Embed Size (px)
Citation preview

UNDER THE VOLCANO
Proceedings of the International Symposium on the Metallurgy of the European Iron Age (SMEIA)
held in Mannheim, Germany, 20–22 April 2010
Forschungen zur Archäometrieund Altertumswissenschaft
herausgegeben vonErnst Pernicka und Martin Bartelheim
Band 5
UNDER THE VOLCANO
Proceedings of the International Symposium on the Metallurgy of the European Iron Age
(SMEIA) held in Mannheim, Germany, 20–22 April 2010
Edited by
Ernst Pernicka and Roland Schwab
Verlag Marie Leidorf GmbH · Rahden/Westf.2014

220 Seiten mit 184 Abbildungen
Gedruckt mit Unterstützung der 'ൾඎඍඌർൾඇ�)ඈඋඌർඎඇඌൾආൾංඇඌർൺൿඍ
Bibliographische Information der Deutschen Nationalbibliothek
Pernicka, Ernst / Schwab, Roland (Eds.):Under the volcano ; Proceedings of the International Symposium on the Metallurgy of the European Iron Age (SMEIA) / hrsg. von Ernst Pernicka ...Rahden/Westf.: Leidorf, 2014
(Forschungen zur Archäometrie und Altertumswissenschaft; Bd. 5) ISBN 978-3-89646-875-8
Gedruckt auf alterungsbeständigem Papier
'LH�GHXWVFKH�1DWLRQDOELEOLRWKHN�YHU]HLFKQHW�GLHVH�3XEOLNDWLRQ�LQ�GHU�'HXWVFKHQ�1DWLRQDOELEOLRJUD¿H�'HWDLOOLHUWH�ELEOLRJUD¿VFKH�'DWHQ�VLQG�LP�,QWHUQHW��EHU�KWWS���GQE�G�QE�GH�DEUXIEDU�
Alle Rechte vorbehalten© 2014
Verlag Marie Leidorf GmbHGeschäftsführer: Dr. Bert Wiegel
Stellerloh 65 · D-32369 Rahden/Westf.
Tel: +49/(0)5771/9510-74Fax: +49/(0)5771/9510-75E-Mail: [email protected]
Internet: http://www.vml.de
ISBN 978-3-89646-875-8ISSN 1610-5621
Kein Teil des Buches darf in irgendeiner Form (Druck, Fotokopie, CD-ROM, Internet oder einemanderen Verfahren) ohne schriftliche Genehmigung des Verlages Marie Leidorf GmbH reproduziert werden
oder unter Verwendung elektronischer Systeme verarbeitet, vervielfältigt oder verbreitet werden.
Umschlagentwurf: Sieghart Klentzke, Dresden und Martin Bartelheim, TübingenSatz, Scans, Bildbearbeitung, Layout und Redaktion: Daniel Berger und Roland Schwab, Mannheim
Frontispiece: Thin section of fall-out-lapilli-tuff from the eruption of Mount Vesuvius in AD 79, The pyroclastic mixture originates from the interior of a gladiator helmet from Herculaneum (image: Roland Schwab)
Kontaktadresse der Herausgeber:Institut für Geowissenschaften Universität Heidelberg, Im Neuenheimer Feld 234–236, D-69120 Heidelberg
und Klaus-Tschira-Archäometrie-Zentrum an der Universität Heidelberg, ein Institut der CEZ Archäometrie gGmbH, C5, Zeughaus, D-68159 Mannheim
E-Mail: [email protected] / [email protected] Internet: www.cez-archaeometrie.de
Druck und Produktion: druckhaus köthen GmbH, Köthen

TABLE OF CONTENTS
Ernst Pernicka and Roland SchwabPreface and introduction
Daniel BergerLate Bronze Age iron inlays on bronze artefacts from central Europe
Joachim Lutz and Roland SchwabThe Early Iron Age hoard from Fliess in Tyrol and ore resources in the eastern Alps
Diana Modarressi-TehraniEarly Iron Age metallurgy: A question of specialization?
Janet LangIberian falcata in the British Museum
Marion Berranger and Philippe FluzinOrganisation of bloomsmithing activities in agglomeration at the end of the Iron Age (France – 2nd–1st century BC)
Peter HalkonIron in the landscape of Iron Age East Yorkshire, UK
Thomas Stöllner and Manuel ZeilerSmelting and forging during the La Tène period: Preliminary results of surveys and excavations in Siegerland region, Germany
Marianne Senn, Stefan Schreyer and Vincent Serneels$Q�XUEDQ�¿QH�VPLWKLQJ�TXDUWHU�LQ�WKH�RSSLGXP�RI�5KHLQDX��FDQWRQ�=�ULFK��Switzerland)
Barbara Armbruster Witnesses of complex bronze technology of the Celts: A boar-headed carnyx and a swan-shaped helmet from Tintignac
Nigel Meeks, Aude Mongiatti and Jody JoyPrecious metal torcs from the Iron Age Snettisham treasure: Metallurgy and analysis
-HOHQD�äLYNRYLü��7KLOR�5HKUHQ��0LOMDQD�5DGLYRMHYLü��0LORã�-HYWLü�DQG�'UDJDQ�-RYDQRYLü;5)�FKDUDFWHULVDWLRQ�RI�&HOWLF�VLOYHU�IURP�WKH�äLGRYDU�WUHDVXUH��6HUELD�
Roland Schwab5HVRXUFHV�DQG�UHF\FOLQJ��&RSSHU�DOOR\V�DQG�QRQ�IHUURXV�PHWDOZRUNLQJ�LQ�WKH�oppidum of Manching (Germany)
7
9
25
35
49
59
73
91
103
121
135
157
175

Birgit Schorer6LOYHU�MHZHOOHU\�IURP�WKH�/DWH�,URQ�$JH�WR�5RPDQ�WLPHV�LQ�FHQWUDO�(XURSH�A comparative analysis on selected manufacturing techniques
-DQND�,VWHQLþ�DQG�äLJD�âPLW&HOWV�DQG�5RPDQV��$�FRQWULEXWLRQ�WR�UHVHDUFK�LQWR�FXOWXUDO�LQWHUDFWLRQV
189
205
PRECIOUS METAL TORCS FROM THE IRON AGE SNETTISHAM TREASURE: METALLURGY AND ANALYSIS
NIGEL MEEKS1, AUDE MONGIATTI1 and JODY JOY2
1 7KH�%ULWLVK�0XVHXP��'HSDUWPHQW�RI�&RQVHUYDWLRQ�DQG�6FLHQWL¿F�5HVHDUFK�*UHDW�5XVVHOO�6WUHHW��:&����'*�/RQGRQ��8.
27KH�%ULWLVK�0XVHXP��'HSDUWPHQW�RI�3UHKLVWRU\�DQG�(XURSH��*UHDW�5XVVHOO�6WUHHW��:&����'*�/RQGRQ��8.
The Iron Age Snettisham treasure consists of several hoards forming a large assemblage of artefacts including complete gold alloy tubular and twisted wire torcs as well as numerous fragments of broken torcs. These torcs have been the subject of a number of studies and were manufactured using sheets and wires using a range of gold, silver and copper alloys, as well as bronze, and applying a broad selection RI�PHWDOZRUNLQJ�WHFKQLTXHV�DQG�¿QLVKLQJ�SURFHVVHV��7KLV�FRQWULEXWLRQ�RXWOLQHV�WKH�SUHOLPLQDU\�UHVXOWV�of the archaeometric investigation of a number of the precious metal torcs in the British Museum and 1RUZLFK�&DVWOH�0XVHXP�FROOHFWLRQV��,W�SUHVHQWV�WKH�6(0�(';�PLFURVFRS\�DQG�DQDO\VLV�RI�D�UHSUH-sentative number of gold alloy wires and sheets from hoard ‘F’, which contains a large number of broken and cut pieces and appears to cover the range of alloys used in the whole assemblage. This study indicated a wide range of techniques and ternary gold, silver and copper alloys used by the late Iron Age goldsmiths, showing a high level of craftsmanship. Tubular torcs were produced from thin gold sheets while twisted wire torcs were created by twisting together wires in pairs or multiple strands. The wires display a range of different colours produced through deliberate surface treatment during manufacture, resulting in the surface enrichment of gold and silver by the depletion of copper. This was achieved while the wire was being handworked to the desired shape and thickness through repeated cycles of hammering, annealing and pickling in an acidic medium. Some of the sheets studied VKRZHG�YDULDEOH�EXW�VLJQL¿FDQWO\�UHGXFHG�VLOYHU�FRQFHQWUDWLRQV��SRVVLEO\�UHVXOWLQJ� IURP�D�GLIIHUHQW�process. All torcs, both tubular and twisted wire, display a variety of terminals. These include bent loop wires and cast-on terminals of the buffer type and of the larger hollow type with Celtic relief motifs. The latter terminals were further embellished with chased, engraved and punched decoration. This paper does not attempt to explain the reasons for the existence of this hoard but illustrates the quality of craftsmanship and the large array of modus operandi used to produce the objects.
.(<:25'6: SNETTISHAM, IRON AGE, BRITAIN, TORC, GOLD, SILVER, COPPER, TWISTED WIRE, SURFACE ENRICHMENT, CASTING, CHASING, PUNCHING,
ENGRAVING, OPTICAL MICROSCOPY, SEM, SEM-EDX MICROANALYSIS
THE SNETTISHAM TREASURE
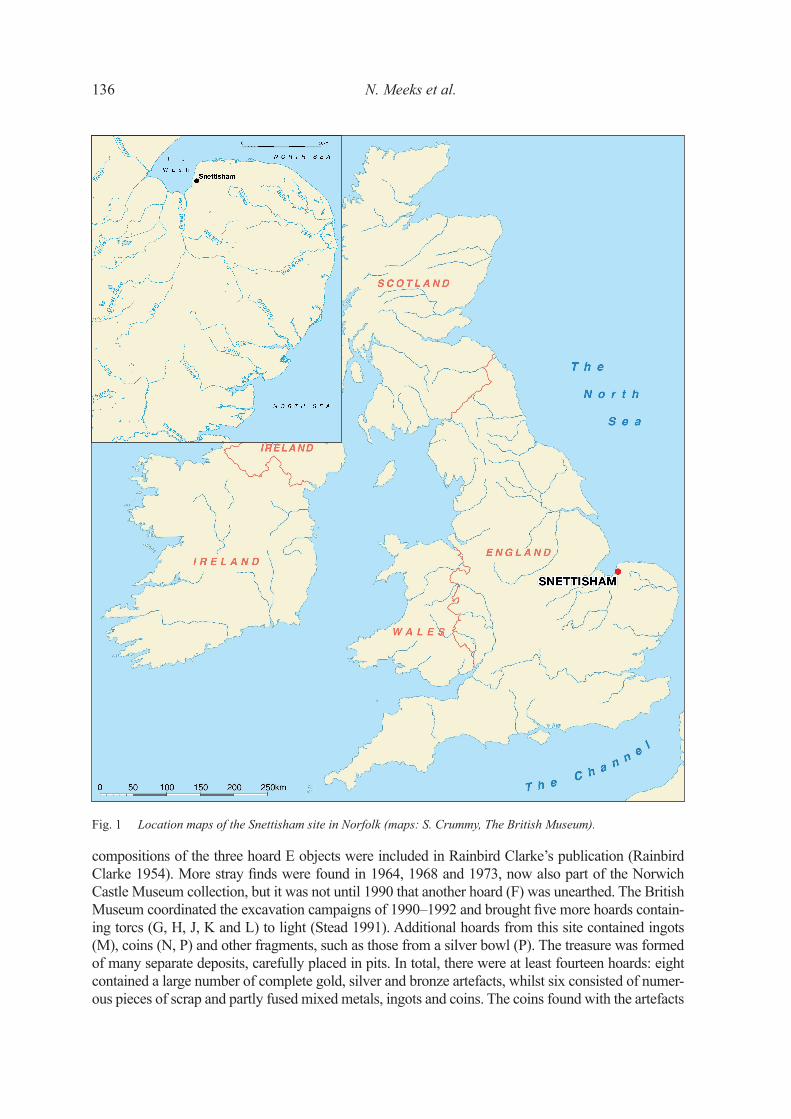
The exceptional Iron Age treasure from Snettisham, Norfolk, UK (Fig. 1), consists of a large number of neck rings (torcs), bracelets and other artefacts of gold, silver and bronze, and repre-sents the largest assemblage of its kind (Stead 1991; 1997; Rainbird Clarke 1954).
