Embed Size (px)
Citation preview

F R E N C H & M I C H I G A N S T U D I O W O R K S H O P G A L L E R Y A B O U T R E S I D E N C Y F A M
I N V E S T I G AT I O N S I N R O B O T I CC R A F T
By Andrew Wit
T his paper examines the creation of a new typology of architectural craft derived from the
residual elements found through the misuse of robot manufacturing tools. T he discussion of
the T _Series project, and the T _T hree table specifically, created by WIT O* will demonstrate
that through the utilization and exaggeration of mechanical imperfections, a new typology of
architectural design aesthetic can be created.
As common knowledge of architectural robotics is minimal, this paper will begin with a brief
introduction into architectural robotics as well as an understanding of how these projects are
currently situated within the discourse of architecture.

As architectural tools and techniques progress towards more automated means of design
and fabrication, architects and designers continue struggling to grasp the true design,
fabrication, and workflow potentials possible through the integration of architectural
robotics. T ools such as multi- axis CNC machining, 3D/4D multi- material printing, and
industrial and humanoid robotics, once limited to large industries and research institutions,
are now becoming more relevant within the realms of design thinking and the everyday
practice of architecture.
With their innate ability to easily adapt to various material and fabrication methodologies,
flexibility in tool changing and design, as well as their ability to resolve complex formal
geometries within shorter durations of time, these systems are being further integrated into
everyday design and fabrication workflow.
Unlike industrial environments, where efficiency and mechanical repeatability are key and
similar operations may be repeated over the entire life of a tool, architecture tends to work in
an environment of “one- off” projects. In such a setting where each client has specific needs

and where internal and external environmental conditions are constantly evolving and
changing over time, there is no guarantee that a single design methodology or artifact will be
relevant in subsequent projects.
As these architectural robotics and processes are currently in their infancy, the field remains
fairly under documented and untested. T herefore, the designer’s ability to fully utilize the
robots’ abilities within design and fabrication, as well as to realize the potential of robotic
tools, remains underdeveloped. In addition to this inherent knowledge gap, the large amount
of time and energy necessary for robotic programming and tool fabrication by designers
tends to limit current project outcomes. Projects such as T _T hree show some of the
unexpected, yet beautiful outcomes possible through the utilization and misuse of these
tools.
T _T hree
Whereas many designers and researchers currently focus on the potential for higher
efficiency, precision, and form finding potentials through the implementation of advanced
architectural machines and robotics, T _Series projects explore the machines/robots’
potential to directly manifest the architect’s hand as a means of rethinking architectural craft.

T hrough a rigorous understanding of each tool’s limitations, tolerances, and methods of
failure, it is possible to document, re- implement, and embrace imperfection as a strategic
design aesthetic rather than as an element to be avoided. Below are the chronicles following
the production of one such project, and how the residuals of imprecise machining were
utilized as a new means of creating architectural craft.
Moving beyond formal operations, these projects are developed as a result of an
interrelationship between the machines and series of four constraints—materials,
computational tools, surface programming, and the misuse of digital fabrication. Each
constraint helped to create a unique interaction between man, material, and machine.
1. Materials
In craft, understanding your materials, their properties, and how they interact with the tools
being used are extremely important. For the design of T _T hree, a large volume of very

beautiful and unique hard and soft woods had been donated to us from Bel- Air Woodworking
in up- state New York.
Although materials were donated, finding the appropriated members was quite tedious. As
many of the larger members were not planed, all lumber was first scanned and modeled for a
better understanding of their sections. T his created a digital library of size, species, color, and
weight for the individual lumber types.
After material documentation was complete, the next task was to choose a combination of
lumber with interesting visual and milling characteristics, as well as identifying those members
with similar levels of distortion to allow for the smallest amount of waste.
Materials were tested and arranged for best continuity. T he final chosen materials had the
rough dimensions of 60 x 21 x 3 inches and consisted of five boards of four species—cherry,
white oak, red maple, and walnut—of different sizes and cross sections. T he material
sections were left unaltered. Rather, irregular members were assembled as is, which enabled
the final artifact to retain an asymmetrical form and material composition.
Once the final material arrangement was determined, all members were laminated to form
the initial massing. Weight distribution, structural loading, and member curvature determined
the base geometry of this form. T he largest and heaviest member (cherry at three inches
thick) was placed in the center, with the lighter members on either side. After several days of
curing, the base mass was rescanned and modeled, allowing for a curvature analysis of the
base form. As the board of cherry had a high level of twist, distorting the whole overall form, it
was necessary first to CNC plane down the top elevation, allowing for a more predictable top
surface.
2. Computational Tools
Upon completion of assembly and mechanical planning, formal design studies were initiated.

