Embed Size (px)
Citation preview
A
siHtylbdC
Kr
1
no“cwb
ilbpzo
0d
Materials Science and Engineering A 472 (2008) 179–186
Microstructure and tensile properties of friction stir weldedAZ31B magnesium alloy
N. Afrin a, D.L. Chen a,∗, X. Cao b, M. Jahazi b
a Department of Mechanical and Industrial Engineering, Ryerson University, 350 Victoria Street, Toronto, Ontario M5B 2K3, Canadab Aerospace Manufacturing Technology Centre, Institute for Aerospace Research, National Research Council Canada,
5145 Decelles Avenue, Montreal, Quebec H3T 2B2, Canada
Received 28 January 2007; received in revised form 5 March 2007; accepted 6 March 2007
bstract
The microstructural change in AZ31B-H24 magnesium (Mg) alloy after friction stir welding (FSW) was examined. The effects of tool rotationalpeed and welding speed on the microstructure and tensile properties were evaluated. The grain size was observed to increase after FSW, resultingn a drop of microhardness across the welded region from about 70 HV in the base metal to about 50 HV at the center of the stir zone. The obtainedall–Petch type relationship showed a strong grain size dependence of the hardness. The aspect ratio and fractal dimension of the grains decreased
owards the center of the stir zone. The welding speed had a significant effect on the microstructure, with larger grains at a lower welding speed. Theield strength and ultimate tensile strength increased with increasing welding speed due to a lower heat input. A lower rotational speed of 500 rpmed to higher yield strength than a higher rotational speed of 1000 rpm. The friction stir welded joints were observed to fail mostly at the boundary
etween the weld nugget and thermomechanically affected zone at the advancing side. Fracture surfaces showed a mixture of cleavage-like andimple-like characteristics.rown Copyright © 2007 Published by Elsevier B.V. All rights reserved.eywords: Friction stir welding; Magnesium alloy; Microstructural characterization; Grain size; Aspect ratio; Fractal dimension; Microhardness; Hall–Petch
swe
oWaasahrt
elationship; Tensile properties
. Introduction
Friction stir welding (FSW) is a solid state metal joining tech-ique which was developed and patented by The Weld Institutef Cambridge, UK, in 1991 [1]. This technique is termed asgreen” technology by many researchers due to its energy effi-iency and environment friendliness [2]. This joining techniqueas first used to join aluminum and its alloys. Recently FSW iseing used to weld magnesium alloys and other alloys.
Structural applications of magnesium alloys are rapidlyncreasing in automotive and aerospace equipment due to theirow density, and ease of castability. Joining of magnesium alloysy conventional techniques is very difficult due to the several
roblems such as, cracking, expulsion and void in the weldone [3–5]. FSW is capable of joining magnesium alloy with-ut melting it and thus can eliminate problems related to the∗ Corresponding author. Tel.: +1 416 979 5000x6487; fax: +1 416 979 5265.E-mail address: [email protected] (D.L. Chen).
sLpnwns
921-5093/$ – see front matter. Crown Copyright © 2007 Published by Elsevier B.Voi:10.1016/j.msea.2007.03.018
olidification. As FSW does not requite any filler material in theeld zone, the metallurgical problems associated with it can be
liminated and good quality weld can be obtained.Grain refinement and higher microhardness in the weld zone
f FSW AZ31 magnesium alloy were reported by Wang andang [6], whereas Satoshi et al. [7] reported a lower hardness
nd smaller grain size in the weld zone of AZ31 magnesiumlloy compared to the base metal. Nagasawa et al. [8] foundmaller grain size in the stir zone of hot rolled AZ31B platefter friction stir welding with insignificant difference in theardness between the weld zone and the base metal. Separateesearch carried out by Lee et al. [9] showed significant reduc-ion in the weld hardness due to the evolution of bigger grainize in the weld zone of FSW AZ31B-H24 hot rolled alloy.ee et al. [10] studied the effect of different friction stir weldingarameters on the tensile strength of extruded AZ31B-H24 mag-
esium alloy joints and reported that tensile strength decreasesith increasing welding speed, whereas Lim et al. [11] foundo significant effect of processing parameters on the tensiletrength of friction stir welded AZ31B-H24 alloy. Furthermore,. All rights reserved.

