeccionado por medio de un fotdmetro para
determinar La transmitividad con luz blanca, Una tarjeta
blanca (estdndar) definida por AsS« Ax estdndar Z
58.7.1-1951, que posee como mdximo una variaciédn del 3% en su
geflectaacia, puede también ser utilizada para esta prueba,
donde el vidrio es inspeccionado de acuerdo con los limites
de la linea amarilla o verde,
25> AB SORCION.- La absorcidédn de la luz debe ser determinada
por mediciones con luz blanca, Un espectrofotémetro debe
usarse para determinar la transmitancia de la. linea D del
sodioa (589 .3um). Las . componentes bdsicas de - un
espectrofotdémetro son: 1) Fuente estable de energia

167
radiante, 2) Monocromador para desdoblar la radiacién en las
longitudes de onda que se forman, 3) Recipiente transparente
para la muestra, 4) Un doteutax de radiacién eon un sistema
de Lectura aplicado (medidor o registrador), En la figura 68
se muestra un diagrama de bloques de un aparato de doble haz,
La absorcién, puede determinarse como sigue:
oc~slat peers (60)(1-R)"/t
dénde OC= Absorcién por centimetro,T= Transmitancia para la linea D de sodio,
R= Reflectancia de Fresnel, calculada para
el lf{mite aire-vidrio,t= espesor. de la muestra,
Np ~L =(61)
Testigo
Espeie _-t+ _~--- Espejo1
i
1‘
'
1
' Muestra
,0: Monacro- \ . Amplifi- Registra.
Ws “| Detector c |‘7 mador 3 -—} cador de F—|dor poten
kampate C.a. ciométrico
Interruptor Interruptor
giratorio 1 giratorio 2
FIG. 68 Aparato de doble haz con interruptor y sistema
electrénico de punto nulo,
3.- INDICE DE REFRACCION.-— El indice de refraccién puede ser
obtenido por inmersiédn de la muestra de vidrio en un
recipiente transparente que contenga una mezcla de
bromonaftaleno y aceite mineral, en proporciédn tal, que den
el indice requerido, Cuando las interfases muestra-liquido
168
desaparecen, unas gotas de liquido de inmersién es lefda en
el refractémetro de Abbe, debiendo quedar en los limites
estipulados por B-4-4,3,
El refractémetro de Abbe, esquematizado en Ila
figura 69, basa su funcionamiento en la mediciédn del Angulo
critico entre la muestra y un prisma de alto indice de
refraccién, Las muestras_ sdlidas, es necesario pulirlas y
formar una pelicula delgada entre ellas y el prisma,
Si la fuente S ilumina rasantemente el prisma_ de
referencia P y la muestra problema M, se presenta reflexidédn
interna total en el prisma y se forma el Angulo critico 6),
Si lanzamos un rayo rasante SI, traza una trayectoria SII'ET,
en donde E es un espejo reflector que manda el rayo hacia el
sistema telescépico, formado por un objetivo 04 y un ocular
0,. Como el indice de refracciédn y el Angulo critico
varfan con el color de la luz, el bor de de sombra que se
observa sobre la Ilinea transversal del telescopio, puede
aparecer coloreada y tener una mala definicidédn cuando se usa
luz blanca, Esta coloracién es neutralizada usando dos
prismas Amici de visién directa Ay y Ag, formados de
dos prismas de vidrio Crown y un prisma de vidrio Flint,
colocados de base al Apice como se indica en la figura 70,
los cuales no producen desviaciédn ~- sobre la luz
correspondiente * la linea D, dispersando los otros colores,
desviando la linea C en 4 minutos hacia abajo y la linea F en
28 minutos hacia arriba, Como se requiere suficiente
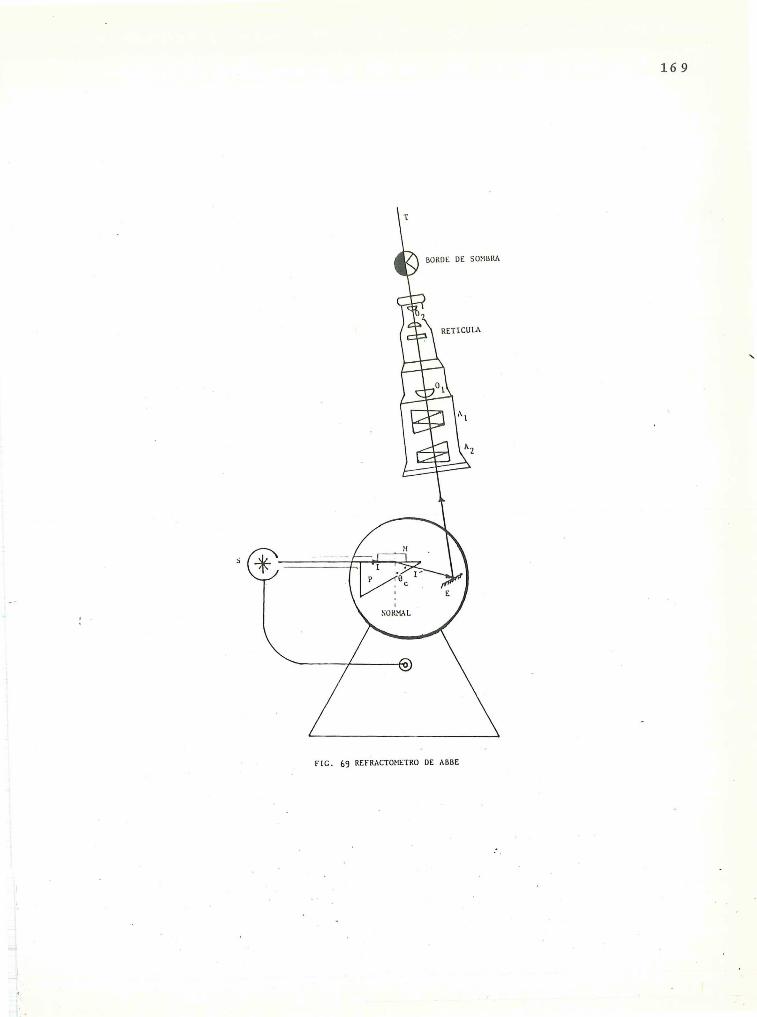
169
FIG. 69 REFRACTOMETRO DE ABBE
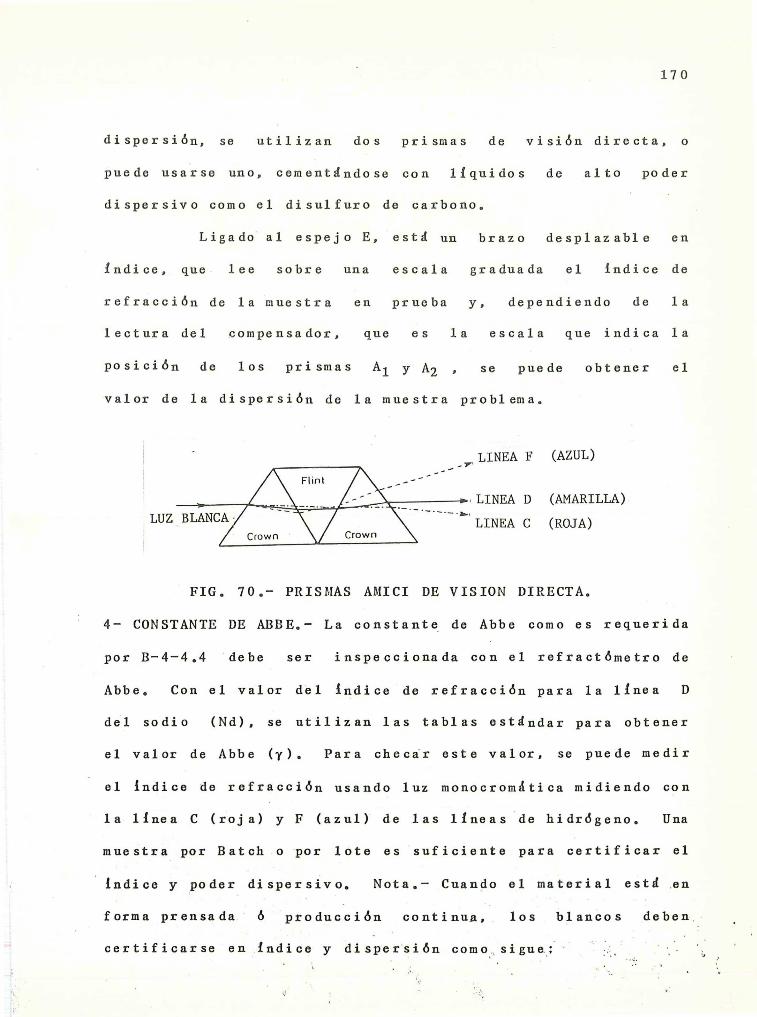
170
dispersién, se utilizan dos prismas de visidédn directa, o
puede usarse uno, cementdndose con IAiquidos de alto poder
dispersivo como el disulfuro de carbono,
Ligado al espejo E, estd un brazo desplazable en
indice, que lee sobre una escala graduada el indice de
refraccién de la muestra en prueba wy, dependiendo de la
lectura del compensador, que es la escala que indica la
posiciédn de los prismas Ay y Az > se puede obtener el
valor de la dispersiédn de la muestra problema,
. _, LINEA F (AZUL)
‘LINEA D (AMARILLA)
LUZ BLANCA ; “LINEA C (ROJA)
FIG. 70.- PRISMAS AMICI DE VISION DIRECTA.
