Embed Size (px)
Citation preview
22 www.paintsquare.comJ P C L J u l y 2 0 1 0
he high voltage steel structure electric transmission system,also known as the electric grid, crisscrosses virtually all ofNorth America, as well as most other regions of the world.It provides the line or circuits by which electricity is deliv-ered from the generation plants to the substations and ulti-mately to homes and businesses. The system is the backboneof the power delivery system, connecting and interconnect-ing each utility company and each customer.
The worldwide electric transmission system has beencalled one of the greatest feats of engineering in history.When you consider the design and construction require-
ments and obstacles that have been overcome, the system is truly a marvel. But on the fast-approaching horizon is a large obstacle to the system’s reliability—that of its aging infra-structure. As with most things, age brings its own set of issues. The issues are significantand, if left un-addressed, can have a far reaching and dangerous impact.
A Brief History of the Construction of the Electric GridSince the early 1900s throughWorld War II, many materials have been used to constructtransmission and distribution structures throughout North America. In the early years, woodwas the predominant structural material due to its availability and the strength requirements of
Maintaining the Electric Grid:
It’s Time
TPart of protecting the infrastructure means
maintenance planning and painting to preserve
the backbone of our power delivery system
By Curt Hickcox, Public Utilities Maintenance Inc.Courtesy of the author
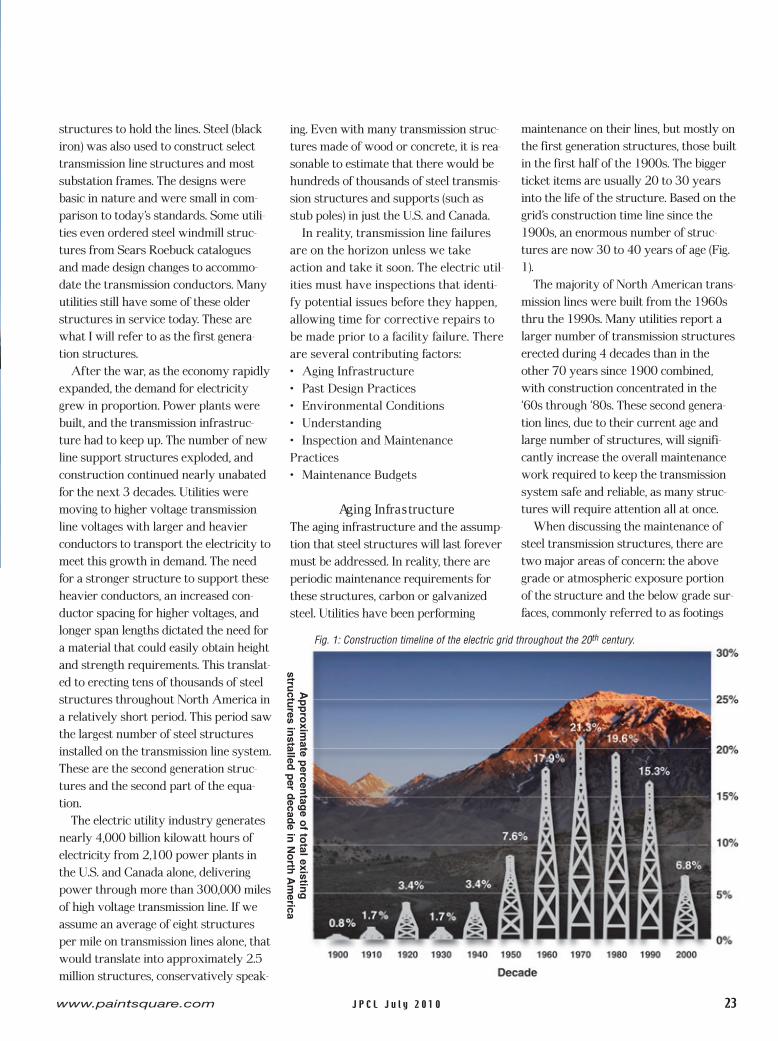
maintenance on their lines, but mostly onthe first generation structures, those builtin the first half of the 1900s. The biggerticket items are usually 20 to 30 yearsinto the life of the structure. Based on thegrid’s construction time line since the1900s, an enormous number of struc-tures are now 30 to 40 years of age (Fig.1).The majority of North American trans-
mission lines were built from the 1960sthru the 1990s. Many utilities report alarger number of transmission structureserected during 4 decades than in theother 70 years since 1900 combined,with construction concentrated in the‘60s through ‘80s. These second genera-tion lines, due to their current age andlarge number of structures, will signifi-cantly increase the overall maintenancework required to keep the transmissionsystem safe and reliable, as many struc-tures will require attention all at once.When discussing the maintenance of
steel transmission structures, there aretwo major areas of concern: the abovegrade or atmospheric exposure portionof the structure and the below grade sur-faces, commonly referred to as footings
ing. Even with many transmission struc-tures made of wood or concrete, it is rea-sonable to estimate that there would behundreds of thousands of steel transmis-sion structures and supports (such asstub poles) in just the U.S. and Canada.In reality, transmission line failures
are on the horizon unless we takeaction and take it soon. The electric util-ities must have inspections that identi-fy potential issues before they happen,allowing time for corrective repairs tobe made prior to a facility failure. Thereare several contributing factors:• Aging Infrastructure• Past Design Practices• Environmental Conditions• Understanding• Inspection and MaintenancePractices• Maintenance Budgets