Utilization of the tensile modeling software MPanel, in conjunction with the parametric
modeling plug- ins Grasshopper and Kangaroo physics, made it possible to create a series of
formal operations that were reproducible through both additive and subtractive means of
digital fabrication. An easy dialog between the different software allowed for the formulation
of an accurate parametric representation of catenary surfaces, resulting in a simple
reconfiguration based on material and aesthetic properties.
T hese catenary based forms, derived from structural loading, created an overall shape which
was deepest in the locations where loads were transferred (ie. legs) and thin along the edges
and center of the overall artifact. T his formal movement between thick and thin allowed for
varying levels of computational residuals to be applied and take form along the bottom
surface.
Overall Form:
Limited by the initial material sizes, the artifact takes on the simple curvature of a stretched
tensile membrane. T welve fixed control points were created along the edges of the artifact’s
digital model. T hese points represent a theoretical jig, which defines the tables outer most
edges, while also creating the focal points of the curvature.

After the creation of the outer control points, initial non- tensioned membranes were
inserted between them. Within the MPanel environment, different levels of stress, edge
conditions, and material types were applied, which programmed the levels of these
deformations onto the surface of the lumber. Once programmed, the surfaces were then
relaxed, bringing them into their natural tensile state.
As MPanel does not allow for continuous real- time physics calculations, this initial model was
then tied into Kangaroo Physics, making possible a more one- to- one interaction. Within the
software, top membranes were welded, to create a seamless enclosed curved surface. T he
bottom surface, on the other hand, was left un- welded, acting as a rough seam between the
curved panels. T his contrast in surface curvature created a series of sharp lines that move
along the underside of the finished artifact.
Material Reduction:
With an overall form constrained by the outside edges of the initial material, the artifact
retained a large amount of excess mass. As a means of reducing this mass and introducing a
dialog between the top and bottom of the piece, stretched holes were created along the
material’s grain. T hese holes not only create visual effects, but also expose the true nature of
the materials and construction to the user.
3. Surface Programming
Although there is a level of craft within the assembling of materials and designing of the
overall form, a higher level of craft can be achieved in the programming of your tools as well as

how they interact with the materials in new and innovative ways. T hrough the addition of
texture and tool marks, the artifact begins to take on unique qualities reflective of both
designer and machine.
Rather than focus on the creation of pristine artifacts that perfectly represent their digital
form, T _T hree envisioned an interactive system where residual surface elements from
human machine interaction come together to create a new design aesthetic. T hrough a
direct interaction between human and machine during the fabrication process, new layers of
detail and complexity began to emerge on the final fabricated artifacts.
T hrough a series of tests, a correlation between machine location, speed, and material was
realized. T hese variables began to control the amount of unpredicted residual elements
imprinted within the material’s surface after each test had run. Upon deeper investigation of
these residual imperfections, the T _Series prototypes were designed with a deeper interest
residing in the mapping and harnessing of these imperfections as a means of creating
architectural detail, rather then aiming for the creation of the perfect digital replica.
T he digital mapping of these unpredicted motions created a system or feedback loop
through which imperfections could be mapped and then directly implemented into the
fabrication process. T his systematic approach allowed for the honing of imperfection in a way
that added an additional layer of tactile complexity to the project.
Upon completion of the formal geometry, the model was then introduced into the milling
environment for the programming of the tool paths. T o avoid complications and allow for
additional testing, the project was broken into six major components: initial trimming and top
planing, rough cutting of the bottom, finishing of bottom, rough cutting of bottom holes,
finishing of bottom holes, and finally, finishing the top surface. Each component applied a
series of unique effects to the artifact.

T op Surface:
As the artifact was to be used as a low table, the top surface was created extremely smooth
to avoid long term maintenance problems. Working with the grain of the wood, the surface
was milled with fine rastered increments, . T his created a completely smooth top surface
which required no additional finishing. Although curved because of its catenary form, the
smooth finish along with the strong wood grain made this curvature almost invisible. After
finishing the top surface, the perforations were added, connecting the top and bottom
surfaces.