4- CONSTANTE DE ABBE.- La constante de Abbe como es requerida
por B-4-4.4 debe ser inspeccionada ean el refractémetro de
Abbe. Con el valor del indice de refraccién para la linea D
del sodio (Nd), se utilizan las tablas estdndar para obtener
el valor de Abbe (y). Para checar este valor, se puede medir
el indice de refraccién usando luz monocromdtica midiendo con
la linea C (roja) y F (azul) de las lineas de hidrdédgeno. Una
muestra por Batch o por lote es suficiente para certificar el
indice y poder dispersivo. Nota.-— Cuando el material estd en
forma prensada 6 produceién continua, los blancos deben.
certificarse en indice y dispersiédn como, sigue; °
171
Tamatlo de lote Tamatio de Nimero de defectos
en nimero de piezas la pieza para rechazar el lote
0-25 100% =i
26-180 25 1
181-500 40 2
500 6 mds 110 3
4.1 - DISPERSION PARCIAL.- La prueba de dispersiédn parcial
debe ser hecha de acuerdo a la prueba para la constante de
Abbe, El grado de exactitud para los valores de dispersidén
son de 2 X 10-3 y los certificados de prueba generalmente
tienen los siguientes datos:
VEN NE-Nd
Va-Ne NENe
5 - ESFUERZOS.- Los vidrios oftdimicos moldeados por prensado
(blancos) deben ser inspeccionados para conocer la cantidad y
simetria de los esfuerzos por medic de un polariscopio, En
la figura 71 se muestra un polariscopio que consta de las
siguientes partes:
A) Fuente de luz colimada.- Una fuente de luz blanca oo una
fuente de arco de vapor de sodio (A = 589 nm) o mercurio
pueden utilizarse, siento preferible las titimas, Nota.- La
luz blanca puede ser una lampara de tungsteno operada con un
filtro.
B) Filtro.- Filtros pasabanda pueden ser usados con luz
blanca para lograr la monocromaticidad deseada,.
C) Difusor.-— Una pieza de vidrio opaca a vidrio esmerilado
de eaiidad fotogrdfica,
D) Polarizador.- Un elemento’ polarizador ‘montado entre
vidrios y colocado en una montura rotable, capaz de ver en

L172
FIG.- 71 POLARISCOPIO

Aes
una sola direccién,
E) Celda de inmersién.- Una celda de inmersiédn con paredes
libres de estrias, llena de un lifquido de igual indice de
reizhocién que el de la muestra que se va a medir,.
Nota.- Cuando las caras de la celda son paralelas, el 14quido
puede omitirse, causando un error muy pequefio, sin embargo,
cuando los lados no son paralelos, el liquido de inmersidén es
esencial,
F) Analizador.- Idéntico al polarizador, debe colocarse- en
una montura rotable, capaz de fijarse en una posiciédén, Babe
estar, ademds, colocado en una montura que permita medir la
rotacién del mismo.
G) Telescopio.- Un telescopio de foco corto, con un rango de
potencia de magnificacién adecuada sobre el rango de
enfocamiento deseado, debe ser utilizado.
Nota.- La ventaja de este arreglo, es que si en un momento
dado se quisieran cuantificar los esfuerzos, bastaria
introducir - placa retardadora entre la celda y el
analizador para que en funcién de la retardacidén dptica se
cuantificaran los esfuerzos (ASTM F-218-68) (1978).
6.- ESTRIAS. Cada placa de vidrio oftdlimico debe ser
inspeccionado por el método 1 o por el método 2, para conocer
su contenido de estrias, De preferencia debe utilizarse el
método 2 a excepciédn de las muestras que por su naturaleza o
dimensiones no se les pueda aplicar este método,

174
METODO 1 PARA PRUEBA DE ESTRIAS
Un estrioscopio como se ilustra en la figura 72 debe ser
utilizado para esta prueba. Donde S es la fuente de luz, D
es un difusor, A es un orificio senkete (Pinhole) colocado en
el foco de la lente acromdtica colimadora Ly; y B es una
rendija médvil colocada en el plano posterior del objetivo
Ly - La muestra que ha de ser inspeccionada es colocada en
P con la superficie pulida normal a la linea de vista. La
delfexién y cambio de la luz, la cual resulta de la pequewia
condicién de fuera de paralelismo de las superficies el eas
puede ser compensada por el movimiento de la rendija
transversal, tal que pueda ser ajustable hasta que la muestra
aparezca en la mitad de la sombra, En esta posicidén, las
estrias pueden ser detectadas moviendo o inclinando el campo
de la seccidén de la muestra,
METODO 2 PARA LA PRUEBA DE ESTRIAS
Como se ilustra en la figura 73, S es una fuente de luz
monocromdtica, D es una pantalla difusora o un vidrio
finamente pulido, <A es un orificio (pinhole) en el foco
posterior de la lente colimadora Ly; y Bes una rendija
transversal movible en el plano focal de la lente Lo . Una
celda dptica, llena con un liquido de indice de refraccidn
conocido, igual al de la muestra a ser probada (para una 2d
particular usada), es colocada entra las dos lentes, La
muestra para ser inspeccionada es inmersa en el liquido y las
estrias son detectadas al mover o inclinar la muestra, La
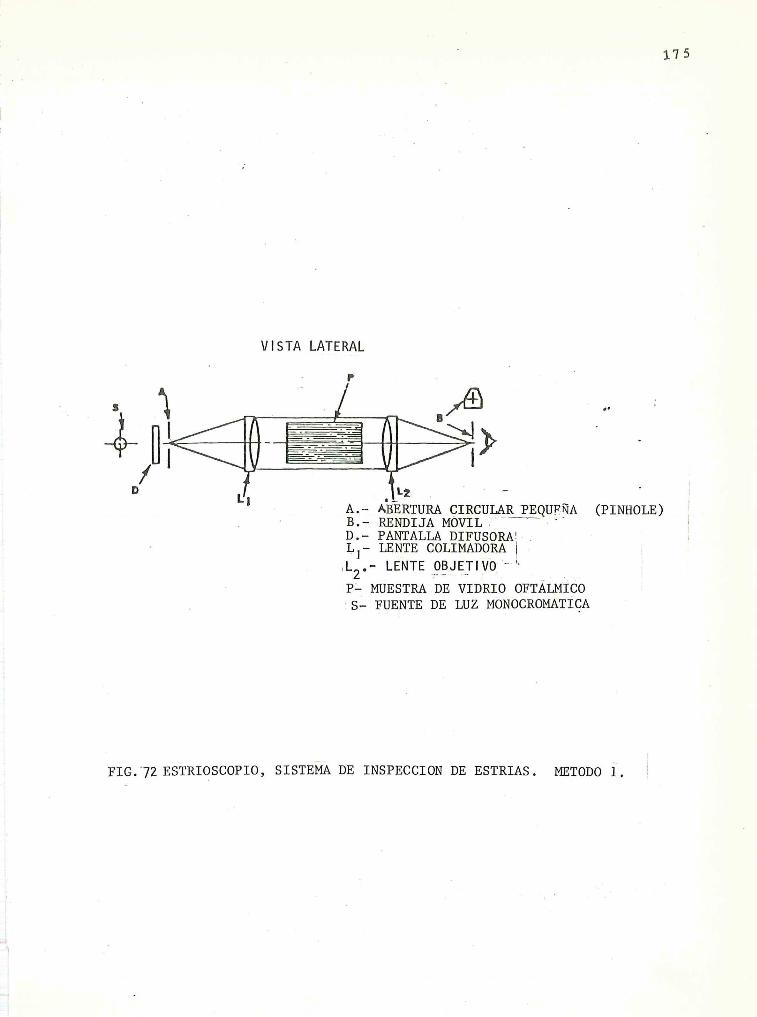
VISTA LATERAL
P
Jase :Sy
Le ‘ -
A.- ABERTURA CIRCULAR PEQUFNA (PINHOLE)B.- RENDIJA MOVIL.D.— PANTALLA DIFUSORA!L,- LENTE COLIMADORA |
Lye” LENTE OBJETIVO ~ ‘P— MUESTRA DE VIDRIO OFTALMICO
S- FUENTE DE LUZ MONOCROMATICA
Ly
FIG.'72 ESTRIOSCOPIO, SISTEMA DE INSPECCION DE ESTRIAS. METODO 1,
175
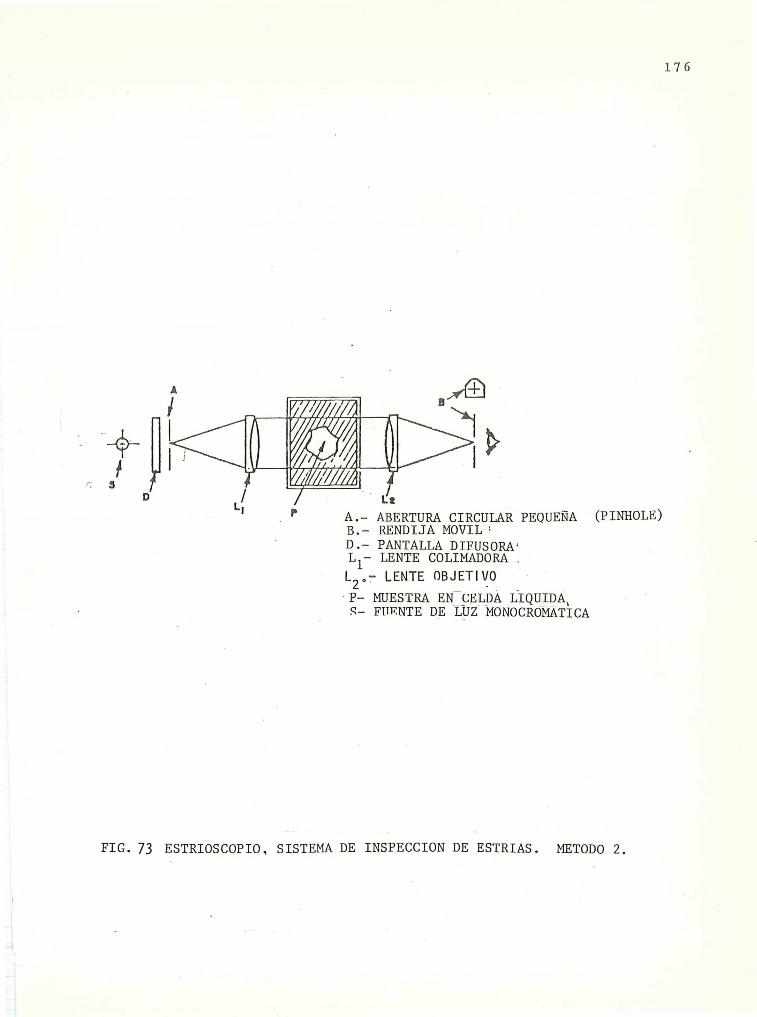
176
} WLU 7| Y
| hy,L
we)
|p oh.
