Embed Size (px)
Citation preview
Project ReportOn
Production and Characterization of Pyrolysis oilof Some Locally Available Biomass Using Fixed
Bed PyrolysisBy
Trinayan GogoiB.Tech 3rd Year
Mechanical EngineeringThe ICFAI University, Tripura
Under the supervision ofMr. Monoj BardalaiAssistant Professor
Department of Mechanical Engineering
`
In Partial Fulfillment of the Requirements for theInternship Program
AtSchool of Engineering
Tezpur UniversityJune 2014
ACKNOWLEDGEMENT
An undertaking of work life - this is never an outcome of asingle person; rather it bears the imprints of a number of peoplewho directly or indirectly helped me in completing the presentstudy. I would be failing in my duties if I don't say a word ofthanks to all those who made my training period educative andpleasurable one. I am thankful to The Controller of Examination,Tezpur University for giving me an opportunity to do summerinternship in the University.
I owe a debt of gratitude to Mr. Monoj Bardalai (AssistantProfessor, Department of Mechanical Engineering) for the visionand foresight which inspired me to conceive this training withenthusiasm and zeal. I am particularly indebted to Dr. DilipDutta (Head of Department, Mechanical Engineering) for hiskindness and support. I would also like to pay my sincere thanksand gratitude to all the technical staff and technical officersof various departments of the university for their constantsupport in the completion of this project.
`
Finally, I take this opportunity to acknowledge the services andfacilities (Hostel, Wi-Fi, Central library, Computer Center etc)provided by the Tezpur University.
With Warm Regards,
Trinayan Gogoi
Date:
Department of Mechanical EngineeringSchool of Engineering
Tezpur UniversityNapaam, Tezpur
June 2014
`
Certificate
This to certify that the report on Production andCharacterization of Pyrolysis oil of Some Locally AvailableBiomass Using Fixed Bed Pyrolysis by Trinayan Gogoi (11ATME190)of The Institute of Chartered Financial Analyst of IndiaUniversity, Tripura, submitted in the requirement for the SummerInternship Programme in The Department of Mechanical Engineering,Tezpur University, during the period of June 2014 is carried outunder my guidance and Supervision.The Project on evaluation fulfils all the stated criteria and thestudent’s findings are his original work.
Mr. Monoj BardalaiAssistant ProfessorDepartment of Mechanical EngineeringDate:
`
TABLE OF CONTENTS
Page No.
Acknowledgement……………………………………………………………….. --
Certificate………………………………………………………………………… --
Contents………………………………………………………………………….. --
Abstract…………………………………………………………………………... 1
1. Introduction……………………………………………………………………. 1
1.1 Products………………………………………………………………. 2
1.2 Pyrolysis Process…………………………………………………….. 2
2. Experimental Methodology……………………………………………………. 3
2.1 Raw Material – Bael Shell…………………………………………… 3
2.2 Experimental Apparatus and Procedure………………………………3
3. Result and Decision…………………………………………………………… 4
3.1 Pyrolysis of Biomass…………………………………………………. 4
3.2 Effect of Sweeping gas on Pyrolysis Yield…………………………..5
3.3 Effect of Temperature on the Pyrolysis Yield………………………..6
3.4 Literature Survey…………………………………………………….. 6
4. Conclusion…………………………………………………………………….. 7
Reference………………………………………………………………………… 8
`
AbstractFlash Pyrolysis of biomass is one of the most promisingtechnologies for converting biomass to liquid fuels. As a result,this technology has gained extensive attention in the last twodecades. The Pyrolysis liquids, known as the bio-oils, have beenregarded as promising candidates to replace petroleum fuels to beused in various thermal devices. This report concentrates on theproduction and yield of bio-oil and its char using a fixed bedreactor. The different characteristics of the bio-oil and biomass are also done.
