Embed Size (px)
Citation preview
ISSUE NO 59 MAY 2022
ISSN 1756 560X
Innovations in the food and beverage industrywww.luxme.com
COVER TEST MAY 2022:Layout 1 28/4/22 16:23 Page 1
ISSN 1756 560X
17 ASHCROFT COURT • BURNHAM • BUCKS • SL1 8JTUNITED KINGDOM
EDITORIALTel/Fax: +44 (0)1628 666176Email: [email protected]
ADVERTISINGTel: +33 4 66 580 562 • Fax: +33 970 629185Email: [email protected]
Advertising and Business Development DirectorDavid CopperfieldTel: +33 466 580 562Fax: +33 466 209 238Email: [email protected]
Publications Director: Terry PriorEmail: [email protected]
Subscriptions: Terry PriorEmail: [email protected]
Social media
Twitter: @innovfoodtech
Instagram: @innovationsinfoodtechnology
LLiinnkkeedd IInn:: www.linkedin.com/in/terry-prior52
Published by Print Workshop PublicationsInnovations in Food Processing & Packaging is published quarterly in February, May, August and November
Subscriptions:Printed version:UK: £55.00 (inc postage) Europe: £85 (Airmail including p+p)Rest of the World: £90.00 (Airmail including p+p)Online only:£30.00
© Copyright of Innovations in Food Processing & Packaging. All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means without the prior written permission ofPrint Workshop Publications
AUGUST 2022
• Closure technology• X-ray inspection systems• Labelling solutions• Strapping machines• Colur sorting• UV/EB technology• Flooring innovations• PET technology• Bottling developments• Bar coding• Vacuum packaging• Sensors for packaging• Waste management• Recycling• Computer software• Food traceability• Barrier films• Dairy packaging• Bar coding
PREVIEW:drinktec 2022PPMA 2022
Copy deadline: July 31 2022
NOVEMBER 2022
• PET technology• Bag-in-box technology• Food safe lubricants• Conveyor belt systems• Direct-to-can digital printing• Industrial software• Thermoformed packaging• X-ray inspection technology• Packaging coding management systems
• Robotic automation• Food safe lubricants• Bottling technology• Recycling• Ready meal packaging• Bar coding• Vacuum packaging• Dairy packaging• Food traceability• Labelling technology• Barrier films
PREVIEW:PACKEXPO 2022FACHPACK 2022
Copy deadline: October 23 2022
FEBRUARY 2023
• X-ray inspection• Dairy packaging• Filling systems• Packaging coding management systems
• Food safe lubricants• Bagging technology• Waste management• PET technology• UV/EB technology• Bar coding• Vacuum packaging• Sensors for packaging• Bar coding• Recycling• Computer software• Food traceability• Barrier films• Robotic technology• Bag-in-box technology
PREVIEW:tbc
Copy deadline: January 31, 2023
PRINTWORKSHOPPUBLICATIONSLIMITED
EDITORIAL CALENDAR 2022 / 2023
Innovations in Food Processing & Packaging www.innovationsfood.comMay 20222
CONTENTS:Layout 1 29/4/22 09:26 Page 2

4 YTRON-Z® unit installed at BV Dairy for the smoothing or Stretching® of their range of yogurts
5 New role for equipment in meeting plant-based demand
6 Key Technology introduces VERYX® digital sorters forfresh cut, hydroponically-grown leafy greens
7 Synerlink launches Versatech, an innovative fillingmachine for food and dairy processors
8 Eliminating the risk of contamination in pharmaceutical and chemical manufacturing withClass Zero oil-free compressors
10 Plant eating boom pushes pipeline inspection innovationsFortress Technology / Sparc Systems
12 With the triple whammy of supply chain pressures,rising transportation costs and increasing energyrices, how do food companies deliver sustainablepackaging operations?Shemesh Automation
13 GEA refrigeration service gives vegan meal producerQuorn food for thought packaging machinesGEA
14 Safe, sustainable, and money-saving – eliminate dustwhile cutting waste and costs with Luxme’s automatic MINILux bag slitterLuxme
16 Reciprocating action solves tough heat exchange challengesHRS Heat Exchangers
18 The evolution of product labelling: New trends in sustainabilityDomino Printing
17 Paper wrapper: simple retrofits on existing KHSpackaging machinesKHS
23 Festo and PCE Automation help Frugalpac™ increase production of sustainable wine bottlesFesto
24 A sustainable view of packaging in 2022 and beyondAsahi Photoproducts
30 Strenghthening the partnership: Sidel supported Bickford’s Australia with rapid remote line conversionand maintenance on their aseptic lineSIDEL
32 Protecting premium food & beverage brand integritySumitomo
33 WASTE2FUNC builds platform to collect food waste fromagriculture, food industry, supermarkets, auctions andrestaurants to convert it into bioplastics and biosurfactants
ContentsISSUE 59 MAY 2022
PROCESSING
PACKAGING
CODING, LABELLING, PRINTING, ADHESIVES
RECYCLING & WASTE MANAGEMENT
AUGUST 2022 ISSUE
drinktec and PPMA 2022Deadline for features and advertising in the August issue is July 31
Showcase your news and product launches through our website and weekly newsletter
Contact Terry Prior on 01628 666176 or email [email protected]
www.innovationsfood.com Innovations in Food Processing & PackagingMay 2022 3
Visit our new DAILY NEWS website at www.innovationsfood.com
Twitter: @innovfoodtech Instagram: @innovationsinfoodtechnology
CONTENTS:Layout 1 29/4/22 09:26 Page 3

Innovations in Food Processing & Packaging www.innovationsfood.comMay 20224
BV Dairy in Shaftesbury, UK has recently installeda YTRON-Z unit for the smoothing or
Stretching® of their range of yogurts.In the YTRON-Z®, the yogurt coagulum is
subject to an extremely short and intensive burst ofshearing which smooths the yogurt. The mechani-cal action of the YTRON -Z causes stretching of theprotein molecules which improves the viscosity ofthe yogurt. “Yogurt-Stretching”™ is now associatedwith the
YTRON-Z® and has brought about thefollowing advantages:• Improvement in gel stability• Elimination of syneresis and grit or nodule forma-
tion giving a smooth product• Reduction in the protein content in the milk base
by around 0.2%The number of rotor/stator sets, slot
widths and speed is selected based on thecomposition of the yoghurt being processed.
BV Dairy join the large number of yogurtproducers using the YTRON-Z for this application.
The technical information was from the reference work by A.Y. Tamime & R.K.Robinson “Yoghurt Science and Technology”.
www.ytron-quadro.co.uk
YTRON-Z® unitinstalled atBV Dairy forthe smoothingor Stretching®of their rangeof yogurts
REVworx™ opens for businessREVworx™ offers on-demand contract vacuum-
microwave manufacturing services for theproduction of high-quality, shelf stable snack andingredient applications for food companies big andsmall.
Located at EnWave Corporation’s head-quarters in Vancouver, Canada, the REVworx facilityshowcases the most scalable and reliable vacuum-microwave processing technology in the worldpaired with complimentary upstream and down-stream food processing equipment. REVworx offersflexible production capabilities, filling the growingdemand for innovative consumer products madeusing EnWave’s proprietary technology.
The opening of the REVworx facility offers
food companies with the opportunity to leveragevacuum-microwave technology with:• reduced risk to launch innovative vacuum-
microwave dried products• enhanced collaboration with dehydration special-
ists to create new and novel snack and ingredientproducts
• opportunities for fruit and vegetable growers toconvert imperfect produce into saleable premiumproducts and reduce overall food waste
• end-to-end support to launch dehydrated foodproducts pragmatically to prove out the valueproposition of using vacuum-microwave technol-ogy in their operations.
EFSA’s positiveopinion supportsmore sustainableand healthierfood processingthrough biobasedEcoXtract®TechnologyMethyloxolane is an innovative bio-based
solvent for the extraction of vegetable oils,plant proteins and natural ingredients. It is producedfrom agricultural by-products (e.g., sugarcanebagasse). Its carbon footprint is only 10% that ofthe petrochemical solvents it replaces.
The EFSA Panel of experts reported todaythat methyloxolane is a safe solvent for use in thefood industry. EFSA’s positive opinion is based onits expert panel’s review of a full application dossierincluding state-of-the-art scientific studies performedunder OECD’s latest standards. The dossier and theexpert opinion show that methyloxolane providesunprecedented safety for the consumer. This allowsmethyloxolane to be added to the 20 solventsapproved for food use in Europe (Directive2009/32/CE). This is a breakthrough with world-wide impact. Except for ethanol, all the othersolvents approved for use in food production aretotally or partially produced from petroleum.
Towards healthier more sustainable extractionprocesses
The use of methyloxolane for extractionwill have a huge impact on the safety and thesustainability of food processing in Europe andbeyond. It opens the door for an option to eliminatepetrochemical residues in the food chain. “Weconsider ourselves as frontrunners: petroleum-derived hexane has had an unchallenged positionas a food industry solvent for over than 50 yearswith 1 million tonnes used each year in foodprocessing, world-wide. We now offer a safe,competitive and renewable alternative to food busi-nesses committed to eliminating the presence ofpetrochemical residues in the food chain” saysLaurence Jacques, Director of the EcoXtractProgramme.
‘We are looking forward to enabling a saferand more sustainable food chain” commentsLaurence Jacques. “The approval of methyloxolanefor food applications opens the door for a moreefficient extraction process which increases dramat-ically oil yield compared to mechanical pressing. Thisresults in high quality oils and defatted stableprotein-rich ingredients for food and feed. Our goalconsists in helping the food producers to implementthe EcoXtract® process to provide safe and cleanfood for all with no additional land use for preserv-ing our beautiful and fragile planet’
Selig Group delivers clean peel linerfor hot fill applications in EuropeSelig Group has begun production of its highly
successful Uni-Gard™ range of one-piece,induction seals in Europe. The introduction ofUni-Gard production to the EU enables low leadtimes and enhanced customer service in the regionfor this popular product range.
Selig’s Uni-Gard™ range is ideal for foodproducers looking to seal plastic PP and PP-EVOHjars with hot fill contents or for use in retort fillingprocesses. This one-piece, multi-layer, liner deliversexcellent barrier properties and has been designedfor high temperature applications. It also providesproducers with a range of production benefitsranging from higher operating speeds and theflexibility to run wider operating parameters, to
greater packaging confidence. Available in bothpeelable and welded versions, Uni-Gard canalso be enhanced with custom prints, offeringfurther product differentiation and added value topackaging.
Darren Dodd, Marketing and ServiceDirector at Selig Group, comments: “Previously onlyproduced in the USA, the introduction of Uni-Gardproduction to Europe will reduce lead times andimprove our capacity to serve existing and newcustomers looking for hot fill sealing solutions. TheUni-Gard brand has, over the years, built areputation for reliability and quality and nowEuropean food producers can make the most ofthese benefits more easily.”
Send your news [email protected]
PROCESSING NEW:Layout 1 28/4/22 16:16 Page 2

www.innovationsfood.com Innovations in Food Processing & PackagingMay 2022 5
New role for equipment inmeeting plant-based demandPlant-based proteins continue to make the
headlines. The ‘Alternative Proteins: ConsumerSurvey’ by the Food Standards Agency (FSA) is justone of many reports that demonstrate the potentialof this market. While meat continues to play a vitalrole in the vast majority of people’s diets, recognitionof and, to a certain extent, acceptance of alterna-tives is growing. Some 60% of respondents to theFSA survey said they were willing to try plant-basedproteins, dropping to 34% when asked if theywould be prepared to try lab grown meat, with 26%saying they were willing to try edible insects.
Whatever the take-up of the variousoptions ends up being, there is a lot of interest in thepossibilities. An essential part of this process is theequipment available to produce such products. It issomewhat ironic that one of the biggest challengesin creating plant-based options is how to replicatethe textures that we associate with meat. Key to thisis the development of machinery which can helpachieve this.
Interfood Technology supply solutionsfor both meat and meat-free products so haveextensive experience in meeting the challenges. Agood example is the production of vegan ‘chicken’nuggets. Simon Jubb is Manager of Interfood’sPreparation Division. He comments “a typical linesolution for nuggets might involve a vacuum mixer,a former, a batter applicator, a breading unit, afryer and a spiral freezer. There are a number ofoperations and attention needs to be paid to eachprocess to ensure a good end product. Takingforming as an example, the Alco former that we
supply has shaping plates individually designedaccording to specific needs, thereby ensuring anaesthetically pleasing result. After all, as the oldsaying goes, ‘we eat with our eyes’.”
Jubb continues – “we also offer thePower Heater for which we have seen a significantincrease in demand with the growth of vegan andvegetarian products. It is now being used by anumber of processors given its capability to achievemeat-like textures and excellent flavours for plant-based alternatives to chicken, pork, beef andothers.”
Interfood’s equipment offering for meat-free production requirements also encompassescooking, slicing and packaging systems, along withthe Afogrill and Afoflame systems which provide aroast or flame-grilled finish to meat-free as well asmeat-based products. In many cases this allows thecreation of full line systems alongside its end-of-lineinspection and case packing systems. AndreClareboets is Divisional Manager at InterfoodSlicing. He comments “recent projects in whichwe’ve been involved include the production of bothsliced vegan cheese and cooked meats throughfully integrated lines with the Weber wePACKThermoformer packaging machine and Weber’shigh speed slicing solutions at the heart of thesystems. These are complimented by packageinspection from Sparc systems and case packingmachinery from Buhmann, all supported fully by ourin-house project department.”
www.interfoodtechnology.com
The new Minebea Intec website:tangible weighing expertiseMinebea Intec has made the user the focus of
its website relaunch: improved usability,intuitive navigation and modern features ensure thatprospective customers can directly access their ideal
solution. The new website provides an importantfoundation and ensures that the digital portfolio ofthe leading provider of weighing and inspectionsolutions is presented to its best advantage.
The new website is a prime example ofMinebea Intec’s evolving digital offering. With itsclear user navigation and smart features, thewebsite ensures that the entire portfolio of weighing,inspection, service and software solutions can beexplored in just a few clicks. Users are not only ableto access information via the website but can alsocalculate relevant cost factors such as the return oninvestment or potential savings for themselves usingonline calculators. The smart product finder, anexcellent example of the intuitive user experienceprovided by the new site, is sure to be of particularinterest for visitors to the website.
NYUWaterResearch Centrein Abu Dhabiusing AxiumProcess PilotPlants forinnovativeresearch programNYU Abu Dhabi (NYUAD) is a leading research
university having an international presencewith a comprehensive science academy at its core.It supports innovative research and graduateeducation programs that explore the frontiers ofknowledge in powerful and interdisciplinary waysvital to global challenges.
NYUAD recently commissioned filtrationspecialists, Axium Process to develop, manufactureand supply a range of bespoke membrane filtrationand Ion exchange pilot systems suitable for detailedinvestigations over a wide range of industrial,environmental, and process-based applications.Manufactured in 316L stainless steel, Axium’smembrane systems are designed to support thedevelopment of innovative solutions via education,training, and comprehensive research intoMicrofiltration, Ultrafiltration, Nanofiltration andReverse Osmosis technology. The equipmentaccommodates multiple commercial scale mem-brane options, including hollow fibre, tubular, spiraland ceramic variations.
Now successfully installed and commis-sioned at the NYU Water Research Centre in AbuDhabi, the sophisticated data collection softwaresupplied with each plant has been fully optimisedby Axium’s commissioning team to enable accurateand detailed representation of the practicalseparation/concentration limits achievable against arepresentative feed stream sample.
Axium Process specialises in membranefiltration technology and manufacture technicallyadvanced bespoke pilot systems that benefit fromover two decades of practical filtration expertise.Axium’s pilot equipment is typically used forapplications such as clarification, removal ofsuspended solids, purification, removal of salts andions, dairy fractionation, cell recovery, extractfiltration and the separation of microplastics fromliquid feed streams.www.axiumprocess.com
PROCESSING NEW:Layout 1 28/4/22 16:16 Page 3

Innovations in Food Processing & Packaging www.innovationsfood.comMay 20226
Südzucker plansproduction plant forprotein concentratefrom Faba beansSüdzucker Group is expanding its existing
protein portfolio as part of the group's strategy2026 PLUS. The goal is to obtain proteins fromregionally grown Faba beans for processors in thefood and animal nutrition industries. To this end, thecultivation of Faba beans is to be significantlyexpanded and, in the medium term, an ownproduction facility for protein concentrate is to bebuilt at the Offstein site (Rhineland-Palatinate). Aninvestment of around EUR 50 million is planned.
Südzucker's subsidiary BENEO, a specialistin functional food ingredients, is thus expanding itsplant-based protein portfolio, which was previouslybased on wheat and rice. Südzucker Group is thussignificantly intensifying its involvement in thisbusiness area. Until the new production plant inOffstein is fully operational, the Faba beans willinitially be processed at intermediate productionfacilities. In this way, customers will already benefitfrom the products in the short term.
Key Technology, a member of the Duravantfamily of operating companies, introduces its
VERYX® digital sorters for fresh cut, hydroponically-grown leafy greens. Combining Key’s expertise insorting and conveying, VERYX sorters integrate withIso-Flo® vibratory conveyors to find and removedefective product, as well as foreign material (FM),to improve product quality while simultaneouslyincreasing yield.
“Demand for hydroponic leafy greens isskyrocketing for a variety of reasons – superiortaste, minimal water usage, zero pesticides andproduction location flexibility, since environmentally-controlled greenhouses can be built virtuallyanywhere,” said Marco Azzaretti, Director ofMarketing at Key. “Hydroponic greens are apremium product, typically costing two or threetimes the price of traditional, field-raised greens.Hydroponic growers must consistently achievethe best quality to meet their customers’ highexpectations. They want every single leaf to beperfect. This is why they partner with Key.”
VERYX is the only belt-fed leafy greenssorter that can inspect product entirely in-air withtop and bottom sensors to see all sides of theproduct with no blind spots, enabling VERYX toeliminate more FM and defects. Analyzing thecolour, size and shape of every object in theproduct stream, VERYX removes imperfect,misshapen, discoloured, bruised, broken or torngreens. To better identify difficult-to-detect FMand defects, VERYX can be equipped with Key’sproprietary Pixel Fusion™ technology, which
combines pixel-level input from multiple camerasand laser scanners to create a unique, unambiguous‘signature’ for each type of substance in the productstream.
Engineered from the ground up tomaximize sanitation and ease of cleaning, VERYXfeatures an open design, sloped surfaces, andminimal exposed fastener threads. Fast andaccurate recipe-driven changeovers maximizeproduction versatility and uptime while ensuringrepeatable results.
Key equips VERYX with their Discovery™suite of software capabilities, which enables thesorter to collect, analyze and share data to revealpatterns and trends that improve sorting and helpcontrol upstream and downstream processes. Forexample, this information can help growers ofhydroponic greens better understand the perform-ance of different growing panels and how variousgrowing practices affect final product quality.
Key can integrate VERYX with Iso-Floinfeed and collection conveyors to gently moveproduct and preserve its integrity while maximizingsort accuracy. Since greens tend to overlap andclump, the specialized infeed monolayers theproduct stream to effectively present it to the sorter’sinspection zone and enhance system performance.VERYX can also be integrated with application-specific Iso-Flo vibratory conveyors that dewater,transfer, or separate hydroponic greens by densityprior to sorting or with belt feed conveyors to moveproduct downstream to packaging.www.key.net
Key Technology introduces VERYX®
digital sorters for fresh cut,hydroponically-grown leafy greens
Flavorchem unveilslatest innovationin pilot thermalprocessingFlavorchem, a global flavour and ingredient
supplier, continues its commitment to customercollaboration and innovation with the new state-ofthe-art pilot plant at their Downers Grove campus.The fully automated, custom-designed pilot plantutilizes the latest in thermal processing capabilitiesand features three separate dedicated spaces forextractions and experimental technologies.
“We are privileged to work with some ofthe most progressive and dynamic companies inour industry and are thrilled to be able to take themto the next level with our pilot plant. Our pilot plantwas designed with flexibility, scalability, and willfurther advance our capabilities to be a valuedextension of our customers’ R&D and commercial-ization processes,” says Ken Malinowski, Presidentof Flavorchem.
The new thermal processing unit allowsFlavorchem to simulate HTST, UHT and asepticconditions with both indirect heating and directsteam injection and is fully expandable to allow forcustomer specific equipment to be used andadditional processing equipment to be addedseamlessly. Filling capabilities include a clean fillhood for hot – and cold-fill of glass and plasticbottles along with an aseptic bag filler.
“It’s been a pleasure to oversee the devel-opment and utilization of our brand-new pilot plantfacility,” says Blake Wester, Innovation & TechnologyManager at Flavorchem. “Our specialized equip-ment allows us to explore cutting-edge flavourtechnology to test flavors, extracts, and ingredientsin different finished applications and provides ourcustomers the opportunity to test their products ona pilot scale before they scale up into production.”
The ability to run the customer’s actualproduct or base at a pilot scale allows developersto formulate flavors that are optimized for produc-tion. This approach accelerates brand owners’speed to market while providing full confidence thatthe flavor will perform in the finished product thesame way it did in the pilot plant.
PROCESSING NEW:Layout 1 28/4/22 16:16 Page 4

