Embed Size (px)
Citation preview

Journal of Adhesion Science and Technology 24 (2010) 699–708brill.nl/jast
Hygrothermal Aging of Silane-Laced Epoxy Coatings
Peng Wang and Dale W. Schaefer ∗
Department of Chemical and Materials Engineering, University of Cincinnati, Cincinnati,OH 45221-0012, USA
Received in final form 22 October 2009
AbstractThe impact of silane on the hygrothermal stability of epoxy coatings was investigated by specular neu-tron reflectivity (NR). By comparing the hygrothermal degradation behavior of neat novolac epoxy coatingand corresponding bis[3-(triethoxysilyl)propyl]tetrasulfide-laced epoxy coating, the role of silane was elu-cidated. Accelerated aging was achieved by exposing the samples to 80◦C liquid water. For the pure epoxycoating, degradation occurs at the coating–substrate interface, which makes the coating vulnerable to adhe-sion failure. For epoxy–silane coating the addition of silane imparts resistance to the interfacial degradationobserved in the neat epoxy coating.© Koninklijke Brill NV, Leiden, 2010
KeywordsSilane coating, epoxy–silane coating, neutron reflectivity, hygrothermal degradation, anti-corrosion, hy-drophobic, hydrophobicity, aging, hydrothermal
1. Introduction
Recent studies demonstrate that the silane-laced epoxy coatings show superioranti-corrosion performance compared to the corresponding neat epoxy system[1–3]. van Ooij and coworkers, for example, reported that bis[3-(triethoxysilyl)propyl]tetrasulfide (bis-sulfur silane) enhances thecorrosion-protection perfor-mance of novolac epoxy coatings, especially for aluminum alloys [4, 5]. Theunderlying protection mechanism has been investigated in terms of coating struc-ture, water-barrier properties and exclusion of salt ions, but not under hygrothermal(hot, liquid water) aging conditions [1]. In fact, elevated temperature and humidity(hydrothermal) is a common service condition for organic coatings that can leadto degradation of the coating’s cross-linked network and interfacial bonds, both ofwhich could be critical for effective protection [6, 7].
* To whom correspondence should be addressed. E-mail: [email protected]
© Koninklijke Brill NV, Leiden, 2010 DOI:10.1163/016942409X12579497420645

700 P. Wang, D. W. Schaefer
Journal of Adhesion Science and Technology 24 (2010) 699–708
The hygrothermal and hydrothermal aging of neat silane has been thoroughlystudied [6–13]. The primary degradation mechanism associated with silane is be-lieved to be the hydrolysis of siloxane (Si–O–Si) bonds and/or the metal–O–Siinterface bonds. The condensation reactionsbetween silane and theoxide-coated sil-icon substrateare known to be reversible [14]. The hydrolysis rate of siloxane bondscan be modeled by [9]:
V = k[Si–O–Si][H2O], (1)
where V is the rate of hydrolysis. If Ea is the activation energy, k = k0 exp(−Ea/
RT ), where R is the gas constant and T is temperature. According to equation (1),the hydrolysis rate increases exponentially with temperature. Elevated tempera-ture also increases the solubility of oligomers generated from hydrolysis, whichaccelerates degradation [9]. Therefore, when silane coatings are exposed to the en-vironment, especially at high humidity and/or elevated temperature, degradationmay be accelerated leading to protection failure.
No clear degradation scheme has been proposed for cured epoxy networks. Itis generally believed that the thermal degradation in a dry environment is due tothe chemical alteration and chain scission of the epoxy network at temperatureshigher than 200◦C caused by the unsaturation introduced by dehydration (Fig. 1)[6, 7, 10–13]. In case of hygrothermal and hydrothermal aging, however, the abovemechanism does not occur due to the lower temperature (normally below 100◦C)and the presence of humidity. Based on our observation, the degradation mainly oc-curs at the coating–substrate interface (less than 50 Å from the substrate surface).For the bulk part of the coating (non-interfacial region), we propose that the pri-mary reaction is the condensation of the hydroxyl groups (–OH) that result fromthe epoxy curing reaction, forming extra cross-links among epoxy chains as shownin Fig. 2. This condensation reaction does not degrade the bulk part of the coating.