1 nd Engineering A 472 (2008) 179–186
iWarwfgctfd
2
asttaaaisa1121V
pd4rg5ramtatfb
TWA
N
IIIIVV
Fsh
sfa
P
T
l
Idgdf[
u1rdtdas
80 N. Afrin et al. / Materials Science a
nvestigations carried out by two separate researchers Wang andang [6] and Pareek et al. [12] on AZ31B-H24 magnesium
lloy showed that the tensile strength increases with increasingotational speed. These studies showed significant effects of theelding parameters (rotational speed and welding speed) on the
riction stir welded magnesium alloy. It is possible to produceood quality joints with high strength using optimum weldingonditions. The purpose of this study is, therefore, to examinehe microstructural evolution, hardness and tensile properties ofriction stir welded joints of AZ31B-H24 magnesium alloy inifferent welding conditions.
. Experimental procedures
Friction stir butt welded joints of AZ31B-H24 magnesiumlloy, with a thickness of 4.95 mm and chemical compo-ition of 2.5–3.5% Al, 0.7–1.3% Zn, 0.20–1.0% Mn andhe balance Mg, were selected in the present study. Fric-ion stir welding was carried out using MTS-FSW machinend in the direction perpendicular to the rolling direction. Andjustable pin tool with a nominal pin diameter of 6.35 mmnd shoulder diameter of 19.05 mm was used in the presentnvestigation. Details of friction stir welding conditions arehown in Table 1. Six different welding conditions werepplied to these samples. Welding speeds were varied fromto 4 mm/s, and rotational speeds were varied from 500 to
000 rpm. Welding parameters of 500 rpm, 1 mm/s; 500 rpm,mm/s; 750 rpm, 2 mm/s; 1000 rpm, 2 mm/s; 1000 rpm, 3 mm/s;000 rpm, 4 mm/s were indicated by samples I, II, III, IV, V andI, respectively.Samples for microstructural characterization were taken per-
endicular to the welding direction (i.e., parallel to the rollingirection in this work). All samples were cut approximately4 mm in length and were cold-mounted using Lecoset 7007esin powder and liquid. The samples were then manuallyround and polished. The polished samples were etched using% nital to show general flow structure of the alloy. A standardeagent made of 4.2 g picric acid, 10 ml acetic acid, 10 ml H2Ond 70 ml ethanol (95% concentration) was used to reveal theicrostructure of the welded joints. Microscopic images were
aken by light microscope at a magnification of 400× and image
nalyses were subsequently performed using Clemex softwareo obtain the grain size, aspect ratio and fractal dimension of theriction stir welded joints. Based on the fractal concept proposedy Manderbrot [13], Manderbrot et al. [14], for irregular objectsable 1elding parameters selected in the present study for the friction stir welding ofZ31B-H24 magnesium alloy butt joints
umber Rotational speed (rpm) Welding speed (mm/s)
500 1.0I 500 2.0II 750 2.0V 1000 2.0
1000 3.0I 1000 4.0
Alamatwes
3
o
ig. 1. A typical example of perimeter (P) vs. area (A) of grains for sample VIhowing a linear variation of log(P) with log(A), where the slope represents aalf of the fractal dimension.
uch as microstructures and fracture surfaces in materials theollowing relationship holds among the perimeter (P), area (A)nd fractal dimension (D),
1/D ∝ A1/2. (1)
his equation can be rewritten as,
og P = constant +(
D
2
)log A. (2)
t can be seen that D/2 is the slope of a straight line in a log–logiagram of the perimeter versus area. A typical plot of therain perimeters (P) as a function of the grain areas (A) in theouble-log scales is shown in Fig. 1. A straight line can be seenrom the plot, where the fractal dimension is twice the slope13–16].
A computerized Buehler microhardness testing machine wassed for the microindentation hardness tests where a load of00 g and 15 s duration time were used. The test results wereecorded in the computer using a Hyper Terminal. Microin-entation tests were performed along a path of 40 mm acrosshe sample with an interval of 0.5 mm between two successiveents. The tests were carried out at different distances (e.g., 1nd 4 mm) from the bottom surface and at the top surface of theamples, as shown in Fig. 2.
The samples for tensile tests were prepared according to theSTM E8 standard for sheet type material (i.e., 50 mm gage
ength and 12.5 mm gauge width). Tensile tests were performedt room temperature and at a strain rate of 6.0 × 10−4 s−1. Baseetal specimens and samples IV and VI were further tested
t a strain rate of 6.7 × 10−5 and 7.0 × 10−6 s−1 to observehe effect of strain rate. After tensile tests fracture surfacesere examined using a scanning electron microscope (SEM)
quipped with an energy dispersive X-ray spectroscopy (EDS)ystem.
