Embed Size (px)
Citation preview

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 46
PRAKTIKUM
3.1 LAS GAS
3.1.1 JOB 1. MEMBUAT JALUR LAS TANPA BAHAN TAMBAH/MENCAIRKAN
PLAT
I. TUJUAN
1. Mahasiswa diharapkan dapat menyetel perlengkapan las gas.
2. Mahasiswa diharapkan dapat mengatur jenis-jenis api untuk las gas.
3. Mahasiswa diharapkan dapat mencairkan benda kerja sebagai dasar awal
pengelasan las gas.
4. Mahasiswa diharapkan bisa mempraktekkan teori yang didapat, sehingga
bisa memahami tingkat kemudahan dan kesulitan yang ada dalam praktek.
II. SYARAT
1. Telah mempelajari teori keselamatan dan kesehatan kerja.
2. Telah mempelajari teori praktek las gas.
3. Pakailah peralatan sesuai fungsinya.
4. Mengikuti arahan yang dijelaskan oleh Instruktur.
III. PERALATAN DAN BAHAN
a. Peralatan
No
. Peralatan Gambar Keterangan
1. Pemantik api
Untuk menghidupkan
nozzle

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 47
2. Tang jepit
Untuk menjepit benda
kerja yang masih
panas
3.
Satu set peralatan las
gas, terdiri dari:
a. Tabung yang berisi
gas oksigen
b. Tabung yang berisi
gas asetilen
c. Regulator oksigen
d. Regulator asetilen
e. Slang dan klem
oksigen
f. Slang dan klem
asetilen
g. Brander las (handle
dan nozzel)
h. Safety valve (katup
pengaman)
i. Kunci pembuka
gas
j. Kunci pas atau
kunci Inggris
Untuk mecairkan pelat
4. Penggaris besi 30 cm
Untuk mengukur
panjang lasan

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 48
5. Kapur
Untuk menandai garis
lasan
6.
Perlengkapan
keselamatan kerja
a. Sepatu kerja dari
kulit
b. Baju kerja
(coverall/jas lab)
c. Pelindung badan
(apron)
d. Kacamata las
e. Sarung tangan
a. Untuk melindungi
kaki dari bahaya
saat praktek (misal
dari bahaya
jatuh/kejatuhan)
b. Untuk melindungi
pakaian kita saat
praktek
c. Untuk melindungi
badan kita saat
praktek
d. Untuk melindungi
mata saat
pengelasan
e. Untuk melindungi
tangan saat
pengelasan

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 49
b. Bahan
1. Plat tipis dengan ukuran 1,5 mm ukuran 100 x 100 mm
IV. LANGKAH KERJA
1. Mempelajari lembar kerja (job sheet).
2. Mempersiapkan peralatan dan bahan yang diperlukan.
3. Memakai pakaian keselamatan dan kesehatan kerja.
4. Memasang/menyetel perlengkapan las gas (bila belum terpasang) dengan
langkah sebagai berikut :
a. Periksalah dahulu apakah semua peralatan dan sarung tangan bersih dari
minyak atau pelumas lainnya.
b. Tempatkanlah tabung gas oksigen dan asetilen dengan terikat pada
dinding atau pada gerobak dorong di tempat yang aman (atau jauh dari
api).
c. Bersihkanlah lubang tabung gas ataupun peralatan sensitif lainnya dari
debu.
d. Pasanglah regulator pada masing-masing tabung dengan memakai kunci
pas dan perlu diingat regulator oksigen atau peralatan oksigen lainnya
memakai ulir kanan artinya memasang mur searah jarum jam dan
memasang mur asetilen kebalikan dari arah jarum jam (mur untuk asetilen
mempunyai cowakan sebagai tanda ulir kiri).
e. Hubungkan selang pada lubang atau pipa pengeluaran gas regulator (pada
manometer tekanan pengeluaran gas), baik untuk gas oksigen maupun
asetilen dan kencangkan selang tersebut dengan klem oksigen dan klem
asetilen. Untuk peralatan oksigen mempunyai standar internasional yaitu
biru, sedangkan untuk asetilen yaitu merah, kuning, atau putih.
f. Sebelum memasang brander las, selang harus bebas dari debu.
g. Pasanglah selang oksigen dan asetilen pada brander las . Pasanglah
ukuran mulut nozzel yang mempunyai kapasitas untuk mengelas plat 1-
2mm (kapasitas nozzle lihat tulisan yang ada pada nozzle).
h. Setelah memasang brander las maka selanjutnya memeriksa kemungkinan
adanya kebocoran gas dengan langkah sebagai berikut :