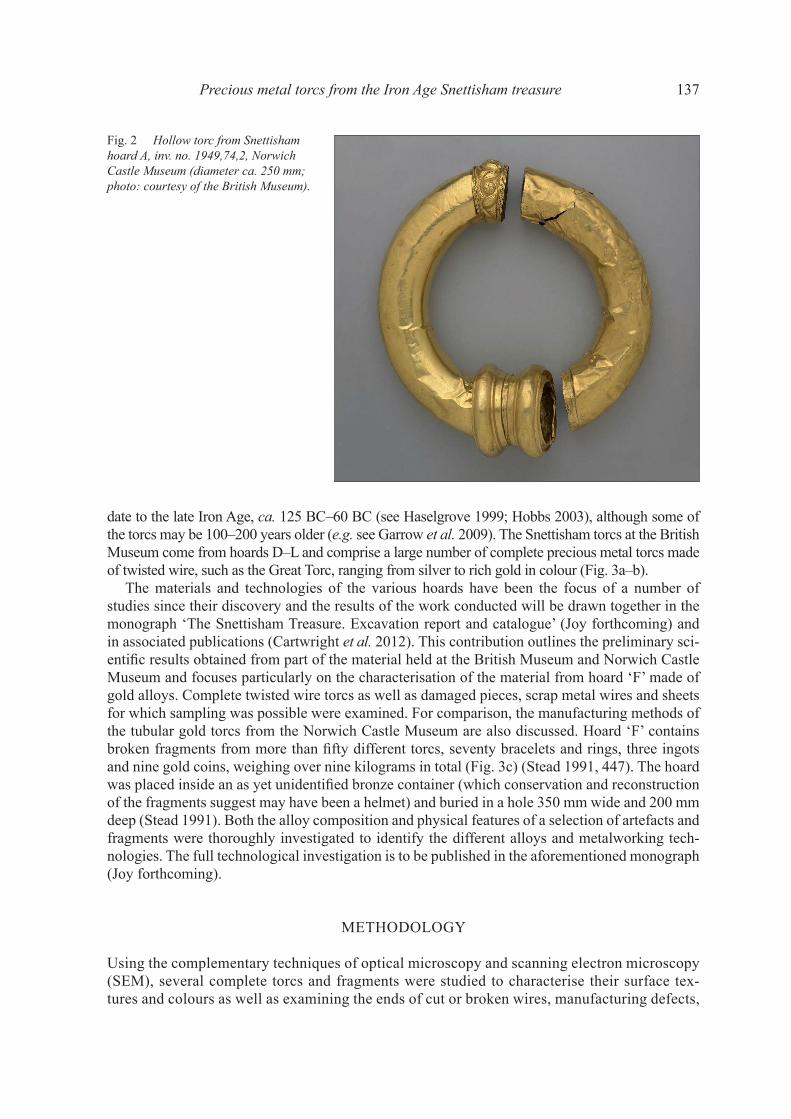
7KH�¿UVW�RI�WKH�KRDUGV��$±&��IRXQG�DW�6QHWWLVKDP�ZHUH�GLVFRYHUHG�LQ������ZKHQ�GHHS�SORXJKLQJ�RI�D�¿HOG�UHYHDOHG�WKH�¿UVW�JROG�WRUF��0RVW�RI�WKH�PDWHULDO�UHFRYHUHG�IURP�WKHVH�KRDUGV�LV�KRXVHG�LQ�WKH�1RUZLFK�&DVWOH�0XVHXP��6RPH�RI�WKH�PRVW�VLJQL¿FDQW�¿QGV�LQFOXGH�WXEXODU�WRUFV�RI�ODUJH�VL]H�PDGH�of thin sheet gold and hand worked by hammering, punching and chasing (Fig. 2). Part of the material from these hoards has previously been sampled and analysed using an electron microprobe (Stone 1987). Subsequent excavations took place in 1950 (Rainbird Clarke 1954) and exposed two more hoards (D and E) in shallow pits, the material from which was acquired by the British Museum. Alloy
N. Meeks et al.136
FRPSRVLWLRQV�RI�WKH�WKUHH�KRDUG�(�REMHFWV�ZHUH�LQFOXGHG�LQ�5DLQELUG�&ODUNH¶V�SXEOLFDWLRQ���5DLQELUG�&ODUNH��������0RUH�VWUD\�¿QGV�ZHUH�IRXQG�LQ������������DQG�������QRZ�DOVR�SDUW�RI�WKH�1RUZLFK�Castle Museum collection, but it was not until 1990 that another hoard (F) was unearthed. The British 0XVHXP�FRRUGLQDWHG�WKH�H[FDYDWLRQ�FDPSDLJQV�RI�����±�����DQG�EURXJKW�¿YH�PRUH�KRDUGV�FRQWDLQ-ing torcs (G, H, J, K and L) to light (Stead 1991). Additional hoards from this site contained ingots (M), coins (N, P) and other fragments, such as those from a silver bowl (P). The treasure was formed of many separate deposits, carefully placed in pits. In total, there were at least fourteen hoards: eight contained a large number of complete gold, silver and bronze artefacts, whilst six consisted of numer-ous pieces of scrap and partly fused mixed metals, ingots and coins. The coins found with the artefacts
Fig. 1 /RFDWLRQ�PDSV�RI�WKH�6QHWWLVKDP�VLWH�LQ�1RUIRON��PDSV��6��&UXPP\��7KH�%ULWLVK�0XVHXP��
Precious metal torcs from the Iron Age Snettisham treasure 137
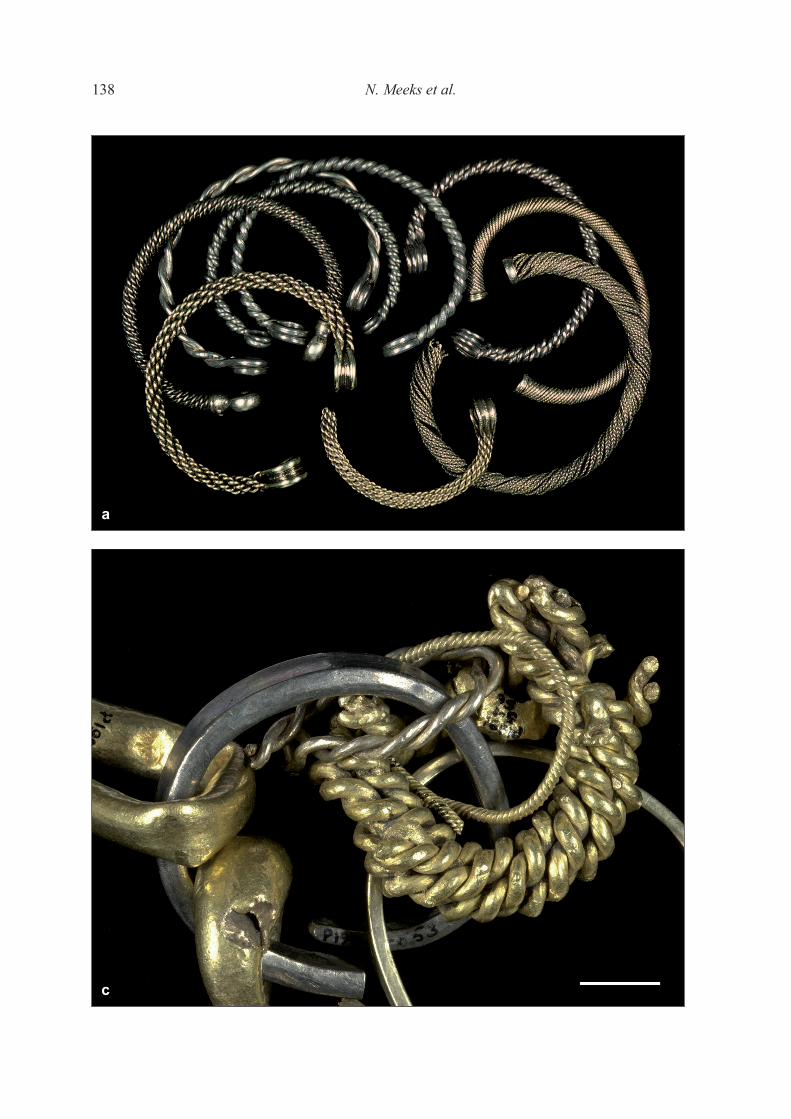
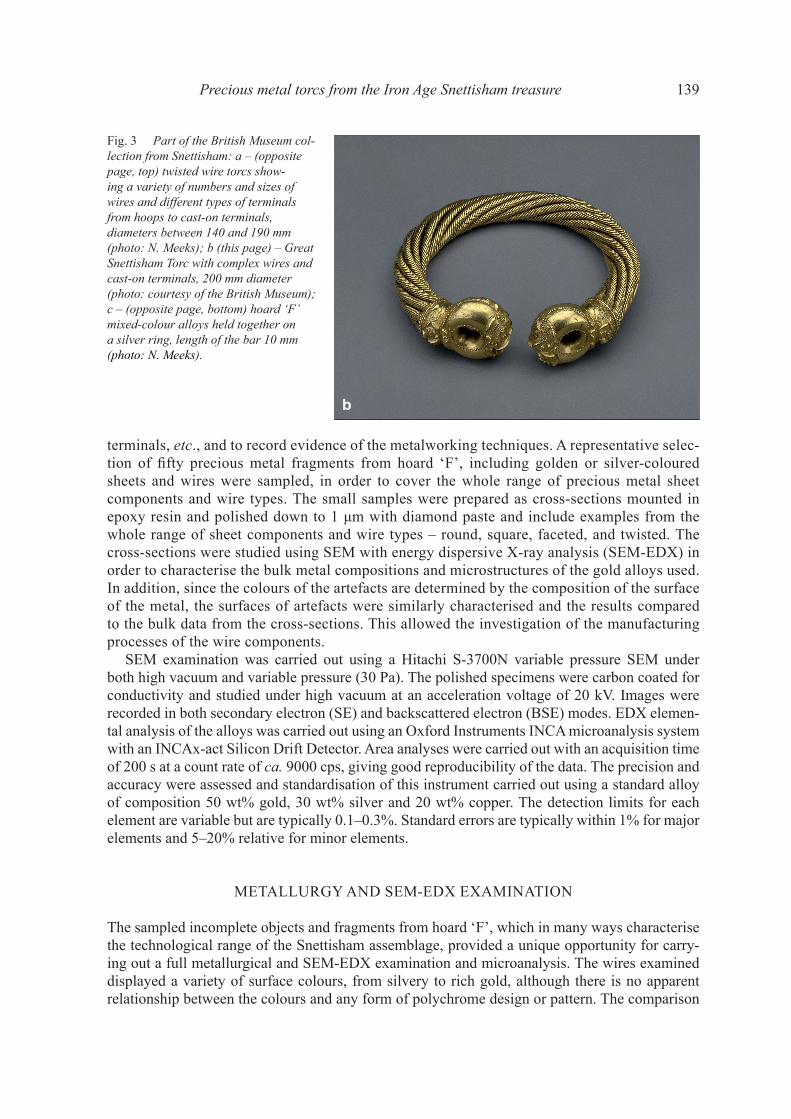
date to the late Iron Age, ca. 125 BC–60 BC (see Haselgrove 1999; Hobbs 2003), although some of the torcs may be 100–200 years older (e.g. see Garrow et al. 2009). The Snettisham torcs at the British Museum come from hoards D–L and comprise a large number of complete precious metal torcs made of twisted wire, such as the Great Torc, ranging from silver to rich gold in colour (Fig. 3a–b).
The materials and technologies of the various hoards have been the focus of a number of stu dies since their discovery and the results of the work conducted will be drawn together in the monograph ‘The Snettisham Treasure. Excavation report and catalogue’ (Joy forthcoming) and in associated publications (Cartwright et al. 2012). This contribution outlines the preliminary sci-HQWL¿F�UHVXOWV�REWDLQHG�IURP�SDUW�RI�WKH�PDWHULDO�KHOG�DW�WKH�%ULWLVK�0XVHXP�DQG�1RUZLFK�&DVWOH�Museum and focuses particularly on the characterisation of the material from hoard ‘F’ made of gold alloys. Complete twisted wire torcs as well as damaged pieces, scrap metal wires and sheets for which sampling was possible were examined. For comparison, the manufacturing methods of the tubular gold torcs from the Norwich Castle Museum are also discussed. Hoard ‘F’ contains EURNHQ�IUDJPHQWV�IURP�PRUH�WKDQ�¿IW\�GLIIHUHQW�WRUFV��VHYHQW\�EUDFHOHWV�DQG�ULQJV��WKUHH�LQJRWV�and nine gold coins, weighing over nine kilograms in total (Fig. 3c) (Stead 1991, 447). The hoard ZDV�SODFHG�LQVLGH�DQ�DV�\HW�XQLGHQWL¿HG�EURQ]H�FRQWDLQHU��ZKLFK�FRQVHUYDWLRQ�DQG�UHFRQVWUXFWLRQ�of the fragments suggest may have been a helmet) and buried in a hole 350 mm wide and 200 mm deep (Stead 1991). Both the alloy composition and physical features of a selection of artefacts and fragments were thoroughly investigated to identify the different alloys and metalworking tech-nologies. The full technological investigation is to be published in the aforementioned monograph (Joy forthcoming).
METHODOLOGY
Using the complementary techniques of optical microscopy and scanning electron microscopy (SEM), several complete torcs and fragments were studied to characterise their surface tex-tures and colours as well as examining the ends of cut or broken wires, manufacturing defects,
Fig. 2 +ROORZ�WRUF�IURP��6QHWWLVKDP�KRDUG�$��LQY��QR�������������1RUZLFK�&DVWOH�0XVHXP��GLDPHWHU�FD������PP��photo: courtesy of the British Museum).
N. Meeks et al.138
a
c
Precious metal torcs from the Iron Age Snettisham treasure 139
terminals, etc., and to record evidence of the metalworking techniques. A representative selec-WLRQ� RI� �¿IW\� SUHFLRXV�PHWDO� IUDJPHQWV� IURP� KRDUG� µ)¶�� LQFOXGLQJ� JROGHQ� RU� VLOYHU�FRORXUHG�sheets and wires were sampled, in order to cover the whole range of precious metal sheet components and wire types. The small samples were prepared as cross-sections mounted in HSR[\�UHVLQ�DQG�SR�OLVKHG�GRZQ�WR���ȝP�ZLWK�GLDPRQG�SDVWH�DQG�LQFOXGH�H[DPSOHV�IURP�WKH�whole range of sheet components and wire types – round, square, faceted, and twisted. The cross-sections were studied using SEM with energy dispersive X-ray analysis (SEM-EDX) in order to characterise the bulk metal compositions and microstructures of the gold alloys used. In addition, since the colours of the artefacts are determined by the composition of the surface of the metal, the surfaces of artefacts were similarly characterised and the results compared to the bulk data from the cross-sections. This allowed the investigation of the manufacturing processes of the wire components.
SEM examination was carried out using a Hitachi S-3700N variable pressure SEM under both high vacuum and variable pressure (30 Pa). The polished specimens were carbon coated for conductivity and studied under high vacuum at an acceleration voltage of 20 kV. Images were recorded in both secondary electron (SE) and backscattered electron (BSE) modes. EDX elemen-tal analysis of the alloys was carried out using an Oxford Instruments INCA microanalysis system with an INCAx-act Silicon Drift Detector. Area analyses were carried out with an acquisition time of 200 s at a count rate of ca. 9000 cps, giving good reproducibility of the data. The precision and accuracy were assessed and standardisation of this instrument carried out using a standard alloy of composition 50 wt% gold, 30 wt% silver and 20 wt% copper. The detection limits for each HOHPHQW�DUH�YDULDEOH�EXW�DUH�W\SLFDOO\����±������6WDQGDUG�HUURUV�DUH�W\SLFDOO\�ZLWKLQ����IRU�PDMRU�elements and 5–20% relative for minor elements.