Figure 1. Scheme of unsaturation introduced by thermal dehydration (>200◦C) conditions. Thedashed lines indicate the possible chain scission sites [12].

P. Wang, D. W. Schaefer 701Journal of Adhesion Science and Technology 24 (2010) 699–708
Figure 2. Condensation between hydroxyl groups forming a cross-linked network in a hygrothermalenvironment.
In this paper, we investigate the hygrothermal stability of an epoxy–silane mixedsystem by neutron reflectivity (NR) to elucidate the impact of bis-sulfur silane onthe coating stability. NR was used to track changes in the coatings after exposure to80◦C liquid water (H2O).
NR can non-destructively examine the top layer as well as buried layers and in-terfaces. NR can elucidate coating composition normal to the substrate surface onscales from 10 Å to 2000 Å. Contrast over the thickness of the coating arises fromdifferences in the neutron scattering length density (SLD), which is determined bythe material’s mass density and chemical composition. The structure of the coatingnormal to the surface is captured by the SLD profile (SLD vs distance from thesubstrate surface) as determined by fitting the measured specular neutron reflectiv-ity data using a suitable inversion strategy. By analyzing changes in the SLD andthe thickness of each layer one can establish the course of hygrothermal degrada-tion.
2. Experimental
NR was performed on the Surface Profile Analysis Reflectometer (SPEAR) atthe Los Alamos National Laboratory at ambient temperature. Neutron reflectivity,R(q), defined as the intensity ratio between reflected and incident neutron beamfluxes, is measured as a function of the scattering vector, q = (4π/λ) sin θ , where θ
is the angle of incidence and λ is the neutron wavelength [15–18]. For our measure-ments q was varied by collecting intensity for a range of different wavelengths ata fixed angle of incidence. The incident wavelength distribution ranged from 1.4 to16 Å. The wavelength of the detected neutrons is determined by time-of-flight. Thereflectivity curves are obtained by merging data from two angles of incidence. Thereflectivity curve is inverted to yield the SLD profile normal to the substrate sur-
702 P. Wang, D. W. Schaefer
Journal of Adhesion Science and Technology 24 (2010) 699–708
face. The neutron SLD is a function of density and atomic composition, describedas equation (2):
SLDneutron = ρNA
M
atoms∑
i=1
bi, (2)
where bi is the coherent scattering length of the ith atom, ρ is mass density, M ismolecular weight, NA is Avogadro’s number.
The curve fitting was done using the free software ‘Parratt 32’ based onrecursive Parratt formalism [15], and using the same code as implemented inWavemetricsIgor® in the analysis package Irena, which is available from ArgonneNational Laboratory (http://usaxs.xor.aps.anl.gov/staff/ilavsky/irena.html). To ob-tain agreement between the simulated and measured reflectivity Parratt 32 opti-mizes the parameters of a candidate real space SLD profile by non-linear regression.The simplest reasonable model is accepted if more than one real-space model fit thedata.
In order to investigate the role of silane in the hygrothermal stability of silane-laced epoxy coating, the coating system was simplified by retaining only key in-gredients: novolac epoxy resin, silane and curing agent in the same ratio as theoriginal recipe formulated by van Ooij and coworkers [3]. Two kinds of coatingswere spin-coated on silicon slabs (one-side-polished, 3-inch diameter single crys-tal (111) wafers with a thickness of 5 mm obtained from Wafer World, Inc., WestPalm Beach, FL) at 2000 rpm and investigated by NR: pure epoxy and epoxy–silanecoatings. The term ‘pure epoxy coating’ refers to the coatings made from simplifiedrecipe without silane.