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 50
Tutuplah katup gas pada brander.
Bukalah katup kedua gas pada tabung searah jarum jam 1
/4-1/2 putaran
dan lihatlah manometer tekanan isi pada regulator harus menunjukkan
tekanan 150 kg/cm2 untuk manometer oksigen dan 15-20 kg/cm
2 untuk
asetilen berarti isi tabung penuh.
Aturlah katup manometer pengeluaran pada regulator searah jarum
jam. Untuk oksigen tekanan yang dipakai yaitu 2.5-5 kg/cm2 dan untuk
tekanan asetilen yaitu 0.25-0.5 kg/cm2.
Tutup lagi katup pada tabung dan perhatikan jarum pada manometer.
Bila tekanan turun berarti ada kebocoran dan bila tetap berarti tidak ada
kebocoran.
Untuk meyakinkan bocor atau tidaknya instalasi las gas, maka semua
bagian sambungan diolesi dengan air sabun dan apabila ada kebocoran
akan terlihat ada gelembung. Bila ada kebocoran maka perbaikilah
sambungan tersebut dengan memakai seal tape/tread seal dan
kencangkan kembali murnya.
5. Bukalah katup tabung oksigen dan asetilen pada tabung dengan ketentuan yang
telah ditetapkan, katup pada brander dalam kondisi tertutup.
6. Letakkan benda kerja di atas meja kerja yang dialasi dengan batu tahan api atau
batu bata merah.
7. Bukalah katup pada brander, untuk katup oksigen diputar sedikt dan untuk
katup asetilen lebih banyak memutarnya dari pada oksigen dan nyalakan mulut
nozzel tersebut memakai pemantik api. Bila tidak nyala atur kembali
pengeluaran gas hingga nyala.
8. Setelah api las nyala, atur nyala api hingga netral.
9. Peganglah brander pada posisi 60o – 70
o terhadap permukaan benda kerja (arah
maju pengelasan) dan 90o terhadap arah lain seperti yang terlihat pada gambar
kerja
10. Panaskan benda kerja sampai mencair mulai dari tepi kanan dan arahkan inti
nyala api yang berwarna biru pada satu tempat hingga timbul kawah las, dan
atur inti nyala sekitar 2 –3 mm di atas bahan yang akan dicairkan /dilas.
LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 51
11. Tunggulah hingga kawah las mencapai diameter 5mm dan doronglah kawah las
tersebut dengan cara memutar-mutar ujung nozzel dengan tujuan untuk
mendapatkan lebar las yang sama.
12. Setelah selesai, langkah berikutnya yaitu meratakan benda kerja yang terkena
deformasi akibat panas (melengkung) dengan cara menjepit benda kerja tersebut
dengan ragum hingga rata. Atau memukul benda kerja tersebut dengan palu besi
di atas landasan baja.
13. Dalam kondisi dingin bersihkan benda kerja dengan sikat kawat dan berilah
identitas yang mengerjakan nomor absen dan kelas dengan memakai stempel
besi dan serahkan kepada pengajar praktek untuk dinilai.
14. Bila sudah selesai praktek semua peralatan dan lokasi kerja dibersihkan, serta
peralatan dikembalikan kepada teknisi dengan kondisi utuh seperti semula.
Catatan :
Untuk membuat garis las pada benda kerja pakailah penggaris besi dan
penggores/kapur.
Bila pada penyalaan las terjadi letupan kecil maka bersihkan lubang nozzel
dengan jarum pembersih dan perbesar gas asetilen hingga tidak terjadi letupan.
LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 52
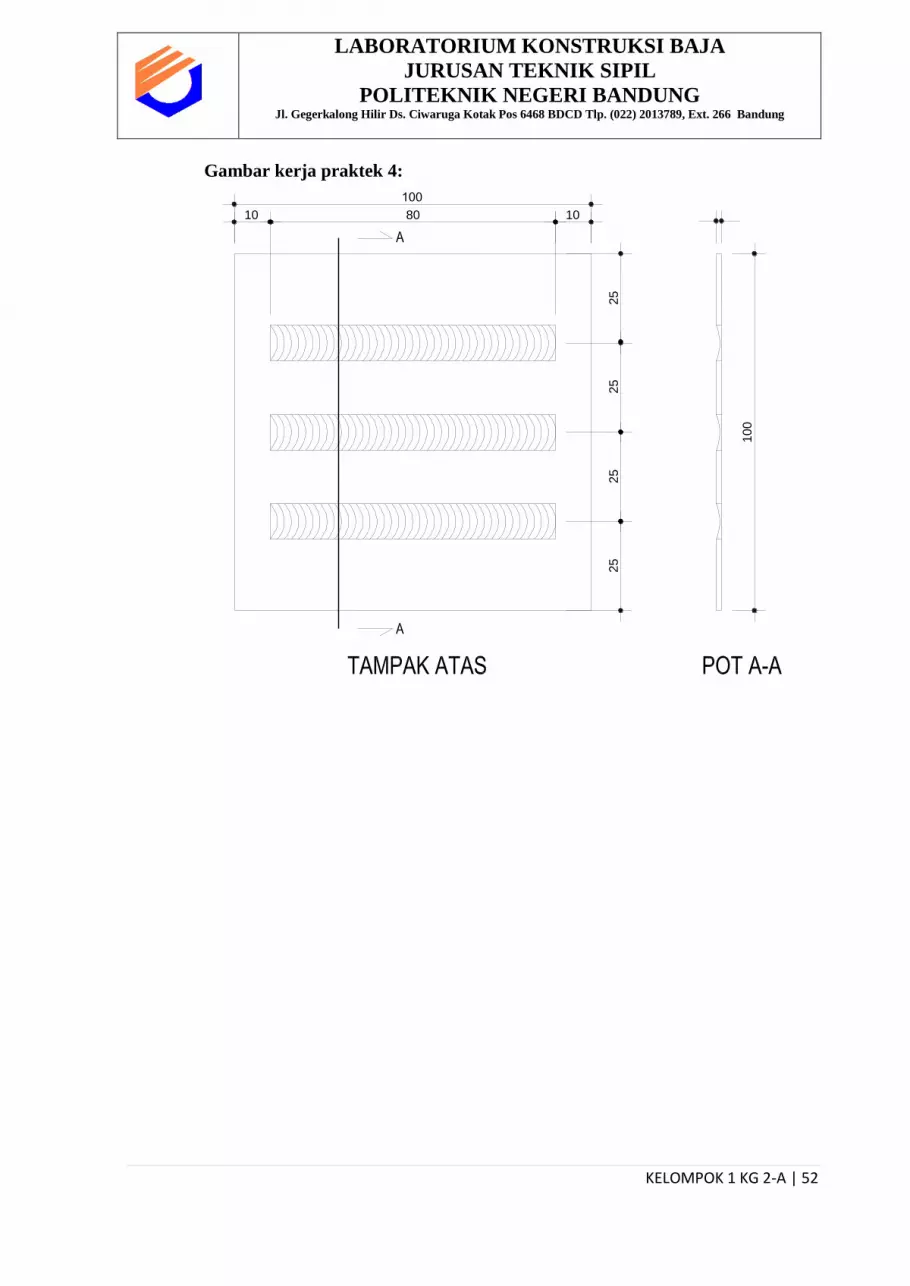
Gambar kerja praktek 4:
10 80 10
25
25
25
25
100
LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 53
3.1.2 JOB 2. MEMBUAT JALUR LAS DENGAN BAHAN TAMBAH/MENCAIRKAN
PLAT
I. TUJUAN
1. Mahasiswa diharapkan dapat menyetel perlengkapan las gas.
2. Mahasiswa diharapkan dapat mengatur jenis-jenis api untuk pengelasan las
gas.
3. Mahasiswa diharapkan dapat membuat rigi-rigi las sebagai dasar kedua
pengelasan las gas.
4. Mahasiswa diharapkan bisa mempraktekkan teori yang telah didapat,
sehingga bisa memahami tingkat kemudahan dan kesulitan yang ada dalam
praktek.
5. Mahasiswa dapat membuat suatu rangkaian konstruksi baja.
II. SYARAT
1. Telah mempelajari teori keselamatan dan kesehatan kerja.
2. Telah mempelajari teori praktek las gas.
3. Pakailah peralatan sesuai fungsinya.
4. Mengikuti arahan yang dijelaskan oleh Instruktur.
III. PERALATAN DAN BAHAN
a. Peralatan
Sama dengan job 1
b. Bahan
1. Plat tipis dengan ukuran 1,5 mm
2. Kawat berdiameter 2-3 mm
IV. LANGKAH KERJA
1. Mempelajari lembar kerja (job sheet).
2. Mempersiapkan peralatan dan bahan yang diperlukan.
3. Memakai pakaian keselamatan dan kesehatan kerja.