. Results and discussion
Fig. 2 shows an overall macroscopic cross sectional imagef the friction stir weld zone in sample IV of AZ31B-H24 alloy.

N. Afrin et al. / Materials Science and Engineering A 472 (2008) 179–186 181
elded
Ft(iebftfdtr[avds
bzsmeCtabtt1V
Fi
Fig. 2. A typical macroscopic image of the w
ig. 3 shows typical optical micrographs of: (a) stir zone, (b)hermomechanically affected zone (TMAZ), (c) heat-affectedHAZ) and (d) base metal corresponding to the zones markedn Fig. 2. The elongated grains in the base metal have becomequiaxed and recrystallized in the stir zone and transition zoneetween thermomechanically affected zone and stir zone afterriction stir welding. The evolution of recrystallized grain struc-ure in the stir zone is due to the severe plastic deformation andrictional heat introduced by the rotating tool pin and its shoul-er in the stir zone during welding [9,17–19]. The grains inhe TMAZ in the present study have also become equiaxed andecrystallized which is different from some magnesium alloys10] and most of the Al alloys [20] where the TMAZ was char-
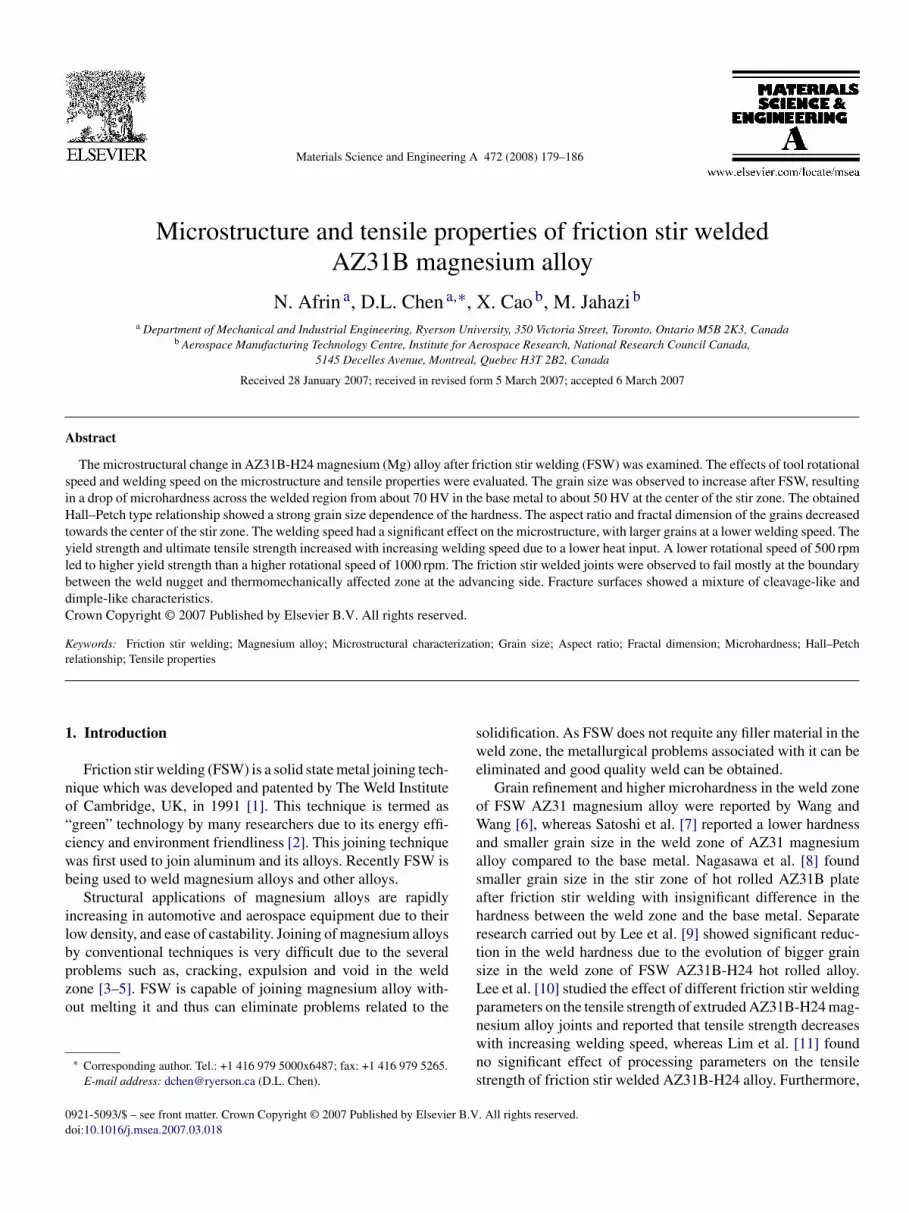
cterized by deformed and elongated grains. Fig. 4a shows theariation of grain size across the FSW specimen at differentepths (at 1 and 4 mm from the bottom surface, and on the topurface). The grain size of approximately 5 �m of the base metalttit
ig. 3. Optical microscope images of: (a) weld nugget, (b) thermomechanically affecn Fig. 2.