Machining imperfections on the top surface are minimal due to its relative flatness. But as the
surfaces begin to translate towards more complex curvatures, the programmed machine
imperfections begin to increase. As the curvature increases, the table’s texture and residual
elements slowly begin to change, transitioning to the more rough texture of the table’s
bottom surface. T his creates a tangible relation to the material form, perceptible as the hand
moves along the surface curvature towards the bottom of the table.
Bottom Surface:
T he bottom surface takes on a much more textured appearance through both material and
machine usage. Moving from the short edges into the center, the materials change from the
very smooth white oak and mahogany into the more grainy cherry. Working with this natural
material transition, the tool’s path accentuates these embedded properties through a
variation in milled texture.
Utilizing the half- inch ball bit for the entirety of the bottom surface, a high level of variation is
achieved. Beginning on the edges, the bit’s overlap begins at 1/16 inch steps parallel to the
grain. T hese overlaps increase in distance reaching one half inch when arriving at the central
cherry surface. T his gradient creates a transition from an almost smooth surface on the
surface wood, to a rough center. T he shift also highlights the variations in the wood’s natural
grain spacing.
Nearing the perforations, the milled texture is quickly transformed back into a smoother one.
T his transition allows for the seamless flow from bottom to top surfaces.
4. Digital Fabrication & its Misuse
Upon completion of the surface programming, the code is written and transferred to the
machine for processing. T he milling of the T _T hree took place in a series of six steps that
required ten passes and four flips of the material. Realignment of the material was critical as
the edges from top to bottom were continuous and the perforations between the sides
needed to be aligned perfectly. As there were no flat surfaces on the unfinished base form,
temporary jigs were created to adhere the material in a level position during the milling
process.
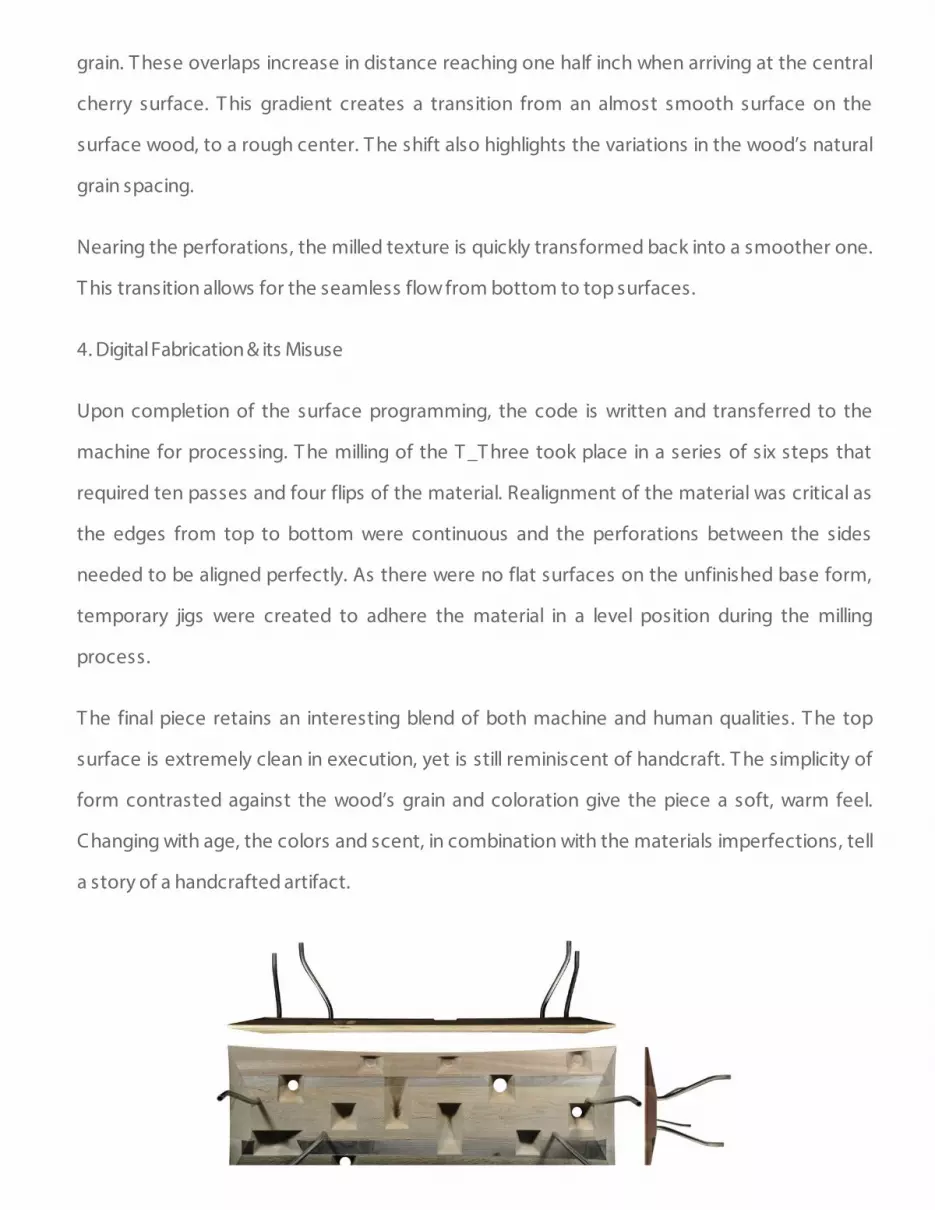
T he final piece retains an interesting blend of both machine and human qualities. T he top
surface is extremely clean in execution, yet is still reminiscent of handcraft. T he simplicity of
form contrasted against the wood’s grain and coloration give the piece a soft, warm feel.
Changing with age, the colors and scent, in combination with the materials imperfections, tell
a story of a handcrafted artifact.

