Embed Size (px)
Citation preview
ProNest® Argon-Capable Marking Spreadsheets for XPR™
Application Note
809860 | Revision 1 | July 2017
Hypertherm Inc.
Etna Road, P.O. Box 5010Hanover, NH 03755 USA603-643-3441 Tel (Main Office)603-643-5352 Fax (All Departments)[email protected] (Main Office Email)800-643-9878 Tel (Technical Service)
[email protected] (Technical Service Email)800-737-2978 Tel (Customer Service)
[email protected] (Customer Service Email)866-643-7711 Tel (Return Materials Authorization)
877-371-2876 Fax (Return Materials Authorization)
[email protected] (RMA email)
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,Colonia Olivar de los PadresDelegación Álvaro ObregónMéxico, D.F. C.P. 0178052 55 5681 8109 Tel52 55 5683 2127 [email protected] (Technical Service Email)
Hypertherm Plasmatechnik GmbH
Sophie-Scholl-Platz 563452 Hanau Germany00 800 33 24 97 37 Tel00 800 49 73 73 29 Fax31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
[email protected] (Technical Service Email)
Hypertherm (Singapore) Pte Ltd.
82 Genting LaneMedia CentreAnnexe Block #A01-01Singapore 349567, Republic of Singapore65 6841 2489 Tel65 6841 2490 Fax [email protected] (Marketing Email)[email protected] (Technical Service Email)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building2-1-1 Edobori, Nishi-kuOsaka 550-0002 Japan81 6 6225 1183 Tel81 6 6225 1184 [email protected] (Main Office Email)[email protected] (Technical Service Email)
Hypertherm Europe B.V.
Vaartveld 9, 4704 SE Roosendaal, Nederland31 165 596907 Tel31 165 596901 Fax31 165 596908 Tel (Marketing)31 (0) 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
[email protected] (Technical Service Email)
Hypertherm (Shanghai) Trading Co., Ltd.
B301, 495 ShangZhong RoadShanghai, 200231PR China86-21-80231122 Tel86-21-80231120 Fax86-21-80231128 Tel (Technical Service)
[email protected] (Technical Service Email)
South America & Central America: Hypertherm Brasil Ltda.
Rua Bras Cubas, 231 – Jardim MaiaGuarulhos, SP – BrasilCEP 07115-03055 11 2409 2636 [email protected] (Technical Service Email)
Hypertherm Korea Branch
#3904. APEC-ro 17. Heaundae-gu. Busan.Korea 4806082 (0)51 747 0358 Tel82 (0)51 701 0358 [email protected] (Marketing Email)[email protected] (Technical Service Email)
Hypertherm Pty Limited
GPO Box 4836 Sydney NSW 2001, Australia61 (0) 437 606 995 Tel61 7 3219 9010 [email protected] (Main Office Email)[email protected] (Technical Service Email)
Hypertherm (India) Thermal Cutting Pvt. Ltd
A-18 / B-1 Extension,Mohan Co-Operative Industrial Estate,Mathura Road, New Delhi 110044, India91-11-40521201/ 2/ 3 Tel91-11 40521204 [email protected] (Main Office Email)[email protected] (Technical Service Email)
1/28/16
© 2017 Hypertherm Inc. All rights reserved.XPR300, XPR, EDGE, Phoenix, ProNest, SureCut, Sensor, HPRXD, Powermax, True Hole, CutPro, and Hypertherm are trademarks of Hypertherm Inc. and may be registered in the United States and/or other countries. EtherCAT is a trademark of Beckhoff Automation. All other trademarks are the property of their respective holders.Environmental stewardship is one of Hypertherm’s core values, and it is critical to our success and our customers’ success. We are striving to reduce the environmental impact of everything we do. For more information: www.hypertherm.com/environment.
ProNest® 2017 Software Documentation Category: Applications
Argon-capable marking spreadsheets for XPR In this article…
General information................................................................................................................................................................ 2
ProNest setups ........................................................................................................................................................................ 2
Scribe Process Parameters spreadsheets ............................................................................................................................ 2
Overriding standard cut chart data ......................................................................................................................................... 6
Applying overrides ............................................................................................................................................................... 6
Standard override codes ..................................................................................................................................................... 7
Adjusting marking feedrate ................................................................................................................................................. 7
Reducing divot at end of marking with asynchronous stop ................................................................................................... 9
How does asynchronous stop work?................................................................................................................................. 10
How asynchronous stop is applied in ProNest .................................................................................................................. 11
How asynchronous stop plasma marking appears on a Hypertherm CNC ....................................................................... 11
Requirements ........................................................................................................................................................................ 12
© 2017 Hypertherm Inc. All rights reserved.