joint of sample IV after friction stir welding.
ecame considerably bigger (8.5–9.3 �m) in the center of the stirone after FSW. Slightly larger grains are observed on the topurface compared to the bottom surface in the stir zone. The for-ation of larger grains in the stir zone was also reported by Lim
t al. [11] and Pareek et al. [12] for AZ31-H24 alloy. Similarly,hang et al. [19] observed a smaller grain size at the bottom
han at the top of friction stir processed AZ31 magnesium alloynd the heat generated by the tool shoulder is considered toe responsible for the formation of larger grains close to theop surface. Fig. 4b refers to the variation of grain size acrosshe welded specimen having two different welding conditions000 rpm, 2 mm/s (sample IV) and 1000 rpm, 4 mm/s (sampleI), respectively. The maximum grain size near the center of
he weld zone is slightly bigger in sample IV (about 10.2 �m)han in sample VI (about 9.3 �m). The smaller grains producedn the stir zone induced by the faster welding speed is attributedo the relative lower heat input in the weld. Another reason for
ted zone (TMAZ), (c) heat affected zone (HAZ) and (d) base metal as indicated
182 N. Afrin et al. / Materials Science and Engineering A 472 (2008) 179–186
Fig. 4. Grain size distribution across the weld (a) at different depths from thebt2
ttf
wetfwttzh4tiietcnsa
Fff
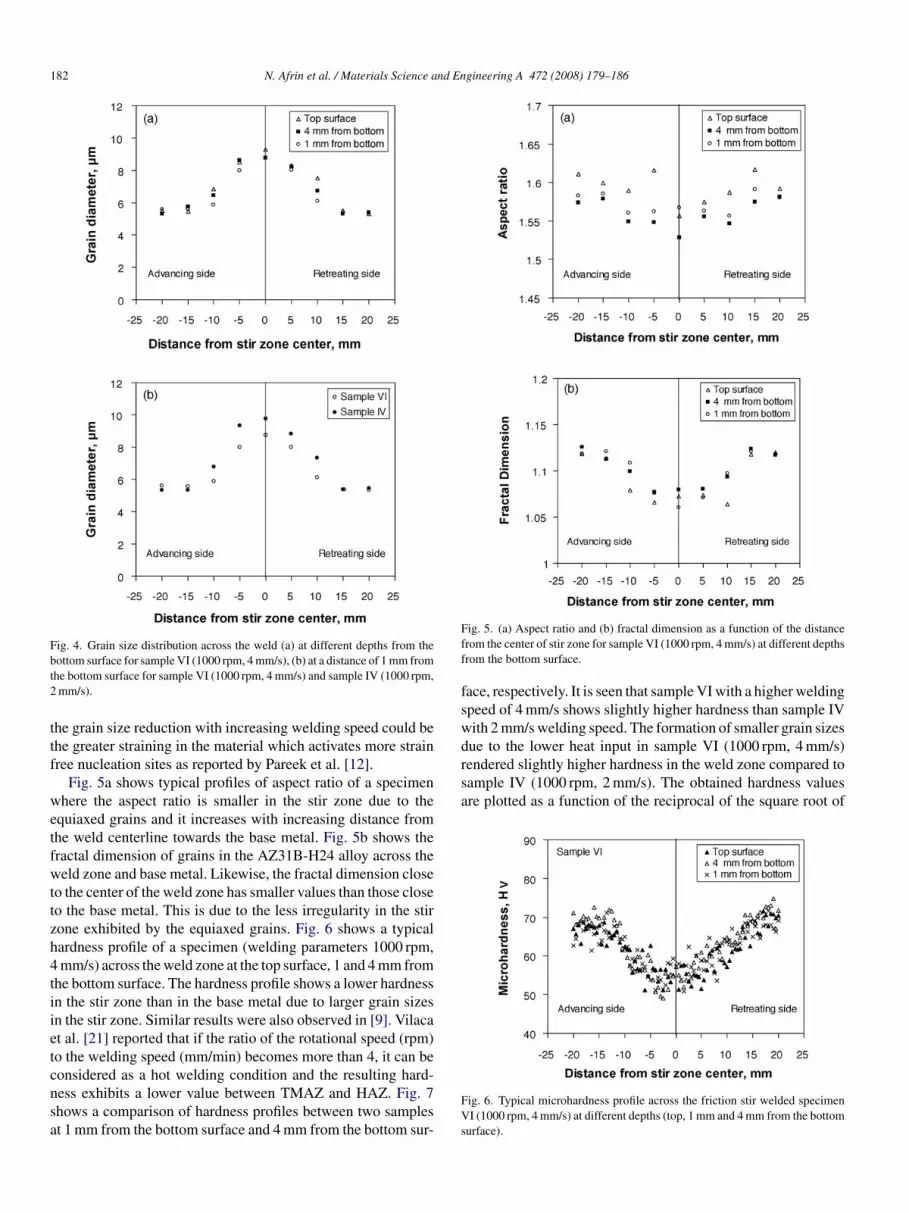
fswdue to the lower heat input in sample VI (1000 rpm, 4 mm/s)rendered slightly higher hardness in the weld zone compared tosample IV (1000 rpm, 2 mm/s). The obtained hardness valuesare plotted as a function of the reciprocal of the square root of
ottom surface for sample VI (1000 rpm, 4 mm/s), (b) at a distance of 1 mm fromhe bottom surface for sample VI (1000 rpm, 4 mm/s) and sample IV (1000 rpm,mm/s).
he grain size reduction with increasing welding speed could behe greater straining in the material which activates more strainree nucleation sites as reported by Pareek et al. [12].
Fig. 5a shows typical profiles of aspect ratio of a specimenhere the aspect ratio is smaller in the stir zone due to the
quiaxed grains and it increases with increasing distance fromhe weld centerline towards the base metal. Fig. 5b shows theractal dimension of grains in the AZ31B-H24 alloy across theeld zone and base metal. Likewise, the fractal dimension close
