Embed Size (px)
Citation preview
LAPORAN PRAKTIKUM
PERENCANAAN DAN PENGENDALIAN PRODUKSI
ACARA 3
PERENCANAAN KEBUTUHAN BAHAN
Disusun oleh:
Nama : Arif Sumakna
NIM : 11/318837/TP/10085
Shift : IV
Asisten : Dwita Rahmawati
Arvisna Datu Kumala Siwi
LABORATORIUM SISTEM PRODUKSI
JURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS GADJAH MADA
YOGYAKARTA
2013
BAB I
PENDAHULUAN
A. Latar Belakang
B. Tujuan Praktikum
1. Mengajarkan mahasiswa untuk melakukan
perencanaan kebutuhan bahan dengan metode
material requirement planning (MRP) yang
berbasis komputer.
2. Mengajarkan mahasiswa tentang input-input yang
dibutuhkan dalam perencanaan kebutuhan bahan
3. Mengajarkan mahasiswa tentang output yang
dihasilkan dari perencanaan kebutuhan bahan
dengan metode MRP.
C. Manfaat Praktikum
1. Mahasiswa dapat melakukan perencanaan
kebutuhan bahan dengan menggunakan metode
material requirement planning (MRP) yang
berbasis komputer.
2. Mahasiswa dapat mengetahui mengenai input-
input yang dibutuhkan dalam perencanaan
kebutuhan bahan
3. Mahasiswa dapat mengetahui mengenai output-
output yang dihasilkan dari perencanaan
kebutuhan bahan dengan metode MRP.
BAB II
TINJAUAN PUSTAKA
Material Requirement Planning (MRP) adalah
suatu prosedur logis berupa aturan keputusan dan teknik
transaksi yang dirancang untuk menerjemahkan jadwal
induk produksi menjadi kebutuhan bersih untuk semua
item. Di samping itu MRP dirancang untuk membuat
pesanan-pesanan produksi dan pembelian untuk mengatur
aliran bahan baku dan persediaan dalam proses sehingga
sesuai dengan jadwal produksi untuk produk akhir.
Tujuan MRP adalah untuk menghasilkan informasi yang
tepat dalam melakukan tindakan yang tepat (pembatalan
pesanan, pesan ulang, dan penjadwalan ulang). Tindakan
ini juga merupakan dasar untuk membuat keputusan baru
mengenai pembelian atau produksi yang merupakan
perbaikan atas keputusan yang telah dibuat sebelumnya
(Baroto, 2002).
Menurut Gasperz (2005) ada empat kemampuan yang menjadi
ciri utama dari sistem MRP yaitu
1.Mampu menentukan kebutuhan pada saat yang tepat.
Maksudnya adalah menentukan secara tepat “kapan”
suatu pekerjaan harus diselesaikan atau “kapan”
material harus tersedia untuk memenuhi permintaan
atas produk akhir yang sudah direncanakan pada
Jadwal Induk Produksi.
2.Membentuk kebutuhan minimal untuk setiap item.
Dengan diketahuinya akan produk jadi, MRP dapat
menetukan secara tepat sistem penjadwalan
(berdasarkan prioritas) untuk memenuhi semua
kebutuhan minimal setiap item komponen.
3.Menentukan pelaksanaan rencana pemesanan.
Maksudnya adalah memberikan indikasi kapan
pemesanan atau pembatalan terhadap pesanan harus
dilakukan, baik pemesanan yang diperoleh dari luar atau
dibuat sendiri.
4. Menentukan penjadwalan ulang atau
pembatalan atas suatu jadwal yang sudah
direncanakan. Apabila kapasitas yang ada tidak
mampu memenuhi pesanan yang dijadwalkan pada waktu
yang diinginkan, maka MRP dapat memberikan
indikasi untuk melakukan rencana penjadwalan ulang
dengan menentukan prioritas pesanan yang realistis.
Jika penjadwalan masih tidak memungkinkan untuk
memenuhi pesanan, berarti perusahaan tidak mampu
memenuhi permintaan konsumen, sehingga perlu dilakukan
pembatalan atas pesanan konsumen tersebut.
Krajewski dan Ritzman (2000) mengatakan proses MRP
membutuhkan lima sumber informasi utama yaitu:
1. Master Production Schedule (MPS),
merupakan suatu perencanaan definitif tentang
produk akhir yang direncanakan perusahaan untuk
diproduksi, berapa jumlah kuantitas yang
dibutuhkan, waktu dubutuhkan, dan waktu produk
itu akan diproduksi. MPS biasanya dinyatakan dalam
konfigurasi spesifik.
2. Bill Of Material (BOM), merupakan daftar
dari semua material, parts, dan subassemblies,
serta kuantitas dari masing – masing yang dibutuhkan
untuk memproduksi satu unit produk atau parent
assembly. MRP menggunakan BOM sebagai basis untuk
perhitungan banyaknya setiap material yang dibutuhkan
untuk setiap periode waktu. BOM tidak hanya
menspesifikasikan kebutuhan produksi, tapi juga
berguna untuk pembebanan biaya, dan dapat dipakai
sebagai daftar bahan yang harus dikeluarkan untuk
karyawan produksi atau perakitan. Bila BOM
digunakan dengan cara ini biasanya dinamakan daftar
pilih.
3. Item Master, merupakan suatu file yang
berisi informasi status persediaan tentang material,
parts, subassemblies, dan produk-produk yang
menunjukkan kuantitas on-hand, kuantitas yang
dialokasikan (allocated quantity).
4. Pesanan-pesanan (orders), memberitahu
tentang berapa banyak dari setiap item yang akan
diperoleh sehingga akan meningkatkan stock on hand di
masa mendatang.
5 .Kebutuhan-kebutuhan (requirements),
memberitahukan tentang berapa banyak dari masing–
masing item itu dibutuhkan sehingga akan
mengurangi stock on hand di masa mendatang.
Menurut Nahmias (2000) input utama dari sistem MRP
adalah
1. Pengendali jadwal produksi (MPS).
Pengendali jadwal produksi (MPS) menguraikan
secara singkat rencana produksi untuk semua item
akhir, yang menyatakan berapa banyak dari tiap
item direncanakan dan manakala itu diinginkan.
Keluaran item akhir ini dikembangkan dari
peramalan item akhir dan pesanan pelanggan. MRP
mengambil jadwal induk dan menerjemahkannya ke
dalam individual time-phased component requirements.
2. Arsip struktur produk
Arsip struktur produk, juga dikenal sebagai
daftar kebutuhan bahan/bill of materials records
(BOM), berisi informasi atas semua material, komponen,
atau subassemblies yang diperlukan untuk
menghasilkan masing-masing item akhir (atau master
scheduled item). BOM sebagai pengendali jadwal
produksi (MPS) merencanakan berapa banyak dari
tiap item akhir harus tersedia pada waktu-waktu
tertentu untuk mencukupi permintaan independen. Arsip
struktur produk (product structure records)
digunakan untuk menurunkan jumlah dari komponen
yang dependen, yang diperlukan untuk membangun
end items.
3. Arsip status inventori
Arsip status inventori berisi on-hand dan status
on-order dari tiap item inventori. Arsip ini
dicek untuk menentukan inventori apa yang akan
tersedia untuk memenuhi jadwal produksi dan jika
lebih akan diperlukan untuk menutupi kebutuhan pada
periode tertentu. Di samping informasi atas
jumlah/kuantitas on-hand dan on-order, arsip dalam
file status inventori berisi data pada lead-time
untuk lead-time yang offsetting (penyesuaian order
atau pesanan untuk memperhatikan periode lead-
time). Informasi lain, seperti ukuran lot
(kelompok), uraian item, daftar penjual, pemakaian
sampai saat ini, sejarah permintaan, pencapaian
penyerahan penjual, catatan dalam pemesanan
terkemuka, dan tingkat tarif sisa, mungkin nampak pada
arsip ini. Pemeliharaan file/data harus dilaksanakan
untuk melindungi ketelitian informasi ini.
Output sistem MRP adalah memberikan catatan tentang
jadwal pemesanan yang harus dilakukan, memberikan
indikasi bila diperlukan penjadwalan ulang, memberikan
indikasi untuk pembatalan atas pemesanan, memberikan
indikasi tentang keadaan dari persediaan (Anonim,
2011).
Menurut Nasution (1999), MRP dapat diolah dengan
empat langkah dasar sebagai berikut
1. Netting (Perhitungan Kebutuhan Bersih).
Kebutuhan Bersih (NR) dihitung sebagai nilai dari
Kebutuhan Kotor (GR) minus Jadwal Penerimaan (SR)
minus Persediaan Ditangan (OH). Kebutuhan Bersih
dianggap nol bila NR lebih kecil dari atau sama
dengan nol.
2. Lotting (Penentuan Ukuran Lot). Langkah
ini bertujuan menentukan besarnya pesanan individu
yang optimal berdasarkan hasil dari perhitungan
kebutuhan bersih. Langkah ini ditentukan
berdasarkan teknik lotting/lotsizing yang tepat.
Parameter yang digunakan biasanya adalah biaya simpan
dan biaya pesan. Metode yang umum dipakai dalam
prakteknya adalah Lot-for Lot (L-4-L).