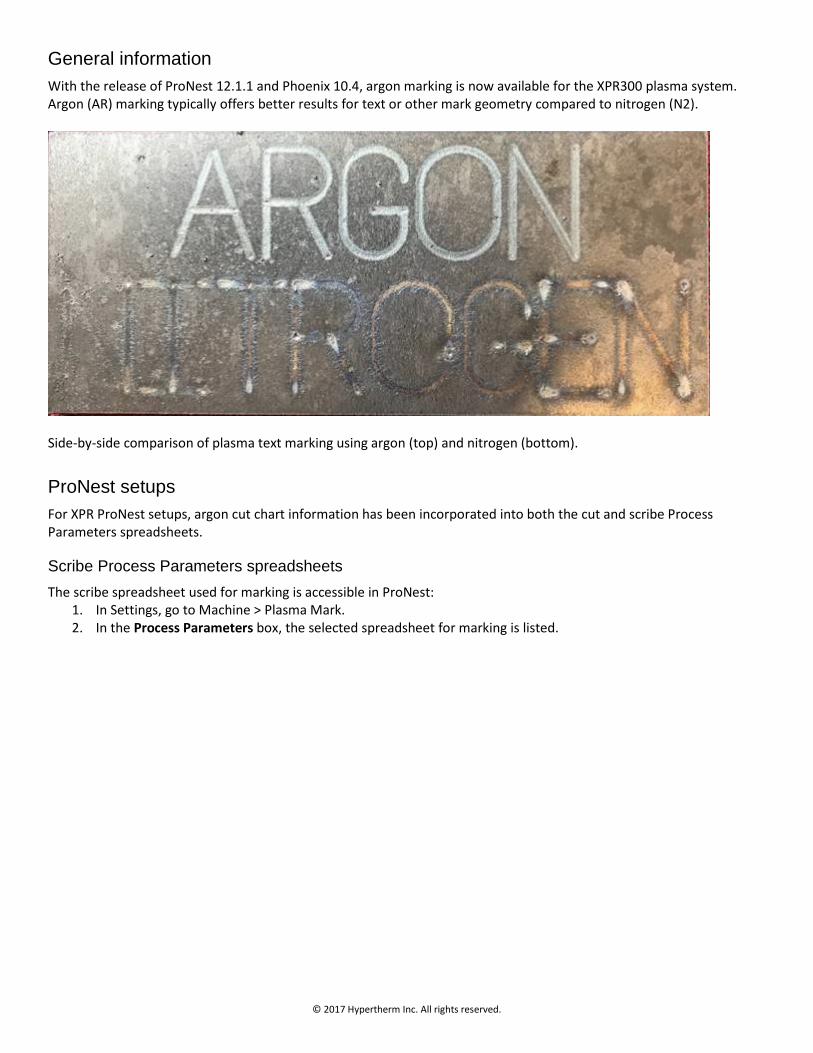
General information With the release of ProNest 12.1.1 and Phoenix 10.4, argon marking is now available for the XPR300 plasma system. Argon (AR) marking typically offers better results for text or other mark geometry compared to nitrogen (N2).
Side-by-side comparison of plasma text marking using argon (top) and nitrogen (bottom).
ProNest setups For XPR ProNest setups, argon cut chart information has been incorporated into both the cut and scribe Process Parameters spreadsheets.
Scribe Process Parameters spreadsheets The scribe spreadsheet used for marking is accessible in ProNest:
1. In Settings, go to Machine > Plasma Mark. 2. In the Process Parameters box, the selected spreadsheet for marking is listed.
© 2017 Hypertherm Inc. All rights reserved.
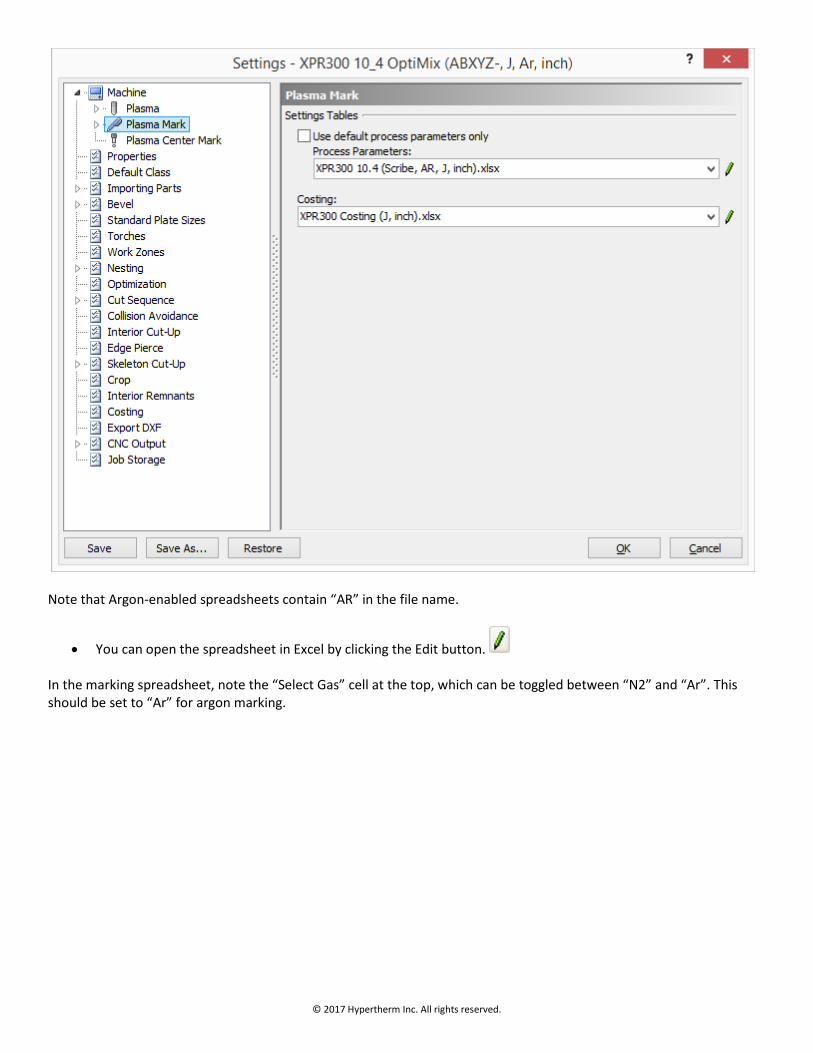
Note that Argon-enabled spreadsheets contain “AR” in the file name.