o the center of the weld zone has smaller values than those closeo the base metal. This is due to the less irregularity in the stirone exhibited by the equiaxed grains. Fig. 6 shows a typicalardness profile of a specimen (welding parameters 1000 rpm,mm/s) across the weld zone at the top surface, 1 and 4 mm from
he bottom surface. The hardness profile shows a lower hardnessn the stir zone than in the base metal due to larger grain sizesn the stir zone. Similar results were also observed in [9]. Vilacat al. [21] reported that if the ratio of the rotational speed (rpm)o the welding speed (mm/min) becomes more than 4, it can be
onsidered as a hot welding condition and the resulting hard-ess exhibits a lower value between TMAZ and HAZ. Fig. 7hows a comparison of hardness profiles between two samplest 1 mm from the bottom surface and 4 mm from the bottom sur-FVs
ig. 5. (a) Aspect ratio and (b) fractal dimension as a function of the distancerom the center of stir zone for sample VI (1000 rpm, 4 mm/s) at different depthsrom the bottom surface.
ace, respectively. It is seen that sample VI with a higher weldingpeed of 4 mm/s shows slightly higher hardness than sample IVith 2 mm/s welding speed. The formation of smaller grain sizes
ig. 6. Typical microhardness profile across the friction stir welded specimenI (1000 rpm, 4 mm/s) at different depths (top, 1 mm and 4 mm from the bottom
urface).

N. Afrin et al. / Materials Science and Engineering A 472 (2008) 179–186 183
F2(
tssscs
Fw
FHs
taah
ig. 7. A comparison of the hardness values between samples IV (1000 rpm,mm/s) and VI (1000 rpm, 4 mm/s) at: (a) 1 mm from the bottom surface and
b) 4 mm from the bottom surface.
he grain sizes in Fig. 8. The hardness values and grain sizes ofample VI (1000 rpm, 4 mm/s) are taken at the center and bothides of the weld nugget at a distance of 5, 10, 15 and 20 mm. It is
een that the Hall–Petch type linear relationship is followed andould be written as HV = 16.4 + 119.5d−1/2, where d is the grainize. The relationship shows a strong grain size dependence ofig. 8. A typical plot of the Hall–Petch type relationship for the friction stirelded sample VI (1000 rpm, 4 mm/s).