www.innovationsfood.com Innovations in Food Processing & PackagingMay 2022 7
Synerlink launches Versatech,an innovative filling machinefor food and dairy processorsSynerlink, a leader in rigid, eco-friendly packaging
solutions for the food industry, has launchedVersatech, a future-proof filling solution for the foodand dairy industry. Its modular design enablescustomers to continually realign this packaginginnovation with their evolving business strategy.
“Through conversations with ourcustomers, we discovered a market need for afilling solution that would outlast the standard20-to-30-year lifecycle,” said François Truffier,Synerlink President. “Rather than disposing of thismachine when it ceases to support the business,Synerlink’s customers can quickly, and inexpensively,reconfigure Versatech to once again work in supportof new business initiatives.”
Starting with a compact 2.5-by-4-meterframe, Versatech is expandable with standard-increment modules that come in lengths of 440,880 or 1,320 millimeters. Versatech combines thatflexibility with a centralized cabling network to offerplug-and-play functionality that allows food and dairyprocessors to access the latest filling and packagingtechnologies as they become available.
“For large food and beverage processorswith well-established product lines, Versatech will
provide more versatility compared to othermachines to test new markets, products andpackaging options,” said Fabien Jégo, SynerlinkDesign Leader. “For smaller processors that need amachine for today’s volume and one that can scaleup with their growing business, the Versatech is theperfect solution.”
In addition to its future-proof design,Versatech includes several other features that werehighlighted by customers: The tubular frame shape,removeable slats and chainless design were allincluded to simplify maintenance and improvehygiene safety. The enhanced ergonomics of theloading station, and simplified training andtroubleshooting via the HMI, address the growingissue of operator turnover.
“Today’s Versatech includes the best avail-able technology for filling yogurt, sour cream, butterand other products in cups,” said Fabien Jégo. “Inthe future, this innovation will also be available forproducts in bottles, jars and other rigid containers,and will even be able to incorporate sustainable andhygienic packaging technologies that don’t yet existtoday.”
Bühler and Ardent Mills open newstate-of-the-art mill in FloridaSwiss technology group Bühler and Ardent Mills,
a leading flour milling and ingredient companyheadquartered in Denver, United States, celebratedthe opening of Ardent Mills’ new Port Redwing Millin Gibsonton, Florida. The mill, powered by the mostadvanced milling technologies from Bühler, isalready in operation and contributes to bothcompanies’ commitments to innovation andsustainable development within the food ecosys-tem.
The opening ceremony was held at theArdent Mills Port Redwing facility in Gibsonton,Florida. From Ardent Mills, Dan Dye, CEO, HeatherDumas, Chief People Officer, John Barton, ChiefFinancial Officer, Angie Miller, Vice President of Sales,Troy Anderson, Vice President of Operations, andothers were on site to celebrate how Ardent Millsand Bühler are transforming how the world isnourished. From Bühler, Stefan Scheiber, BühlerGroup CEO, Johannes Wick, CEO of Grains & Foodat Bühler, and Andy Sharpe, President & CEO ofBühler North America were in attendance.
Stefan Scheiber, Bühler Group CEO said:“The Port Redwing Mill is another highlight inBühler’s great relationship with Ardent Mills. It isencouraging to work together with an inspiring
customer, driving innovation through collaborationand implementing the most modern and efficientsolutions in wheat processing in the US. This is animportant milestone for Bühler, and another greatexample of innovations for a better world.”
“Port Redwing is a testament to ArdentMills’ commitment to transform how the world isnourished and drive innovation – and we couldn’thave done that without Bühler,” said Dan Dye, CEOof Ardent Mills. “Bühler were exceptional partners atevery step of the process, and their partnershipallowed us to integrate in the insights and tech-nologies we needed to build this new state-of-the-art facility. With the Port Redwing Mill, we areentering a new era in the milling industry.”
Ardent Mills is one of Bühler’s long-stand-ing customers in North America and the partnershipdates back several decades. With roots dating backto 1867 and a steam-powered mill in the prairietown of Grand Island, Nebraska, Ardent Mills, thejoint venture between Cargill and Horizon Milling, isone of the largest flour suppliers in North America.It operates in more than 40 locations and special-izes in flour, quinoa, pulses, and organic and gluten-free products that drive emerging nutrition andinnovation across plant-based ingredients.
Jorgensen back in the USA!To strengthen the relationship with US clients in
their automation process Jorgensen Engineeringis scaling up its US presence. The strategic initiativewith localized service and spare parts on demandwill enable Jorgensen to operate closer to UScustomers making the automation expertise in thesectors more accessible.
“We are working close with leading globalplayers as Nestlé, Danone, Tetra Pak, Abbott,Unilever and Kraft Heinz. And Jorgensen’s US
portfolio counts established companies asCampbell’s Soup, JBT FoodTech, Hormel Foods andlately Panasonic,” says CEO Kenneth Bo Madsen.“The tough competition and tight margins in the USfood sector together with raised minimum wagesand quality and safety issues will accelerate theautomation process. Our new and expanded USpresence will make it easier on all levels to supportthe industry’s optimization needs.”
CSB ERP solutionprovides costsavings andinformed businessdecisionsCoherent data capture throughout the produc-
tion process and detailed analyses, usingan ERP solution devised by leading specialistCSB-System, has enabled US meat producerCourage Production to maximise yields andefficiencies throughout its operation, enhance datacollection and planning processes, and delivervaluable cost savings.
Courage, based in California, specialises inhot dogs, beef jerky, poultry and delicatessenproducts. To better support government regulationsand the increasing documentation requirements forits business, the company introduced ERP softwarefrom CSB, which greatly simplified the processes.
“In the past, everything was rather compli-cated with some 50 pages of paper being passedonto production, such as bills of material, recipesand work instructions,” explained CourageProduction’s president, Rob Engelhart. “We havenow digitised and streamlined this to a great extent.At the same time, we have really intensified our datacapturing.”
One particular example of this is theefficiency gains that have been achieved in thecompany’s four smoke houses. Around 350different items go through the smoke houses,where they each lose part of their weight. Byweighing every smoking cart before and aftersmoking, using PC racks specifically set up for thispurpose, the ERP system was able to aggregate thedata to provide a precise overview. This enabledCourage managers to identify in which smokehouse specific products had the lowest loss.
The availability of such information hasallowed optimal planning and distribution of the rawmaterials to the different positions in the chambers.The numerous minor improvements achieved,such as a two per cent increase in hot dog yieldsand one per cent less water for beef jerky, hastranslated into a major cost saving. “This allows usto optimise the yields of every item in every smokehouse, and to reduce our losses to an absoluteminimum,” said Engelhart.
As well as high levels of efficiency, digitaloptimisation has also enhanced planning andcontrol, with predictive machine planning helping toensure the best possible utilisation of the productionlines, while providing the flexibility to respond quicklyto short-notice orders.
As part of this, the CSB Advanced Planningand Scheduling (APS) module takes the five mostimportant factors into account for planning -product group, label, wrapping films, allergens andset-up changes. This provides an optimisedplanning proposal, which can be adapted dynami-cally and in detail by managers.
Several additional optimisation measureshave further increased transparency. Overall, theERP system and its data on purchase orders, orderentries, invoices, calculations, production orders andinventory movements will become the ‘workhouse’and growth driver for all Courage Production’sbusiness decisions.
PROCESSING NEW:Layout 1 28/4/22 16:16 Page 5

Eliminating the risk of contaminationin pharmaceutical and chemicalmanufacturing with Class Zerooil-free compressors
Industrial compressed air brand, WorthingtonCreyssensac, has launched the new ‘Class Zero’
oil-free compressors for the UK & Ireland markets.Certified* to be 100% free of any traces of oil orother contaminants, the new OF 20-75V range hasbeen designed for use in pharmaceutical, biotech-nology and chemical sectors, where production ofair quality to the ISO 8573.1:2010 class is essentialto maintain high standards of manufacturing.
With no lubrication in the compressioncycle, this new generation of compressors replacesprevious oil-injected machines, that rely on down-stream filtration to achieve the required high levelsof air purity. As well as further enhancing productsafety, oil-free technology enables pharmaceuticaland chemical producers to save time and moneyby dispensing with monitoring, cleaning, and main-tenance of oil filters, the removal of which will helpto achieve lower operating costs.
With climbing production energy costs inmind, Worthington Creyssensac implementedvariable speed drive (VSD) compressors in its newoil-free models to help offset the rising costs. A VSDcompressor matches the power consumption tothe air demand, especially when the productionprocess is not constant, varying its speed and thusreducing the energy consumption during low usageperiods to maintain outlet pressure to +/-0.1 Bar.By selecting a VSD compressor, the manufacturerscan meet their fluctuating air demand profile,reducing overall energy consumption by as muchas 35%.
Stewart Craig, Product Manager atMultiAir UK & Ireland, which supplies WorthingtonCreyssensac machines via a network of approvedOil-Free distributor partners, commented:
“With pharmaceutical and chemicalmanufacturers facing increased energy costs and
striving to achieve sustainable production, oil-freetechnology offers a significant advancement in moreenvironmentally-friendly compressors. It not onlyhelps to avoid risk to products and brand reputa-tion, but also adds financial value through a lowertotal cost of ownership.
“Worthington Creyssensac engineers arecommitted to improving safety and efficiency inthese sectors. Our new OF 20-75V compressors aresupplied with our Airlogic² Touch controller withintegrated ICONS smart monitoring and controlsystem. This maximises compressor reliability andperformance, helping to schedule optimum servicewindows, predict any risk of failure and measureoverall machine health.”
www.worthingtoncreyssensac.com
14-19 May 2022IFFA 2022Frankfurt,Germanywww.iffa.messefrankfurt.com
24-28 May 2022THAIFEX –AnugaAsia 2022IMPACT Exhibition Centre,Thailandwww.thaifex-anuga.com
14-17 June 2022EXPO PACK MEXICO 2022Mexico City,Mexicowww.expopackmexico.com.mx
12-16 September 2022drinktec 2022Munich,Germanywww.drinktec.com
27-29 September 2022PPMA SHOW 2022NEC Birmingham,UKwww.ppmashow.co.uk
27-29 September 2022FACHPACK 2022Nuremberg,Germanywww.fachpack.de
15-19 October 2022SIAL 2022Paris NordVillepinte, Pariswww.sialparis.com
23-26 October 2022PACKEXPO 2022Chicago,USAwww.packexpo.com
22-25 October 2022süedback 2022Messe Stuttgart, Stuttgart,Germanywww.messe-stuttgart.de/suedback/en/
23-26 October 2022PACKEXPO 2022Chicago,USAwww.packexpointernational.com
E X H I B I T I O N S & C O N F E R E N C E S
Innovations in Food Processing & Packaging www.innovationsfood.comMay 20228
CompAir details theimportance ofsustainablecompressed airsystems for greenerproduction
CompAir has published a new white paper topromote and guide businesses with strategies
they can take to implement more sustainable andenvironmentally friendly compressed air processes,improving operational efficiencies and overallperformance while reducing emission levels andenergy costs too.
The white paper, which is titled“Compressed Air for a Sustainable Future”, can bedownloaded free of charge at https://gdg.gardner-denver.com/CMP_ALL_WG_en_2202_MFG_Sustainable_LP2. It highlights the key developmentswithin the compressed air industry that can helpbusinesses to be more eco-friendly and advises onthe latest innovations that can help decision-makersupgrade to greener systems.
Furthermore, it recommends several waysin which businesses can turn their compressor intoa sustainable source of energy, by applying heatrecovery, for example, and offers tips that can helpunits run more cost-effectively over time.
With total greenhouse gas emissionsamounting to approximately 700 million tonnes peryear, the industrial sector is the third-largest climatepolluter in Europe. As such, there is a lot ofpressure on industry to reduce its carbon outputand become a greener sector. But reducing carbonemissions can help deliver improved operationalefficiencies too.
One of the key topics discussed in thewhite paper is how modern oil-free compressorscan help businesses achieve both sustainability andefficiency goals. Through oil-free air compressors,businesses cannot only guarantee the highest airquality standards, but also record less emissionlevels than similar oil-lubricated models. In manycases, whole life costs are reduced, with businessesable to save on the cost of oil replacement andlower maintenance expenditure. Oil-free systemsare increasingly specified, due to their ability todeliver higher quality air, enhance efficiency levelsand exceed environmental targets.
David Bruchof, Product Manager forOil-free Compressors from CompAir said:“Compressed air accounts for a significant part oftotal energy costs for Europe’s industrial manufac-turers, which is typically about 10% but can be ashigh as 40%. Therefore, investing in environmen-tally friendly systems can go a long way towards theentire sector’s carbon footprint.
“This white paper explores howbusinesses can use new technologies and equip-ment to help become greener and informsdecision-makers on the best next steps to maketheir businesses’ air compression systems moreeco-friendly.”
PROCESSING NEW:Layout 1 28/4/22 16:16 Page 6

Project1:Layout 1 29/4/22 10:37 Page 1

With plant-based eating now main-stream in the UK, food safety andcontamination detection specialistFortress Technology is reporting high
demand for its latest range of hygienic pipelinemetal detection and x-ray systems.
According to a 2021 report by BloombergIntelligence, the global plant-based alternativemarket is forecast to grow to $162 billion in the nextdecade. Up from $29.4 billion in 20201. Suggestingthat plant-based is no fad.
Catering to changing demographics, well-being trends, and new product developments(NPD) in plant-based alternatives, Fortress R&Din recent months has focused specifically onupgrading its pipeline systems to maintain thehighest hygiene standards. Providing valuablereassurance to the British consumers who continueto ditch animal-derived foods.
From explosive sales in oat and soya drinksto the supermarkets more than doubling theirvegetarian and plant-based ready-meals and one ofthe leading supermarkets even trialling a fully vegan
‘butchers’ counter last year, it’s no coincidence thatover a similar time period Fortress observed a hugeuplift in enquiries for its flexible Metal DetectorPipeline and new Raptor X-ray Pipeline.
One of the key challenges facing the evergrowing and evolving plant-based food sector ishow best to maintain productivity while providingconsumers with safe, uncontaminated products.Further complicated by the fact that there remainsno legal definition of vegan products in EU or UKlaw.
Despite this descriptive labelling minefield,processing compliance in this growth sectordemands the highest levels of sanitation. To avoidtarnishing plant-based brand reputations, FortressTechnology’s latest metal detection and x-raypipelinemachines are designed to assist processorsinspecting high-viscosity foods to optimise hygienestandards, tackle cross contamination and maintaina robust HACCP system.
Both machines are especially suitable forinspecting products like meatless sausages, broths,gravies, syrups, condiments, juices, fruit and
vegetable concentrates,milk and cream alterna-tives, oils and even plant-based viscous pet food.
Overcoming sanitationchallenges
Food inspec-tion pipelines in the pasthave been notoriouslydifficult to access andsanitise. To beat the
spread of foodborne bugs and prevent bacteriaaccumulating in protein-alternative processingenvironments, both Pipeline systems are IP69Krated and USDA certified. This means they canwithstand harsh processing environments andhigh-pressurised washdowns after every productchangeover.
By upgrading the structure, Fortress hasreduced the external surface area of its PipelineMetal Detector by over 60%. Also, by routing theconnectors through an encased unit, there are fewerareas where bacteria can hide and thrive duringrepeated washdowns.
Average clean times should now take amatter of minutes, suggests Commercial ManagerJodie Curry. “If sanitation employees have openareas and smooth surfaces to work with, they canmore efficiently access and clean equipment toreduce machine downtime or speed up thechangeover process from one product to another.”
The Metal Detector Pipeline has a slimdesign and compact footprint measuring approxi-mately 1 metre for the largest 100mm diameterpipe, including reject. Its modular design allows thispipeline to be ceiling mounted or freestanding.Enabling plant-based factories to change configura-tion if needed, without significant investment.
To overcome product effect caused by thehighly conductive nature and iron content present insome plant-alternative proteins, the Fortress MetalDetector Pipeline applies a powerful digital signalprocessing technology to clearly distinguish thesignal generated by a metal contaminant from theproduct being inspected. The system also integratesAuto-balance to rebalance the coil heads within the
Trigon Snacks required a supermarket spec metal detector that was sensitive enough toadapt to the fine oil and sugar tolerances on its new honey roast nut line
Trigon Snacks required a supermarket spec metal detector that was sensitive enough toadapt to the fine oil and sugar tolerances on its new honey roast nut line
Innovations in Food Processing & Packaging www.innovationsfood.comMay 202210
Plant eating boom pushespipeline inspection innovations
FORTRESS TECH-1:Layout 1 28/4/22 16:19 Page 2

unit, which may over time expand or contract dueto changes in product temperatures passing throughthe pipeline. Helping to maintain metal detectionsensitivity.
Adapting to the contamination risksBlending plant-based ingredients, includ-
ing soybeans, lentils, chickpeas and vegetables toemulate traditional meat products often requires acomplex series of manufacturing steps. This canincrease the risk of different foreign contaminantsentering the food chain. Utilising x-ray technology,the Raptor Pipeline inspection system is capable ofidentifying a variety of different physical hazardsincluding stones, metal, glass, ceramics, and high-density plastic in slurries, semi solids, and fluids.
The Raptor X-Ray Pipeline houses apowerful and durable electric linear actuator. Itsunique cabinet design also features an innovativethree-way reject valve to dispose of contaminatedproduct. Each valve can be easily accessed without
the use of complex tools.The Raptor Pipeline X-Ray can be easily
integrated into an existing rigid or flexible pipingsystem or placed behind a vacuum filling machine.It is available in three models: 1½, 2½ and 6inches. Average inspection throughput is up to14,000 kg per hour for plant-based alternativeapplications.
By inspecting pumped product andrejecting contaminants prior to packaging andprocessing, the potential for wasted packagingmaterials and product loss caused by the removal ofcontaminants after packaging is eradicated. It alsoensures the reduction of expensive downtime anddamage to downstream equipment.
Featuring sophisticated data capture andreporting software, both Fortress pipeline systemssatisfy Quality Assurance mandates, ensuringtraceability compliance with stringent food process-ing requirements, including GFSI/SQF, BRC andHACCP.
www.fortresstechnology.co.uk
With insufficient space to accommodate a flap style reject, Fortress engineered an efficient retracting band conveyorand reject mechanism
www.innovationsfood.com Innovations in Food Processing & PackagingMay 2022 11
fortress technology
Fortress Technology (Europe) Ltd based in Oxfordshire isa wholly owned subsidiary of the privately-ownedTorontobased Fortress Technology Inc. Putting consumer safetyfirst we’re trusted by thousands of domestic and globalmanufacturers to design, build, install and maintaininspection equipment that deliver exactly what theypromise. From food to FMCG; pharmaceutical to bulk;SMEs to listed companies; metal detectors to check-weighers; x-ray to combination systems; Fortressinspection systems are renowned for their speed,accuracy and simple operation. All designed to catchcontaminants, slash waste, spot product defects, complywith weights legislation and reduce production downtime.
Fully customisable, for 20+ years we haveoffered the Fortress Never Obsolete guarantee. Ensuringfuture sustainability and compliance with HACCP andCodes of Practice.This guarantee now extends across allour new combination, x-ray and checkweighing systems.
Fortress hasmanufacturing facilities in the UK,Canada and Brazil. Sales and service support is availableglobally both direct and through trusted distributors.
Bespoke AI technique delivers ‘utopian’vision of product presentationScorpion Vision Ltd’s advanced stereo vision and
neural network solution, the Scorpion 3DNeural Camera, can elevate the presentation ofretail packaged fresh produce to unprecedentedlevels.
Scorpion Vision is pushing the envelope interms of what can be achieved by applying AI tomachine vision in an automation context. Byguaranteeing that processes such as sprout, carrotand leek trimming are consistently completed withinthe tightest visual tolerances, Scorpion’s bespoke AIapproach enables food processors to achieveutopian presentation that will meet the approval ofeven the most discerning shoppers. The Scorpion3D Neural Camera has also been heralded as afood waste saviour, as food factories can put a stopto perfectly good food being discarded due toinconsistent and sub-standard inline preparationtechniques.
The advent of AI presents an excitingopportunity to enhance the capabilities andperformance of vision systems in food processingapplications. On the back of this, many off-the-shelfAI-camera solutions have become available.
Paul Wilson, MD of Scorpion Vision Ltd,explains why these ‘plug and play’ cameras can’tmatch the consistent performance and premiumpresentation that can be achieved by ScorpionVision’s 3D technology with bespoke AI: “Lots ofcompanies have jumped onto the AI bandwagon,thinking that all you have to do is programme acamera with deep learning software. It is not that
simple, which is why, although off-the-shelf camerasolutions appear cheaper at a glance, they rarelyprovidemore than 80% reliability. Integrating AI intoan automation system that works 100%of the timerequires a deep understanding of the buildchallenges.”
Scorpion builds AI vision systems fromscratch to deliver robust and reliable application-specific solutions to food processing problems.
Paul continues: “We already have ourproven automation platform so have been able tobuild AI into that with great success. Our AI camerasare designed from the ground up to suit theapplication. That means we can optimise thedesign and the parameters to enhance perform-ance on that product. If we want to use morepowerful lighting or move the lighting outside thecamera, for example, we can do, because we havecomplete control over the build.”
AI-based vegetable processingScorpion Vision’s bespoke AI approach can
be applied to automated vegetable trimmingprocesses to achieve repeatable precision.
With an organic object such as a vegetable,there is no fixed size, shape or colour, and thispresents a problem for classic machine visioncamera systems that rely only on known shapes orpatterns.
Accurate trimming is key to the presenta-tion of vegetables destined for retail sale. If the leekis cut too short it ‘telescopes’ and dries out. If it is left
too long, unsightly roots are left. However, astandard 3D camera will struggle to determine thestem plate when it is obscured by roots or soil. Inthis scenario, applying AI improves machine visionperformance dramatically.
Access to leading technologyThe system is based on the 3D Stinger -
designed by Tordivel AS to be used in cutting-edge3D stereo vision applications. Scorpion Vision Ltdcan also design automation systems incorporatingmachine vision technology from other manufactur-ers. Since signing a distribution agreement for theUK and Ireland with fast-growing global camera andvision systems manufacturer HIKROBOT in 2017,Scorpion Vision Ltd has installed a number ofsystems based on products from HIKROBOT’sinnovative portfolio.
www.scorpionvision.co.uk
FORTRESS TECH-1:Layout 1 28/4/22 16:20 Page 3