1. IntroductionFossil fuel shortage and severe environmental problems haveattracted great attention on the exploitation of clean renewableenergies. The utilization of biomass resources will play anincreasingly important role in the future. Biomass appears to bean attractive feedstock for three main reasons. First, it is arenewable resource that could be sustainable developed in thefuture. Second, it appears to have formidably positiveenvironmental properties resulting in no net releases of carbondioxide and very low sulfur content. Third, it appears to havesignificant economic potential provided that fossil fuel pricesincrease in the futureThere are various conversion technologies to produce liquidfuels, among which flash pyrolysis of biomass has beenexperiencing rapid development in the recent years, because itcan offer an alternative way to solve liquid fuel shortageproblems.Pyrolysis is a thermochemical decomposition of organic materialat elevated temperatures in the absence of oxygen. It involvesthe simultaneous change of chemical composition and physicalphase, and is irreversible. The word is coined from the Greek-derived elements pyro i.e. "fire" and lysis i.e. "separating".Fast or flash pyrolysis is used to maximize either gas or liquidproducts according to the temperature employed. Flash pyrolysis
Page | 1
is currently a widely accepted technique for biomass liquefactionin which decomposition of biomass occurs at higher temperaturefor short residence times-purposely to avoid any re-polymerization of decomposed products.Depending on the thermal environment and the final temperature,pyrolysis will yield mainly bio-char at low temperatures, lessthan 450°C, when the heating rate is quite slow, and mainly gasesat high temperatures, greater than 800°C, with rapid heatingrates. At an intermediate temperature and under relatively highheating rates, the main product is bio-oil.Pyrolysis can be performed at relatively small scale and atremote locations which enhance energy density of the biomassresource and reduce transport and handling costs. Heat transferis a critical area in pyrolysis as the pyrolysis process isendothermic and sufficient heat transfer surface has to beprovided to meet process heat needs. Pyrolysis offers a flexibleand attractive way of converting solid biomass into an easilystored and transported liquid, which can be successfully used forthe production of heat, power and chemicals.
1.1. Products
The primary products can be gas, liquid and solid depending onthe process employed. Most of the researchers are mainlyinterested in the liquid products (Bio-oil) due to their highenergy density and potential for oil substitution.
1.1.1 Pyrolysis Oil - Pyrolysis Oil or "bio-oil"is a product of anaerobic ("destructive")distillation of biomass. Upon heating ofbiomass to sufficient temperature in an air-tight chamber, volatile components areproduced. After cooling/condensing, some ofthese are gaseous (hydrogen, carbon monoxide)while others are in liquid form, the so-called