• You can open the spreadsheet in Excel by clicking the Edit button. In the marking spreadsheet, note the “Select Gas” cell at the top, which can be toggled between “N2” and “Ar”. This should be set to “Ar” for argon marking.
© 2017 Hypertherm Inc. All rights reserved.
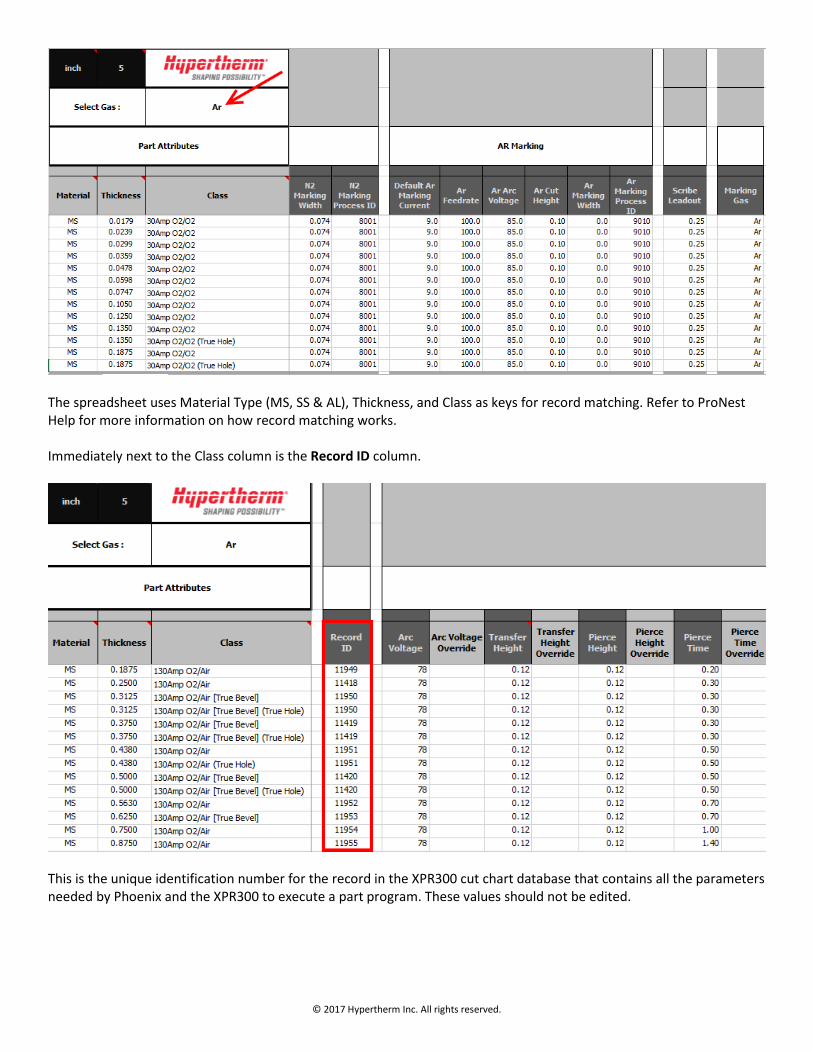
The spreadsheet uses Material Type (MS, SS & AL), Thickness, and Class as keys for record matching. Refer to ProNest Help for more information on how record matching works. Immediately next to the Class column is the Record ID column.
This is the unique identification number for the record in the XPR300 cut chart database that contains all the parameters needed by Phoenix and the XPR300 to execute a part program. These values should not be edited.
© 2017 Hypertherm Inc. All rights reserved.