Aging InfrastructureThe aging infrastructure and the assump-tion that steel structures will last forevermust be addressed. In reality, there areperiodic maintenance requirements forthese structures, carbon or galvanizedsteel. Utilities have been performing
structures to hold the lines. Steel (blackiron) was also used to construct selecttransmission line structures and mostsubstation frames. The designs werebasic in nature and were small in com-parison to today’s standards. Some utili-ties even ordered steel windmill struc-tures from Sears Roebuck cataloguesand made design changes to accommo-date the transmission conductors. Manyutilities still have some of these olderstructures in service today. These arewhat I will refer to as the first genera-tion structures.After the war, as the economy rapidly
expanded, the demand for electricitygrew in proportion. Power plants werebuilt, and the transmission infrastruc-ture had to keep up. The number of newline support structures exploded, andconstruction continued nearly unabatedfor the next 3 decades. Utilities weremoving to higher voltage transmissionline voltages with larger and heavierconductors to transport the electricity tomeet this growth in demand. The needfor a stronger structure to support theseheavier conductors, an increased con-ductor spacing for higher voltages, andlonger span lengths dictated the need fora material that could easily obtain heightand strength requirements. This translat-ed to erecting tens of thousands of steelstructures throughout North America ina relatively short period. This period sawthe largest number of steel structuresinstalled on the transmission line system.These are the second generation struc-tures and the second part of the equa-tion.The electric utility industry generates
nearly 4,000 billion kilowatt hours ofelectricity from 2,100 power plants inthe U.S. and Canada alone, deliveringpower through more than 300,000 milesof high voltage transmission line. If weassume an average of eight structuresper mile on transmission lines alone, thatwould translate into approximately 2.5million structures, conservatively speak-
23www.paintsquare.com J P C L J u l y 2 0 1 0
Fig. 1: Construction timeline of the electric grid throughout the 20th century.
Approximate
percentageoftotalexisting
structuresinstalled
perdecadein
NorthAm
erica
or foundations (Fig. 2). It is important toaddress both areas as part of a mainte-nance program. Protecting the abovegrade section of a structure does nogood if it topples over due to failurefrom corrosion at the groundline, just asmaintaining the footings does not suc-ceed if the arms fall off from rust-through. A comprehensive programinvolving inspection, repair, and mainte-
nance of both structure sections isimperative. NACE International andIEEE (Institute of Electronic andElectrical Engineers) have recognizedthis and have formed two joint commit-tees to author standards on corrosioncontrol of existing structures addressingboth areas of concern. These standardsare well on their way to publication.