Page | 2
pyrolysis oil. This oil is a dense fuel source - for applicationssuch as heating and steam production.
As such, this is a lower-tech substitute for petroleum fuels insome applications, with lower caloric value than diesel fuel. Atpresent, it cannot be substituted for diesel in internalcombustion engines due to high viscosity and acidity.
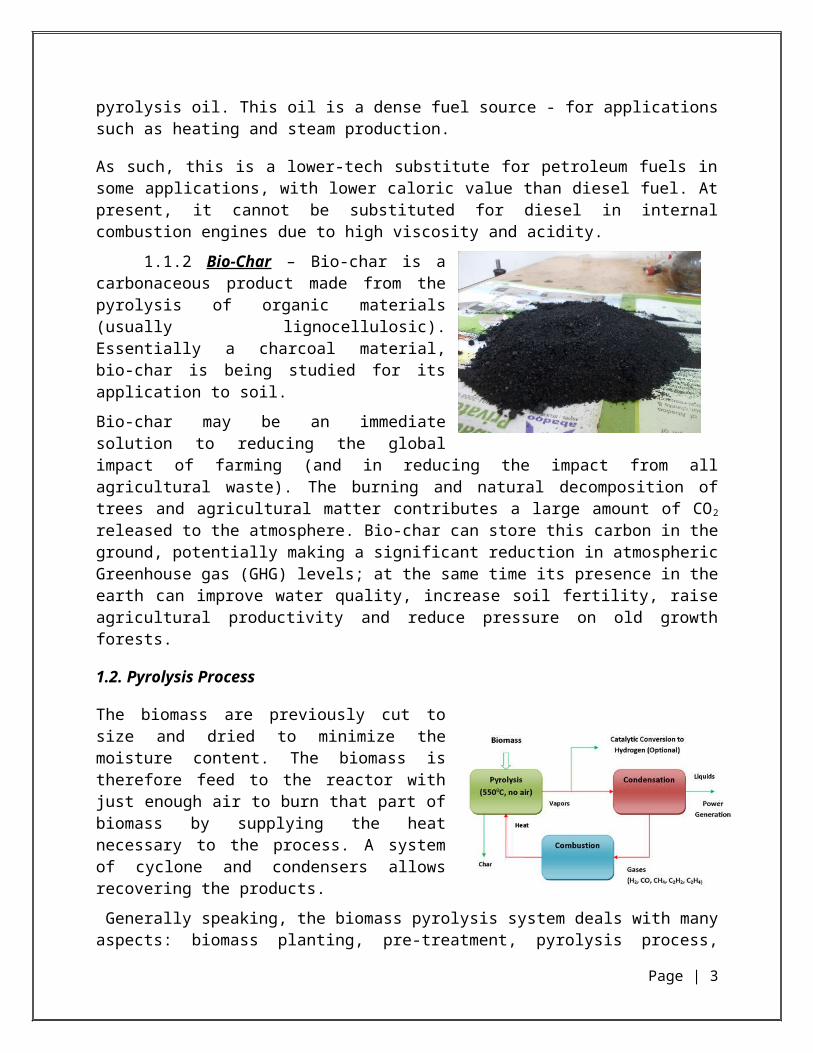
1.1.2 Bio-Char – Bio-char is acarbonaceous product made from thepyrolysis of organic materials(usually lignocellulosic).Essentially a charcoal material,bio-char is being studied for itsapplication to soil. Bio-char may be an immediatesolution to reducing the globalimpact of farming (and in reducing the impact from allagricultural waste). The burning and natural decomposition oftrees and agricultural matter contributes a large amount of CO2
released to the atmosphere. Bio-char can store this carbon in theground, potentially making a significant reduction in atmosphericGreenhouse gas (GHG) levels; at the same time its presence in theearth can improve water quality, increase soil fertility, raiseagricultural productivity and reduce pressure on old growthforests.
1.2. Pyrolysis Process
The biomass are previously cut tosize and dried to minimize themoisture content. The biomass istherefore feed to the reactor withjust enough air to burn that part ofbiomass by supplying the heatnecessary to the process. A systemof cyclone and condensers allowsrecovering the products. Generally speaking, the biomass pyrolysis system deals with manyaspects: biomass planting, pre-treatment, pyrolysis process,
Page | 3
products utilization and upgrading, cost and economic evaluation.
Fig.3. Process conditions for pyrolysis of biomass
2. Experimental Methodology
2.1 Raw Material – Bael Shell
Aegle marmelos, commonly known as Bael or wood apple is a speciesof tree native to India. The bael fruit has a smooth, woody shellwith a green, gray, or yellow peel. Samples of Bael shell in thepresent study were originated from the Tezpur University Campusitself. Immediately after getting, the bael shells were sun driedfor few days to remove the moisture content, after which theywere ground. The sizes of the particles are 0.15 mm to 0.30 mm.The elements carbon, hydrogen, nitrogen on the sample were alsoidentified by the CHN analyzer, model PR 2400 series II perkinelmer. The oxygen content is calculated by difference. Thecalorific value is calculated with the Dulong formula. i.e.Q=338.29×C%+1442.8×{H% - (O%÷8)} + 94.2×S%
Where, Q is the high calorific value in KJ/Kg. And since sulfurcontent in this kind of biomass are very less (almost ≅0%) [4],so we assumed that the sulfur percentage is zero.The properties of sample and elements are given in Table 1.