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 54
4. Memasang/menyetel perlengkapan las gas (bila belum terpasang) dengan
langkah sebagai berikut :
a. Periksalah dahulu apakah semua peralatan dan sarung tangan bersih dari
minyak atau pelumas lainnya.
b. Tempatkanlah tabung gas oksigen dan asetilen dengan terikat pada
dinding atau pada gerobak dorong di tempat yang aman (atau jauh dari
api).
c. Bersihkanlah lubang tabung gas ataupun peralatan sensitif lainnya dari
debu.
d. Pasanglah regulator pada masing-masing tabung dengan memakai kunci
pas dan perlu diingat regulator oksigen atau peralatan oksigen lainnya
memakai ulir kanan artinya memasang mur searah jarum jam dan
memasang mur asetilen kebalikan dari arah jarum jam (mur untuk asetilen
mempunyai cowakan sebagai tanda ulir kiri).
e. Hubungkan selang pada lubang atau pipa pengeluaran gas regulator (pada
manometer tekanan pengeluaran gas), baik untuk gas oksigen maupun
asetilen dan kencangkan selang tersebut dengan klem oksigen dan klem
asetilen. Untuk peralatan oksigen mempunyai standar internasional yaitu
biru, sedangkan untuk asetilen yaitu merah, kuning, atau putih.
f. Sebelum memasang brander las, selang harus bebas dari debu.
g. Pasanglah selang oksigen dan asetilen pada brander las . Pasanglah
ukuran mulut nozzel yang mempunyai kapasitas untuk mengelas plat 1-
2mm (kapasitas nozzel lihat tulisan yang ada pada nozzel).
h. Setelah memasang brander las maka selanjutnya memeriksa kemungkinan
adanya kebocoran gas dengan langkah sebagai berikut :
Tutuplah katup gas pada brander.
Bukalah katup kedua gas pada tabung searah jarum jam 1
/4-1/2 putaran
dan lihatlah manometer tekanan isi pada regulator harus menunjukkan
tekanan 150 kg/cm2 untuk manometer oksigen dan 15-20 kg/cm
2 untuk
asetilen berarti isi tabung penuh.
LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 55
Aturlah katup manometer pengeluaran pada regulator searah jarum
jam. Untuk oksigen tekanan yang dipakai yaitu 2.5-5 kg/cm2 dan untuk
tekanan asetilen yaitu 0.25-0.5 kg/cm2.
Tutup lagi katup pada tabung dan perhatikan jarum pada manometer.
Bila tekanan turun berarti ada kebocoran dan bila tetap berarti tidak ada
kebocoran.
Untuk meyakinkan bocor atau tidaknya instalasi las gas, maka semua
bagian sambungan diolesi dengan air sabun dan apabila ada kebocoran
akan terlihat ada gelembung. Bila ada kebocoran maka perbaikilah
sambungan tersebut dengan memakai seal tape/tread seal dan
kencangkan kembali murnya.
5. Bukalah katup tabung oksigen dan asetilen pada tabung dengan ketentuan
yang telah ditetapkan, katup pada brander dalam kondisi tertutup.
6. Letakkan benda kerja di atas meja kerja yang dialasi dengan batu tahan api
atau batu bata merah.
7. Bukalah katup pada brander, untuk katup oksigen diputar sedikt dan untuk
katup asetilen lebih banyak memutarnya dari pada oksigen dan nyalakan
mulut nozzel tersebut memakai pemantik api. Bila tidak nyala atur kembali
pengeluaran gas hingga nyala.
8. Setelah api las nyala, atur nyala api hingga netral.
9. Peganglah brander pada posisi 60o – 70
o terhadap permukaan benda kerja
(arah maju pengelasan) dan 90o terhadap arah lain seperti yang terlihat pada
gambar kerja
10. Panaskan benda kerja sampai mencair mulai dari tepi kanan dan arahkan inti
nyala api yang berwarna biru pada satu tempat hingga timbul kawah las, dan
atur inti nyala sekitar 2-3 mm di atas bahan yang akan dicairkan /dilas.
11. Tunggulah hingga kawah las mencapai diameter 5 mm dan doronglah kawah
las tersebut sambil memasukkan bahan tambah berupa kawat berdiameter 2-3
mm pada posisi 30o-40
o terhadap permukaan benda kerja. Putar-putarlah
ujung nozzel secara terus-menerus dengan tujuan untuk mendapatkan lebar
las yang sama.
LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 56
12. Setelah selesai, langkah berikutnya yaitu meratakan benda kerja yang terkena
deformasi akibat panas (melengkung) dengan cara menjepit benda kerja
tersebut dengan ragum hingga rata. Atau memukul benda kerja tersebut
dengan palu besi di atas landasan paron.
13. Dalam kondisi dingin bersihkan benda kerja dengan sikat kawat dan berilah
identitas yang mengerjakan nomor absen dan kelas dengan memakai block
lefter dan serahkan kepada pengajar praktek untuk dinilai.
14. Bila sudah selesai praktek semua peralatan dan lokasi kerja dibersihkan, serta
peralatan dikembalikan kepada teknisi dengan kondisi utuh seperti semula.
Catatan :
Untuk membuat garis las pada benda kerja pakailah mistar baja dan
penggores/kapur.
Bila pada penyalaan las terjadi letupan kecil maka bersihkan lubang nozzel
dengan jarum pembersih dan perbesar gas asetilen hingga tidak terjadi letupan.
LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 57
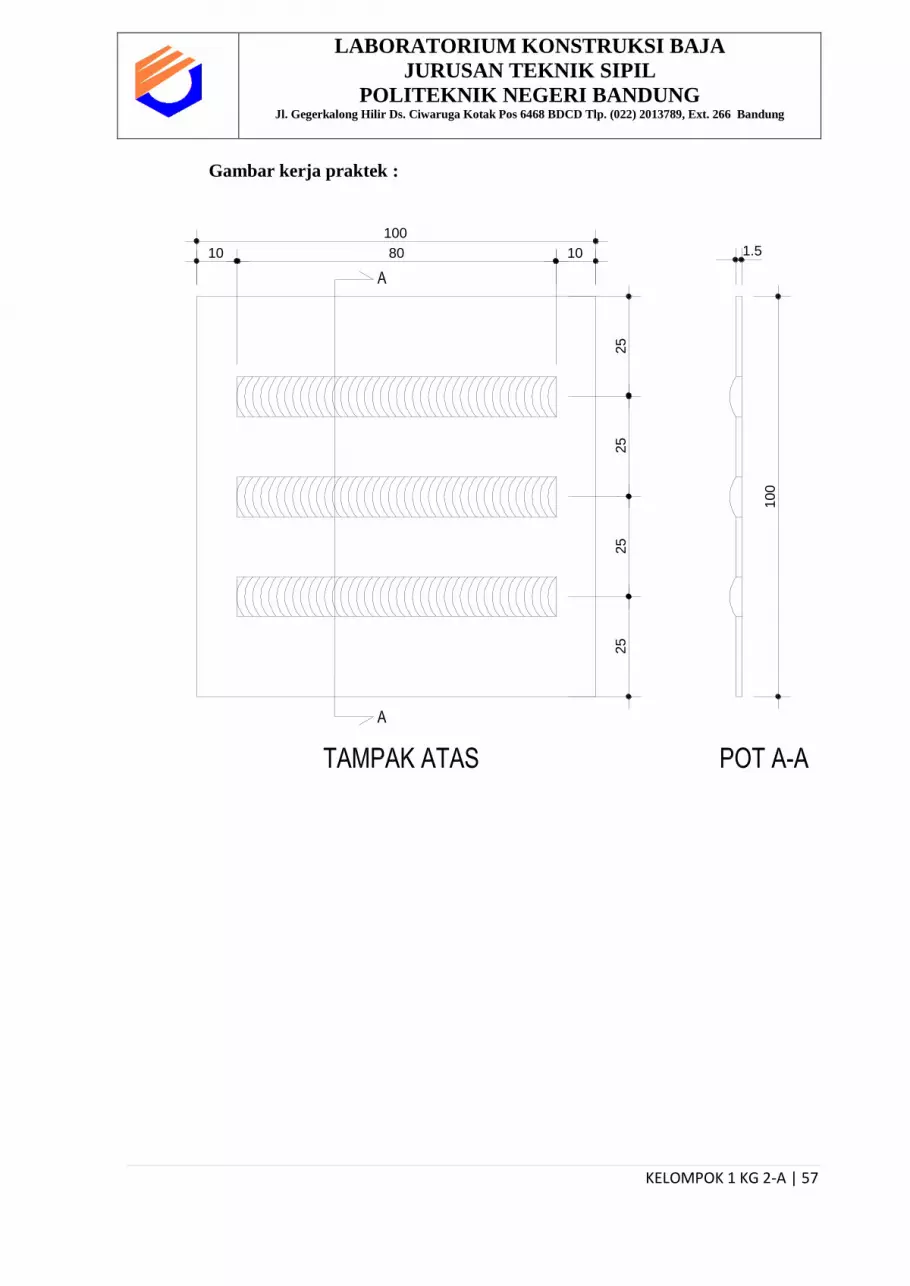
Gambar kerja praktek :
100
1.5
25
25
25
25
10
100
8010
LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 58
3.1.3 JOB 3. MEMBUAT SAMBUNGAN PELAT DENGAN PELAT
I. TUJUAN
1. Mahasiswa diharapkan dapat menyetel perlengkapan las gas.
2. Mahasiswa diharapkan dapat mengatur jenis-jenis api untuk pengelasan las gas.
3. Mahasiswa diharapkan dapat membuat sambungan plat dengan plat sebagai
dasar ketiga pengelasan las gas.
4. Agar mahasiswa diharapkan bisa mempraktekkan teori yang didapat, sehingga
bisa memahami tingkat kemudahan dan kesulitan yang ada dalam praktek.
II. SYARAT
1. Telah mempelajari teori keselamatan dan kesehatan kerja.
2. Telah mempelajari teori praktek las gas.
3. Pakailah peralatan sesuai fungsinya.
4. Mengikuti arahan yang dijelaskan oleh Instruktur.
III. PERALATAN DAN BAHAN
a. Peralatan
Sama dengan job 1
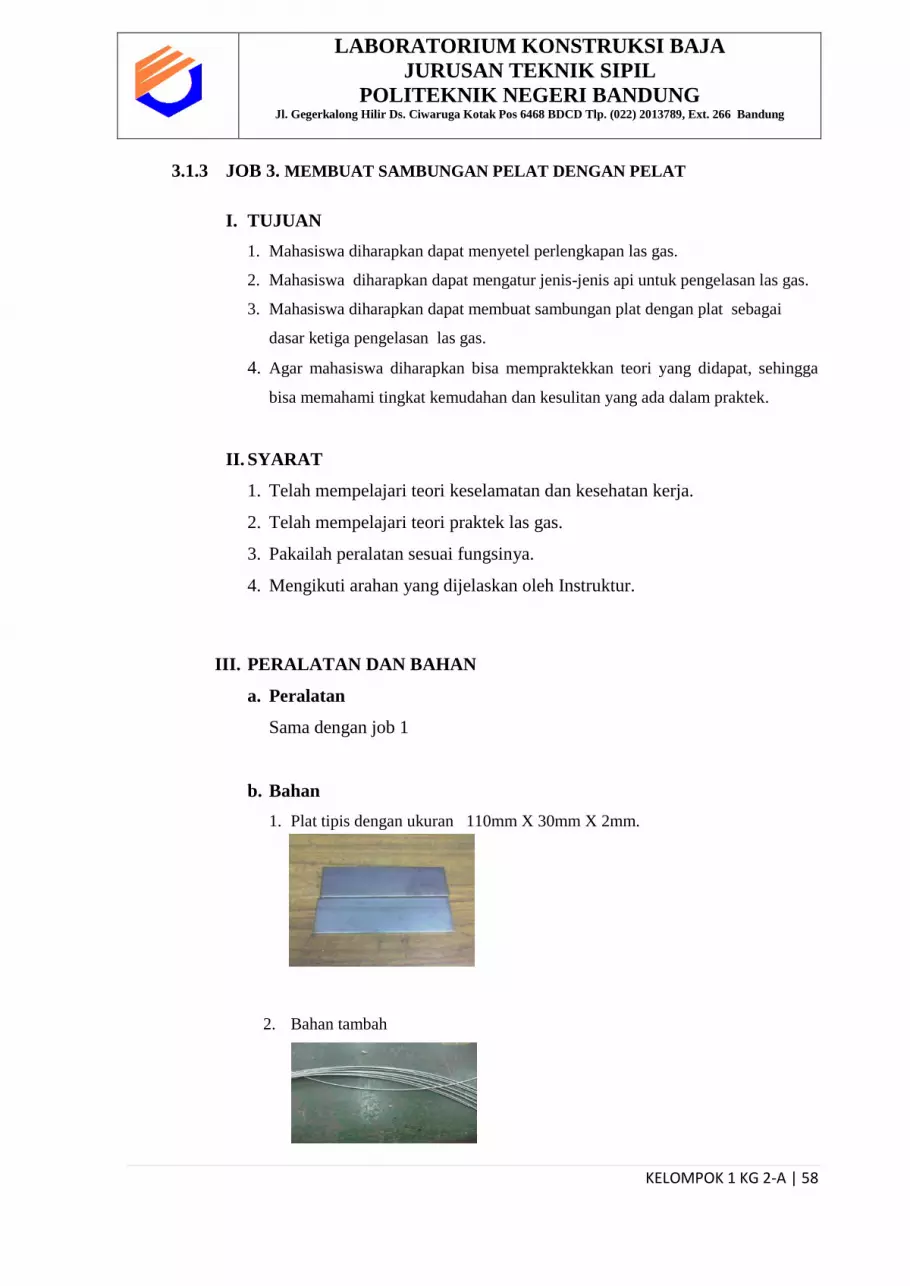
b. Bahan
1. Plat tipis dengan ukuran 110mm X 30mm X 2mm.
2. Bahan tambah