With the triple whammy of supply chainpressures, rising transportation costs andincreasing energy prices, how do food companiesdeliver sustainable packaging operations?
Tony Bryant, Sales Director at ShemeshAutomation, a global manufacturer of high-end packaging machinery, explains howall-in-one packaging solutions can make
food and beverage companies more sustainable,leave little room for human error and boostproductivity.
Packaging plays an important role inpromoting brand awareness and shelf appeal inretailers’ food aisles – it’s a very competitive market.However, packaging suppliers also need to reducetheir carbon footprint and offer sustainable, well-designed packaging and correctly positionedlabelling that is distinctive and does what it says onthe pack.
There is a global trend towards trying tokeep production processes in-house to cope withsupply chain pressures and rocketingtransport costs. But wherecompanies have not automatedtheir lines, they are regularlysuffering with staff shortageswhich are having a knock-oneffect on productivity. Fullyautomated operations are cost-effective and can rapidly boostoutput of food and beverages.
Automation can boost staffskills
Flexibility is key formanaging diverse products, suchas soups, sauces and soft drinkswhich can come in a variety ofbottle shapes, sizes and contain-ers. Downtime for changing linesto accommodate different itemscan result in lost revenue. What’sneeded is a hands-off approachwith cutting-edge equipment thatencompasses all aspects of down-stream packaging from liquid filling tocapping, continuous labelling and casepacking.
From low viscosity sauces to stickyor chunky condiments like peanut butter, offeringcomplete downstream, turn-key solutions can helpexpand knowhow, enhance production efficiency,lower costs, raise output and product quality as wellas improve market share and overall profit marginsfor a business.
I understand some companies preferhuman involvement, but why would you employ askilled intelligent person to manually cap bottles oftomato sauce or alcoholic beverages? You can get asignificant ROI with an automated cappingmachinethat is faster, consistent and reduces the risk oferrors, allowing staff to be deployed on moreproductive tasks better suited to their skill sets.
Hiring and retaining staff, the rising cost andavailability of raw materials, soaring fuel and energyprices and the plastic packaging tax, aimed attackling single use plastic waste, are majorchallenges facing food producers. Bringing every-thing in-house and automating processes is the
driver to maximising production capacity – highly-automated processes require less close operatorinteraction.
Automation provides a consistent processirrespective of staffing levels. A flick of the buttonand you are off and running, which is a significantbenefit. Thanks to modern, maintenance-friendlydesigns, when operators do get involved, they haveoptimum accessibility of machine parts allowing fortool-less changeovers quickly and safely. The latesttechnology is also 4.0 ready so any issuesor software updates to a line
can also be handled remotely as part of after-salescustomer service.
The market also offers packagingmachines that save energy – UK manufacturershave been grappling with spiralling price hikes formany months – and cater for the growing moveaway from plastic wrapping to eco-friendly andrecyclable materials. This is particularly evident infresh produce where suppliers are turning to card-board and paper wrapping for improved sustain-ability.
Shoppers becoming more savvyShelf appeal is massively important. Shoppers arebecoming more savvy because of the cost of livingcrisis – coupled with a stronger awareness ofsustainability. Retailers are demanding thatsuppliers have packaging systems in place that notonly protect the integrity and offer great presentationof goods, but can also accelerate the process ingetting them to market and offer prolonged shelflife.
Manufacturers need to decide when
working with a packaging machine supplier whattheir capabilities are and how they are structuredfor change. Reliable delivery, quality product,competitive costing and great service are still keyindicators of performance.
Optimum productivity depends on thehigh performance of a supplier’s machinery andminimal production downtime. That’s why atShemesh we make a worldwide network ofqualified technicians available to customers 24/7,making sure there Is access to expert supportwhenever and wherever it’s needed.
Challenging environmentThe challenge is sourcing easy-to-use
systems that can seamlessly interact betweenbrand labels, complex shapes and materials -
but that don’t cost the earth.All-in-one packaging machineswith completely hands-freeoperation increase productionefficiency by encompassing allaspects of food packaging.Automating labour intensivetasks and reducing the relianceon packaging materials that
incur a tax burden will make processesmore sustainable.
We all have the responsibilityto care for the environment and theworld around us. This means makingmachines that are designed and builtwith sustainability in mind. Thanks tothe latest technology advances the
portioning process itself is much faster,while fewer filling stations and smallerturrets overall are required, saving spacein a production plant.
The goal is to offer food andbeveragemanufacturers flexible filling,sealing, and capping machinery thatfits their specific packaging require-ments. The ability to effectivelyhandle a variety of packaging and
products is a key advantage in the highlycompetitive market. Also, deliveringsignificant sustainability benefits andreductions in operational costs – alongside
fast throughputs. That’s an unbeatable ROI.
For more info on the full range of machines andShemesh Automation visitwww.shemeshautomation.com
Innovations in Food Processing & Packaging www.innovationsfood.comMay 202212
SHEMESH-1:Layout 1 28/4/22 16:21 Page 2

GEA refrigeration service gives veganmeal producer Quorn food for thought
As the number of people embracing a plant-based diet continues to rise, demand forvegetarian and vegan foodstuffs has seenalmost daily launches of new plant-based
products across the globe. With data also showingthat, nowadays, more adults are considering a vegandiet, it looks like the food industry is fully engagingwith a sector where consumers are highly focusedon healthy plant-based eating.
Innovative solution helps Quorn keep coolQuorn Foods is renowned for developing
a range of meat-free meals that meet growingdemand from consumers for alternative, naturalingredients that are kinder to the planet. Thisinnovative market leader needed an innovativesolution for a failing refrigeration system at its facilityin Yorkshire, UK.
After proposing to the customer a GEAGrasso Conversion Kit (GGCK), GEA was taskedwith the job of meeting a strict 10-day deadline set
by Quorn Foods during a planned shutdown for notonly installing and commissioning the new, largercompressor that would improve performance ofsupply of refrigeration to the production facilities,also for removing the obsolete equipment.
Interruption-free productionA specialist in supplying high-tech
processing, packaging and refrigeration kit for thefood industry, GEA completed the task in half theallotted time, enabling Quorn Foods to bringproduction back online without any interruptions tothe schedule of work at the plant or to the start-upplan.
Investing in a GGCK enabled Quorn Foodsto benefit from boosting the refrigeration capacityby an extra seven percent. This not only improved
the efficiency of the site but also delivered energysavings and a reduced carbon footprint.
GEA also upgraded Quorn Foods’ existingcontrol with a new state-of-the-art GEA OmniRetrofit Panel control, a much more sophisticatedcontrol and management system designed tosmooth out what had been an erratic operation.
Meeting targets the icing on the cakeThe innovative solutions put forward by
GEA have delivered the reliability of refrigerationsupply demanded by the customer – the GEAGrasso compressor is meeting Quorn Foods’ targetof 98% availability for the production of its vegetar-
ian, vegan and meat-free recipes – alongside a re-duction of 29% in electricity usage.
Quorn Foods’ Engineering Site Manager,Neal Simmonds, said GEA was awarded the con-tract ahead of other refrigeration providers due to its“innovative ideas” and “thinking outside the box ap-proach’’, and didn’t disappoint with its handling ofthe project, enabling the customer to get back intoproduction earlier than expected.
He commented: “Originally we had re-quested a like for like replacement for the failingcompressor but GEA offered an alternative, cost-ef-fective solution which was delivered ahead ofschedule and without downtime to production. Ithas been a highly successful project, giving Quorn apayback of less than three years.”
GEA’s Business Development ManagerHeating & Refrigeration Solutions – UK, Mark Pen-ney, added: “We are thrilled to be part of this proj-
ect. It’s a real team effort that delivered a successfuloutcome for Quorn Foods in terms of improvedperformance and increased lifetime for the plant.The tight deadline could have been a little unnerv-ing but thanks to top-notch teamwork we beat it bya half – really great work!”
Training and servicing on the menuAs well as providing first-class training for
Quorn’s staff, GEA’s team of engineers also carriedout service work including PRV calibrations, me-chanical safety switch calibrations and the replace-ment of the motor bearing, coalescent filter and oil
separator sight glass.Following on from the works carried out by
GEA, Quorn Foods is developing evenmore choicesfor its mouth-watering meat alternative meals, whilecontinually reducing the carbon footprint of its fac-tory in line with the company’s environmental phi-losophy.
www.gea.com
www.innovationsfood.com Innovations in Food Processing & PackagingMay 2022 13
GEA-1:Layout 1 28/4/22 16:21 Page 3

Addressing the food industry’s need for ahygienic, bulk ingredients, high-volumebag opening solution that eliminates dustand removes the associated H&S risks,
Luxme International developed the MINILux – anautomated food-grade bag slitter with self-containeddust collection and recovery. Converting labour-intensive, inefficient processes into automated andsustainable ones, the MINILux recovers 1.5-2%more product at a rate 1.8-2x faster than a singlebag dump station. Facilitating a healthy, safe, andhygienic working environment by recovering bothairborne and trailing product, it also reduces wasteand boosts profits.
Safeguarding operator healthThe health and safety challenges of
handling dust-rich bulk ingredients – such aspowders, mixes, spices, flours, dairy products, nuts,and seeds – are widely known, and the momentwhen bags are first opened is when the risk is great-est. Operators using manual bag dump stations areat increased likelihood of developing breathing andasthma-related conditions linked to working withairborne-rich materials in a dusty environment overprolonged periods. Certain ingredients, such as flour,are also known to be volatile; as well as the long-term health dangers, dust-rich environments alsopresent an explosion risk.
Luxme’s MINILux protects workers fromoccupational breathing conditions and greatly
reduces the risk of explosion by containing all dustparticles within the system itself, ensuring workspaceair remains clean, safe and hygienic.
Meeting air and workplace quality rulesThere is also clear evidence that improved
indoor air quality in workplaces boosts employeeperformance. Recent studies on workplace produc-tivity show that high-performing, green-certifiedbuildings with improved ventilation resulted inemployee performance improving by 8%, theequivalent to a £4,600 increase in employeeproductivity each year1. And with the World HealthOrganization placing increased focus on indoor airquality, encouraging countries to use its guidelinesas a scientific basis for legally enforceable standards,this is an issue that is only going to become moresignificant. Businesses will soon prioritise indoor airquality, both to comply with existing regulations andget ahead of future legislation.
Eliminating cross-contaminationCapable of opening up to six 25kg bags
per minute, the MINILux is an all-in-one conveying,slitting, emptying, integral dust filtering, and emptybag compaction solution. Adhering to the higheststandards of food hygiene, it features multipleclean-out access points for easy cleaning to ensureallergens and pathogens do not enter the foodchain.
This is especially important for producersof specialist or ‘free-from’ food ranges. When
making claims around a product’s integrity – be itorganic, vegan, nut-free, gluten-free, or similar – it iscrucial they can be substantiated. Aside from theserious health risks associated with consuming aknown allergen, brand reputation can be severelyimpacted if cross-contamination is found to haveoccurred. Consumers will only pay a premium for aspecialist, niche product if they trust its authenticity,so adherence to the highest standards of hygiene isimportant for food producers in these markets.
The MINILux has been designed forversatility and efficiency. It processesmost 25kg bagtypes and sizes on a continuous basis, allowingbatches with a variety of bag sizes, weights, andconstructions to be slit and opened in a single runwithout set-up adjustments. To accommodateclean-out, there are access panels on each of its foursides. In contrast to the typical enclosed design ofmost industrial equipment, it is far easier to cleanand quicker to access, facilitating speedy yet safeproduct changeovers. All internal components havebeen designed to food safety standards allowingeasy and thorough cleaning. In addition, materialfinishes are of AAA quality; the highest food-gradestandard available.
Boosting product recovery and profitsBulk ingredients are an expensive
commodity, and any wastage comes straight off afood processor’s bottom line – put simply, anyproduct circulating in the air or leaving the plantwithin the empty bag represents lost revenue. Bycontaining product within the system, the MINILuxnot only supports a safe and dust-free workspacebut also greatly reduces the volume of ingredientsthat are lost. Product recovery compared to amanual process is on average 1.5%-2% higher.
To further enhance the MINILux’s productrecovery, the system comes with an optionalupgrade of a recovery tumbler complete with dustrecovery. Opening, rotating, and tumbling emptybags numerous times, it releases any remainingproduct to make the solution more cost effective,boasting a 99.93-99.98% efficiency dependingupon the free-flowing characteristics of the product.
Luxme’s MINILux automatic bag slitter eliminates dust,making manual bag stations redundant
The MINILux adheres to the highest standards of food hygiene
Innovations in Food Processing & Packaging www.innovationsfood.comMay 202214
Safe, sustainable, and money-saving –eliminate dust while cutting wasteand costs with Luxme’s automaticMINILux bag slitter
LUXME:Layout 1 28/4/22 16:24 Page 2

To put the cost savings offered by theMINILux into context, across two eight-hour shifts ata typical food and bakery mix powders plant usingseven mixers, six days per week, owners canachieve:
Faster feed rate, to lower mixer fill time forone extra batch/shift versus a manual process.
Increased revenue, with the extrabatch/shift delivering around £3,000,000/yr (twoextra 6,500 lbs batches/day over 300 days/yr at aselling price of £0.75/lb).
Material recovery of 1.5% higher yield,a saving of around £313,000/yr with £.38/lbmaterial.
Self-contained dust collectionFurther cost-savings are enjoyed by
eliminating the need for purchasing a separate,standalone air ventilation system. It is common forsites handling high volumes of bulk ingredients touse sophisticated air ventilation/filter systems toimprove air quality. These systems are expensive toinstall, energy intensive, and require regular main-tenance. They also inherently collect and mix prod-uct with airborne dust, rendering it no longer fit forproduction.
A more cost-efficient alternative is theMINILux with the self-contained dust collectionpackage. Offering the option of a six-inch spigot fordirect connection to either a central dust collection
system or associated venting, dust recovery canalso be self-contained within the MINILux, withrecovered product funnelled back into the processfor re-use.
“MINILux is the technology of the future –its operating features increase productivity anddeliver higher efficiency, better air quality, and work-place safety for a more profitable and ergonomicbag slitting solution,” says Rick Leroux, VP/GM ofLuxme International.
Reference:1 https://www.hsph.harvard.edu/news/hsph-in-the-news/healthy-buildings-can-improve-workers-performance/
www.luxme.com
Suitable for automatic slitting of 25kg bags of bulk ingredients, the MINILux increases productivity Established in 1979, Luxme International Ltd has grownto become one of the leading providers of tubular chainconveyors and bag slitting technology worldwide. Withover 40 years of experience and thousands of satisfiedclients, Luxme International offers high-quality materialhandling products and superior customer service, withextensive experience in solids handling systems. Thecompany operates primarily in the manufacturing,process, agricultural, mineral, chemical, pharmaceutical,and food industries, engineering and manufacturingcomplete conveying systems to meet individual customerneeds at competitive prices. Potential clients are invitedto visit Luxme’s test facilities and showroom located inMontreal, Canada, to see the tubular chain conveyors andbag slitters up close and operating.
luxme
www.innovationsfood.com Innovations in Food Processing & PackagingMay 2022 15
AMF Bakery Systems (AMF), industry-leadingmanufacturer of high-speed automated food
processing solutions, introduces a unified family ofbrands heightening the Company’s promise todeliver best-in-class unit equipment. Backed byfocused leadership, each with a dedicated team ofengineers, the new brand architecture reflects AMF’scommitment to continuous improvement andspecialization.
The family of brands, inclusive of: AMFFusion, AMF Flex, AMF Tromp, AMF BakeTech, AMFDen Boer, AMF Vesta, AMF Convay, AMF PackTech,AMF Workhorse, and AMF APEX offers industrialbakers complete system solutions across a vastrange of baked products and production rates. Fromsoft bread and buns, artisan breads, pizza, flatbreads,cakes, pies, pastries, croissants, and more, AMF’sfamily of brands has the engineering solutions andmanufacturing expertise for bakers seekingautomation to fully automated production solutions.
“With the launch of this family of brands,AMF will continue to rise as the baking partner ofchoice,” Global Marketing Director, Diana Boxey said.“This strategy helps us better differentiate the areasof specialization within AMF. We have highly focusedteams of engineers and master bakers deliveringinnovative solutions across each area of the bakingprocess. As we continue to grow as a company,defining this structure will ensure that our teams
maintain focus on developing solutions thatincrease value for our baking customers in anincreasingly competitive marketplace.”
At the front of the bakery, AMF Fusiondelivers sanitary industrial mixing solutionsintegrated with fully automated dough handlingsystems. AMF Flex and AMF Tromp serve industrialbakers with the dough process expertise andmake-up system solutions needed to achievepremium product quality for a range of productsthrough extrusion and volumetric dividing systemsto sheeting, laminating, depositing and decoratingtechnologies.
Within the baking process, AMF BakeTech,AMF Den Boer, and AMF Vesta teams collaborateto develop the most optimal proofing, baking,cooling, and freezing solutions tailored to eachbakery’s specifications and unique product portfolio.
Moving commercial bakers’ most valuable assetsfrom mixer to marketplace, AMF Convay offers arange of seamless conveying and transfer solutions.
Downstream, AMF PackTech deliversgentle slicing, bagging, and bulk packaging for bakedproducts. Driven by the AMF Workhorse specialists,pan handling and post-packaging solutions serve avariety of pan and product applications.
Delivering value to bakers in today’semerging consumer markets, AMF APEX featuressimplified product models and value-orientedsystems that move bakers from manual to semi-automated operations or semi-automation tolabor-free, fully automated bakeries at lowerproduction rates than AMF’s standard high-speedsystems.
www.amfbakery.com
AAMMFF BBaakkeerryy SSyysstteemmss iinnttrroodduucceess aa uunniiffiieedd ffaammiillyy ooff bbrraannddss
INNOVATIONS IN FOOD (& BEV) PROCESSING & PACKAGING
AUGUST ISSUE - drinktec and PPMA PREVIEW
For your editorial feature or advertising enquiries [email protected]
LUXME:Layout 1 28/4/22 16:24 Page 3

Reciprocating action solvestough heat exchange challenges
Scraped surface heat exchangers have beenused for difficult heat transfer applicationsinvolving viscous fluids or where fouling isan issue, such as evaporation processes.
The most common type of scraped surface heatexchanger (SSHE) uses a rotating shaft with bladesor augers which scrape the surface of the tube. Thepopular HRS R Series is based on this approach.However, the design is not optimal for everysituation, and so HRS developed the Unicus Seriesof reciprocating scraped surface heat exchangers.
The HRS Unicus Series is specificallydesigned to provide the improved heat transfer of atraditional SSHE, but with a gentle action to preservethe quality and integrity of delicate food productssuch as cheese, yoghurt, ice cream,meat paste, andproducts containing whole pieces of fruits orvegetables. Over the years, a number of differentscraper designs have been developed, meaning thatevery application, from processing curds to heatingsauce or pasteurising fruit compotes can behandled in the most efficient yet gentle waypossible. Other applications where the Unicus Serieshas been beneficial include handling meat slurryand mince, and processing yeast-malt extracts.
The hygienic design uses a patentedstainless-steel scraping mechanism which movedhydraulically back and forth within each interior tube.The movement performs two key functions: itminimises potential fouling by keeping the tube wallclean, and also creates turbulence within thematerial. Together, these actions increase the rate ofheat transfer in the material, creating a highlyefficient process which is ideal for viscous and highfouling materials.
Since they are controlled separately, thespeed of the scrapers can be optimised for aparticular product being processed, so thatmaterials which are susceptible to shear stress or
pressure damage (such as creams and custards)can be handled delicately to prevent damage whilestill providing high levels of heat transfer. The UnicusSeries has proven particularly useful in handlingviscous food products where texture and consis-tency are important attributes. For example, somecreams or sauces may shear when subjected toexcess pressure, making them unusable. The Uni-cusmeans that effective heat transfer can be carriedout at low pressures which overcomes theseproblems.
Each Unicus SSHE consists of threeelements: a hydraulic cylinder and power pack(although in smaller units a pneumatic cylinder canbe supplied instead), a separation chamber toensure hygiene and preserve product separationfrom the motor, and the heat exchanger itself. Theheat exchanger consists of a number of tubes, eachof which contains a stainless-steel rod to which theappropriate scraping elements are fitted. Using a
range of food-safe materials including Teflon andPEEK (polyether ether ketone), these providedifferent internal geometry setups according to theapplication, such as 120° scrapers for large particu-lates and 360° scrapers for viscous fluids withoutparticulates.
The Unicus Series is also fully scalable byincreasing the shell diameter and adding moreinterior tubes from a single tube up to 80 in oneshell. A key feature is the specially designed sealswhich separate the inner tube from the separationchamber, tailored to the product application. Theseseals prevent leakage of the product and ensureinternal and external hygiene. A standard range ofmodels for food processing provide heat transferareas from 0.7 to 10m2, while larger models up to120 m2 can be made for specific uses.
One area where the Unicus Series excelsis in evaporation applications, where the preventionof fouling is particularly important. HRS has a specificversion of the Unicus for use in evaporation units
where volume reduction of the material isessential. The scraping action keeps the heat trans-fer surfaces clean so that Unicus evaporators canconcentrate materials to a level that is unattainableusing traditional technologies. Unicus evaporatorscan be used inmulti-effect setups or in combinationwith mechanical vapour recompression.
www.hrs-heatexchangers.comThe HRS BP Series is a range of hygienic reciprocating, positive-displacement pumps
Matt HaleSales & Marketing DirectorHRS Heat Exchangers
Innovations in Food Processing & Packaging www.innovationsfood.comMay 202216
The BP Series is suitable for pumping materials with pieces and whole fruits, such as compotes and strawberries
HRS HEAT-2:Layout 1 28/4/22 16:27 Page 2