Table 1. Elemental Analysis (%) and Calorific Value of Bael Shell
Carbon 40.67 %Hydrogen 6.23 %Nitrogen 1.34 %Oxygen 51.76 %Calorific Value (MJ/Kg) 13.41
2.2 Experimental Apparatus and Procedure
Page | 4
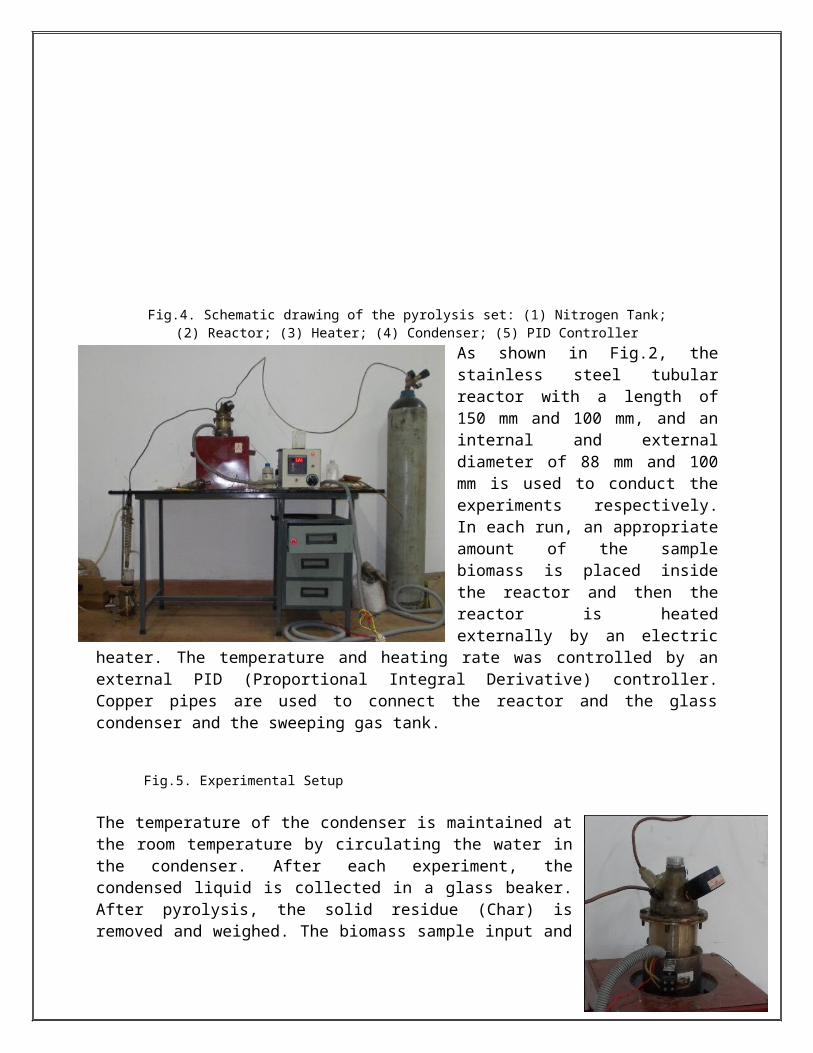
Fig.4. Schematic drawing of the pyrolysis set: (1) Nitrogen Tank;(2) Reactor; (3) Heater; (4) Condenser; (5) PID Controller
As shown in Fig.2, thestainless steel tubularreactor with a length of150 mm and 100 mm, and aninternal and externaldiameter of 88 mm and 100mm is used to conduct theexperiments respectively.In each run, an appropriateamount of the samplebiomass is placed insidethe reactor and then thereactor is heatedexternally by an electric
heater. The temperature and heating rate was controlled by anexternal PID (Proportional Integral Derivative) controller.Copper pipes are used to connect the reactor and the glasscondenser and the sweeping gas tank.
Fig.5. Experimental Setup
The temperature of the condenser is maintained atthe room temperature by circulating the water inthe condenser. After each experiment, thecondensed liquid is collected in a glass beaker.After pyrolysis, the solid residue (Char) isremoved and weighed. The biomass sample input and
Page | 5
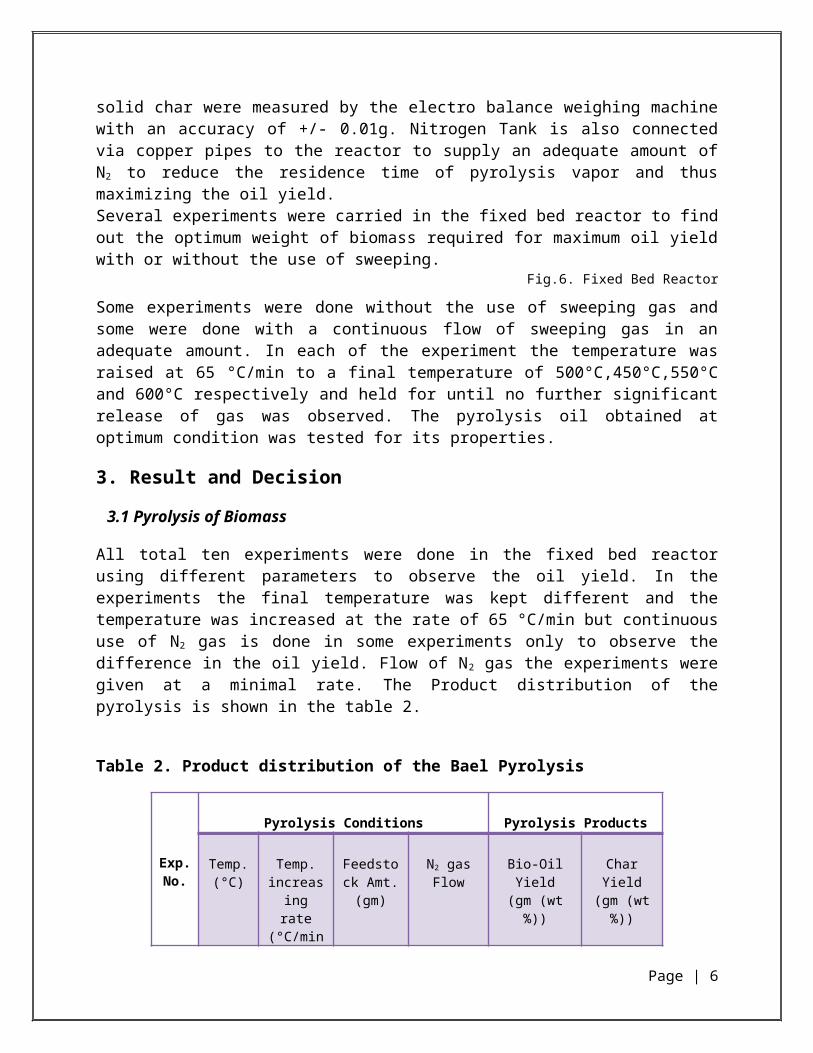