4
Le
A.- ABERTURA CIRCULAR PEQUENA (PINHOLE)
B.-— RENDIJA MOVIL :
D.— PANTALLA DIFUSORA’Lj- LENTE COLIMADORA .
Laem LENTE OBJETIVO
-P- MUESTRA ENCELDA LIQUIDA,S- FUENTE DE LUZ MONOCROMATICA
FIG. 73 ESTRIOSCOPIO, SISTEMA DE INSPECCION DE ESTRIAS. METODO 2.
177
evaluacién del contenido de estrias debe ser hecha en la
direccién del lado que se quiera usar.
MUESTRAS ESTANDAR.- Para poder evaluar las muestras, es
mecesario tener una_ serie de muestras de calibracidén
certificadas que se usan como estdndares de inspeccidén, Los
requerimientos que se deben conocer de estas muestras son:
a) Nombre tipico y datos de sus especificaciones
b) Clase
c) Grado
d) Forma, tamaTio y calidad
e) Valores de dispersiédn parcial
f) Clase especial, detalles de los requerimientos
g) Donde se somete a muestra estdndar,
7.- INCLUSIONES.
Esta prueba para conocer la calidad éptica, se hace para
determinar el nimero de inclusiones permisibles por cada cn”
de vidrio como se especifica en B-4-4.8., El minimo y mdximo
tamatTlo necesario para ser considerado como aceptable o
rechazarlo, debe estar de acuerdo como se especifica en la
Tabla 10. Un estdndar de comparaciédn representativo del
nimero de inclusiones debe ser utilizado. Un equipo de
inspeccién capaz de hacer una buena determinacidédn de las
inclusiones (defectos y burbujas) es mostrado en la Fig. 74.
El dispositivo es adecuado para usarse en cualquiera de los
métodos de inspecciédn definidos a continuacidén:
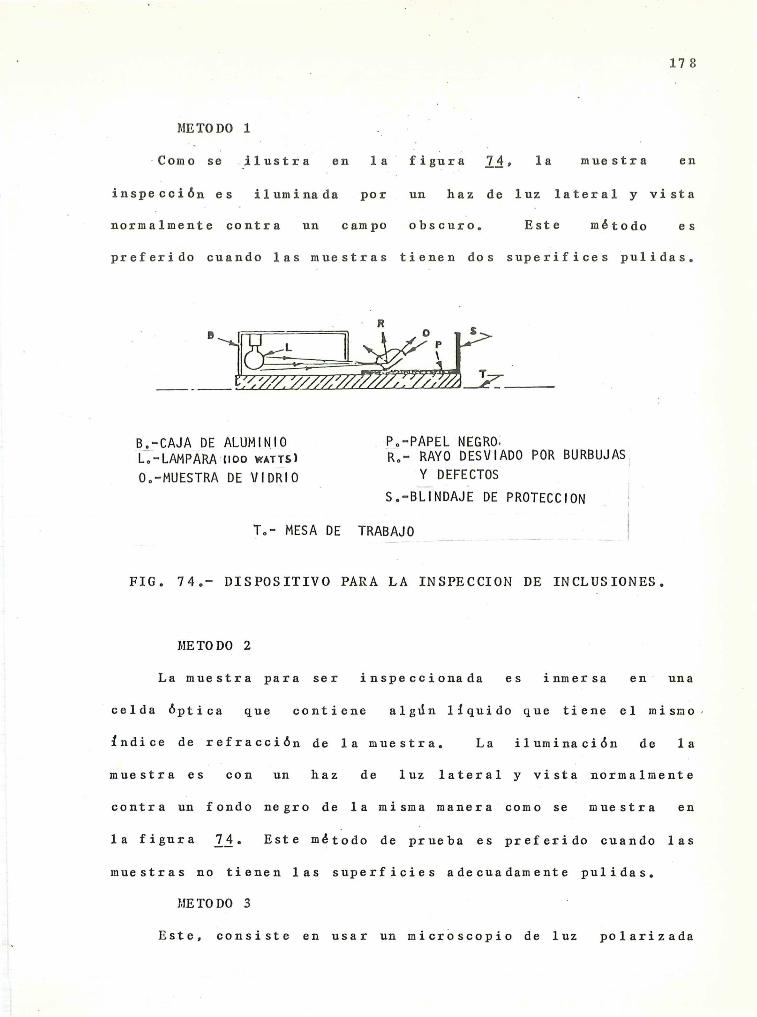
178
METODO 1
Cone se illustra en la figura 14, la muestra en
inspeccién es iluminada por un haz de luz lateral y vista
normalmente contra un campo obscuro,. Este método es
preferido cuando las muestras tienen dos superifices pulidas,
7. T. LUELLLEELLe ya
B.-CAJA DE ALUMINIO P.-PAPEL NEGRO.L.-LAMPARA too waTTS) R.- RAYO DESVIADO POR BURBUJAS
0.-MUESTRA DE VIDRIO Y DEFECTOS
S.-BLINDAJE DE PROTECCION
T.o- MESA DE TRABAJO
FIG. 74.- DISPOSITIVO PARA LA INSPECCION DE INCLUSIONES.
METODO 2
La muestra para ser inspeccionada es inmersa en una
celda Sptica que contiene algitin liquido que tiene el mismo.
indice de refraccién de la muestra. La iluminaciédn de la
muestra es con un haz de luz lateral y vista normalmente
contra un fondo negro de la misma manera como se muestra en
la figura 74. Este método de ye nate es preferido cuando las
muestras no tienen las superficies adecuadamente pulidas,.
METODO 3
Este, consiste en usar un microscopio de luz polarizada
179
para el estudio ie microidentidades, Para poder estudiar
estas irregularidades en el vidrio, es necesario pulix la
superficie de obeervacién. Si se quieren analizar
incrustaciones que no se encuentran en la superficie del
vidrio, es necesario utilizar el microscopio petrogrdfico,
Nota.- Pequetlos defectos de 0.03 mm de didmetro promedio que
no son vistos con el ojo, se considera que estdn mds alld del
limite de visibilidad,
8.- TERMINADO.
La examinaciédn de vidrio oftdimico para wig Uke ee la
calidad de terminado, debe de cumplir con B-4-4.9, Una
examinacién visual para piedras, .éstrias, cordones, etc,
—" hacerse, Cuando éstas se detectan, deben
cuantificarse,
9.- PROPIEDADES QUIMICAS.
Las propiedades especificas del vidrio oftdimico
dependen de la composiciédn quimica, del proceso de fundido y
de los métodos de acabado, La manera en que los vidrios
reaccionan en el medio ambiente y el ataque quimico sobre
ellos, difiere grandemente, Agua (HL0), o compuestos
iénicos de Ht (Iones hidrdgeno existentes en soluciones
alcalinas acuosas) u OH(Iones hidroxilo que existen en
soluciones alcalinas acuosas), juegan un papel decisivo.
Las fluctuaciones de humedad y temperatura pueden causar
corrosién localizada sobre la superficie de los vidrios, por
lo cual es necesario probar la resistencia al clima de los
180
vidrios,
9k = RESISTENCIA AL CLIMA,-
Los procesos quimicos que suceden aqui, son reacciones’ de
vidrio con pequeTias eantidades de agua neutra, ‘la cual
presenta un ataque a los’ enlaces silicio-oxigeno, formando
pares de grupos silanoles como se muestra en la siguiente
ecuacidn:
| | | |aes CFee Qhare ©9 aes 4 es ee ase1 0 \ Hy 0(g)> ri OH HO ri
Algunos otros gases atmosféricos, pueden ocasionar también
corrosién localizada, sin embargo, debido a su baja difusidén
en el vidrio, su acciédn estd limitada a la superficie del
vidrio, Por ejemplo: Hidrégeno (Hy )
Tiene tendencia a reaccionar con la silica para formar grupos
“hidroxilo, Acelerdndose la reaccién cuando hay presencia de
50 a 100 ppm de aluminio, La reaccién puede escribirse de la
siguiente manera
poe +i > ~~ Fin- on + Ho~ Sin
El oxigeno disuelto en el vidrio, determina su estado de
oxidaciédén, La reaccién de oxigeno con iones de fierro en wun
vidrio de silicio puede escribirse como:
| | |2 2(--Si--O)Fe-* + --Si--O--Si + 1/2 0, +
| | |
|2 3(--Si--O)Fe-3
|

181
donde se observa la formaciédn de un anidn adicional de SiO
como producto de oxidacién,
Diédxido de carbono (CO, )
La solubilidad de CO, en el vidrio se incrementa
rdpidamente a altas temperaturas (1100°C), dependiendo de la
compoedcadal’ La solubilidad de COy se incrementa
notablemente conf orme la cantidad de Na,0 en el fundido se
incremente arriba del 25% 9]. La reacciédn tipica en
vidrios de silicato de sodio puede escribirse como:
| |$n os
2(Na O hh? + CO, += + NagCO3
Didxido de azufre (SO, )
El didédxido de azufre también se disuelve en fundidos que
contienen silicatos, los cuales reaccionana para formar un
sulfato dicali que se debe a Ila necesidad de los cuatro
oxigenos que posee el sulfato, La solubilidad de CO, se
incremente conforme se incremente la concentracidn de
dicalis!10 y decrece conforme se incremente la temperatura.
La Feaccion puede ser: |
cataOF E-—T 1/2 02 +802 —7--Si-- O-- Bi-— + Naz 804
Como los procesos anteriores suceden muy lentamente,
éstos se tienen que acelerar para analizar la resistencia al
clima de los vidrios, Unas placas de vidrio pulido, se
exponen a una atmésfera saturada - de vapor de agua,
[8] Pearce M. L..
[9] Holland L,
[10] Fincham, Pearce M. L., Meir M.