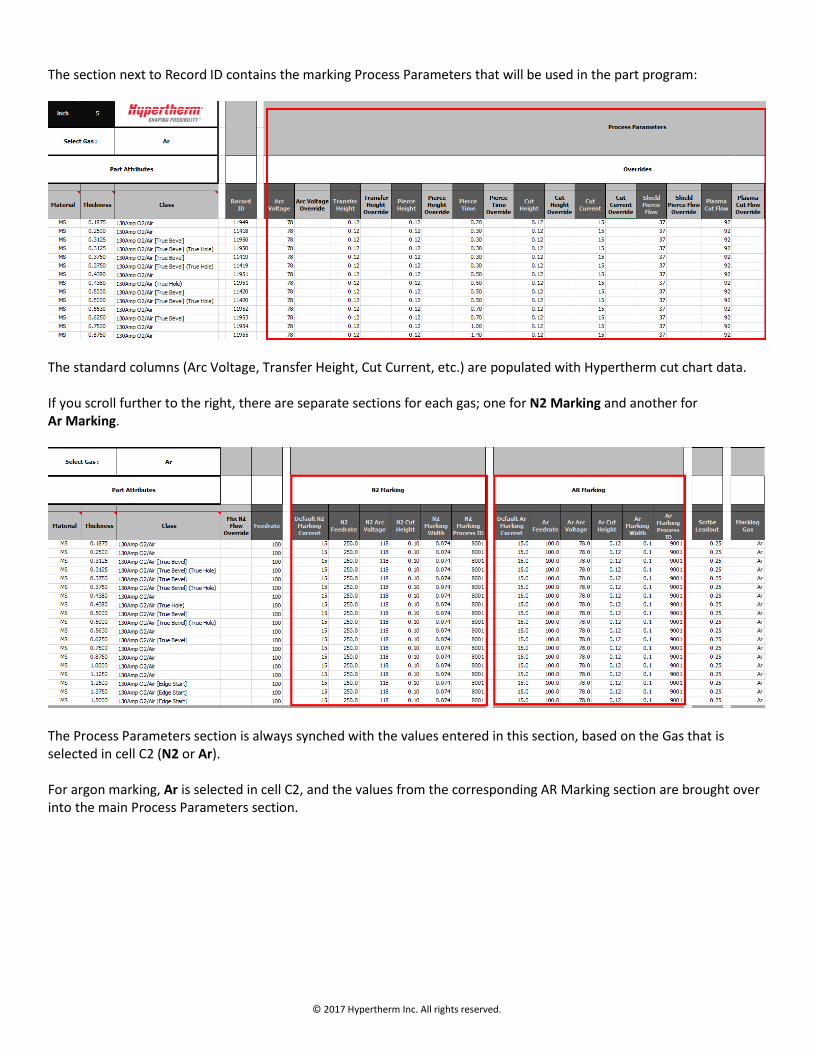
The section next to Record ID contains the marking Process Parameters that will be used in the part program:
The standard columns (Arc Voltage, Transfer Height, Cut Current, etc.) are populated with Hypertherm cut chart data. If you scroll further to the right, there are separate sections for each gas; one for N2 Marking and another for Ar Marking.
The Process Parameters section is always synched with the values entered in this section, based on the Gas that is selected in cell C2 (N2 or Ar). For argon marking, Ar is selected in cell C2, and the values from the corresponding AR Marking section are brought over into the main Process Parameters section.
© 2017 Hypertherm Inc. All rights reserved.
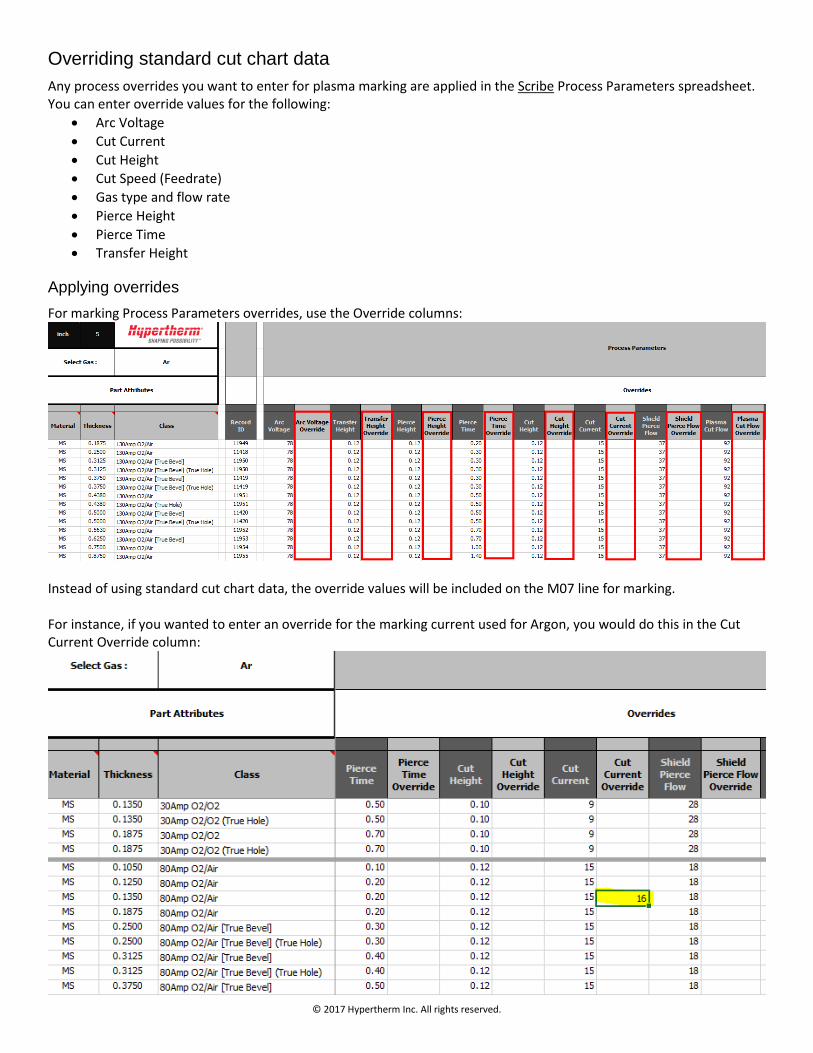
Overriding standard cut chart data Any process overrides you want to enter for plasma marking are applied in the Scribe Process Parameters spreadsheet. You can enter override values for the following:
• Arc Voltage • Cut Current • Cut Height • Cut Speed (Feedrate) • Gas type and flow rate • Pierce Height • Pierce Time • Transfer Height
Applying overrides For marking Process Parameters overrides, use the Override columns:
Instead of using standard cut chart data, the override values will be included on the M07 line for marking. For instance, if you wanted to enter an override for the marking current used for Argon, you would do this in the Cut Current Override column:
© 2017 Hypertherm Inc. All rights reserved.