Paper wrapper: simple retrofits onexisting KHS packaging machines
Simple conversion for great flexibility: the newpackaging alternative from KHS, that wrapsbeverage cans in paper instead of film, canalso be retrofitted to existing Innopack
machines manufactured by the Dortmund systemssupplier. Customers can either opt for moreflexibility by switching between film and paperpackaging as required or permanently switch topaper.
Since 2020 KHS has provided a facility onits packaging machines for wrapping beverage cansin paper. In order to give customers maximumflexibility, the new function has been integrated intoa combined machine: whether wrap-around packs,packs on trays or pads with or without film or paperwrappers, the new system solution can process abroad range of secondary packaging.
Paper may be a relatively new packagingmaterial on the beverage market; especially as analternative to plastic, however, this material isincreasingly capturing beverage fillers’ interest. Thepaper wrapper meets consumer demand for alter-native, environmentally-friendly packaging material.As not every beverage producer wishes to install acompletely new machine, however, the paperwrapping unit is now also available as a conversionoption. This means that bottling companies canquickly and easily react to marketing trends andconsumer demands using existing Innopack pack-aging machines.
Replacement or additionKHS provides two retrofit options. If paper
wrappers are to permanently replace shrink film asa secondary packaging, all that needs to be done isto substitute two modules; the machine layout canstay practically the same. Here, the former filmwrapping module is replaced by the newly devel-oped module that can process paper. The shrinktunnel is also substituted by amodule that folds and
glues the paper.Beverage producers who do not wish to
compromise on flexibility when it comes tosecondary packaging can retrofit the new KHSpackaging system as an additional option on theirexisting machine. In this case, the paper wrappingunit is adapted and the paper folding and gluingmodule is installed on the machine as an extra.
Simple switchOnce the modules have been fitted,
switching materials calls for no other conversionexcept the standard format changeovers. As soonas the packagingmaterials have been changed overand the hot melt devices are ready for operation,production can begin.
“Conversion is a simple matter on allmachine types in the Advanced series,” claimsUwe Bartholemy, head of Technical Support forPackaging at the KHS Service Division. This is chieflyfacilitated by the modular design of KHS’ Innopackmachinery. Then a quantum leap for the industryon its launch in 2000, this plant engineering haslong established itself as a standard. “Generallyspeaking, we can also convert older machines in thisway. Here, we carefully examine each individualcase to check whether the control unit needs anupdate or not, for example.”
Technically straightforwardFrom a technical viewpoint, on KHS
Innopack packaging machines with a shrink tunnelonly the existing film wrapping module has to bereplaced by the further developedmodule for paperwrapping. This can then process both materials.Packers without a film wrapping module have thenew module installed as an extension. As opposedto the former machine segment, this now also hasa gluing station that sticks the paper togetherbeneath the pack. The packers also require a paperfolding and gluingmodule – either as an addition ora replacement of the shrink tunnel – where thepacks are closed.
Costs for conversion are much lower thanthose for investment in a new machine. Moreover,
only partial commissioning of the current formats isrequired as these have already been configured forthe existing machine modules. New formats canalso be set up with less effort than that required forthe existing ones. Incidentally, when asked which ofthe two variants – replacement or addition – will bemore in demand in the future, Bartholemy has aclear answer. “Paper wrappers are still a relativelynew form of secondary packaging. With a view tofuture market development, lots of bottlers want tokeep all their options open. I thus assume that theflexible combined machine will prove an extremelyattractive proposition for our customers.”
www.khs.com
The KHS Group is one of the world’s leading manufac-turers of filling and packaging systems for the beverageand liquid food industries. Besides the parent company(KHS GmbH) the group includes various subsidiariesoutside Germany, with production sites in Ahmedabad(India), Waukesha (USA), Zinacantepec (Mexico), SãoPaulo (Brazil) and Kunshan (China). It also operatesnumerous sales and service centers worldwide. KHSmanufactures modern filling and packaging systems forthe high-capacity range at its headquarters in Dortmund,Germany, and at its factories in Bad Kreuznach, Kleve,Worms and Hamburg.The KHS Group is a wholly ownedsubsidiary of the SDAX-listed SalzgitterAG corporation. In2020 the KHS Group and its 5,085 employees achieveda turnover of around €1.130 billion.
khs
www.innovationsfood.com Innovations in Food Processing & PackagingMay 2022 17
At a glance: the paper wrapper conversion
Areas of application• Beverage and food cans (all sizes)• Beverage cartons• Other cylindrical and quadratic packagingstyles
• Pre-packed products
Two variants• Machine conversion to switch from film topaper wrappers as the secondary packaging:replacement of the film packaging modulesand shrink tunnel by the paper wrapping andpaper folding and gluing modules
• Conversion to create a combined machinefor flexible film and paper processing:replacement of the wrapping module andaddition of the paper folding and gluingmodule
Advantages• Low cost of investment• Only partial commissioning of existingformats
• Faster resumption of production
KHS-2:Layout 1 28/4/22 16:28 Page 3

The evolution of product labelling:New trends in sustainability
Product labelling has long been used as anavenue for brands to highlight commit-ments to corporate social responsibilityand demonstrate to retailers and
consumers that they meet required ethicalstandards. The advent of the global FAIRTRADEcertification and label in the 1990s is perhaps themost prominent, though by no means the only, ex-ample of this.
Today, consumers increasingly look toproduct packaging to find information about brands’ethical and eco-credentials. Indeed, with an ever-increasing global focus on sustainability, manycompanies are now exploring new product labellinginitiatives which focus specifically on a product’senvironmental footprint. However, concerns havebeen raised that static labelling schemes may offerconsumers only part of the picture.
In this article, Rob Ellinor, ProgrammeManager, Domino Printing Sciences (Domino),explores the challenges faced by brands in manag-ing the demands of the eco-conscious consumerand highlights the role that variable data labellingcan play in helping to provide a greater wealth oftransparent information about products and supplychains.
Growing demand for sustainable goodsIn recent years, businesses globally have
come under ever-increasing pressure to demon-strate their commitment to sustainability. Majorglobal events like COP26 continue to shine aspotlight on the need for change – and the onus ison brands to demonstrate how they are making adifference. Consumer awareness is also rising, withshoppers pushing for more information to informtheir shopping decisions and habits.
The push for sustainability can be seenacross fast-moving consumer goods, including foodand beverages, personal care, and householdcleaning products. Increasingly, brands in thesesectors are looking to their product labelling todemonstrate their eco-credentials. For some, thismeans adopting new eco-conscious labellinginitiatives such as the EU Ecolabel or FoundationEarth‘s traffic light labels, which rank the environ-mental impact of items.
In addition, some brands are choosing topresent their own ‘eco scores’ with labelling thatdemonstrates a product’s total carbon or water foot-print. Many large vegan and vegetarian food anddrink brands – including Quorn, Oatly, and THIS –now include carbon footprint information asstandard, and several global multinational corpora-tions, including Unilever and Nestlé, have voicedambitions to introduce the same. The ChineseManufacturers’ Association and the Carbon Trusthave also launched a product carbon footprint andlabelling scheme for businesses in Hong Kong.
The risk of greenwashingThe rise in sustainability labelling initiatives
could be seen as an indication of positive change;however, it has been suggested that some sustain-ability claims may not tell the whole story. Forexample, a carbon footprint label only tells theconsumer about greenhouse gas emissions but
omits overall land or water usage. Equally, whilelogos can be displayed on food packaging tohighlight that meat or vegetables are locally sourced,this doesn’t guarantee that the supply chain is themost sustainable choice. Indeed, when grown outof season, locally grown vegetables may be lesssustainable than imported alternatives.
So, is there agreement as to what ‘sustainable’actually means?
The Food and Agriculture Organization ofthe United Nations (UN) states that sustainablediets are “protective and respectful of biodiversityand ecosystems, culturally acceptable, accessible,economically fair and affordable; nutritionallyadequate, safe and healthy, while optimizingnatural and human resources”.
Considering all these factors and thesubsequent sheer volume of data that comprisessustainability, many existing, static labelling optionswill fall short of providing the much-neededassurance of a product’s provenance.
Indeed, the accuracy of informationpresented to consumers has come under scrutiny inrecent years amidst concerns over greenwashing. In2021, the UK’s Competition & Markets Authority(CMA) published a Green Claims Code aimed atprotecting consumers from misleading environ-mental claims, which could introduce penalties fororganisations that are found to be making mislead-ing ‘green’ claims.
Batch-level traceability for sustainabilityand provenance
Variable 2D codes (e.g., Data Matrix andQR codes), specific to a product’s batch level, couldhelp to provide brands with a solution to overcom-ing the complexities of sustainability labelling.Consumers and supply chain partners could usethese scannable codes to source granular informa-tion about products and packaging.
While the ingredients within a product areunlikely to change from batch to batch, the sourceis likely to vary, being susceptible to supply chainfluctuations and the seasonal availability ofingredients. Brands already collect such batch-levelinformation, but it may not be present on productpackaging due to complexities in changing labeldesigns between batches and limited on-packspace.
When the source of product ingredients isvariable, 2D codes can facilitate the appropriatesharing of this information. For example, forproducts containing meat and dairy, a batch-level2D code could provide information about the farmwhere livestock was raised, and farming methodsused to back up claims such as ‘free-range’ or‘organic’. This could be taken a step further toprovide more granular information about specificbatches of raw produce, potentially even homing inon data on individual animals.
By comparison, without a variable datalabel, brands will inevitably have to display metricsthat reflect a worst-case scenario. Take, for example,a packaged food company with suppliers thatchange based on seasonal availability – certainingredients will be less polluting at times when they
are in season and can be sourced locally, butproduct labels will need to reflect the times whenembedded emissions are at their highest. The onlyother alternative would be to change the entireproduct label between varying batches – whichwould come at a significant cost.
Effective data exchange within supply chainsAcross the globe, new initiatives are already
emerging that aim to bring more transparency toconsumers via 2D codes. In the US, for example,the SmartLabel™ initiative provides scannable QRcodes linked to a searchable database thatconsumers can use to find detailed informationabout specific ingredients within products. Interna-tionally, the GS1 Digital Link Standard facilitates thiscapability, allowing brands to include designatedsustainability information at the batch or productlevel within a GS1 Digital Link barcode.
Utilising batch-level 2D codes allowsbrands to provide more granular information toconsumers and benefits brands by providing moretransparency within their supply chains. Thisincreased visibility can deliver the insights neededto run supply chains more efficiently. Variable 2Dcodes are the key to effective data exchange withinsupply chains, allowing information to be sharedfrom each step of a product’s lifecycle, from theinitial raw material supply to retail sales data.
The same 2D code can also be used tocommunicate any extra information that mightnot fit onto a product label, including essentialmarketing information and campaigns – facilitatingdeeper customer engagement and longer-termbrand loyalty. Brands can provide access to sustain-ability commitments and policies, or personalisedexperiences, such as location-specific recyclingadvice, allowing consumers to check whetherpackaging is accepted via household kerbsiderecycling, or locate their nearest recycling point.
ConclusionStatic product labels and environmental
‘eco’ certifications alone cannot meet a modern-day eco-conscious consumer’s ever-changing andincreasing information demands. This new breed ofdiscerning consumer requires more.
Variable 2D codes allow the sharing ofmore granular, transparent information aboutproducts, enabling brands to demonstrate the truescope of their sustainability commitments while alsoproviding access to the information needed to runsupply chains more efficiently.
As demands for data sharing fromconsumers, governments, and regulators increase,the importance of batch-level 2D coding willbecome only more apparent. For those not yetexploring the benefits of variable data coding, thetime to act is now.
www.domino-printing.com
Innovations in Food Processing & Packaging www.innovationsfood.comMay 202218
DOMINO:Layout 1 28/4/22 16:29 Page 2

Connect with nutraceutical expertsThis year, Vitafoods Europe 2022 returns to its annual May slot in your diary. As it’s a hybrid event you’ll be able to join us in person and online to share ideas, see new products, source ingredients and innovate with an inspiring community of experts. This is your chance to connect with industry-leading buyers, suppliers and manufacturers from over 110 countries, so don’t miss it.
Geneva: 10-12 May Online: 2-13 May
Register for your free badge now and save €160*
vitafoods.eu.comFor more details visit
*Onsite visitor registration will cost €160

Innovations in Food Processing & Packaging www.innovationsfood.comMay 202220
Leading laser manufacturer Luxinar is paving theway for sustainable solutions in the food
industry. Whether it’s providing an ink-free alterna-tive to mark packaging or laser coding directly ontofood, the company’s CO2 laser sources are open-ing up a variety of eco-friendly possibilities.
To mark packaging the laser ablatesthe inked coating on paper and card packag-ing materials, leaving a clear, high-quality mark.Variable information such as best before dates,batch codes, barcodes and 2D Data Matrix codescan be applied on the production line, on the fly,with the information being updated continuously asrequired. The laser marking process is quick, clean,and reliable. Marks are indelible and tamper-proof,and consumable costs are effectively non-existentonce the laser coder is installed. This makes lasercoding an attractive alternative to traditional ink-based technologies.
Luxinar’s CO2 lasers have found somesurprising applications in the food industry. From grill
marking of meat products to scribing eggshells andmarking freshly baked bread rolls the laser sourcesare used in numerous imaginative ways. Theprocess uses no potentially harmful inks orchemicals.
Laser coding can be used to apply productinformation such as dates, batch codes and place oforigin, or may simply be used to apply logos andgraphics for brand identification and advertising. Thisis useful when products must be presented with-out packaging; in fact, the laser process may actuallyeliminate the need for packaging in some cases,reducing both cost and environmental impact.
The above is just a snapshot of thenumerous applications for CO2 lasers in the foodindustry that give high quality, quick and cleanresults. Lasers also offer a sustainable solution formarking packaging by eliminating ink, solvents,chemicals and cartridges and, by marking directlyonto food, they reduce the need for packagingmaterials.
Markem-Imajeintroduces theSmartLase F250:compact, industry4.0-ready fiberlaser printer
Markem-Imaje, the global provider of end-to-end supply chain solutions and industrial
marking and coding systems has unveiled theSmartLase F250. The new compact and high-performance 20W fiber laser delivers high-qualitypermanent coding on high-density substrates.
With customers increasingly adoptinglaser marking solutions for more of their productidentification and packaging applications, theSmartLase F250 is the ideal solution for modernfast pace production lines. The SLF250 is the firstnew product launched as a result of Markem-Imaje’s acquisition of laser coding and markingsolutions specialist Solaris Laser.
Highly-reliable, the SmartLase F250reduces operational expenses through fewer linestoppages and by eliminating the requirement forink. The SmartLase F250 delivers chemical-freeproduction that is truly environmentally friendly andhelps businesses meet sustainability compliancegoals.
Compact and intelligent, the SmartLaseF250 is ideal for businesses seeking best-in-classcode quality at high-speed where space is at apremium. Built for even the most challengingenvironments, the SmartLase F250’s controller,printhead and touchscreen user interface comewith at least IP55 ingress protection level whichprovides long and reliable operation in harsh,dusty and humid conditions.
Packed with features, the SmartLase F250comes industry 4.0-ready with an array of industrialinterfaces that enable its safe and seamlessintegration with even the most complex plantautomation and manufacturing execution systems.Once integrated, the intuitive user interface deliversan increase of up to 20% in operating efficiency.
“The SmartLase F250 combines speedand efficiency with simplicity, safety and sustainabil-ity.” said Alex Koudriashov, Laser Product MarketingManager at Markem-Imaje “The F250 is a printerdesigned with the future in mind. Fewer linestoppages and the fact it uses no ink can radicallyreduce OPEX, while the elimination of chemicalcomponents makes it ideal for companies who arelooking to reduce their impact on the planet.
Virtually maintenance free, the SmartLaseF250 provides additional peace of mind with thehelp of MIVA (Markem-Imaje Virtual Assistant)which provides customers with remote trouble-shooting, while 24 or 48 hour on-site service levelagreements (SLA) are available in most markets.
Sustainable laser solutions forthe food industry
Xaar has launched a new guide to help thosenew to inkjet maximise the potential of this
extremely versatile non-contact technology.The ability to apply a wide range of fluids
with precision and accuracy across a variety ofdifferent substrates and materials, is seeing inkjetgrow in importance to today’s manufacturingprocesses. Increasingly, it is either replacingtraditional production methods or delivering newapplications.
Titled, ‘Your guide to a successful inkjetdevelopment project’, the guide will help readerslearn more about what to consider when startingtheir inkjet development journey, including ‘Whydigital inkjet?’, ‘What fluid do I use?’ and ‘What sys-tem components do I need?’.
From the need to use difficult fluids on avariety of substrates, to the ability to print in multiple
orientations, the guide encapsulates Xaar’s 30 yearsof experience in a single resource, to demonstratehow a wide range of industries can now seize theopportunity of inkjet technology.
Graham Tweedale, Chief Operating Officerat Xaar said, “Inkjet is enabling a multitude of newmanufacturing applications, yet as a technology itcan seem daunting to the uninitiated.
“That’s why we’ve created this guide; tohelp inform our customers’ inkjet developmentjourney and assist in delivering a successfuloutcome with the shortest possible time to market.Ultimately, it will help businesses take advantage ofon-demand and variable data printing, reducewaste, and deliver an improved return on invest-ment – all through exploring the possibilities ofinkjet.”
Xaar’s guide helps new usersexplore the possibilities of inkjet
Labelexpo Europe announces new datesTarsus Group, organizer of the Labelexpo Global
Series, has announced that Labelexpo Europe2022 has been rescheduled, with the event nowtaking place 11-14 September 2023. The organiz-ing team has made the decision to move the eventdates in light of the significant supply chainpressures the European label industry is currentlyexperiencing coupled with the fast-evolvingsituation in Ukraine.
Lisa Milburn, Labelexpo managing director,explained: “Firstly, I’d like to acknowledge thesupport we have had from the industry with manycommitting to Labelexpo Europe in spite of theissues many of them are currently dealing with, weknow the decision to reschedule the show will be asdisappointing for them as it is for us. This has beena very difficult decision for us to make, we havebeen working tirelessly to overcome the supplychain issues and produce the show the industryneeds, especially in light of the challenges of thepast two years. Unfortunately these issues haveproven to be insurmountable at this stage so wefeel that rescheduling is the responsible decision to
make.”Jules Lejeune, managing director, FINAT,
also commented: “FINAT fully understands andsupports the decision that has been taken. Giventhe existing shortages of chips and components, thecurrent shortages of paper and other consumablesto produce labels, and now the major geopoliticaluncertainties caused by the situation in Ukraine,there are simply too many hurdles to overcome.FINAT remains a proud supporter of the world’sleading trade exhibition for the label and packageprinting industry. We admire our longstandingpartner Labelexpo for taking this extremely difficultdecision, and for putting the interests of theindustry first.”
Given the moving of Labelexpo Europethe next major global event for the package printingindustry will be Labelexpo Americas which will takeplace at the Donald E. Stephens Convention Center,Chicago, 13-15 September 2022. Other upcomingLabelexpo events this year include Labelexpo Asia(28 June-1 July), Labelexpo India (10-13 Novem-ber) and Labelexpo South China (7-9 December).
PAPER + + PRINTING + + CODING + + LABELLING + + ADHESIVES + +
PPCLA PAGES:Layout 1 28/4/22 16:30 Page 2

www.innovationsfood.com Innovations in Food Processing & PackagingMay 2022 21
+ + PAPER + + PRINTING + + CODING + + LABELLING + + ADHESIVES
MMaaccssaa IIDD IINNTTEEGGRRAA ssooffttwwaarree eennssuurreess ttrraacceeaabbiilliittyy ooff ffrruuiitt aanndd vveeggeettaabbllee pprroodduuccttssFurther underlining its position as one of the UK’s
leading manufacturers of advanced coding andmarking equipment for the food industry, Macsa IDUK’s new INTEGRA Traceability Software ensurestraceability of fruit and vegetable products from fieldto fork. This latest technology offers automatic calibration using RFID technology which helps reduce food waste by avoiding unnecessary andcostly mass recalls.
Macsa ID’s INTEGRA Traceability is able togenerate the entire traceability tree, starting from theharvesting of fruits and vegetables through to dispatch. It can provide any traceability report thatmay be required meaning that if a problem is detected at origin or in the field, the relevant shipments can be easily identified.
Equally, if any incident is suspected in afinal product, it is possible to identify its origin andalso to know which other products have been affected. As such, only the affected batch or batchesneed to be withdrawn from the market - avoidingmassive product recalls.
Macsa ID has developed an app that allows the farmer to record the data that is mostlikely to affect the traceability of fruit and vegetableproducts in each of the plots or areas of cultivation.The system records this data in real time and thenuploads them to a database in the cloud.
The data can also be stored locally on thedevice and then later uploaded to the cloud. This isuseful when working in areas without mobile datacoverage.
When fruit and vegetable products arriveat the factory for packing, an entry registration is generated via a voucher or production order. Thefood items are checked to see if they need to bequarantined due to conditions in the field. For example, the application of pesticides might causethe consignment to be withdrawn.
To facilitate and automate all processes,each incoming batch is identified with a RFID chip.This allows products to be read and trackedthroughout the factory by strategically placed antennas that are able to identify the batch of fruit
and vegetables without any contact.The RFID chip is placed in the first
container, which will then be sorted into the production line during the packaging process. Thechips are encapsulated and shaped to resemble theproduct that is being processed. All chips have anunmistakable registration number and are reusableonce the packaging process is finished.
Macsa ID’s powerful warehouse manage-ment software, INTEGRA Storage can be used tocomplement the INTEGRA Traceability module. Itensures control of all raw materials arriving from thefield that can be distributed in any of the ware-houses available to the customer.
INTEGRA Storage also manages location,batch and date of entry for each stored product, aswell as alarms when maximum storage time isabout to be exceeded.
Batch sorting of fruit and vegetables startsby depositing the container with the RFID chip. Allthe fruit that is sorted will be associated with thedata linked to the RFID chip (lot, harvesting area,harvesting date, farmer, etc). It is capable of workingwith multiple lines of sorting, packaging and sizingequipment, and allows several batches to beprocessed at once.
Once the RFID chip reaches the encodingsection of the packaging area, INTEGRA Traceabilityautomatically changes the message of the marker /label applicator, personalizing the batch, expiry date,etc, of each product.
When production has finished, the RFIDchip is detected and ejected by the antenna array.From this moment, the chip is disconnected fromthe batch and ready to be reused infinitely.
Using bar code readers, photocell countersand linking systems, INTEGRA Traceability softwareis able to connect all the boxes and containers thatmake up a pallet. Finally, it manages labelling by giving each pallet a registration number or SSCC(serial shipping container code), linking this number with all the lots and batches it contains.
https://www.macsa.com/en-uk/
Avery Dennisonlaunches the firstcertified portfolio of vegan labels
Avery Dennison has achieved another marketfirst with the launch of a new certified portfo-
lio of vegan labels, which contain no animal-derivedcomponents. Additionally, every item in the port-folio was created without animal testing, or the useof GMOs of animal origin. Because of this, the collection has received approval from EVE VEGAN®,an independent organization created by VeganFrance, which works to promote vegan alternativesin different industries, including food and medicine.
At the time of launch, there are six paperfacestocks, three adhesives and two liners in the collection, and they can be mixed and matched according to customer needs. Each item offers asimilar level of performance to non-vegan alterna-tives in both converting and application. Based onconverter and end user needs, there are plans toexpand the range with new paper facestocks.
“Veganism goes beyond diet,” says LuukZonneveld, product manager at Avery Dennison.“It’s a philosophy and way of life centered on avoid-ing animal exploitation for food, clothing and every-thing else you can think of. Naturally, this extendsinto the world of packaging, and we’re excited tohelp brand owners take their dedication to beingcruelty-free to the next level with these innovative labels developed by our R&D team.”
Suitable for the beauty, wine and spiritsand food and beverage sectors, the new labels alsoserve as a unique selling point for brands. Thanks tothe certification, companies can let consumersknow their entire purchase – packaging included –abides by their values.
“We’re very proud to have received EVEVEGAN® certification and consider it a powerfulsymbol that lets brand owners, and their customers,know we take our commitments seriously.” saysLuuk.
Fortis Solutions Groupacquires Label Tech, Inc.Fortis Solutions Group LLC, a leading provider of
high impact printed packaging solutions and aportfolio company of Harvest Partners, is pleased toannounce the acquisition of Label Tech Inc. basedin Somersworth, New Hampshire.
Label Tech is an award-winning, ISO-certi-fied flexographic and digital manufacturer of pressure sensitive, (including coupon, game pieceand UL labels) and non-pressure sensitive labelsand flexible packaging for the consumer product,food and beverage and health and beauty end markets.
Fortis President and CEO John O. Wynne,Jr. commented, “We are elated to acquire LabelTech, one of the premier flexographic and digitalconverters in the Northeast. This acquisition will further our geographic footprint and enable Fortisto provide additional products and solutions to ourvalued customers. I thank Pat Brady for entrusting uswith the future of his company. We are looking forward to working alongside the outstanding LabelTech team.”
Label Tech owner Pat Brady commented,“I’m thrilled to be teaming up with John Wynne andFortis Solutions. Our business philosophy is veryclosely aligned, and they are a very high-quality operation.”
INNOVATIONS IN FOOD (& BEV) PROCESSING & PACKAGING
AUGUST ISSUE - drinktec and PPMA PREVIEW
For your editorial feature or advertising enquiries [email protected]
PPCLA PAGES:Layout 1 28/4/22 16:30 Page 3

