Embed Size (px)
Citation preview

Fi
ia
,r. I
QUALITY OF CALIBRATION
R. SubburaJ, Director, IITDC, Chennnl.
Calibration of measudng and test equipment is lhe fundamental requirement for testingancl measurements and thereby quality of manufacturing anSl seruices. Although,calibration was in vogue fur some fonn or other for centuries, the releaso of ISO 9000Standards for quality system in the year 1987 has given a new impetus for,the calibrationactivity as a whole. It is now well understood that calibration is an important requirementto be fulfilled for qualify in every organization. Clause 4.11 in ISO 9000 Standards onoalibration is one of the longest and toughest requirements amongst the 20 elements inthe standard. Ih order to give additional'guidance, ISO has also brought out standardISO 10012-1. : L992 entitled "Quality Assurance Requirernents for MeasuringEquipment" wldch is now accepted all over the world. ISO 10012.1 has stipulated thequality assul'ance requilements and guidance not only for the measuring equipment but 1
'also for the calib'ration system. The calibration system comprises of all asfects suolt asplaruring and silection of equiprnenl calibration procedures, lecords, labeling calibrationintervals and traceability. Traceabitify of measurements alone cannot ensure quality ofcalibrations. This has also been amply made clear by ISO/IBC Guide 25 entitled'lGeneral.criteria for operation of testing laboratories" which is the guidfurg document for
, operation and accreditation of testing and calibration laboratories. This synerry betweenail these tasks only result in quality of pdlibration. There now exists informal hierarchyof calibration laboratories with international compatibility. Tlils has giveir tise to division.of resironsibilities amongst various levels of calibration laboratories. ln view of thir, anymeasuremcnt made in a comrnercial organization is now hacoablo to national standards ina country tluough a chain of calibratioix. Howwer, to ensult this, there has to be strictcontrol qyer a[ the procegses of measurements and calibration upto the national level. It "lfi-'now porslbh io obtain cumulative effect of uncertainties where required.: :
'
Accreditation of calibration and testing laboratories help achieving this objecti're. All ,',
these will lead to acceptance of test and calib'ration resblts intenrationally without any rbarrlers. fhe various requirements for quality of calibrations are discussed briefly in this '.,i
paper. -
= . , -
( ,\ . ? : '
( '
i . t .
(
\ i . { , r.iiii
PI'eant l l le
r\ country's strengtlt is determined riglrtly by the accuraay with rvhich it can'ies outnteasurements. If a country can nleasut'e up to 4 palts per rnillion (ppnr) and auothercountry up to 10 ppm, tlte fonner is consiilerecl to be stronger than tlte latter. The reasonfor tlris is obvious. Any etror is going to cause a loss either to the buyer ol to lhesuppiier. Busfutess llourisltes, only when it is car:iecl out in a win-lvin situation rvith out aloss to any partner. lror a win-win situati<ln to happen, the accuracy of rneasurernent isimportant and ctucial. l'lterefrrre, every nation tdes to improve the accuraoy oftneasuretnettts. 'Ilie
intenrational treaty <lf Meter was signed by rnany countries in theworld long ago, lndia rvas one of the earl-v signatories to tlie treaty of Meter. Basecl upoulhe intemational treaty of Meter, a treaty Organization exists now. The LiternationalConunittee on Weights & Measures abbreviated fur Iirench as CIPM is the apex'body fornleasurelnenls. Each national laboratory interacts with CIPM as rvell as ilrtemational'Ilut'eau of Weiglrts & Measures (l3II'lvI) and establishes an intentational cornpatibility ofmeasurements. National I'hysical Laboratory, Nerv Delhi is lhe apc.x laboratory formeasurements in the country. "l'here arc Electronics ltegional T'est T a,boratories,Electronics lest & Development Centles and clthel laboratories, both in lhe public andprivate sector, wlto zue providing calibralion selvices frlr ilre industry as a whole. Thisinformal hierarchy of metrologr laboratories help in canyiirg out measurements rnoreaecurately. I'oday, lneasurement rnade in the industry or any corrunercial establislunerrtis traceable to national standards tluough a chain of calibr,atirxrs. Such a systern is veryessential, so as to ensure that the measuring iirstruments are perfonning within their'stated speci-frcations. Suclt measudng instLuments are also calibratecl at perioclic inter-vals,which is kttowtt as r0calibration. Calibration llinciple was practiced fur Egypt manycentudes ago. In Erypf the riglrt foot length of the King was considered to be a staudardlength. Every mason or others who use foot ruler, have to calibrate them, once in amonth, i.e. on tlte full Moon Day. Failure to get them recalibrated was a sedousoffenee. This example brings out the irnportance of calibration and its existence foryears. I-Iowevern calibration was not given due consideralion among,st industries in thedeveloping nations. It was, however, the ernergence of ISO 9000 nstanrlards in the year1987 which restored its original impofiance. .lSO 9001 or ISO 9002 or ISO 9003, lhetlu'ee contractual standards, stipulate the requilements with regard to calibration underclause 4.11, "Control of measuring and test ecluiprnent". It is one of the longest clausesamongst the 20 clauses of ISO 9001 Standard. T'he eagerness to get certified under ISO9000 Standards forced tlte users of M&T'll to get them calibrated. Over enthusiastic ISO9000 consul{ants stipulated the following : "'fo get ISO 9000 Certification, if sometldngis moving h your.orgatdzation get it trainecl, otherwise calibrate". Thus, training aqdcalibration are considered to be the rnost irnportant requirements filr certification unclerISO 9000 Startdards.