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 59
V. LANGKAH KERJA
1. Mempelajari lembar kerja (job sheet).
2. Mempersiapkan peralatan dan bahan yang diperlukan.
3. Memakai pakaian keselamatan dan kesehatan kerja.
4. Memasang/menyetel perlengkapan las gas seperti pada job 1. Bila sudah
terpasang dilanjutkan ke langkah berikutnya.
5. Bukalah katup tabung oksigen dan asetilin pada tabung dengan ketentuan gas
oksigen 2.5 – 5 kg/cm2 dan asetilin 0.25 – 0.5 kg/cm
2.
6. Letakkan benda kerja di atas meja kerja yang dialasi dengan batu tahan api atau
batu bata merah.
7. Bukalah katup pada brander,untuk katup oksigen diputar sedikt dan untuk katup
asetilin lebih banyak memutarnya dari pada oksigen dan nyalakan mulut nozzel
tersebut memakai pemantik api. Bila tidak nyala atur kembali pengeluaran gas
hingga nyala.
8. Setelah api las nyala,atur nyala api hingga netral.
9. Peganglah brander pada posisi 600 – 70
0 terhadap permukaan benda kerja (arah
maju pengelasan) dan 900 terhadap arah lain seperti yang terlihat pada gambar
kerja.
10. Panaskan benda kerja sampai mencair mulai dari tepi kanan dan arahkan inti
nyala api yang berwarna biru pada satu tempat hingga timbul kawah las,dan atur
inti nyala sekitar 2 –3 mm di atas bahan yang akan dicairkan /dilas.
11. Tunggulah hingga kawah las mencapai diameter 5mm dan doronglah kawah las
tersebut sambil memasukkan bahan tambah berupa kawat berdiameter 2-3 mm
pada posisi 300 –40
0 terhadap permukaan benda kerja, putar–putarlah ujung
nozzel secara kontinyu dengan tujuan untuk mendapatkan lebar las yang sama.
12. Setelah selesai, langkah berikutnya yaitu meratakan benda kerja yang terkena
deformasi akibat panas (melengkung) dengan cara menjepit benda kerja tersebut
dengan ragum hingga rata . Atau memukul benda kerja tersebut dengan palu besi
di atas landasan.
13. Dalam kondisi dingin bersihkan benda kerja dengan sikat kawat dan berilah
identitas yang mengerjakan nomor absen dan kelas dan serahkan kepada
pengajar praktek untuk dinilai.
14. Bila sudah selesai praktek semua peralatan dan lokasi kerja dibersihkan, serta
peralatan dikembalikan kepada teknis dalam kondisi utuh semula.

