Embed Size (px)
Citation preview

Journal of Mechanical Science and Technology 28 (2) (2014) 499~504
www.springerlink.com/content/1738-494x DOI 10.1007/s12206-013-1153-0
Mechanical properties of graphite/aluminum metal matrix composite joints by
friction stir spot welding† Chi-Sung Jeon1, Yong-Ha Jeong2, Sung-Tae Hong2,*, Md. Tariqul Hasan3, Huynh Ngoc Tien4,
Seung-Hyun Hur4 and Yong-Jai Kwon5
1Technical Research Center, Hyundai Steel Company, Dangjin, Korea 2School of Mechanical Engineering, University of Ulsan, Ulsan, Korea
3Institute of e-vehicle Technology, University of Ulsan, Ulsan, Korea 4School of Chemical Engineering and Bioengineering, University of Ulsan, Ulsan, Korea
5School of Materials Science and Engineering, University of Ulsan, Ulsan, Korea
(Manuscript Received November 14, 2012; Revised March 31, 2013; Accepted October 12, 2013)
----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Abstract Graphite/aluminum metal matrix composite (MMC) joints are successfully fabricated by friction stir spot welding (FSSW). During
lap-joining processes of aluminum alloy sheets by FSSW, graphite/water colloid is applied between the tool shoulder and the upper plate. The Raman spectrum of the FSSW joint confirms that graphite/aluminum MMC is successfully induced in the stir zone. Quasi-static shear tests and micro hardness measurements of the FSSW joint also show that the strength and toughness of the joint are significantly improved by inducing graphite/aluminum MMC in the stir zone. The results of the present study suggest that the mechanical properties of structural components joined by spot welds can be easily enhanced by adopting MMC joints by FSSW, instead of changing the mate-rial or increasing the number of joints.
Keywords: Aluminum; Friction stir spot welding; Graphite; Lap shear; Metal matrix composite ---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- 1. Introduction
In the modern automotive industry, the use of lightweight materials, especially aluminum alloys, is increasing in an ef-fort to improve fuel efficiency. However, aluminum alloys generally show poor weldability with conventional fusion welding processes. A typical fusion welding process, resis-tance spot welding (RSW) may have several technical chal-lenges for joining aluminum alloys [1]. First, the electrode tip life is limited compared to welding steel sheets, and the RSW of aluminum sheets is likely to produce poor weld consistency [2, 3].
Friction stir spot welding (FSSW) or friction spot joining (FSJ) is a derivative of friction stir welding (FSW) [4-6]. As the term “spot” indicates, FSSW is a spot joining process and lateral tool movement is not involved during the process. Therefore, the bonding mechanism of FSSW can be different from that of FSW. Even though there are differences in bond-ing mechanisms between FSSW and FSW, these solid state joining processes provide quite similar technical advantages [1, 7]. For example, due to the characteristics of FSSW and FSW
as solid state joining processes, liquidation related cracking and porosity, which may lead to distortion and defects in the weld, are avoided [8]. The required energy input is also no-ticeably low since melting phenomena are fully avoided in FSSW and FSW. These technical advantages of FSSW and FSW make them very attractive candidates for joining alumi-num alloys [1, 3].
A typical vehicle contains more than 2,000 spot welds. Therefore, even a slight improvement in the mechanical prop-erty of spot joints (welds) may improve the performance of the vehicle significantly. A typical method to enhance specific material properties is to make a composite by adding rein-forcements to the material. Metal-matrix composites (MMC), which generally use light-weight metals as matrix, have re-cently begun to make significant contributions to industrial applications. Various manufacturing methods, mostly based on casting [9, 10] or powder metallurgy [11-13], are available to fabricate nano or micro-size particles MMC. However, achieving uniform dispersion of fine-size particles in molten metal can be extremely difficult. Also micro-level porosity, a common casting defect, may be detrimental in some engineer-ing applications. While techniques based on powder metal-lurgy are effective for successful production of MMC, the fabrication process is time-consuming. Above all, fabrication
*Corresponding author. Tel.: +82 52 2592129, Fax.: +82 52 2591680 E-mail address: [email protected]
† Recommended by Associate Editor Vikas Tomar © KSME & Springer 2014
500 C.-S. Jeon et al. / Journal of Mechanical Science and Technology 28 (2) (2014) 499~504
of bulk MMC to enhance mechanical properties of spot joints is not cost-effective.
