Embed Size (px)
Citation preview

CERAMICSINTERNATIONAL
Available online at www.sciencedirect.com
http://dx.doi.org0272-8842/& 20
nCorrespondinE-mail addre
2015) 12668–12679
Ceramics International 41 ( www.elsevier.com/locate/ceramintFabrication and characterization of functionally graded hydroxyapatite/TiO2
multilayer coating on Ti–6Al–4V titanium alloy for biomedical applications
A. Araghin, M.J. Hadianfard
Department of Materials Science and Engineering, School of Engineering, Shiraz University, Zand Blvd., Shiraz, Iran
Received 26 April 2015; received in revised form 8 June 2015; accepted 20 June 2015Available online 2 July 2015
Abstract
Single layer, double layer and functionally graded coatings of hydroxyapatite and TiO2 particles were deposited on Ti–6Al–4V titanium alloysubstrate by electrophoretic deposition technique (EPD) in the acetylacetone medium. Optimum conditions to obtain stable suspensions for EPDof each type of coatings were estimated by investigating the effect of iodine concentration on the zeta-potential. In addition the effect of theapplied voltage, during EPD process and polyethylenimine (PEI) concentration as binder on the coatings quality (formation of crack freecoatings) was investigated. The results showed the formation of more intact coatings deposited at 20 V applied voltage from suspensionscontaining 0.6 g/L iodine and 4 g/L PEI additives. The coatings chemical composition, morphology and HA decomposition behavior wereinvestigated using energy dispersive X-ray spectroscopy (EDX), scanning electron microscope (SEM) and X-ray diffraction (XRD) methods. Theresults showed that HA starts to decompose at lower temperature in functionally graded HA/TiO2 coating (900 1C). The adhesion strengths of thecoatings were measured by shear testing and the results showed that the HA/TiO2 functionally graded coating has more adhesion strength(�31 MPa) compare to HA single layer and HA–TiO2 double layer coatings.& 2015 Elsevier Ltd and Techna Group S.r.l. All rights reserved.
Keywords: A. Suspensions; C. Strength; D. Apatite; D. TiO2; Functionally graded
1. Introduction
Titanium and its alloys are extensively used in orthopedicand dental prosthetic applications [1,2] because of their goodcorrosion resistance, nontoxicalsoity, biocompatibility andgood mechanical properties [1–4]. The Ti–6Al–4V alloy isthe most widely used material for hip, spinal and knee implantsdue to its higher young modulus (114 GPa) than human bone(10–30 GPa) and good wear resistance [1]. Despite the factthat all Ti based alloys are regarded as bio inert materials butthey do not allow bone formation on their surface leading toweak bonding between the implants and bone [1,4]. Toovercome such problem, metallic implants are usually coatedwith bioactive materials, such as hydroxyapatite (HA) tofacilitate the growth of natural bone on the implants surface[3]. It may be related to the fact that HA possesses similar
/10.1016/j.ceramint.2015.06.09815 Elsevier Ltd and Techna Group S.r.l. All rights reserved.
g author. Tel.: þ98 917 416 1877; fax: þ98 713 230 7293.ss: [email protected] (A. Araghi).
chemical, structural and biological properties to that of thehuman bone [5,6]. The improvement in the Ti implant fixationproperties, coated with HA, has been reported in previousstudies [7–9].On the other hand, it has been reported that HA coatings has
poor adhesion on metallic substrates [1,2]. Several surfacepreparation techniques, such as sand blasting [10,11], gritblasting [12] and chemical methods like acid treatment [13,14],alkali treatment [15], hydrogen peroxide treatment [16], havebeen proposed to increase, marginally, coatings adhesion byincreasing the substrate roughness.Another way of adhesion improvement in such coatings may
be the use of high temperature driven processes such asthermal spray, plasma spray, electron beam deposition, sputtercoating, pulse laser deposition based on melting/near meltingof the coating materials during deposition process that willdiffuse and solidify on the substrate. For instance, it has beenreported that magnetron sputtered multilayered hydroxyapatite/titanium coatings exhibit bond strength of as high as 60 MPa

A. Araghi, M.J. Hadianfard / Ceramics International 41 (2015) 12668–12679 12669
[17]. But these methods may cause adverse changes to occur inthe coatings and substrates properties [2]. Recently it has beenfound that HA will be decomposed (to CaO and Ca3PO4 whichare not biocompatible [1,18]) during deposition at hightemperatures utilized in plasma spraying method [19]. Further-more, it would be expected to have less control on the coatingthickness, adherence, roughness and the microstructure whenbioactive ceramic coatings are applied on the metallic sub-strates by plasma spraying method.