METALLURGY AND SEM-EDX EXAMINATION
7KH�VDPSOHG�LQFRPSOHWH�REMHFWV�DQG�IUDJPHQWV�IURP�KRDUG�µ)¶��ZKLFK�LQ�PDQ\�ZD\V�FKDUDFWHULVH�the technological range of the Snettisham assemblage, provided a unique opportunity for carry-ing out a full metallurgical and SEM-EDX examination and microanalysis. The wires examined displayed a variety of surface colours, from silvery to rich gold, although there is no apparent relationship between the colours and any form of polychrome design or pattern. The comparison
Fig. 3 Part of the British Museum col-lection from Snettisham: a – ( opposite page, top) twisted wire torcs show-ing a variety of numbers and sizes of wires and different types of terminals from hoops to cast-on terminals, GLDPHWHUV�EHWZHHQ�����DQG�����PP��SKRWR��1��0HHNV���E��WKLV�SDJH��±�*UHDW� Snettisham Torc with complex wires and FDVW�RQ�WHUPLQDOV������PP�GLDPHWHU��SKRWR��FRXUWHV\�RI�WKH�%ULWLVK�0XVHXP���c – (opposite page, bottom) hoard ‘F’ mixed-colour alloys held together on D�VLOYHU�ULQJ��OHQJWK�RI�WKH�EDU����PP�(SKRWR��1��0HHNV).
b
N. Meeks et al.140
between the composition and microstructure of uncorroded core regions and their associated sur-faces enabled the metallurgical processes used in the manufacture of the torcs and any surface treatments of the wire and sheet components to be ascertained.
Gold sheet
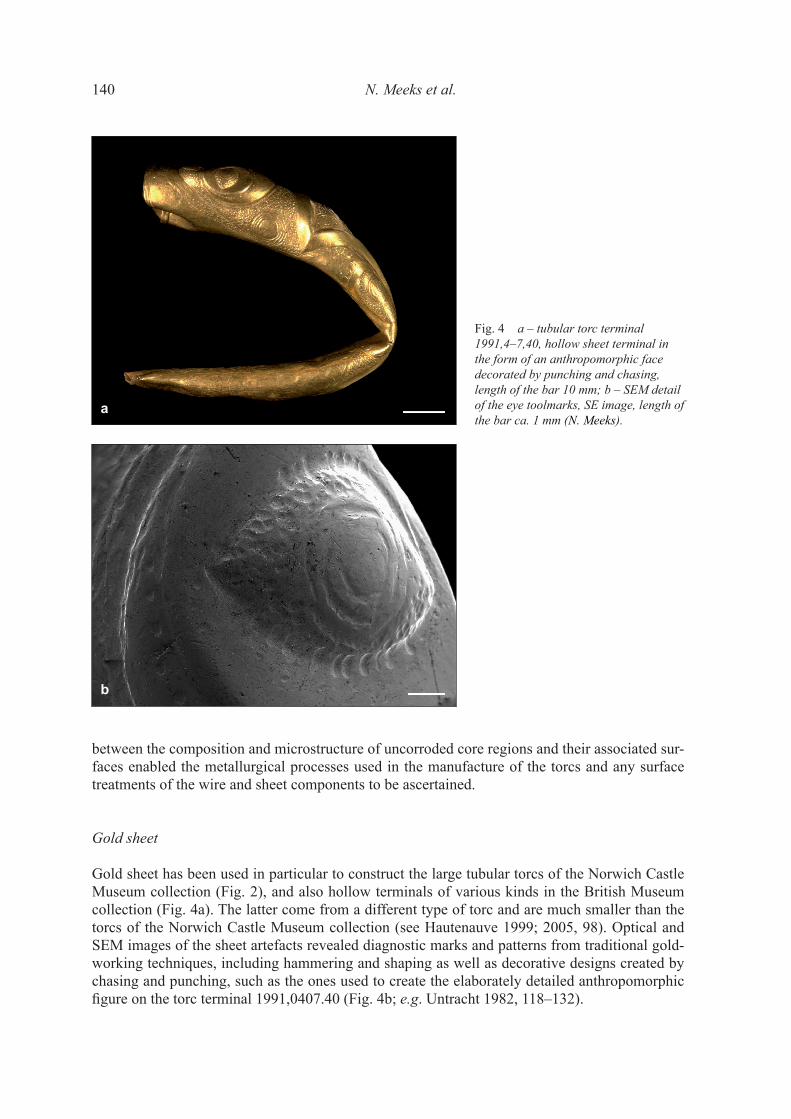
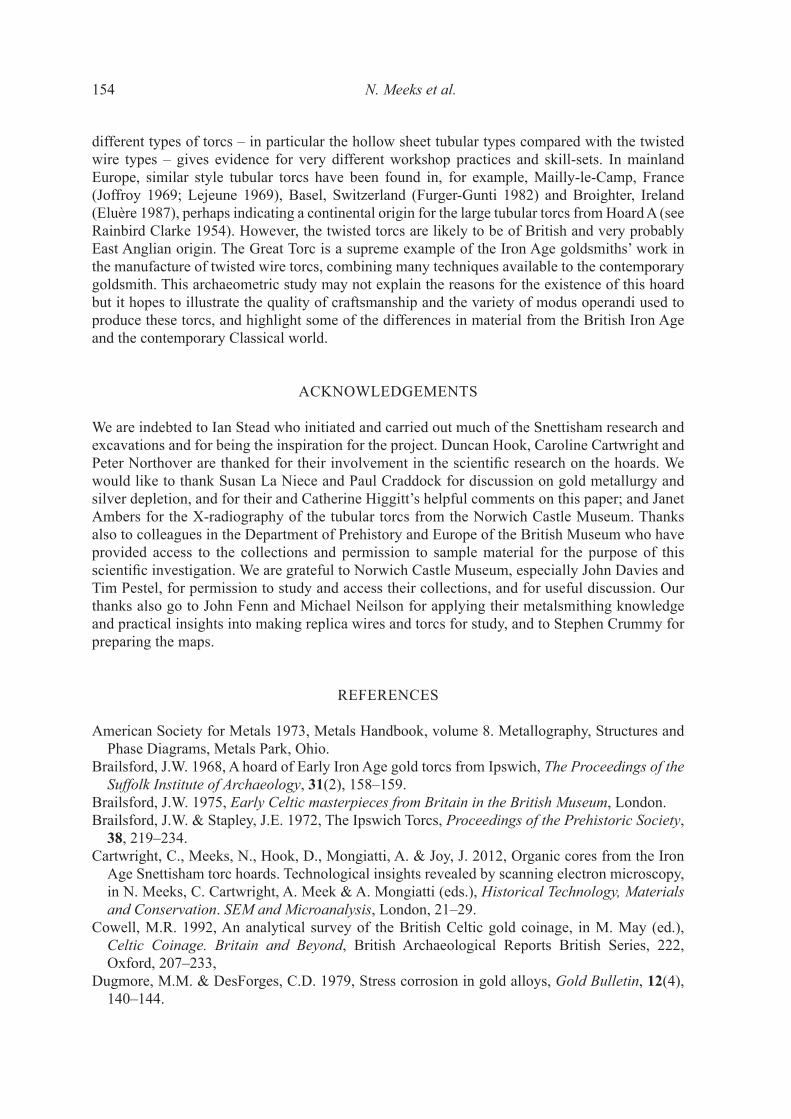
Gold sheet has been used in particular to construct the large tubular torcs of the Norwich Castle Museum collection (Fig. 2), and also hollow terminals of various kinds in the British Museum collection (Fig. 4a). The latter come from a different type of torc and are much smaller than the torcs of the Norwich Castle Museum collection (see Hautenauve 1999; 2005, 98). Optical and SEM images of the sheet artefacts revealed diagnostic marks and patterns from traditional gold-working techniques, including hammering and shaping as well as decorative designs created by cha sing and punching, such as the ones used to create the elaborately detailed anthropomorphic ¿JXUH�RQ�WKH�WRUF�WHUPLQDO���������������)LJ���E��e.g. Untracht 1982, 118 –132).
Fig. 4 a – tubular torc terminal ������±������KROORZ�VKHHW�WHUPLQDO�LQ�the form of an anthropomorphic face decorated by punching and chasing, OHQJWK�RI�WKH�EDU����PP��E�±�6(0�GHWDLO�of the eye toolmarks, SE image, length of the bar ca. 1 mm (1��0HHNV).
a
b
Precious metal torcs from the Iron Age Snettisham treasure 141
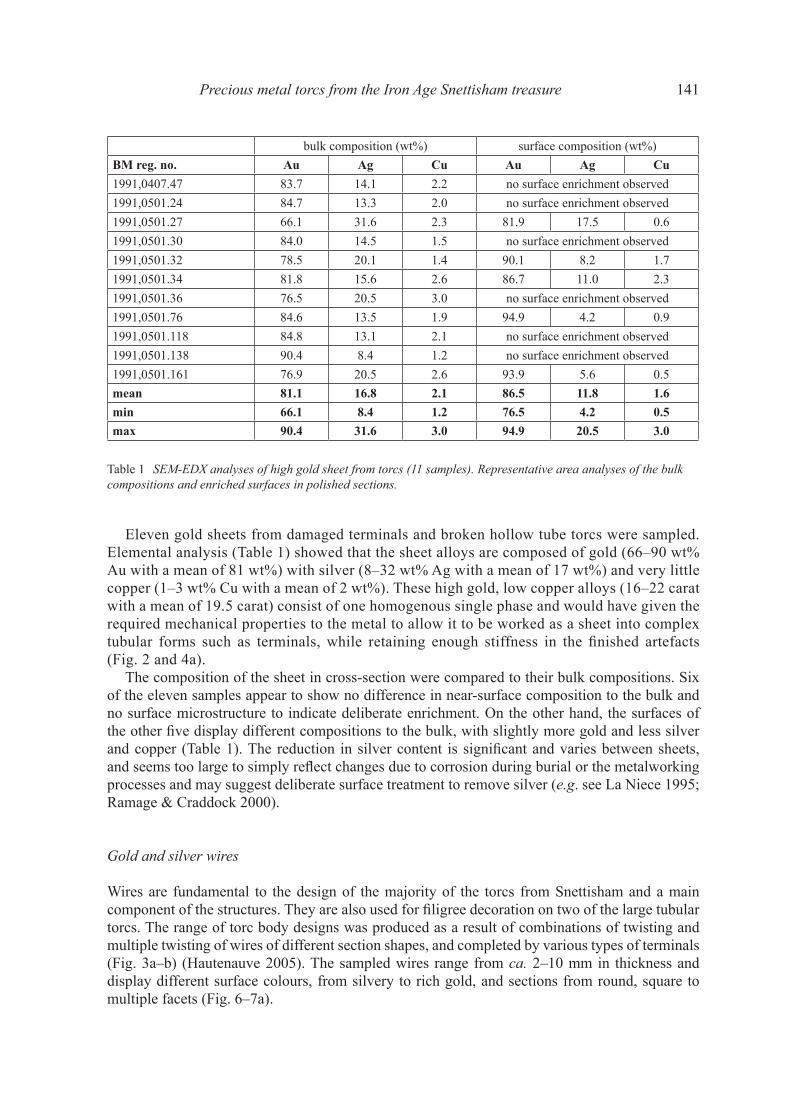
Eleven gold sheets from damaged terminals and broken hollow tube torcs were sampled. Elemental analysis (Table 1) showed that the sheet alloys are composed of gold (66–90 wt% Au with a mean of 81 wt%) with silver (8–32 wt% Ag with a mean of 17 wt%) and very little copper (1–3 wt% Cu with a mean of 2 wt%). These high gold, low copper alloys (16–22 carat with a mean of 19.5 carat) consist of one homogenous single phase and would have given the required mechanical properties to the metal to allow it to be worked as a sheet into complex WXEXODU� IRUPV� VXFK� DV� WHUPLQDOV��ZKLOH� UHWDLQLQJ� HQRXJK� VWLIIQHVV� LQ� WKH� ¿QLVKHG� DUWHIDFWV�(Fig. 2 and 4a).
The composition of the sheet in cross-section were compared to their bulk compositions. Six of the eleven samples appear to show no difference in near-surface composition to the bulk and no surface microstructure to indicate deliberate enrichment. On the other hand, the surfaces of WKH�RWKHU�¿YH�GLVSOD\�GLIIHUHQW�FRPSRVLWLRQV�WR�WKH�EXON��ZLWK�VOLJKWO\�PRUH�JROG�DQG�OHVV�VLOYHU�DQG�FRSSHU� �7DEOH�����7KH� UHGXFWLRQ� LQ�VLOYHU�FRQWHQW� LV� VLJQL¿FDQW�DQG�YDULHV�EHWZHHQ�VKHHWV��DQG�VHHPV�WRR�ODUJH�WR�VLPSO\�UHÀHFW�FKDQJHV�GXH�WR�FRUURVLRQ�GXULQJ�EXULDO�RU�WKH�PHWDOZRUNLQJ�processes and may suggest deliberate surface treatment to remove silver (e.g. see La Niece 1995; Ramage & Craddock 2000).