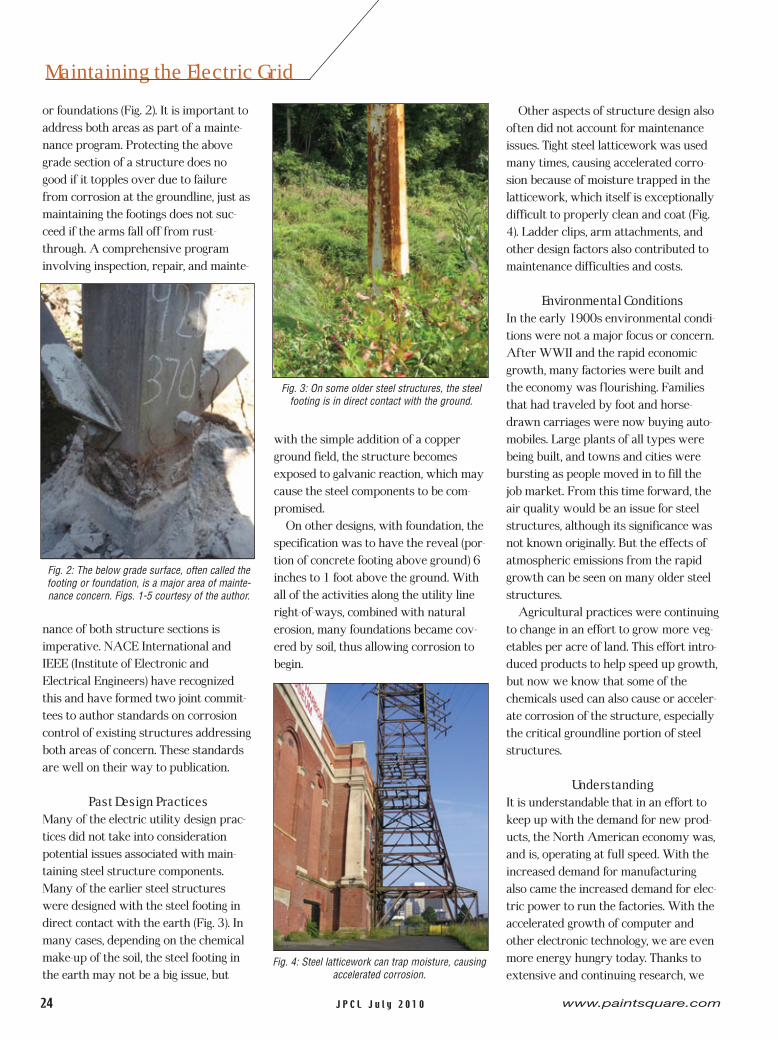
Past Design PracticesMany of the electric utility design prac-tices did not take into considerationpotential issues associated with main-taining steel structure components.Many of the earlier steel structureswere designed with the steel footing indirect contact with the earth (Fig. 3). Inmany cases, depending on the chemicalmake-up of the soil, the steel footing inthe earth may not be a big issue, but
with the simple addition of a copperground field, the structure becomesexposed to galvanic reaction, which maycause the steel components to be com-promised.On other designs, with foundation, the
specification was to have the reveal (por-tion of concrete footing above ground) 6inches to 1 foot above the ground. Withall of the activities along the utility lineright-of-ways, combined with naturalerosion, many foundations became cov-ered by soil, thus allowing corrosion tobegin.
J P C L J u l y 2 0 1 024 www.paintsquare.com
Maintaining the Electric GridOther aspects of structure design also
often did not account for maintenanceissues. Tight steel latticework was usedmany times, causing accelerated corro-sion because of moisture trapped in thelatticework, which itself is exceptionallydifficult to properly clean and coat (Fig.4). Ladder clips, arm attachments, andother design factors also contributed tomaintenance difficulties and costs.
Environmental ConditionsIn the early 1900s environmental condi-tions were not a major focus or concern.After WWII and the rapid economicgrowth, many factories were built andthe economy was flourishing. Familiesthat had traveled by foot and horse-drawn carriages were now buying auto-mobiles. Large plants of all types werebeing built, and towns and cities werebursting as people moved in to fill thejob market. From this time forward, theair quality would be an issue for steelstructures, although its significance wasnot known originally. But the effects ofatmospheric emissions from the rapidgrowth can be seen on many older steelstructures.Agricultural practices were continuing
to change in an effort to grow more veg-etables per acre of land. This effort intro-duced products to help speed up growth,but now we know that some of thechemicals used can also cause or acceler-ate corrosion of the structure, especiallythe critical groundline portion of steelstructures.
UnderstandingIt is understandable that in an effort tokeep up with the demand for new prod-ucts, the North American economy was,and is, operating at full speed. With theincreased demand for manufacturingalso came the increased demand for elec-tric power to run the factories. With theaccelerated growth of computer andother electronic technology, we are evenmore energy hungry today. Thanks toextensive and continuing research, we
Fig. 3: On some older steel structures, the steelfooting is in direct contact with the ground.