The precursor solution for epoxy–silane coating was made by dissolving theepoxy resin (EPON resin SU-8, acquired from Resolution Performance Products,Houston, TX), curing agent (EPIKURE®™ 6870-W-53, a commercial modifiedpolyamine adduct curing agent acquired form Resolution Performance Products)and bis-sulfur silane (bis[3-(triethoxysilyl)propyl]tetrasulfide, provided by Momen-tive Performance Materials) at a weight ratio of 7:2:1 in a mixture of THF (tetrahy-drofuran) and toluene (volume ratio of THF to toluene was 7:3). For theprecursorsolution of thepure epoxy samples, the only difference was the absence of bis-sulfursilane in the recipe (the epoxy resin, curing agent and bis-sulfur silane at a weightratio of 7:2:0). The bis-sulfur silane was pre-hydrolyzed following the procedures ofPan et al. [19] before being mixed with epoxy and curing agent. The concentrationof the total solute in the precursor solution was fixed at 1 wt%. After spin-coating,the samples were dried and cured in an oven at 150◦C for 1 h and then kept in adesiccated environment before measurement. More detailed information about thecoating formulation and sample preparation procedures can be found elsewhere [1].
The samples were first measured in the as-prepared state in a sealed aluminumcan with desiccant to establish the unaged structure. Accelerated aging was carriedout by immersing the sample in 80◦C liquid H2O in a sealed Teflon can. The sam-

P. Wang, D. W. Schaefer 703Journal of Adhesion Science and Technology 24 (2010) 699–708
ples were conditioned for 10, 24 and 36 h, and then measured in the re-dried stateafter each aging stage. The re-drying process took about 12 h in the presence of thedesiccant.
3. Results and Discussion
3.1. Pure Epoxy Coating
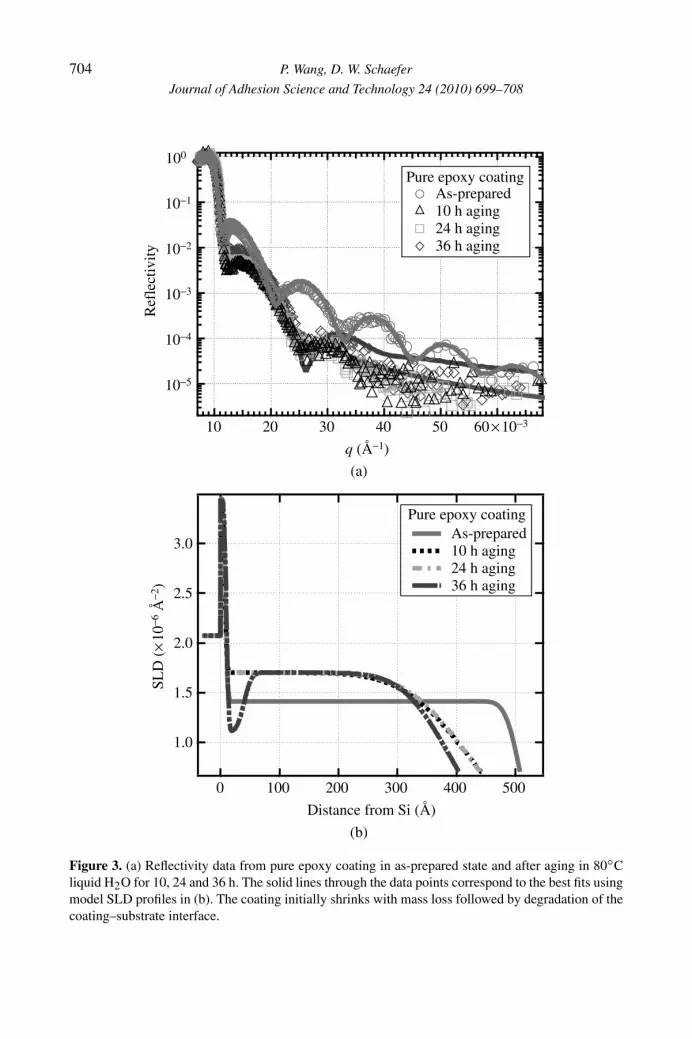
The reflectivity curves from the pure epoxy coating at different aging stages and thecorresponding SLD profiles are shown in Fig. 3(a) and 3(b), respectively.