Gold and silver wires
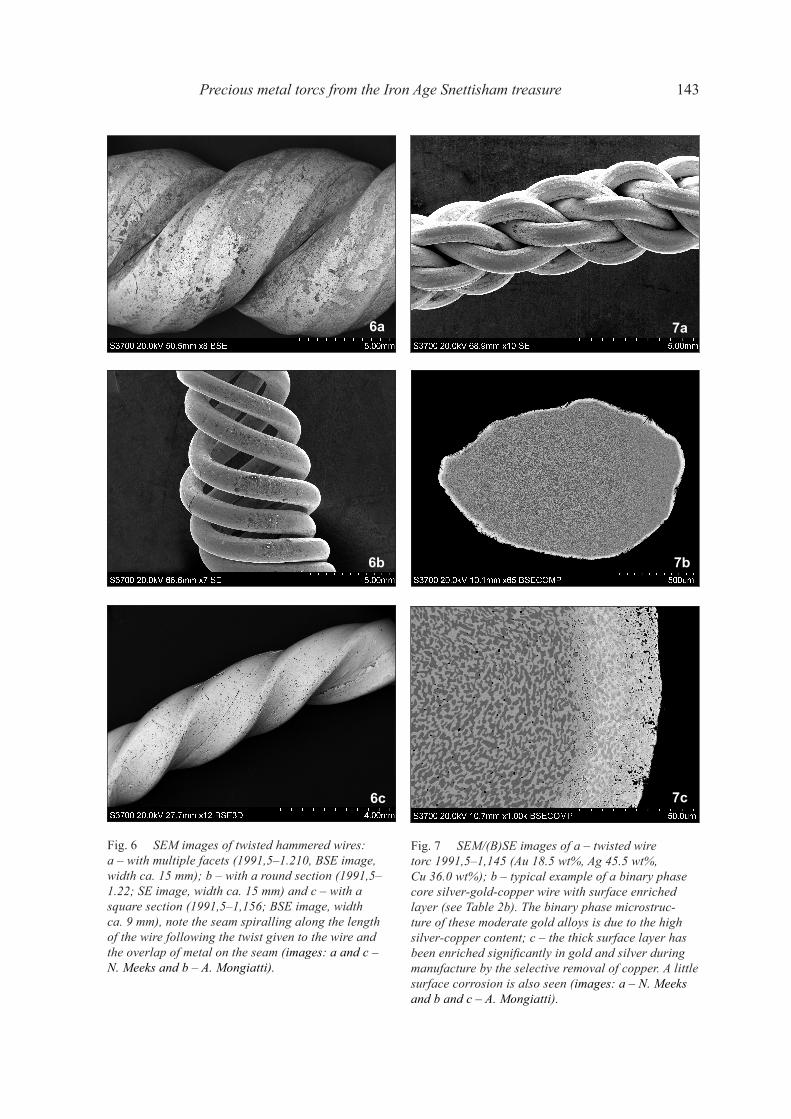
:LUHV�DUH� IXQGDPHQWDO� WR� WKH�GHVLJQ�RI� WKH�PDMRULW\�RI� WKH� WRUFV� IURP�6QHWWLVKDP�DQG�D�PDLQ�FRPSRQHQW�RI�WKH�VWUXFWXUHV��7KH\�DUH�DOVR�XVHG�IRU�¿OLJUHH�GHFRUDWLRQ�RQ�WZR�RI�WKH�ODUJH�WXEXODU�torcs. The range of torc body designs was produced as a result of combinations of twisting and multiple twisting of wires of different section shapes, and completed by various types of terminals (Fig. 3a–b) (Hautenauve 2005). The sampled wires range from ca. 2–10 mm in thickness and display different surface colours, from silvery to rich gold, and sections from round, square to multiple facets (Fig. 6–7a).
bulk composition (wt%) surface composition (wt%)BM reg. no. Au Ag Cu Au Ag Cu1991,0407.47 83.7 14.1 2.2 no surface enrichment observed1991,0501.24 84.7 13.3 2.0 no surface enrichment observed1991,0501.27 66.1 31.6 2.3 81.9 17.5 0.61991,0501.30 84.0 14.5 1.5 no surface enrichment observed1991,0501.32 78.5 20.1 1.4 90.1 8.2 1.71991,0501.34 81.8 15.6 2.6 86.7 11.0 2.31991,0501.36 76.5 20.5 3.0 no surface enrichment observed1991,0501.76 84.6 13.5 1.9 94.9 4.2 0.91991,0501.118 84.8 13.1 2.1 no surface enrichment observed1991,0501.138 90.4 8.4 1.2 no surface enrichment observed1991,0501.161 76.9 20.5 2.6 93.9 5.6 0.5mean 81.1 16.8 2.1 86.5 11.8 1.6min 66.1 8.4 1.2 76.5 4.2 0.5max 90.4 31.6 3.0 94.9 20.5 3.0
Table 1 6(0�(';�DQDO\VHV�RI�KLJK�JROG�VKHHW�IURP�WRUFV�����VDPSOHV���5HSUHVHQWDWLYH�DUHD�DQDO\VHV�RI�WKH�EXON�compositions and enriched surfaces in polished sections.

N. Meeks et al.142
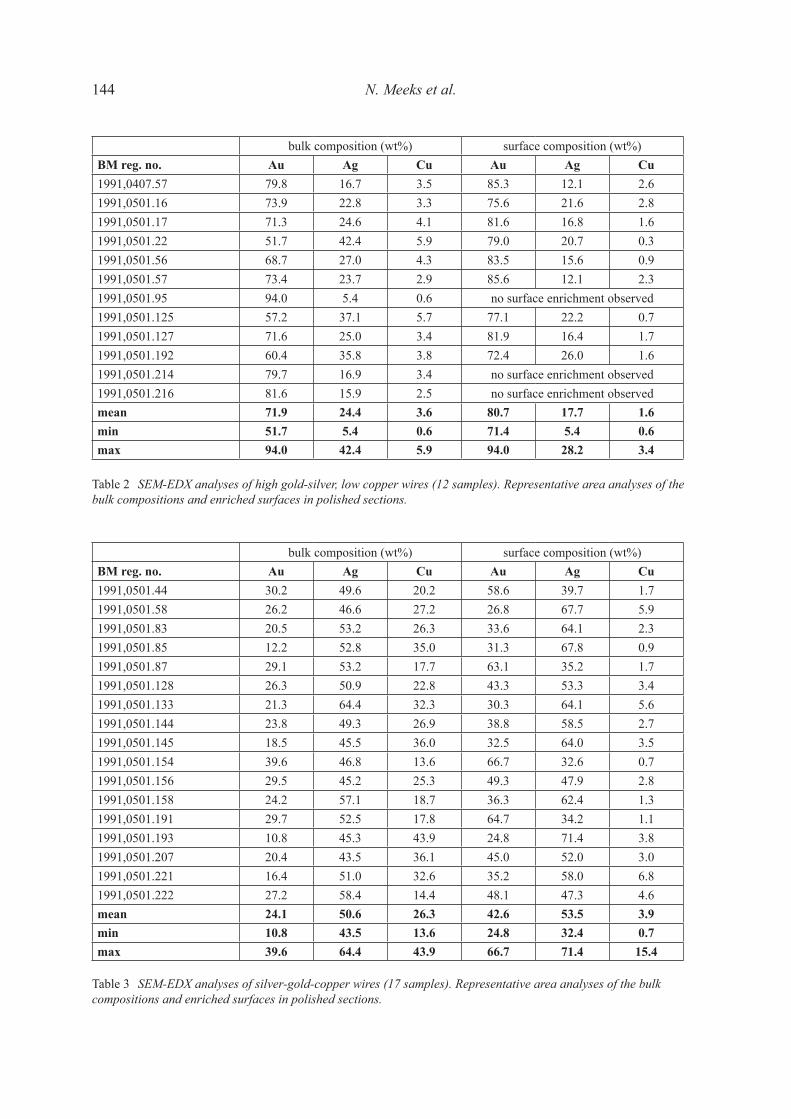
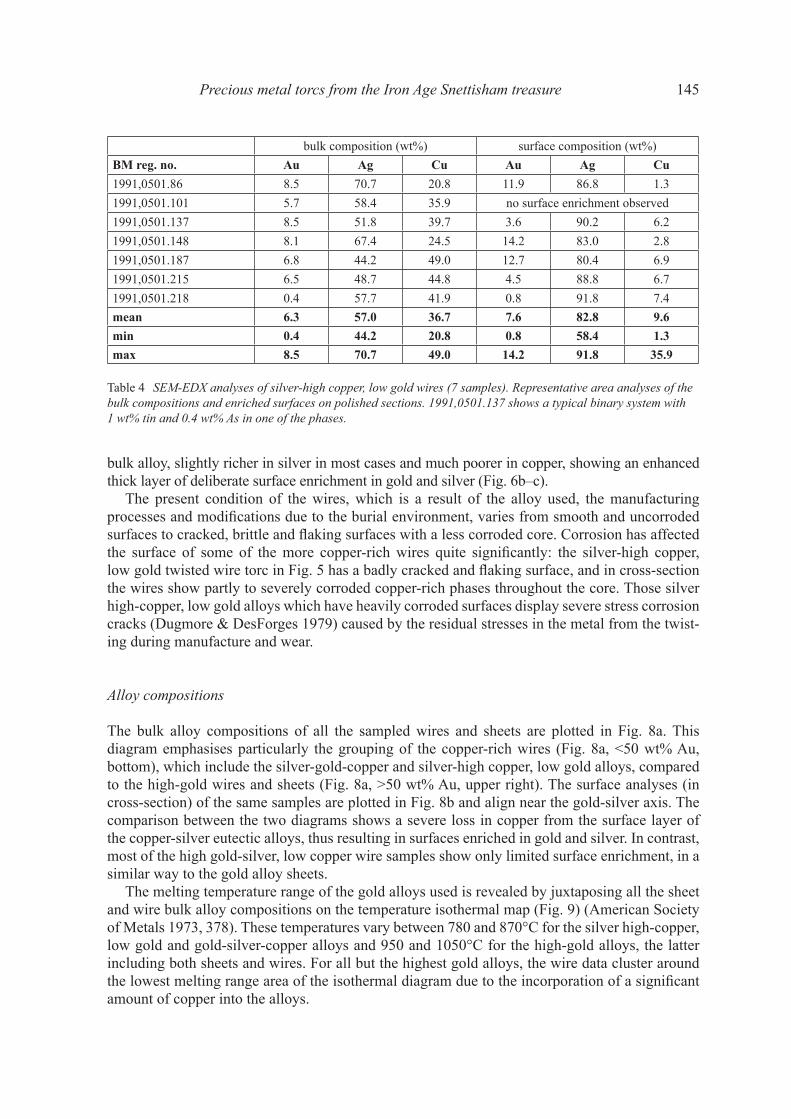
On the basis of the relative gold/silver/copper bulk concentrations, wires may be divided into three types of alloy: high gold-silver with low copper (Table 2), silver-gold-copper ( Table 3) and silver-high copper with low gold (Table 4; Fig. 5). The bulk microstructure of the high gold-silver, low copper alloys is a homogeneous solid solution. By contrast, the bulk micro-VWUXFWXUHV�RI�ERWK�WKH�VLOYHU�JROG�FRSSHU�DQG�WKH�VLOYHU�KLJK�FRSSHU��ORZ�JROG�ZLUHV�DUH�¿QHO\�dispersed binary phase structures (Fig. 7b–c). The binary phase cores of these latter two types of wires are essentially the result of the predominant silver-copper eutectic microstructure, with gold in solid solution distributed unevenly between the two phases, with more in the copper-rich phase than in the silver-rich one.
In cross-section, the surface microstructures show a compacted, presumably burnished, gold- and silver-enriched surface layer which varies in thickness from several µm to over 100 µm, and in one case 350 µm. Several also display some porosity on the very outside due to corrosion (Fig. 7c). These microstructures are very different from the core, suggesting a deliberate surface enrichment during manufacture which has altered the original composition of the wire and there-IRUH�WKH�VXUIDFH�FRORXU��7KLV�VLJQL¿FDQW�HQULFKPHQW�LQ�SUHFLRXV�PHWDOV�DQG�GHSOHWLRQ�LQ�EDVH�PHWDO�was most likely achieved through a combination of mechanical and chemical processes during manufacture (hammering-annealing-pickling), which are described in more detail below. Based on their bulk silver/gold ratio, the newly-manufactured wires would have shown three general shades of surface colour, due to the deliberate surface enrichment of these alloys (see the mean surface values in Table 2–4).
The difference between the surface and core compositions is greatest for those alloys of lowest gold content in the bulk and is most extreme in the case of the silver-high copper, low gold alloys, for which the surface colour is very silvery or a pale gold compared to the coppery coloured core (Table 4). The uneven distribution of gold between the two phases in the un-corroded bulk metal of the silver-copper eutectic alloys (the silver-gold-copper and the silver-high copper, low gold alloys) accounts for the high enrichment in gold where the copper is depleted from the wire surface. In FRQWUDVW��RQO\�D�IHZ�KLJK�JROG�VLOYHU��ORZ�FRSSHU�ZLUHV�H[KLELW�PDMRU�VXUIDFH�HQULFKPHQW�LQ�JROG�(Table 2). This is typically associated with local grain boundary corrosion which suggests it may partly result from burial and not only from deliberate surface treatment. Between these two extremes are the seventeen silver-gold-copper wires (Table 3). Their surfaces are much richer in gold than the
Fig. 5 D�±�EULWWOH�DQG�GDPDJHG�VLOYHU�ZLUHV�ZLWK�VWUHVV�FRUURVLRQ�FUDFNV�RQ�WKH�FRUURGHG�VXUIDFH��ÀDNLQJ�µVNLQ¶�DQG�WKH�VRXQG�FRUH�PHWDO��������±�������%6(�LPDJH�ZLGWK�FD����PP���E�±�FURVV�VHFWLRQ�RI�WKH�VLOYHU�FRSSHU�ULFK�wire showing the binary phase core with a light-grey silver-rich phase and a dark-grey partially corroded copper-ULFK�SKDVH��%6(�LPDJH�ZLGWK�FD������ȝP���LPDJHV��A. Mongiatti).
a b
Precious metal torcs from the Iron Age Snettisham treasure 143
6a
6c
7b
7a
7c
6b
Fig. 6 SEM images of twisted hammered wires: D�±�ZLWK�PXOWLSOH�IDFHWV��������±�������%6(�LPDJH��ZLGWK�FD�����PP���E�±�ZLWK�D�URXQG�VHFWLRQ��������±������6(�LPDJH��ZLGWK�FD�����PP��DQG�F�±�ZLWK�D�VTXDUH�VHFWLRQ��������±�������%6(�LPDJH��ZLGWK�FD����PP���QRWH�WKH�VHDP�VSLUDOOLQJ�DORQJ�WKH�OHQJWK�of the wire following the twist given to the wire and the overlap of metal on the seam (images: a and c – 1��0HHNV�DQG�E�±�$��0RQJLDWWL��
Fig. 7 6(0��%�6(�LPDJHV�RI�D�±�WZLVWHG�ZLUH�WRUF�������±�������$X������ZW���$J������ZW���&X������ZW����E�±��W\SLFDO�H[DPSOH�RI�D�ELQDU\�SKDVH�core silver-gold-copper wire with surface enriched layer (see Table 2b). The binary phase microstruc-ture of these moderate gold alloys is due to the high VLOYHU�FRSSHU�FRQWHQW��F�±�WKH�WKLFN�VXUIDFH�OD\HU�KDV�EHHQ�HQULFKHG�VLJQL¿FDQWO\�LQ�JROG�DQG�VLOYHU�GXULQJ�manufacture by the selective removal of copper. A little surface corrosion is also seen (LPDJHV��D�±�1��0HHNV�and b and c – A. Mongiatti).