Innovations in Food Processing & Packaging www.innovationsfood.comMay 202222
With new translucent paper Crystalcon, Sappiis adding another innovative product to its
range of sustainable packaging papers. Used incombination with Sappi’s heat-sealable Seal Silk, the new paper delivers a recyclable, easy-to-implement packaging solution for a variety of foodand non-food applications – all from a single source. • Crystalcon’s translucence allows consumers a
direct view of the package content• No additional converting or finishing of the papers
is required• From confectionery to envelopes and magazines,
this is a sustainable packaging solution suitable forboth food and non-food applications
Manufacturers are currently facing twinchallenges: consumers are increasingly demandingmore sustainable packaging solutions, but they alsowant to be able to examine product contents whenwalking through supermarket aisles. Currently, film isoften used in whole or in part for such packaging.“By combining Sappi Seal with Crystalcon, we areoffering manufacturers a sustainable and recyclablepackaging solution to fulfil these requirements,” saysKerstin Dietze, Key Account Manager Packaging Solutions.
The combination of Crystalcon with Sappi
Seal Silk, from Sappi’s innovative Functional PaperPackaging division, offers a highly sustainable pack-aging solution. The Seal papers feature excellentheat-sealing properties and are recyclable throughstandard paper disposal systems. Meanwhile, thenew translucent Crystalcon paper can be easilysealed onto Sappi Seal. The result is that this fastand sustainable packaging solution is well suited toboth food and non-food applications.
Crystalcon is an uncoated, compostabletranslucent paper. Although not completely trans-parent, it allows sufficient visibility for consumers toexamine the packaged product.
“It excels wherever high barriers are not required, but where product visibility is important,”adds Kerstin Dietze. From noodles and rice to magazines, viewing windows in envelopes or salespackaging for greeting cards, the possible applica-tions are numerous.
For more information about the products,please go to:https://www.sappi-psp.com/products/flexible-packaging-papers/crystalconhttps://www.sappi-psp.com/products/functional-paper-packaging/seal-silk-g-3-02
A new approach to packaging –with a clear view towards increased sustainability
PAPER + + PRINTING + + CODING + + LABELLING + + ADHESIVES + + PAPER + + PRINTING + + CODING + + LABELLING + + ADHESIVES
Avery Dennisonlaunches AD Stretch accelerator programmeAvery Dennison Corporation has announced the
launch of AD Stretch, a first in the labels industry program aimed at partnering with startupinnovators to solve key challenges and create new opportunities within sustainability, customer experience and value chains.
The company intends to engage with start-ups to further enable disruption and evolution in labels and packaging while strengthening innova-tion capabilities across the industry. The aim is toaddress some of the industry’s most urgent business challenges by matching Avery Dennison’sexperience and scale with promising startups andinventors to collaborate and grow together.
“Complementing our industry-leading internal capabilities and our corporate venture program, AD Stretch will play a critical role in ouroverall innovation approach and extend our circleof innovators,” says Pascale Wautelet, Global VicePresident, Research and Development, Label andGraphic Materials, Avery Dennison. “We’re stretchingbeyond borders and boundaries, and increasing thepool of industry talent we work with to create a collective global problem-solving culture that inspireseveryone it touches and generates real value for ourstakeholders and society.”
The program will be launched by regionalcohorts starting in Asia Pacific and Latin America,then rolling out in Europe and the U.S. later this year.With the end goal of solving a specific problem,each cohort will have a region-specific brief thatdraws on regional challenges.
The core themes will focus on connectingconsumers to brands through new experiences, creating sustainable, responsible and efficient valuechains (SRE) and the development of materials andpackaging 2.0.
“When faced with a complex ecosystem,there are challenges and opportunities in equalmeasure,” says Shruti George, senior director, Strategic Innovation Platforms at Avery Dennison.“In some cases, the solutions lie in scale and exist-ing infrastructure; in other cases, in agility and ablank page. By combining our financial firepowerwith the agility of start-up innovators, we’re super-charging our efforts to increase efficiency in the supply chain, create the next generation of packag-ing and solve environmental challenges.”
The program, in partnership with venturestudio Highline Beta, aims to attract the best andbrightest startups and innovators. Following a periodof review and consultation, the applicants will benarrowed down to 10 finalists that will go on to execute a pilot project. www.ADStretch.com
Clearmark supports Ecolab to maintain60% production uplift during pandemicCoding and labelling specialist Clearmark
Solutions has helped Ecolab maintain a 60%uplift in the production of their water, hygiene andinfection prevention solutions during an unprece-dented increase in demand due to the Covid-19pandemic. Providing next-day, on-the-ground support and a rigorous training programme, Clearmark ensured that Ecolab could continue tomeet the strict print quality requirements of thepharmaceutical industry despite a significant increase in output. As a result, Ecolab has since purchased a next-generation ICE Zodiac Hawkcoder with integrated print checking from Clearmarkfor another of its lines.
As a global leader in water, hygiene andinfection prevention solutions and services, Ecolabhelps to make the world cleaner, safer and healthier, protecting people and vital resources. Withover 95 years’ experience, it operates from twomanufacturing sites in the UK and the US. Whenthe global pandemic struck in March 2020, thecompany quickly experienced a sharp rise in demand for its hygiene-focused products. Within ashort timeframe, Ecolab’s manufacturing process atits production site in Wales was transformed from a2-3 shift outfit to a 24/7 operation. The companyneeded to ensure its existing coding solutions couldsupport and sustain this increased production
capacity, to maintain quality and prevent downtimeduring a critical time for the business.
After discovering a print quality challengewith one of its 12-year-old ICE Zodiac coders, Ecolab’s site engineering manager contacted theClearmark technical support team, who respondedimmediately to keep the critical operation moving.A field service engineer was dispatched to site thenext day and provided a short-term workaround,which initially enabled production to continue without any major disruption. Just 24 hours later, along-term solution was implemented, with Clearmark also delivering comprehensive trainingto Ecolab’s in-house operators to maximise per-formance across all coding lines, preventing down-time and disruptions going forward.
Thanks to Clearmark’s rapid support andtraining provision, Ecolab was able to maintain a60% uplift in production throughout the pandemicwhile meeting the strict print quality requirements ofthe pharmaceutical sector. Avoiding disruption dueto poor-quality prints, the company helped to prevent costly downtime, as Ecolab’s EngineeringManager Jamie Hughes explains: “The Clearmarksupport team went out of their way to get us backup and running. We were very impressed with theservice level provided; something that is both refreshing and rarely seen. A lot of suppliers talk thetalk about good customer service but Clearmark actually delivers on that promise, going above andbeyond.”
As a result of Clearmark’s consistent approach to customer service and the robust performance of their existing ICE Zodiac thermaltransfer printers, Ecolab has recently purchased anext-generation ICE Zodiac Hawk with integratedprint checking from Clearmark for another of itslines, cementing the partnership between the twofirms.www.clearmark.uk
INNOVATIONS IN FOOD (& BEV) PROCESSING &
PACKAGING
AUGUST 2022 ISSUEdrinktec and
PPMA PREVIEW
Copy deadline is July 31
Email: [email protected]
PPCLA PAGES:Layout 1 28/4/22 16:30 Page 4
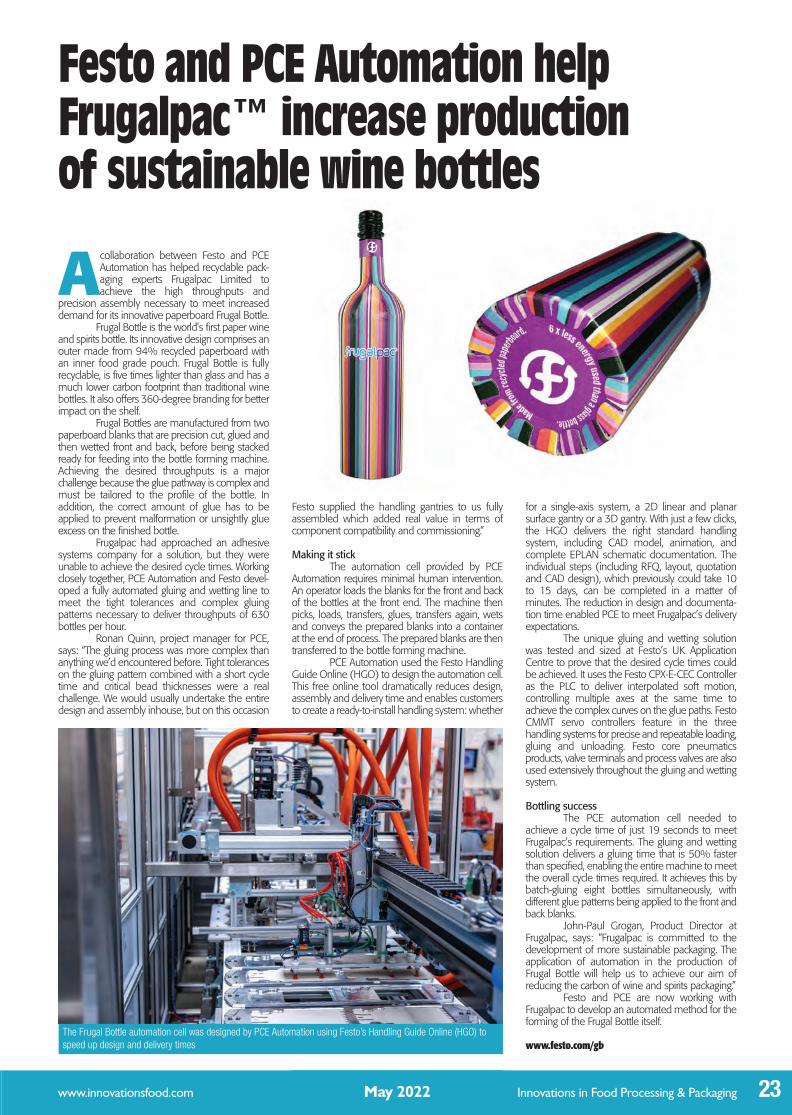
Festo and PCE Automation helpFrugalpac™ increase productionof sustainable wine bottles
Acollaboration between Festo and PCEAutomation has helped recyclable pack-aging experts Frugalpac Limited toachieve the high throughputs and
precision assembly necessary to meet increaseddemand for its innovative paperboard Frugal Bottle.
Frugal Bottle is the world’s first paper wineand spirits bottle. Its innovative design comprises anouter made from 94% recycled paperboard withan inner food grade pouch. Frugal Bottle is fullyrecyclable, is five times lighter than glass and has amuch lower carbon footprint than traditional winebottles. It also offers 360-degree branding for betterimpact on the shelf.
Frugal Bottles are manufactured from twopaperboard blanks that are precision cut, glued andthen wetted front and back, before being stackedready for feeding into the bottle forming machine.Achieving the desired throughputs is a majorchallenge because the glue pathway is complex andmust be tailored to the profile of the bottle. Inaddition, the correct amount of glue has to beapplied to prevent malformation or unsightly glueexcess on the finished bottle.
Frugalpac had approached an adhesivesystems company for a solution, but they wereunable to achieve the desired cycle times. Workingclosely together, PCE Automation and Festo devel-oped a fully automated gluing and wetting line tomeet the tight tolerances and complex gluingpatterns necessary to deliver throughputs of 630bottles per hour.
Ronan Quinn, project manager for PCE,says: “The gluing process was more complex thananything we’d encountered before. Tight toleranceson the gluing pattern combined with a short cycletime and critical bead thicknesses were a realchallenge. We would usually undertake the entiredesign and assembly inhouse, but on this occasion
Festo supplied the handling gantries to us fullyassembled which added real value in terms ofcomponent compatibility and commissioning.”
Making it stickThe automation cell provided by PCE
Automation requires minimal human intervention.An operator loads the blanks for the front and backof the bottles at the front end. The machine thenpicks, loads, transfers, glues, transfers again, wetsand conveys the prepared blanks into a containerat the end of process. The prepared blanks are thentransferred to the bottle forming machine.
PCE Automation used the Festo HandlingGuide Online (HGO) to design the automation cell.This free online tool dramatically reduces design,assembly and delivery time and enables customersto create a ready-to-install handling system: whether
for a single-axis system, a 2D linear and planarsurface gantry or a 3D gantry. With just a few clicks,the HGO delivers the right standard handlingsystem, including CAD model, animation, andcomplete EPLAN schematic documentation. Theindividual steps (including RFQ, layout, quotationand CAD design), which previously could take 10to 15 days, can be completed in a matter ofminutes. The reduction in design and documenta-tion time enabled PCE to meet Frugalpac’s deliveryexpectations.
The unique gluing and wetting solutionwas tested and sized at Festo’s UK ApplicationCentre to prove that the desired cycle times couldbe achieved. It uses the Festo CPX-E-CEC Controlleras the PLC to deliver interpolated soft motion,controlling multiple axes at the same time toachieve the complex curves on the glue paths. FestoCMMT servo controllers feature in the threehandling systems for precise and repeatable loading,gluing and unloading. Festo core pneumaticsproducts, valve terminals and process valves are alsoused extensively throughout the gluing and wettingsystem.
Bottling successThe PCE automation cell needed to
achieve a cycle time of just 19 seconds to meetFrugalpac’s requirements. The gluing and wettingsolution delivers a gluing time that is 50% fasterthan specified, enabling the entire machine tomeetthe overall cycle times required. It achieves this bybatch-gluing eight bottles simultaneously, withdifferent glue patterns being applied to the front andback blanks.
John-Paul Grogan, Product Director atFrugalpac, says: “Frugalpac is committed to thedevelopment of more sustainable packaging. Theapplication of automation in the production ofFrugal Bottle will help us to achieve our aim ofreducing the carbon of wine and spirits packaging.”
Festo and PCE are now working withFrugalpac to develop an automatedmethod for theforming of the Frugal Bottle itself.
www.festo.com/gbThe Frugal Bottle automation cell was designed by PCE Automation using Festo’s Handling Guide Online (HGO) tospeed up design and delivery times
www.innovationsfood.com Innovations in Food Processing & PackagingMay 2022 23
FESTO:Layout 1 28/4/22 16:32 Page 3

There are many aspects of what we used tothink of as normal life that have beenirreversibly changed by two factors: thepandemic and the climate crisis. And
the packaging industry is not immune to thesechanging dynamics.
That being said, the industry – across theentire supply chain from raw materials suppliers tomanufacturers, brands and consumers – is shiftingthe way we think about packaging. In 2018, the EUpassed Directive (EU) 2018/852 for packagingwaste which states that by end of 2025, a total of65% of all packaging waste should be recycled.Consumers are beginning to demand less productpackaging that is more sustainable yet can stilladequately protect products. Brands are respond-ing to these demands – and to their own sustain-ability goals – by turning to packaging converters forgreener packaging options. And converters, in turn,are looking for ways to incorporate more sustain-able materials and practices into their productdevelopment, manufacturing and distributionprocesses. The ultimate goal is to achieve sustain-ability across the supply chain. But achievement ofthis goal is not necessarily in line with corporate costsavings goals. In order to improve sustainability,investments must be made. And consumers needto be educated about the value of more sustainableproduct packaging and be willing to pay a premiumfor it.
Sustainability: A goal worth pursuingDue to both consumer demand and
climate crisis pressures, we see that sustainableefforts are becoming increasingly important tobrands. To achieve a low carbon impact, brandsmust engage the entire supply chain for a life cycleassessment of the carbon footprint for each of theirproducts. To the extent that other stakeholdersacross the supply chain have measured theircarbon footprint in accordance with PAS 2050, thebrands can actually apply those CO2 emissioncalculations to their own footprint. Thus, brandsshould be looking for suppliers who are pursuing acarbon measured strategy or whose products/materials have already been measured.
Asahi Photoproducts is on the path tostudying carbon neutrality. Having met PAS 2050standards for measuring our current state, wecontinue to evaluate the possibility to reduce ourproduct carbon impact for our next generationAWP™-DEWCleanPrint water-washable flexographicplates.
A heritage of sustainabilityOur move to bring more sustainable
products to market did not start during thepandemic. Rather, we have been working towardthis goal for half a century, even though theterminology for the various aspects of sustainabilityhas changed many times over those years. AsahiKasei was in fact the first manufacturer of a water
washable liquid photopolymer plate resin (APRTM)in 1971.
For many years, our parent company AsahiKasei has recognized that climate change is aserious global issue, impacting both the naturalenvironment and society as a whole. Its groupmission has been, and continues to be, tocontribute to life and living for people around theworld. Even when much of the world’s economicand social activity was suspended due to theCovid-19 pandemic, greenhouse gas (GHG)emissions did not decrease greatly, and emissionsbegan increasing again when economic and socialactivity resumed. This is one indication of thedifficulty of resolving the issue of climate change,and the need to accelerate relevant efforts. It is akey driver in Asahi Kasei’s increased drive towardattaining carbon neutrality status in all of its opera-tions by 2050.
For Asahi Photoproducts, an early and keyaspect of our drive toward delivering products inharmony with the environment includes movingfrom a hydrocarbon-based solvent wash plate-making process to a non-VOC based alternativesuch as water wash. But, of course, we are notstopping there as we continue our journey to acarbon neutral status. We will also continue to studyour raw material and manufacturing processes todetermine how that might fit into our future devel-opment efforts.
It is also important to note that with theimproved quality and productivity flexographicprinting technology has achieved over the years withinnovations such as Asahi’s CleanPrint family ofwater wash plates, flexo is well positioned tocompete with both offset and rotogravure printing.It should be noted that rotogravure accounts forabout 20%of packaging printing worldwide, but hasa key disadvantage: It requires the use of a highlytoxic chemical, Chromium trioxide, for manufactur-ing rotogravure cylinders. While the European Unionhas extended its approval for the use of thischemical through September 2024, that does notdiminish its impact on rotogravure’s carbon footprint.It’s just one of the components of the rotogravureprocess that makes it significantly less sustainablethan flexography, especially using solvent-lessproduction of the plates.
Packaged versus freshThere is another trend that is important to
mention, and that is the growth of what is known as
Innovations in Food Processing & Packaging www.innovationsfood.comMay 202224
A sustainable view ofpackaging in 2022 and beyond
By Dieter Niederstadt, Technical Marketing Manager, Asahi Photoproducts
ASAHI:Layout 1 28/4/22 16:34 Page 2