182
alterndndose la temperatura entre 45 y 55°C, en un ciclo de
aproximadamente 1 hora, La condensacidn se presenta sobre el
vidrio en la etapa ia calentamiento y en el secado posterior
durante la fase de enfriamiento, En base a lo anterior se
hace la Siguiente clasificacidn, Tomando en cuenta la
cantidad de luz dispersada por la superficie de las muestras
y compardndola con vidrios estdndar:TIEMPO DE % DISPERSION COHENTARIOS
CLASE EXPOSICION DE LUZ
SIGNOS DE ADELGAZAMIENTO
RC1 180 O DETERIORACION
RC2 100 VARIAN DE
RC3 60 UN CUANDO EN 5 HR. REBAS AN
RC4 30 2-5 % - EL LIMITE DE DISPERSION
DEBE TENERSE ESPECIAL
CUIDADO AL ALMACENARSE.
9,2 - RESISTENCIA A LOS ACIDOS.-
En soluciones muy A4cidas pH=0 o soluciones mds
concentradas que 1N, 1a razén inicial de disoluciédn de los
vidrios con CaO y Na,o, es mas rdpida que en soluciones
Cu]menos dcidas Los vidrios que contienen plomo y bromo
son mds fuertemente atacados por las soluciones dcidas,. Los
vidrios que contienen altimina son atacados mds rd4pidamente en
soluciones dcidas, en contraste con las soluciones bdsicas,
lo cual se debe aparentemente a que el 6éxido de aluminio
actha como una base débil en soluciones dcidas, haciendo éste
mds soluble,
Generalmente, dos soluciones fuertes son usadas en la
prueba de resistencia a ‘los dcidos. 1) para el tipo de
vidrios mds resistentes, un dcido fuerte (HNO3 0.5N,
{u] Holland L.

pl=0.30) es aplicado a 25°C, clasificdndose los vidrios en
las siguientes clases:
CLASE i 2 3 4
TIEMPO HRS. >»100 100-10 10-1 1-0.1
2) Una solucién dcida débil con un pl = 4.6 (acetato
estdndar), es usada para la prueba de vidrios poco
resistentes, los cuales con sdlo 6 minutos en una solucidén
dcida fuerte, presentan un shana de 0 .ipm sobre la
superficie. Esta prveba es corrida a 25°C, haciéndose la
siguiente clasificacién:
CLASE 51 52 53
TIEMPO (HRS.) 10-1 i'-6 J €0.1
9.3 - RESISTENCIA A LOS ALCALIS.-
Con soluciones muy alcalinas por ejempio Naoki al 5% a
una temperatura de 100°C, la diferencia en durabilidad de
los vidrios de silica desaparece |"! | Esto sdlo se debe a
ona la superficie es rdpidamente atacada por la reacciédén:
Si(OH), + OB — SiOgHz + 15 0
La cual se debe a que la silica es disuelta en agua,
formdndose el a&cido silicico como monédmero -no ionizado
[Si(OH), ], que reacciona con los dlcalis” (OH ), para
formar icnes de Si0,03, cuya formacidn as constante ya
que la cantidad de Si (OH) yen solucign se mantiene coustante
porque la sflica total en. solucién se imcremente por le
formacién de Si0,H3.
Los vidrios que tienen ciertas anti tades de plomo y
[12] Bollané L,

184
boro, se disuelven mds rdpidamente debido a la gran
susceptibilidad de los éxidos al ataque alcalino, La adicidén
de altimina a los vidrios, baja la razén de disolucién del
Nad#H.
Como se mencionéd en los requerimientos (B-3-5 6); la
solucién de prueba es generalmente hidrdxido de sodio pH=10 a
90°C, Con esta solucidn, la clasificacidédn de vidrios
épticos resistentes a los dicalis es la siguiente:
CLASE 1 2 3 4TIEMPO (HRS) 5120 120-30 30-7.5 C725
Generalmente, dos digitos son usados para expresar la
resistencia a los d4lcalis, El digito antes del punto decimal
da la resistencia y el digito posterior al punto decimal
indica los cambios producidos en la superificie visible del
vidrio después del ataque alcalino,
Las siguientes claves son usadas_ por SCHOTT para
caracterizar estos cambios:
0.0 No hay cambios
0.1 Cambio de color, aunque no visible normalmente
0.2 Colores de interferencia
0.3 Coloracién blancuzca
0.4 Pelicula blanca (gruesa)
10- PROPIEDADES MECANICAS,-
La dureza Knoop se determina con un diamannte Knoop
(dngulos del vd rtdcs de 172°30' y 130°00"), | sobre la
superficie del vidrio pulido, Si la fuerza F &e ‘andlen con N
newtons y la punta del diamante penetra una distancia d, la
1385
dureza se puede calcular por la siguiente ecuacidn:
K = 0.102 ateeeeere OTT (62).07028d”
Generalmente en la determinaciédn de los valores de
dureza-el penetrador Knoop es verticalmente presionado por 1
seg en el interior de la superficie del vidrio, con una
fuerza de 20 1b (1.9613N).
IV.4) TOLERANCIAS EN EL ANALISIS DE MATERIAS PRIMAS Y
FORMULACION DE LA TANDA,
En la fabricacidén de vidrio oftdlmico, la materia prima
es uno de los factores de mayor importancia, ya que la mezcla
de materias primas que inicialmente se hace aparece en el
producto final a excepciédn de ciertos gases liberados en el
proceso de fundicidn, Lo anterior refleja que es necesario
controlar adecuadamente la composicidén quimica del vidrio, ya
sea analizando las materias primas o el vidrio obtenido.
Comtinmente los andlisis cuantitativos de los vidrios o de las
materias primas se pueden hacer por métodos directos 4
indirectos, Los métodos directos son técnicas rutinarias de
andlisis quimicos para ver si los vidrios tienen la
composicidn deseada, Los métodos indirectos generalimente
consisten en la determinacidn rutinaria de algunas
propiedades fisicas (viscosidad, densidad etc.) _ que estdn
relacionados con la composicién quimica. El método directo
es el mds usado por lo que describiremos los procedimientos
tipicos utilizados por éste,
1387
Las ventajas principales son:
1) Un gran nimero de elementos pueden analisarse directamente
en una soluciédén,
2) Los limites de detecciédn 6 sensibilidad para la mayorda de
los elementos es excelente, Por ejemplo por andlisis de
absorcién atémica, la deteccidédn limite para Mg es <¢ 0.01
ppm, para Ca es ¢ 0.1 ppm, para Cu es ¢ 0.01, para Al es ¢
1 ppm etc,
3) La rapidez de la deteccién oscila entre 1/2 a 6 minutos
por elemento dependiendo de la concentracidén,
4) Los andlisis de difraccién y flourensencia de rayos X_ son
no destructivos,
5) La preparacién de las muestras es relativamente simple.
Las desventajas son:
1) Alto costo inicial, dependiendo del tipo y accesorios del
instrumento, |
2) Algunos elementos, no son satisfactoriamente analizados en
todos los niveles de concentracidén,
Utilizando los métodos alternativos mencionados
anteriormente, se puede analizar las materias primas con las
que se formula la tanda y fabricar viurie que este dentro de
las tolerancias estipuladas por los ~~ requerimientos de la
seccién anterior.
Para el caso particular de vidrio oftdlmico (Crown 523),
las materias primas principales son minerales no metdlicos
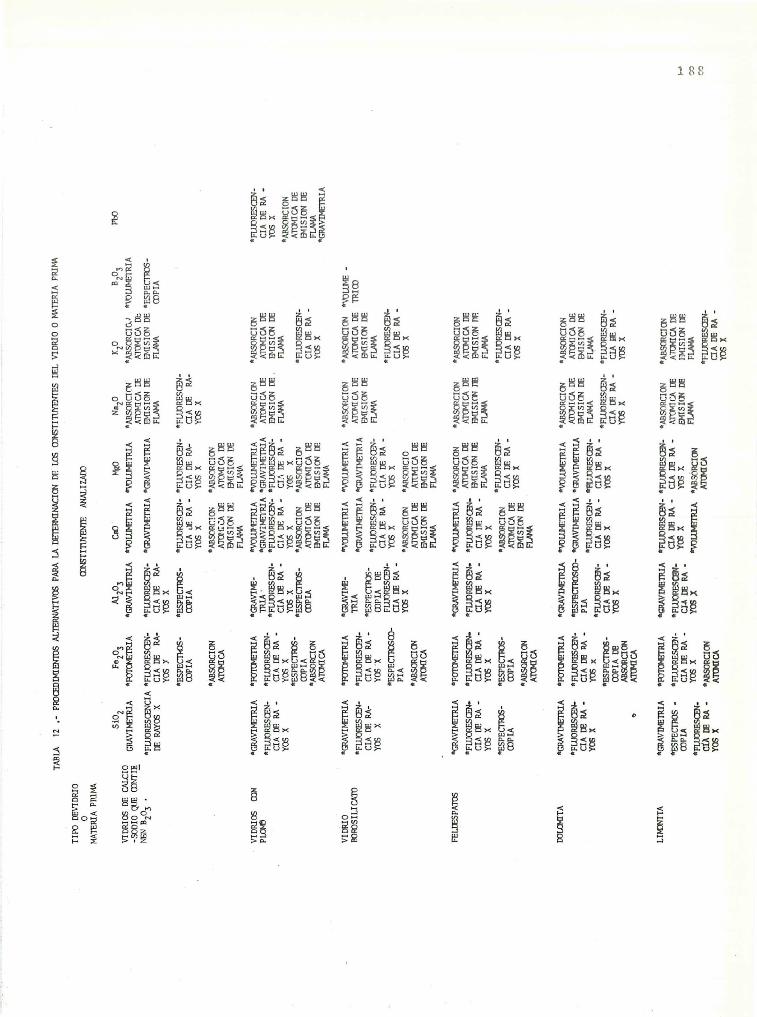
TABLA
12
TIPO
DEVIDRIO
0MATERIAPRIMA
VIDR
IOS
DECA
LCIO
-SOD
IOQUE
CONTIE
NBNB05
.