d
dywrfYmy(oVwth(fttt
ig. 9. Yield strength (YS) and ultimate tensile strength (UTS) of FSW AZ31B-24 alloy at: (a) different rotational speeds (rpm) and (b) different welding
peeds (mm/s).
he hardness in the FSWed AZ31B-H24 alloy. The grain bound-ries thus become the main obstacle to the slip of dislocationsnd the materials with a smaller grain size would have higherardness or strength as it would impose more restriction to theislocation movement.
Fig. 9 shows the tensile test results for specimens having: (a)ifferent rotational speeds and (b) different welding speeds. Theield strength (YS) decreases with increasing rotational speed,hereas the ultimate tensile strength (UTS) decreases when the
otational speed changes from 500 to 750 rpm and then increasesorm 750 rpm to 1000 rpm as seen in Fig. 9a. Fig. 9b shows bothS and UTS increase with increasing welding speed. Speci-ens with a lower rotational speed (500 rpm) show a higher
ield strength than the specimens with a higher rotational speed1000 rpm) regardless of the welding speed. The highest UTSf about 201 MPa in the present study was obtained for sampleI (1000 rpm, 4 mm/s). An average elongation of about 2.5%as observed for FSW joints, which is approximately 21% of
he elongation of the base metal. The base metal has also aigher yield strength (about 208 MPa), ultimate tensile strengthabout 309 MPa) and elongation (12%) compared to those of
riction stir welded joints of AZ31B-H24 alloy, as indicated byhe dashed lines in Fig. 9a. The reason for such a decrease inhe tensile properties could be explained by the grain growth inhe stir zone and TMAZ, and the presence of significant amount
184 N. Afrin et al. / Materials Science and Engineering A 472 (2008) 179–186
F(
oz[arca
oaYbrcfroe6t2fgt
t
Fig. 11. Yield strength and ultimate tensile strength as a function of the strainra
ssstfSTottoaot1satc
f
ig. 10. A comparison of the yield strength (YS) and ultimate tensile strengthUTS) obtained in the present study with those reported in the literature.
f oxide layer in the boundary between the TMAZ and the stirone at AS, as reported by Lim et al. [11] and Gharacheh et al.22]. Another reason would be that magnesium alloys havingn hcp crystal structure found themselves responsible for thiseduction in the tensile properties due to the formation of newrystallographic texture in the weld zone as reported by Park etl. [17].
Fig. 10 presents a comparison of the tensile test resultsbtained in the present study with those reported in the liter-ture at varying welding speeds. It can be seen that the obtainedS and UTS are in good agreement with the results reportedy other researchers [11,12]. Fig. 11 shows the tensile testesults of both base metal and friction stir welded joints underonditions of 1000 rpm, 4 mm/s and 1000 rpm, 2 mm/s as aunction of the average strain rates. The change of the strainates seems to exhibit little or no effect on the YS and UTSf AZ31B-H24 magnesium alloy and its FSWed joints. How-ver, decreasing the tensile test strain rate from 6.0 × 10−4 to.7 × 10−5 s−1 increases the elongation from 12 to16.4% forhe base metal, and from 2.3 to 3% for sample IV (1000 rpm,mm/s), and slightly decreases the elongation from 3 to 2.8%
or sample VI (1000 rpm, 4 mm/s). Similar results on the elon-
ation were observed when the strain rate was further decreasedo 7.0 × 10−6 s−1.Fig. 12 shows a typical tensile fracture location of the fric-ion stir welded joints of AZ31B-H24 alloy. Among 15 tensile
jpd(
Fig. 12. A macroscopic image showing typical fracture location
ate for the base metal and friction stir welded samples IV (1000 rpm, 2 mm/s)nd VI (1000 rpm, 4 mm/s) of AZ31B-H24 alloy.
amples tested, 14 of them failed at the boundary between thetir zone and TMAZ at the advancing side. The failure of theamples was basically 45◦ shear fracture, which could be dueo the formation of texture by the shear deformation resultedrom the rotation of the pin and tool shoulder in that region [12].ome authors reported the fracture at the boundary between theMAZ and the stir zone due to the fact that the accumulationf basal slip plane (0 0 0 1) having their normal parallel to theransverse direction (TD) is maximum in that location leadingo the minimum Schmid’s factor [23,24]. Fracture locations arebserved to be about 5–8 mm from the weld centerline measuredt the top surface of the specimens. At a low rotational speedf 500 rpm, failure occurs closer (5–6 mm from the weld cen-erline) to the weld nugget than at a higher rotational speed of000 rpm (6–8 mm from weld centerline). The lower rotationalpeed creates smaller weld zone due to the lower heat input,nd the boundary between the TMAZ and the SZ (i.e., the frac-ure location in the present study) thus shifts closer to the weldenterline [22].