Electrophoretic Deposition technique would be an efficientmethod to fabricate ceramic coatings from powder suspensionson metallic substrates. Some advantages like being faster, lessexpensive, more uniform deposited coatings on complexsubstrate shapes, high purity of deposits and no phasetransformation during coating process would be related toEPD process [1]. Recently, successful electrophoretic deposi-tion of HA on various metallic substrates have been reported[4–6]. However, the poor adhesion between HA coating andsubstrate may restrict its application while highly porousdeposited coatings would be regarded as good candidates inbiological application [20].
It has been reported that the adhesion between HA coatingand titanium substrate is improved by using TiO2\HA compo-site coatings instead of pure HA coatings on titanium alloy [1].In addition, Rath et al. have reported better adhesion strengthbetween HA coating and titanium substrate by applying TiO2
inner layer between the substrate and HA coating [2].Despite the fact that various types of HA–TiO2 coatings
have been applied successfully on different substrates [1–3]but there is not sufficient data regarding feasibility of electro-phoretic deposition of such materials as functionally gradedmultilayer coatings. In addition, HA electrophoretic depositionis almost carried out in alcohols or water medium [1–6] andless attention has been paid to acetylacetone as a potentialsuitable environment for EPD process. In this regard, thepresent study is mainly focused on the electrophoretic deposi-tion of HA/TiO2 functionally graded multilayer coatings toassess their adhesion to Ti substrate as the main issue inapplicability of coated implants in body environment. In thepresent study, the effect of electrophoretic processing para-meters like suspension stability and sintering time\temperature
Table 1Chemical composition of prepared suspensions.
Suspension no. Acetylacetone (mL) HA (g)
1 50 12 50 13 50 14 50 15 50 –
6 50 –
7 50 –
8 509 50 110 5011 50 0.3512 50 0.65
on the structural properties of functionally graded HA/TiO2
coatings on Ti–6Al–4V substrate (including four differentlayers with composition of pure titania layer at the substrate,two intermediate HA\TiO2 composite layers and finally pureHA top layer) were investigated and the results were comparedto those of HA single layer and TiO2–HA double layer.
2. Materials and methods
2.1. Materials
Ti–6Al–4V titanium alloy sheet of 1 mm thickness was cutinto 8 mm� 30 mm pieces and used as the substrate. Highpurity (499%) hydroxyapatite powder (Merck, Germany) andtitanium dioxide (anatase TiO2) powder (Sigma–Aldrich,USA) were used for suspension preparation in acetylacetone(Sigma–Aldrich, USA) as medium of EPD process. Polyethy-lenimine (PEI) (Sigma–Aldrich, USA) and iodine were used asthe binder and dispersant reagents.
2.2. Particle size measurement
To measure the particle size of HA and TiO2 powders, 0.2 gof the powders was mixed with 10 mL acetylacetone and themixture ultrasonicated for 30 min by ultrasonic probe homo-genizer. Then 2 mL of the suspension was used to measure theparticle size distribution with laser particle size analyserinstrument (ZS, Malvern). The refractive index of HA, TiO2
and acetylacetone that used in this analysis was 1.651, 2.488and 1.452, respectively.