Fig. 2: The below grade surface, often called thefooting or foundation, is a major area of mainte-nance concern. Figs. 1-5 courtesy of the author.
Fig. 4: Steel latticework can trap moisture, causingaccelerated corrosion.
Click our Reader e-Card at paintsquare.com/ric
weathered or previously painted.The history of painting galvanized
structures over the past 60 years andthe evolution as well as usage of differentpaint systems play an important role inthe selection of present day coating sys-tems. Cost evaluation of different genericpaint types is necessary, as is the applica-tion characteristics of each, becausepainting these structures is labor inten-sive. The ultimate goal is to minimizeoverall cost over the life span of thestructure by applying coatings that willprovide the lowest applied cost per yearprotection.Galvanizing and paint serve the same
function: the protection of the carbonsteel substrate from corrosion attack.Each protective material works as a bar-rier to separate the components of theelectrolytic cell that causes corrosion.When properly specified, manufactured,and applied, this barrier of paint or zinciron alloy will keep the moisture (elec-trolyte) from contacting the anode andcathode (steel and its impuri-ties–corroding surface). When this issuccessfully accomplished, corrosion can-not occur and the substrate will not bedetrimentally affected.Over time, both galvanizing and paint
will degrade to a point at which they willnot adequately protect the steel sub-strate. The rates of degradation will varywidely. Exposure conditions have the
J P C L J u l y 2 0 1 026 www.paintsquare.com
better understand how to design andmaintain the steel components of theelectric system. We now have a betterunderstanding of what to look for priorto selecting a groundline coating for anew structure and what type of footingfor the steel structure will require theleast maintenance while giving the utili-ties a more reliable and safe system. Wehave a better understanding of howstray currents can affect the steel struc-tures and other design considerationsthat will ultimately result in longerstructure service life, improved reliabili-ty, and significantly reduced mainte-nance costs.
Inspection andMaintenance Practices
With the large, second generation steelstructures aging to the point at whichmany maintenance issues will becomemore noticeable, utilities must developinnovative inspection and maintenancepractices that will save time as well askeep the system both safe and reliable.Many electrical utilities are spendingresearch dollars to develop new inspec-tion and maintenance tools and proce-dures. This research is helping toimprove the way the industry identifiesand evaluates age-related issues.The costs associated with the mainte-
nance of these second generation lineswill be significant because of their largenumbers, but with good inspectionprocesses, tools, and innovation, alongwith thorough, long-lasting maintenanceprograms, the costs can be minimized.Because of the growing system needs,some of the older lines will be rebuilt toa higher standard than their originalstandard and others will have majormaintenance projects performed onthem. Crews will have to be trained tounderstand what to look for when per-forming inspection as well as to under-stand the critical aspects of a steel struc-ture. Steel structures coating programswill have to be utilized more to decreasefuture maintenance expenditures and
prevent premature failures of the sys-tem. A continued focus must be on theinspection and maintenance of the criti-cal groundline termination of the struc-ture.New tools and technologies will be
required to improve inspection andmaintenance practices and many arecurrently being tested. The industrystandards under development will helpthe industry understand key issues inmaintaining the steel structure aboveand below ground. These standards willalso provide best practices for the prop-er atmospheric and below ground coat-ings applications to better maintain andsupport the reliability of utility steelstructures.