In contrast, the bottom surface tells a different story, one of complexity in the retention of a
machine- like quality. T he striations made by the tool bring out the colors and grain of the
wood. As the tool paths continue from one material to the next, subtle changes in color,
texture, and quality appear. Imperfections that would be extremely obvious on the top
surface disappear within the field of lines.
As the radius of the tool path begins to tighten in following the grain of the cherry wood, the
quality of cut begins to degrade. T he sharpness of the curves caused un- programmed
reverberations in the machine, which in turn imprinted this story onto the material. T hese
imperfections from the machine do not take away from the craft of the artifact, but rather
add a new layer of depth. T he further honing of these imperfections based on the material
curvature creates residuals that spark the curiosity of the user, and draw their hands
underneath the table.
T he perforations in the wood tell yet another story. Cutting deep into the holes expose the
residuals of construction in the display of material depths, grain, and color. Puncturing of the
top surface also allows for light to pass, slowly aging the wood’s color at a different rate
between the top and bottom surfaces.

In a time where the artifacts we interact with on a daily basis retain minimal human trace,
these programmed and non- programmed movements of the machine add distinctive
residual elements to the piece and its process. T hese elements of imperfection, completely
unique to this given machine and set of tools, would be difficult to replicate on any other
machine or using any other method of fabrication. T he bringing together of these flawed
materials with misused machines has created a new typology of materiality, one which
reintroduces craft and encourages curiosity.
Investigations in Robotic Craft continues with an interview entitled Making Machines

In: FAM, Design
T ags: FAM, Andrew Wit, Architecture, research, residuals, San Antonio, T exas, Issue 1,
robotics, fabrication
Uncomfortable with Andrew Wit.
Andrew Wit is currently the International Practitioner in Residence within the College of
Architecture and Planning at Ball State University. He is also co- founder of the
interdisciplinary design office WIT O*. Wit earned his Bachelors in Science in Architecture
from T he University of T exas at San Antonio, and his Masters in Architecture from the
Massachusetts Institute of T echnology.
Wit has practiced, taught, and researched in the U.S., Japan, China, T aiwan and Hong Kong,
including offices of Atelier Bow Wow, T sushima Design Studio, and T oyo Ito Associates in
T okyo, and Poteet Architects in San Antonio. His collaborative works have been highly
published and won several awards such as the 2007 AIA Best of Practice award for UT enSAils,
2007 IFAI Outstanding Achievement Award, and the 2013 Guangzhou Vanke Project of the
Year for Guangzhou One.
Wit’s current research focuses on the relationship between robotics, digital fabrication,
adaptive environments and their relationship to architectural craft. Most recently his research
has taken form in a collaboration with T he Boeing Company, exploring the potential for
integrating aircraft technologies into the realm of architecture.
For more information on Andrew Wit's work, visit www.andrewjohnwit.com.





