3. Offsetting (Penentuan Waktu Pemesanan).
Langkah ini bertujuan agar kebutuhan komponen
dapat tersedia tepat pada saat dibutuhkan dengan
memperhitungkan lead time pengadaan komponen
tersebut.
4. Explosion. Langkah ini merupakan proses
perhitungan kebutuhan kotor untuk tingkat item
(komponen) pada level yang lebih rendah dari
struktur produk yang tersedia.
Teknik penetapan ukuran lot yang sering digunakan
adalah sebagai berikut
1. Lot For Lot (LFL), merupakan teknik
lotsizing yang paling sederhana yaitu berdasar
pada ide menyediakan persediaan sesuai dengan yang
diperlukan saja, jumlah persediaan diusahakan
seminimal mungkin, sehingga sifatnya dinamis. Jadi
metode ini bertujuan untuk meminimalisasikan biaya
penyimpanan perunit sampai nol, karena ukuran lot
disesuaikan dengan kebutuhan. Kelebihn dari metode ini
tidak ada persediaan, sehingga tidak ada biaya
simpan. Sedangkan kekurangannya adalah pada metode ini,
apabila ada error yang datang tiba-tiba, dan melebihi
jumlah permintaan yang diperkirakan, perusahaan
akan mengalami kesulitan dalam memenuhi permintaan
tersebut, karena perusahaan tidak mempunyai inventori.
2. Economic Order Quantity (EOQ)
Metode ini didasarkan pada asumsi bahwa
persediaan bersifat kontinyu dengan permintaan yang
stabil. Kelebihan dari metode ini adalah mudah untuk
memasukkan parameter biaya dan teknik yang menentukan
trade off antara biaya pesan, set up dan ongkos simpan.
Kekurangan metode ini adalah mengabaikan kemungkinan
permintaan yang akan datang pada MRP. Teknik ini
bukan teknik eksak sehingga sering mengakibatkan
adanya sisa dari persediaan sehingga akan
meningkatkan ongkos simpan.
3. Periode Order Quantity (POQ)
Metode ini sering disebut juga dengan metode
Uniform Order Cycle, merupakan pengembangan dari
metode EOQ untuk permintaan yang tidak seragam
dalam beberapa periode. Rata-rata permintaan
digunakan dalam model EOQ untuk mendapatkan rata-rata
jumlah barang dalam sekali pesan. Angka ini selanjutnya
dibagi dengan rata-rata jumlah permintaan per periode
dan hasilnya dibulatkan. Angka akhir menunjukkan
jumlah periode waktu yang dicakup dalam setiap kali
pemesanan. Kelebihan teknik ini adalah menunjukkan
jumlah biaya periode pemesanan dibandingkan dengan
jumlah pemesanan pada unit-unitnya. Kekurangan metode
ini adalah mengabaikan kemungkinan permintaan yang
akan datang pada MRP.
4. Fixed Order Quantity (FOQ)
Kelebihan metode ini adalah memunculkan kemungkinan-
kemungkinan permintaan yang ada pada masa yang akan
datang pada MRP dan meminimasi ongkos pesan.
Kekurangannya adalah kurang tanggap terhadap perubahan
permintaan dibandingkan dengan L4L. Teknik ini
digunakan apabila kita membutuhkan barang dan
dilakukan pemesanan secara periodik dengan besar
pemesanan tetap (sudah ditetapkan).
5. Fixed Period Requirement (FPR)
Metode ini melakukan pemesanan secara periodik
sesuai dengan besarnya kebutuhan selam periode
tersebut. Misalnya metode yang ditetapkan adalah 2
maka setiap 2 periode, perusahaan akan melakukan
pemesanan dengan besar pemesanan disesuaikan besar
demand pada 2 periode tersebut.
6. Least Unit Cost (LUC)
Metode ini memilih ongkos unit terkecil selama periode
berurutan. Kelebihan metode ini adalah dapat digunakan
untuk jarak permintaan yang akan datang di dalam
MRP melengkapi kuantitas yang nyata dan usaha
untuk meminimasi ongkos. Kekurangannya adalah dapat
menyebabkan gangguan pada pemilihan kuantitas dan
setiap periode yang sedang berjalan dalam MRP.
7. Silver Meal Algorithm (LTC)
Metode ini hampir sama dengan LUC, namun pada
metode ini memilih ongkos total terkecil selam
periode berurutan dengan cara menggabungkan
kebutuhan sampai ongkos simpan mendekati ongkos pesan.
Metode ini mempunyai keuntungan dan kerugian yang sama
dengan metode LUC.
8. Part Period Balancing (PPB)
Merupakan variasi dari LTC. Pada metode ini
dilakukan konversi ongkos pesan menjadi Equivalent
Part Period (EPP).
9. Wagner Within Algorithm (WWA)
Metode ini merupakan metode dengan total biaya
yang paling minimum
karena menggunakan program dinamis dan pendekatan
matematisnya sangat detail sehingga diperoleh biaya
minimum.
Kholil (2012) mengatakan dalam penerapan MRP terdapat
beberapa faktor yang menyulitkan praktisi. Faktor-
faktor tersebut adalah
1. Struktur produk, merupakan sesuatu yang
mutlak harus ada bila sistem MRP ingin diterapkan.
Struktur produk yang rumit dan banyak tingkat akan
membuat perhitungan semakin kompleks terutama pada fase
explosion.
2. Ukuran Lot, beberapa teknik ukuran lot yang
bisa dipakai adalah teknik L4L, EOQ, PPB, dan
sebagainya. Teknik-teknik tersebut akan memberikan
hasil yang berbeda dalam biaya total persediaanya,
tetapi yang banyak dipakai karena sederhana adalah
teknik L4L.
3. Lead Time yang berubah-ubah, lead time akan
mempengaruhi proses offsetting sehingga jika lead time
berubah-ubah maka offsetting akan berubah juga. Hal ini
akan berdampak pada kegiatan produksi yang tidak
terjadwal dengan baik.
DAFTAR PUSTAKA
Baroto, T. 2004. Simulasi Perbandingan Algoritma Region
Approach, Positional Weight, dan Modie-Young Dalam Efisiensi dan
Keseimbangan Lini Produksi. Malang: Jurusan Teknik
Industri, Fakultas Teknik, Universitas
Muhammadiyah Malang.
Elsayed, E. A. 1985. Analysis and Control of Production Systems.
Prentice Hall Inc. New York.
Gaspers, V. 2000. Production Planning and Inventory Control.
Jakarta: Gramedia
Harnanto, 1992, Akuntansi Biaya Perhitungan Harga Pokok Produksi
(Sistem Biaya Historis), Edisi Pertama. Yogyakarta : BPFE.
Nahmias, S. 1997. Production and Operation Analysis. McGraw
Hill Inc. New York.
Schroeder. 1989. Operation Management, 3th Edition. McGraw-
Hill Inc. New York.
BAB III
METODE PRAKTIKUM
A. Alat dan Bahan
1. Program WinQSB
2. Data deskripsi operasi perakitan
B. Metode Praktikum
1. Tentukan tujuan analisis (analisis keseimbangan
lini produksi)
2. Pemasukan data dan analisis dilakukan dengan
berdasarkan tabel
- Jalankan program WinQSB dengan memilih
Facility, Location and Layout
- Pada menu “File” dipilih “New Problem” dan
diisikan data
a. Problem type = Line Balancing
b. Problem title = Keseimbangan Lintasan
c. Number of operational task = 8
d. Time Unit = minute
- Klik OK
- Task information diisikan sesuai dengan tabel
dalam modul
- Pada menu “Solve and Analyze” klik “Solve the
Problem”
- Pada solution method dipilih “Heuristic
Procedure”
- Pada cycle time in minute = tidak peru diisi
- Pada time length in minute = 420 ( didapat
dari 7 jam x 60 menit )
- Pada desired production quantity = 100 ( yang
berarti 100 unit produk perhari)
- Pada Primary heuristic dipilih “longest task
time”
- Pada Tie breaker dipilih random
- Klik OK
- Data disimpan
- Hasil dilihat dalam “Show Line balancing
solution”, “Show line balancing summary” dan
“ Show Line layout in graph”.
3. Modifikasi pengisia data dilakukan dengan waktu
siklus yang berbeda dan metode primary
heuristic yang berbeda pula.
4. Dilakukan analisis efisiensi lini produksi,
balance delay serta kebutuhan operator pada
masing-masing metode analisis diatas.
BAB IV
HASIL DAN PEMBAHASAN
A. Hasil
Terlampir
B. Pembahasan
Judul praktikum acara 3 Perencanaan dan pengendalian
produksi kali ini adalah perencanaan kebutuhan bahan.
Praktikum perencanaan kebutuhan bahan ini bertujuan
mengajarkan mahasiswa untuk melakukan perencanaan
kebutuhan bahan dengan metode material requirement
planning (MRP) yang berbasis komputer, mengajarkan
mahasiswa tentang input-input yang dibutuhkan dalam
perencanaan kebutuhan bahan, dan mengajarkan mahasiswa
tentang output yang dihasilkan dari perencanaan
kebutuhan bahan dengan metode MRP.