FSSW or FSW may be used to induce MMC in selective areas of a target material. Fabrication of MMC using friction stir processing (FSP), which uses the same approach as FSW, has been demonstrated by several researchers. Mishra et al. [14] successfully fabricated a SiC/Al surface MMC by FSP and showed that SiC particles were well distributed in the aluminum matrix while good bonding between the SiC parti-cles and the matrix was generated. Johannes et al. [15] also fabricated a single walled carbon nanotube (SWCNT)/Al MMC by FSP and investigated the survivability of SWCNTs under high shear forces at elevated temperatures of FSP; Ra-man spectroscopy showed that the nanotubes survived the temperatures, stresses, and strains of FSP. Morisada et al. [16] successfully dispersed multi-walled carbon nanotubes (MWCNTs) into a magnesium alloy (AZ31) matrix by FSP and showed that FSW with MWCNTs increased the micro-hardness and promoted grain refinement in the stir zone. Based on the effectiveness of FSP in the fabrication of MMC [14-16], it is expected that FSSW may also be effectively used to fabricate MMC spot joints with enhanced mechanical prop-erties. In the present study, we report the results of a feasibility study of fabricating graphite reinforced MMC spot joints of aluminum alloys using FSSW.
2. Experimental
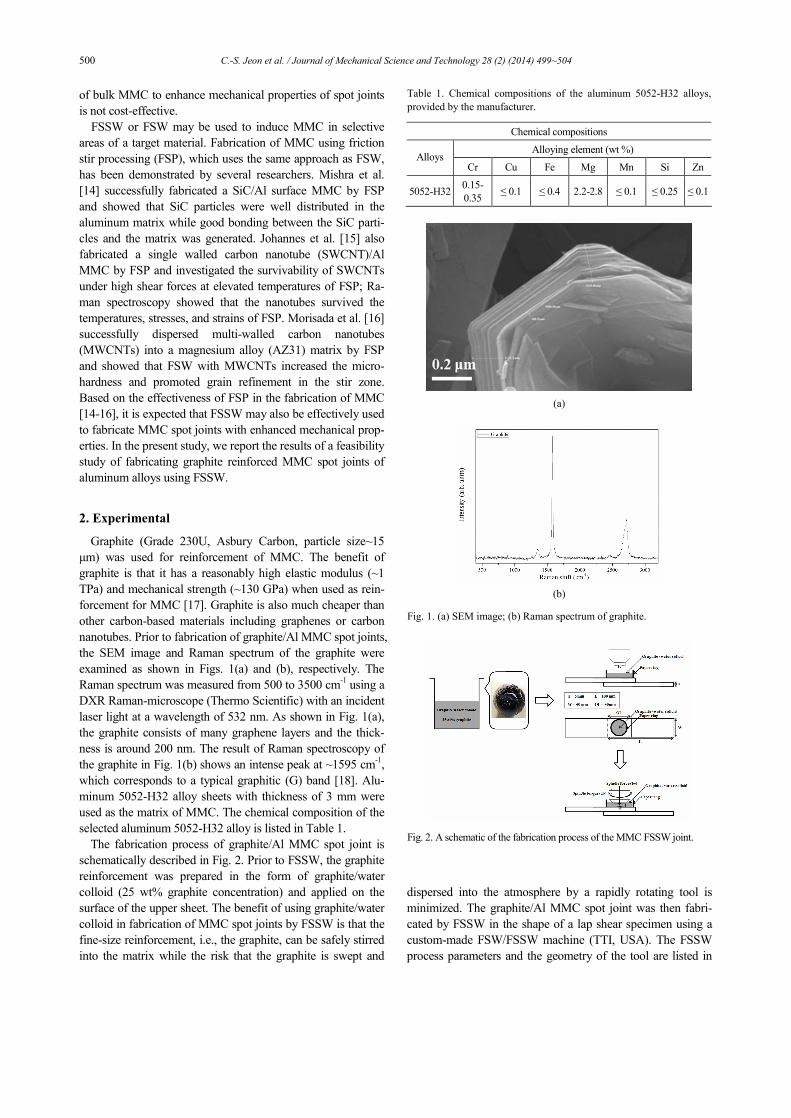
Graphite (Grade 230U, Asbury Carbon, particle size~15 μm) was used for reinforcement of MMC. The benefit of graphite is that it has a reasonably high elastic modulus (~1 TPa) and mechanical strength (~130 GPa) when used as rein-forcement for MMC [17]. Graphite is also much cheaper than other carbon-based materials including