“Zero Waste Shops” selling unpacked food stuffs.While this approach is admirable in reducingpackaging waste at a local level, it may not be ableto solve the food waste problem on a larger scale.Food waste is a significant problem globally, and inmany areas of the world, food security is a growingissue. Packaged food, on the other hand, especiallyif packaging material can be reused as a new rawmaterial in a closed loop circular economy, canactually be more sustainable. Using lightweightfunctional barrier films in packaging to preventmoisture, oxygen and contaminants from foodcontact can vastly improve food shelf life andreduce food waste. In the end, non-packaged foodon a large scale likely results in more spoiled food,actually wasting this valuable resource. Not every-thing needs to be packaged, of course. But there isvalue in a smart hybrid model for retail food thatcan minimize waste and maximize sustainability.
A final noteFor flexographic operations, in addition to
careful supply chain management, efforts towardcarbon neutrality, and other sustainability initiatives,we see three growing trends that can help theseoperations be not only more sustainable, but alsomore profitable in 2022 and beyond. Theseinclude:
More automated platemaking whichreduces time, cost and carbon footprint in the valuechain. An example is CrystalCleanConnect, a fullyautomated platemaking line jointly developed byAsahi and ESKO and Kongsberg. The first two unitshave been installed in Asia and are delivering terrificresults. This fully automated platemaking system has
a direct and positive impact on the sustainability offlexo platemaking and encourages converters tomake the shift from rotogravure to flexo.
In-house platemaking at the converter site.As more automation is introduced into theplatemaking process, it becomes easier, moreefficient and more sustainable to bring platemakingin-house. A side benefit is that plate productiontimes can be reduced from days to hours.
Transitioning away from a hydrocarbon-based solvent wash platemaking process to non-VOC based alternatives such as water-wash.
If the pandemic has taught us anything, itis that life is not as predictable as we may havethought. And it is absolutely clear that the world hastruly changed, even beyond the threats posed bythe coronavirus. Wemust come together to addressthese challenges in a meaningful way, and Asahi
Photoproducts is determined to be a leader in theseefforts, especially as it relates to sustainability. In thepast one to two years, there has been a markedincrease in awareness regarding problems of green-house gases, plastic waste, food waste and otherissues related to achieving harmony between thedevelopment of human society and the globalenvironment.
No one individual, company or govern-ment can single-handedly cure the climate crisis. Ittakes universal, global collaboration and coopera-tion to get the world to a point where climatedeterioration is eased. Asahi Photoproducts is proudto be a contributor to this worldwide effort.
For more information about carbonneutrality, be sure to download our free white paper:Sustainability: A Goal Worth Pursuing.www.asahi-photoproducts.com
www.innovationsfood.com Innovations in Food Processing & PackagingMay 2022 25
Joining forces with leading beverage producers,Tetra Pak is launching tethered caps on carton
packages. Marking a significant milestone in thecompany’s long-term work on design for recycling,five new tethered cap solutions are currently beingintroduced across Ireland, the Baltics , Spain andGermany in different product categories – a marketfirst for these geographies. As part of a widerprogramme, this development paves the way forEurope-based customers to stay ahead of scheduleand meet the Single Use Plastics (SUP) Directivecoming into force by 2024.
Julia Luscher, Vice President Marketing,Tetra Pak, comments: “We are delighted to besupplying a number of customers with tethered capsolutions, helping them to ‘walk the talk’ towardstheir sustainability ambitions. Understanding ourcustomers’ needs and having collected consumerinsights through multiple pieces of research acrossvarious markets, our new tethered caps have beendesigned to enhance convenience. For instance,they are easy to open and re-close for subsequentconsumption, while featuring carefully sizeddiameters for smooth pouring and drinking.”
Tethered caps play an important role inpreventing litter, as the cap will stay attached to thepackage. They could also help reduce the carbonfootprint of the carton when they are chosen byfood manufacturers as plant-based options, madefrom polymers derived from responsibly sourcedsugarcane, thereby increasing the renewablecontent of the package. Additionally, a majority ofTetra Pak’s tethered cap portfolio features a reducedamount of plastic. Depending on the varioussolutions, the company achieved a plastic content
reduction ranging between 7% and 15%.Marco Marchetti, Vice President Packaging
Materials, Sales and Distribution Solutions, Tetra Pak,adds: “Starting with these five new introductions, weare planning to equip approximately 300 packaginglines with tethered caps in Europe by the end of2022. Considering the scale of change requiredacross the value chain, early collaborations like theseare putting the food and beverage industry on a fasttrack to accelerate the transition to a low carboncircular economy.”• In May, Borrisoleigh Bottling Ltd (BBL) is set to startcommercial production of the new plant-basedC38 Pro tethered cap on Tetra Top® 330 and TetraTop® 500 carton packages. Based in Ireland, BBLis an experienced and awarded water producer,who’s seeking ‘to lead the industry towards amoreresponsible and sustainable future’.
• The new HeliCap 26™ Pro closure – on a TetraPrisma® Aseptic 1000 Square package - is beingtested since February 2022 in the Baltics with CidoGrupa, who is leading the juice segment in thatregion since many years and exporting itsproducts to over 20 countries across the globe.
• In Spain, LY Company Group – that is driving thegrowth of carton-packaged water in the country,with the mission of ‘reaching a turning point inwhich both society and companies are aware ofthe importance of choosing sustainable packagingfor the conservation of the planet’ – will soon startcommercial production of the new plant-basedDreamCap™ 26 Pro closure on a Tetra Prisma®
Aseptic 330 Square package.• In the same country, Lactalis Puleva – part of theLactalis Group, a world leading dairy company -
has chosen to test the new HeliCap™ 23 Proclosure. The cap, in its plant-based option, hasbeen applied to Tetra Brik® Aseptic 1000 Slimpackages for the brand Lauki, on shelf sinceMarchthis year.
• Weihenstephan, one of the oldest and mostpopular German dairy brands, will soon test theproduction of the new LightWing™ 30 closure, ona Tetra Brik® Aseptic 1000 Edge carton.
The company has also heavily investedtowards an improvedmanufacturing experience forcustomers. Tetra Pak’s new high quality, automatedproduction lines for tethered caps utilise ArtificialIntelligence technology for increased efficiency.
Marchetti concludes: “We are on a journeytowards creating the world’s most sustainable foodpackage, a carton that is fully made from responsi-bly sourced renewable or recycled materials, is fullyrecyclable and carbon-neutral. We are ramping upinvestment in the development of alternativesolutions across our packaging portfolio such astethered caps and other drink-from systems, toreduce littering while increasing the renewable shareof our cartons.”
“In total, we are investing around €400million in the development and roll-out of tetheredcap solutions, including a €100 million investmentlast year in our Châteaubriant plant in France toaccelerate the production of tethered closures. Byworking seamlessly across multiple project streamsand covering approximately 40 different packageswith tethered caps, we expect to sell over 1.5 billionsuch closures by year end.”www.tetrapak.com
TTeettrraa PPaakk ppaarrttnneerrss wwiitthh lleeaaddiinngg bbeevveerraaggee bbrraannddss ttoo llaauunncchh tthhee wwoorrlldd’’ss ffiirrsstt tteetthheerreedd ccaappss oonn ccaarrttoonn ppaacckkaaggeess
ASAHI:Layout 1 28/4/22 16:34 Page 3

Innovations in Food Processing & Packaging www.innovationsfood.comMay 202226
100% r-PET: Harvest Moon andGreiner Packaging createsustainable cup packaging
Greiner Packaging’s stated aim is to keepplastic circulating in the economy for aslong as possible. To this end, the packag-ing specialists look to work together with
their customers to create new packagingsolutions that can be recycled themselves and,ideally, contain recycled material, too. This was alsothe declared goal of Harvest Moon, and the plasticcups in the new cardboard-plastic solutions for itsfermented yogurt alternatives are produced from100% r-PET, making them super sustainable. Novirgin material is used at all, and the new cupssignificantly cut down on carbon emissions. “Byswitching from virgin PP to r‑PET, we can reduceCO2 emissions by around 40%*,” explains JanSrnka, sales manager at Greiner Packaging.
Sustainable materialA sustainable plastic, r-PET (recycled poly-
ethylene terephthalate) is lightweight, shatterproof,and free of plasticizers. Because the new cups aremade from 100% recycled, unprinted r-PETmono-material, they can be processed into 100% food-safe cups again and again as long as the appropriatecollection streams are used. Recycling the cupsrequires less energy than using virgin material andproduces less waste.
Sustainable packagingBut aside from the material used, card-
board-plastic combinations have a number of othersustainable
properties. The cardboard wrap, which canbe made from recycled material, lends sturdinessto the plastic cup so that it can be produced withparticularly thin walls. This wrap is especially easy forconsumers to detach from the cup thanks to a new,innovative tear-off system, with the two compo-nents then disposed of separately and recycled.Since the white or transparent plastic cup isunprinted, it can be recycled very effectively. Inaddition, the carbon footprint of K3® cups is signifi-cantly smaller than that of alternative packagingsolutions.
Joint mission“We want the work we do to benefit
society. We have a real taste for doing good – andfor us, that includes using sustainable packaging forour yogurt alternatives. In Greiner Packaging, wehave found a partner that can fully meet ourexpectations in this regard and shares our belief ineco-friendly cooperation,” says Lena Lembcke,marketing and brand manager at Harvest Moon.
Antalis has signedan agreement toacquire BB PackGroup in GermanyAntalis has signed a binding offer to acquire BB
Pack Group in Germany – BB Pack, cr8Packaging and Printmate – allowing Antalis toexpand its footprint in the fast growing packagingmarket.
The offer is subject to the satisfaction ofcustomary conditions precedent, including theapproval of the German competition authority. Witha consolidated turnover of €42million in 2021, BBPack Group is a packaging distributor specialized inthe e-commerce sector offering a wide range ofpackagingmaterials, design and customized printingsolutions.
Commenting on this transaction, HervéPoncin, Chief Executive Officer of Antalis, said:“The acquisition of BB Pack will boost the overallcontribution of Packaging to Antalis’ consolidatedgross margin and reinforces Antalis’ position in thefast growing packaging distribution sector.”
Beyond the German market, Antaliscontinues to strengthen its capacity to serviceinternational customers across all Europeancountries with bespoke packaging solutions. “Sincefounding the business in 1999, our company hasgrown to be a recognized and highly specialisedsupplier of packaging concepts and solutions for thee-commerce and industry sectors. Joining theAntalis group will allow us to grow our customerportfolio and expand internationally”, addedMichaelBube, BB Pack Managing Director.More sustainable food packaging thanks to
hubergroup’s new oxygen barrier coatingRecyclable packaging solutions are increasingly
in demand. However, due to a complexrequirement profile, flexible food packaging oftenconsists of combinations of different films and is,therefore, difficult to recycle. That is wherehubergroup Print Solutions’ new HYDRO-LAC GAOxygen Barrier Coating comes in. It protects thepackaged food from oxygen and thus enablesmono-material packaging. Consequently, it is easierto recycle and can be returned to thematerial cycle.
“Conventional flexible food packagingoften consists of several laminated film layers ofdifferent chemical natures. Each fulfils a specificfunction – one of which is the protection againstoxygen,” explains Dr Ralf Büscher, Senior Expert Proj-ects Flexible Packaging at hubergroup.“However, packaging that consists of several plas-tics cannot be recycled at all or only with great effort.”
That is where hubergroup's new oxygenbarrier coating comes into play. It allows foodmanufacturers to use pure, so-called mono-materials for their packaging. To do this, they usefilm laminates made of the same polymers (usu-ally polypropylene or polyethylene), between whichthey apply the oxygen barrier coating. An OTR(oxygen transmission rate) of less than 10 cubiccentimetres of oxygen per square metre and daycan be achieved under industrial conditions, whenusing polypropylene. Oxygen-sensitive foods suchasmuesli or nuts are thus excellently protected fromatmospheric oxygen in modern, recyclable packag-ing. Dr Lutz Frischmann, Global Product DirectorFlexible Packaging at hubergroup: "Through innova-tive solutions such as our new barrier coating, wecan contribute to a circular economy together withour customers."
Heura launches packaging 3.0 withR-PET for chilled productsEurope’s fastest-growing plant-based meat
company, Heura, has announced Packaging3.0, an overhaul for its refrigerated products. Thepackaging for Heura’s chilled products nowcomprises of 3 parts: a 92% R-PET tray, a plasticfilm and an FSC-certified cardboard sleeve.
With the new packaging offering increasedstrength and durability, the update sees the chilledproducts evolve their 2.0 packaging format, whichfeatured cardboard packaging with a plastic seal.Creation of the new R-PET packaging sees 75% lessrenewable energy used, 50% less use of fossil fuels,
44% less non-renewable energy used, 40% lessemissions of polluting gasses used and 14% lesswater consumption. Full impact results of thepackaging can be found here.
Heura co-founder, Marc Coloma, said ofthe R-PET packaging launch: “We cultivate a growthmindset at Heura, and it was clear that we neededto take action to improve our packaging in order tocontinue as a mission-driven company. We willcontinue to make data-driven decisions that enableus to take the greatest steps throughout ourever-evolving sustainability journey.”
100% recycledPriplak® R100now available fronAntalisAntalis Visual Communications has added
Priplak® R100, the first recycled polypropylenerangemade from 100% post industrial waste, to itssustainable portfolio.
Priplak R100 is a strong, flexible plasticsheet that is ideal for POS, stationery, labels,packaging and counter-top display applications. Ithas a smooth, white surface that is corona treatedon both sides for UV printing.
It is manufactured using certified post-industrial polypropylene waste, a combination ofPriplak's manufacturing waste and that of customersparticipating in the Priplak 'buyback' scheme. Aswith all the Priplak range, Priplak R100 is 100%recyclable and can be recycled many times over. Itis also halogen free.
Antalis’ Visual Communications ProductManager, Paul Neale, comments: “For someapplications, plastic offers significant advantages,including longevity, durability, protection, andreusability. Priplak R100 and the Priplak ‘buyback’scheme helps to close the loop, creating a productthat is also highly sustainable.”
Priplak R100 is available via Antalis fromstock. For customers seeking a polypropylene sheetproduced from 100% post-consumer polypropy-lene waste, Priplak PCR100 is available to orderex-mill.
For more information, please visitwww.antalis.co.uk or contact Antalis on +44 (0)3706076014
PACKAGING:Layout 1 28/4/22 16:36 Page 2
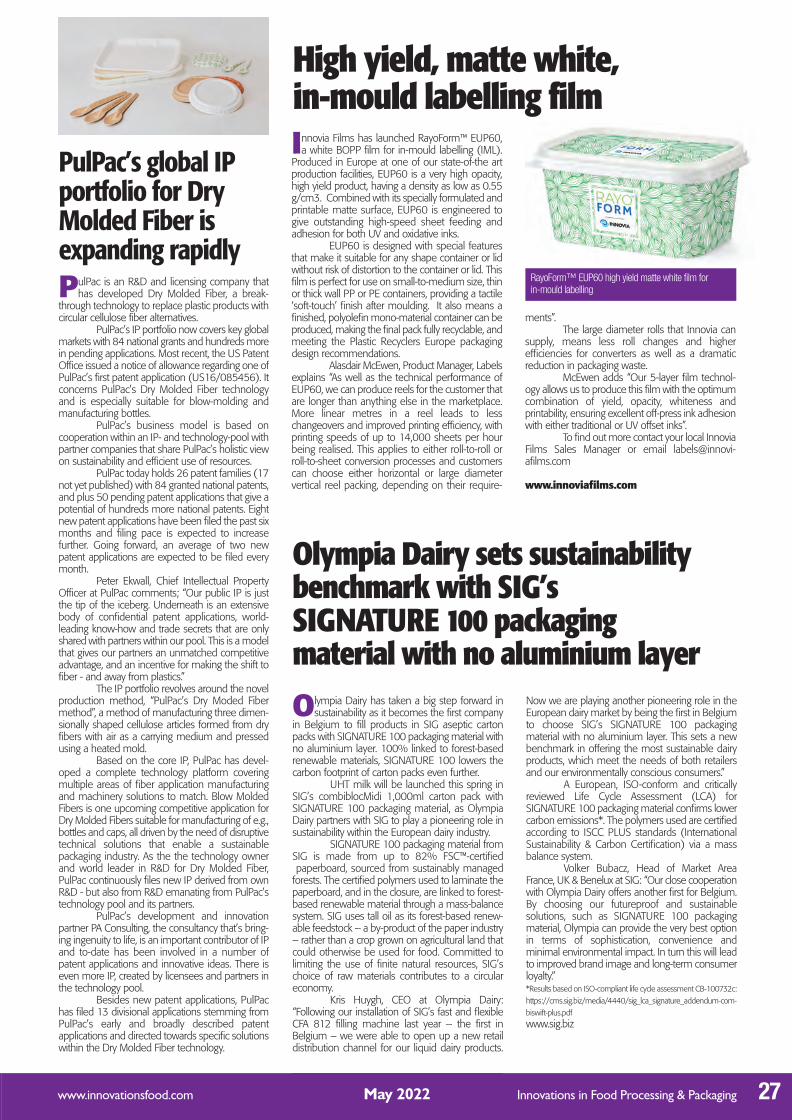
www.innovationsfood.com Innovations in Food Processing & PackagingMay 2022 27
Olympia Dairy sets sustainabilitybenchmarkwith SIG’sSIGNATURE 100 packagingmaterial with no aluminium layer
Olympia Dairy has taken a big step forward insustainability as it becomes the first company
in Belgium to fill products in SIG aseptic cartonpacks with SIGNATURE 100 packagingmaterial withno aluminium layer. 100% linked to forest-basedrenewable materials, SIGNATURE 100 lowers thecarbon footprint of carton packs even further.
UHT milk will be launched this spring inSIG’s combiblocMidi 1,000ml carton pack withSIGNATURE 100 packaging material, as OlympiaDairy partners with SIG to play a pioneering role insustainability within the European dairy industry.
SIGNATURE 100 packaging material fromSIG is made from up to 82% FSC™-certifiedpaperboard, sourced from sustainably managedforests. The certified polymers used to laminate thepaperboard, and in the closure, are linked to forest-based renewable material through a mass-balancesystem. SIG uses tall oil as its forest-based renew-able feedstock – a by-product of the paper industry– rather than a crop grown on agricultural land thatcould otherwise be used for food. Committed tolimiting the use of finite natural resources, SIG’schoice of raw materials contributes to a circulareconomy.
Kris Huygh, CEO at Olympia Dairy:“Following our installation of SIG’s fast and flexibleCFA 812 filling machine last year – the first inBelgium – we were able to open up a new retaildistribution channel for our liquid dairy products.
Now we are playing another pioneering role in theEuropean dairy market by being the first in Belgiumto choose SIG’s SIGNATURE 100 packagingmaterial with no aluminium layer. This sets a newbenchmark in offering the most sustainable dairyproducts, which meet the needs of both retailersand our environmentally conscious consumers.”
A European, ISO-conform and criticallyreviewed Life Cycle Assessment (LCA) forSIGNATURE 100 packagingmaterial confirms lowercarbon emissions*. The polymers used are certifiedaccording to ISCC PLUS standards (InternationalSustainability & Carbon Certification) via a massbalance system.
Volker Bubacz, Head of Market AreaFrance, UK & Benelux at SIG: “Our close cooperationwith Olympia Dairy offers another first for Belgium.By choosing our futureproof and sustainablesolutions, such as SIGNATURE 100 packagingmaterial, Olympia can provide the very best optionin terms of sophistication, convenience andminimal environmental impact. In turn this will leadto improved brand image and long-term consumerloyalty.”*Results based on ISO-compliant life cycle assessment CB-100732c:
https://cms.sig.biz/media/4440/sig_lca_signature_addendum-com-
biswift-plus.pdf
www.sig.biz
PulPac’s global IPportfolio for DryMolded Fiber isexpanding rapidlyPulPac is an R&D and licensing company that
has developed Dry Molded Fiber, a break-through technology to replace plastic products withcircular cellulose fiber alternatives.
PulPac’s IP portfolio now covers key globalmarkets with 84 national grants and hundredsmorein pending applications. Most recent, the US PatentOffice issued a notice of allowance regarding one ofPulPac’s first patent application (US16/085456). Itconcerns PulPac’s Dry Molded Fiber technologyand is especially suitable for blow-molding andmanufacturing bottles.
PulPac’s business model is based oncooperation within an IP- and technology-pool withpartner companies that share PulPac’s holistic viewon sustainability and efficient use of resources.
PulPac today holds 26 patent families (17not yet published) with 84 granted national patents,and plus 50 pending patent applications that give apotential of hundreds more national patents. Eightnew patent applications have been filed the past sixmonths and filing pace is expected to increasefurther. Going forward, an average of two newpatent applications are expected to be filed everymonth.
Peter Ekwall, Chief Intellectual PropertyOfficer at PulPac comments; “Our public IP is justthe tip of the iceberg. Underneath is an extensivebody of confidential patent applications, world-leading know-how and trade secrets that are onlyshared with partners within our pool. This is amodelthat gives our partners an unmatched competitiveadvantage, and an incentive for making the shift tofiber - and away from plastics.”
The IP portfolio revolves around the novelproduction method, “PulPac’s Dry Moded Fibermethod”, a method of manufacturing three dimen-sionally shaped cellulose articles formed from dryfibers with air as a carrying medium and pressedusing a heated mold.
Based on the core IP, PulPac has devel-oped a complete technology platform coveringmultiple areas of fiber application manufacturingand machinery solutions to match. Blow MoldedFibers is one upcoming competitive application forDry Molded Fibers suitable for manufacturing of e.g.,bottles and caps, all driven by the need of disruptivetechnical solutions that enable a sustainablepackaging industry. As the the technology ownerand world leader in R&D for Dry Molded Fiber,PulPac continuously files new IP derived from ownR&D - but also from R&D emanating from PulPac’stechnology pool and its partners.
PulPac’s development and innovationpartner PA Consulting, the consultancy that’s bring-ing ingenuity to life, is an important contributor of IPand to-date has been involved in a number ofpatent applications and innovative ideas. There iseven more IP, created by licensees and partners inthe technology pool.
Besides new patent applications, PulPachas filed 13 divisional applications stemming fromPulPac’s early and broadly described patentapplications and directed towards specific solutionswithin the Dry Molded Fiber technology.
High yield, matte white,in-mould labelling filmInnovia Films has launched RayoForm™ EUP60,
a white BOPP film for in-mould labelling (IML).Produced in Europe at one of our state-of-the artproduction facilities, EUP60 is a very high opacity,high yield product, having a density as low as 0.55g/cm3. Combined with its specially formulated andprintable matte surface, EUP60 is engineered togive outstanding high-speed sheet feeding andadhesion for both UV and oxidative inks.
EUP60 is designed with special featuresthat make it suitable for any shape container or lidwithout risk of distortion to the container or lid. Thisfilm is perfect for use on small-to-medium size, thinor thick wall PP or PE containers, providing a tactile‘soft-touch’ finish after moulding. It also means afinished, polyolefinmono-material container can beproduced, making the final pack fully recyclable, andmeeting the Plastic Recyclers Europe packagingdesign recommendations.
Alasdair McEwen, Product Manager, Labelsexplains “As well as the technical performance ofEUP60, we can produce reels for the customer thatare longer than anything else in the marketplace.More linear metres in a reel leads to lesschangeovers and improved printing efficiency, withprinting speeds of up to 14,000 sheets per hourbeing realised. This applies to either roll-to-roll orroll-to-sheet conversion processes and customerscan choose either horizontal or large diametervertical reel packing, depending on their require-
ments”.The large diameter rolls that Innovia can
supply, means less roll changes and higherefficiencies for converters as well as a dramaticreduction in packaging waste.
McEwen adds “Our 5-layer film technol-ogy allows us to produce this filmwith the optimumcombination of yield, opacity, whiteness andprintability, ensuring excellent off-press ink adhesionwith either traditional or UV offset inks”.
To find out more contact your local InnoviaFilms Sales Manager or email [email protected]
www.innoviafilms.com
RayoForm™ EUP60 high yield matte white film forin-mould labelling
PACKAGING:Layout 1 28/4/22 16:36 Page 3