Sistem MRP memerlukan syarat pendahuluan dan asumsi-
asumsi yang harus dipenuhi. Bila syarat pendahuluan dan
asumsi-asumsi tersebut telah dipenuhi, maka kita bisa
mengolah MRP dengan empat langkah dasar sebagai berikut
:
1. NETTING (Perhitungan Kebutuhan Bersih)
Kebutuhan Bersih (NR) dihitung sebagai nilai dari
Kebutuhan Kotor (GR) minus Jadwal Penerimaan (SR)
minus Persediaan Ditangan (OH). Kebutuhan Bersih
dianggap nol bila NR lebih kecil dari atau sama
dengan nol.
NR = GR – SR –OH
POH : Planned On Hand, yaitu persediaan yang siap
digunakan
POH = On Hand – Safety Stock – Allocated – Scrap
OH : On Hand, total persediaan ditangan
SS : safety stock, persediaan pengaman
Ditentukan berdasarkan fluktuasi demand (s),
distribusi demand (Z) dan leadtime (LT) SS = s. Z.
LT All : allocated, persediaan yang telah
dialokasikan untuk yang lain
2. LOTTING (Penentuan Ukuran Lot).
Langkah ini bertujuan menentukan besarnya pesanan
individu yang optimal berdasarkan hasil dari
perhitungan kebutuhan bersih. Langkah ini
ditentukan berdasarkan teknik lotting/lotsizing
yang tepat. Parameter yang digunakan biasanya
adalah biaya simpan dan biaya pesan. Metode yang
umum dipakai dalam prakteknya adalah Lot- for Lot
(L-4-L).
3. OFFSETTING (Penentuan Waktu Pemesanan).
Langkah ini bertujuan agar kebutuhan komponen
dapat tersedia tepat pada saat dibutuhkan dengan
memperhitungkan lead time pengadaan komponen
tersebut.
4. EXPLOSION
Langkah ini merupakan proses perhitungan kebutuhan
kotor untuk tingkat item (komponen) pada level
yang lebih rendah dari struktur produk yang
tersedia.
( Diktat Kuliah Production Planning and Control,
hal. 132-133)
Teknik penetapan ukiiran lot dapat dibagi menjadi
empat bagian, yaitu: Teknik ukuran lot untuk satu
tingkat (single level) dengan kapasitas tak terbatas.
Teknik teknik yang sering digunakan:
a. Fixed Order Quantity
b. Economic Order Quantity
c. Period Order Quantity
d. Lot for Lot
e. Part Period Balancing
f. Least Unit Cost
g. Least Total Cost
h. Fixed Period Requirement
i. Algoritma Wagner Within
Teknik ukuran lot untuk satu tingkat (single level)
dengan kapasitas terbatas. Teknik yang digunakan
umumnya bersitat .heuristik tetapi dapat juga digunakan
metoda optimasi dengan memasukkan kendala-kendala yang
ada ke dalam formulasi permasalahan. Metoda lain yang
digunakan adalah metoda Newton dengan logika mencari
jalan terpendek-(shortest path) dalam sebuah jaringan.
Teknik ukuran lot untuk banyak tingkat (multiple level)
dengan kapasitas tak terbatas. Berbagai macarn
pendekatan yang telah digunakan dalam teknik ukuran lot
ini adalah :
a. Programa integer
b. Metode Mc Laren
c. Metode Blackburn & Miilen
d. Metode Carlson & Kropp
e. Metode Graves
Metode Kebijakan Keputusan Ukuran Lot
1. Lot For Lot (LFL)
Merupakan teknik sizing yang paling sederhana yaitu
berdasar pada ide menyediakan persediaan sesuai dengan
yang diperlukan saja, jumlah persediaan diusahakan
seminimal mungkin, sehingga sifatnya dinamis. Jadi,
metode ini bertujuan untuk meminimalisasikan biaya
penyimpanan perunit sampai nol, karena ukuran lot
disesuaikan dengan kebutuhan. Kelebihan : Metode ini
tidak ada persediaan, sehingga tidak ada biaya simpan.
Kekurangan : Pada metode ini, apabila ada error yang
datang tiba-tiba, dan melebihi jumlah demand yang
diperkirakan, perusahaan akan mengalami kesulitan dalam
memenuhi demand tersebut, karena perusahaan tidak
mempunyai inventori.
2. Economic Order Quantity (EOQ)
Metode ini didasarkan pada asumsi bahwa persediaan
bersifat kontinyu
dengan permintaan yang stabil.
EOQ=√ 2SDHdimana : EOQ = jumlah pembelian bahan baku yang
ekonomis
S = biaya pesan setiap kali pemesanan
D = jumlah kebutuhan bahan baku untuk satu periode
H = biaya penyimpanan
Kelebihan : Merupakan teknik yang mudah yang memasukkan
parameter biaya dan teknik yang menentukan trade off
antara biaya pesan, set up dan ongkos simpan.
Kekurangan : Metode ini mengabaikan kemungkinan
permintaan yang akan datang pada MRP. Teknik ini bukan
teknik eksak sehingga sering mengakibatkan adanya sisa
dari persediaan sehingga akan meningkatkan ongkos
simpan.
3. Periode Order Quantity (POQ)
Metode ini sering disebut juga dengan metode Uniform
Order Cycle, merupakan pengembangan dari metode EOQ
untuk permintaan yang tidak seragam dalam beberapa
periode. Rata-rata permintaan digunakan dalam model EOQ
untuk mendapatkan rata-rata jumlah barang dalam sekali
pesan. Angka ini selanjutnya dibagi dengan rata-rata
jumlah permintaan per periode dan hasilnya dibulatkan.
Angka akhir menunjukkan jumlah periode waktu yang
dicakup dalam setiap kali pemesanan. Kelebihan : Teknik
ini menunjukkan jumlah biaya periode pemesanan
dibandingkan dengan jumlah pemesanan pada unit-unitnya.
Kekurangan : Metode ini mengabaikan kemungkinan
permintaan yang akan datang pada MRP.
4. Fixed Order Quantity (FOQ)
Kelebihan : Memunculkan kemungkinan-kemungkinan
permintaan yang ada pada masa yang akan datang pada MRP
dan meminimasi ongkos pesan.
Kekurangan : Kurang tanggap terhadap perubahan
permintaan dibandingkan dengan L4L. Teknik ini
digunakan apabila kita membutuhkan barang dan dilakukan
pemesanan secara periodik dengan besar pemesanan tetap
(sudah ditetapkan).
5. Fixed Period Requirement (FPR)
Metode ini melakukan pemesanan secara periodik sesuai
dengan besarnya kebutuhan selam periode tersebut.
Misalnya metode yang ditetapkan adalah 2 maka setiap 2
periode, perusahaan akan melakukan pemesanan dengan
besar pemesanan disesuaikan besar demand pada 2 periode
tersebut.
6. Least Unit Cost (LUC)
Metode ini memilih ongkos unit terkecil selama periode
berurutan.
Kelebihan : Digunakan untuk jarak permintaan yang akan
dating di dalam
MRP melengkapi quantity yang nyata dan usaha untuk
meminimasi ongkos. Kekurangan : Dapat menyebabkan
gangguan pada pemilihan quantity dan setiap periode
yang sedang berjalan dalam MRP.
Perhitungan Manual :
Incremental Holding Cost = ph x (T-1) x RT
TRC (T) = Biaya Pesan + Cumulative Holding Cost
Dimana :
ph = Biaya simpan
RT = Demand (kebutuhan bersih)
7. Silver Meal Algorithm/Least Unit Cost (LTC)
Metode ini hampir sama dengan LUC, namun pada metode
ini memilih ongkos total terkecil selam periode
berurutan dengan cara menggabungkan kebutuhan sampai
ongkos simpan mendekati ongkos pesan.
8. Part Period Balancing (PPB)
Merupakan variasi dari LTC. Pada metode ini dilakukan
konversi ongkos
pesan menjadi Equivalent Part Period (EPP).
Rumus yang digunakan dalam metode ini adalah :
9. Wagner Within Algorithm (WWA)
Metode ini merupakan metode dengan total biaya yang
paling minimum
karena menggunakan program dinamis dan pendekatan
matematisnya sangat
detail sehingga diperoleh biaya minimum.
Hasil dari MRP akan memberikan informasi tentang:
Bahan / komponen yang diperlukan, Jumlah komponen yang
diperlukan, Waktu komponen diperlukan.