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 60
Catatan :
Untuk membuat garis las pada benda kerja pakailah meteran plat dan
penggores/blade gergaji bekas.
Bila pada penyalaan las terjadi letupan kecil maka bersihkan lubang nozzel
dengan jarum pembersih dan perbesar gas asetilin hingga tidak terjadi letupan.
Untuk mengurangi deformasi akibat panas maka harus digunakan klem dan las
catat (las pendek).
LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 61
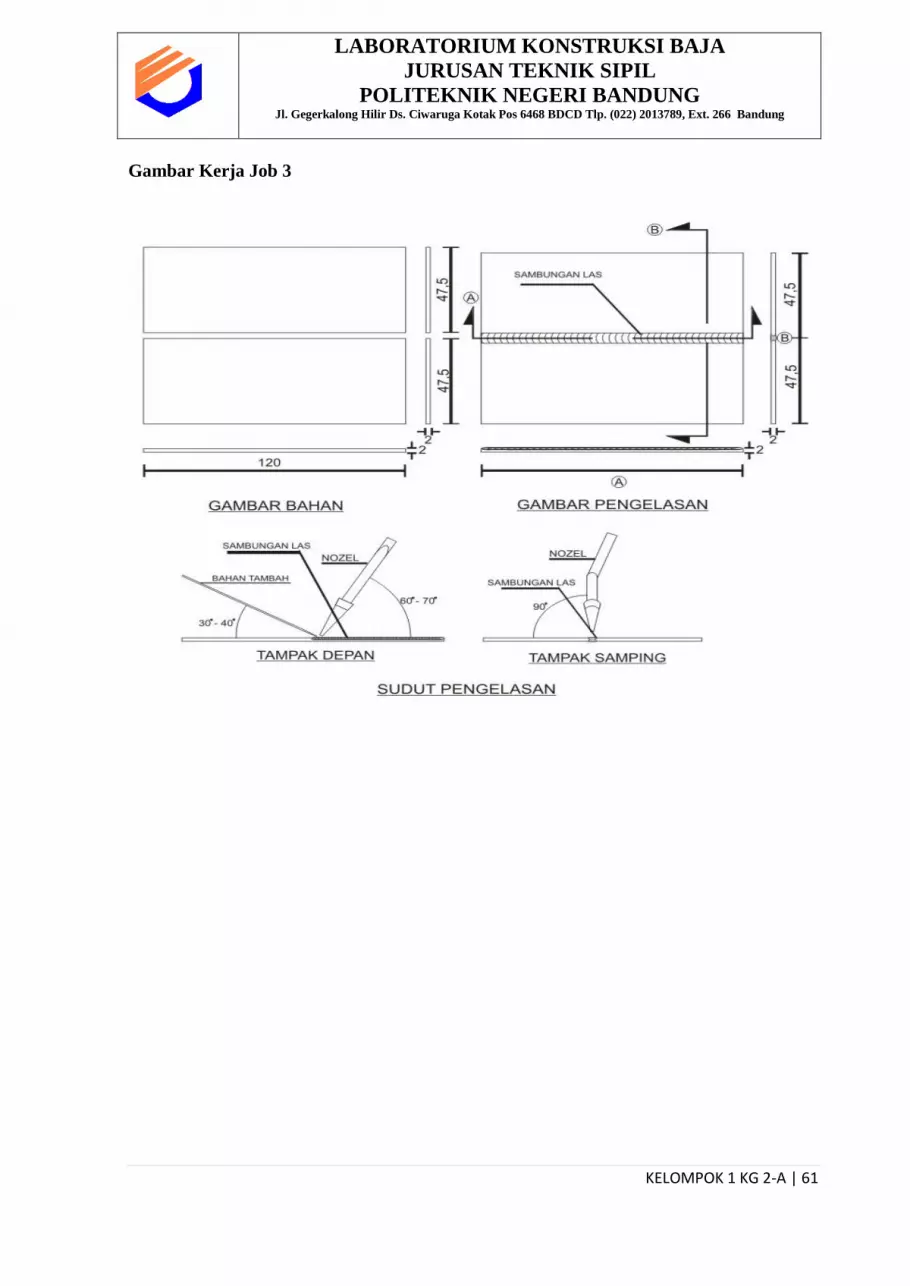
Gambar Kerja Job 3

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 62
3.2 Las Listrik
3.2.1 JOB 1. MEMBUAT JALUR LAS LISTRIK PADA PELAT
I. TUJUAN
1. Mahasiswa diharapkan dapat menyetel perlengkapan las listrik.
2. Mahasiswa diharapkan dapat membuat jalur las tanpa ayunan sebagai dasar awal
pengelasan las listrik elektroda terbungkus.
3. Mahasiswa diharapkan dapat menerapkannya dalam kondisi tertentu pada
konstruksi baja.
4. Mahasiswa diharapkan mengenal tingkat kesulitan pada pekerjaan las sehingga
dapat mengatasi dari kesulitan tersebut dan dapat mengenal las yang baik
maupun yang kurang baik secara pengamatan visual.
II. SYARAT
1. Telah mempelajari teori keselamatan dan kesehatan kerja.
2. Telah mempelajari teori praktek las listrik.
3. Pakailah peralatan sesuai fungsinya.
4. Mengikuti arahan yang dijelaskan oleh Instruktur.
III. PERALATAN DAN BAHAN
a. Peralatan
No Nama Alat Gambar Keterangan
1 Mesin las listrik dan
kelengkapannya
Sebagai tempat
kerja