Innovations in Food Processing & Packaging www.innovationsfood.comMay 202228
European fibre-based packagingalliance statementFibre Packaging Europe (FPE) welcomes the
European Commission’s Circular EconomyPackage, notably its proposal for the “Eco-design forsustainable products regulation” (ESPR) as it aims tomake sustainable products the norm on the EUmarket and reduce their overall environmental andclimate impacts. The design phase is instrumentalthroughout the value chain, from the use phase untilthe end of life, and we commend the EuropeanCommission for ensuring a level playing fieldbetween the sustainability of EU and importedproducts.
“This is a highly anticipated and timelypiece of legislation, especially as it sets out require-ments enabling consumers to have access toproducts which are designed with the environmentin mind. Products from renewable sources, such asfibre-based packaging, allow us to de-fossilise ouroptions and help meet the EU’s climate neutralityobjectives" said Mike Turner, Chairman of FibrePackaging Europe.
Whilst, the ESPR introduces ecodesignrequirements such as durability, ease of repair andmaintenance, and the use of recycledmaterials, theEuropean fibre-based packaging industry believesthat one important requirement is missing, namely,the renewability of raw materials. Considering theCommission’s climate neutrality ambitions, renew-able materials can play a central role for energyproduction as well as for products.
Designing products to be recyclable willalso have to be the new norm in the EU. While theESPR touches upon this element in the body of theRegulation, the fibre packaging industry believes the“recyclability” ecodesign requirement should befurther strengthened; ‘ease of recycling’ needs to beconsistently addressed throughout the proposal, forexample, in the Ecodesign Requirements (Art. 5)and in the context of the amounts of wastegenerated and the ‘ease of re-use' (Annex I (p)).Fibre-based products are recycled back in the paperindustry to become new paper products, achievinghigh quality recycling standards, both in terms ofenvironmental performance and high-qualityproducts.
“As we are anticipating a high number ofrevisions which will concern product legislation, legalambiguity and duplication should be avoided,”noted Mike Turner. The Alliance considers that theEuropean Commission rightfully took the approachof ensuring legal certainty. For the fibre-basedpackaging industry in Europe, this also means en-suring consistency with other pieces of legislation,such as the Packaging and Packaging WasteDirective, which will set its own sustainabilityrequirements related to circularity. By ensuring legalcertainty, policy makers will allow the Europeanindustry to enhance its investments in innovativeand sustainable solutions.
Fibre Packaging Europe will be workingwith policymakers to ensure that stakeholderexpertise and scientific evidence are further takenup during the ordinary legislative scrutiny process.
Westfalia Fruit’s business in France, haslaunched a new range of environmentally
and consumer friendly packaging for avocados thatdramatically reduces and replaces the use ofplastic, eliminating altogether the use of blackplastic which is difficult to recycle, whilst successfullymaintaining fruit quality. These industry leadinginitiatives, were stringently researched anddeveloped in advance of a new law banning plasticpackaging on most fruit and vegetables, whichcame into effect in France from New Year’s Day2022. Cucumbers, lemons and oranges are amongthe 30 varieties banned from being wrapped inplastic according to the new law.
These sustainable packaging alternativesolutions include options with no plastic, or asignificant reduction in plastic, reflecting Westfalia’sindustry leadership in environmental sustainabilityincluding waste and carbon emission reductions.
Zero plastic options include a cardboardtray with a paper label or a paper band, that arefully compostable. Both are made with ForestStewardship Council materials, guaranteeing that thecardboard used has been sourced from sustainablymanaged forests that consider people, wildlife and
the environment in the long term. The FSC is theonly timber certification scheme endorsed by theconservation organisation WWF.
A heat seal film option includes recyclableplastic which contains a QR code on the packagingdirecting consumers to details of where they canrecycle their plastic rubbish. A paper lid is also indevelopment for this packaging.
Additional solutions include an FSCcertified string bag and zero packaging natural lasermarking on the skin of the avocado itself permittinglogo & messaging placement.
“We have worked hard to remove plasticfrom our packaging to contribute to solving theplastic waste challenge and to lower our carbonfootprint. We are delighted to take a proactiveapproach in implementing industry leadinginitiatives, enabling compliance to respective lawswhilst offering a host of solutions for our customersand consumers,” said Johnathan Sutton, GroupSafety & Environmental Executive at WestfaliaFruit.
The packaging initiatives have beenintroduced and adopted as solutions by a widerange of retailers in France.
Berlin Packaging acquires PanvetriBerlin Packaging, a global Hybrid Packaging
Supplier®, has announced the acquisition ofPanvetri, a family-owned supplier of glass andmetalpackaging for the wine and olive oil industries.
Founded in 1998 and headquartered inModugno (Bari) in southern Italy, Panvetri serves awide range of wine estates, cooperative wineries, oilmills, and food manufacturers, mainly in the Apuliaand Basilicata regions. In addition to wine and oliveoil bottles, Panvetri's portfolio includes beer, spirits,and sparkling wine bottles, olive oil cans, food jars,and closures. With its strong local presence andestablished sales team, Berlin Packaging can helpPanvetri expand its product offerings.
"Italy is a key country for the wine and olive
oil industries, and Panvetri enriches our presenceand expands our coverage of southern Italy," saidPaolo Recrosio, CEO of Berlin Packaging EMEA.
"We are proud to join Berlin Packaging andbring our experience in southern Italy to the rest ofthe company. We are also keen to expand ourproduct portfolio with Berlin Packaging's uniqueshapes and sizes that will now be available to ourcustomers," said Alessandro Pantaleo, CEO ofPanvetri. "This acquisition is another testament toour commitment to growth in Europe. Panvetristrengthens our already robust presence in Italy andfurthers our position as a leader in Italian food andbeverage packaging," said Bill Hayes, Global CEO ofBerlin Packaging.
Sustainable packaging takes centrestage at Westfalia Fruit’s in France
INNOVATIONS IN FOOD (& BEV)PROCESSING & PACKAGING
AUGUST 2022 ISSUEdrinktec and PPMA previews
Copy deadline is July 31
Food packaging specialist £2m in packagingtechnology at new Sedgefield siteFood packaging specialist PFF Group has installed
a £2m ground-breaking thermoforming systemat its Sedgefield site as part of a £4m investmentprogramme in new process technology.
It will be used to manufacture PFF’s fullyrecyclable, food-grade packaging concept, IMPAC-T,which was launched in response to increaseddemand from food manufacturers for reducedplastic in packaging.
Illig is Europe’s leading designer, developerand manufacturer of advanced, high-performancethermoformingmachines. PFF challenged Illig alongwith its own technical team to design a precisionengineered system to produce its unique rPEThybrid pot with a card wrap in a single process. Thisin turn offers a large reduction in overall carbonfootprint of the product.
A joint project between PFF Group and IlligGmbh, PFF’s development team was led by CEOAndy Bairstow. He said: “IMPAC-T is a technologicalbreakthrough for the manufacture of food-gradepackaging in the UK. As a business, our core valuesare innovation, sustainability and creativity, and thissystem meets each of these attributes, it’s beenfantastic to see both companies work closely
together to deliver the project.“PFF’s bold strategy to invest in advanced
technology once again demonstrates our commit-ment to the complete recycling process. Using rPETgives industries like the dairy sector an opportunityto switch from traditional polypropylene to circulareconomy packaging.
“Our IMPAC-T product has the potential torevolutionise not just dairy, but all other foodsectors where sealed-in freshness is essential andwhere reduced plastic and lower carbon footprintare sought after by consumers.”
Matthew Revels, sales and marketingmanager at Illig said: “We took on this excitingproject in partnership with the team at PFF nearlytwo years ago and this week we have the pleasureof consigning this brand-new technology to the UKmarket. This partnership between Illig and PFF hasproven highly successful through each stage of thedesign and development process. It has produceda strong working relationship between the twoteams and established sound foundations for futuredevelopment projects which are already in place tomeet the demands of the ever-changing packagingmarket.
PACKAGING:Layout 1 28/4/22 16:36 Page 4

www.innovationsfood.com Innovations in Food Processing & PackagingMay 2022 29
Huhtamaki launches Push Tab® blisterlid, a first-to-market, aluminum-free,mono-material PET blister lidding,for the global healthcare industry
Huhtamaki, a key global provider of sustainablepackaging solutions, today announces a
first-to-market sustainable innovation for the globalpharmaceutical and healthcare industry.Huhtamaki's Push Tab® blister lid is mono-materialPET and free from aluminum. It is designed tomeetthe stringent safety requirements of highly regulatedpharmaceutical and healthcare packaging andprovides the industry with a more sustainable alter-native to traditional push-through blister packaging.This game changing innovation will help deliversustainable packaging solutions for the growingglobal healthcare industry, whilst importantlymaintaining functionality and efficiency, as PushTab® blister lid runs on existing blister packaging lineswithout compromising on speed.
The Huhtamaki Push Tab® blister lid ismade of mono-material PET (polyethylene tereph-thalate) which significantly improves recyclability ofthe packaging, whilst remaining compatible withexisting high performance blister packaging lines,without needing modifications or extra investment.Huhtamaki and its partner – Klöckner Pentaplast –bring this first-to-market innovation to help theglobal healthcare and pharmaceutical sector meettheir sustainability targets and achieve marketgrowth at the same time. In 2021, European pack-aging sales in the healthcare category had anestimated value of EUR 1.4 billion, of whichapproximately 50% were in blister packaging.
“We are proud to partner with KlöcknerPentaplast to bring Push Tab® blister lid to marketand continue to shape the sustainable future ofpharmaceutical and flexible packaging. This innova-tion is designed as part of our blueloop platform,enabling us to speed up innovation and improvecircularity in high-performance flexible packagingsolutions. We are working hard to turn all ourproducts into mono-material fully recyclablestructures. In addition, we are collaborating withpartners across the value chain to deliver innovation
that helps ensure that ambitious sustainabilitytargets around the globe can be met,” says MarcoHilty, President, Flexible Packaging at Huhtamaki.
“The pharmaceutical industry is proactivelysearching for sustainable packaging solutions thatenable recyclability. Since blister packagingtraditionally contains multiple materials, it is difficultto recycle them in a single recycling stream. PushTab® blister lid solves this problem because it ismade of mono PET. Push Tab® runs on existingblister packaging lines and is a plug-and-playsolution, which means no additional investment isneeded for our customers. This newly developedunique technology makes PET based lid filmpushable and secures easy access to the tablet forthe consumer,” says Tobias Fackler, Senior Managerof the Healthcare Business Unit at HuhtamakiFlexible Packaging.
Find out more information about PushTab® blister lid and www.huhtamaki.com/en/pushtab or www.huhtamaki.com/en/blueloop/
Sidel strengthenscommitment toFood, Home andPersonal Caremarkets with newglobal vice presidentSidel reaffirmed its ambition to help Food, Home
and Personal care brands meet sustainabilitygoals and stay competitive as it announced theappointment of a new global vice president. PascalLefèvre will develop and drive Sidel’s Food, Homeand Personal Care strategy, meeting the uniqueneeds of Food, Home and Personal Care marketsand delivering flexible, eco-friendly, and tailored-made solutions that will address the new andcomplex retailing and distribution challenges thatcustomers face.
New bakerypackaging conceptreduces CO2emissions by a third
Viipurilainen Kotileipomo is a nearly 100-year-old company that produces pastries and
artisan breads from local ingredients using tradi-tional methods. When the bakery was looking for anew solution for its cake packaging, its key criteriawere to reduce the environmental footprint of thepackaging, and to make assembly quick and easy.
Viipurilainen Kotileipomo and MetsäBoard's packaging design team based at MetsäBoard's Excellence Centre jointly developed aresource-efficient and 100% recyclable bakerypackaging. The new eye-catching packagingreduces material requirements by 25%, andcarbon dioxide emissions by 34% compared to theprevious packaging. At the same time, the bakerywas able to reduce its use of plastic bymoving awayfrom a PE-coated board. In addition to the environ-mental benefits, the design of the new bakery boxmakes it quicker and easier to assemble.
"Packaging sustainability is important to usand our customers, and it's great to be able tospread the word about reducing plastic andpromoting recycling. The whole product develop-ment process was carried out in a structured way atthe Excellence Centre and the new stylishpackaging was quickly brought to market," saysTeppo Ylä-Hemmilä, Bread Artist and InnovationDirector, Viipurilainen Kotileipomo.
"The new concept is an excellent exampleof innovative solutions made possible by jointbrainstorming. In designing the packaging, we useda virtual model at our Excellence Centre to quicklyand accurately visualise the material, structure andits sustainability," says Ilkka Harju, PackagingServices Director, EMEA and APAC, Metsä Board.
The bakery packaging is made of light-weight MetsäBoard Prime FBB EB, a dispersioncoated barrier board, which can be recycled usingpaper or paperboard collection waste streams. TheMetsäBoard Prime FBB EB board is thick andresistant to grease, which is key for food thatnaturally have a high fat content such as pastriesand cakes.
Klöckner Pentaplast adds rPET/PET capacityto Beaver site to further grow healthcare andfood packaging market in North AmericaKlöckner Pentaplast (kp), a leader in recycled
content products and high-barrier protectivepackaging, has chosen its production facility inBeaver, West Virginia for its multi-million dollar pro-duction expansion, adding post-consumer recycledcontent (PCR) PET capacity in North America.
This expansion will further grow kp’ssustainable innovation offering in consumer health,pharmaceutical, and food packaging marketsthrough the addition of an extrusion line and twothermoformers, delivering a total of 15,000 metrictonnes of new rPET/PET capacity. kp currently leadsthe industry with over 20% of its volumes madefrom PCR material.
Scott Tracey, kp’s Chief Executive Officerstates, “The expansion responds to continueddemand for sustainable options from our foodpackaging, pharmaceutical, consumer and labelfilm customers. The extrusion line will support
production of important sustainable product linessuch as kpNext™ recyclable pharmaceutical blisterfilms, and Smartcycle® recyclable label andconsumer packaging films. The thermoformers willproduce award winning kp Elite® mono-materialprotein trays which are made using up to 100%recycled PET and are easily recycled creating acircular economy.”
The addition is part of kp’s continuedNorth America expansion plans. The state hascommitted to local grants and incentives for theplacement. The installation will add 60 jobs to theWest Virginia facility with commercializationbeginning at the end of 2022 for the first thermo-form line. The extrusion addition will be completedin mid-2023. The completion of the secondthermoform line and new production hall, which willbe capable of additional capacity expansions in thefuture, is scheduled for the end of Q4 2023.
PACKAGING:Layout 1 28/4/22 16:36 Page 5

Strengthening the partnership:Sidel supported Bickford’s Australia withrapid remote line conversion andmaintenance on their Aseptic line
To remain competitive in the dynamicbeverage market, Bickford’s in Australiareached out to Sidel to launch two new PETformats for its premium syrup and juice
brands, to complement previously designed &commissioned 1 litre formats. Sidel expertsconducted the line conversion with its latest remotesolutions, in just two days for each new format. Inaddition and to respond to Bickford’s commitmentto product quality and safety, Sidel showed greatversatility by also carrying out the maintenance ofthe Aseptic Combi PredisTM remotely, whileoptimising line efficiency.
Founded in 1839, Bickford’s is an inde-pendently owned business under The Bickford’sGroup with its head office based in Adelaide, SouthAustralia, and is one of the oldest and most
treasured Australian brands. The company enjoyspremium positioning in the market and owns awide product portfolio of non-alcoholic beverages,encompassing carbonated soft drinks (CSD), juice,cordials, syrup, flavoured and plant-based milk, andflavoured water. Every product from Bickford’sshows great commitment to excellence andoutstanding quality.
Bickford’s was already equipped with acomplete flexible PET line from Sidel, managingboth sensitive products and CSD via an AsepticCombi Predis™ and a Combi SF300, respectively.With the trend towards premiumisation, it is crucialfor beverage brand owners to focus on flavourvariety and product diversification in the marketwhile maintaining safety. Thanks to a successfulpartnership on the 1 litre formats, Bickford’s reached
out to Sidel again in order to introduce two newformats that would further increase their marketshare & category penetration and to perform main-tenance for excellent product safety.
The right remote support to facilitate fast lineadaptation and maintenance
Sidel supported the customer to reachtheir ambitions with highly skilled experts andtwo advanced remote solutions: Remote VideoAssistance (RVA) and Remote Access. Despite allthe pandemic-related restrictions, everything wasdelivered on time with impact.
Bickford’s flexible complete PET line wastuned-up for introducing smaller format variationsof two 1 litre PET bottles originally designed by Sidelin 2019 – adding a 500 ml option for Bickford’s
Innovations in Food Processing & Packaging www.innovationsfood.comMay 202230
SIDEL-1:Layout 1 28/4/22 16:38 Page 2

premium syrups & flavoured milks and a 250 mlformat for their premium juice brand.
Taking advantage of real-time videoassistance, Sidel experts empowered the Bickford’steam to implement the best line configurations, withregards to products dependent parts and mouldsetc. Remote Access to the customer blow moulder,filler and labeller was also leveraged by the Sidelteam to optimise recipe process parameters. Inaddition, the Bickford’s team benefitted from Sidel’sexpertise in maintaining top line efficiency andensuring overall packaging quality was producedwith a high degree of accuracy using the remotesolutions. This process focused on the optimisationof bottle conveyancing and the control of efficientmachine operations.
To keep up with high product safety, 100Clean In Place (CIP) cycle maintenance was alsocarried out remotely. Following careful guidance withRVA, the maintenance of Bickford’s Aseptic CombiPredis™ from disassembly, spare parts replacement,reassembly to testing and validation was accom-plished in only three days.
“Then to validate that the line was runningat its maximum uptime, we proceeded withproduction assistance. We are glad that thecustomer is satisfied, and they have already plannedthe next remote 200 CIP cycle maintenance. Thisopen partnership approach based on constant andregular touch points with the Bickford’s maintenanceteam is a real lever to efficiently support them inachieving their goals” concluded James Terry,Service Account Manager at Sidel.
“Time was precious to fulfil our marketcommitments. Sidel’s solid and prompt remotesupport empowered us to achieve the line conver-sion and the 100 CIP cycle maintenance withminimal downtime. These were great outcomes forour team. The strong knowledge foundationsacquired by our technicians from previous Sideltraining, together with the excellent expertisetransfer enabled by their digital solution during theseprojects, was a formidable combination to keep onupskilling our team” commented George Kotses,Operations Manager at Bickford’s.
www.sidel.com
www.innovationsfood.com Innovations in Food Processing & PackagingMay 2022 31
The demands on packaging are ever increasing.From sustainable sourcing and reducing plastic,
to packs that work at all stages of the supply chain,from freezing through to the consumer reheatingat home. The market demands sustainableall-purpose packaging and the award-winningStagione® from Colpac has attributes to answermany of these requirements and more.
At Colpac we start product developmentconsidering sustainability, from rawmaterials sourceto end of life recycling. Stagione®, like many ofColpac’s products, is manufactured from FSC®certified paperboard.
Exporting sustainable packaging ranges likeStagione® is complex, as we need to consider awide range of different regulations and facilities forpackaging recycling. In the UK we work with OPRLguidelines for domestic ranges. Stagione® has highbarrier properties achieved through a PP coating,and part of its wide appeal, is that the percentage ofplastic in each base product is just above 5%,making it recyclable under even to the moststringent of standards. The lids are also recyclable,and the rPET lid contains almost 100% recycledmaterials.
During the last year, driven by demand, therange has been extended from three to seven sizes,with the most recent addition being the 1250mlStagione® with a square footprint and PP lid. Thenew pack is now the largest size within the range,which offers leakproof food packaging solutions forfood service operators, retailers and the take-away/delivery food markets - from smaller snack packsand individual protein pots, through to main meals.
Stagione® 1250ml has the versatility towork across multiple areas of the supply chain andthe pack is suitable for the freezer, as well as beingable to meet the complex needs of hot holdcabinets and microwaves.
The pack offers a larger surface area forincreased product visibility and the PP lid, gives asecure closure whilst providing ventilation to let outcondensation but maintain heat. Ideal for kitchenfilling or production line operations, the 1250mlpack can be heat sealed and/or lidded for security,hygiene, and preservation. Delivered nested andwith a rigid construction, the pack provides efficiencyof storage as well as excellent stacking and spacedensity for on shelf merchandising.
“Demand for food packaging solutions tomeet the growth and complexity required in thefood-to-go and the delivered food sectors hasgrown exponentially,” comments Kate Berry,Colpac’s Head of Marketing & Product. “Colpac havebeen well placed to support this growth, and withseven packs now within the Stagione® range, from150ml to 1250ml we have broadened our marketoffering and are able to meet an even greater levelof demand and filling variations.”
“Every part of the supply chain has beenconsidered in the specification of the entireStagione® range. As a result, it is a highly sought-after product, meeting the needs across a widerange of sectors.”
Undertaking continual reviews of productranges there will be further development andadditions to the Stagione range in the comingmonths.
Colpac’s Stagione® rangeanswers market drivefor sustainable all-purposepackaging
INNOVATIONS IN FOOD (& BEVERAGE) PROCESSING & PACKAGING
AUGUST 2022 ISSUEdrinktec and PPMA previews
Copy deadline is July 31
SIDEL-1:Layout 1 28/4/22 16:38 Page 3