N. Meeks et al.144
bulk composition (wt%) surface composition (wt%)BM reg. no. Au Ag Cu Au Ag Cu1991,0407.57 79.8 16.7 3.5 85.3 12.1 2.61991,0501.16 73.9 22.8 3.3 75.6 21.6 2.81991,0501.17 71.3 24.6 4.1 81.6 16.8 1.61991,0501.22 51.7 42.4 5.9 79.0 20.7 0.31991,0501.56 68.7 27.0 4.3 83.5 15.6 0.91991,0501.57 73.4 23.7 2.9 85.6 12.1 2.31991,0501.95 94.0 5.4 0.6 no surface enrichment observed1991,0501.125 57.2 37.1 5.7 77.1 22.2 0.71991,0501.127 71.6 25.0 3.4 81.9 16.4 1.71991,0501.192 60.4 35.8 3.8 72.4 26.0 1.61991,0501.214 79.7 16.9 3.4 no surface enrichment observed1991,0501.216 81.6 15.9 2.5 no surface enrichment observedmean 71.9 24.4 3.6 80.7 17.7 1.6min 51.7 5.4 0.6 71.4 5.4 0.6max 94.0 42.4 5.9 94.0 28.2 3.4
Table 2 6(0�(';�DQDO\VHV�RI�KLJK�JROG�VLOYHU��ORZ�FRSSHU�ZLUHV�����VDPSOHV���5HSUHVHQWDWLYH�DUHD�DQDO\VHV�RI�WKH�bulk compositions and enriched surfaces in polished sections.
Table 3 6(0�(';�DQDO\VHV�RI�VLOYHU�JROG�FRSSHU�ZLUHV�����VDPSOHV���5HSUHVHQWDWLYH�DUHD�DQDO\VHV�RI�WKH�EXON�compositions and enriched surfaces in polished sections.
bulk composition (wt%) surface composition (wt%)BM reg. no. Au Ag Cu Au Ag Cu1991,0501.44 30.2 49.6 20.2 58.6 39.7 1.71991,0501.58 26.2 46.6 27.2 26.8 67.7 5.91991,0501.83 20.5 53.2 26.3 33.6 64.1 2.31991,0501.85 12.2 52.8 35.0 31.3 67.8 0.91991,0501.87 29.1 53.2 17.7 63.1 35.2 1.71991,0501.128 26.3 50.9 22.8 43.3 53.3 3.41991,0501.133 21.3 64.4 32.3 30.3 64.1 5.61991,0501.144 23.8 49.3 26.9 38.8 58.5 2.71991,0501.145 18.5 45.5 36.0 32.5 64.0 3.51991,0501.154 39.6 46.8 13.6 66.7 32.6 0.71991,0501.156 29.5 45.2 25.3 49.3 47.9 2.81991,0501.158 24.2 57.1 18.7 36.3 62.4 1.31991,0501.191 29.7 52.5 17.8 64.7 34.2 1.11991,0501.193 10.8 45.3 43.9 24.8 71.4 3.81991,0501.207 20.4 43.5 36.1 45.0 52.0 3.01991,0501.221 16.4 51.0 32.6 35.2 58.0 6.81991,0501.222 27.2 58.4 14.4 48.1 47.3 4.6mean 24.1 50.6 26.3 42.6 53.5 3.9min 10.8 43.5 13.6 24.8 32.4 0.7max 39.6 64.4 43.9 66.7 71.4 15.4
Precious metal torcs from the Iron Age Snettisham treasure 145
bulk alloy, slightly richer in silver in most cases and much poorer in copper, showing an enhanced thick layer of deliberate surface enrichment in gold and silver (Fig. 6b–c).
The present condition of the wires, which is a result of the alloy used, the manufacturing SURFHVVHV�DQG�PRGL¿FDWLRQV�GXH�WR�WKH�EXULDO�HQYLURQPHQW��YDULHV�IURP�VPRRWK�DQG�XQFRUURGHG�VXUIDFHV�WR�FUDFNHG��EULWWOH�DQG�ÀDNLQJ�VXUIDFHV�ZLWK�D�OHVV�FRUURGHG�FRUH��&RUURVLRQ�KDV�DIIHFWHG�WKH� VXUIDFH� RI� VRPH� RI� WKH�PRUH� FRSSHU�ULFK�ZLUHV� TXLWH� VLJQL¿FDQWO\�� WKH� VLOYHU�KLJK� FRSSHU��ORZ�JROG�WZLVWHG�ZLUH�WRUF�LQ�)LJ����KDV�D�EDGO\�FUDFNHG�DQG�ÀDNLQJ�VXUIDFH��DQG�LQ�FURVV�VHFWLRQ�the wires show partly to severely corroded copper-rich phases throughout the core. Those silver high-copper, low gold alloys which have heavily corroded surfaces display severe stress corrosion cracks (Dugmore & DesForges 1979) caused by the residual stresses in the metal from the twist-ing during manufacture and wear.
Alloy compositions
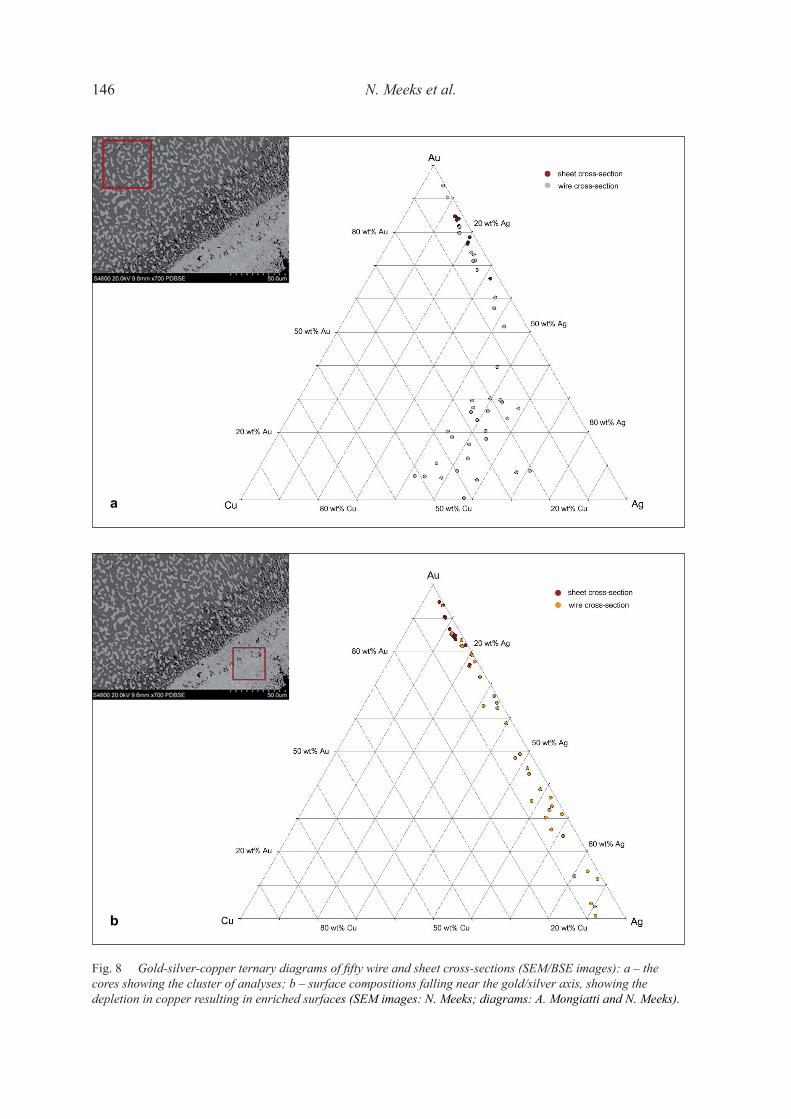
The bulk alloy compositions of all the sampled wires and sheets are plotted in Fig. 8a. This diagram emphasises particularly the grouping of the copper-rich wires (Fig. 8a, <50 wt% Au, bottom), which include the silver-gold-copper and silver-high copper, low gold alloys, compared to the high-gold wires and sheets (Fig. 8a, >50 wt% Au, upper right). The surface analyses (in cross-section) of the same samples are plotted in Fig. 8b and align near the gold-silver axis. The comparison between the two diagrams shows a severe loss in copper from the surface layer of the copper-silver eutectic alloys, thus resulting in surfaces enriched in gold and silver. In contrast, most of the high gold-silver, low copper wire samples show only limited surface enrichment, in a similar way to the gold alloy sheets.
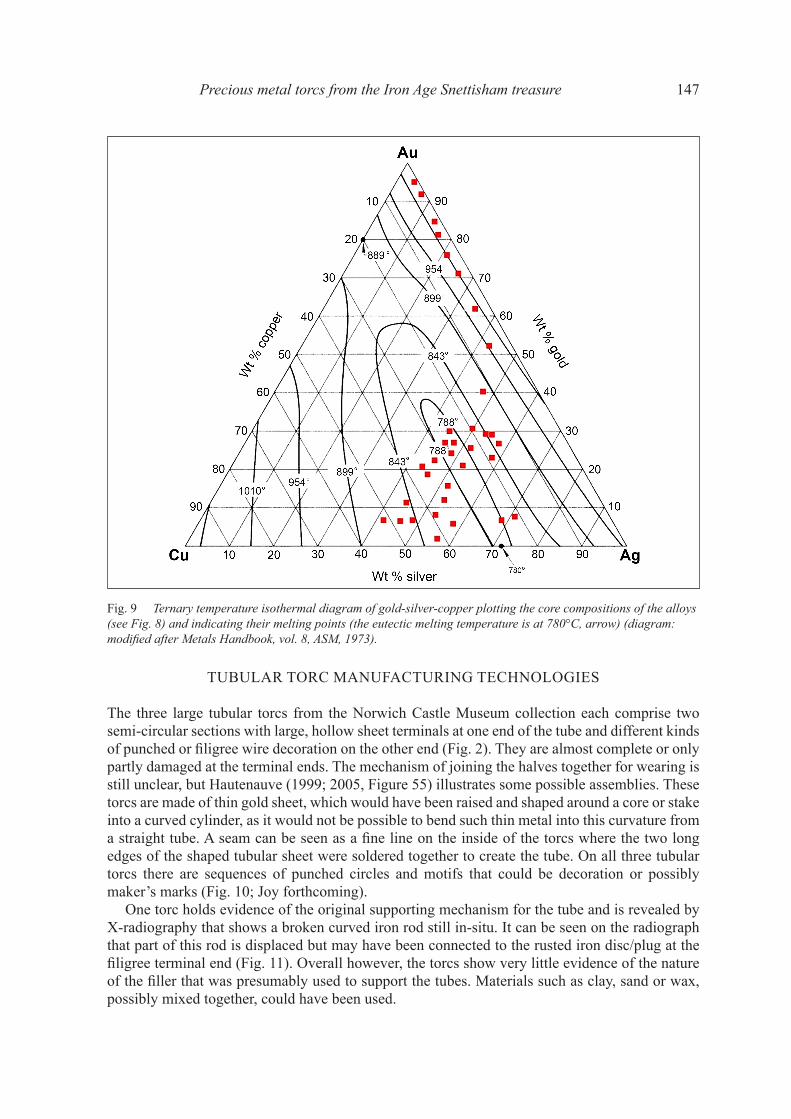
7KH�PHOWLQJ�WHPSHUDWXUH�UDQJH�RI�WKH�JROG�DOOR\V�XVHG�LV�UHYHDOHG�E\�MX[WDSRVLQJ�DOO�WKH�VKHHW�and wire bulk alloy compositions on the temperature isothermal map (Fig. 9) (American Society of Metals 1973, 378). These temperatures vary between 780 and 870°C for the silver high-copper, low gold and gold-silver-copper alloys and 950 and 1050°C for the high-gold alloys, the latter including both sheets and wires. For all but the highest gold alloys, the wire data cluster around WKH�ORZHVW�PHOWLQJ�UDQJH�DUHD�RI�WKH�LVRWKHUPDO�GLDJUDP�GXH�WR�WKH�LQFRUSRUDWLRQ�RI�D�VLJQL¿FDQW�amount of copper into the alloys.