Purpose and Methodsof Corrosion ControlFirst and foremost, electrical utilitiesmust keep the steel structures standingto deliver the electricity to the customer.One of the main tools to accomplish thetask is corrosion protection. Most often,corrosion protection of electrical trans-mission structures involves the applica-tion of a protective coating over weath-ered and/or previously painted galva-nized steel. Although many transmissionstructures, mainly tubular poles, arepainted carbon steel, most structures,especially lattice-type towers, are galva-nized and are either unpainted and
Maintaining the Electric Grid
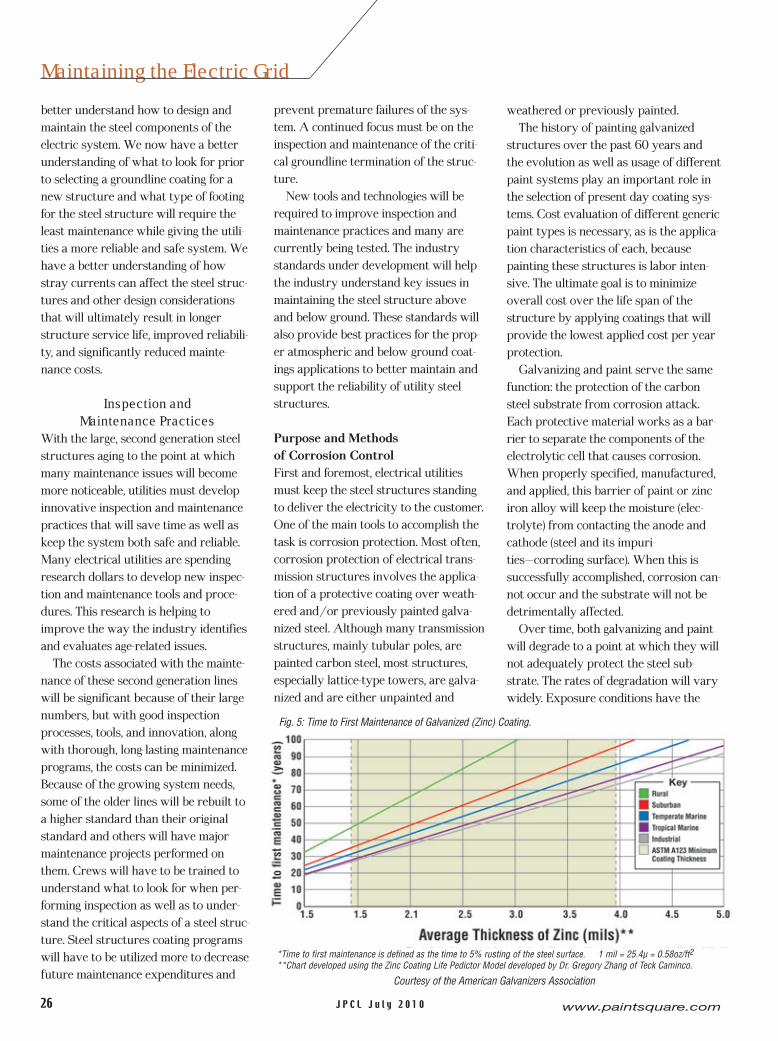
Fig. 5: Time to First Maintenance of Galvanized (Zinc) Coating.
*Time to first maintenance is defined as the time to 5% rusting of the steel surface. 1 mil = 25.4µ = 0.58oz/ft2**Chart developed using the Zinc Coating Life Pedictor Model developed by Dr. Gregory Zhang of Teck Caminco.
Courtesy of the American Galvanizers Association
Binding. Bonding. Coating. Leading.
© 2010 Hexion Specialty Chemicals, Inc. hexion.com
Looking to develop low VOC formulations for your epoxy coatings? But worried about the compromises you’ll need to make to comply with stricter standards? Don’t be. With EPI-REZ™ Waterborne Epoxy Systems from Hexion, you get the same performance you’ve come to expect from traditional solvent-borne epoxies: excellent adhesion, superior water and chemical resistance, and long pot life...with an improved environmental profi le.We offer a variety of EPI-REZ resins and curing agents that bring performance and compliance to your formulas. Find out more at hexion.com/epoxywaterborne.
Epoxy Performance and Low VOCs in One Waterborne System.A Winning Formulation from Hexion.
Click our Reader e-Card at paintsquare.com/ric

J P C L J u l y 2 0 1 028 www.paintsquare.com
greatest effect on the longevity of protec-tion, but the quality of product and itsapplication are other critical factors(Fig. 5).When the galvanizing or paint film
can no longer adequately protect thesubstrate, a new barrier must beapplied to fend off the costly ramifica-tions associated with corrosion. Themost practical and cost-effectivemethod of “re-protecting” the struc-ture is the application of a paint orcoating specifically intended for thisuse. When properly formulated, speci-fied, manufactured, and applied, cer-tain coatings can protect a transmis-sion structure for 25 years or more.