2.3. Suspension preparation for electrophoretic deposition
In order to reach a stable suspension and consequentlyuniform coating, different amounts of iodine were added to theHA and TiO2 suspensions as dispersing reagent (Table 1,suspension No. 1 to 4 and 5 to 8). The ζ-potentials of theresulting suspensions were measured to determine and com-pare the stability of them. In this regard, the suspensions withmaximum amount of ζ-potential were selected as the moststable ones. The PEI binder reagent was added to most stable
TiO2 (g) Iodine (g/L) PEI (g/L)
– – –
– 0.2 –
– 0.4 –
– 0.6 –
1 – –
1 0.2 –
1 0.4 –
1 0.6 –
– 0.6 41 0.6 40.65 0.6 40.35 0.6 4

A. Araghi, M.J. Hadianfard / Ceramics International 41 (2015) 12668–1267912670
suspensions by different concentration of 2–4 g/L to producecrack free coatings. The effect of PEI binder reagent concen-tration on the formation of crack free coatings was investigatedusing SEM micrographs from the surface of deposited coat-ings. After determination of optimum concentration of PEI(4 g/L), the effect of PEI addition on the ζ-potential of suchoptimum suspensions was investigated to check the stability ofsuspensions at the presence of PEI. At least, the suitablesuspensions to produce functionally graded multilayer coatingswere prepared based on optimum amount of reagents (iodineand PEI) in the suspension that was estimated from the aboveinvestigations.
The ζ-potential of the suspensions (Table 1) was measuredby using a Malvern zeta sizer instrument. To do so, thesesuspensions were ultrasonicated for 30 min and 2 mL of eachsuspension was used. The average of 3 separate measurementswas reported as the ζ-potential.
2.4. Electrophoretic deposition
The Ti–6Al–4V substrates were first polished with SiCabrasive papers up to 1000 grit size and were used as cathode.A sheet of 316L stainless steel with dimensions of30� 30� 0.5 mm was used as the anode with 15 mm distancefrom the cathode. In all the EPD processes the preparedsuspensions were immediately used after sonicating withultrasonic probe homogenizer for 30 min. Different appliedvoltages (20, 50 and 80 V) were utilized to deposit singlelayers of HA, TiO2 and HA/TiO2 coatings from their respec-tive stable suspensions (suspension No. 9–12) in order todetermine the optimum voltage leading to produce crack freecoatings. The applied voltage that results crack free coatings,in all experimental conditions, was select for the all EPDprocesses. Moreover, the deposition time was adjusted so thatapproximately the same final thickness (�75 mm) will bedeposited in various experimental conditions based on the“thickness versus deposition time” measurements obtained foreach type of coatings (data not included).
2.4.1. Preparation of HA single layer coating byelectrophoretic deposition
One gram of HA powders, 0.6 g/L iodine and 4 g/L PEIwere mixed with 50 mL of acetylaceton to prepare a stablesuspension (based on zeta potential measurements as will bediscussed) for EPD of HA. The EPD process was performedunder a constant voltage of 20 V and 120 s.
2.4.2. Preparation of TiO2–HA double layer coating byelectrophoretic deposition
TiO2–HA double layer coating was produced by twoseparate steps of electrophoretic deposition while the secondstep performed immediately after the first one. In the first step,TiO2 coating was deposited on the Ti–6Al–4V substrate fromthe related stable suspension (No. 10 in Table 1) and then inthe second step, the HA top coating applied on the TiO2
deposited inner layer by electrophoretic deposition from its
relevant stable suspension (No. 9 in Table 1). The voltage andtime of EPD in both steps were 20 V and 60 s, respectively.
2.4.3. Preparation of HA/TiO2 functionally graded coating byelectrophoretic depositionHA/TiO2 functionally graded coating includes were depos-
ited by four separate EPD process steps each one carried outimmediately after its previous step. In the first step TiO2 innerlayer was deposited on the Ti–6Al–4V substrate from thesuspension No. 10 in Table 1; after that two intermediatelayers, HA/TiO2 composite layer (I) and (II), were appliedfrom their relative stable suspensions (No. 11 and No. 12 inTable 1, respectively) and finally the top coating of HA wasdeposited on the three previous layers from suspension No. 9.The constant potential of 20 V was applied for 30 s during theEDP in each step. In this regard, the amount of HA changegradually from 0 wt% near the substrate to 100 wt% on topcoating.