bulk composition (wt%) surface composition (wt%)BM reg. no. Au Ag Cu Au Ag Cu1991,0501.86 8.5 70.7 20.8 11.9 86.8 1.31991,0501.101 5.7 58.4 35.9 no surface enrichment observed1991,0501.137 8.5 51.8 39.7 3.6 90.2 6.21991,0501.148 8.1 67.4 24.5 14.2 83.0 2.81991,0501.187 6.8 44.2 49.0 12.7 80.4 6.91991,0501.215 6.5 48.7 44.8 4.5 88.8 6.71991,0501.218 0.4 57.7 41.9 0.8 91.8 7.4mean 6.3 57.0 36.7 7.6 82.8 9.6min 0.4 44.2 20.8 0.8 58.4 1.3max 8.5 70.7 49.0 14.2 91.8 35.9
Table 4 6(0�(';�DQDO\VHV�RI�VLOYHU�KLJK�FRSSHU��ORZ�JROG�ZLUHV����VDPSOHV���5HSUHVHQWDWLYH�DUHD�DQDO\VHV�RI�WKH�EXON�FRPSRVLWLRQV�DQG�HQULFKHG�VXUIDFHV�RQ�SROLVKHG�VHFWLRQV����������������VKRZV�D�W\SLFDO�ELQDU\�V\VWHP�ZLWK���ZW��WLQ�DQG�����ZW��$V�LQ�RQH�RI�WKH�SKDVHV�
N. Meeks et al.146
Fig. 8 *ROG�VLOYHU�FRSSHU�WHUQDU\�GLDJUDPV�RI�¿IW\�ZLUH�DQG�VKHHW�FURVV�VHFWLRQV��6(0�%6(�LPDJHV���D�±�WKH�FRUHV�VKRZLQJ�WKH�FOXVWHU�RI�DQDO\VHV��E�±�VXUIDFH�FRPSRVLWLRQV�IDOOLQJ�QHDU�WKH�JROG�VLOYHU�D[LV��VKRZLQJ�WKH� depletion in copper resulting in enriched surfacHV��6(0�LPDJHV��1��0HHNV��GLDJUDPV��$��0RQJLDWWL�DQG�1��0HHNV��
a
b
Precious metal torcs from the Iron Age Snettisham treasure 147
TUBULAR TORC MANUFACTURING TECHNOLOGIES
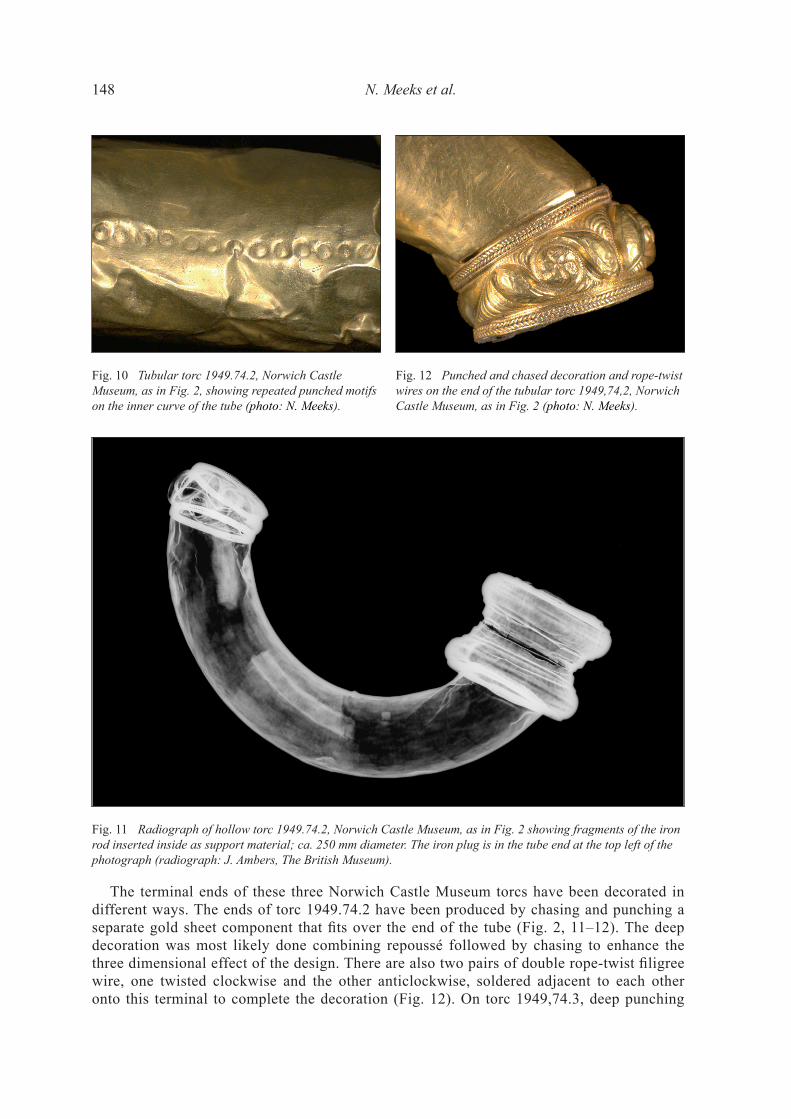
The three large tubular torcs from the Norwich Castle Museum collection each comprise two semi-circular sections with large, hollow sheet terminals at one end of the tube and different kinds RI�SXQFKHG�RU�¿OLJUHH�ZLUH�GHFRUDWLRQ�RQ�WKH�RWKHU�HQG��)LJ������7KH\�DUH�DOPRVW�FRPSOHWH�RU�RQO\�SDUWO\�GDPDJHG�DW�WKH�WHUPLQDO�HQGV��7KH�PHFKDQLVP�RI�MRLQLQJ�WKH�KDOYHV�WRJHWKHU�IRU�ZHDULQJ�LV�still unclear, but Hautenauve (1999; 2005, Figure 55) illustrates some possible assemblies. These torcs are made of thin gold sheet, which would have been raised and shaped around a core or stake into a curved cylinder, as it would not be possible to bend such thin metal into this curvature from D�VWUDLJKW�WXEH��$�VHDP�FDQ�EH�VHHQ�DV�D�¿QH�OLQH�RQ�WKH�LQVLGH�RI�WKH�WRUFV�ZKHUH�WKH�WZR�ORQJ�edges of the shaped tubular sheet were soldered together to create the tube. On all three tubular torcs there are sequences of punched circles and motifs that could be decoration or possibly maker’s marks (Fig. 10; Joy forthcoming).
One torc holds evidence of the original supporting mechanism for the tube and is revealed by X-radiography that shows a broken curved iron rod still in-situ. It can be seen on the radiograph that part of this rod is displaced but may have been connected to the rusted iron disc/plug at the ¿OLJUHH�WHUPLQDO�HQG��)LJ�������2YHUDOO�KRZHYHU��WKH�WRUFV�VKRZ�YHU\�OLWWOH�HYLGHQFH�RI�WKH�QDWXUH�RI�WKH�¿OOHU�WKDW�ZDV�SUHVXPDEO\�XVHG�WR�VXSSRUW�WKH�WXEHV��0DWHULDOV�VXFK�DV�FOD\��VDQG�RU�ZD[��possibly mixed together, could have been used.
Fig. 9 Ternary temperature isothermal diagram of gold-silver-copper plotting the core compositions of the alloys �VHH�)LJ�����DQG�LQGLFDWLQJ�WKHLU�PHOWLQJ�SRLQWV��WKH�HXWHFWLF�PHOWLQJ�WHPSHUDWXUH�LV�DW�����&��DUURZ���GLDJUDP��PRGL¿HG�DIWHU�0HWDOV�+DQGERRN��YRO�����$60��������
N. Meeks et al.148
Fig. 10 7XEXODU�WRUF������������1RUZLFK�&DVWOH� Museum, as in Fig. 2, showing repeated punched motifs on the inner curve of the tube (SKRWR��1��0HHNV).
Fig. 11 5DGLRJUDSK�RI�KROORZ�WRUF������������1RUZLFK�&DVWOH�0XVHXP��DV�LQ�)LJ����VKRZLQJ�IUDJPHQWV�RI�WKH�LURQ�URG�LQVHUWHG�LQVLGH�DV�VXSSRUW�PDWHULDO��FD������PP�GLDPHWHU��7KH�LURQ�SOXJ�LV�LQ�WKH�WXEH�HQG�DW�WKH�WRS�OHIW�RI�WKH�photograph (radiograph: J. Ambers, The British Museum).
The terminal ends of these three Norwich Castle Museum torcs have been decorated in different ways. The ends of torc 1949.74.2 have been produced by chasing and punching a VHSDUDWH�JROG�VKHHW�FRPSRQHQW� WKDW�¿WV�RYHU� WKH�HQG�RI� WKH� WXEH��)LJ�������±�����7KH�GHHS�decoration was most likely done combining repoussé followed by chasing to enhance the WKUHH�GLPHQVLRQDO�HIIHFW�RI�WKH�GHVLJQ��7KHUH�DUH�DOVR�WZR�SDLUV�RI�GRXEOH�URSH�WZLVW�¿OLJUHH�ZLUH�� RQH� WZLVWHG� FORFNZLVH� DQG� WKH� RWKHU� DQWLFORFNZLVH�� VROGHUHG� DGMDFHQW� WR� HDFK� RWKHU�onto this terminal to complete the decoration (Fig. 12). On torc 1949,74.3, deep punching
Fig. 12 Punched and chased decoration and rope-twist ZLUHV�RQ�WKH�HQG�RI�WKH�WXEXODU�WRUF������������1RUZLFK�Castle Museum, as in Fig. 2 (SKRWR��1��0HHNV).

Precious metal torcs from the Iron Age Snettisham treasure 149
was applied to soldered strips on the end of one tube to simulate beaded wires, while on torc 1949,74.1, true beaded wire was soldered to the tube at the opposite end to the terminal (Joy forthcoming). Beaded wire is common in contemporary Mediterranean goldsmithing and its PDQXIDFWXUH� UHTXLUHV� VSHFLDOLVHG� VKDSHG� WRROV� �:KLW¿HOG� ������:LOOLDPV� � 2JGHQ� ������23–25) but the beaded wire on torc 1949,74.1 is the only example found amongst the numer-ous Snettisham hoard wire fragments.
TWISTED WIRE TORC MANUFACTURING TECHNOLOGIES
Most of the torcs in the British Museum collection are made of a variety of twisted wires (Fig. 3a). The largest torcs are about 200 mm in diameter (e.g. the Great Torc, Fig. 3b), while the smallest are wrist-size and most likely used as bracelets. As discussed above, the wires used in the manufacture RI�WKH�WRUFV�YDU\�LQ�VHFWLRQ�SUR¿OH��FRORXU��GLDPHWHU���±���PP��DQG�QXPEHU��EHWZHHQ���DQG����SHU�torc). The simplest torcs have a pair of twisted wires, while the Great Torc, for example, has eight composite wires each made of eight individual wires (Fig. 3b; Joy forthcoming).
Wire manufacture
)URP�WKH�VFLHQWL¿F�GDWD�DQG�SUDFWLFDO�PHWDOVPLWKLQJ�YLHZSRLQW��WKH�PDQXIDFWXUH�DQG�VXUIDFH�WUHDW-ment of the wires can be summarised as follows. Shaping the initial cast metal rod or bar into wire ZRXOG�KDYH�EHHQ�FDUULHG�RXW�¿UVW�E\�KDPPHULQJ�LW�WR�D�VTXDUH�VHFWLRQ�WR�UHGXFH�LWV�LQLWLDO�VL]H�DQG�begin the extension process. This would be followed by hammering facets along the length of the square section corners and repeating to produce the desired section type and diameter. This would account for the large number of wires of different diameters that show faceting (Fig. 6a). The use of hammering is indicated by the multiple facets and the smearing of the soft metal along the facets, visible on many wires (Fig. 6c). These features have been reproduced by experimental replication (Joy forthcoming). In practical terms, the wire thickness could be reduced each time by up to ca. 30% to maintain the section shape, with corresponding elongation to the thinner wire section and annealing DV�UHTXLUHG��3URGXFLQJ�ZLUH�LQ�WKLV�PDQQHU�LV�IDU�PRUH�HI¿FLHQW�WKDQ�WU\LQJ�WR�PDNH�D�URXQG�VHFWLRQ�directly through continuous rotation during hammering (J. Fenn, personal communication).
Between hammering sequences, annealing above recrystallisation temperature, i.e. at ca. 600°C, would have been essential to soften the alloy to restore its ductility (e.g. Untracht 1982, 30). Further hammering without annealing would propagate cracks through the metal until it breaks, with no further elongation. Gold-rich wires, which show no or a very low surface enrich-ment in gold, would have been less prone to stress cracking, and therefore would have required less annealing. Annealing oxidises the copper of the surface layer and pickling the heated wire in a mild acidic medium immediately after annealing (Untracht 1982, 417–421) removes the newly formed black copper oxide leaving a porous surface behind. Further hammering would elongate the wire and simultaneously compress its porous surface by eliminating the voids left behind when the copper oxide was removed. The repetitive combination of hammering and annealing with pickling would have progressively enriched the surface of the wire in gold and silver without the need for any additional processes, and resulted in the variety of colour shades observed from pale to rich gold. Thus repeated sequences of hammering-annealing-pickling appear to be the PDLQ�SURFHVV�WKDW�FUHDWHG�WKH�¿QDO�FRORXUV�RI�WKH�ZLUHV��
These observations on the physical and compositional characteristics of the wire and their sur-IDFHV�DQG�WKH�SURSRVHG�PRGHO�IRU�ZLUH�SURGXFWLRQ�KDYH�EHHQ�UHSURGXFHG�DQG�FRQ¿UPHG�E\�H[SHUL-mental smithing on silver-copper alloys (J. Fenn, personal communication; Joy forthcoming).
N. Meeks et al.150
Twisted wire torc manufacture
The prepared wires would then be twisted individually or combined in multiple twisted wires, to produce the range of multiple wire body torcs that were found (Fig. 3). Depending on the complexity of the design, these were further twisted with other pairs or strands of twisted wires to make more elaborate constructions (Fig. 3, 5a and 7a).
The manufacturing processes of the composite multiple strand wire torcs with cast-on termi-nals, such as the Great Torc (Fig. 3b), are described below. In order to facilitate multiple wire twisting and create the curvature of the complex torcs to the required penannular shape, the torcs, which have hollow cavities, would have most likely been twisted around a former. This former FRXOG�KDYH�EHHQ�D�WKLQ�ÀH[LEOH�ZRRG�VWHP��VXFK�DV�WKH�RQHV�VWLOO�REVHUYHG�LQVLGH�VPDOO�EURQ]H�torcs (Cartwright et al. 2012), or a softened (annealed) metal rod similar to the copper alloy rod used to make a reconstruction of the Great Torc by conservators of the British Museum (Joy forth-coming). The former would have prevented the wires from collapsing on themselves during the forceful twisting process. There are two possibilities for producing the curvature into the penan-nular shape for multiple wire body torcs. From the studied artefacts and experimental replications, the most likely method would be to produce a straight composite multiple twisted wire body with either both wire ends unclamped or with one clamped. This body would be bent to a curved shape. The outside of the curve is longer than the inside curve so the wires must have been able to slide over each other and the core former during this shaping process: simply bending to stretch the outer wires and compress the inner wires would not work. Once bent, the ends of the torc would be clamped to prevent the array of bent wires from springing back and maintain the permanent SHQDQQXODU�VKDSH��7KH�DOWHUQDWLYH�SRVVLELOLW\��DOWKRXJK�PRUH�GLI¿FXOW�DQG�OHVV�OLNHO\��ZRXOG�EH�WR�twist the composite wires around a pre-shaped metal core. At this stage, the core former would most likely be removed from the open end of the hollow curved torc body tube. The body wires of these composite torcs would then be ready for casting on the terminals using the lost-wax process (Untracht 1982, 490–510).