VIDRIOS
COON
PLOMS
VIDRIO
BOROSILICATO
FELDESPATOS
DOLOMITA
LIMONTTA
Sid,
GRAV
IMET
RIA
Fe2°
*FOTOMETRIA
®FLUORESCENCIA
*FLU
ORES
CEN-
DE
RAYOS
X
*®GRAVIMETRIA
®FLUORESCEN-
CIA
DE
RA
-YOS
X
®GRAVIMETRIA
*FLUORESCEN-
CIA
DERA-
YOS
X
®GRAVIMETRIA
*FLU
ORES
CEN>
CIA
DERA
-YO
SX
*ESP
ECTR
OS-
COPIA
®GRAVIMETRIA
*FLU
ORES
CEN-
CIA
DERA
-YOS
X
®GRA
VIME
TRIA
*ESP
ECTR
OS-
COPI
A
CIA
DBRA
-YO
SX
CIA
DERA-
YOS
¥
*ESP
ECTK
OS-
OOPIA
*ABSORCION
ATOMICA
*FOTOMETRIA
*FLUORESCEN-
CIA
DE
RA
-YOS
X*ESPECTROS-
COPIA
®ABSORCION
ATOMICA
*FOT
OMET
RIA
*FLUORESCEN-
CIA
DERA
-YOS
“X
*ESPECTROSOO-
PIA
*ABSORCION
ATOMICA
*FOTOMETRIA
*®FL
UORE
SCEN
®CIADE
RA
-YOS
X
*ESPECTROS-
OOPIA
*ABS
ORCI
ONATOMICA
*FOTOMETRIA
*FL
UORE
SCE
N-CIA
DE
RA
-YOS
x
*ESPECTROS-
OOPIA
DEABSORCION
ATOMICA
*FOTOMBTRIA
*FLU
ORES
CEN-
CIA
DERA
-YOS
X
*ABS
ORCI
ONATOMICA
OONSTITUYENTE
ANAL
IZAD
O
A293
CaO
MgO
®GRA
VIME
TRIA
*VOL
UMET
RIA
*VOLUMETRIA
*FLU
ORES
CEN-
CIA
DERA-
YOS
X
*ESPECTROS-
COPIA
®GRAVIME-
*FLU
ORES
CEN-
CIA
DERA
-
*ESP
ECTR
OS-
COPIA
®GRA
VIME
-TRIA
*ESPECTROS-
QOPIA
DEFLUORESCEN-
CIA
DERA
-YO
SX
®GRAVIMETRIA
*FLU
ORES
CEN>
CIADE
RA-
YOs
X
*®GRAVIMETRIA
*ESPECTROSOO-
PIA
*FLU
ORES
CEN-
CIADE
RA
-YOSX
*®GR
AVIM
ETRI
A*
*FLU
ORES
CEN-
CIADE
RA-
YOsX
®GRA
VIME
TRIA
*FLUORESCEN-
CIA
DERA
=YO
SX
*®ABSORCION
ATOM
ECA
DEEMISION
DEFLAMA
*VOLUMETRIA
®GRAVIMETRIA
*FLUORESCEN-
CIA
DE
RA
-YOS
X*ABSORCION
ATOMICA
DE
EMISION
DE
FLAMA
*VOLUMETRIA
®GRA
VIME
TRIA
*FLU
ORES
CEN-
CIA
DERA
-YO
SX
*ABS
ORCI
ONATOMICA
DEEM
ISIO
NDE
FLAMA
*VOLUMETRIA
*FLU
ORES
CEN®
CIADE
RA-
YOS
X
*ABS
ORCI
ONAT
OMIC
ADE
EMIS
ION
DEFLAMA
*VOLUMETRIA
*GRAVIMETRIA
*FLUORESCEN-
CIA
DERA
-YOS
X
*VOLUMETRIA
*GRA
VIME
TRIA
*FLU
ORES
CEN-
CIA
DERA-
YOS
X
*ABS
ORCI
ONAT
OMIC
ADE
EMIS
ION
DEFLAMA
*VOLUMETRIA
*GRAVIMETRIA
*FLUORESCEN-
CIA
DE
RA
-YOS
X*ABSORCION
ATOMICA
DE
EMISION
DE
FLAMA
*VOLUMETRIA
®GRAVIMETRIA
*FLUORESCEN-
CIA
DERA
-YOS
X
®ARSORCIO
ATOMICA
DEEM
ISIO
NDE
FLAMA
*ABS
ORCI
ONAT
OMIC
ADE
EMISION
DEFLAMA
*FLUORES
CEN-
CIA
DERA
-YO
SX
*VOLUMETRIA
*®GRAVIMETRIA
*PLU
JORE
SCEN
-CI
ADE
RA-
YOS
X
-*F
LJOR
ESCE
N--
CIA
DERA
-YOs
X
®ABS
ORCI
ONATOMICA
Na,0
®ABSORCION
ATOMICA
DE
EMISION
DE
FLAMA
*FLUORESCEN-
CIA
DERA-
YOS
X
*ABSORCION
ATOMICA
LE
EMISION
DE.
*ABSORCION
ATOM
ICA
DEEM
ISIO
NDE
*ABSORCION
ATOMICA
DEEM
ISIO
NTB
FLAMA
*ABSORCION
ATOMICA
DE
EMISION
DE
FLAMA
*FLUORESCEN-
*CIA
DERA
-YOS
X
*ABS
ORCI
ONATOMICA
DE
EMISION
DB
++PROCEDIMIENTOS
ALTE
RNAT
IVOS
PARALADETERMINACION
DELOS
OONS
TITU
YENT
ESDE
LVIDRIO
OMATERIA
PRIMA
K,0
B29
3
®ABSORCIO
*VOLUMETRIA
ATOMICA
Db
EMISION
DE
*ESPECTROS-
FLAMA
COPIA
*FLU
ORES
CEN-
CIA
DERA
-YOS
X
®ABSORCION
ATOMICA
DE
EMISION
DE
FLAMA
*GRAVIMETRIA
188

como la dolomita, limonita, silica, carbonato de calcio,
feldespato etc., las cuales se analizan por alguno de los
métodos mencionados en Ila Tabla 12 para conocer su
composicién quimica y poder calcular la cantidad de cada uno
de ellos que se van a utilizar, Si el andlisis de algunos de
estos materiales no es adecuado, el cdlculo de la tanda es
incorrecto,
Para calcular la tanda se realizan los siguientes pasos:
1.-Llenar en la Tabla 13 la base de cdiculo en funcidédn de Ila
composicién quimica del vidrio que se vaya a fabricar.
2.-Se eligen las materias primas que van a utilizarse, se
analizan y su. composiciédn quimica se coloca en la parte
inferior de la Tabla 13.
3.-Decidir el peso total de la mezcla de materias primas,
Una base conveniente son 1000 1b de vidrio,
4.-En el fondo de las columnas de los éxidos, se colocan los
pesos necesarios de cada uno de estos, en funciédn de la
base de cdlculo del paso 1 y el peso total de la mezcla de
materias primas,
5.-Con la informacidén de los pasos anteriores, se plantean un
sistema de ecuaciones simultdneas, las cuales se resuelven
por el método de eliminaciédn de Gauss .para obtener las
libras requeridas de cada una de ‘las materias primas,
Usando ei ejemplo mostrado en la Tabla 13, las siguientes
ecuaciones pueden escribirse:

664.180
48.152
72.77
245.898
239.256
157.92
11.799
2.000
1227.97
BASEDE
CALCULO
COMPOSICION
TEORICA
MATERLAS
PRIMAS
AREKA
SILICA
FELDESPATO
BORAX
GRANULAR
CARBOSATO
DE
s$oD10
CARBONATO
DE
POTASIO
CARBONATO
DE
CALC10
TRIOQXIDO
DE
ANTIMONIO
TRIOXIDO“DE
ARSENICO
69.05
8.90
14.53
1.03
2.47
69.054
8.901
14.528
1.029
2.472
$,0,c.0
Ka,0A120,
K20
659.53
1.99
30.96
0.276
1,52
8.30
4.99
143.79
19,90
88.71
BASE
1000
LBS.
VIDRIO
690.5
89
145.3
10.30
24.7
2.64
2.634
2°3
26.39
1.18
0.20
1.183
0.196
Sb,0,
48203
11.799
OXIDOS
TOUTALES
661.52
45.85
26.34
143.79
19.9u
88.71
1.799
2.00 26.4
999.95
AREXA
SILICA
FELDES
PATO
BORAX
GRANULAR
CARBONATO
DE
SODIO
CARBOXATO
DE
POTASIO
CARBONATO
DE
CALCIO
TRIOIIOO
DE
ANTIMONIO
TRIOXIDO
DEARSENICO
COMPOSICION
DE
LAS
MATERLAS.
PRIMAS
Z_PESO
99.30.3
67.10.60
3.30
18.0010.40
68.027
56.179
TABLA
13.-
C&lculo
de
latanda
dematerias
primes.