solid char were measured by the electro balance weighing machinewith an accuracy of +/- 0.01g. Nitrogen Tank is also connectedvia copper pipes to the reactor to supply an adequate amount ofN2 to reduce the residence time of pyrolysis vapor and thusmaximizing the oil yield.Several experiments were carried in the fixed bed reactor to findout the optimum weight of biomass required for maximum oil yieldwith or without the use of sweeping.
Fig.6. Fixed Bed Reactor
Some experiments were done without the use of sweeping gas andsome were done with a continuous flow of sweeping gas in anadequate amount. In each of the experiment the temperature wasraised at 65 °C/min to a final temperature of 500°C,450°C,550°Cand 600°C respectively and held for until no further significantrelease of gas was observed. The pyrolysis oil obtained atoptimum condition was tested for its properties.
3. Result and Decision
3.1 Pyrolysis of Biomass
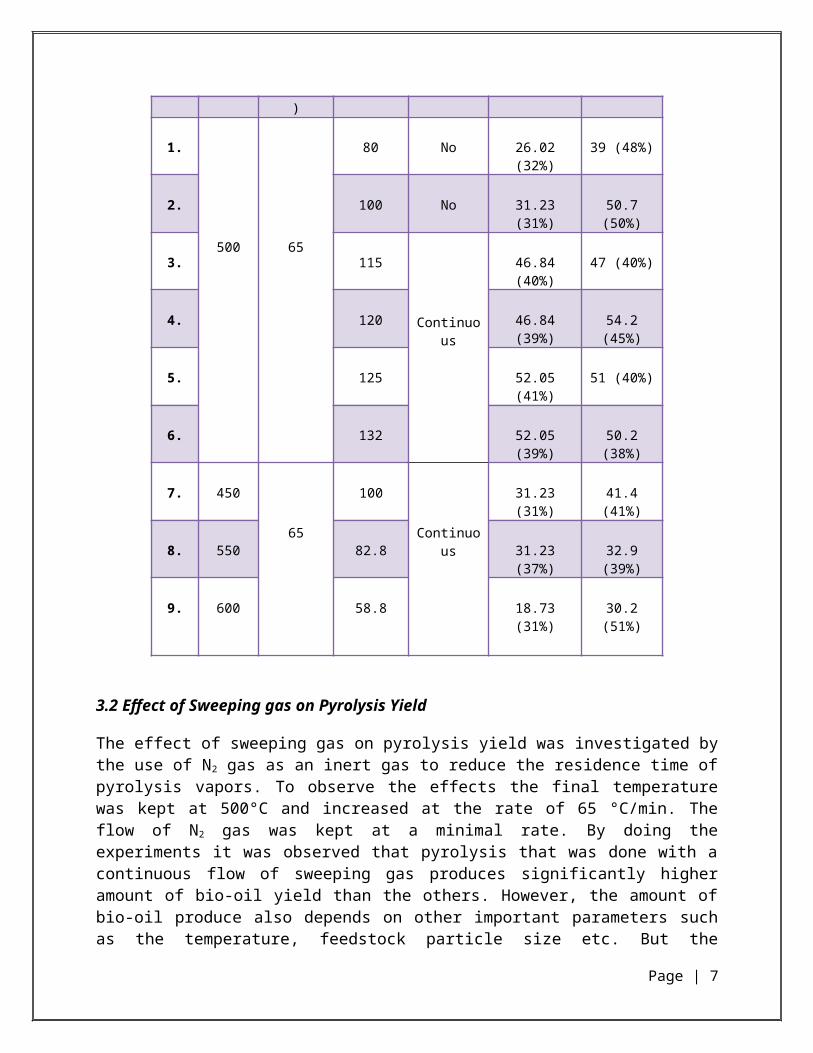
All total ten experiments were done in the fixed bed reactorusing different parameters to observe the oil yield. In theexperiments the final temperature was kept different and thetemperature was increased at the rate of 65 °C/min but continuoususe of N2 gas is done in some experiments only to observe thedifference in the oil yield. Flow of N2 gas the experiments weregiven at a minimal rate. The Product distribution of thepyrolysis is shown in the table 2.
Table 2. Product distribution of the Bael Pyrolysis
Exp.No.
Pyrolysis Conditions Pyrolysis Products
Temp.(°C)
Temp.increasingrate
(°C/min
Feedstock Amt.(gm)