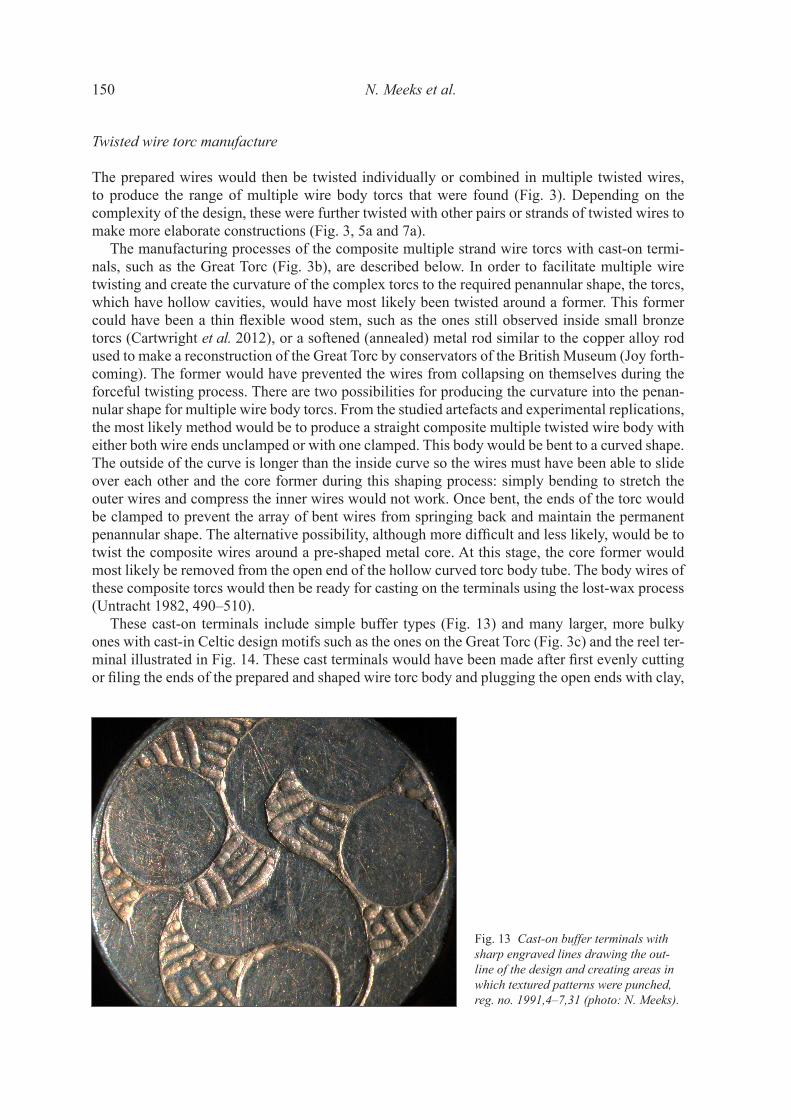
These cast-on terminals include simple buffer types (Fig. 13) and many larger, more bulky ones with cast-in Celtic design motifs such as the ones on the Great Torc (Fig. 3c) and the reel ter-PLQDO�LOOXVWUDWHG�LQ�)LJ������7KHVH�FDVW�WHUPLQDOV�ZRXOG�KDYH�EHHQ�PDGH�DIWHU�¿UVW�HYHQO\�FXWWLQJ�RU�¿OLQJ�WKH�HQGV�RI�WKH�SUHSDUHG�DQG�VKDSHG�ZLUH�WRUF�ERG\�DQG�SOXJJLQJ�WKH�RSHQ�HQGV�ZLWK�FOD\��
Fig. 13 Cast-on buffer terminals with sharp engraved lines drawing the out-line of the design and creating areas in which textured patterns were punched, UHJ��QR��������±������SKRWR��1��0HHNV��
Precious metal torcs from the Iron Age Snettisham treasure 151
then preparing the two wax models of the terminals with clay cores, attaching them to the wire ends and investing these wax models in clay. This would be followed by heating the torc ends WR�PHOW�DQG�EXUQ�RXW�WKH�ZD[�DQG�IXOO\�GU\�DQG�SDUWLDOO\�¿UH�WKH�FOD\�PRXOG��7KLV�FRXOG�EH�GRQH�by placing the torc on the side of a hearth to avoid cracking the mould and overheating the torc (Meeks et al. 2001). Only then would the molten gold alloy be poured into the still hot moulds. Finally, the clay mould would be broken, the casting sprues cut off and the terminal cleaned up and decorated to complete the torc.
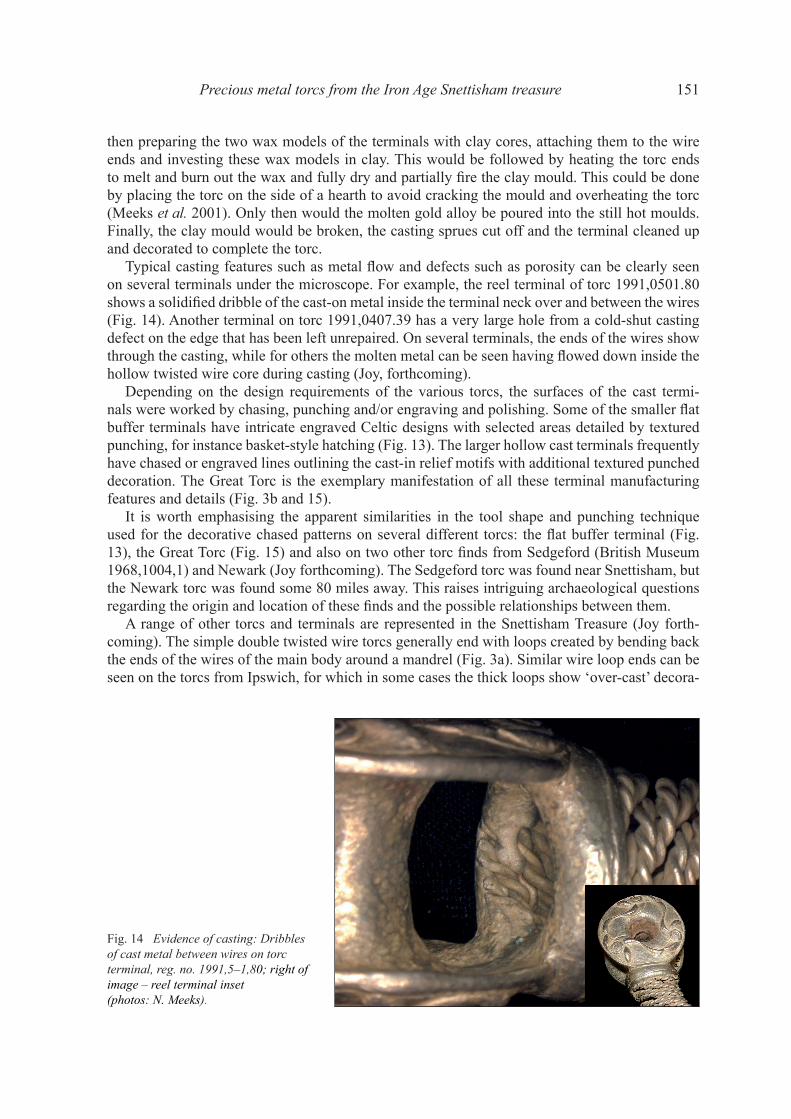
7\SLFDO�FDVWLQJ�IHDWXUHV�VXFK�DV�PHWDO�ÀRZ�DQG�GHIHFWV�VXFK�DV�SRURVLW\�FDQ�EH�FOHDUO\�VHHQ�on several terminals under the microscope. For example, the reel terminal of torc 1991,0501.80 VKRZV�D�VROLGL¿HG�GULEEOH�RI�WKH�FDVW�RQ�PHWDO�LQVLGH�WKH�WHUPLQDO�QHFN�RYHU�DQG�EHWZHHQ�WKH�ZLUHV�(Fig. 14). Another terminal on torc 1991,0407.39 has a very large hole from a cold-shut casting defect on the edge that has been left unrepaired. On several terminals, the ends of the wires show WKURXJK�WKH�FDVWLQJ��ZKLOH�IRU�RWKHUV�WKH�PROWHQ�PHWDO�FDQ�EH�VHHQ�KDYLQJ�ÀRZHG�GRZQ�LQVLGH�WKH�hollow twisted wire core during casting (Joy, forthcoming).
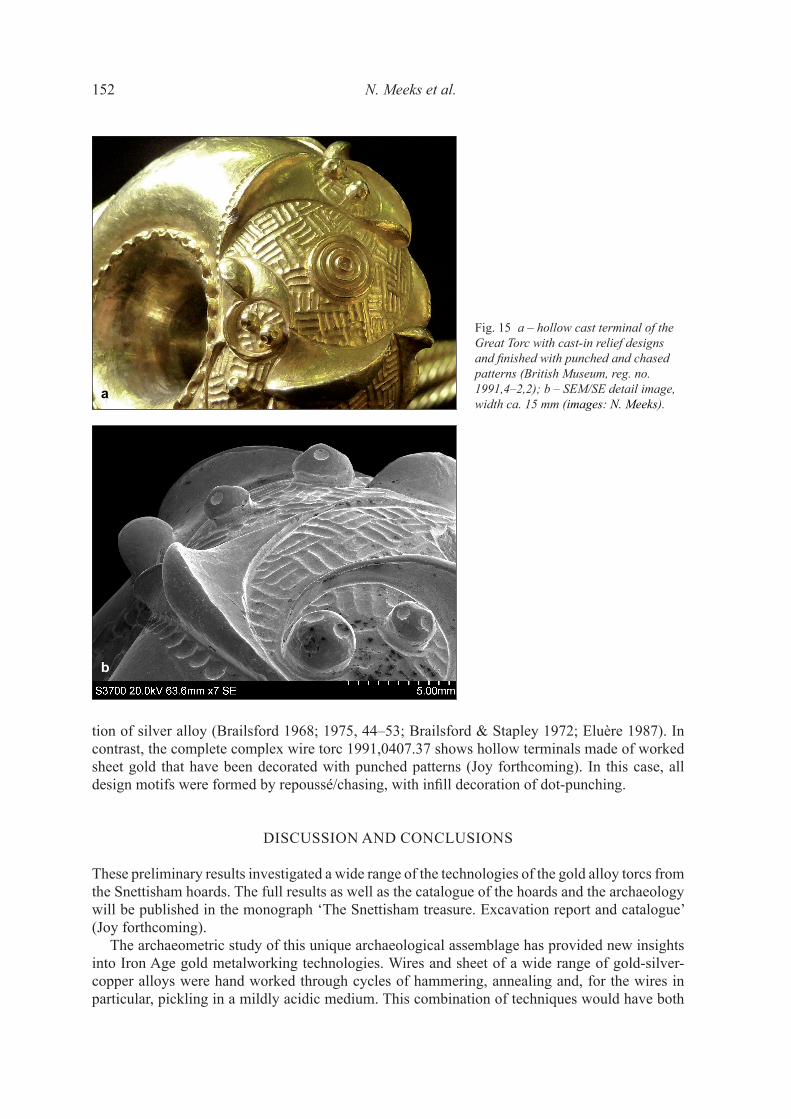
Depending on the design requirements of the various torcs, the surfaces of the cast termi-QDOV�ZHUH�ZRUNHG�E\�FKDVLQJ��SXQFKLQJ�DQG�RU�HQJUDYLQJ�DQG�SROLVKLQJ��6RPH�RI�WKH�VPDOOHU�ÀDW�buffer terminals have intricate engraved Celtic designs with selected areas detailed by textured punching, for instance basket-style hatching (Fig. 13). The larger hollow cast terminals frequently have chased or engraved lines outlining the cast-in relief motifs with additional textured punched decoration. The Great Torc is the exemplary manifestation of all these terminal manufacturing features and details (Fig. 3b and 15).
It is worth emphasising the apparent similarities in the tool shape and punching technique XVHG�IRU� WKH�GHFRUDWLYH�FKDVHG�SDWWHUQV�RQ�VHYHUDO�GLIIHUHQW� WRUFV�� WKH�ÀDW�EXIIHU� WHUPLQDO��)LJ�������WKH�*UHDW�7RUF��)LJ������DQG�DOVR�RQ�WZR�RWKHU�WRUF�¿QGV�IURP�6HGJHIRUG��%ULWLVK�0XVHXP�1968,1004,1) and Newark (Joy forthcoming). The Sedgeford torc was found near Snettisham, but the Newark torc was found some 80 miles away. This raises intriguing archaeological questions UHJDUGLQJ�WKH�RULJLQ�DQG�ORFDWLRQ�RI�WKHVH�¿QGV�DQG�WKH�SRVVLEOH�UHODWLRQVKLSV�EHWZHHQ�WKHP��
A range of other torcs and terminals are represented in the Snettisham Treasure (Joy forth-coming). The simple double twisted wire torcs generally end with loops created by bending back the ends of the wires of the main body around a mandrel (Fig. 3a). Similar wire loop ends can be seen on the torcs from Ipswich, for which in some cases the thick loops show ‘over-cast’ decora-
Fig. 14 (YLGHQFH�RI�FDVWLQJ��'ULEEOHV�of cast metal between wires on torc WHUPLQDO��UHJ��QR��������±������ULJKW�RI�image – reel terminal inset ��SKRWRV��1��0HHNV).
N. Meeks et al.152
tion of silver alloy (Brailsford 1968; 1975, 44–53; Brailsford & Stapley 1972; Eluère 1987). In contrast, the complete complex wire torc 1991,0407.37 shows hollow terminals made of worked sheet gold that have been decorated with punched patterns (Joy forthcoming). In this case, all GHVLJQ�PRWLIV�ZHUH�IRUPHG�E\�UHSRXVVp�FKDVLQJ��ZLWK�LQ¿OO�GHFRUDWLRQ�RI�GRW�SXQFKLQJ�
DISCUSSION AND CONCLUSIONS
These preliminary results investigated a wide range of the technologies of the gold alloy torcs from the Snettisham hoards. The full results as well as the catalogue of the hoards and the archaeology will be published in the monograph ‘The Snettisham treasure. Excavation report and catalogue’ (Joy forthcoming).