graphenes or carbon nanotubes. Prior to fabrication of graphite/Al MMC spot joints, the SEM image and Raman spectrum of the graphite were examined as shown in Figs. 1(a) and (b), respectively. The Raman spectrum was measured from 500 to 3500 cm-1 using a DXR Raman-microscope (Thermo Scientific) with an incident laser light at a wavelength of 532 nm. As shown in Fig. 1(a), the graphite consists of many graphene layers and the thick-ness is around 200 nm. The result of Raman spectroscopy of the graphite in Fig. 1(b) shows an intense peak at ~1595 cm-1, which corresponds to a typical graphitic (G) band [18]. Alu-minum 5052-H32 alloy sheets with thickness of 3 mm were used as the matrix of MMC. The chemical composition of the selected aluminum 5052-H32 alloy is listed in Table 1.
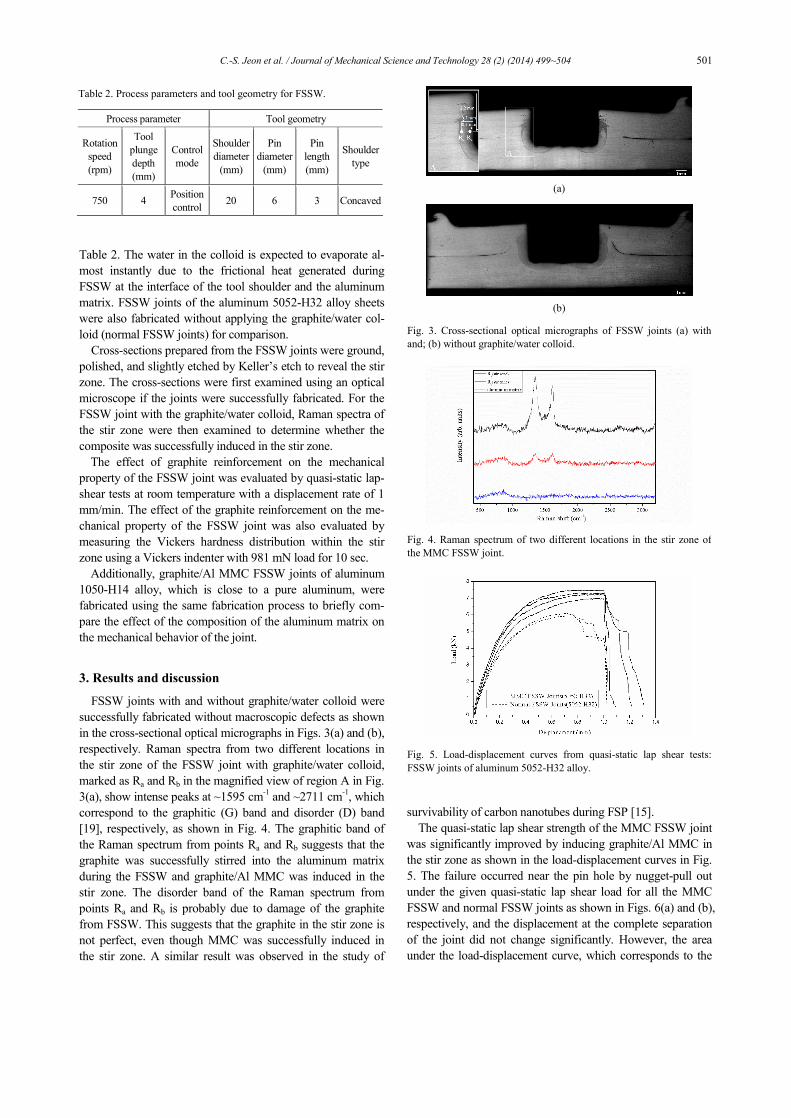
The fabrication process of graphite/Al MMC spot joint is schematically described in Fig. 2. Prior to FSSW, the graphite reinforcement was prepared in the form of graphite/water colloid (25 wt% graphite concentration) and applied on the surface of the upper sheet. The benefit of using graphite/water colloid in fabrication of MMC spot joints by FSSW is that the fine-size reinforcement, i.e., the graphite, can be safely stirred into the matrix while the risk that the graphite is swept and
dispersed into the atmosphere by a rapidly rotating tool is minimized. The graphite/Al MMC spot joint was then fabri-cated by FSSW in the shape of a lap shear specimen using a custom-made FSW/FSSW machine (TTI, USA). The FSSW process parameters and the geometry of the tool are listed in
Table 1. Chemical compositions of the aluminum 5052-H32 alloys, provided by the manufacturer.