Surface Preparation andRepainting to Reduce CorrosionThe surface preparation methods rec-ommended for weathered galvanizedor previously painted structures nor-mally entail hand tool cleaning (wirebrushing or scraping) in accordancewith SSPC-SP 2. Some structures mayrequire more advanced methods, butbecause surface preparation is theslowest, hardest, and most costlyaspect of painting a transmissionstructure, the primary objective is topaint with a coating designed for mini-mal surface preparation. The goal is topaint BEFORE the galvanizing or theexisting coatings have deteriorated tothe point where involved surfacepreparation and multiple coat paintsystems are required. The most costeffective time to paint a transmissionstructure is when spot scraping orwire brushing is all that is required.This practice is one sure way ofreducing system life cycle costs.To further complicate the situation,
the original coatings on transmissionstructures may contain lead. If thespecification requires the removal ofold paint from the structure, it isessential to determine whether or notthere is lead present in the old coat-ing. If present, procedures in accor-
dance with the OSHA and otherapplicable regulations must be imple-mented to protect workers from over-exposure to lead. A job-specific leadcompliance program is a required sub-mittal on today’s transmission struc-ture painting projects.State and Federal environmental
laws also require the contractor totake necessary steps—with an appro-priate method of containing the leadpaint, usually through an acceptablecontainment system—to prevent leadpaint from polluting the environment(Fig. 6). On a complex structure suchas a transmission tower or pole, this isextremely costly, not to mention thecosts and ramifications due to
required outages. For structures locat-ed in a residential area this issuebecomes even more sensitive. The oldpaint, which is contained and collect-ed, must be tested for its level of toxi-city, and the waste must be handled incompliance with EPA requirements.Furthermore, if lead is involved,
total removal might be specified. Moreextensive surface preparation willresult in much higher concentrationsof airborne lead that put workers andthe environment at risk. Protectingworkers and the environment willrequire much more elaborate andexpensive procedures. Again, costlycircuit outages will also be requireddue to the use of power tools and
Maintaining the Electric Grid
Fig. 6: State and Federal laws require containment of lead paint to protect workers,residential areas, and the environment.
Courtesy of Savannah River Crossing, Georgia Power Company
Complete coatingsolutions?Reduce your specification complexity, increase your productivity and support your environmental goals.
Offering innovative high performance coatings, global service and an extensive track record, we deliver a solution for all aspects of power generation including Coal Fired Power, FGD’s, Wind and other Renewables.
Why look any further? Get in [email protected]
and and all product names mentioned in this publication are trademarks of, or licensed to, AkzoNobel. © AKZONOBEL 2010.
losoC
noitultelpmo
?snaocet gnita
losWe
noitulhave th
?sne powerr to helpp.
dna
retni.wwwcevitcetorp
oolyhW
acilbupsihtnidenoitnemsemantctudoroplladna
moc.cp-lanoitanc.lebonozka@sgnitaoceG?rehtrrtufynako
leboNozkzA,otdesnecilro,foskramedarteranoita
moc.hcuotnite
.0102LEBONOZKZA©.
Click our Reader e-Card at paintsquare.com/ric
J P C L J u l y 2 0 1 030 www.paintsquare.com
To order or for more information:phone 800.319.8802 • 713.266.9339
fax 713.266.1022 • email [email protected] www.holdtight.com
HoldTight® 102 is simply different – the standard ofperformance for preventing flash rust for more than adecade. It has never just prevented flash rust.
No Salt. HoldTight® 102 is the best because it firstremoves all contaminants – chlorides, sulfates, phos-phates and more. Our standard is “zero-detectablesalts.”
No Rust. HoldTight® 102 leaves a rust-free surfacefor 48-hours or more – often 3 to 5 days!
No Detectable Residue. There is nothing –absolutely nothing – left on the surface that mightinterfere with your coating. Ten years in the field;1,000’s of tests prove it.
A Little Goes a LongWay. HoldTight® 102 is dilut-ed in water between 50 to 1 and 200 to 1 dependingon the application.
Among rust preventers and salt removers, HoldTight®
102 is the most… widely used, reliable, time-proven, lab-tested, field-tested, recommendedand approved by coating companies, period.