When the profile is included in the part program, the override will be included in the M07 line. For instance, consider the following code for a linear plasma mark profile, which uses standard cut chart data:
M07 HS AR M51 F100. G01X12.4776 M50 H-0.02 G01X0.25 M08
If a cut chart override was entered for that profile in the scribe Process Parameters spreadsheet in ProNest, the part program would be as follows:
M07 HS AR CCO16 M51 F100. G01X12.4776 M50 H-0.02 G01X0.25 M08
Standard override codes For XPR systems, there are Phoenix process parameter overrides and XPR300 process parameter overrides. Codes that override Phoenix process parameters:
Override code Description AVO Arc Voltage Override CHT Cut Height Override PHT Pierce Height Override PTO Pierce Time Override THT Transfer Height Override
Codes that override XPR300 process parameters:
Override code Description CCO Cut Current Override MAF Mix AR Flow Override MHF MIX H2 Flow Override MNF Mix N2 Flow Override PCF Plasma Cut Flow Override SCF Shield Cut Flow Override SPF Shield Pierce Flow Override
As discussed previously, ProNest indicates these Phoenix and XPR300 process overrides on the M07 command line. Note: Cut Current Override is limited to +/-50% of listed default current.
Adjusting marking feedrate Changing the cut speed for marking profiles works a little bit differently from the other override columns. Instead of using the Override columns, you would need to adjust the Ar Feedrate in the AR Marking section of the spreadsheet.
© 2017 Hypertherm Inc. All rights reserved.
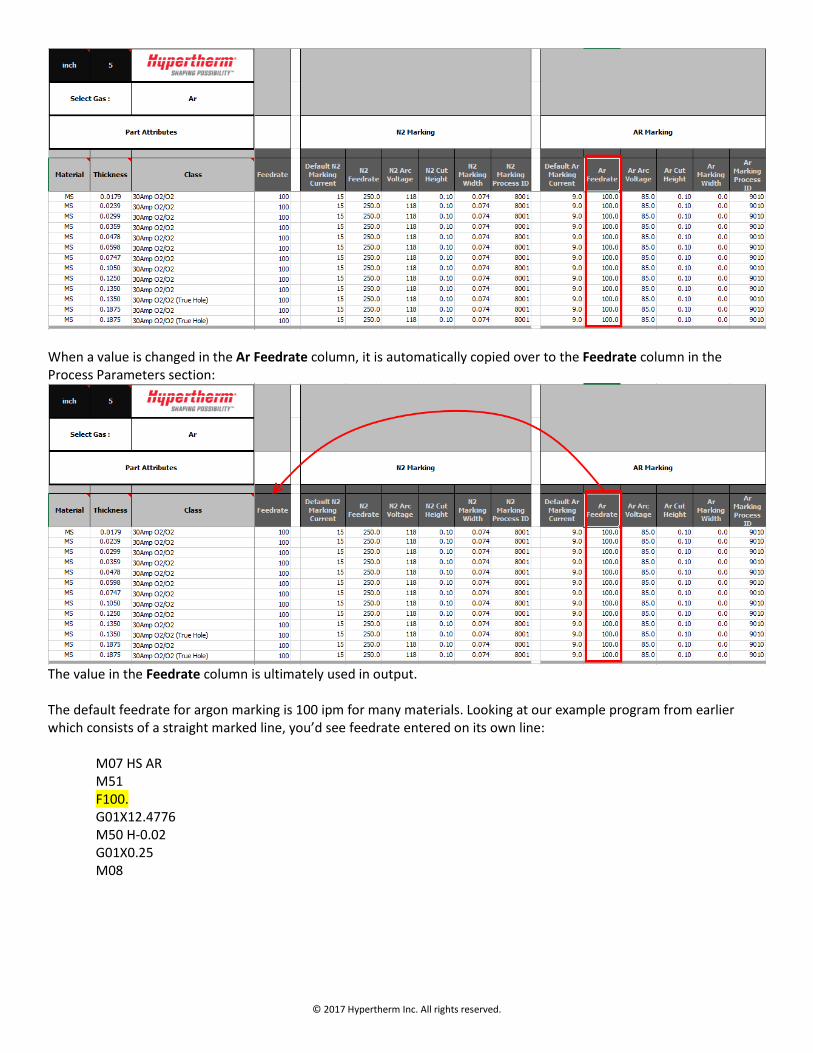
When a value is changed in the Ar Feedrate column, it is automatically copied over to the Feedrate column in the Process Parameters section:
The value in the Feedrate column is ultimately used in output. The default feedrate for argon marking is 100 ipm for many materials. Looking at our example program from earlier which consists of a straight marked line, you’d see feedrate entered on its own line:
M07 HS AR M51 F100. G01X12.4776 M50 H-0.02 G01X0.25 M08
© 2017 Hypertherm Inc. All rights reserved.