Chemical compositions
Alloying element (wt %) Alloys
Cr Cu Fe Mg Mn Si Zn
5052-H32 0.15-0.35 ≤ 0.1 ≤ 0.4 2.2-2.8 ≤ 0.1 ≤ 0.25 ≤ 0.1
(a)
(b)
Fig. 1. (a) SEM image; (b) Raman spectrum of graphite.
Fig. 2. A schematic of the fabrication process of the MMC FSSW joint.
C.-S. Jeon et al. / Journal of Mechanical Science and Technology 28 (2) (2014) 499~504 501
Table 2. The water in the colloid is expected to evaporate al-most instantly due to the frictional heat generated during FSSW at the interface of the tool shoulder and the aluminum matrix. FSSW joints of the aluminum 5052-H32 alloy sheets were also fabricated without applying the graphite/water col-loid (normal FSSW joints) for comparison.
Cross-sections prepared from the FSSW joints were ground, polished, and slightly etched by Keller’s etch to reveal the stir zone. The cross-sections were first examined using an optical microscope if the joints were successfully fabricated. For the FSSW joint with the graphite/water colloid, Raman spectra of the stir zone were then examined to determine whether the composite was successfully induced in the stir zone.
The effect of graphite reinforcement on the mechanical property of the FSSW joint was evaluated by quasi-static lap-shear tests at room temperature with a displacement rate of 1 mm/min. The effect of the graphite reinforcement on the me-chanical property of the FSSW joint was also evaluated by measuring the Vickers hardness distribution within the stir zone using a Vickers indenter with 981 mN load for 10 sec.
Additionally, graphite/Al MMC FSSW joints of aluminum 1050-H14 alloy, which is close to a pure aluminum, were fabricated using the same fabrication process to briefly com-pare the effect of the composition of the aluminum matrix on the mechanical behavior of the joint.
3. Results and discussion
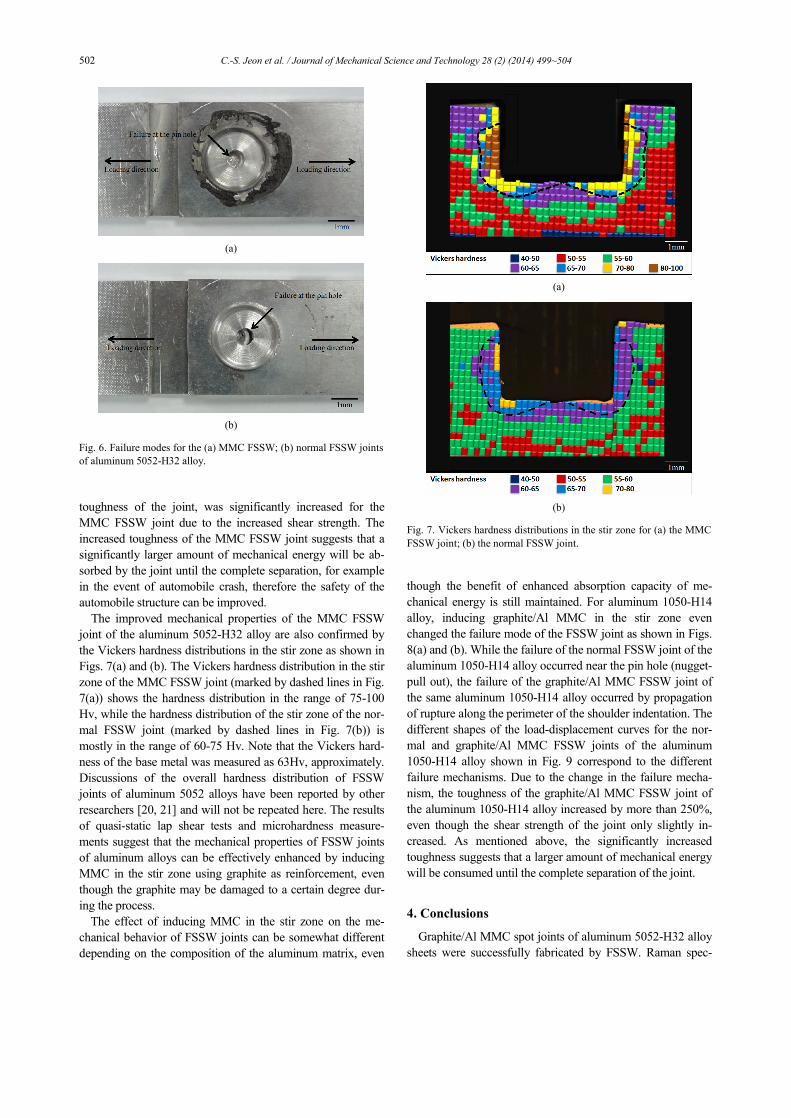
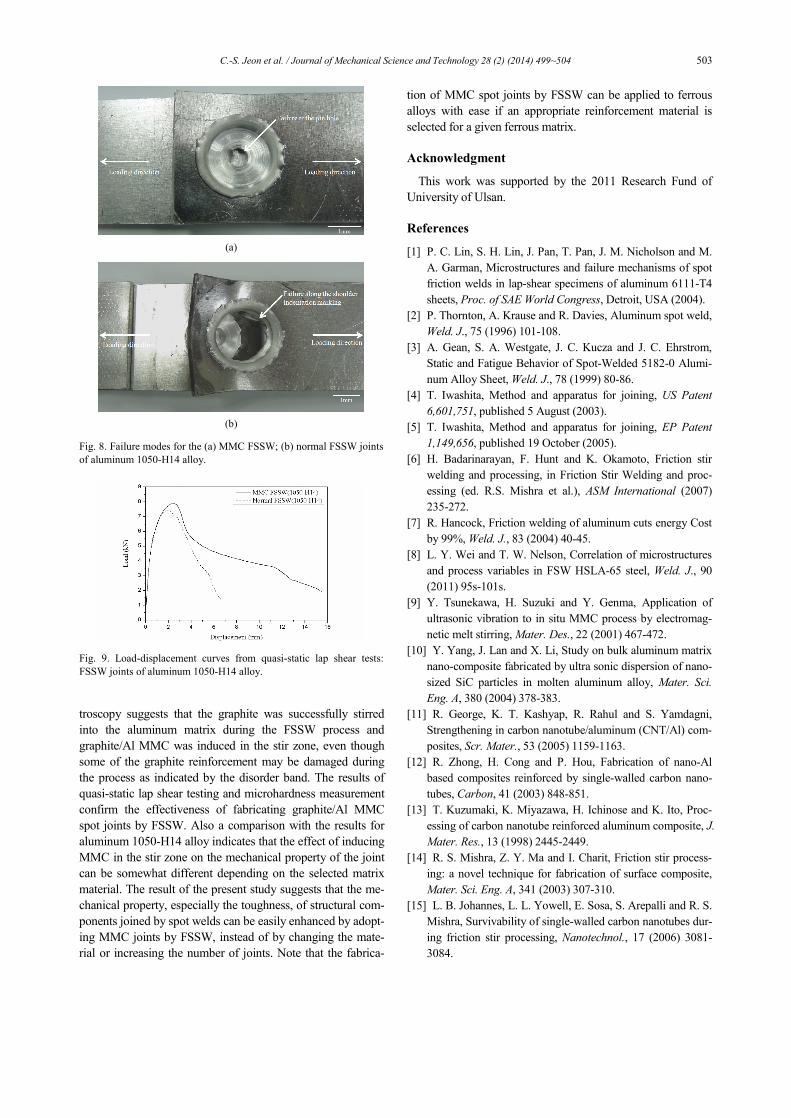