t
ISO 10012-1 Standnrd
Wldlp the initial set of ISO 9000 Standards were released in the vear 1987, iSO i'eleasedthe S&ndard i00i2-1 in the year 1992 entitled "Quality assurance requirements formeasuring and test equipment - Part I - Melrological confirmation ry-siem for ineas,iiinge n r r i n m e n f l r - f l r i o o { ^ ' . . { ^ - . 1 ^ ^ ^ l . i - ^ ' , , ' ^ l i r - ' . . - ' . " : ' . ^ . - ^ . ^ { ^ f ^ - ^ ^ " ^ . . 1 : ^ - r ^

ensure.fhat measurernents ar.e nracle rviih iire in{cncieci accurac),. Tiris stanriard is aisoapplicable to testirlg laboratories ancl those provicling c:ilibration services as well as to allorganizations rvlto opet'ate quality system in nhich mofisurernent results are usecl loclemonstratb cornplianQe to specifications. Every organizalion has to use measuriugequipment as a means of pro.rring the quality. of pro{ucts or selvices. ,Ifius,
evelyorganrzatiott llas to understancl ISO 10012-1. 'Ihis
staudaxl was acceptecl by USDepartment of Defence in place of theil original Iv{lL StandarrJ 45662 o,r rutiLiation. lnfact, the standard provides both the requirirnents as rvell as guiclance rvitl p;".t ;measurhtg ecpriprnent' Tltus, this stanclarcl is an elaboration oI' clause 4.11 of the ISO9000 Standarcl, This gives compreltensively, the recluilernenls for a calibration s.1,s1sn1 ;r,atry organization.
ISO / IEC Guit le 25
Much before llte release of ISO 9000 Sranclartls, ISO lIECGuide 25 6ntitlecl ,,Geueralcriteria of opefatiotts for testing laboratories" was iu cxistence. The European ecluivale'tof ISO / IEC Guicle 25 is EN 45001. this was the basis lbr accrerlitation of testing andcalibration laboratories under tlte respective nationnl aocreditatiou schemes. In6ia has asclteme knoln as National Accreclitation Boalcl for
'l'esting & Calibration Laboratories
(NABL), operated by Department of Science & 'I'eclurologr,
Goveriunent of Inclia foraccreditation of testing and calibration laboratories faliing in all disciplilgs of metrologr,.lnthe UK its equivalentis NAMAS. Each country has got its ownaccreditalion boardfor testing and calibration laboratories. While t.here are lot of certifying boclies i1 everycoutllty, there is onlY otre body in each couutry foi' accreclitation of testimg anclcalibration laboratories. It rnay be because of the urriqueness of metrology laboratoryantl the funportauce of nteasurements for ensurjng quality antl reliability ofliroducts a'clservices. Tlte laboratories all over tlte worlcl are accreclitecl basecl on ciiteria specified i1ISO / IEC Guicle 25 or EN 45001. NABI- criteria is also basecl on these stan<lards.Tltus, tltere is a unifotm criteria all over the rvorlcl for accreditation of laboratories. Alarge number of nirrrilarities will be founcl betrveen ISO / IEC Guicle 25 anrl ISO 9002.ISO / IEC Guide 25 is fbr the tnost specialized application of testing and calibrationlabdratories rvhile ISO 9000 stanclards ale for geireral application. The existing trenclamongst laboratories is to get accreditation under ISO / IEC Guide 25 rather than ISO9000 Standards: Intentationally, the efforts arc on to bring in erluivalemce betweeu tSesetwo familiar standards i.e. if a laboratory is accreditecl under ISO / IEC Guicle 25, it rnaybe cbnsidered equivalent to certificatioir uniler ISO 9002 standarcl. However its vicevetta will not be accepted because of the special ferlure of the ISO / IEC Guicle 25. Onestriking feafure of laboratory accreditation is that these are made afler not only the indepth stucly of qualify systenr, but also.Ihe urethods uscd anrl competenco of ths stalfwlto are canying out these activities. Thus, rvhile iSO 9000 Stanrlarcls certifies t[equality system,
'in the laboratory accreditation the enlirc proaass is sertdied iuclucliirg the