2.5. Sintering of deposited coatings
In order to study the effect of sintering temperature and timeon the chemical stability of HA in functionally graded coating,the coatings were sintered at 850, 900 and 950 1C for 1 and2 h. The sintering process was performed in vacuum byencapsulating the coated samples in quarts tube under suctionprepared by vacuum pump. All the sintering experiments werecarried out in an electric furnace with heating rate of 2 1C/minand cooling in the furnace.
2.6. Physical and chemical characterizations
Phase transformation and decomposition of the coatings,after sintering, were investigated by X-ray diffraction (XRD)method using a Bruker diffractometer. The XRD patterns wereobtained using Cu Kα radiation with angular step size of 0.051at room temperature. In addition, the compositional analysis ofthe samples was carried out by energy dispersive X-rayspectroscopy (EDX) and Rietveld quantitative phase analysismethod. Rietveld quantitative analysis (Rietveld XRD quanti-fication) is a powerful method to determine the quantities ofvarious components in multiphase mixtures. This method wascarried out on the raw XRD patterns by “Match” software.This software can easily run Rietveld refinements and actualcalculations being performed automatically, using the well-known program “FullProf” (by J. Rodriguez-Carvajal) in thebackground.The morphological and microstructural properties of the
samples were investigated by scanning electron microscope(SEM). The sintered samples were subjected to adhesivestrength test according to ASTM F1044-05 standard. This testrelies on a bonding agent to remove the coating from thesubstrate with applied shear load. To do so, one coated and oneuncoated Ti–6Al–4V plates were glued with epoxy resin (3 MScotch-weld DP410) whose shear strength was measured as38 MPa approximately. The adhesion strength test was carriedout with a universal testing machine (Santam STM-250) using

Fig. 2. The effect of iodine concentration on zeta potential of HA and TiO2
particles in suspension No. 1 to 8.
A. Araghi, M.J. Hadianfard / Ceramics International 41 (2015) 12668–12679 12671
a 10 kN load cell and cross head speed of 1 mm/min. Thevalue of the bonding strength was calculated from the peakforce divided by the area. Three samples in each group weretested, and the average values were reported as the adhesionstrength.
3. Results and discussion
3.1. Particle size and ζ-potential measurements
The particle size distribution of HA and TiO2 powders areshown in Fig. 1. As seen, the HA particle size range is from�70 to �500 nm, with average size of �180 nm, while TiO2
particle size range is from �30 to �200 nm, with average sizeof �85 nm.
The ζ-potential is a useful criterion to determine thesuspensions stability. Higher value of zeta potential showshigher surface charge on the particles in suspension that avoidsparticles agglomeration. This leads to have stable suspensionin which the particles remain dispersed for a long time [21–23]. The ζ-potential of HA and TiO2 particles in differentsuspensions were measured and the results are shown in Fig. 2for suspensions No. 1 to 8. As seen, HA particles show apositive value of ζ-potential in acetylacetone medium (suspen-sion No. 1). Acetylacetone (CH3COCH2COCH3) can beionized as a weak acid and produce free proton (Hþ )according to Eq. (1):
CH3–CO–CH2–CO–CH3⇄CH3–CO–CH–CO–CH3�þHþ (1)
The resulting proton will be adsorbed to the particles surfaceand lead to have positive surface charge [24]. By adding 0.2 g/L iodine to suspension No. 1, the ζ-potential of HA particlesincreases positively from 3.21 mV to 8.56 mV for suspensionNo. 2. This manner continues by more addition of iodinedispersant agent as seen from the obtained zeta potentials forsuspension No. 3 and No. 4 (21.33 and 26.61 mV, respec-tively). Such behavior would be related to the increase in the
Fig. 1. Particle size distribution of (a) HA and (b) TiO2 powders.