FSSW joints with and without graphite/water colloid were successfully fabricated without macroscopic defects as shown in the cross-sectional optical micrographs in Figs. 3(a) and (b), respectively. Raman spectra from two different locations in the stir zone of the FSSW joint with graphite/water colloid, marked as Ra and Rb in the magnified view of region A in Fig. 3(a), show intense peaks at ~1595 cm-1 and ~2711 cm-1, which correspond to the graphitic (G) band and disorder (D) band [19], respectively, as shown in Fig. 4. The graphitic band of the Raman spectrum from points Ra and Rb suggests that the graphite was successfully stirred into the aluminum matrix during the FSSW and graphite/Al MMC was induced in the stir zone. The disorder band of the Raman spectrum from points Ra and Rb is probably due to damage of the graphite from FSSW. This suggests that the graphite in the stir zone is not perfect, even though MMC was successfully induced in the stir zone. A similar result was observed in the study of
survivability of carbon nanotubes during FSP [15]. The quasi-static lap shear strength of the MMC FSSW joint
was significantly improved by inducing graphite/Al MMC in the stir zone as shown in the load-displacement curves in Fig. 5. The failure occurred near the pin hole by nugget-pull out under the given quasi-static lap shear load for all the MMC FSSW and normal FSSW joints as shown in Figs. 6(a) and (b), respectively, and the displacement at the complete separation of the joint did not change significantly. However, the area under the load-displacement curve, which corresponds to the
Table 2. Process parameters and tool geometry for FSSW.
Process parameter Tool geometry
Rotation speed (rpm)
Tool plunge depth (mm)
Control mode
Shoulder diameter
(mm)
Pin diameter
(mm)
Pin length (mm)
Shoulder type
750 4 Position control 20 6 3 Concaved
(a)