Item A100 pada mulanya memiliki 80 unit tersimpan,
selanjutnya pada minggu pertama memiliki Scedule
receipt (jumlah pesanan yang dijadwalkan datang)
sebanyak 70 unit, dan projected on hand (jumlah yang
diperkirakan dipegang/dimiliki perusahaan) adalah
sebesar 150 unit didapatkan dari penjumlahan antara
inventori awal yaitu 80 ditambah dengan perencanaan
barang yang akan diterma pada minggu tersebut sebanyak
70 unit sehingga bila dijumlahkan akan menjadi 150 unit
projected hand di minggu pertama. Untuk minggu kedua
terdapat projected on hand yang sama dengan minggu
sebelumya karena pada minggu kedua tidak terdapat
perencanaan apapun sedangkan di minggu kedua terdpat
Planned order release (jumlah yang harus dipesan)
sebnyak 200 uit karena untuk memenuhi kebutuhan pada
minggu selanjutnya yaitu minggu ketiga yang memiliki
lead time selama 1 minggu sehingga perlu dilakukan
pemesanan pada minggu sebelumya. Untuk minggu ketiga
dibutuhkan barang sebanyak 200 unit karena untuk
memeneuhi kebutuhan pada minggu ketiga sebanyak 300
unit, sedangkan pada minggu sebelumnya sudah memiliki
persediaan sebnayak 150 unit, digunakan unutk safety
stock sebesar 50 sehingga yang digunakan untuk memenuhi
permintaan adalah sebnayak 100 dan masih memiliki
kekurangan 200 unit yang dipenuhi dengan pemesanan pada
minggu kedua sebanyak 200 unit. Sehingga pada minggu
ketiga dalam MRP report tercantum keterangan gross
requirement sebanyak 300 unit, Projected on hand yaitu
safety stock yang ditetapkan yaitu sebnayak 50 unit,
Projected net requirement yaitu jumlah total yang
dibutuhkan yaitu sebnayak 200unit didaptkan dari 300-
100 unit, planned order receipt yaitu sebanyak 200 unit
didapatkan dari pemesanan yang dilakukan pada minggu
kedua sebnyak 200 unit yang diterima pada minggu
ketiga. Pada minggu keempat Gross requiremnet adalah
sebesar 0, sedangkan schedule receipt atau jumlah yang
akan datang dan diterima pada minggu keempat adalah
sebesar 120 sehingga projected on hand akan bertambah
menjadi 170 unit yang didapatkan dari projected on hand
pada minggu ketiga ditambahkan dengan 120 unit yang
akan diterima pada minggu keempat. Selanjutnya untuk
minggu kelima gross requiremnet sebanyak 80 unit tanpa
adanya pemesanan barang, sehingga pemenuhan permintaa
sebnayak 80 unit tersebut diambil dari barang yang
sudah tersedia dalam projected on hand sehingga nilai
projected on hand yang pada minggu sebelumnya adalah
sebesar 170 unit dikurangi dengan pemenuhan kebutuhan
pada minggu kelima sebsar 80 unit sehingga menyisakan
projected on hand sebesar 90 unit.Untuk minggu keenam
tidak terdapt kegiatan yang memperngaruhi persediaan.
Untuk minggu ketujuh tedapt projecetd on hand sama
seperti minggu kelima dan keenam yaitu sebsar 90 unit,
sedangkan di minggu ketujuh terdapat planned order
release sebesar 80 unit yaitu unutk memmenuhi kebutuhan
pada minggu selanjutnya atau minggu kedelapan yang
memiliki Gross requirement sebsar 120 unit. 120 unit
tersbut dipenuhi dengan projected on hand dikurangi
dengan safety stock, sehingga unit pada projected on
hand yang dapat digunakann untuk memenuhi permintaan
adalahs sebesar 40 unit, sehingga masih memiliki
kekurangna 80 unit yang dipenuhi dengan melakukan
pemesanan pada minggu sebelumnya karena memiliki lead
time 1 minggu, sehingga pemesana dilakukan pada minggu
ketujuh, pada planned order release sebesar 80 unit,
sehingga pada minggu kedelapan terdapat 80 unit barang
yang diterima tercantum dalam planned order receipt.
Untuk minggu kesembilan gross requirementnya adalah
nol, sedangkan projected on hand nya sebesar50 unit
yaitu safety stock dari minggu sebelumnya, sedangkan
pada minggu ini dilakuka pemesanan sebesar 350 unit
yang digunakan untuk mencukupi kebutuhan pada minggu
kesepuluh. Padaminggu kesepuluh terdapt gross
requirement sebsar 350 unit, karena yang tersedia
tinggal safety stock yang tidak dapat digunakan unutk
pemeneuhan permintaan maka dilakukan pemesanan pada
minggu sebelumnya sebesar 350 unit yang akan diterima
pada minggu kesepeuluh sebesar permintaan yaitu 350
unit.
Untuk item B100, diawal terdapat 120 unit. Pada
minggu pertama tidak terdapat kegiatan yang
memperngaruhi perubahan pada alir kebutuhan bahan. Pada
minggu kedua terdapat barang yang diterima dalam kolom
schedule receipt sebesar 130 unit sehingga projected on
hand yang semula 120 unit ditambah dengan 130 unit
sehingga menjadi 250 unit. Pada minggu kedua terdapat
planned order release sebnayak 40 unit yang akan
digunakan unutk memenuhi minggu keempat karena
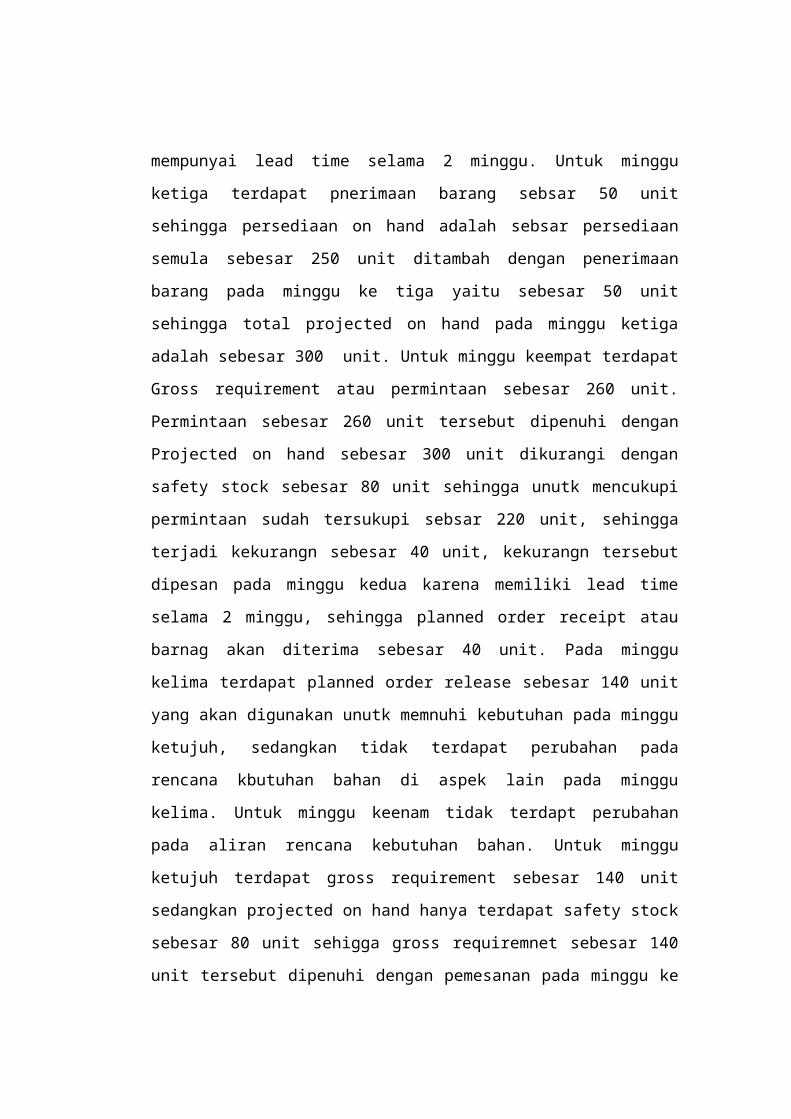
mempunyai lead time selama 2 minggu. Untuk minggu
ketiga terdapat pnerimaan barang sebsar 50 unit
sehingga persediaan on hand adalah sebsar persediaan
semula sebesar 250 unit ditambah dengan penerimaan
barang pada minggu ke tiga yaitu sebesar 50 unit
sehingga total projected on hand pada minggu ketiga
adalah sebesar 300 unit. Untuk minggu keempat terdapat
Gross requirement atau permintaan sebesar 260 unit.
Permintaan sebesar 260 unit tersebut dipenuhi dengan
Projected on hand sebesar 300 unit dikurangi dengan
safety stock sebesar 80 unit sehingga unutk mencukupi
permintaan sudah tersukupi sebsar 220 unit, sehingga
terjadi kekurangn sebesar 40 unit, kekurangn tersebut
dipesan pada minggu kedua karena memiliki lead time
selama 2 minggu, sehingga planned order receipt atau
barnag akan diterima sebesar 40 unit. Pada minggu
kelima terdapat planned order release sebesar 140 unit
yang akan digunakan unutk memnuhi kebutuhan pada minggu
ketujuh, sedangkan tidak terdapat perubahan pada
rencana kbutuhan bahan di aspek lain pada minggu
kelima. Untuk minggu keenam tidak terdapt perubahan
pada aliran rencana kebutuhan bahan. Untuk minggu
ketujuh terdapat gross requirement sebesar 140 unit
sedangkan projected on hand hanya terdapat safety stock
sebesar 80 unit sehigga gross requiremnet sebesar 140
unit tersebut dipenuhi dengan pemesanan pada minggu ke
lima sebesar 140 unit, sehingga pada minggu ketujuh
planned order receipt adalah sebesar 140 unit. Pada
minggu ketujuh juga dilakuka pemesanan sebesar 270 unit
untuk memenuhi kebutuhan minggu kesembilan. Untuk
minggu kedelapan tidak terdapat perubahan pada aliran
rencana kebutuhan bahan, Untuk minggu kesembilan
terdapat gross requirement sebsar 270 unit dipenuhi
dengan melakukan pemesanan pada minggu ke tujuh sebesar
gross requiremnt tersebut yaitu 270 unit. Untuk bulan
kesepuluh tidak terdapat perubahan aliran rencana
kebutuhan bahan.