proton concentration as a result of reaction between iodine andacetylacetone based on Eq. (2) [24–26]:
CH3–CO–CH2–CO–CH3þ I2-ICH2–CO–CH2–CO–CH2I
2�þ2Hþ (2)
These extra protons will be adsorbed on the particles surfacewhich leads to have more positive surface charge on them.Therefore, iodine increases acetylacetone suspension stabilityby electrostatic mechanism.In the case of TiO2 particles in acetylacetone suspension, the
value of ζ-potential is also positive (6.15 mV) as a result ofadsorbed protons to the particles surface from acetylacetoneprotonation reaction (Eq. (1)). Moreover, the chemical reactionbetween TiO2 and acetylacetone (Eq. (3)) leads to haveadditional free protons in the suspension that would beadsorbed on the particle surface:
TiO2þ4(CH3–CO–CH2–CO–CH3)-Ti(CH3–CO–CH–CO–CH3)4þ2Hþþ2OH� (3)
Such a behavior has been also reported for Yttria-stabilizedzirconia (YSZ) particles in acetylacetone [26,27]. In thisregard, the obtained zeta-potentials for TiO2 particles are morepositive than those of HA particles. The addition of iodine toTiO2 suspension in acetylacetone has the same effect as in thecase of HA particles that previously discussed.Fig. 3 illustrates the effect of PEI concentration, added to the
suspension No. 4 as a binder, on the quality of the depositedHA green coatings. As seen, increasing the binder contentfrom 0 to 4 g/L leads to deposition of crack free coatings. Inthis regards, 4 g/L PEI was selected as the required bindercontent in the preparation of suspensions that were used inEPD of various types of coatings. The addition of 4 g/L PEI tothe suspensions No. 4 and 8 (resulting in formation ofsuspensions No. 9 and 10, respectively) make the ζ-potentialof the particles to be more positive than in the case of iodineaddition only (31.18and 27.86 mV for suspensions No. 9 and10, respectively). It has been reported that PEI is a cationicpolymer with good binding properties that can be used asdispersant and binder agent in EPD suspensions [28,29].Therefore, ζ-potential of both HA and TiO2 particles increases

Fig. 3. Effect of PEI concentration on the quality of green HA coatings deposited from suspensions (a) without PEI, (b) with 2 g/L PEI and (c) with 4 g/L PEI.
A. Araghi, M.J. Hadianfard / Ceramics International 41 (2015) 12668–1267912672
by adding PEI due to the extra positive charge that is made onthe particles surface. This would result in having more stablesuspensions by using PEI in addition to iodine.
Finally, the composition of suspensions including both HAand TiO2 particles were chosen on the basis of the composi-tions of the most stable suspensions including only each typeof the particles i.e. those with the highest obtained zetapotential. The ζ-potential of such suspensions, used to producefunctionally graded coatings, were 24.45 and 29.76 mV (forsuspensions No. 11 and 12, respectively). As seen, theobtained zeta potential for suspension No. 12, that containsmore HA, is higher than that of the other one. It would berelated to the lower available particle surface in the suspen-sions that contain less fine TiO2 particles with respect tocoarser HA particles (Fig. 1).
3.2. Effect of applied voltage on the deposited coatings quality
Fig. 4 shows the optical micrographs from the surface ofvarious green coatings deposited from suspension No. 9–12 atdifferent applied voltages (20, 50 and 80 V). As seen,increasing the applied voltage during EPD of HA and HA/TiO2 composite coatings, with different compositions, leads todeposition of cracked coatings after drying. Such a behaviorwould be related to codeposition of both fine and coarseparticles, deposition of coatings with relatively wide particlesize distribution that causes cracking during solvent evapora-tion [30,31]. Furthermore, the rate of deposition in theelectrophoretic process can be described by the followingequation:
dw=dt ¼ C:E:μ:S ð4ÞIn which dw/dt is deposition rate (g/s), m is the electro-
phoretic mobility (m2/V/s), E is the electric field (V/m), C isthe solid concentration of in suspension (g/m3) and S is theelectrode surface area (m2) [31]. According to Eq. (4), byincreasing applied electric field during EPD the deposition rateincreases, this in turn leads to have shorter time for particles torearrange and crack formation [29,32].