N2 gasFlow
Bio-OilYield(gm (wt%))
CharYield(gm (wt%))
Page | 6
)
1.
500 65
80 No 26.02(32%)
39 (48%)
2. 100 No 31.23(31%)
50.7(50%)
3. 115
Continuous
46.84(40%)
47 (40%)
4. 120 46.84(39%)
54.2(45%)
5. 125 52.05(41%)
51 (40%)
6. 132 52.05(39%)
50.2(38%)
7. 450
65
100
Continuous
31.23(31%)
41.4(41%)
8. 550 82.8 31.23(37%)
32.9(39%)
9. 600 58.8 18.73(31%)
30.2(51%)
3.2 Effect of Sweeping gas on Pyrolysis Yield
The effect of sweeping gas on pyrolysis yield was investigated bythe use of N2 gas as an inert gas to reduce the residence time ofpyrolysis vapors. To observe the effects the final temperaturewas kept at 500°C and increased at the rate of 65 °C/min. Theflow of N2 gas was kept at a minimal rate. By doing theexperiments it was observed that pyrolysis that was done with acontinuous flow of sweeping gas produces significantly higheramount of bio-oil yield than the others. However, the amount ofbio-oil produce also depends on other important parameters suchas the temperature, feedstock particle size etc. But the
Page | 7
experiments did show some significant data that sweeping gas toohad an effect on the product yield. If we consider the firstfour experiments, the first and second have roughly 31% to 32 %of pyrolytic oil yield, while the other two with continuous N2
flow have 39% to 40% of bio-oil yield. So by applying sweepinggas to the pyrolysis definitely improves the bio-oil yield tosome extent.