As-prepared state: In the unaged state, the pure epoxy coating has a uniformone-layer structure. The coating thickness is 510 ± 5 Å and the SLD is (1.40 ±0.01) × 10−6 Å−2. The roughness of the epoxy layer top surface is 10 ± 5 Å.
After 10 h aging: The fringes of NR curve broadened and flattened indicatinga thinner, rougher coating. The coating thickness decreased to 415 ± 5 Å, whichis 80% of the original thickness. The coating SLD increased to (1.68 ± 0.02) ×10−6 Å−2, which is 20% greater than the unaged state. The surface roughness in-creased to 80 ± 10 Å.
Two factors could increase the coating SLD: the increase of mass density dueto the epoxy network condensation and the elimination of hydrogen associatedwith the dehydration reaction (Fig. 2). The SLD change represents the chemicaland physical changes within the coating. For the same chemical composition, thedenser the coating, the higher the SLD. For the same density, the SLD is a func-tion of chemical composition. In the context of this paper, the proton (H) playsthe key role. The proton has negative SLD. When –OH groups condense with eachother, the release of H2O will cause an increase of SLD. Under the assumption ofmass conservation and no chemical alteration, the 20% physical shrinkage of thecoating will increase the coating SLD to (1.73 ± 0.02) × 10−6 Å−2, which is 3%greater than the measured value. On the other hand, elimination of all the hydroxylgroups formed during cure will increase the coating SLD by 11%. The total effectof the two factors will increase the SLD to (1.92 ± 0.02) × 10−6 Å−2, which issubstantially larger than the measured value of (1.68 ± 0.02) × 10−6 Å−2. There-fore, besides the condensation of hydroxyl groups, oligomers must be leaching outduring hygrothermal degradation, thus reducing the SLD by decreasing the massdensity of the coating. The oligomers could be uncured epoxy or hardener.
After 24 h aging: The NR curve is almost identical to the 10-h-aging curve andcan be fitted with the same SLD profile as the 10-h data, which implies the coatingis stable during this stage.
The period of stabilization between 10 and 24 h indicates that the dehydrationof the epoxy network is complete within the first 10 h and all small molecules haveleached out of the cured epoxy network. What remains of the coating is stable under80◦C hygrothermal conditioning up to 24 h.
704 P. Wang, D. W. Schaefer
Journal of Adhesion Science and Technology 24 (2010) 699–708
Figure 3. (a) Reflectivity data from pure epoxy coating in as-prepared state and after aging in 80◦Cliquid H2O for 10, 24 and 36 h. The solid lines through the data points correspond to the best fits usingmodel SLD profiles in (b). The coating initially shrinks with mass loss followed by degradation of thecoating–substrate interface.

P. Wang, D. W. Schaefer 705Journal of Adhesion Science and Technology 24 (2010) 699–708
After 36 h aging: The NR curve shifts slightly to higher intensity but the spacin-gof the fringes remains unchanged. Constant fringe spacing indicates that there isneithercoating swelling nor shrinkage. The increase of the reflected flux arises fromthe increased SLD contrast. As shown in Fig. 3(b), the coating SLD near the epoxy-substrate interface decreases. This region is 30 ± 5 Å thick with an average SLD of(1.4±0.1)×10−6 Å−2. The formation of this low SLD region signals debonding ofthe coating. The SLD of the remaining coating is unchanged after 36-h aging. Thedegradation in this stage mainly affects the coating–substrate interface, which ulti-mately leads to delamination. The deviation between fitted curve and experimentalcurve arises from the fact that although the layered SLD profile model reveals themain degradation effect, it is inadequate to fully describe the complex morphologyof 36-h-aged coating.
3.2. Epoxy–Silane coating
The reflectivity curves from epoxy–silane coating at different aging stages and thecorresponding SLD profiles are shown in Fig. 4.