(b)
Fig. 3. Cross-sectional optical micrographs of FSSW joints (a) with and; (b) without graphite/water colloid.
Fig. 4. Raman spectrum of two different locations in the stir zone of the MMC FSSW joint.
Fig. 5. Load-displacement curves from quasi-static lap shear tests: FSSW joints of aluminum 5052-H32 alloy.
502 C.-S. Jeon et al. / Journal of Mechanical Science and Technology 28 (2) (2014) 499~504
toughness of the joint, was significantly increased for the MMC FSSW joint due to the increased shear strength. The increased toughness of the MMC FSSW joint suggests that a significantly larger amount of mechanical energy will be ab-sorbed by the joint until the complete separation, for example in the event of automobile crash, therefore the safety of the automobile structure can be improved.
The improved mechanical properties of the MMC FSSW joint of the aluminum 5052-H32 alloy are also confirmed by the Vickers hardness distributions in the stir zone as shown in Figs. 7(a) and (b). The Vickers hardness distribution in the stir zone of the MMC FSSW joint (marked by dashed lines in Fig. 7(a)) shows the hardness distribution in the range of 75-100 Hv, while the hardness distribution of the stir zone of the nor-mal FSSW joint (marked by dashed lines in Fig. 7(b)) is mostly in the range of 60-75 Hv. Note that the Vickers hard-ness of the base metal was measured as 63Hv, approximately. Discussions of the overall hardness distribution of FSSW joints of aluminum 5052 alloys have been reported by other researchers [20, 21] and will not be repeated here. The results of quasi-static lap shear tests and microhardness measure-ments suggest that the mechanical properties of FSSW joints of aluminum alloys can be effectively enhanced by inducing MMC in the stir zone using graphite as reinforcement, even though the graphite may be damaged to a certain degree dur-ing the process.