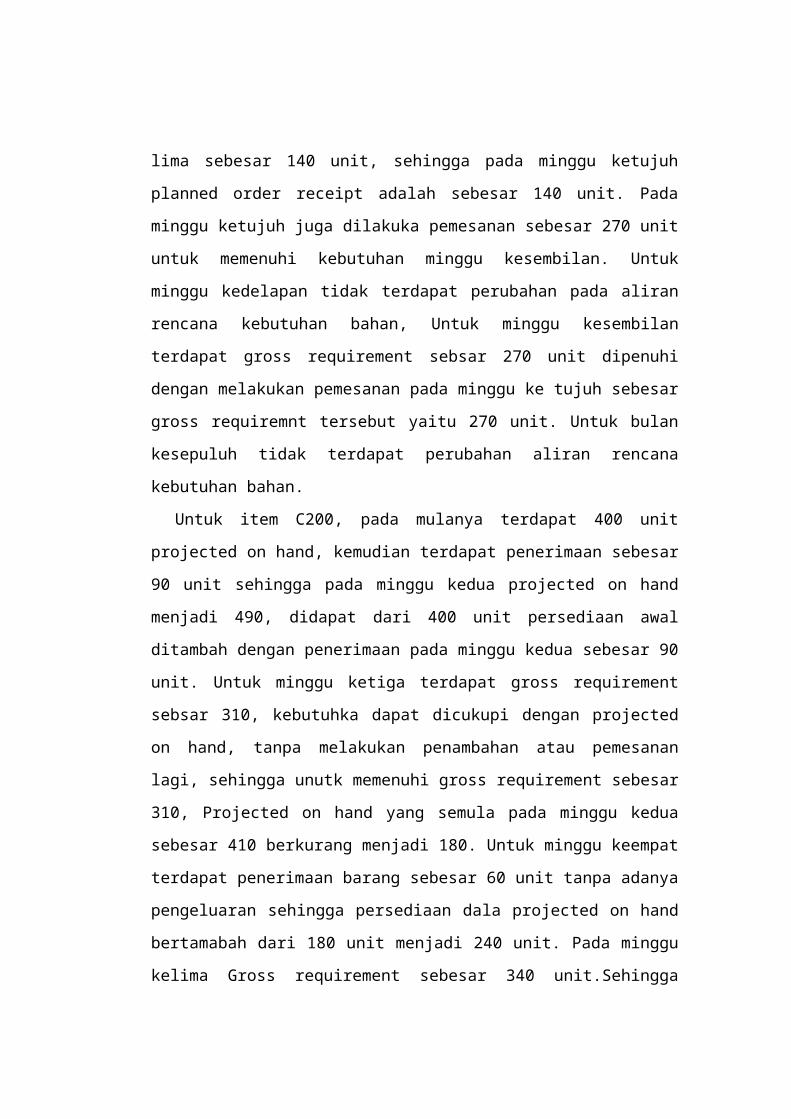
Untuk item C200, pada mulanya terdapat 400 unit
projected on hand, kemudian terdapat penerimaan sebesar
90 unit sehingga pada minggu kedua projected on hand
menjadi 490, didapat dari 400 unit persediaan awal
ditambah dengan penerimaan pada minggu kedua sebesar 90
unit. Untuk minggu ketiga terdapat gross requirement
sebsar 310, kebutuhka dapat dicukupi dengan projected
on hand, tanpa melakukan penambahan atau pemesanan
lagi, sehingga unutk memenuhi gross requirement sebesar
310, Projected on hand yang semula pada minggu kedua
sebesar 410 berkurang menjadi 180. Untuk minggu keempat
terdapat penerimaan barang sebesar 60 unit tanpa adanya
pengeluaran sehingga persediaan dala projected on hand
bertamabah dari 180 unit menjadi 240 unit. Pada minggu
kelima Gross requirement sebesar 340 unit.Sehingga
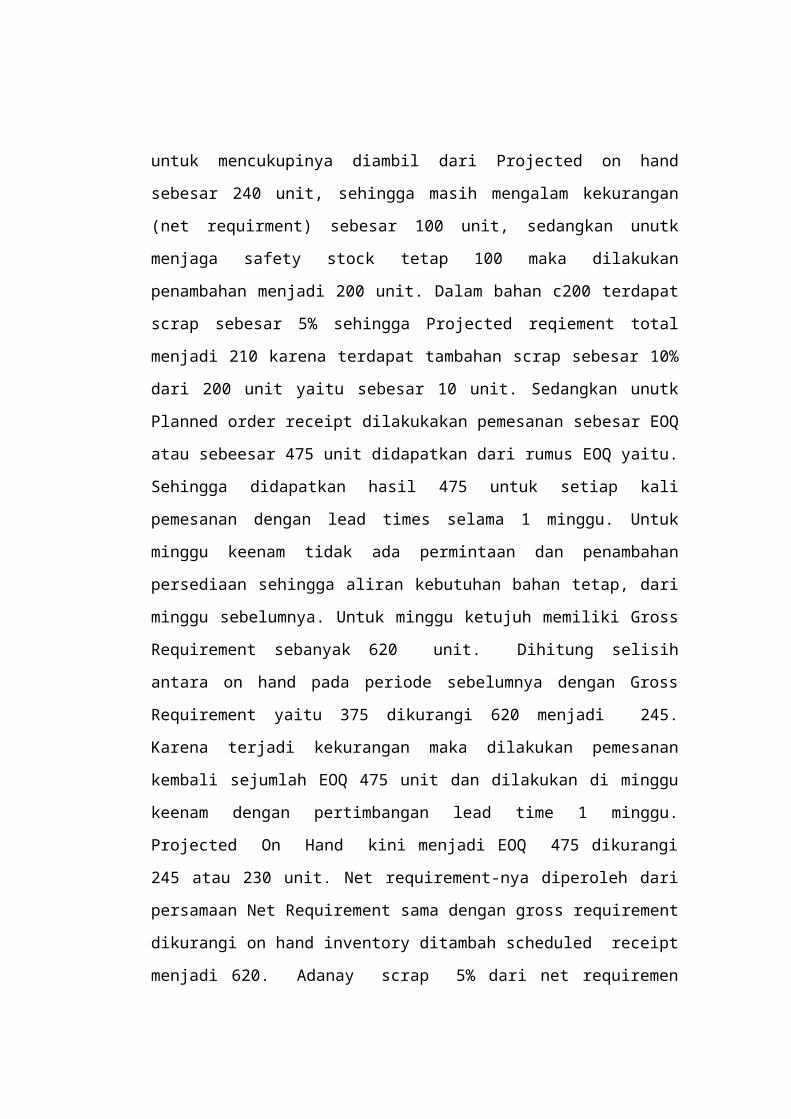
untuk mencukupinya diambil dari Projected on hand
sebesar 240 unit, sehingga masih mengalam kekurangan
(net requirment) sebesar 100 unit, sedangkan unutk
menjaga safety stock tetap 100 maka dilakukan
penambahan menjadi 200 unit. Dalam bahan c200 terdapat
scrap sebesar 5% sehingga Projected reqiement total
menjadi 210 karena terdapat tambahan scrap sebesar 10%
dari 200 unit yaitu sebesar 10 unit. Sedangkan unutk
Planned order receipt dilakukakan pemesanan sebesar EOQ
atau sebeesar 475 unit didapatkan dari rumus EOQ yaitu.
Sehingga didapatkan hasil 475 untuk setiap kali
pemesanan dengan lead times selama 1 minggu. Untuk
minggu keenam tidak ada permintaan dan penambahan
persediaan sehingga aliran kebutuhan bahan tetap, dari
minggu sebelumnya. Untuk minggu ketujuh memiliki Gross
Requirement sebanyak 620 unit. Dihitung selisih
antara on hand pada periode sebelumnya dengan Gross
Requirement yaitu 375 dikurangi 620 menjadi 245.
Karena terjadi kekurangan maka dilakukan pemesanan
kembali sejumlah EOQ 475 unit dan dilakukan di minggu
keenam dengan pertimbangan lead time 1 minggu.