3763
100
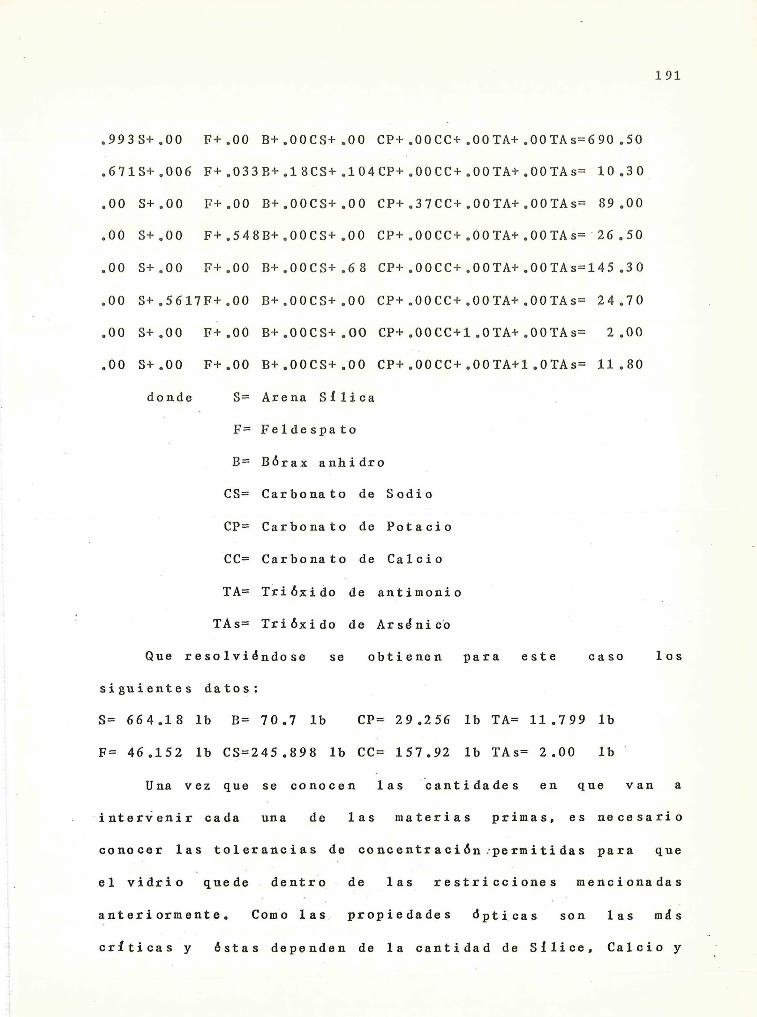
191
0993S+,00 F+,.00 Bt+.00CS+ .00 CP+ ,00CC# .00 TAt 00 TAS=690 .50
-671S+ ,006 F+.033B+.18CS+ .104CP+ .00CC+ .OOTA+ .OOTAs= 10.30
00 S+.00 F+,00 Bt.,00CS+.00 CP+.37CCt+ .OO0TAt+.OO0TAs= 89.00
200 S+.,00 F+,.548B+.00CS+.00 CP+.00CC+ .00TAt .OOTAs= 26.50
200 S+.00 F+t.00 B+.00CS+.68 CP+.00CC+ .OOTAt .00 TAS=145 .30
000 S+.5617F+.00 Bt.00CS+.00 CP+.00CC+ .OOTA+ .OOTAs= 24.70
o90 St .00 F+ 00 B+ ,.OOCS+ .00 CP+ .OOCC+1 .OTA+ .OOTAs= 2,00
-00 S+,.00 F+.00 Bt+.00CS+ .00 CP+ .00CC+.O0TAt1 .OTAS= 11.80
donde S= Arena Silica
F= Feldespato
B= Bérax anhidro
CS= Carbonato de Sodio
CP= Carbonato de Potacio
CC= Carbonato de Calcio
TA= Tridédxido de antimonio
TAs= Tridédxido de Arsédnico
Que resolviéndose se obtienen para este caso los
siguientes datos:
S= 664.18 1b B= 70.7 1b CP= 29.256 1b TA= 11.799 1b
F= 46.152 1b CS=245.898 1b CC= 157.92 1b TAs= 2.00 1b
Una vez que se conocen las cantidades en que van a
intervenir cada una de las materias primas, es necesario
conocer las tolerancias de concentracién-permitidas para que
el vidrio “quede dentro de las restricciones mencionadas
anteriormente, Como Las propiedades dpticas son las mds
criticas y éstas dependen de la cantidad de Silice, Calcio y
192
Sodio disueltos en el vidrio, se analizan, tomando como’ base
que las propiedades dpticas (indice de refraccién y
dispersién) varfan linealmente con la composicién quimica del
[14]vidrio »de donde se establece que:
nd= A S,0.+B Ca0+C Na2O ----(63)
y= A'S,09+B'Ca0+C'Najg0 ----(64)
La variacién de éstas propiedades, puede deberse al
cambio en la concentraciédn de cualquiera de los éxidos que
influyen sobre ellas, por lo que tenemos:
INDICE DE REFRACCION “ - a —
and 05402 a(65)
———— A -chccC
98102 98102
and = A aS, 0,
And = A ASj02 ------ (66)
9nd - p aCaQ ------ (67)0CaO dCaO
dnd = B aCao
And = B ACaQ ------ (68)
and -¢ aNagQ === (69)
9Na,0 aNa20
dnd = C aNa,o
And = C ANa,g
=
------ (70)
Similarmente para el NUMERO DE ABBE
Ay = A’ ASJQ, ------ (71)
Ay = B’ ACaQ ------(72)
Ay = C' ANa,o ------+ (73)
[i] Babcock Pag. 44
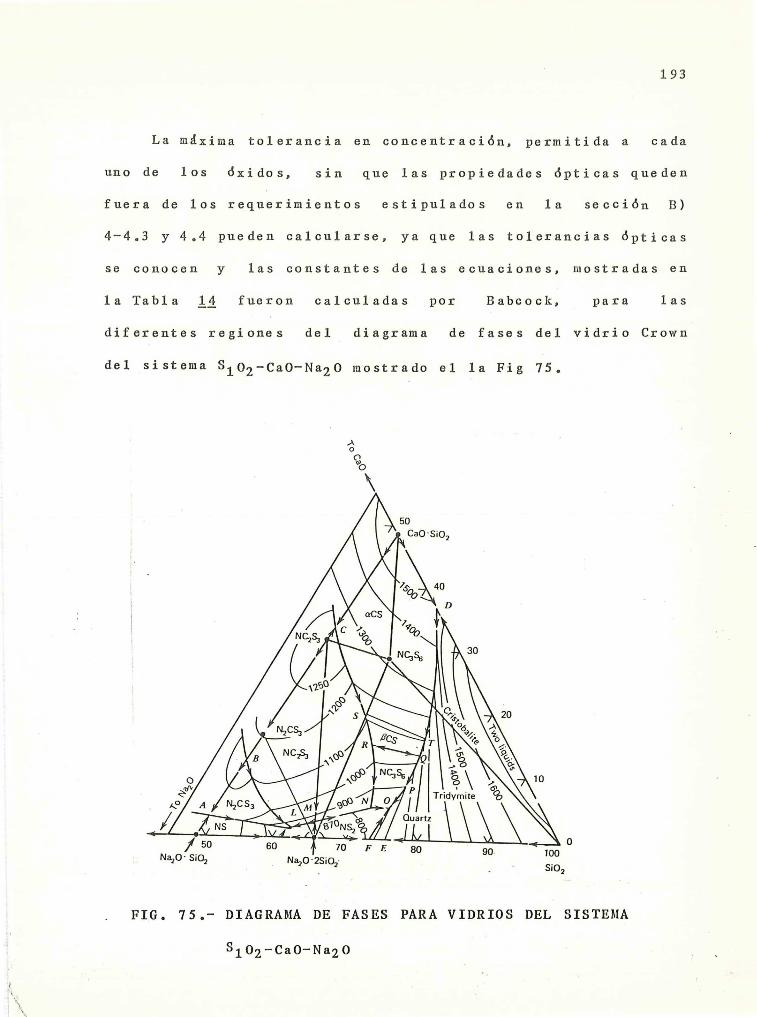
193
La mdxima tolerancia en concentracién, permitida a cada
uno de los déxidos, sin que las propiedades dpticas queden
fuera de los gsqiexindentws estipulados en la_ seccidédn B)
4-4.3 y 4.4 pueden calcularse, ya que las tolerancias dpticas
se conocen y las constantes de las ecuaciones, mostradas en
la Tabla 14 fueron calculadas’ por Babcock, para las
diferentes regiones del diagrama de fases del vidrio Crown
del sistema S,Q,-Ca0-Naz0 mostrado el la Fig 75.
10
4 a TN ,fc 90 100
Na,O- Si, Na,0-2Si0,, ;/ : . SiO,
FIG. 75.- DIAGRAMA DE FASES PARA VIDRIOS DEL SISTEMA
S10.-Ca0-Nay0
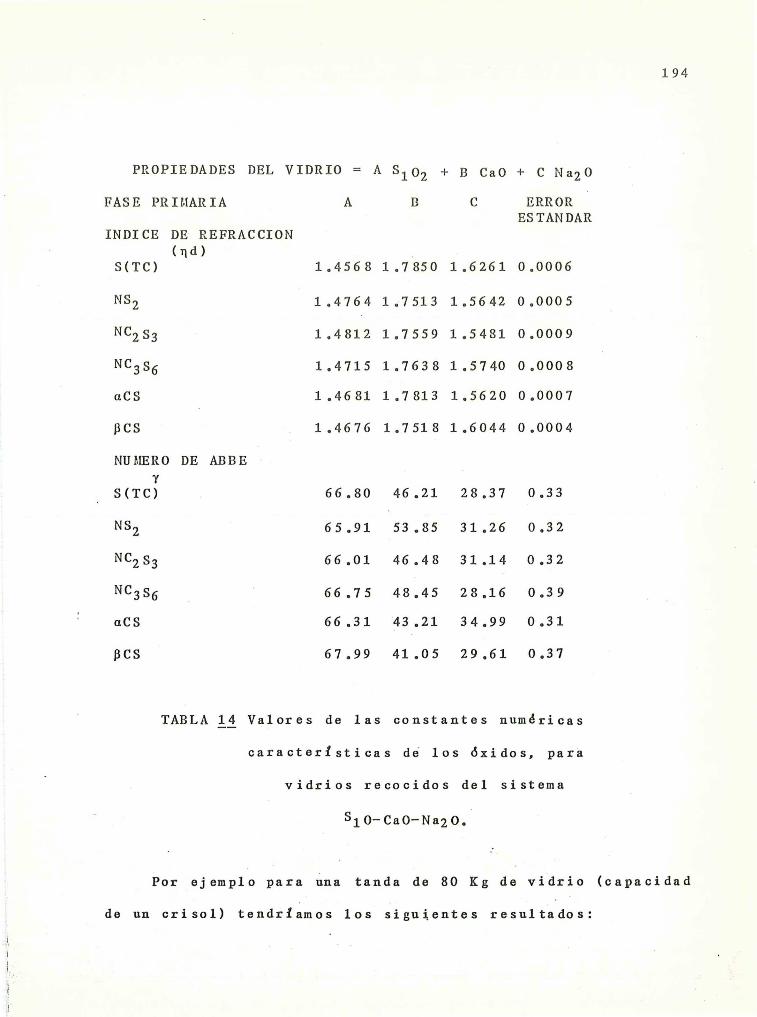
PROPIEDADES DEL VIDRIO = A 5402 + B CaO + C NagO
FASE PRIMARIA
INDICE DE REFRACCION
(nd)S(TC)
NS,
NC 83
NC33¢
aCs
BCS
NUMERO DE ABBE
v
S(TC)
NS,
NC) 83
NC3S6aCS
BCS
A
1.4568
1.4764
1.4812
1.4715
1.4681
1.4676
66.80
65.91
66.01
66.75
66 .31
67.99
B
1.7850
1.7513
1.7559
1.7638
1.7813
1.7518
46 e2l
53.85
46.48
48.45
43,21
41.05
C
1.6261
1.5642
1.5481
1.5740
1.5620
1.6044
28.37
31.26
31.14
28.16
34.99
29.61
ERROR
ES TAN DAR
0.0006
0.0005
0.0009
0.0008
0.0007
0.0004
TABLA 14 Valores de las constantes numéricas
vidrios recocidos del
S10-Ca0-Na20.