Fig. 13 shows some typical SEM micrographs of fracture sur-aces for: (a) the base metal, (b and c) the friction stir welded
oints. The base metal exhibits mainly features of elongated dim-les together with some tear ridges, as shown in Fig. 13a. Bothimple-like characteristics (Fig. 13b) and cleavage-like featuresFig. 13c) can be seen in different areas on the fracture surfacesof a friction stir welded specimen of AZ31B-H24 alloy.

N. Afrin et al. / Materials Science and Engineering A 472 (2008) 179–186 185
Fig. 13. Typical SEM micrographs of fracture surfaces of AZ31B-H24 alloya(
aaatcpTtte
Fwp
4
1
2
fter tensile testing: (a) base metal, (b and c) friction stir welded specimens III750 rpm, 2 mm/s) and VI (1000 rpm, 4 mm/s), respectively.
fter FSW. Tensile fracture initiation could have started fromcleavage area between the weld nugget and the TMAZ as
lso reported by Lim et al. [11]. Fig. 14a shows an SEM imageaken from the tensile fracture surface of an FSW specimenontaining some particles. An EDS line scan analysis across thearticle reveals significant oxygen content as seen from Fig. 14b.
hese oxide particles present on the fracture surface could behe trapped oxide during friction stir welding and would be par-ially responsible for the reduction in the tensile strength andlongation of the joints [10,11].
ig. 14. (a) An SEM micrograph of tensile fracture surface of a friction stirelded specimen of AZ31B-H24 alloy and (b) EDS line scan profiles across thearticle showing the distribution of magnesium, oxygen and aluminum.
. Conclusions
. Microstructural examinations of AZ31B-H24 alloy after fric-tion stir welding (FSW) revealed that the grains in the stirzone and thermomechanically affected zone (TMAZ) exhib-ited recrystallization and growth. The grain shape becameequiaxed, giving rise to smaller values of both aspect ratioand fractal dimension. Smaller grain sizes were observed inthe stir zone at a higher welding speed due to a lower heatinput.
. Lower hardness values in the stir zone and the TMAZ were
observed. Faster welding speed produced slightly higherhardness in the stir zone and the TMAZ. The obtainedHall–Petch type relationship showed a strong grain sizedependence of the hardness of AZ31B-H24 alloy after FSW.
1 nd En
3
4
5
6
A
EvoP(fi(Rtfadud
R
[
[
[
[[[
[
[
[[[[
[
86 N. Afrin et al. / Materials Science a
. The tensile test results showed that the yield strength andultimate tensile strength increased with increasing weldingspeed due to the lower heat input in the weld region. A lowerrotational speed of 500 rpm gave rise to a higher yield strengththan a higher rotational speed of 1000 rpm.
. The change in the strain rate from 6.0 × 10−4 to6.7 × 10−5 s−1 showed little or insignificant effect on theyield strength and ultimate tensile strength of both base metaland FSWed AZ31B-H24 alloy. However, the elongation ofthe base metal increased from 12 to 16% when the strain ratechanged from 6 × 10−4 to 6.7 × 10−5 s−1.
. The majority of the FSWed joints were observed to fail at theboundary between the stir zone and the thermomechanicallyaffected zone (TMAZ) at the advancing side. The failure ofthe tensile samples suggested a 45◦ shear fracture. The failurein the TMAZ could be explained by the grain growth and thepresence of oxides on the fracture surface.