If you were to change the Ar Feedrate value to 115, it would appear in the program as follows:
M07 HS AR M51 F115. G01X12.4776 M50 H-0.02 G01X0.25 M08
Note that if the plasma marking was for text marking (scribe text in ProNest), and the “Use Phoenix text marker” setting is enabled in ProNest, feedrate is included differently in output code. In this example, the text “ABC123” is marked at a feedrate of 115:
<F1 S0.5 A0. M0 R1 G1 V115. <ABC123> Note that the part program still uses the marking feedrate (115) entered in the Scribe Process Parameters spreadsheet.
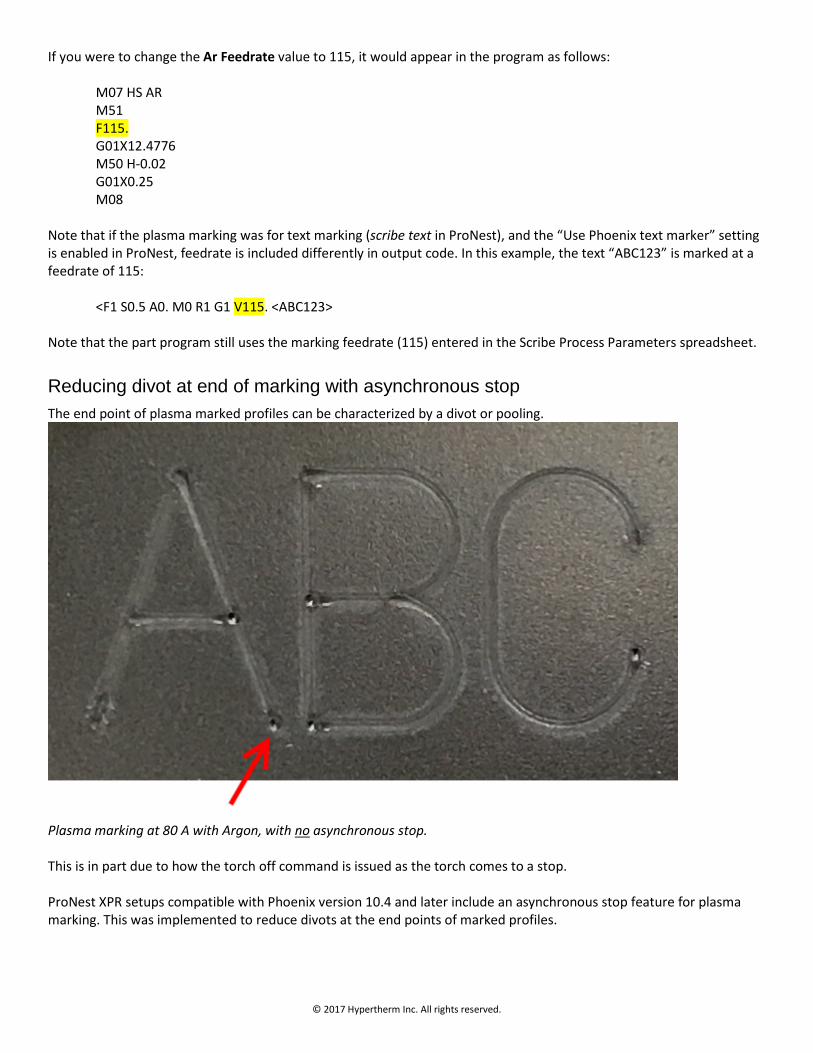
Reducing divot at end of marking with asynchronous stop The end point of plasma marked profiles can be characterized by a divot or pooling.
Plasma marking at 80 A with Argon, with no asynchronous stop. This is in part due to how the torch off command is issued as the torch comes to a stop. ProNest XPR setups compatible with Phoenix version 10.4 and later include an asynchronous stop feature for plasma marking. This was implemented to reduce divots at the end points of marked profiles.
© 2017 Hypertherm Inc. All rights reserved.