The archaeometric study of this unique archaeological assemblage has provided new insights into Iron Age gold metalworking technologies. Wires and sheet of a wide range of gold-silver-copper alloys were hand worked through cycles of hammering, annealing and, for the wires in particular, pickling in a mildly acidic medium. This combination of techniques would have both
Fig. 15 a – hollow cast terminal of the Great Torc with cast-in relief designs DQG�¿QLVKHG�ZLWK�SXQFKHG�DQG�FKDVHG�patterns (British Museum, reg. no. ������±������E�±�6(0�6(�GHWDLO�LPDJH��ZLGWK�FD�����PP��LPDJHV��1��0HHNV).
a
b

Precious metal torcs from the Iron Age Snettisham treasure 153
VKDSHG�WKH�ZLUHV�DQG�VKHHWV�SULRU�WR�FUHDWLQJ�WKH�REMHFWV�WKHPVHOYHV�DQG�PRGL¿HG�WKHLU�VXUIDFHV��)RU�WKH�PDMRULW\�RI�WKH�ZLUHV�H[DPLQHG��D�YDULHW\�RI�VLOYHU�DQG�JROGHQ�FRORXUV�KDV�EHHQ�FUHDWHG�E\�GHSOHWLQJ�WKH�VXUIDFH�LQ�FRSSHU��6RPH�RI�WKH�VKHHWV�VWXGLHG�VKRZHG�YDULDEOH�EXW�VLJQL¿FDQWO\�reduced silver concentrations with, in some cases, losses of at least one third of the silver. While the removal of copper from the surface of a gold alloy could be achieved by oxidation and pick-ling, this would have only a minor effect on the silver, suggesting that the goldsmiths making WKH�VKHHW�JROG�REMHFWV�PD\�KDYH�EHHQ�XVLQJ�WHFKQRORJLHV�PRUH�DNLQ� WR�JROG�UH¿QLQJ�SURFHVVHV�(Ramage & Craddock 2000).
These wires and sheets were employed in the manufacture of respectively twisted wire torcs and hollow tubular torcs and terminals. The composite multiple strand wire torcs with cast-on terminals, such as the Great Torc, seem to have been created by twisting the wire strands around a core to facilitate accurate twisting, penannular shaping and to prevent collapse. These core sup-ports were most probably removed before the terminals were cast-on.
Various types of terminals were produced for these torcs: simple hoops bent onto the ends of ZLUHV��FDVW�RQ�WHUPLQDOV�IRU�WKH�PDMRULW\�RI�PXOWLSOH�WZLVWHG�ZLUH�WRUFV�ZLWK�D�IHZ�KDQG�UDLVHG�highly decorated sheet terminals, and large thin sheet terminals for the tubular torcs. Surface decoration such as chasing, punching and engraving was used to embellish the terminals. In addi-WLRQ��RUQDPHQWV�VXFK�DV�¿OLJUHH�DQG�EHDGHG�ZLUHV�ZHUH�XVHG�RQ�WKH�ODUJH�WXEXODU�WRUF�WHUPLQDOV��The analytical data show the use of purer gold for sheet components and a range of gold-silver-copper alloys for wire torcs.
,W�LV�RI�LQWHUHVW�WR�QRWH�WKH�ZLGH�UDQJH�RI�JROG�VLOYHU�UDWLRV�UHSUHVHQWHG�LQ�WKH�PRGL¿HG�ZLUH�VXUIDFHV��and although this paper does not seek to address whether the motivation for changing the colour of the surface was purely aesthetic or connected with the value and/or symbolism of gold and silver to the owners of the torcs, there is no doubt that at least in some cases it was a deliberate choice (Joy, forthcoming). Certainly in the case of coinage in the Iron Age, it has been established that a consistent metal colour could be achieved by close control of the alloy composition (Cowell 1992).
For the torcs made of silver-high copper, low gold and gold-silver-copper wire alloys, their low melting temperature range may have been of more importance to the metalsmiths than the colour. It must have been known to the Iron Age metalsmiths that mixtures of gold, silver and copper in this range of proportions needed less heat to melt and likely less fuel, which was perhaps an LPSRUWDQW�SUDFWLFDO�FRQVLGHUDWLRQ�LQ�WKH�SURGXFWLRQ�SURFHVV��VLQFH�WKH\�NQHZ�WKDW�WKH�¿QDO�PHWDO�colour of the torcs would be determined by the surface enrichment process. Alternatively, the initial alloy could also be richer in copper to save on the overall quantity of gold used without LPSDFWLQJ�RQ�WKH�¿QDO�VXUIDFH�FRORXU�
The Snettisham treasure is somewhat of an enigma for archaeologists and historians, with its purpose and status still being debated. For example, the mixed assemblage of partly fused and deliberately broken pieces of tubular and twisted wire torcs includes a variety of alloy colours DQG�FRPSRVLWLRQV�ZKLFK�UHPDLQV�GLI¿FXOW�WR�LQWHUSUHW��-R\�IRUWKFRPLQJ���7KH�TXHVWLRQ�RI�VRXUFHV�RI�JROG�IRU�WKHVH�DUWHIDFWV�UHPDLQV�GLI¿FXOW�WR�DQVZHU�ZLWK�DQ\�FHUWDLQW\��EXW�1RUWKRYHU��������makes the interesting observation about Britain that “[...] gold disappears from the archaeological record at or about the end of the 8th century BC [...] (and) does not reappear until the arrival of the ¿UVW�LPSRUWHG�&HOWLF�JROG�FRLQV�LQ�WKH�ODWH��rd or 2nd century BC [...]”. There is a probable link to continental goldsmiths producing tubular torcs and if there was paucity of native gold in Britain, it could be suggested that the gold for the main bulk of the Snettisham torcs and fragments might also have come from the continent, possibly in the form of coinage which was recycled to make torcs (see discussion in Sharples 2010, 146–159). Ancient European sources of gold are many and widespread and are reviewed by Lehrberger (1995).
The question of where the torcs were made also remains unanswered as there is no archaeo-ORJLFDO�HYLGHQFH�RI�D�ORFDO�ZRUNVKRS�RU�SURGXFWLRQ�FHQWUH�DW�WKH�¿QG�VSRW��7KH�IDFW�WKDW�WKHUH�DUH�
N. Meeks et al.154
different types of torcs – in particular the hollow sheet tubular types compared with the twisted wire types – gives evidence for very different workshop practices and skill-sets. In mainland Europe, similar style tubular torcs have been found in, for example, Mailly-le-Camp, France ��-RIIUR\� ������ /HMHXQH� ������� %DVHO�� 6ZLW]HUODQG� �)XUJHU�*XQWL� ������ DQG�%URLJKWHU�� ,UHODQG�(Eluère 1987), perhaps indicating a continental origin for the large tubular torcs from Hoard A (see Rainbird Clarke 1954). However, the twisted torcs are likely to be of British and very probably East Anglian origin. The Great Torc is a supreme example of the Iron Age goldsmiths’ work in the manufacture of twisted wire torcs, combining many techniques available to the contemporary goldsmith. This archaeometric study may not explain the reasons for the existence of this hoard but it hopes to illustrate the quality of craftsmanship and the variety of modus operandi used to produce these torcs, and highlight some of the differences in material from the British Iron Age and the contemporary Classical world.
ACKNOWLEDGEMENTS
We are indebted to Ian Stead who initiated and carried out much of the Snettisham research and H[FDYDWLRQV�DQG�IRU�EHLQJ�WKH�LQVSLUDWLRQ�IRU�WKH�SURMHFW��'XQFDQ�+RRN��&DUROLQH�&DUWZULJKW�DQG�3HWHU�1RUWKRYHU�DUH�WKDQNHG�IRU�WKHLU�LQYROYHPHQW�LQ�WKH�VFLHQWL¿F�UHVHDUFK�RQ�WKH�KRDUGV��:H�would like to thank Susan La Niece and Paul Craddock for discussion on gold metallurgy and silver depletion, and for their and Catherine Higgitt’s helpful comments on this paper; and Janet Ambers for the X-radiography of the tubular torcs from the Norwich Castle Museum. Thanks also to colleagues in the Department of Prehistory and Europe of the British Museum who have provided access to the collections and permission to sample material for the purpose of this VFLHQWL¿F�LQYHVWLJDWLRQ��:H�DUH�JUDWHIXO�WR�1RUZLFK�&DVWOH�0XVHXP��HVSHFLDOO\�-RKQ�'DYLHV�DQG�Tim Pestel, for permission to study and access their collections, and for useful discussion. Our thanks also go to John Fenn and Michael Neilson for applying their metalsmithing knowledge and practical insights into making replica wires and torcs for study, and to Stephen Crummy for preparing the maps.
REFERENCES
American Society for Metals 1973, Metals Handbook, volume 8. Metallography, Structures and Phase Diagrams, Metals Park, Ohio.
Brailsford, J.W. 1968, A hoard of Early Iron Age gold torcs from Ipswich, The Proceedings of the Suffolk Institute of Archaeology, 31(2), 158–159.
Brailsford, J.W. 1975, Early Celtic masterpieces from Britain in the British Museum, London.Brailsford, J.W. & Stapley, J.E. 1972, The Ipswich Torcs, Proceedings of the Prehistoric Society,
38, 219–234.Cartwright, C., Meeks, N., Hook, D., Mongiatti, A. & Joy, J. 2012, Organic cores from the Iron
Age Snettisham torc hoards. Technological insights revealed by scanning electron microscopy, in N. Meeks, C. Cartwright, A. Meek & A. Mongiatti (eds.), +LVWRULFDO�7HFKQRORJ\��0DWHULDOV�and Conservation. SEM and Microanalysis, London, 21–29.
Cowell, M.R. 1992, An analytical survey of the British Celtic gold coinage, in M. May (ed.), Celtic Coinage. Britain and Beyond, British Archaeological Reports British Series, 222, Oxford, 207–233,
Dugmore, M.M. & DesForges, C.D. 1979, Stress corrosion in gold alloys, Gold Bulletin, 12(4), 140–144.

Precious metal torcs from the Iron Age Snettisham treasure 155
Eluère, C. 1987, Celtic gold torcs, Gold Bulletin, 20(1–2), 22–37. Furger-Gunti, A. 1982, Der “Goldfund von Saint-Louis” bei Basel und ähnliche keltische Schatz-
funde, =HLWVFKULIW�I�U�6FKZHL]HULVFKH�$UFKlRORJLH�XQG�.XQVWJHVFKLFKWH, 39, 1–47.*DUURZ��'���*RVGHQ��&���+LOO��-�'���%URQN�5DPVH\��&��������'DWLQJ�&HOWLF�$UW��$�PDMRU�UDGLR-
carbon dating programme of Iron Age and Early Roman metalwork in Britain, Archaeological Journal, 166, 79–123.
Haselgrove, C. 1999, The development of Iron Age coinage in Belgic Gaul, 1XPLVPDWLF��&KURQLFOH, 159, 111–168.
Hautenauve, H. 1999. Les torques tubulaires de Snettisham. Importation continentale ou produc-tion insulaire? Lunala, Archaeologia Protohistorica, 7, 89–100.
Hautenauve, H. 2005, Les torques d’or du second âge du fer en Europe. Techniques, typologies et symbolique, Association des Travaux du Laboratoire d’Anthropologie de l’Université de Rennes I, 44, Rennes.
Hobbs, R. 2003, 7UHDVXUH��¿QGLQJ�RXU�SDVW, London.Joffroy, R, 1969, Le Torc de Mailly-le-Camp (Aube), Monuments et Mémoires, Fondation E Piot,
56, 45–59.Joy, J. forthcoming, The Snettisham treasure, London.La Niece, S. 1995, Depletion gilding from third millennium BC Ur, Iraq, 57, 41–47.Lehrberger, G. 1995, The gold deposits of Europe. An overview of the possible metal sources for 3UHKLVWRULF�JROG�REMHFWV��LQ�*��0RUWHDQL��-�3��1RUWKRYHU��HGV����Prehistoric gold in Europe, mines, metallurgy and manufacture, NATO ASI Series, Series E: Applied Sciences, 280, Dordrecht, 115–144.
/HMHXQH��0��������/HV�JUDI¿WLHV�JDOOR�JUHFV�GX�WRUF�GH�0DLOO\�OH�&DPS��Monuments et Mémoires, Fondation E Piot, 56, 60–76.
Meeks, N.D., Tulp, C. & Söderberg, A. 2001, Precision lost wax casting, in C. Tulp, N.D. Meeks & R. Paardekooper (eds.), Proceedings of the 1st international workshop on experimental and HGXFDWLRQDO�DVSHFWV�RI�EURQ]H�PHWDOOXUJ\��:LOKHOPLQDRRUG��2FWREHU�����, VAEE, The Nether-ODQGV����±����KWWS���MRXUQDO�H[DUF�QHW�LVVXH��������HD�SUHFLVLRQ�ORVW�ZD[�FDVWLQJ��
Northover, J.P. 1995, Bronze Age gold in Britain, in G. Morteani & J.P. Northover (eds.), Prehis-toric gold in Europe, mines, metallurgy and manufacture, NATO ASI Series, Series E: Applied Sciences, 280, Dordrecht, 515–531.
Rainbird Clarke, R. 1954, The early Iron Age treasure from Snettisham, Proceedings of the Prehistoric Society, 20, 27–86.
Ramage, A. & Craddock, P. (eds.) 2000, King Croesus’ gold. Excavations at Sardis and the history RI�JROG�UH¿QLQJ, London.
Sharples, N. 2010, 6RFLDO� UHODWLRQV� LQ� ODWHU� 3UHKLVWRU\�� :HVVH[� LQ� WKH� ¿UVW� PLOOHQQLXP� %&, Oxford.
Stead, I.M. 1991, The Snettisham Treasure. Excavations in 1990, Antiquity, 65(248), 447–465.Stead, I.M. 1997, &HOWLF�DUW�LQ�%ULWDLQ�EHIRUH�WKH�5RPDQ�FRQTXHVW, London.Stone, E. 1987. Iron Age metalcraft in Britain, unpublished PhD thesis, University of Oxford.Untracht, O. 1982, Jewellery concepts and technology, London.Williams, D. & Ogden, J. 1994, Greek gold. Jewellery of the Classical World, London.:KLW¿HOG��1��������7KH�PDQXIDFWXUH�RI�EHDGHG�ZLUH�LQ�WKH�SRVW�5RPDQ�SHULRG��LQ�$��3HUHD��,��
Montero & Ó. García-Vuelta (eds.), 7HFQRORJtD�GHO�RUR�DQWLJXR��(XURSD�\�$PpULFD�$QFLHQW�gold technology. America and Europe��$QHMRV�GH�$UFKLYR�HVSDxRO�GH�DUTXHRORJtD������0DGULG��127–137.






