remove
SALTSprevent
FLASH RUSTcut
GREASE
prevent
FLASH RUSTcut
GREASE
remove
SALTS other required equipment. Thus, total job costs will riseexponentially if significant surface preparation proceduresare required.The application of paint to a transmission structure is
more complicated than it might seem. This type of paintinginvolves climbing lattice type towers or tubular poles thatvary in size and configuration depending on voltage. Mostoften, these structures are painted while energized whenappropriate phase to structure distance, or the MinimumApproach Distance (the safe distance specified by OSHAor the utility that a worker must stay away from the ener-gized conductor–varies depending on circuit voltage) canbe satisfied. Painting a lattice-type structure is a teameffort. For example, a crew of 3 or 4 painters will paint astandard 100 ft lattice tower in 2-3 hours.For the most part, application is accomplished using a
paint mitt. Brushes or rollers are used on certain structurecomponents. Experience is an important factor in usingeither method of application as it very important that thespecified film dimension is achieved and a smooth consis-tent film is obtained.Protection of workers and the environment is para-
mount. Safety associated with the coating application to astructure involves, among other things, proper proceduresand equipment for climbing elevated complex structuresand working around energized lines. Additional safety andenvironmental protection measures must be taken becausecontact with potentially hazardous materials is possibleduring surface preparation as well.Years ago, climbing and painting was accomplished gen-
erally without the aid of rigging and most of the time with-out safety belts. Each year, OSHA and/or power companysafety regulations have become more stringent. Today,safety belts, hard hats, and safety glasses are mandatory,as are written safety programs, fall protection plans, haz-ard communication plans, and lead compliance plans.Workers must be thoroughly trained in the hazards associ-ated with this work, especially the dangers of workingaround high electric voltages. Documented experience inperforming this work should be required of any worker,especially when the painting of energized structures isinvolved.
Maintenance BudgetsMaintaining the system takes money. Maintenance budgetswere developed based on expected maintenance needs.These budgets, for the most part, were developed based onpast practice. Budgets must continue to grow to keep upwith the massive expansion of steel structures fromWWII to now. Utilities will have to be both forward andbackward looking. Utilities must be backward looking
Maintaining the Electric Grid
Clic
kou
rRea
dere
-Car
dat
pain
tsqu
are.
com
/ric
J P C L J u l y 2 0 1 0 31www.paintsquare.com
JPCL
For more information, contact:Kendall Smith, Power Market Manager860-483-0321 • [email protected]
www.induron.com
A one-coat solution to weathered,galvanized lattice-type electricaltransmission towers, rusted steel poles,weathered galvanized substationstructures, and many other weatheredand/or rusty structures. Induraguard9200 is compatible with aged galvanized,provides excellent surface wetting andsurface tolerance, is easy to apply, staysput at high DFTs and provides the lowestpossible cost per square foot per year ofcorrosion protection.
LookBeneath
theSurfaceInduraguard 9200
from the standpoint that they need to see the large num-bers of second-generation steel structures, many now over40 years old and with little maintenance performed sinceconstruction, and the maintenance that is now requiredbecause of their age. This is where the utilities will need tobe forward looking to develop maintenance budgets toaddress maintenance problems in a timely fashion. If per-formed correctly, these maintenance functions will savemoney for the utility owners by reducing outages and cost-ly emergency repairs. It is always more cost effective to beproactive rather than reactive. The government has alsobegun to take notice of the need for maintenance to pre-vent and control corrosion, from both an economic per-spective and a security standpoint. Talk of potential gov-ernment mandates for structure corrosion control increas-es as the importance of the reliability of the electric grid isbetter understood.
The Good NewsThe reality of a transmission system comprising aging struc-tures is here and that is just a natural process of time. Linefailures can be prevented by a proactive approach thatincludes correct inspections and proper maintenance. Thegood news is there are proven methods of ensuring the long-term, cost-effective protection of these structures.Experience has proven the viability and benefits of formal
atmospheric and groundlinemaintenance coatings programsfor steel transmission structures.
Curt Hickcox is vice president,Business Development, forPublic Utilities Maintenance, Inc.,and an SSPC-QP 1- and QP 2-certified contractor specializing inthe preparation and painting ofelectric transmission structures,substation structures and equip-
ment, power plants, and other industrial facilities. He beganhis career in 1982 with Keeler & Long, a paint manufacturingcompany, where he served in several technical and salesroles including technical service manager and national salesmanager. He joined Public Utilities Maintenance in 2007. Amember of SSPC, NACE, and IEEE, he has presentedpapers and published articles on transmission structure coat-ings and procedures as well as power plant coatingsystems. Currently, he is the vice chair of the NACE/IEEEjoint task groups responsible for coatings standards for cor-rosion control of existing electric transmission, distribution,and substation structures by coating systems. He can bereached at [email protected].
ClickourReadere-Card
atpaintsquare.com/ric





