At last but not least, increasing the TiO2 content in thecoating, that were deposited at the same applied voltage,results in the formation of more intact coatings (compare
Fig. 4). It would be related to the narrow size distribution ofTiO2 particles (Fig. 1) that leads to deposition of coatings lessprone to cracking.
3.3. Sintering and HA decomposition
Evaluation of HA thermal stability is important since itsstructure may be changed at high temperatures. When HAheats up (less than 900 1C), it will lose part of its water contentas a result of partial dehydroxylation reaction as:
Ca10(PO4)6(OH)2⇄Ca10(PO4)6(OH)2–2xOxVxþxH2O↑ (5)
In which part of the OH groups leave the structure as watermolecule and HA convert to oxyhydroxyapatite (OHA) whitsimilar crystal structure to HA but contains hydrogen vacan-cies (Vx) [33,34]. By increasing temperature, complete dehy-droxylation of HA will occur and all of the HA will change tooxyapatite (OA) with different crystal structure according toEq. (6) [34]:
Ca10(PO4)6(OH)2⇄Ca10(PO4)6OþH2O↑ (6)
Partial dehydroxylation of HA (Eq. (5)) is a reversiblereaction i.e. OHA can absorb humidity and convert to HAagain by decreasing temperature [33–35]. On the other hand, IfHA becomes completely dehydroxylated during sinteringprocess, it will change to OA that is not a stable phase andmay decompose irreversibly to β-TCP (tree calcium phosphate)at temperature less than 1350 1C or α-TCP at higher tempera-ture (Eqs. (7) and (8)) [33,34]:
Ca10(PO4)6O-2Ca3(PO4)2þCa4P2O9 (7)
Ca10(PO4)6O-3Ca3(PO4)2þCaO (8)
So, degradation of HA may be summarized in the followingmanner by increasing temperature:
HA⇄OHA-OA-β-TCP-α-TCP (9)
Decomposition of HA during sintering process should beavoided because the resulting TCP phase will be dissolved inbody environment [34]. The temperature of HA decompositionmay be changed by sintering atmosphere, characteristics of theHA powder and presence of metallic phase as the substrate

Fig. 4. Optical micrographs from the surface of (a) HA layer, (b) HA/TiO2 composite (I) layer, (c) HA/TiO2 composite (II) layer and (d) TiO2 layer, deposited atvarious applied voltages.
A. Araghi, M.J. Hadianfard / Ceramics International 41 (2015) 12668–12679 12673
near the HA coating [33,34]. For example, it has been reportedthat humid atmosphere increases decomposition temperature[33] and using 316L stainless steel as the substrate decreasesthe decomposition temperature of HA to 850 1C [34].
In general, two important factors should be considered whenHA is used as a biocompatible coating on the metallicimplants. The first one is its chemical stability in bodyenvironment and the second one is its adhesion to thesubstrate. Regarding the former factor, there is a criticalsintering temperature below which the OHA rehydrates oncooling and the HA decomposition does not take place.Moreover, high sintering temperature results in high densitycoatings that are strongly bonded to the substrate; but decom-position of HA may also happen at high temperatures. On theother hand, Low sintering temperature can lead to formation ofa weakly bonded coating but avoid HA decomposition [34,35].Moreover, the time of sintering can affect the adhesion anddecomposition of the HA coatings. But, if sintering tempera-ture exceeds the critical point, irreversible decompositionoccurs [34]. So, by choosing an appropriate temperature forsintering chemically stable HA coatings that also have good
adhesion to the substrate (in comparison to green un-sinteredcoatings) would be obtained.Fig. 5 shows the XRD patterns of HA single layer coatings
that were sintered in vacuum condition at 850, 900 and950 1C for 1 and 2 h. As seen, two series of peaks areobserved in all the patterns; those related to the HAcompound (JCPDS No. 9-0432) and the Ti substrate (JCPDSNo. 44-1294). In addition, there are no peaks related to the β-TCP in the XRD pattern of the samples sintered at 850, 900and 950 1C for 1 h which means that HA decomposition doesnot occur at such temperatures and sintering time in vacuumcondition. By increasing the sintering time to 2 h, at 950 1C,two new peaks are appeared at 2θ¼31 and 34.4 that arerelated to the β-TCP phase (JCPDS No. 09-0169). So, it maybe concluded that HA in single layer coating is about todecompose at temperatures near 950 1C and decompositionprocess continues by holding the specimens at such hightemperature for more sintering time.The XRD patterns of sintered HA/TiO2 functionally graded
coatings in vacuum condition at various temperatures of 850,900 and 950 1C for 1 and 2 h are given in Fig. 6. The patterns

Fig. 6. XRD patterns of functionally graded HA/TiO2 coatings after sintering in vacuum condition at (a) 950 1C for 2 h, (b) 950 1C for 1 h, (c) 900 1C for 2 h, (d)900 1C for 1 h, (e) 850 1C for 2 h, and (f) 850 1C for 1 h.