The effect of inducing MMC in the stir zone on the me-chanical behavior of FSSW joints can be somewhat different depending on the composition of the aluminum matrix, even
though the benefit of enhanced absorption capacity of me-chanical energy is still maintained. For aluminum 1050-H14 alloy, inducing graphite/Al MMC in the stir zone even changed the failure mode of the FSSW joint as shown in Figs. 8(a) and (b). While the failure of the normal FSSW joint of the aluminum 1050-H14 alloy occurred near the pin hole (nugget-pull out), the failure of the graphite/Al MMC FSSW joint of the same aluminum 1050-H14 alloy occurred by propagation of rupture along the perimeter of the shoulder indentation. The different shapes of the load-displacement curves for the nor-mal and graphite/Al MMC FSSW joints of the aluminum 1050-H14 alloy shown in Fig. 9 correspond to the different failure mechanisms. Due to the change in the failure mecha-nism, the toughness of the graphite/Al MMC FSSW joint of the aluminum 1050-H14 alloy increased by more than 250%, even though the shear strength of the joint only slightly in-creased. As mentioned above, the significantly increased toughness suggests that a larger amount of mechanical energy will be consumed until the complete separation of the joint.
4. Conclusions
Graphite/Al MMC spot joints of aluminum 5052-H32 alloy sheets were successfully fabricated by FSSW. Raman spec-
(a)
(b)
Fig. 6. Failure modes for the (a) MMC FSSW; (b) normal FSSW joints of aluminum 5052-H32 alloy.
(a)
(b)
Fig. 7. Vickers hardness distributions in the stir zone for (a) the MMC FSSW joint; (b) the normal FSSW joint.
C.-S. Jeon et al. / Journal of Mechanical Science and Technology 28 (2) (2014) 499~504 503
troscopy suggests that the graphite was successfully stirred into the aluminum matrix during the FSSW process and graphite/Al MMC was induced in the stir zone, even though some of the graphite reinforcement may be damaged during the process as indicated by the disorder band. The results of quasi-static lap shear testing and microhardness measurement confirm the effectiveness of fabricating graphite/Al MMC spot joints by FSSW. Also a comparison with the results for aluminum 1050-H14 alloy indicates that the effect of inducing MMC in the stir zone on the mechanical property of the joint can be somewhat different depending on the selected matrix material. The result of the present study suggests that the me-chanical property, especially the toughness, of structural com-ponents joined by spot welds can be easily enhanced by adopt-ing MMC joints by FSSW, instead of by changing the mate-rial or increasing the number of joints. Note that the fabrica-
tion of MMC spot joints by FSSW can be applied to ferrous alloys with ease if an appropriate reinforcement material is selected for a given ferrous matrix.
Acknowledgment
This work was supported by the 2011 Research Fund of University of Ulsan.
References
[1] P. C. Lin, S. H. Lin, J. Pan, T. Pan, J. M. Nicholson and M. A. Garman, Microstructures and failure mechanisms of spot friction welds in lap-shear specimens of aluminum 6111-T4 sheets, Proc. of SAE World Congress, Detroit, USA (2004).
[2] P. Thornton, A. Krause and R. Davies, Aluminum spot weld, Weld. J., 75 (1996) 101-108.
[3] A. Gean, S. A. Westgate, J. C. Kucza and J. C. Ehrstrom, Static and Fatigue Behavior of Spot-Welded 5182-0 Alumi-num Alloy Sheet, Weld. J., 78 (1999) 80-86.
[4] T. Iwashita, Method and apparatus for joining, US Patent 6,601,751, published 5 August (2003).
[5] T. Iwashita, Method and apparatus for joining, EP Patent 1,149,656, published 19 October (2005).
[6] H. Badarinarayan, F. Hunt and K. Okamoto, Friction stir welding and processing, in Friction Stir Welding and proc-essing (ed. R.S. Mishra et al.), ASM International (2007) 235-272.
[7] R. Hancock, Friction welding of aluminum cuts energy Cost by 99%, Weld. J., 83 (2004) 40-45.
[8] L. Y. Wei and T. W. Nelson, Correlation of microstructures and process variables in FSW HSLA-65 steel, Weld. J., 90 (2011) 95s-101s.