calibration 'of,
in-house equipment, test nrethorls nuil p.or"clures, competence ofpersorurel, envirohinents of measurenrents ancl handling ilenu, recorcls and so on"

\ i ' ,1Vr,
I ' l te requiretnents of ISO 10012-l Strurt lart l
ISO 10012-l'stipulates 18 requkolllents for ensurilg qufllity of calibr.atiols andmeasuring equipment' Some of the ullique requilements are cliscussed in.tfie fgllowilgparagl'aphs :
n) Plnlrnlrrg
It is very irnportant that the measurfurg equiprnent are selectecl a.q per the r.eal tecluricalrequirements about the measurements to be caniecl out. Quite often a scientific stucly isnot carried out. fhe stutlies involvetl in selcction of nrtasuring equiprnent are givenbe low:
Step 1 ldentify the nrcasurenrent requirenrcnts
The mehsurement requilernents shoulclspeii{ications. Iirerefore, fu.st of all therequhed to fabricate or produce the enclfollowing pararneters :
i) Range of msasurernentii) Accuracyiii) Stabilityiv) Resolution
be identi{ied baserl upon encl. procluctrneasulelnenh requilenients of lhe processproduct should be listed fur tenns of ilre
o
I
If the accuracy ancl range are speci{iecl, then the other two poror.rrru rvill beautornatically covered. For instance, if a process ternperature is t<l be recorclecl, lherequit'ement may be 20011"C. Likewise, the rneasulernent requilenieuts bf atl processesin the organization are to be listed.
Stcp 2 Stmdardiaation of requbenrcnts
It is better to standarrlize the requirernents rvherever possible rather lhan go for: unicluespecificatioru for various points of mcasurernents. It helps in rcclucing the varicty.thereby bulking the requirements, for obvious advantages suc'h as reduced price andease of trafudng and mailitenance. Aililitionally, if an equiiiment becomes bail ar s€ni foicalibration then if a sirnilar equipment is available in another location within theorganization, this could be usecl cluring the periocl. For instance, there are trvorequirements as given below :
.. 1. 25016.C.2. 275t5"C
These,requirements could be combined for selectiort of equipment rvhich woukl reacl 0 to3000 with an rurcertaLrty of +5oC. Thus, tluough standardization the recluilernents couicll ie cnrnl r ined qn qo ln r -eorr l f i . lpacl ^rr ' - l -o. ^ l : - -^ , , i -^"- - -+-

Step 3 Apply uncertuinty rdlio
ln the example given above, we have lo ureasuLe ulllo 300o with an uncerlahtly of J 5oC.Therefore, while selecting the equipment, we have to have a better equiprnent.than theabove speicifications as otherwise the nleasurement results rvould be misleading. Wehave to have an equiprnent which is preferably betler than 10 limes in accurac)-. kr theabove case, we may requile an equipment with an uncertainty of 0.5'C. If an equipmentof iclentical aacuracy is selected (5oC), then we will not be sure of 1he conectness of theresults at both the extremes. ln the above case, if the measurement result fies at theedge of acceptance / rejection, then we rnay be passiug a defective process and failing ag'oocl process. This can be ascertainecl by the reacler by taking up examples of readingsof 310o, 305o, 295" anrl 290o and analyzjng the effect of using an equiptnent withurcertainty ef *5oC.
Step 4 Derute for cslibrution
We have selected a ternperature furclicator with specilicatiotr 300f0.5'C 1o intlicate atemperature at both the locations. But, this temperature indipator is calibratetl andcertified under controlled envilonments i,e. 25+2oC, wheleas the equiprnent ntay be usedin an uncontrolled envfuonment. Therefore, a suitable derating factor has to be made fcrruse of the equipment in an uncontrolled erwirorunent. In this exarnple, it nray be belterto select a temperature indicator which will ltave uncertainty of 3001 0.loC.