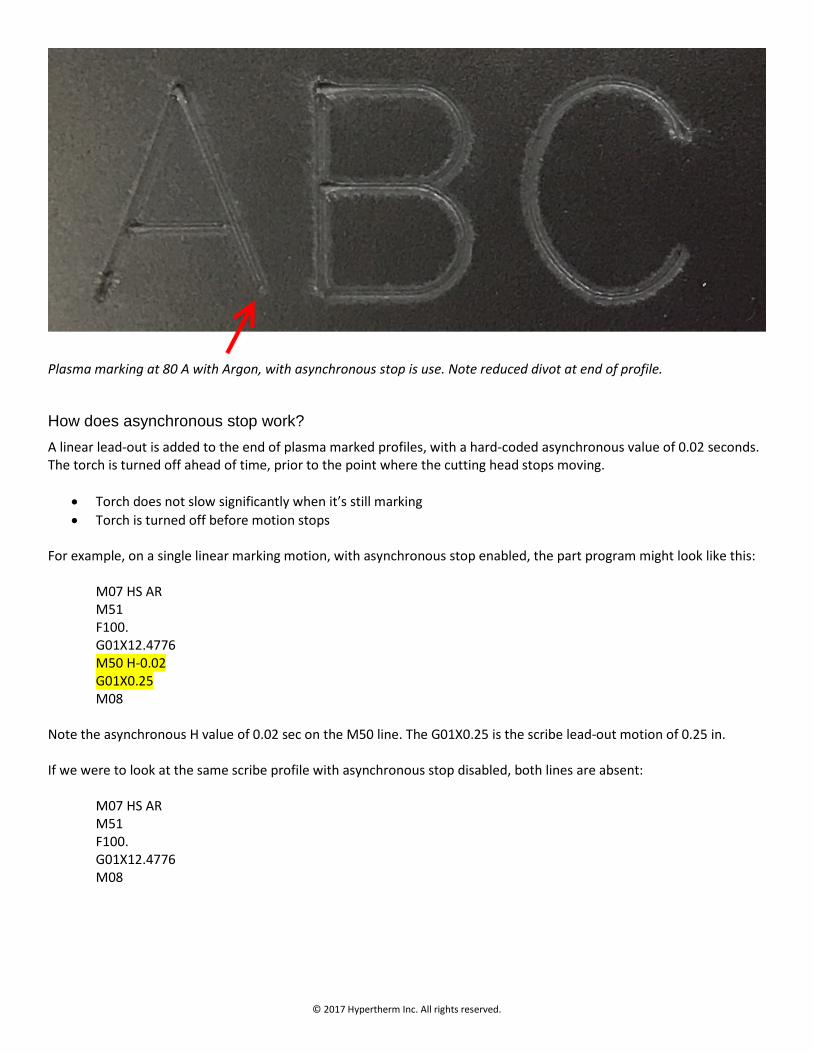
Plasma marking at 80 A with Argon, with asynchronous stop is use. Note reduced divot at end of profile.
How does asynchronous stop work? A linear lead-out is added to the end of plasma marked profiles, with a hard-coded asynchronous value of 0.02 seconds. The torch is turned off ahead of time, prior to the point where the cutting head stops moving.
• Torch does not slow significantly when it’s still marking • Torch is turned off before motion stops
For example, on a single linear marking motion, with asynchronous stop enabled, the part program might look like this:
M07 HS AR M51 F100. G01X12.4776 M50 H-0.02 G01X0.25 M08
Note the asynchronous H value of 0.02 sec on the M50 line. The G01X0.25 is the scribe lead-out motion of 0.25 in. If we were to look at the same scribe profile with asynchronous stop disabled, both lines are absent:
M07 HS AR M51 F100. G01X12.4776 M08
© 2017 Hypertherm Inc. All rights reserved.
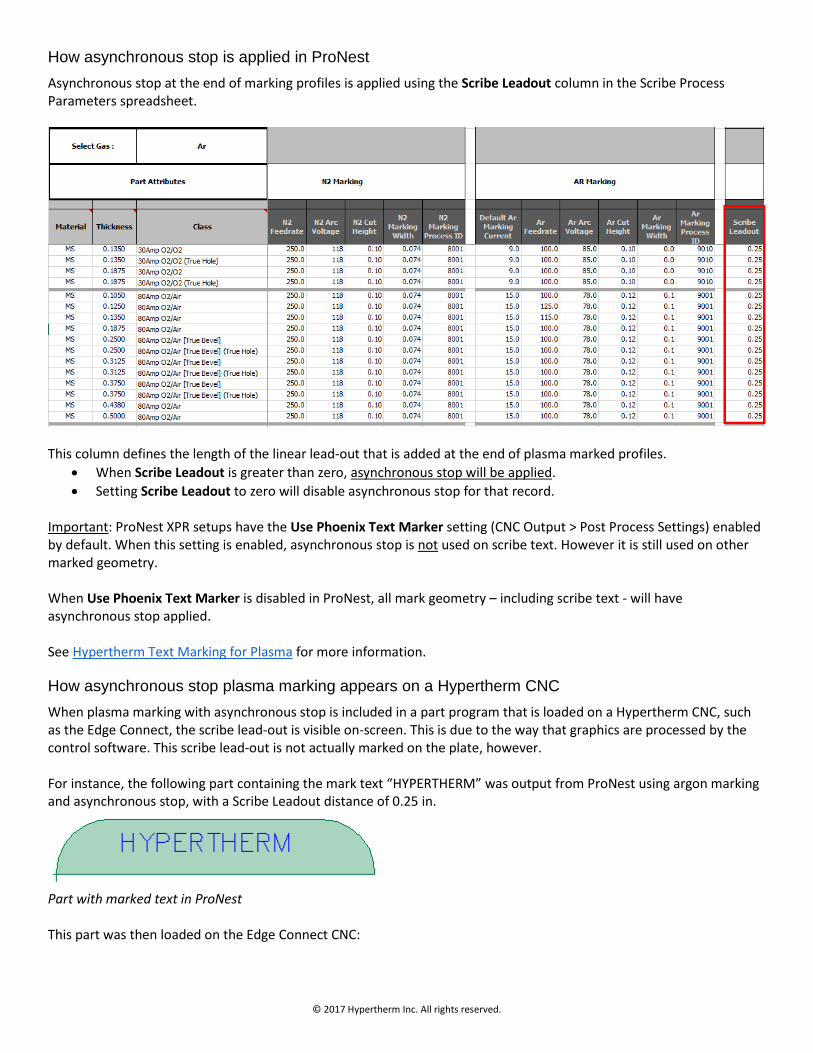
How asynchronous stop is applied in ProNest Asynchronous stop at the end of marking profiles is applied using the Scribe Leadout column in the Scribe Process Parameters spreadsheet.