As-prepared state: In unaged state, a layered structure is observed as expected[1]. The bottom interface layer is 15 ± 5 Å thick with an average SLD of (2.0 ±0.1) × 10−6 Å−2, which is consistent with a SiO2-like layer that provides goodadhesion between coating and substrate. The bulk part of the coating thickness is205 ± 5 Å and the SLD is (1.6 ± 0.01) × 10−6 Å−2. The surface roughness is20 ± 5 Å.
After 10 h aging: The fringe spacing of the NR curve decreases, which indi-cates swelling of the coating. As shown in Fig. 4(b), the thickness of bulk regionincreased to 225 ± 5 Å, which is a 7% swelling effect. The SLD of bulk coat-ing decreases to (1.45 ± 0.02) × 10−6 Å−2, which is 6% less than the unagedstate. Interestingly, the area under the profile in the unaged state is the same asthe 10-h aging case, which implies mass conservation if no chemical alteration oc-curs. The interface layer is unaltered after 10 h with no significant change in thesurface roughness.
Since the bis-sulfur silane reacts with hydroxyl groups in epoxy network by con-densation [1], the resulting absence of hydroxyl groups disables the dehydrationmechanism involving condensation between –OH groups within the epoxy network(Fig. 2). The main degradation mechanism of epoxy–silane coating, therefore, hasto be the hydrolysis of siloxane (Si–O–Si) network bonds and/or the substrate–O–Sibonds. However, the siloxane bond formed by bis-sulfur silane has been shown to bestable under 80◦C hygrothermal aging conditions [8]. Therefore, the conservationof the area under the NR curve indicates that the swelling is caused by the physicalrelaxation of the epoxy–silane network. Neither mass loss nor chemical alterationoccurs within the first 10 h. The longer linkage of bis-sulfur provides the mobilityneeded for swelling. In case of pure epoxy samples, the cross-link formed by con-densation between hydroxyl groups is short and, therefore, its mobility is limited.

706 P. Wang, D. W. Schaefer
Journal of Adhesion Science and Technology 24 (2010) 699–708
Figure 4. (a) Reflectivity data from epoxy–silane coating in as-prepared state and after aging in 80◦Cliquid H2O for 10, 24 and 36 h. The solid lines through the data points correspond to the best fits usingmodel SLD profiles in (b). The coating first swells without chemical degradation and then chemicallydegrades from the top surface. The coating–substrate interface is stable.

P. Wang, D. W. Schaefer 707Journal of Adhesion Science and Technology 24 (2010) 699–708
After 24 h aging: Although the bulk coating further swells to 315±5 Å and theSLD drops to (1.05 ± 0.05) × 10−6 Å−2, the area under the profileis unchanged.The surface roughness increases to 40 ± 5 Å. The interface layer retains its originalstate.
At this stage, the epoxy–silane network is substantially relaxed. The density ofthe bulk coating drops to 66% of the unagedcoating. The surface roughness in-creased due to the non-uniformity in swelling and the surface degradation.
After 36 h aging: The dense interface layer remains intact. Although the widerfringes indicate that the coating thins after 36 h aging, the bulk region retains thesame SLD value as previous aging stage ((1.05 ± 0.05) × 10−6 Å−2), which in-dicates that the hygrothermal exposure etches away the top surface without furtherdegradation at the coating–substrate interface or within the remaining bulk coating.Therefore, it is reasonable to conclude that the epoxy–silane coating is capable ofproviding effective protection under hygrothermal environment until the coating isetched away.
4. Conclusions
Although the pure epoxy coating condenses upon hygrothermal aging making thebulk coating resistant, degradation occurs at the coating–substrate interface, whichmakes the coating vulnerable to adhesion failure.
For epoxy–silane coating, the addition of bis-sulfur silane forms a SiO2-likeinterfacial layer that introduces the resistance to hygrothermal degradation at thecoating–substrate interface. Hygrothermal degradation for epoxy–silane coating isdescribed in two stages:
First stage: The bulk epoxy–silane coating swells without mass loss or chemi-cal alternation due to the physical relaxation of epoxy–silane network. The surfaceroughness increases but no degradation occurs at the coating–substrate interface.