. t
Stcp 5 Document
1'he measurernent accuracies in the process attcl equipment which satisfy these
requilements are to be documented. Such docunlents are to be reviewed at periodic
intervals, so as to take stock of changes to the process or cltanges. to customer'srequilernents, etc.
Step 6 hocurenrcnt
Tfio cquiprncnt matching tho rango and accurooy should bo idontifiprl nn<l proourocl barorl
upon thr-quality, price and selice. All the ecluiprnent procured are to be clocumented or
listed in the form of a rlatabase. This is callecl mastcr list of equipment.
^ ^ - u ^ lStep 7 Equipment undar culibrotion cantrol
All the equipment in the irlaster list of equipment are not to be calibrated without artyanatysis. The equipment wldch have a bearing on tire quaiiiy oi operaiions are oniy to becalibrated. Therefore from arnongst master fist of equipment, those equipment whichhave a bsaring on quality of product or process in the organization are to be identified'T[is is
'called equipment under calibration coutrol. The list of equipment unrler
calibration contiol 'should
also be furalizerl by lhe senior tnanagement including the
Hl','_ :{({:
' t
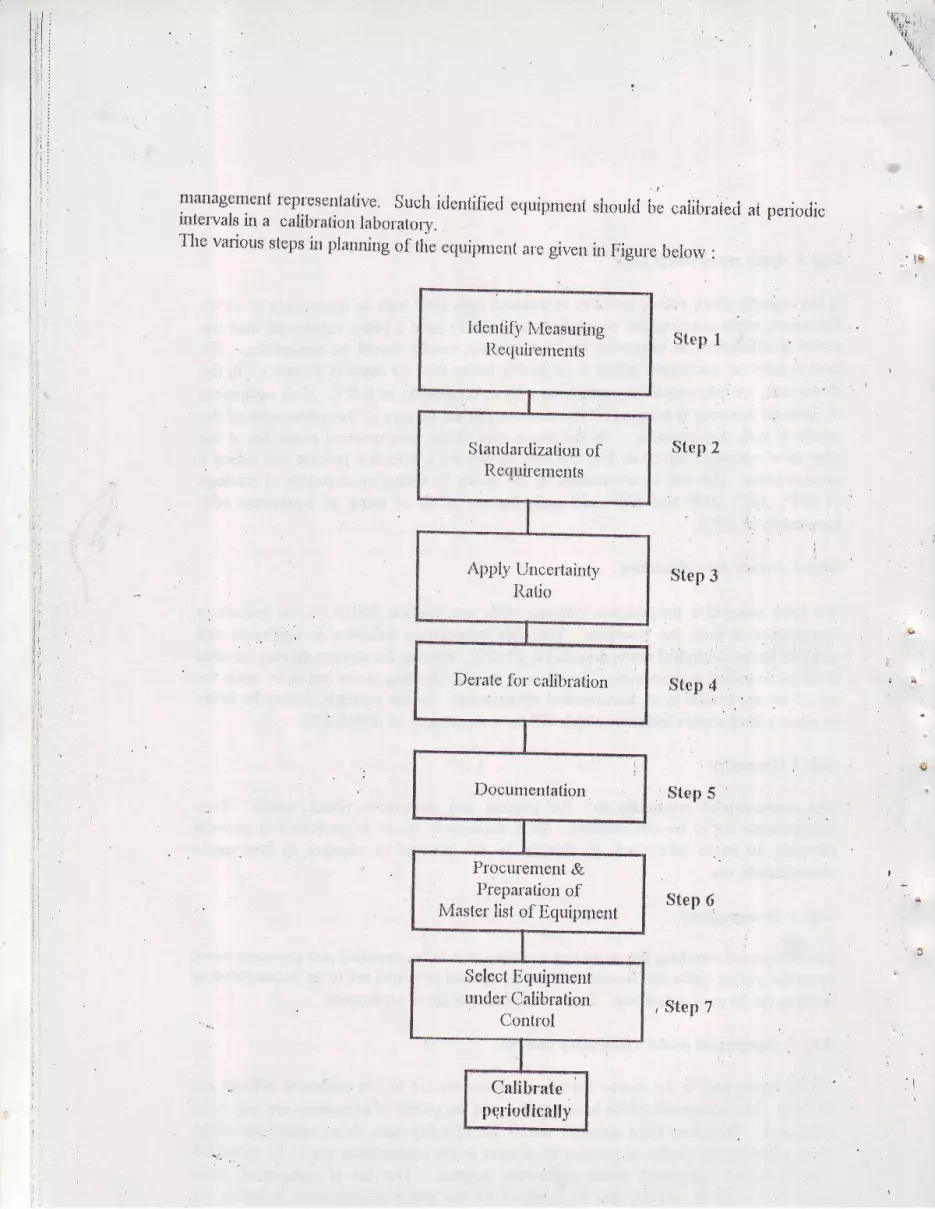
management representative. Such identfied equipment sirouici be caiibraieii ai perioriicintervals in a calibration laboratorv.Tlte various steps i' planning of tlie equipme't are girren i' Figure below :
: l l
Identify lVleasurfurgI{eciuiiements
Standardizati<ln ofRequirements
Apply UncertaintyRatio
Derate for calibration
Docurnentation
Procurement &Preparation of
Master list of Equipment
Select Equipmentunder Calibration
Control
Calibrntepqriodicnlly
Step I
Step 2
Step 3
StBp 4
Step 5
Step 6
r A
, €
, t
, Step 7

I '
The calibration system should be rnaintained by a designatecl executive h theorganization. ln many organizations, the managenlent representative hiinself looks afterthe calibration management. The calibration managernent iq also to be confimred duringperiodic quality system audits.