Projected On Hand kini menjadi EOQ 475 dikurangi
245 atau 230 unit. Net requirement-nya diperoleh dari
persamaan Net Requirement sama dengan gross requirement
dikurangi on hand inventory ditambah scheduled receipt
menjadi 620. Adanay scrap 5% dari net requiremen
atau sama dengan 31 maka Projected net requirement
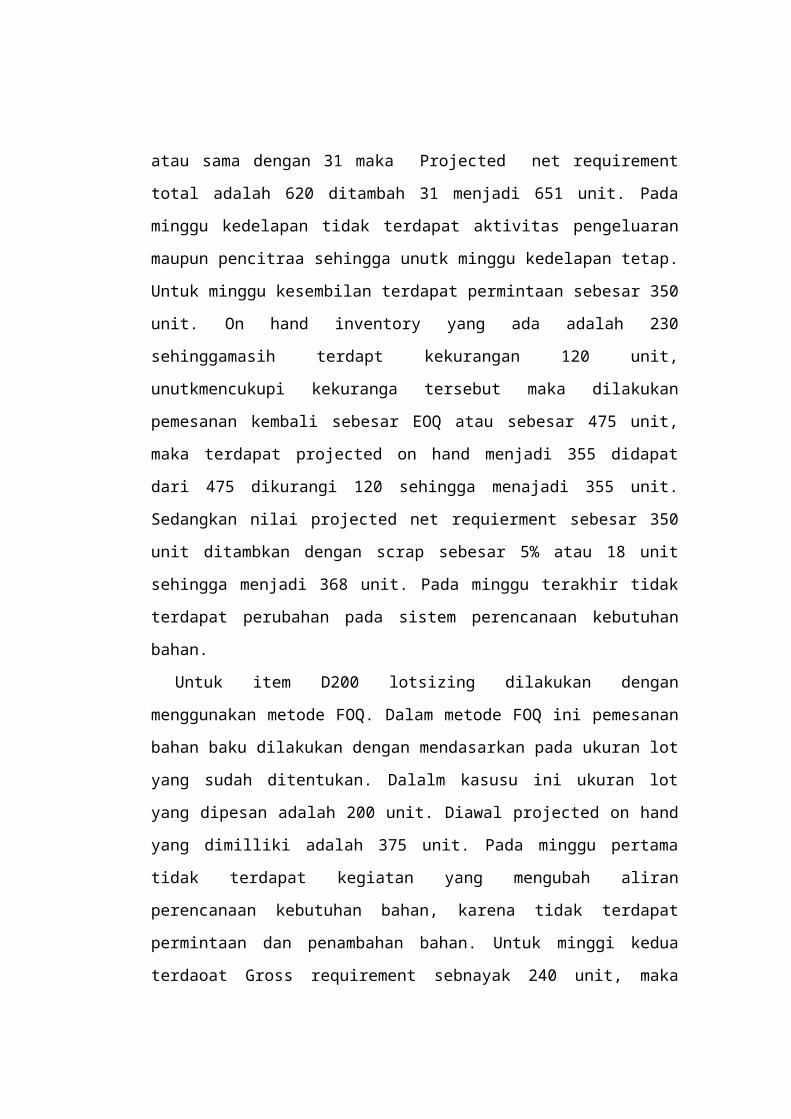
total adalah 620 ditambah 31 menjadi 651 unit. Pada
minggu kedelapan tidak terdapat aktivitas pengeluaran
maupun pencitraa sehingga unutk minggu kedelapan tetap.
Untuk minggu kesembilan terdapat permintaan sebesar 350
unit. On hand inventory yang ada adalah 230
sehinggamasih terdapt kekurangan 120 unit,
unutkmencukupi kekuranga tersebut maka dilakukan
pemesanan kembali sebesar EOQ atau sebesar 475 unit,
maka terdapat projected on hand menjadi 355 didapat
dari 475 dikurangi 120 sehingga menajadi 355 unit.
Sedangkan nilai projected net requierment sebesar 350
unit ditambkan dengan scrap sebesar 5% atau 18 unit
sehingga menjadi 368 unit. Pada minggu terakhir tidak
terdapat perubahan pada sistem perencanaan kebutuhan
bahan.
Untuk item D200 lotsizing dilakukan dengan
menggunakan metode FOQ. Dalam metode FOQ ini pemesanan
bahan baku dilakukan dengan mendasarkan pada ukuran lot
yang sudah ditentukan. Dalalm kasusu ini ukuran lot
yang dipesan adalah 200 unit. Diawal projected on hand
yang dimilliki adalah 375 unit. Pada minggu pertama
tidak terdapat kegiatan yang mengubah aliran
perencanaan kebutuhan bahan, karena tidak terdapat
permintaan dan penambahan bahan. Untuk minggi kedua
terdaoat Gross requirement sebnayak 240 unit, maka
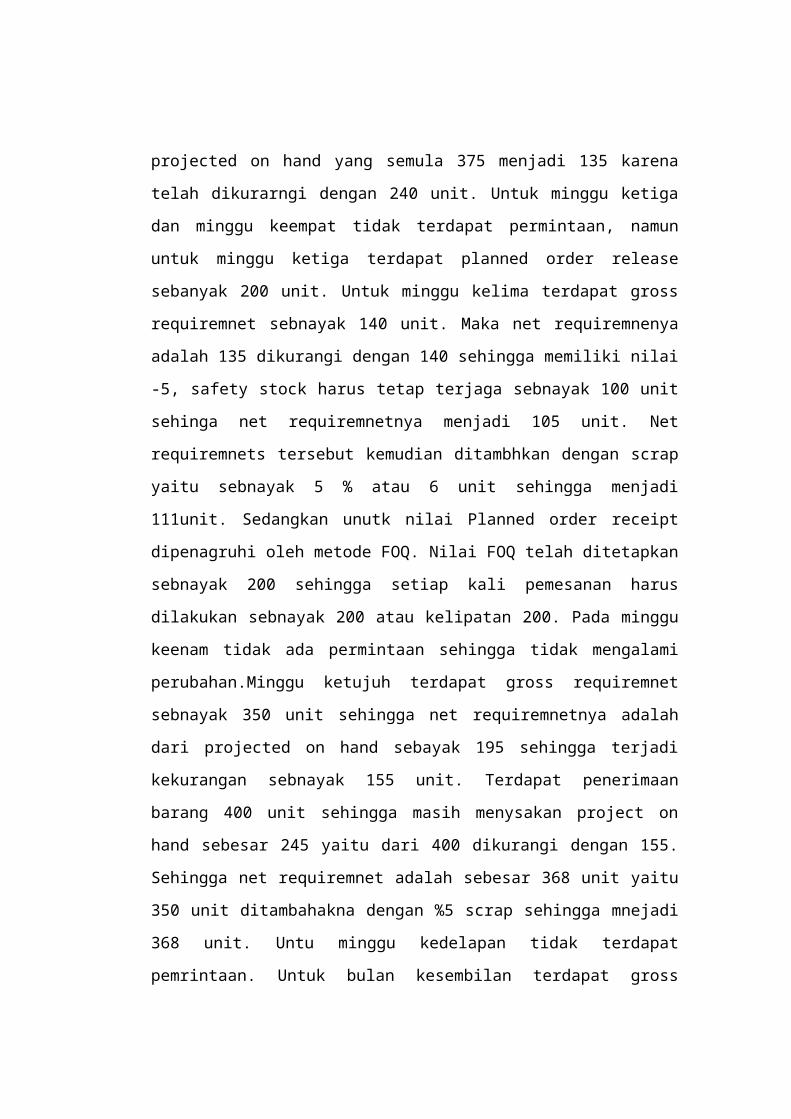
projected on hand yang semula 375 menjadi 135 karena
telah dikurarngi dengan 240 unit. Untuk minggu ketiga
dan minggu keempat tidak terdapat permintaan, namun
untuk minggu ketiga terdapat planned order release
sebanyak 200 unit. Untuk minggu kelima terdapat gross
requiremnet sebnayak 140 unit. Maka net requiremnenya
adalah 135 dikurangi dengan 140 sehingga memiliki nilai
-5, safety stock harus tetap terjaga sebnayak 100 unit
sehinga net requiremnetnya menjadi 105 unit. Net
requiremnets tersebut kemudian ditambhkan dengan scrap
yaitu sebnayak 5 % atau 6 unit sehingga menjadi
111unit. Sedangkan unutk nilai Planned order receipt
dipenagruhi oleh metode FOQ. Nilai FOQ telah ditetapkan
sebnayak 200 sehingga setiap kali pemesanan harus
dilakukan sebnayak 200 atau kelipatan 200. Pada minggu
keenam tidak ada permintaan sehingga tidak mengalami
perubahan.Minggu ketujuh terdapat gross requiremnet
sebnayak 350 unit sehingga net requiremnetnya adalah
dari projected on hand sebayak 195 sehingga terjadi
kekurangan sebnayak 155 unit. Terdapat penerimaan
barang 400 unit sehingga masih menysakan project on
hand sebesar 245 yaitu dari 400 dikurangi dengan 155.
Sehingga net requiremnet adalah sebesar 368 unit yaitu
350 unit ditambahakna dengan %5 scrap sehingga mnejadi
368 unit. Untu minggu kedelapan tidak terdapat
pemrintaan. Untuk bulan kesembilan terdapat gross
requiremnet sebnaayk 350 unit untuk mencukupi nya
dengan projected on hand masih terdapat kurang sebesar
105 unit. 105 unit dapat dicukupi dengan planned order
receipt pada minggu tersebut sebesar 400 unit sehingga
akan menysiakan projected on hand, 400 - 105 sehingga
menyisakan 295 unit pada projected on hand.Pada minggu
kesepuluh tidak terdapat pemesanan dan penerimaan.