. Fracture surfaces exhibited both cleavage-like and dimple-like fracture characteristics for the FSWed AZ31B-H24 alloyafter tensile tests.
cknowledgements
The authors would like to thank the National Sciences andngineering Research Council (NSERC) of Canada for pro-iding financial support. This investigation involves a partf multi-national Canada–China–USA Collaborative Researchroject on the Magnesium Front End Research and DevelopmentMFERD). One of the authors (D.L. Chen) is also grateful for thenancial support by the Premier’s Research Excellence AwardPREA), Canada Foundation for Innovation (CFI) and Ryersonesearch Chair (RRC) program. The authors would also like to
hank Messrs. A. Machin, Q. Li, J. Amankrah and R. Churamanor easy access in the laboratory of Ryerson University and their
ssistance in the experiments during the study. Thanks are alsoue to Mr. M. Guerin for the preparation of FSWed samplessing FSW system, and to Professor S.D. Bhole for his helpfuliscussion.[
[
gineering A 472 (2008) 179–186
eferences
[1] W.M. Thomas, E.D. Nicholas, J.C. Needham, M.G. Church, P. Temple-smith, C.J. Dawes, GB Patent Application No. 9125978.9 (December1991).
[2] R.S. Mishra, Z.Y. Ma, Mater. Sci. Eng. R 50 (2005) 1–78.[3] Y.R. Wang, Z.D. Zhang, Trans. China Weld. Inst. 27 (2006) 9–12.[4] L. Liu, C. Dong, Mater. Lett. 60 (2006) 2194–2197.[5] T. Kim, J. Kim, Y. Hasegawa, Y. Suga, Proceedings of the Third Interna-
tional Symposium on Designing, Processing and Properties of AdvancedEngineering Materials, Jeju Island, South Korea, November 5–8, 2003, pp.417–420.
[6] X.H. Wang, K.S. Wang, Mater. Sci. Eng. A 431 (2006) 114–117.[7] H. Satoshi, O. Kazutaka, D. Masayuki, O. Hisanori, I. Masahisa, A.
Yasuhisa, Q. J. Jpn. Weld. Soc. 21 (2003) 539–545.[8] T. Nagasawa, M. Otsuka, T. Yokota, T. Ueki, in: H.I. Kaplan, J. Hryn, B.
Clow (Eds.), Magnesium Technology 2000, TMS, 2000, pp. 383–387.[9] W.B. Lee, Y.M. Yeon, S.B. Jung, Mater. Sci. Technol. 19 (2003) 785–790.10] W.B. Lee, Y.M. Yeon, S.K. Kim, Y.J. Kim, S.B. Jung, in: H.I. Kaplan (Ed.),
Magnesium Technology 2002, TMS, 2002, pp. 309–312.11] S. Lim, S. Kim, C.-G. Lee, C.D. Yim, S.J. Kim, Metall. Mater. Trans. A 36
(2005) 1609–1612.12] M. Pareek, A. Polar, F. Rumiche, J.E. Indacochea, Proceedings of the
Seventh International Conference on Trends in Welding Research, PineMountain, GA, United States, May 16–20, 2005, ASM International, 2006,pp. 421–426.
13] B.B. Manderbrot, Int. J. Fract. 138 (2006) 13–17.14] B.B. Manderbrot, D.E. Passoja, A.J. Paullay, Nature 308 (1984) 721–722.15] D.L. Chen, D.X. Pang, Z.J. Yang, S. Kong, L.T. Wang, K. Yang, G.W.
Quao, J. Phys. C: Solid State Phys. 21 (1988) 271–276.16] Z.G. Wang, D.L. Chen, X.X. Jiang, S.H. Ai, C.H. Shih, Scripta Mater. 22
(1988) 827–832.17] S.H.C. Park, Y.S. Sato, H. Kokawa, Metall. Mater. Trans. A 34 (2003)
987–994.18] S.H.C. Park, Y.S. Sato, H. Kokawa, Scripta Mater. 49 (2003) 161–166.19] C.I. Chang, C.J. Lee, J.C. Huang, Scripta Mater. 51 (2004) 509–514.20] G. Bussu, P.E. Irving, Int. J. Fatigue 25 (2003) 77–88.21] P. Vilaca, L. Quintino, J.F.D. Santos, J. Mater. Proc. Technol. 169 (2005)
452–465.22] M.A. Gharacheh, A.H. Kokabi, G.H. Daneshi, B. Shalchi, R. Sarrafi, Int.
J. Mach. Tools Manuf. 46 (2006) 1983–1987.23] W.D. Callister Jr., Materials Science and Engineering—An Introduction,
seventh ed., John Wiley & Sons, Inc., New York, 2007.24] W. Woo, H. Choo, D.W. Brown, P.K. Liaw, Z. Feng, Scripta Mater. 54
(2006) 1859–1864.





