Protecting premium food& beverage brand integrity
Counterfeiting in the luxury food and drinksindustry has long been a multi-millionpound industry. The pandemic added tothese pressures, with high demand for
premium products coupled with interrupted supplychains and fewer physical audits amplifying therisks of opportunists and illicit bootleggers takingadvantage of the disruptions.
Packaging specialist at Sumitomo (SHI)Demag UK Ashlee Gough examines how specialistclosure and thin wall moulders are applying thelatest injection moulding precision and In MouldLabelling (IML) techniques to step up their fightagainst the creative food and drink fakers to mitigaterisks and safeguard brand integrity.
In a recent survey of senior food and drinkexecs by assurance specialists The Lloyd’s Register,only a third admitted to vetting suppliers against arecognised GFSI standard. One in five declared thatno checks were made as part of sourcing
decisions1. Yet, despite these prevalent risks - 97%stated that they’d been affected by food fraud inthe last 12 months - few in the industry regardauthenticating products as their highest priority.
Against this backdrop, the UK food anddrink market remains one of the worst affected bycounterfeiting. Deliberately packaged to deceiveconsumers, the Food Standard Agency’s NationalFood Crime Unit estimates that the combination ofadulteration, substitution, theft, misrepresentation,illegal processing, waste diversion and documentfraud costs £11.97bn per annum2.
Seizures of counterfeit products provide agood indication of the scale of the problem. In2020, Operation OPSON IX seized 12 000 tonnesof illegal and potentially harmful products, including1.2m litres of alcohol.
In a converted effort to crackdown ongroups profiting from illicit versions of brandedspirits and premium foods, manufacturers aremaking labels more difficult to copy and bottlesharder to refill. “One way to counteract counterfeit-ing and product tampering is through the innova-tive design of packaging that cannot be easilycopied,” highlights Ashlee.
“Until recently, this may have involvedputting shrink or foil sleeve around a luxury drinkbrand, for example. Closuremoulders especially arestepping up their efforts and investing in dedicatedcells to produce high quality and anti-refill closuresmade up of a number of complex parts.” Due to theintricacy of these closures, moulding precision isparamount.
Significant investment in high qualitytooling, automation, machinery and expertise canbe another major deterrent, highlights Ashlee.“Realistically, few counterfeit operators would makethe level of investment required to replicate this levelof technical precision.”
Other overt packaging methods to detercounterfeits include concealing unique identifiers,such as a QR code, holograms or tags within theIML. While these can assist with track and tracing,
Ashlee claims that they only really help to validatethe origin of a container and tend to bemore widelydeployed by luxury food, cosmetics, pharmaceuti-cal and wellbeing brands.
“To outsmart quick-witted counterfeiters,manufacturers may need to deploy several tacticssimultaneously to prevent brand value being diluted,including tamper evident bands, secure closures,snap buttons, barcoded labels and batch codes, andeven chemical markers.”
For packaging moulders producing thinwalled containers, caps and closures by themillions,cost effectiveness remains vital. Sumitomo (SHI)Demag’s El-Exis SP range typically achieves betweenthree and five percent more productivity whenbenchmarked against other packagingmachines onthemarket. Now in its fourth generation and alwaysaligned to evolving market trends, the EL-Exis SPseries is designed to withstand the higher stressesand injection pressures that are so critical inachieving repeatability in closures and thin walledpackaging products, while maintaining comparablemechanical properties. Centralised monitoring ofreal time machine performance and energyconsumption is equally critical to reducing machinedowntime.
References:1 https://www.lr.org/en-gb/resources/food-fraud-beverage-sector/ii2 https://www.food.gov.uk/safety-hygiene/food-crime
http://uk.sumitomo-shi-demag.eu/
IML labels with unique identifiers, such as a QR code,holograms or tags, are other methods that can detercounterfeiting
Tamper evident closures is one method deployed by packaging manufacturers to counteract fraud in the premiumdrinks, wellbeing and pharmaceutical markets © iStock.com/bert_phantana
Ashlee GoughPackaging SpecialistSumitomo (SHI) Demag UK
Innovations in Food Processing & Packaging www.innovationsfood.comMay 202232
SUMITOMO-1:Layout 1 28/4/22 16:39 Page 2

www.innovationsfood.com Innovations in Food Processing & PackagingMay 2022 33
Send your news items toTerry Prior at [email protected]
WASTE2FUNC builds platform tocollect food waste from agriculture,food industry, supermarkets,auctions and restaurants to convert itinto bioplastics and biosurfactantsWASTE2FUNC, a European BBI-JU funded
project has been granted a €6,7 M budgetto build a platform to efficiently collect food wastefrom agriculture, food industry, supermarkets,auctions and restaurants. These food wastes arecurrently often discarded, left on the field orincinerated and thus show no value. They willbecome valuable rawmaterials to be converted intobioplastics and biosurfactants, with applications incosmetics, household – and personal care products.This conversion process uses industrial biotechnol-ogy. The project brings together 12 partners from 5countries, including SMEs, large enterprises such asCroda, Evonik and Ecover, research institutes andagricultural associations. The platform will decreaseCO2 emissions by at least 20%, increase value fromwaste 2-10 fold and create jobs for the primary anddownstream sector in Belgium and Europe.
Currently, food waste flows, such as fruitand vegetables that don’t meet the standards orbad batches from food processing companies thatno longer can be sold, often don’t have a potentialend-use route. Consequently, they just rot on thefield, are discarded or even incinerated, which leadsto unnecessary CO2 emissions.
WASTE2FUNC can offer a solution to thisproblem. Project Coordinator Sofie Lodens explains:“These emissions can be avoided by using thesestreams to convert them in to high-value products.TripleW, an Israeli/Belgian SME and Ghent Universitytogether with the Bio Base Europe Pilot Plant havedeveloped technology to convert mixed batches offood waste into functional ingredients, morespecific lactic acid and microbial biosurfactantsrespectively, that can be used for the productionof bioplastics and personal- and home careapplications respectively. WASTE2FUNC will builda logistic platform to collect the agricultural andfood waste and will demonstrate the conversiontechnology at large scale. ”
The first challenge is the establishment ofthe logistic platform allowing efficient collection offood waste streams without end use. To this end,
the project will develop a registration website/appthat can be used to register food waste flows fromthe agriculture and food industry for collection by awaste collector. Farmers will be intensively consultedon how the project can make the collection of suchfood wastes worthwhile for them and whatcompensation should be given in return and thuslook into a new revenue model for farmers. Inaddition, consultations will be held about the avail-ability of these waste streams, both among farmersand the (food) industry.
Twelve partners from five countriesincluding several SMEs and three large industriesare involved to convert the collected waste intofunctional molecules to be applied in marketproducts. Sofie Lodens explains: “TripleW alreadystarted their lactic acid production batches in theirdemonstration plant on the site of Group Op deBeeck in Kallo, Belgium. Ghent University and BioBase Europe Pilot Plant recently established thespin-off company “Amphi-star” to bring their tech-nology for the production of microbial biosurfactantsto the market.” The functional ingredients producedwithin the project, will then be tested and evaluatedin end products by large companies such as Evonik,Croda and Ecover.
The ultimate goal at the end of the projectis to understand the potential of establishing abiorefinery in which functional molecules can bemade from all this collected food waste in asustainable and economically profitable way. Thesefunctional molecules can subsequently be used asbuilding blocks for bioplastics and as ingredientsin cosmetics, in biological detergents and innumerous other applications. WASTE2FUNC willcontribute to a more sustainable industry by usingrenewable resources and by its circular approach.This will decrease CO2 emissions by at least 20%compared to the current production processes ofthese molecules and increase value from waste2-10 fold and create (high-tech) jobs for theprimary and downstream sector in Belgium andEurope.
New testing facilityconfirms quality ofrecycled material
Berry Global’s plastics recycling facility in Heanor,UK, has opened a Centre of Excellence to
further enhance the level of quality evaluation ofthe recycled material that is used to produce thecompany’s Sustane® recycled polymer.
The new laboratory facility, which comple-ments Berry’s existing testing capabilities, analysesthematerial composition of incoming scrapmaterial,resulting in a higher quality of recyclate for use inthe manufacture of second life products.
This latest service provides added reassur-ance for customers seeking to incorporate at least30% recycled material into their plastic packagingto meet the requirements of the forthcoming UKPlastics Tax, as Jagan Mohanraj, Technical Director,Berry Global, explained:
“Following Berry Heanor’s successfulEUCertPlast accreditation, this new investment inour recycling laboratory facilities helps to ensure theconsistency and quality of our Sustane grades,giving our customers the confidence that theperformance of their packaging will not be compro-mised in any way by the inclusion of recycledmaterial. This is particularly essential for packagingused in heavy duty applications such as collationshrink film and collection sacks. The Centre ofExcellence exemplifies our Berry promise – bring-ing innovation for the world and added valuesolutions for our customers.”
The Centre of Excellence was officiallyopened by local MP Nigel Mills, who commented:“I have kept in regular contact with the Berry Heanorsite in the heart of my constituency since I was firstelected an MP in 2010, and have always beenimpressed with their drive and determination toincrease both volumes of recycled plastics producedat Heanor, as well as the commitment to achievethe highest product quality standards. The openingof these new testing facilities is a further example ofBerry’s work to achieving true circulatory for plasticpackaging, and this is indeed good news both forthe environment and the economy of the EastMidlands.”
The establishment of the Centre ofExcellence follows Berry Heanor’s achieving of theEuropean Certificate for Plastics Recycling(EUCertPlast). EUCertPlast certification, which worksto the European Standard EN 15343:2007, demon-strates that best practices are being followedthroughout the recycling process for pre- and post-consumer waste in terms of stock management ofincoming waste, recycling process, quality manage-ment, staff training and qualifications, traceability insupply chain and environmental protection. Thechain of custody provides full details of the origins ofthe waste material and the waste managementcompany from which it was sourced.
“The opening of our Centre for Excellenceunderlines our commitment to produce recycledmaterial, using our advanced expertise, with thehighest levels of technical performance, consistency,quality and traceability,” concluded Jagan Mohanraj.“This enables us to help customers towards meettheir sustainability commitments, while still creatingpackaging solutions that are fit for purpose.”
Berry’s Sustane® is a range of premiumsustainable polymers made from recycled plastic.The material, which is unique to Berry, delivers ahigh level of technical performance, making it suit-able for use in a wide range of applications wherepreviously prime polymer was used.
www.berryglobal.com
© AdobeStock
RECYCLINGWASTE:Layout 1 28/4/22 16:40 Page 3

T E C H NO L O G Y N E W ST E C H NO L O G Y N E W S
Innovations in Food Processing & Packaging www.innovationsfood.comMay 202234
BBrraammmmeerr BBuucckk && HHiicckkmmaannaanndd SSKKFF rreelleeaassee rraannggee ooffiinnffoorrmmaattiivvee rreessoouurrcceess oonnbbeeaarriinnggss iinn ffoooodd && ddrriinnkkaapppplliiccaattiioonnss
Brammer Buck & Hickman, the UK’s leadingsupplier of industrial maintenance, repair and
overhaul (MRO) products and services, has released a range of valuable resources on bearingsaimed specifically at engineers operating in the foodand drink sector; these include a webinar, a dedicated website section, a product brochure, aguide to the challenges faced in this sector, and several case studies.
In the food and drink industry, bearings arefaced with some of the most demanding environ-ments to be found, required to perform across avery wide range of temperatures, subject to frequentwashdowns and guided by regulations that are becoming ever more stringent; and, of course, thereare cost considerations. The choice of bearingstherefore requires careful consideration. BrammerBuck & Hickman, which has extensive experienceof working with some of the biggest names in the
food and drink sector, hascome together with bear-ings manufacturer SKF toproduce a range of resources to assist food anddrink producers improve the performance and service life of their bearings.
A recorded webinar, hosted by BrammerBuck & Hickman and presented by SKF, is availableon YouTube on the RubixTube channel. In under 40minutes, the webinar examines the key issues thatimpact on bearings in the food & drink sector, witha focus on reducing risk when it comes to foodsafety. It also identifies bearings that are best suitedto this industry and includes a preview of the latestproducts and technologies due to be released.
For those that prefer to digest informationin a different format, Brammer Buck & Hickman hasproduced two new brochures. The first is a productbrochure on SKF bearing solutions for the food &
drink sector, which covers the Food Line Blue Range,Food Line Deep Groove ball bearings and SKF Fryerbearing technology. The brochure looks at the keyattributes of these bearing units and how they couldbenefit your production process. The second PDFis a guide: ‘Top 3 Challenges in the Food & DrinkSector…and how to ensure your bearings meetthem’. It looks in more detail at the issues surrounding safety, cost control and sustainability inthe food and drinks processing sector. Just as importantly, it provides guidance on how to meetthose challenges. Both brochures are available todownload from the food & drink industry page onBrammer Buck & Hickman’s dedicated SKF bearings section on its website: uk.rubix.com/supplier/skf/foodandbeverage
New ANDRITZ screen scroll centrifuge increases uptime and product qualityInternational technology group ANDRITZ has developed a new screen scroll centrifuge with innovative features that reducewear, enable the rapid exchange of parts, and increase maintain-ability.
The new ANDRITZ screen scroll centrifuge HX can processbulk chemicals, minerals, agrochemicals, and food, even under difficult feeding conditions. It is designed for improved product quality and maintainability. New features include a Gentle Feeder™feeding system, a modular scroll, and a rotating assembly that canbe removed and replaced in one piece (express cartridge).
The express cartridge design enables the entire rotatingassembly to be replaced without dismantling any process piping, reducing downtime to less than eight hours, even for major maintenance work. Minor maintenance work can be done withoutremoving the cartridge as the scroll and screens are easily accessi-ble and removable. The scroll itself is a modular unit designedspecifically for cost efficiency and rapid repairs – worn parts can bereplaced separately using standard tools. These new features minimize maintenance costs and maximize uptime.
The screen scroll centrifuge HX is also equipped with ANDRITZ's proven Gentle Feeder feeding system. It gently acceler-ates the solids, thus reducing particle breakage and screen wear. Anautomated cleaning-in-place system, a cake washing feature andoptional additional wear protection round off this innovative solution.
www.andritz.com
Leybold expands service capacity for SCREWLINE dry screw pump range in the UKLeybold UK, a leading vacuum technology specialist, has opened its newly extended
service facility in Chessington, Surrey, offering a comprehensive in-house service for theSCREWLINE dry screw pump range, along with the capability for the larger portfolio of drypumps. This expansion means customers will no longer need to ship pumps overseas for service and maintenance, thus reducing transport costs, lowering environmental impact, andimproving lead-times, meaning a better-quality service for customers throughout the UK.
This is the first and only certified facility in the UK for the Leybold SCREWLINE range.To ensure consistency in standards UK engineers have completed extensive hands-on training at the Leybold Service Technology Centre in Dresden, Germany, working along time-served engineers who have service the SCREWLINE range for many years. In addition,the new service line in Chessington has been designed to maximise productivity and efficiencyin accordance with Leyboldʼs high quality standards, with only genuine parts and tools fromthe manufacturer used and backed with a full 12-month warranty.
SCREWLINE is a dependable backing pump, installed across a range of demandingand harsh environments, including the areas of vacuum furnace, aerospace, composites, andthe production of lithium-ion batteries for electric mobility. Compared to oil-sealed pumps, thedry-compression SCREWLINE is more powerful, delivering a consistent and reliable perform-ance.
“Itʼs an exciting time for the Leybold UK Service team, as well as customers,” explainsErik Vosselman, Business Line Manager, Service. “As a manufacturer of vacuum pump equipment, we are now able to offer local service support across the range of Leybold drypump ranges, including DRYVAC, LEYVAC and VARODRY, as well as SCREWLINE, making usthe partner of choice when it comes to vacuum repair and maintenance in the UK.”
"With this new fast and efficient service, major servicing can now be carried outwithin ten days at our own on-site facility in Chessington, using genuine OEM parts,” adds PaulCarroll, UK Service Manager, “quick response and minimal down time is also ensured by ourexchange pool of pumps.”ates the solids, thus reducing particle breakage and screen wear. Anautomated cleaning-in-place system, a cake washing feature and optional additional wearprotection round off this innovative solution.www.leybold.com
TECH NEWS:Layout 1 28/4/22 16:42 Page 2

www.innovationsfood.com Innovations in Food Processing & PackagingMay 2022 35
Accelerating processes with DENSO:Launch of the BHT-M70 handheld terminalDENSO introduces the new BHT-M70 to the
market this month. The Android mobile computer comes with the strongest decode enginefrom DENSO and scans up to 30 tags per second
Same-day delivery, real-time locating ofgoods, highspeed tracking along the supply chain –businesses have to meet numerous demands withthe rising challenges in our today’s fastpaced world.The new BHT-M70 handheld terminal fromDENSO, member of the Toyota group, helps facethese challenges and fulfils not only customers’wishes but also those of employees. It will belaunched at the end of April.
The new mobile computer was designedto meet the needs of a diversified workforce andcontribute to operational efficiency. In retail, for instance, inventory times can be reduced signifi-cantly, and in logistics and warehouse management,the BHT-M70 is ideal to scan goods from a distanceof up to 1.5 metres.
The mobile computer is the latest additionto DENSO’s BHT series and is equipped with a large4-inch touch screen and physical keys to accelerateprocesses by scanning a wide range of differentcodes, such as barcodes and QR Codes. In fact, theBHT-M70’s decode engine and high-resolution CPUenable scanning that is three times faster than withregular devices for mobile data collection.
The new handheld terminal can easily
scan through plastic or glass and read dirty or damaged codes. Character recognition (OCR) automates the manual entry of expiry dates and slipnumbers, reducing visual work for employees, whileensuring the accurate checking of goods.
In addition, the BHT-M70 features a diverse mix of Android-based software utilizing 4G,Wi-Fi communication, and GPS to realize a modernwork style with digitalized processes.
As part of this modern work style, employees can optimize the communicationamong each other with the BHT-M70. For example,the BHT-M70 makes training new employees easier as its handling is almost self-explanatory andthus, very efficient.
The mobile computer even manages thedigital transformation process, as employees canuse communication apps such as chats and phonecalls. That way, it is very easy to do a quick troubleshooting via video call. Furthermore, the BHT-M70 uses GPS to manage the location ofgoods.
By adding the BHT-M70 to their popularseries, DENSO lets users select the best model tomatch the type of business and the work involved.The fact that some of DENSO’s clients have beenworking with the devices for more than 20 years isproof of how reliable the handheld series is – in thepast, present, and future.
Schoeller Allibertlaunches tallest version of the Magnum Optimumfoldable large container to boost retail logisticsSchoeller Allibert, a leading global manufacturer
of returnable and recyclable packaging, has announced a new addition to its Magnum Optimum® series, the best-in-class big box solution.
The new Magnum Optimum 1125 is thetallest model in the fully-recyclable range, openingnew possibilities for clients in a range of markets.The solution is designed to meet the retail marketchallenge head-on, including the rapid ascent offast, sustainable commerce.
Its expanded pick face is designed to offeroptimal picking efficiency in fast-paced environ-ments, while its non-sequential folding and lockingtechnology makes it easy to handle on the shopfloor.
Jon Walkington, Sales & Marketing Directorat Schoeller Allibert UK, welcomed the launch, saying: “At Schoeller Allibert, continuous improve-ment is at the heart of everything we do, and weare proud to present Magnum Optimum 1125 asa demonstration of that commitment. We know it isvital to reduce our carbon footprint, and that manyof our clients feel the same way. Everyone atSchoeller Allibert understands our responsibility tomake sure we are on the right side of history on thisissue.”
The Magnum Optimum 1125 is made tomaximise space while minimising return logisticscosts and carbon footprint. Up to 52 erected boxesand 208 collapsed boxes can fit inside a standardtrailer, a space saving of 73% when compared tostandard containers. Despite a relatively light weightof 57kg, each unit can hold up to 500kg, with a usable volume of 1007L.
Designed to be as user-friendly as possible, even in fast-moving retail warehouses, theMagnum Optimum range features recesses forRFID labels, IoT devices, and barcodes for accuratecontainer management and rapid scanning. It is alsofuture proofed with SmartLink® readiness, offeringreal-time track and trace functionality as well asother important metrics such as container pressure,temperature, battery levels, and more.
Walkington added: “Retailers wantlongevity from their equipment, and our durableSchoeller solutions certainly deliver. Each MagnumOptimum in the range has a minimum 10-yearlifespan, embodying the latest innovations in the circular economy. We wanted a sustainably orientedsolution that can handle delivering goods directlyinto the hands of consumers just as well as it delivers to wholesalers and supermarkets.”
The company is known for its durable con-tainers that offer superior product protection, min-imising the amount of secondary packagingneeded. Schoeller Allibert’s innovations designed toincrease picking and order preparation speedscome as the retail and e-tail industries lean increas-ingly towards faster delivery to consumer-conve-nient locations.
Explaining this strategy, Walkington added:“We don’t want our clients to wait to decarbonisetheir supply chain. By renting the Magnum Optimum 1125, customers have the freedom tospread the cost without impacting their CAPEXbudget. This flexibility is perfect for today’s fast-moving retail sector!”
www.schoellerallibert.com/uk
Introducing new precise metering pumps for fluid transferGraco recently expanded its SoloTech hose
pump line. The SoloTech-range now includesmodels for hygienic applications and additional sizesfor industrial installations.
The Graco Solotech peristaltic pumps aredesigned with the purpose of creating a market-leading robust, reliable and durable metering, dosing and transfer pump. It’s the ideal pump forslurries, solids and abrasives in hygienic applicationsor to pump caustic, abrasive or sensitive fluids in industrial installations.
Metering ingredients in the hygienic andsanitary spaces is often a major pinch point in theoperation of a food, beverage and personal careproduction line. Graco SoloTech hose pumps deliver the exact amount of material when andwhere you need it allowing you to step away frommanual inputs.
SoloTech pumps utilize the unique singleroller design to reduce compressions on the hose,
reduce friction and temperature, and increase flowper revolution. This results in increased hose life,millions of cycles without fail and lower operatingcosts compared to other technology.
Cleaning pumps and hoses in place savesyour workforce precious time. Your labour costs godown and your productivity goes up when switch-ing a process to new flavours. Our reciprocating positive displacement pumps are very inexpensiveto maintain without valves, seals or glands, and easyaccess to maintenance points.
Discover the SoloTech range• Industrial and Hygienic models• 6mm up to 32mm hoses• Metering capability 25ml up to 65liters perminute• AC and Brushless DC motors available for allsizes
For more information, please visitwww.graco.com/solotech.
Full-metal ultrasonic sensing from ifm electronicWet environments coupled with aggressive
chemical cleaning can make non-contact ultrasonic distance measurement and level sensingvery challenging, full-metal ultrasonic sensors in thenew UIT300 range from ifm electronic provide aconvenient, durable and cost-effective solution. Toensure long life even in demanding environments,all exposed surfaces of these cylindrical M30 sensors, including the sensing face and the con-nector housing, are fabricated from high grade 316Lstainless steel, which is highly resistant to corrosion.
UIT300-series ultrasonic sensors have asensing range of 250 to 2,500 mm, with a 400 x400 mm target. They incorporate an IO-Link inter-face which is used for configuration and to providea continuous measurement of sensor-to-target distance with a resolution of 3 mm. Also availablevia IO-Link is an echo quality indication, which canbe used as an aid for optimising the installation of
the sensor and to monitor its performance while itis in service.
As well as the IO-Link interface, UIT300sensors provide two conventional switching outputswhich could be used, for example, to detect highand low liquid levels in a tank. The operating pointsfor these outputs can be freely programmed by theuser. Other models in the range are UIT301 sensors which have one switching output and oneanalogue 4-20 mA output, and UIT302 sensorswith one switching output and one analogue 0-10V output.
The operating temperature range for allUIT300-series sensors is -10 to + 60 ºC and theyhave an ingress protection rating of up to IP69K,which means that they are suitable for use in almostany industrial or process environment. Available accessories include mounting brackets and a fullrange of ready-terminated cables.
TECH NEWS:Layout 1 28/4/22 16:42 Page 3
Individually selectable:
256 colours
Measurement in progress
Sensor switching
Process malfunction
We bring colour into view!Compact pressure sensors and switches with 360° custom-colour status display
www.vega.com/vegabar
£319VEGABAR 39 Clamp 1"
15 c
m
Adjustment via smartphone
Hygienic adapter system
Compact design





