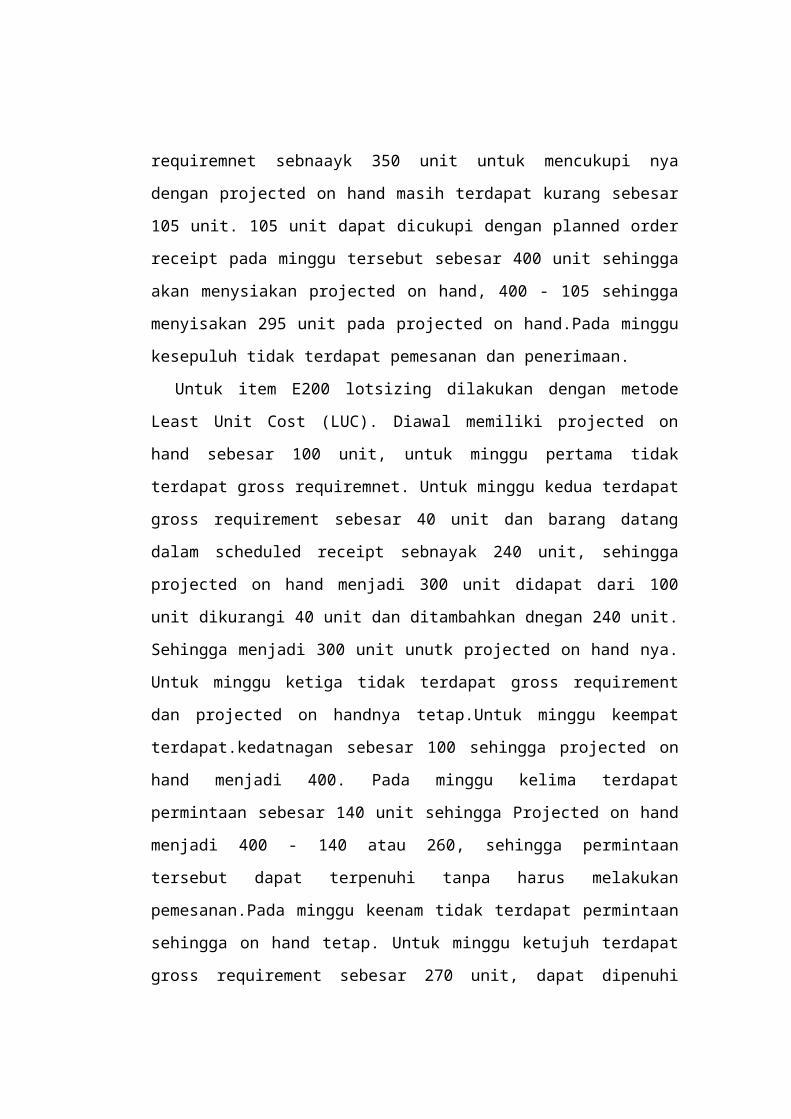
Untuk item E200 lotsizing dilakukan dengan metode
Least Unit Cost (LUC). Diawal memiliki projected on
hand sebesar 100 unit, untuk minggu pertama tidak
terdapat gross requiremnet. Untuk minggu kedua terdapat
gross requirement sebesar 40 unit dan barang datang
dalam scheduled receipt sebnayak 240 unit, sehingga
projected on hand menjadi 300 unit didapat dari 100
unit dikurangi 40 unit dan ditambahkan dnegan 240 unit.
Sehingga menjadi 300 unit unutk projected on hand nya.
Untuk minggu ketiga tidak terdapat gross requirement
dan projected on handnya tetap.Untuk minggu keempat
terdapat.kedatnagan sebesar 100 sehingga projected on
hand menjadi 400. Pada minggu kelima terdapat
permintaan sebesar 140 unit sehingga Projected on hand
menjadi 400 - 140 atau 260, sehingga permintaan
tersebut dapat terpenuhi tanpa harus melakukan
pemesanan.Pada minggu keenam tidak terdapat permintaan
sehingga on hand tetap. Untuk minggu ketujuh terdapat
gross requirement sebesar 270 unit, dapat dipenuhi
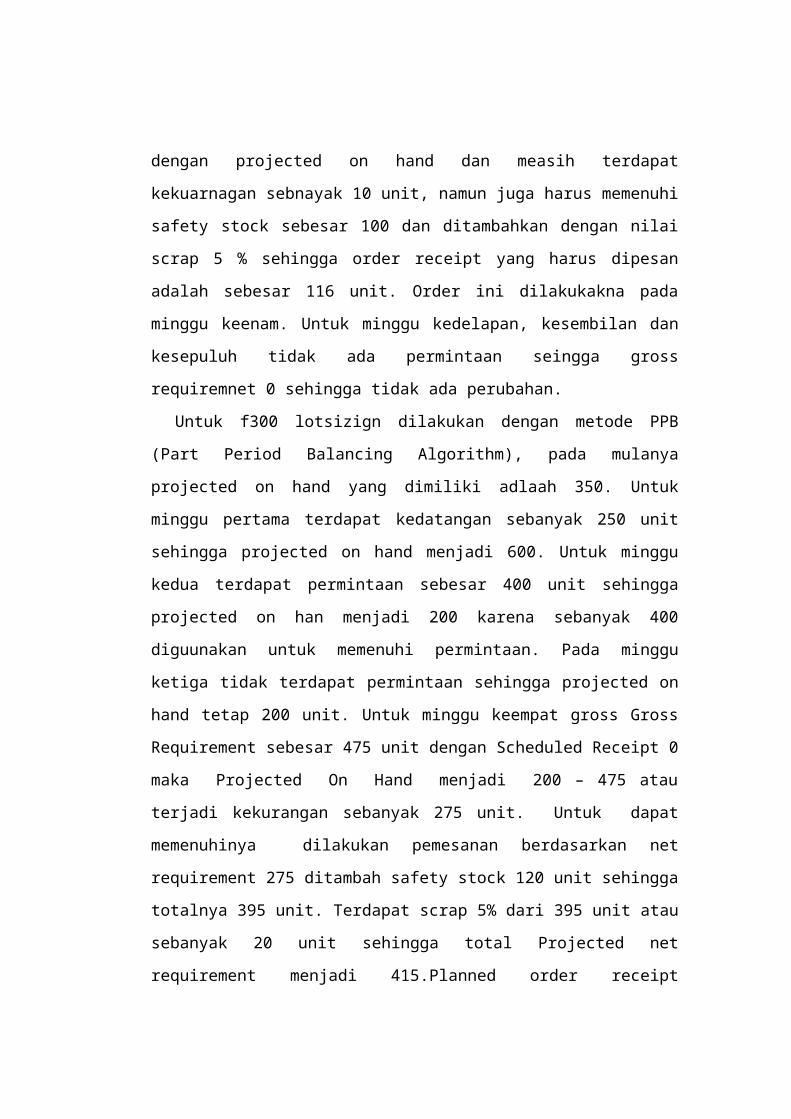
dengan projected on hand dan measih terdapat
kekuarnagan sebnayak 10 unit, namun juga harus memenuhi
safety stock sebesar 100 dan ditambahkan dengan nilai
scrap 5 % sehingga order receipt yang harus dipesan
adalah sebesar 116 unit. Order ini dilakukakna pada
minggu keenam. Untuk minggu kedelapan, kesembilan dan
kesepuluh tidak ada permintaan seingga gross
requiremnet 0 sehingga tidak ada perubahan.