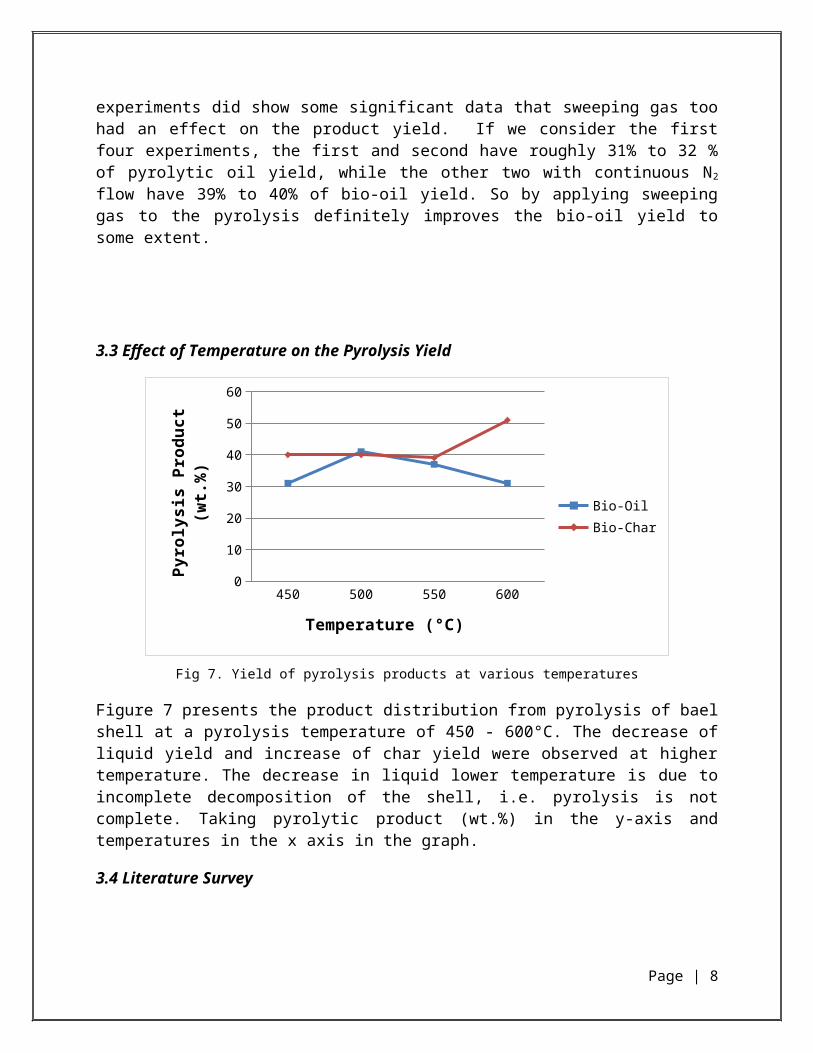
3.3 Effect of Temperature on the Pyrolysis Yield
450 500 550 6000
10
20
30
40
50
60
Bio-OilBio-Char
Temperature (°C)
Pyro
lysi
s Pr
oduc
t (w
t.%)
Fig 7. Yield of pyrolysis products at various temperatures
Figure 7 presents the product distribution from pyrolysis of baelshell at a pyrolysis temperature of 450 - 600°C. The decrease ofliquid yield and increase of char yield were observed at highertemperature. The decrease in liquid lower temperature is due toincomplete decomposition of the shell, i.e. pyrolysis is notcomplete. Taking pyrolytic product (wt.%) in the y-axis andtemperatures in the x axis in the graph.
3.4 Literature Survey
Page | 8
Some observations were made in various other research papersregarding the pyrolytic oil yield for the biomass that they hadused and was compared with the result found.
In, “Pyrolysis of Coconut Shell: An Experimental Investigation”,published by E. Ganapathy Sundaram and E. Natarajan, theoptimum process conditions for maximizing the liquid yieldof pyrolysis of coconut shell in a fixed bed are: pyrolysistemperature 550 °C, particle size 1.18-1.80 mm, heatingrate 60 °C/min and the reactor length 200 mm. The maximumliquid yield of 45 wt% was obtained at the optimumcondition.
In, “Synthetic fuel production from tea waste: Characterisation of bio-oiland bio-char”, by Basak Burcu Uzun, Esin Apaydin-Varol, FundaAtes, Nurgül Özbay, Ayse Eren Pütün, the highest yield ofpyrolytic oil was obtained as 30% with heating rate of227°C/min, at the pyrolysis temperature of 500°C under thenitrogen flow.
In,”Bio-oil production from cotton stalk”, by Zheng Ji-lu, Yi Wei-ming, Wang Na-na, the maximum yield for cotton stalks is55% at 510°C.
In, “Production of bio-oil from fixed bed pyrolysis of bagasse”, by M.Asadullah, M.A. Rahman, M.M. Ali, M.S. Rahman, M.A. Motin,M.B. Sultan, M.R. Alam, the maximum total yield of bio-oilwas found to be 66.0 wt% at different temperatures rangingfrom 300 to 600°C.