[9] Y. Tsunekawa, H. Suzuki and Y. Genma, Application of ultrasonic vibration to in situ MMC process by electromag-netic melt stirring, Mater. Des., 22 (2001) 467-472.
[10] Y. Yang, J. Lan and X. Li, Study on bulk aluminum matrix nano-composite fabricated by ultra sonic dispersion of nano-sized SiC particles in molten aluminum alloy, Mater. Sci. Eng. A, 380 (2004) 378-383.
[11] R. George, K. T. Kashyap, R. Rahul and S. Yamdagni, Strengthening in carbon nanotube/aluminum (CNT/Al) com-posites, Scr. Mater., 53 (2005) 1159-1163.
[12] R. Zhong, H. Cong and P. Hou, Fabrication of nano-Al based composites reinforced by single-walled carbon nano-tubes, Carbon, 41 (2003) 848-851.
[13] T. Kuzumaki, K. Miyazawa, H. Ichinose and K. Ito, Proc-essing of carbon nanotube reinforced aluminum composite, J. Mater. Res., 13 (1998) 2445-2449.
[14] R. S. Mishra, Z. Y. Ma and I. Charit, Friction stir process-ing: a novel technique for fabrication of surface composite, Mater. Sci. Eng. A, 341 (2003) 307-310.
[15] L. B. Johannes, L. L. Yowell, E. Sosa, S. Arepalli and R. S. Mishra, Survivability of single-walled carbon nanotubes dur-ing friction stir processing, Nanotechnol., 17 (2006) 3081-3084.
(a)
(b)
Fig. 8. Failure modes for the (a) MMC FSSW; (b) normal FSSW joints of aluminum 1050-H14 alloy.
Fig. 9. Load-displacement curves from quasi-static lap shear tests: FSSW joints of aluminum 1050-H14 alloy.

504 C.-S. Jeon et al. / Journal of Mechanical Science and Technology 28 (2) (2014) 499~504
[16] Y. Morisada, H. Fujii, T. Nagaoka and M. Fukusumi, MWCNTs/AZ31 surface composites fabricated by friction stir processing, Mater. Sci. Eng. A, 419 (2006) 344-348.
[17] R. Sengupta, M. Bhattacharya, S. Bandyopadhyay and A. K. Bhowmick, A review on the mechanical and electrical properties of graphite and modified graphite reinforced polymer composites, Prog. Polym. Sci., 36 (2011) 638-670.
[18] A. C. Ferrari, Raman spectroscopy of graphene and graph-ite: Disorder, electron-phononcoupling, doping and nonadia-batic effects, Solid State Commun., 143 (2007) 47-57.
[19] V. H. Pham, T. V. Cuong, E. W. Shin, S. H. Hur, J. S. Kim, J. S. Chung and E. J. Kim, Fast and simple fabrication of a large transparent chemically-converted graphene film by spray coating, Carbon, 48 (2010) 1945-1951.
[20] N. T. Kumbhar, S. K. Sahoo, I. Samajdar, G. K. Dey and K. Bhanumurthy, Microstructure and microtextural studies of friction stir welded aluminum alloy 5052, Mater. Des., 32 (2011) 1657-1666.
[21] Z. Zhang, X. Yang, J. Zhang, G. Zhou, X. Xu and B. Zou, Effect of welding parameters on microstructure and me-chanical properties of friction stir spot welded 5052 alumi
num alloy, Mater. Des., 32 (2011) 4461-4470.
Chi-Sung Jeon obtained B.S. degree in mechanical engineering in2010 from University of Ulsan. He also obtained M.S. degree in mechanical engineering in 2012 from the same university. He is currently working as a researcher at Research and Technology Center, Hyundai Steel, South Korea.
Sung-Tae Hong obtained B.S. degree and M.S. degree in mechanical engi-neering in 1993 and 1995, respectively, from Yonsei University. He obtained Ph.D. degree in mechanical engineering in 2005 from University of Michigan, Ann Arbor. He is currently an associate professor at School of Mechanical En-
gineering of University of Ulsan, Ulsan, South Korea.





