This column defines the length of the linear lead-out that is added at the end of plasma marked profiles.
• When Scribe Leadout is greater than zero, asynchronous stop will be applied. • Setting Scribe Leadout to zero will disable asynchronous stop for that record.
Important: ProNest XPR setups have the Use Phoenix Text Marker setting (CNC Output > Post Process Settings) enabled by default. When this setting is enabled, asynchronous stop is not used on scribe text. However it is still used on other marked geometry. When Use Phoenix Text Marker is disabled in ProNest, all mark geometry – including scribe text - will have asynchronous stop applied. See Hypertherm Text Marking for Plasma for more information.
How asynchronous stop plasma marking appears on a Hypertherm CNC When plasma marking with asynchronous stop is included in a part program that is loaded on a Hypertherm CNC, such as the Edge Connect, the scribe lead-out is visible on-screen. This is due to the way that graphics are processed by the control software. This scribe lead-out is not actually marked on the plate, however. For instance, the following part containing the mark text “HYPERTHERM” was output from ProNest using argon marking and asynchronous stop, with a Scribe Leadout distance of 0.25 in.
Part with marked text in ProNest This part was then loaded on the Edge Connect CNC:
© 2017 Hypertherm Inc. All rights reserved.
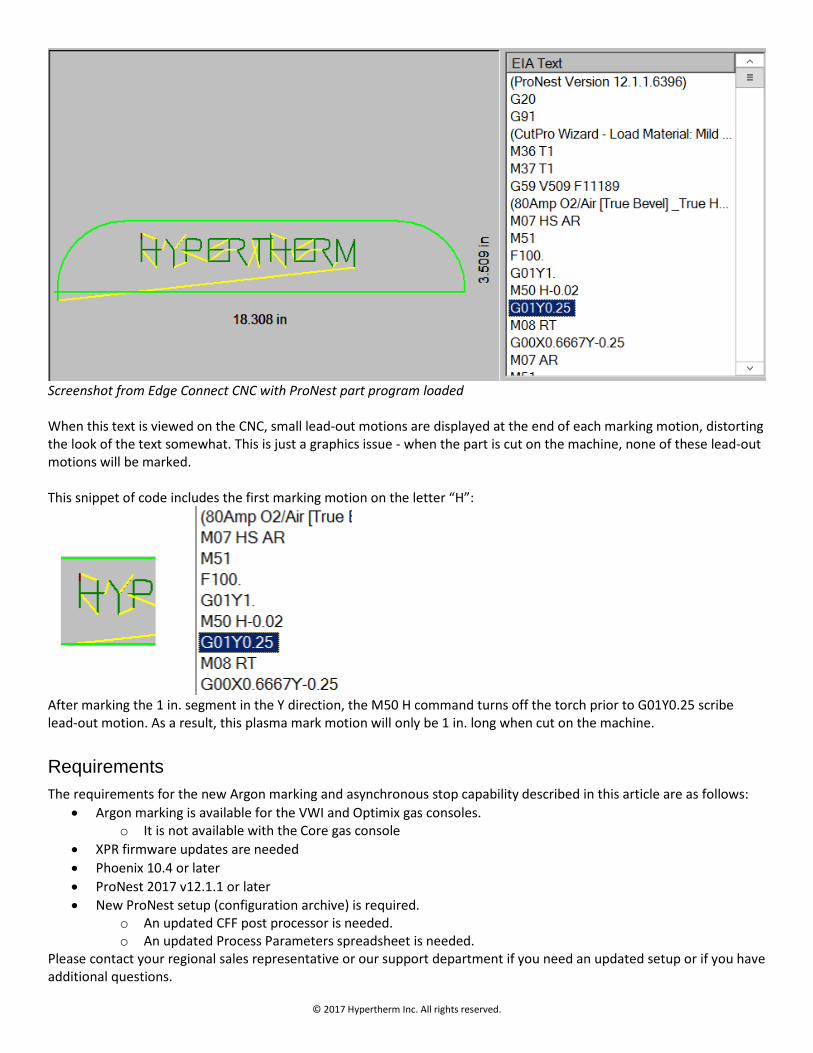
Screenshot from Edge Connect CNC with ProNest part program loaded When this text is viewed on the CNC, small lead-out motions are displayed at the end of each marking motion, distorting the look of the text somewhat. This is just a graphics issue - when the part is cut on the machine, none of these lead-out motions will be marked. This snippet of code includes the first marking motion on the letter “H”:
After marking the 1 in. segment in the Y direction, the M50 H command turns off the torch prior to G01Y0.25 scribe lead-out motion. As a result, this plasma mark motion will only be 1 in. long when cut on the machine.
Requirements The requirements for the new Argon marking and asynchronous stop capability described in this article are as follows:
• Argon marking is available for the VWI and Optimix gas consoles. o It is not available with the Core gas console
• XPR firmware updates are needed • Phoenix 10.4 or later • ProNest 2017 v12.1.1 or later • New ProNest setup (configuration archive) is required.
o An updated CFF post processor is needed. o An updated Process Parameters spreadsheet is needed.
Please contact your regional sales representative or our support department if you need an updated setup or if you have additional questions.
© 2017 Hypertherm Inc. All rights reserved.





