Second stage: Degradation occurs at the top surface and etches the coatingaway. No further degradation occurs in the remaining coating, which ensures theprotection under hygrothermal environment at least until the bulk coating is etchedto the interface.
Acknowledgements
We thank Jaroslaw Majewski and Erik Watkins for the help during the NRmeasurements. The authors gratefully acknowledge the Strategic Environmen-tal Research and Development Program (SERDP) for sponsoring the research(http://www.serdp.org). We benefited from the use of SPEAR at the Lujan Neu-tron Scattering Center at the Los Alamos National Laboratory supported under USDepartment of Energy (DOE) Contract W7405-ENG-36 and by the DOE Office ofBasic Energy.
708 P. Wang, D. W. Schaefer
Journal of Adhesion Science and Technology 24 (2010) 699–708
References
1. P. Wang and D. W. Schaefer, Langmuir 24, 13496 (2008).2. A. Ashirgade, T. Mugada and W. J. van Ooij, in: Silanes and Other Coupling Agents, K. L. Mittal
(Ed.), Vol. 4. VSP/Brill, Leiden, The Netherlands (2007).3. P. Puomi, Z. Yin, W. J. van Ooij and A. Seth, in: Silanes and Other Coupling Agents, K. L. Mittal
(Ed.), Vol. 5. VSP/Bril, Leiden, The Netherlands (2009).4. W. J. van Ooij and D. Zhu, Corrosion 57, 413 (2001).5. W. J. van Ooij, D. Zhu, G. Prasad, S. Jayaseelan, Y. Fu and N. Teredesai, Surface Eng. 16, 386
(2000).6. C. Bockenheimer, D. Fata and W. Possart, J. Appl. Polym. Sci. 91, 361 (2004).7. C. Bockenheimer, D. Fata and W. Possart, J. Appl. Polym. Sci. 91, 369 (2004).8. P. Wang, G. Pan, W. A. Hamilton and D. W. Schaefer, in: Silanes and Other Coupling Agents,
K. L. Mittal (Ed.), Vol. 5. VSP/Brill, Leiden, The Netherlands (2009).9. H. Yim, M. S. Kent, D. R. Tallant, M. J. Garcia and J. Majewski, Langmuir 21, 4382 (2005).
10. C. L. Chiang, C. C. M. Ma, F. Y. Wang and H. C. Kuan, Eur. Polym. J. 39, 825 (2003).11. M. A. Keenan and D. A. Smith, J. Appl. Polym. Sci. 11, 1009 (1967).12. L. H. Lee, J. Polym. Sci. Pt. A — Polym. Chem. 3, 859 (1965).13. P. Musto, G. Ragosta, P. Russo and L. Mascia, Macromol. Chem. Phys. 202, 3445 (2001).14. E. P. Plueddemann, Silane Coupling Agents, 2nd edn. Plenum Press, New York, NY (1991).15. L. G. Parratt, Phys. Rev. Lett. 95, 359 (1954).16. R. J. Roe, Methods of X-Ray and Neutron Scattering in Polymer Science. Oxford University Press,
New York, NY (2000).17. T. P. Russell, Annu. Rev. Mater. Sci. 21, 249 (1991).18. T. P. Russell, Physica B 221, 267 (1996).19. G. Pan, D. W. Schaefer, W. J. van Ooij, M. S. Kent, J. Majewski and H. Yim, Thin Solid Films
515, 2771 (2006).







![Morphology and water resistance of mixed silane films of bis[3-(triethoxysilyl) propyl]tetrasulfide and bis-[trimethoxysilylpropyl]amine](https://img.dokumen.tips/doc/110x75/635bb3c1450bf4c82501cb11/morphology-and-water-resistance-of-mixed-silane-films-of-bis3-triethoxysilyl.jpg)





