caracteristicas de los éxidos, para
sistema
Por ejemplo para una tanda de 80 Kg de vidrio
de un crisol) tendriamos los siguientes resultados:
194
(capacidad

195
Para 80 Kg de vidrio
Compuesto % Peso Peso Kg PHM gr/gmol # Moles Fracc, Mol
5i0, 69.054 55.2432 69.09 799.583 26791Cad 8.901 7.1208 56.10 126.934 .1078Na,o 14.528 11.6224 62.00 187.458 21592K 40 2.472 1.9776 94 ,20 20.993 .0178
Al) 03 1.029 0.8236 101.96 8.073 0068Sb403 1.183 0.9464 288.40 3 «281 .0027AS 03 0.196 0.1568 - 197.90 0.792 0006Bo 03 2.634 2.1078 69.62 30.267 20257
# Total Moles=1177.3 81
INDICE DE REFRACCION
(Nd)
Aynd= A AS, 09
Para que el vidrio quede dentro de los requerimientos
estipulados en el An<¢.001 . El valor de A segin Babcock
A=1.4715 para la regién de cristalizacién en la cual se
trabaja.
001 = A AS, 09
O01
1.4715
AS109 = 6.795x10~* fracc, mol
Moles;Fraccién Mol =
Moles Totales ---~---- (74)
Fraccién Mol mdxima de S10) permisible :
$107 +A8102 = .6791+6.795x10~*=0 6797
Moles Totales = 1177.3 81
Moles S,0) = (0.6797) (1177.381) = 800.348

196
Gramos $10Holes. = ‘es
Peso Molecular 5402 eeeee (75)
Gramos 8,09 = (69.09 gr/gmol) (800.348 gmol) = 55 296.043
AS;02 = 55 296.043 - 55 243.2
AS, 02 52.8 Gramos AS;,02 = 6.795x107* Frac. Mol
Repitiendo los cdiculos anteriores para el 6xido de
calcio y de sodio, obtenemos las siguientes tolerancias
ACaO = 36.88 Gramos ACaO = 5.6695x10-* Frac. Mol
ANa,0 =45.53 Gramos ANa2O = 6.4595x10~* Frac. Hol
NUMERO DE.ABBE
(y)
Nota: valores para el vidrio Crown 523, localizado en la
regién NS3Cg del diagrama de fases del sistema
S102-Ca0-Na20
AS109 ~ 600 Gramos AS10O2 = 7.49x107-% Frac. Mol
ACaO ~ 680 Granos ACaO = 1.03x10-? Frac. Nol
ANa,o ~° 1290 Gramos ANa20 = 1.07x10-* Frac. Nol
Iv.5) PRECISION REGUERIDA POR LOS HETODOS DE ANALISIS
De la misma forma que se calculd .la tolerancia en la
composicidén de la tanda, asi mismo se puede calcular la
precisién (P) asociada a cada dxido,
P = AS, 05/45; 05 en la tanda —-~~~ (76)
Uldonde P Precisiédn

19)
e
AS409 = Tolerancia en concentracién permitida
en Frac. Mol para que el vidrio obtenido
quede dentro de los requerimientos,
VS, on = Frac. Mol total de S107 en la tanda
Como habfamos visto las tolerancias en fraccién Mol para
el édxido de silicio, édxido.de calcio y édxido de sodio son
6.795x10-*, 5.6695x10-4 y 6.4595x10-* respectivamente, para
una tanda cuyo peso total es de 80 Kg y la concentraciédn en
frac. Mol son .6791, .1078 y .1592 sera chivencate nalts el
S;0,, CaO y Naj0. En base a esto, la precisidn
requerida para cada déxido es:
P _6.795x107*= 10-*8402 = 0.6791
5 .6695x10~* ~ 409-3eePoao = 0.1078
e 6.4595x10-* ~ 40-3Nayo = 0.1592
De lo anterior concluimos que la ainstrumentaciédn de
andlisis, requerido, para formular adecuadamente la tanda
debe tener una precisidédn de 10-3, lo cual permitirda
satisfacer adecuadamente los requerimientos estipulados para
198
el vidrio oftdimico.
Nota:Para hacer el cdiculo de la precisién requerida se usan
los valores obtenidos para el indice, ya que es el mds
erdtico.
199
CAPITULO V
AVANCE ACTUAL DEL TRABAJO
Este capitulo serd muy breve y se explicardn los avances
que se han obtenido en la implementaciédn del sistema cuya
concepciédn es objeto de esta tesis, En primer lugar esta
implementacién prdctica ha sido posible gracias a un convenio
de riesgo compartido de la compathia Mom sa de
Chihuahua-Conacyt-—Cicese, el cual estipula que la
implementacidén del sistema, asf como las pruebas del mismo
tendrian una duracidédn de 18 meses, ésto es, desde julio de
1983 a diciembre de 1984,
Los trabajos se han visto frecuente y prolongadamente
interrumpidos por el excesivo burocratismo y ademds_ por
errores en los cdlculos iniciales del costo del proyecto
ocasionados por la aita inflaciédn habida en este periodo,.
Sin embargo se piensa que estard implementado en su primera
fase es decir, eliminando la etapa de pruebas y optimizacidén
para febrero de 1985. Hay que hacer notar que el retraso
hubiera sido mayor de no haber ‘habido un apoyo considerable
del Cicese al proyecto,
A continuacién se explicard el avance en cada una de las
dreas especificadas en la pdgina 58 del capitulo III:
Tecnologia de aTae La tecnologia de opiaaius ha -venido
siendo implementada, primero atiiizando exclusivamente
arcillas importadas y actualmente se estd en la etapa de
200
sustituirlos por materias primas nacionales y los resultados
obtenidos son altamente satisfactorios como ya se menciond,
Horno de fundiciédn,- Del disefio original del horno de
fundicidén a la etapa actual ha habido modificaciones
considerables, y la versiédn actual estd cumpliendo con los
objetivos deseados,
Sistema de sofocado.- Respecto al sistema de sofocado podemos
establecer que la concepcién del sistema es satisfactoria y
la direccién en tla que habrdé de sufrir modificaciones es en
la cust itnelén de los materiales actuales por otros de mayor
resistencia a la corrosién provocada por el vidrio fundido a
altas temperaturas, Estos materiales son sumamente costosos
para el presupuesto actual y se han iniciado los trabajos con
materiales m4s econédmicos pero menos durables,
Horno dosificador.- Este sistema es el que ha sufrido mayor
retraso y actualmente se estd trabajando en la elaboracién
del crisol tanque hecho a base de la pasta cerdmica que se
utiliza para fabricar los crisoles, Asi mismo se_ estd
trabajando en la implementaciédn del sistema de goteo, tanto
en su parte cerdmica como en la parte electromecdnica,.
Sistema de aoldeo para monofocales.— Este sistema estd
implementado en un 80% ya que la parte mecdnica estd
practicamente terminada, siendo necesario solamente hacer las
conexiones adecuadas del sistema hidratlico para lograr la
sincronizacién de los movimientos,
Recocido de bloques oftdlimicos,-— Actualmente se cuenta con
201
los itinerarios de recocido necesarios para la liberacién de
esfuerzos térmicos,
Los resultados de este sistema habrdn de conocerse
alrededor de unos cuantos meses a partir dela fecha de
presentacién de este trabajo, pudidude se preveer que el
di seTio presentado serd satisfactorio dados los avances
mencionados,
2102
CAPITULO VI
PROYECCIONES -EN VIDRIO OFTALHMICO
La finalidad deli proyecto es establecer las condiciones
que permitan desarrollar la industria del vidrio oftdlimico en
Néxico, en todas sus variedades: blanco, color y
fotocrémicos, ‘Hasta el momento, se han realizado importantes
avances en la tecnologia de, vidrio oftdimico blanco,
estdndose en posibilidad ‘de iniciar los primeros pasos para
desarrollar ios vidrios de color y fotocrémicos en el CICESE,
VI.1) VIDRIO DE COLOR
Se pretende fabricar vidrio da color para usos
oftdimicos, usando cono base vidrio Crown ded sistema
S41 Q)-Ca0-Nag0Q.
Los colorantes principalmente usados son elementos de
transiciédn 6 combinaciédn. de estos. Los colorantes idnicos
(dxidos metdlicos como Feo03, CuO, MnO, Ni260, Cr203
etc.) se adicionan a ‘la tanda de vidrio Wlanco, Los iones
metdlicos de estos compuestos muestran transiciones
caracteristicas de electrones entre niveles especificos, los
cuales absorben la luz de una longitud de onda especifica..
El método empleado ser4 similar ai que se utiliza
inicialmente para el vidrio blanco, es decir, usando crisolies
de platino de 50 gr. de capacidad, un horno de resistencias

203
eléctricas y materias primas de alta pureza (nivel reactivo).
Las muestras obtenidas serdn analizadas espectofométricamente
para obtener las curvas caracteristicas de transmitancia
espectral,
VI.2) VIDRIO FOTO CROMICO
Del consumo nacional de lentes usados para correciones
visuales, el 30% son de vidrio fotocrédmico, de ahi la
necesidad de desarrollar la tecnologia para la fabricacidén de
este tipo de vidrio,
Los materiales fotocrédmicos poseen la propiedad de
cambiar reversiblemente la densidad édptica bajo la accidén de
iluminacidn, La conducta fotocrédmica en los vidrios es
debida a los microcristales de haluro de plata que se forman
por precipitaciédn durante un tratamiento térmico,
El vidrio base al cual se le agregan los Las de
plata y activantes como el éxido de cobre, creolita etc, es
vidrio blanco del tipo de los aluminoborosilicatos,
El método empleado, serd también a nivel Ilaboratorio,
usando materias primas de, alta pureza y las muestras
obtenidas serdn analizadas sensitométricamente hasta obtener
la mds adecuada.