b) Callbration'uncertninty rntio i
It is essenlial that the calibration uncertainty ratio i.e. the ratio of uncertainty of theecluipnrent under calibration to that of the calibrator is kept high. fhe standarl requiresthat the ratio should be better than 3:1 and preferably i0:1. Generally, the laboratoriesprefer to use a ratio of 4:1. While consiclering so many ratios fi"om l:l to L0:1, a ratio of4:1 is unique since the maximurn possible calibration enor of 33ot'ois reached fi'orn thethird transfer onwards and it remains steady thereailer. Althouglr at 10:1 the effor dueto calibration is less than I2o/o it uever reaches the stearly state, but keeps on increasing.'fherefore rnost laboratories prefer uniertainty ratio of 4:1. Ilowever, the recluilement ofthe standarcl nanrely tlut it should be better than 3:1 should be acllrered to strictly toreduce uncertainty of calibration.
c) Curnulntivc efTect of uncertainties :
,,
Every measuring equipment has an uucerlainty associated with it clue to its design. Inacldition, svely measurement process including the calibration process adds a little moreuncertainty of measurements. Wrile every effort is made by the calibration agencies toreduce the uncertainty of measurements, it camot be eliminated. While calibratingstandards laboratodes provide uncertainties of tneasurernentg in the report and this shouldbe taken into account, while calculating the uncertainty ratios. But this will arise only atthe higlr end of measu'eftlents and in the calibration of calibrators. Therefore, fororclinary measuring and test equipment, cumulative eflect of uncertainties need not becalculated.
d) D'ocurnented calibration procedures
Calibration operation is not valid unless it is perfontred as per documented procedtues.
This is a very irnportant rcquirement. It is preferable even to mention the calibrationproceclure number in the calibraLion reports.' kr the absence of calibration procedures,
iepeatability of measuremen6 cnmot be ensured, 1-his being n speoinlized operatio4, it is
very irnportant to document the calibration proceciures. iiowever tite extent of
documeritatign clepencls upon the ability of the persotutel engaged in calibration
operaiion. Since there is no way of finding out whelher the equipment ltas really been
calibrated or not, it is essential that the calibration operations are always catried out asper the documented procedures.
e) Calibratlon ltrtervals
Calibration interval is defined as the limean ecruinment is ner{onnins alrisht it is
between successive, scheduled calibrations. Ifrecaliblated at a precleftned irtterual, which
t iI

' { ! r ' . h ,
"rt,5;:'t{
interual is called .calibration interval, Recaliblation, under nornlfll cfu'cumstances, isperioclic in natule anil the calibration interval is of the orcler of a year iu nrost cases. IJut,when the equipment fbils suddenly and rvhen it is recalibraterl afler tepails, it, is not aschecluled calibration. Calibration intervals ard to be cotnputed by the calibriatiortlaboratodes for the target measurelnent reliability. Most laboratqries speciS largetmeasurement reliability anywhere betweeu 90 to 959/o. If obselecl leliability i.e. theperfonnance of the instruments at the tirne of successive calibfatinns is less than tltetarget, then the calibration intervals are reduced, if it is rnuch above the tat'get then thecalibration intervals get elongated, Assigning ancl atljustntent of calibration interyal is atedious and tirne consurning exercise. Therefore, laboratodes divide lhe equipmentcalibrated into a number of classes nf sirnilar ecluipment., The performance of theequiprnept at the tirne of calibration are cornpulecl continuously ancl the , observedreliability figures are anived statistically, all class-wise. Depencling upolt theperformance of the equiprnent of a class, the interval is either retlucecl or increasecl orrnaintainetl as it is fbr the class.