In, “Fixed-bed pyrolysis and hydropyrolysis of sunflower bagasse: Productyields and compositions”, by A.E. Putun, O.M. Kockar, S.Yorgun, H.F. Gergel, J. Andresen, C.E. Snape, E. Putun, theyield of oil appears to go through a maximum at about 450-500°C. The highest yield of 37-38% was obtained at atemperature of 500°C with a heating rate of 7°C/min.
By reviewing these papers it’s for sure that optimum pyrolyticoil yield could be produced at a final temperature ranges from450-550°C keeping other important parameters in mind. Maximumpyrolytic oil yield of 41 wt% of the bael shell was observed at afinal temperature of 500°C with a heating rate of 65°C/min
Page | 9
keeping a steady flow of N2 gas at a minimal rate. If the resultswere compared with the above mentioned papers, oil yield producedby the pyrolysis of bael shell was approximately similar to theother biomasses used by the researcher.
4. Conclusion and future prospectIn this study pyrolysis experiments of bael shell were carriedout in a tubular fixed-bed reactor in order to investigate theeffects of pyrolysis temperature and sweep gas flow rate onproduct yields. The highest yield of pyrolytic oil was obtainedas 41% with heating rate of 65°C/min, at the pyrolysistemperature of 500°C under a minimal nitrogen flow. Aftergathering a sufficient amount of pyrolytic oil variousexperimental analyses could be done on this oil for its futureprospect and uses. Various physical properties could be found outsuch as viscosity, density, calorific value and Ph value. Somechemical analyses were the identification of various chemicalcompounds present in the pyrolytic oil using GC-MS analyzer andvarious functional groups/chemical bonding and structure usingFTIR analysis. Despite its properties and characteristics the pyrolytic oil isstill not been able to use as a substitute for conventional fuelas it have high oxygen/water contents, high viscosity andcorrosiveness.To make it more useable the oil needed to be distilled further tolower its viscosity and Ph level by using various operatingparameters such as dehydrogenation, thermal conditioning,catalyst etc. Bio-oil is a promising renewable energy source which havereceived extensive recognition and if in the near future the oilcould have a lower viscosity, Ph level or oxygen content by usingvarious optimizing operation, it might become a substitute to theconventional fuel and a less pollutant one as this kind of liquidhave a little amount of sulfur content in it.
Page | 10
References
[1] Javaid Akhtar, NorAishah Saidina Amin, A review on operatingparameters for optimum liquid oil yield in biomass pyrolysis,Renewable and Sustainable Energy Reviews 16 (2012) 5101–5109
[2] A.E. Putun, O.M. Kockar, S. Yorgun, H.F. Gergel, J. Andresen,C.E. Snape, E. Putun, Fixed bed pyrolysis and hydropyrolysis ofsunflower bagasse: Product yields and compositions, FuelProcessing Technology 46 (1996) 49-62
[3] M. Asadullah, M.A. Rahman, M.M. Ali, M.S. Rahman, M.A. Motin,M.B. Sultan, M.R. Alam, Production of bio-oil from fixed bedpyrolysis of bagasse, Fuel 86 (2007) 2514–2520
[4] E. Ganapathy Sundaram and E. Natarajan, Pyrolysis of CoconutShell: An Experimental Investigation, The Journal of EngineeringResearch Vol. 6, No. 2 (2009) 33-39
[5] Basak Burcu Uzun, Esin Apaydin-Varol, Funda Ates, NurgülÖzbay, Ayse Eren Pütün, Synthetic fuel production from tea waste:Characterisation of bio-oil and bio-char, Fuel 89 (2010) 176–184
[6] Zheng Ji-lu, Yi Wei-ming, Wang Na-na, Bio-oil production fromcotton stalk, Energy Conversion and Management 49 (2008) 1724–1730
[7] Lu Qiang, Yang Xu-lai, Zhu Xi-feng, Analysis on chemical andphysical properties of bio-oil pyrolyzed from rice husk, J. Anal.Appl. Pyrolysis 82 (2008) 191–198
Page | 11

[8] Shuangning Xiu, Abolghasem Shahbazi, Bio-oil production andupgrading research: A review, Renewable and Sustainable EnergyReviews 16 (2012) 4406–4414
[9] http://www.fao.org/docrep/t4470e/t4470e0a.htm
[10] http://pubs.acs.org/doi/abs/10.1021/es300797z
Page | 12





