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 63
2 Palu terak
Untuk
membersihkan
terak yang
menempel pada
hasil kerja
4 Tang jepit
Untuk menjepit
pelat
5 Klem
Untuk menjepit
pelat
6 Pahat
Untuk
membersihkan
kotoran yang
menempel pada
hasil kerja
7 Penggaris
Untuk mengukur
8 Palu
Untuk memberi
nama pada hasil
kerja
LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 64
9 Ragum Untuk menjepit
plat
10 Cetakan Nama
Untuk mencetak
nama dan kelas
11 Kapur
Untuk memberi
tanda pada hasil
kerja
12
Perlengkapan
keselamatan
kerja
f. Sepatu kerja
dari kulit
g. Baju kerja
(coverall/jas
lab)
h. Pelindung
badan (apron)
i. Kacamata las
j. Sarung tangan
f. Untuk
melindungi
kaki dari
bahaya saat
praktek
(misal dari
bahaya
jatuh/kejatuh
an)
g. Untuk
melindungi
pakaian kita
saat praktek
h. Untuk
melindungi
badan kita
saat praktek
i. Untuk
LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 65
b. Bahan
1. Plat tipis ST 37 dengan ukuran 110mm x 100mm x 5mm.
2. Elektroda E6013 diameter 2,6mm dan diameter 3,2 mm
VI. LANGKAH KERJA
1. Mempelajari lembar kerja (job sheet).
2. Mempersiapkan peralatan dan bahan yang diperlukan.
3. Memakai pakaian keselamatan dan kesehatan kerja.
4. Memasang / menyetel perlengkapan las listrik dengan langkah sebagai berikut :
a Pasang kabel elektroda dan massa pada mesin las, yang mana kabel
elektroda dan massa untuk jenis elektroda yang akan dipakai bisa
dihubungkan pada kutub positif atau negatif (DC±).
b Pasang kabel mesin las pada jaringan yang telah disediakan.
c Tempatkan benda kerja pada meja las yang terbuat dari baja.
d Pasang elektroda pada penjepit elektroda dan pasang klem massa pada meja
las.
5. Atur handle amper yang ada pada mesin las sesuai dengan kebutuhan, dalam
hal ini amper yang akan digunakan antara 70 – 120 Amper. Pengelasan pada
melindungi
tangan saat
pengelasan

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 66
plat tipis yaitu 3mm digunakan amper sekitar 70 – 80 ampere untuk diameter
elektroda 2,6mm dan pada plat tebal yaitu 5mm digunakan ampere sekitar 90 –
120 untuk diameter elektroda 3,2mm.
6. Nyalakan / hidupkan mesin las.
7. Tempatkan elektroda di atas benda kerja sekitar 10mm, dan tutuplah muka
dengan topeng las kemudian mulailah menyalakan elektroda dengan cara
digoreskan atau dihentakan pada daerah benda kerja yang akan dilas.
8. Setelah nyala atur posisi pengelasan 70 – 800 ke arah jalur yang akan dilas
(lihat gambar kerja), dan aturlah jarak busur elektroda terhadap benda kerja
sekitar diameter elektroda yang dipakai. Gerakan ujung elektroda lurus atau
zig-zag. Ukuran lebar manik atau rigi-rigi las sekitar 3 mm.
9. Apabila elektroda habis sebelum jalur las selesai, maka harus diadakan
penyambungan jalur las, maka bersihkan daerah yang akan disambung dari
terak dengan memakai palu terak dan sikat kawat.
10. Bila sudah selesai praktek matikan mesin las dan semua peralatan berikut lokasi
kerja dibersihkan, serta peralatan dikembalikan kepada teknisi dengan kondisi
utuh seperti semula.

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 67
Gambar Kerja Job 1
LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 68
3.1.2 JOB 2. MEMBUAT SAMBUNGAN PELAT
I. TUJUAN
1. Mahasiswa diharapkan dapat menyetel perlengkapan las listrik.
2. Mahasiswa diharapkan dapat membuat jalur las tanpa ayunan sebagai
dasar awal pengelasan las listrik elektroda terbungkus.
3. Mahasiswa diharapkan dapat menerapkannya dalam kondisi tertentu pada
konstruksi baja.
4. Mahasiswa diharapkan mengenal tingkat kesulitan pada pekerjaan las
sehingga dapat mengatasi dari kesulitan tersebut dan dapat mengenal las
yang baik maupun yang kurang baik secara pengamatan visual.
II. SYARAT
1. Telah mempelajari teori keselamatan dan kesehatan kerja.
2. Telah mempelajari teori praktek las listrik.
3. Pakailah peralatan sesuai fungsinya.
4. Mengikuti arahan yang dijelaskan oleh Instruktur.
III. PERALATAN DAN BAHAN
a. Peralatan
Sama dengan job 1
b. Bahan
a. Plat tipis dengan ukuran 110mm x 30mm x 5mm.
b. Elektroda E6013 diameter 2,6mm dan diameter 3,2 mm

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 69
VII. LANGKAH KERJA
1. Mempelajari lembar kerja (job sheet).
2. Mempersiapkan peralatan dan bahan yang diperlukan.
3. Memakai pakaian keselamatan dan kesehatan kerja.
4. Memasang/menyetel perlengkapan las listrik dengan langkah sebagai berikut
:
a. Pasang kabel elektroda dan massa pada mesin las,yang mana kabel
elektroda dan massa untuk jenis elektroda yang akan dipakai bisa
dihubungkan pada kutub positif atau negatif (DC±).
b. Pasang kabel mesin las pada jaringan yang telah disediakan.
c. Tempatkan benda kerja pada meja las yang terbuat dari baja.
d. Pasang elektroda pada penjepit elektroda dan pasang klem massa pada meja
las.
5. Atur handle amper yang ada pada mesin las sesuai dengan kebutuhan,dalam hal
ini amper yang akan digunakan antara 70 – 120 Ampere. Pengelasan pada plat
tipis yaitu 3mm digunakan amper sekitar 70 – 80 amper untuk diameter
elektroda 2,6mm.
6. Klem kedua plat yang akan disambung dengan menggunakan alat bantu klem.
7. Nyalakan/ hidupkan mesin las dan tempatkan elektroda di atas benda kerja
sekitar 10mm,dan tutuplah muka dengan topeng las kemudian mulailah
menyalakan elektroda dengan cara digoreskan atau dihentakan pada daerah
benda kerja yang akan dilas.
8. Setelah nyala buat las tepi di kedua sisinya. Atur posisi pengelasan 70 –800 ke
arah jalur yang akan dilas (lihat gambar kerja), dan aturlah jarak busur
elektroda terhadap benda kerja sekitar diameter elektroda yang dipakai.
Gerakan ujung elektroda melingkar atau setengah melingkar. Ukuran lebar
manik atau rigi-rigi las sekitar <3diameter elektroda yang digunakan.
9. Apabila elektroda habis sebelum jalur las selesai, maka harus diadakan
penyambungan jalur las,maka bersihkan daerah yang akan disambung dari terak
dengan memakai palu terak dan sikat kawat.
10.Setelah pengelasan selesai bersihkan kotoran / terak dengan mamakai palu terak
dan sikat kawat kembali.Apabila masih ada kotoran / terak bersihkan kembali
dengan menggunakan pahat dan sikat dengan sikat kawat.