Untuk f300 lotsizign dilakukan dengan metode PPB
(Part Period Balancing Algorithm), pada mulanya
projected on hand yang dimiliki adlaah 350. Untuk
minggu pertama terdapat kedatangan sebanyak 250 unit
sehingga projected on hand menjadi 600. Untuk minggu
kedua terdapat permintaan sebesar 400 unit sehingga
projected on han menjadi 200 karena sebanyak 400
diguunakan untuk memenuhi permintaan. Pada minggu
ketiga tidak terdapat permintaan sehingga projected on
hand tetap 200 unit. Untuk minggu keempat gross Gross
Requirement sebesar 475 unit dengan Scheduled Receipt 0
maka Projected On Hand menjadi 200 – 475 atau
terjadi kekurangan sebanyak 275 unit. Untuk dapat
memenuhinya dilakukan pemesanan berdasarkan net
requirement 275 ditambah safety stock 120 unit sehingga
totalnya 395 unit. Terdapat scrap 5% dari 395 unit atau
sebanyak 20 unit sehingga total Projected net
requirement menjadi 415.Planned order receipt
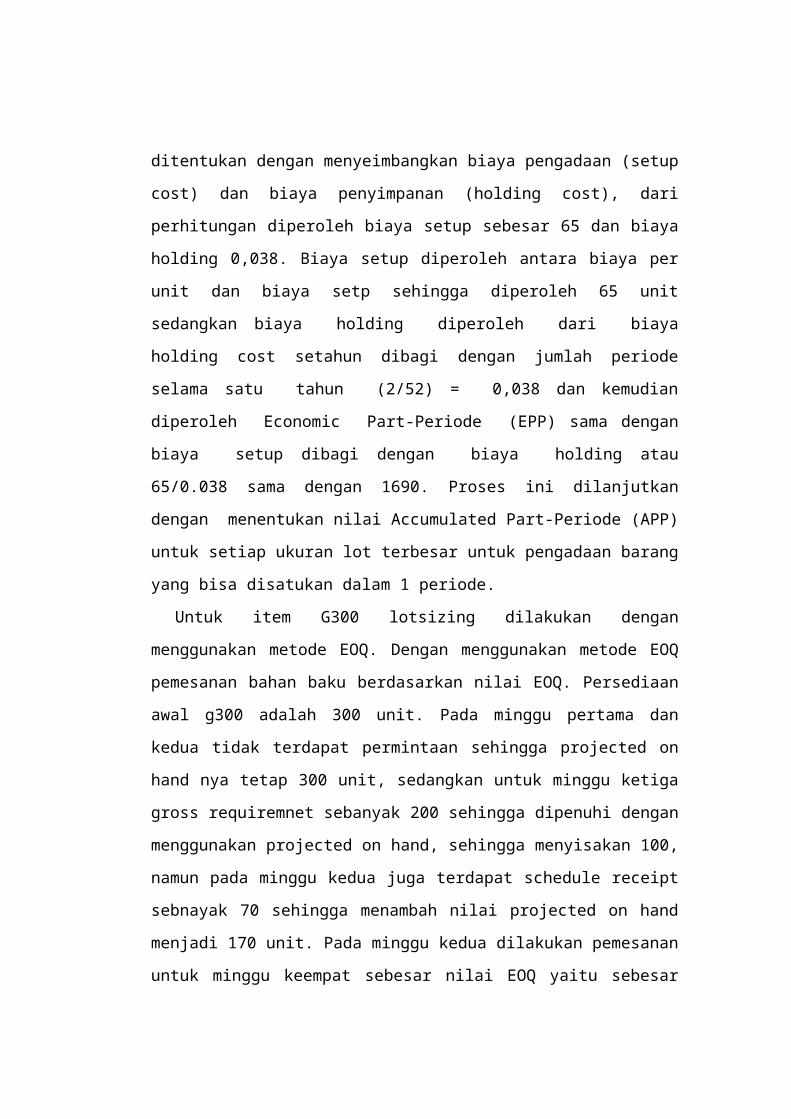
ditentukan dengan menyeimbangkan biaya pengadaan (setup
cost) dan biaya penyimpanan (holding cost), dari
perhitungan diperoleh biaya setup sebesar 65 dan biaya
holding 0,038. Biaya setup diperoleh antara biaya per
unit dan biaya setp sehingga diperoleh 65 unit
sedangkan biaya holding diperoleh dari biaya
holding cost setahun dibagi dengan jumlah periode
selama satu tahun (2/52) = 0,038 dan kemudian
diperoleh Economic Part-Periode (EPP) sama dengan
biaya setup dibagi dengan biaya holding atau
65/0.038 sama dengan 1690. Proses ini dilanjutkan
dengan menentukan nilai Accumulated Part-Periode (APP)
untuk setiap ukuran lot terbesar untuk pengadaan barang
yang bisa disatukan dalam 1 periode.
Untuk item G300 lotsizing dilakukan dengan
menggunakan metode EOQ. Dengan menggunakan metode EOQ
pemesanan bahan baku berdasarkan nilai EOQ. Persediaan
awal g300 adalah 300 unit. Pada minggu pertama dan
kedua tidak terdapat permintaan sehingga projected on
hand nya tetap 300 unit, sedangkan untuk minggu ketiga
gross requiremnet sebanyak 200 sehingga dipenuhi dengan
menggunakan projected on hand, sehingga menyisakan 100,
namun pada minggu kedua juga terdapat schedule receipt
sebnayak 70 sehingga menambah nilai projected on hand
menjadi 170 unit. Pada minggu kedua dilakukan pemesanan
untuk minggu keempat sebesar nilai EOQ yaitu sebesar
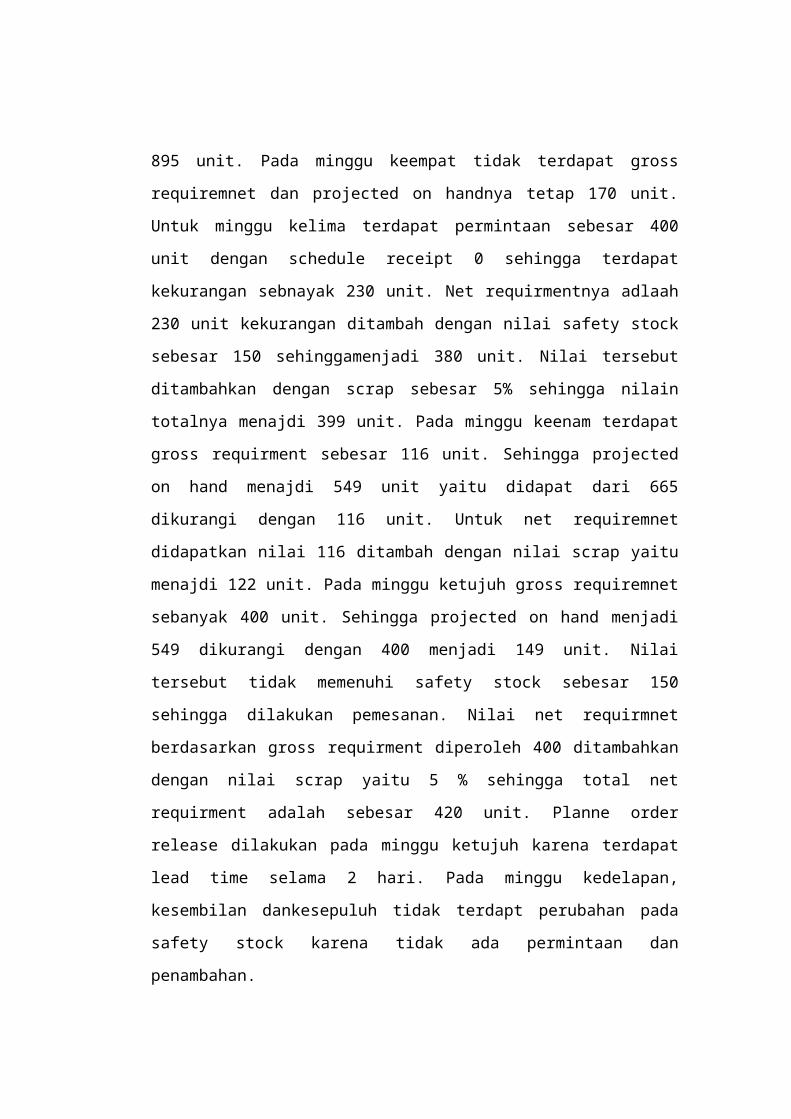
895 unit. Pada minggu keempat tidak terdapat gross
requiremnet dan projected on handnya tetap 170 unit.
Untuk minggu kelima terdapat permintaan sebesar 400
unit dengan schedule receipt 0 sehingga terdapat
kekurangan sebnayak 230 unit. Net requirmentnya adlaah
230 unit kekurangan ditambah dengan nilai safety stock
sebesar 150 sehinggamenjadi 380 unit. Nilai tersebut
ditambahkan dengan scrap sebesar 5% sehingga nilain
totalnya menajdi 399 unit. Pada minggu keenam terdapat
gross requirment sebesar 116 unit. Sehingga projected
on hand menajdi 549 unit yaitu didapat dari 665
dikurangi dengan 116 unit. Untuk net requiremnet
didapatkan nilai 116 ditambah dengan nilai scrap yaitu
menajdi 122 unit. Pada minggu ketujuh gross requiremnet
sebanyak 400 unit. Sehingga projected on hand menjadi
549 dikurangi dengan 400 menjadi 149 unit. Nilai
tersebut tidak memenuhi safety stock sebesar 150
sehingga dilakukan pemesanan. Nilai net requirmnet
berdasarkan gross requirment diperoleh 400 ditambahkan
dengan nilai scrap yaitu 5 % sehingga total net
requirment adalah sebesar 420 unit. Planne order
release dilakukan pada minggu ketujuh karena terdapat
lead time selama 2 hari. Pada minggu kedelapan,
kesembilan dankesepuluh tidak terdapt perubahan pada
safety stock karena tidak ada permintaan dan
penambahan.

BAB V
KESIMPULAN
1. Dalam praktikum kali ini dapat dilakukan
perencanaan kebutuhan bahan dengan menggunakan
program WinQSB. Sistematika pengolahanan data
unutk memperoleh MRP adalah netting, offsetting,
lotting, dan bom exploding.
2. Dalam melakukan pengolahan pengolahan data MRP
input yang dibutuhkan adalah Jadwal induk
produksi, inventory record dan Bill of Material.
3. Output yang dihasilkan dari praktikum ini adalah
berupa perencanaan kebutuhan bahan baku dengan
menggunakan berbagai metode lotting.
LAMPIRAN
![TEKNIK PERENCANAAN [ TEKNIK PERENCANAAN [ TEKNIK PERENCANAAN TATA GUNA LAHAN] [ TEKNIK PERENCANAAN TATA GUNA LAHAN] TATA GUNA LAHAN] TATA GUNA LAHAN](https://img.dokumen.tips/doc/110x75/635f85f44b04ea6b430d235d/teknik-perencanaan-teknik-perencanaan-teknik-perencanaan-tata-guna-lahan-.jpg)




