Ambas proyecciones (vidrios de color y fotocrédmicos) se
preténden una vez dominadas a nivel laboratorio, escalarlas, a
nivel planta piloto, aprovechando la infraestructura obtenida
durante el desarrollo del vidrio oftdimico blanco,
204
LITERATURA CITADA
BABCOCK Clarence, 1977. SILICATE GLASS TECHNOLOGY METHODS,
Ds 3-56; 285-324, John Wiley y Sons Inc, EUA,
BEGUNOV B. N. y N. P, Zakasnov. 1976. TEORIA DE
SISTEMAS OPTICOS, p. 219-228. Editorial Mir, HMosct,
BORN Max y Emil Wolf. 1975. PRINCIPLES OF OPTICS, p.
281-306, Pergamon Press, New York, EWA.
BOWER J. G. . 1981. THE BORATES, op. 1-8, Reporte
Técnico Industrial Mineral’s Meeting, New York, EUA.
CLEEK W. y Babeock C, L.. 1973. PROPERTIES OF GLASS IN
SOME TERNARY SYSTEMS. pe. 42 Monograph 135 N.B.5S.,
EUA.
COLLYER P, Woe 1947. Journal American Ceramic Society. De
338-344, EUA.
COOPE B. M.. 1981. Industrial Minerals, Vol. 47 p. 1344,
EUA.
DEMKINA L. I. y Z. M. Polozcova. 1972. THE DISSOLVING
OF FIRECLAY STONES IN OPTICAL GLASS MELTS. p. 3
Vol. 39 Optical Technology, EUA.
DOREMUS R. H.. 1973. GLASS SCIENCE. p. 23-41; 319-331.
John Wiley y Sons, New York, EUA.
FINCHAM C. J. B. y F. D. Richardson, 1954, Proc, Roy.
Soc... p. 223 Vol. 40, EUA.
FOUST A. F.. 1978. PRINCIPIOS DE OPERACIONES. UNITARIAS.
p. 289-639, CECSA, México.
205
FRANCON Arnulf, 1962, MESURES OPTIQUE. p. 54-63. Escole
Superieure D' optique, Francia,
GEIGER y Pointer, 1973. TRANSPORT PHENOMENA IN NETALLURGY,
pe 11-142, Addison-Wesley-Publishing Company, EUA.
GIEGERICI We y WwW. Trier. 1969, GLASS MACHINES. De
1-114; 144-168. Springer-Verlag Berlin Heidelberg,
New York, EUA.
HOLMAN J. P.. 1979. TRANSFERENCIA DE CALOR, pe 19-345.
CECSA, México.
HOLLAND L.. 1964, THE PROPERTIES OF GLASS SURFACES. Pe
122, Chapman y Hall, London, Inglaterra,
HORNE M. Be E.. 1978. SPECTACLE LENS TECHNOLOGY. D.
19-119; 177-201. Crane Russak and Company Inc,
EUA.
HORNE M. B..E.. 1972. OPTICAL PRODUCTION TECHNOLOGY. De
189-21 8; 23 8-264; 427-458. Crane Russak and
Company Inc., EUA.
KERN Donal Q.. 1974. PROCESOS DE TRANSFERENCIA DE CALOR.
pe 13-243, CECSA, México.
KINGERY W. D., G. K. Bowen y D. K. Uhlman. 1976.
INTRODUCTION TO CERAMICS. Pp. 91-124; 381-386.
John Wiley y Sons Inc., EUA.
KRIZ M,. - y Krivanek, 1960. DETERMINATION OF PRINCIPAL
FACTORS INFLUENCING THE FEEDING TEMPERATURE. De
129-135. Véde a Vyzkum V_ Prumsylslu Sklarskem.
Prague.
206
KRUSE R. Wee 1981. DOLOMITE, DRIED AND CALCINES, IN GLASS
THE NEXT DECADE, Pe 1-21. Reporte técnico,
Industrial Minerals Meeting, New York, EUA.
HAYRAD 4H. Bee 1956, INDUSTRIAL ENGINEERING HANDBOOK, De
22102-2160; 7.26-7.167. McGraw Hill, EUA.
McMASTER H. A... 1945. JOURNAL ANERICAN CERAMIC SOCIETY,
p. 1-4, Vol. 28. EUA.
METER H., Z. Kocker y D. Chandra, 1972. GLAS TECH, Po
45-139, BERLIN.
MOREY G. Wiese 1954, THE PROPERTIES OF GLASS. De 7-225.
Reinhol, New York, EUA.
NARAYANA V.. 1978. EXPERIMENTAL OPHTHALMIC SILICATE GLASS
HADE AND APPLIED PHYSICS LABORATORIES OF CICESE
EN SEN ADA, De 1-12, Reporte Técnico, Ensenada,
MEXICO.
NORTON F. H.. 1964. ELEMENTS OF CERAMICS. De 7-136,
Addison-Wesley Publishing Company Inc., EUA.
PARSON Willard H., y Helbet Insley. 1946. ATTACK ON
REFRACTORY CLAY POTS BY OPTICAL GLASSES. Journal of
Research of the National Bureau of Standards. Pe
31-45. Vol 36
PEARCE KH. Lies 1964. JOURNAL CERANIC SOCIETY. po 342,
Vol. 47, EUA.
PHILLIPS Ch. J... 1960. GLASS ITS INDUSTRIAL APPLICATIONS.
pe. 178-209, Reinhold Publishing Corporation, EUA.
207
PRESTON E. y W. E. Se Turner, 1934, JOURNAL SOCIETY
GLASS TECINOLOGY, Dp. 143, Vol. 18, EUA.
RALEIGH C. We. y A. F, Zeller. 1981, WORLD MARKETES FOR
SODA ASH. Pe 1-16. Reporte Técnico FLM.C.
Corporation Alcali Chemical Division, Philadelphia,
EUA.
RICHARDSON H. Kes 1934, FLOW OF GLASS THROUGH TUBULAR
ORIFICES. Pp. 239, Vol. 17, Amer. Ceram. Soc.
J.. UA.
RIVERA Garibaldi J, E.. 1982. MODELOS DE PREDICCION EN
PARANETROS DE VIDRIO OPTICO Y VERIFICACION
EXPERIMENTAL, De 19-54. Tesis profesional.
Universidad de Sonora. WUWermosillo Sonora, NEXICO.
RIVERA Garibaldi J. E.. 1904, TRANSFERENCIA DE CALOR_’ EN
LOS HORNOS DE FUNDICION Y DOSIFICACION DE VIDRIO
OFTALNICO. De 1-80. Reporte Técnico. En
impresién, CICESE.
SHAND J. A.. 1958. GLASS ENGINEERING HANDBOOK. p. 1-336.
McG raw Hill. EUA. |
SHELBY James E.. 1984. REACTION OF HIDROGEN WHIT OPTICAL
DEFECTS IN GLASSES. p. 839. Communications of The
American Ceramic Society. EUA.
SHUPBACH D. Be. 1970. HEAT TRANSFER AND PHYSICAL
REQUIREMENTS OF CONTEINER FORMING. Pe 101, Vol..
11, Glass Technology. EUA.
208
SO M.. 1920. THE ANNEALING OF GLASS. p. 113-116. Physics
Matherial Soc, Vol. 2, JAPON.
TAYLOR N. W.. 1944. JOURNAL AMERICAN CERANIC SOCIETY. De
57-62. Vol. 27, EUA.
TIEDE R. Tis y F. Vv. Tooley. 1945, EFFECTS OF
TEMPERATURE ON HOMOGENIZING RATE OF SODA-LINE-SILICA
GLASS. p. 42. Vol, 28, J. An, Ceram. Soc.,
EUA.
TOOLEY F. V. y Rw L. Tiedew. 1946. INFLUENCE OF BATCH&
MIXING TINE AND BATCH GRAIN SIZE ON HOMOGENEITY OF A
SODA-LIMNE-SILICA GLASS. Pp. 197, Vol. 29. J. Am,
Ceram, Soc... EUA.
TOOLEY F, V. y R. L. Tiede. 1944, FACTORS AFECTING THE
DEGREE OF UOMOGENEITY OF GLASS. Pp. 42, Vol. 27.
J. Am. Ceram, Soc... EUA.
TOOLEY F, Vew 1974, THE HANDBOOK OF GLASS MANUFACTURE. Pp.
3-3 86; 403-454; 585-6 82; 801-835; 897-1147.
Books For Industry Inc., EUA.
TRINKS W. y M. I. Mawhinney. 1953, INDUSTRIAL FURNACE,
Pe 109-200. John Wiley y Sons Inc., EUA.
TWYMAN H. W. 1917. THE ANNEALING OF GLASS. Dp. 61-73,
Vol. 5. J. Soc. Glass Technology. EUA.
VAINOVITCH I. A. y J. Debras, 1966, THE ANALYSIS’ OF
SILICATES. p. 3-198. Israel Program For Scientific
Traslation, ISRAEL.

209
VEYNBERG T. I... 1973. ABSORPTION AND SPECTROPHOTOHETRIC
ANALYSIS OF OPTICAL GLASSES. Vol. 40 No. 2»
Optical Technology. EUA,.
WINTER A... 1943. JOURNAL AMERICAN CERAMIC SOCIETY, De
189-200, Vol, 26. EUA.
ZAJAC y Hecht. 1977. OPTICA,. p. 293-345, Fondo Educativo
rates inesiuenoS A... MEXICO,
ANNUAL BOOKS ASTM STANDARDS. PART 17. 1982. EUA.
MILITARY HANDBOOK NARM. HILG-174-A.
MANUFACTURE OF OPTICAL GLASS AND OF OPTICAL SYSTEMS.
Document No. 2037. Ordenance Departament,
Washington, 1921.
OPTICAL GLASS. Reporte Técnico. Schott Optical Glass Inc.,
1982, New York, EUA.




