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 70
11.Setelah pelat dibersihkan, beri keterangan nama dan nomor absen pada pelat
tersebut sebelum dikumpulkan.
12. Bila sudah selesai praktek matikan mesin las,dan semua peralatan berikut lokasi
kerja dibersihkan, serta peralatan dikembalikan kepada teknisi dengan kondisi
utuh seperti semula.

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 71
3.1.3 JOB 3. SAMBUNGAN BERIMPIT
I. TUJUAN
1. Mahasiswa diharapkan dapat menyetel perlengkapan las listrik.
2. Mahasiswa diharapkan mengenal tingkat kesulitan pada pekerjaan las
sehingga dapat mengatasi dari kesulitan tersebut dan dapat mengenal las
yang baik maupun yang kurang baik secara pengamatan visual.
3. Mahasiswa diharapkan dapat membuat jalur las tanpa ayunan sebagai dasar
awal pengelasan las listrik elektroda terbungkus.
4. Mahasiswa diharapkan dapat menerapkannya dalam kondisi tertentu pada
konstruksi baja.
II. SYARAT
1. Telah mempelajari teori keselamatan dan kesehatan kerja.
2. Telah mempelajari teori praktek las listrik.
3. Pakailah peralatan sesuai fungsinya.
4. Mengikuti arahan yang dijelaskan oleh Instruktur.
III. PERALATAN DAN BAHAN
a. Peralatan
Sama dengan job 1
b. Bahan
a. Plat tipis dengan ukuran 110mm x 30mm x 5mm.
b. Elektroda E6013 diameter 2,6mm dan diameter 3,2 mm

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 72
VIII. LANGKAH KERJA
1. Mempelajari lembar kerja (job sheet).
2. Mempersiapkan peralatan dan bahan yang diperlukan.
3. Memakai pakaian keselamatan dan kesehatan kerja.
4. Memasang / menyetel perlengkapan las listrik dengan langkah sebagai
berikut :
a. Pasang kabel elektroda dan massa pada mesin las, yang mana kabel
elektroda dan massa untuk jenis elektroda yang akan dipakai bisa
dihubungkan pada kutub positif atau negatif (DC±).
b. Pasang kabel mesin las pada jaringan yang telah disediakan.
c. Tempatkan benda kerja pada meja las yang terbuat dari baja.
d. Pasang elektroda pada penjepit elektroda
5. Atur handle ampere yang ada pada mesin las sesuai dengan
kebutuhan,dalam hal ini ampere yang akan digunakan antara 70 – 120
Ampere. Pengelasan pada plat tipis yaitu 3mm digunakan ampere sekitar
70 – 80 ampere.
6. Nyalakan/ hidupkan mesin las.
7. Jepit benda kerja dengan tang jepit supaya seimbang dan tidak bengkok
dengan klem
8. Untuk penitikan, amper yang digunakan lebih tinggi supaya elektroda
mudah meleleh.
9. Tempatkan elektroda di atas benda kerja sekitar 10mm, dan tutuplah
muka dengan topeng las kemudian mulailah menyalakan elektroda
dengan cara digoreskan atau dihentakan pada daerah benda kerja yang
akan dilas.
10. Setelah nyala atur posisi pengelasan 70 –800 ke arah jalur yang akan
dilas dan aturlah jarak busur elektroda terhadap benda kerja sekitar
diameter elektroda yang dipakai. Gerakan ujung elektroda lurus atau
melingkar. Ukuran lebar manik atau rigi-rigi las sekitar 3mm.
11. Apabila elektroda habis sebelum jalur las selesai harus diadakan
penyambungan jalur las, maka bersihkan daerah yang akan disambung
dari terak dengan memakai palu terak dan sikat kawat.

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 73
12. Bila sudah selesai praktek matikan mesin las dan semua peralatan berikut
lokasi kerja , serta peralatan dikembalikan kepada teknisi dengan kondisi
bersih seperti semula.

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 74
3.3 Aplikasi
I. REFERENSI
Berdasarkan Mata Kuliah Laboratorium Konstruksi Baja mengenai Pekerjaan Pengelasan
Spesifikasi Bahan Bangunan dan cara pengelasan
II. TUJUAN
Membuat rangka atap baja yang menggunakan profil baja 2L.40.40.4 untuk bagian luar
dan profil baja 2L.30.30.4 untuk bagian dalam
III. PERALATAN DAN BAHAN
PERALATAN
No Nama Alat Gambar
1 Mesin las listrik dan
kelengkapannya
2 Palu terak
3 Sikat kawat
4 Klem
LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 75
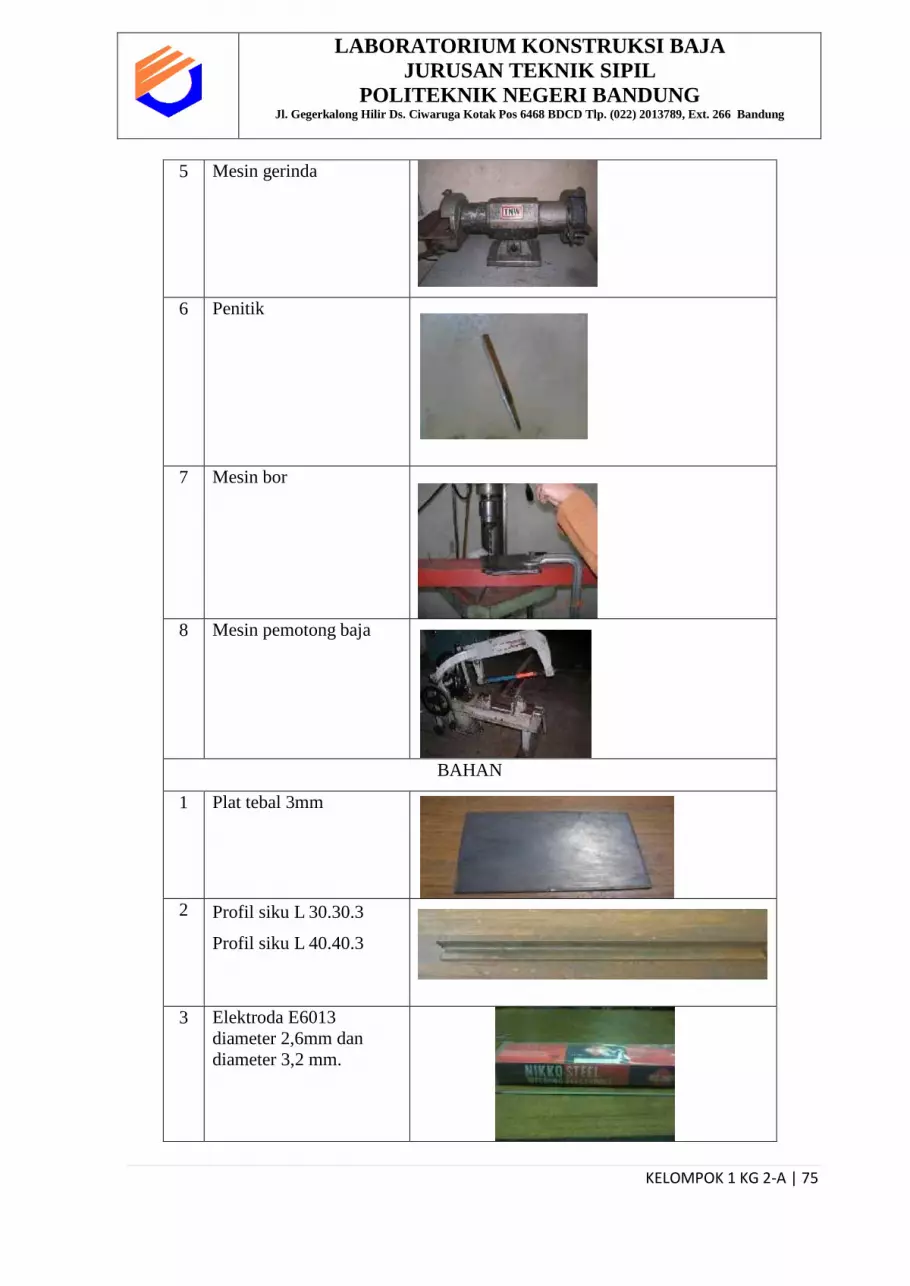
5 Mesin gerinda
6 Penitik
7 Mesin bor
8 Mesin pemotong baja
BAHAN
1 Plat tebal 3mm
2 Profil siku L 30.30.3
Profil siku L 40.40.3
3 Elektroda E6013
diameter 2,6mm dan
diameter 3,2 mm.