[,TDC, Chennai has a systern to cornpute calibration futteruals automatically using
Computer Aided Lab Management (CALM) soflware developecl by the cenlre. 'I'he.
irrtervals are adjusted so as to attain eventually a lneasuretnent reliability rsf 90o/o. It is the
responsibility of the calibration agency to assign the calibration interual, since the users
camol determine the interval due to lack of slatistically valkl ancl adequate clata,
I Traceability
'fraceability is a properly of the result of measurement whereby it catr be related to
appropriate measurement standards generally national or intenrational standards tlu'ough
an unbroken chain of calibrations. T'he traceability information is providecl by calibrationlaboratodes in all the repofts of calibration of the nteasuring ecluipment. The infonnation
include calibrators used and where they wele calibratetl and due date for next calibration.
Tfie reports of the calibrators give curnulative uttcertainties, including that of the
calibratoru. This is very important infornration to be ntentioned in the calibration repofls.
U1less tfue measurenrents are traceable to the national stanclards, it cannot be ensured
that the rneasurements are conect.
g) Environmelttnl conclltlons
Tle calibration laboratory shoulcl also recortl the envilorunetltal ocnditicns in thc
calibration laborator,y at regular intervals during aii the working riays. These are essentiai
to prove-that the calibrations'are carried out in contlolled envirclnments.
h) Personnel
.Calibration shoulcl be performed by competettt persorulel wlto are clualified anql ltavc
been lrained adequately in calibration, lhe accreditation bociy pai'ticuiai'iy evaluaies eacli
calibrating p.erson about his knowledge in metrolory as well as the quality system. This is
a special feature of calibration and testing laboratories. The secret of success of a tesictrd c.nlihmtinn lrhnratorv l iec in its neonle

i) Accreditntion
Each calibration laboratory should be accreditecl ttl lhe nationtl schelne lbr accretJiirtiorrof laboratodes to gain the cottficlence of its clienls. 'I'he
accreclitation bocly deputes tealrof assessors includirrg those wlto are speciahzecl in the fielcl of nretrology for calyilg outassessment as per the accredilation criteria. f'his serves as the ttrircl party assessinent ofthe abilities of the laboratories to perfoun calibration coruistently or p.i requirements.QS 9000 Standards brouglrt out by the tlu'ee automobile giants namely Cluysler, Foriland General Motors calle for usage of accredite<l laboratories for testin! ancl
"otib.otio,r,Such a stipulation may also bs made in the foflhcoriling revision or lscigo00 standarcls.Tlterefore, every calibration laboratory should rnake efforts to establish a proper $ysternas per lhe standards and get accredited lo the national accreditation trod1,. I
- '
1'esting
Testing is specializecl fonn of measurenlellts. It is canied out as per the requi'enrenlsgiven in the specificatitlns. Test results rvoulcl be comect only if the equiprnent arecalibrated periodically ancl maintained. Mrile testfurg also, the uncertainties of testilgshould be.taking into account, to anive at riglrt conolusiogs, Tle test operatiol sloulclalso be accredited to national scheme of accreclitation so as to bring in corficlenceantongst the users. 'fhe intemational stanclards ISO / mC Guicle'25 and EN 45001 areapplicable to both calibration and testing laboratodes
Conclusion
Testing anql measurembnts play an irnportant role in eusurfurg quality of protlucts anclselices. They slrould,be based upon modern prinoiples of metrolog,. The standardshelp in ensuring quality of testing as well as calibration. There is a lot of awareness aboutcalibration and customers are going to demand highest stanclarcls of calibration.Accreditation to NABL helps test laboratodes to test thenmelves agaiirst the intema[ionalstanrlards. Successful accreditation brings in uniformify and repeatability': offiIeasurefilents as well as enhances the confidence of the people about the measurementsiarried out. Continuous efforts are requiled to bring clown the irncertainty ofmeasurements so.that the ability to rncasure correctly is erilmnced.
If .
I| ,





