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 76
4 Baut Ø10
5 Cat dan Thinner
PERALATAN K3
1 Apron
2 Topeng las
3 Sarung Tangan

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 77
IV. LANGKAH KERJA
LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 78
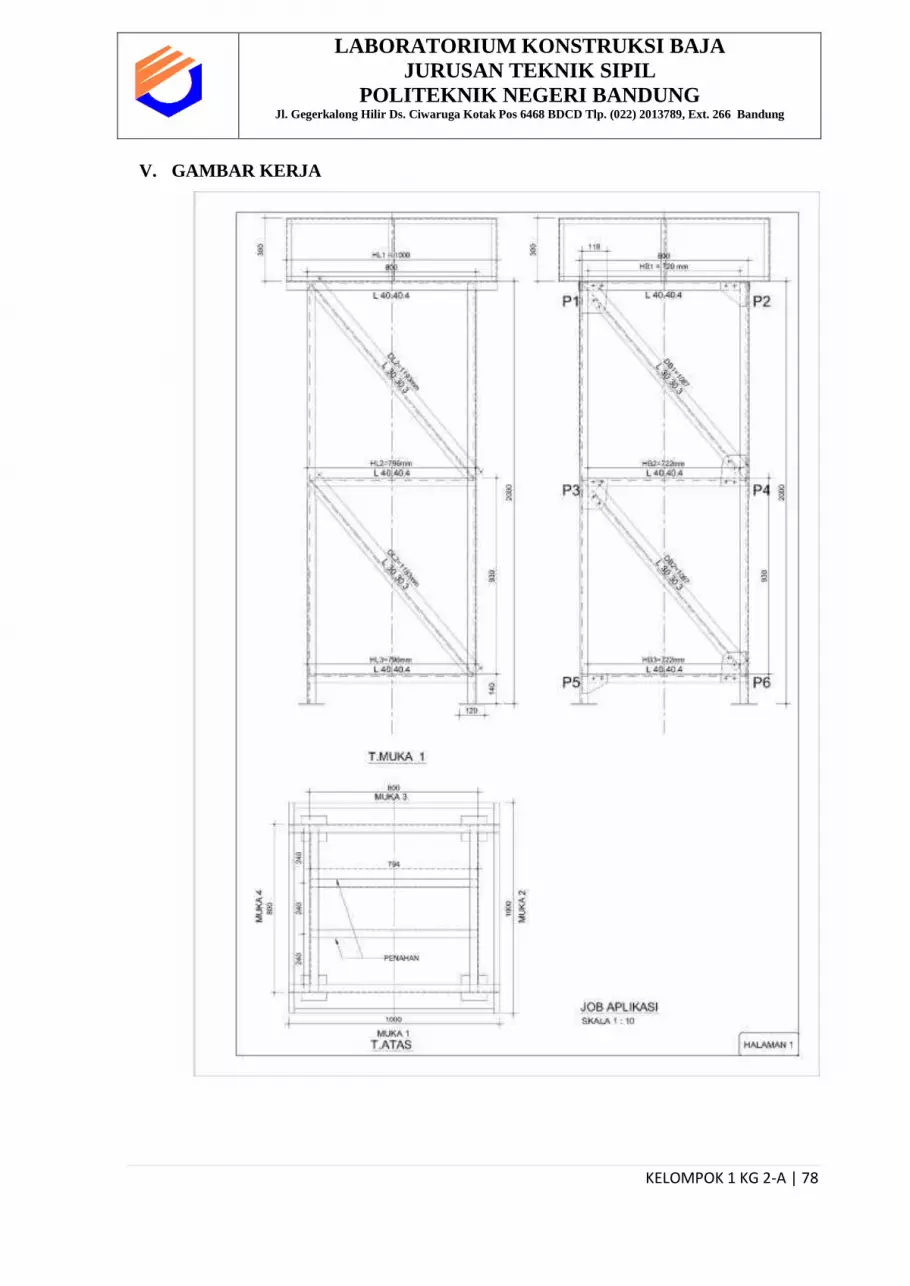
V. GAMBAR KERJA

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 79
VI. KEBUTUHAN BAHAN
No.
Nama
Batang
Panjang
(mm)
Jumlah
(batang)
Panjang Total (mm)
L 40.40.4
1
2
3
4
5
6
7
8
Tiang
HL1
HL2
HL3
HB1
HB2
HB3
PENAHAN
2000
1000
796
796
720
796
796
792
4
2
2
2
2
2
2
2
8000
2000
1592
1592
1440
1592
1592
1592
Jumlah 18100
L.30.30.3
12
13
14
15
16
DL1
DL2
DB1
AH
AV
1087
1087
1193
1000
300
2
2
2
4
2
2174
2174
2286
4000
600
JUMLAH 11234

LABORATORIUM KONSTRUKSI BAJA
JURUSAN TEKNIK SIPIL
POLITEKNIK NEGERI BANDUNG Jl. Gegerkalong Hilir Ds. Ciwaruga Kotak Pos 6468 BDCD Tlp. (022) 2013789, Ext. 266 Bandung
KELOMPOK 1 KG 2-A | 80
No.
Nama
Pelat
Kebutuhan Pelat (t=5mm)
Keb. Baut Ø 10
Panjang
(mm)
Lebar
(mm)
Jml Luas
(mm2)
Jml /
1 pelat
Jml
1 2 3
4
5
6
7
P1 P2 P3
P4
P5
P6
Pelat
Landas
145 122 149
146
120
146
120
117 114 119
120
90
120
120
1 1 1
1
1
1
4
16965 13908 17731
17520
10800
17520
57600
4 2 4
4
2
4
4
4 2 4
4
2
4
16
LuasTotal
152044
Jml
Total
36





