Fig. 5. XRD patterns of HA coatings after sintering in vacuum condition at (a) 950 1C for 2 h, (b) 950 1C for 1 h, (c) 900 1C for 2 h, (d) 900 1C for 1 h, (e) 850 1Cfor 2 h and (f) 850 1C for 1 h.
A. Araghi, M.J. Hadianfard / Ceramics International 41 (2015) 12668–1267912674
prove the presence of Ti as the substrate, HA and rutile/anatasephases of TiO2 (JCPDS No. 4-0551 and JCPDS No. 21-1272)in the coating. Since the phase transformation of anatase torutile took place at the temperature range of 400–1000 1C(which depends on the microstructure, impurity and particlesize of anatase particles) [36], the anatase TiO2 in thedeposited functionally graded coatings starts to convert torutile during the sintering process and the corresponding
reflections of rutile phase are observed in the XRD patternsobtained after sintering (Fig. 6a–c).In addition, the presence of weak peaks related to the β-TCP
phase (Fig. 6c) reveals that HA in functionally graded coating isdecomposed at 900 1C after 2 h sintering and decomposition ismore sever by increasing temperature to 950 1C (Fig. 6a and b).Moreover, the maximum decomposition of HA is occurred as aresult of sintering at 950 1C for 2 h since the related XRD pattern

A. Araghi, M.J. Hadianfard / Ceramics International 41 (2015) 12668–12679 12675
has highest intensity of β-TCP peaks compared to those of othersintered samples. In addition to the presence of β-TCP phase, thereis a series of peaks in Fig. 6a–c that related to calcium titanate(CaTiO3, JCPDS No. 22-0153). The presence of this phaseconfirms that TiO2 facilitates the decomposition of HA infunctionally graded coatings that may be related to the HA reactionwith TiO2 at temperatures higher than 900 1C leading to theformation of TCP and CaTiO3 as shown in Eq. (10) [37]:
Ca10 (PO4)6(OH)2þTiO2-3Ca3(PO4)2þCaTiO3þH2O↑ (10)
Finally, by comparing the XRD patterns in Figs. 5 and 6, itis clear that HA starts to decompose to β-TCP at lowertemperature when it is not pure and present in functionallygraded coating with TiO2. Moreover, there is no peak relatedto α-TCP phase in all the patterns that means no decomposi-tion of HA to α-TCP has been occurred during sintering.
3.4. Coatings cross section and morphology
Fig. 7 shows the cross sections of HA single layer, HA–TiO2 double layer and functionally graded HA/TiO2 coatingsafter the sintering process without any decomposition of HA.The SEM micro graph of HA single layer coating (Fig. 7a)demonstrates that a uniform and crack free coating withthickness of approximately 80 mm is formed. As seen in
Fig. 7. SEM micrographs from the cross sections of (a) HA single layer coating, (bcoatings after the sintering at 900 1C.
Fig. 7b, HA–TiO2 double layer coating includes TiO2 innerlayer (with approximate thickness of 45 mm) near the substrateand a �30 mm uniform HA top coating. The cross section ofthe HA/TiO2 functionally graded coating (Fig. 7c and d)reveals that it includes four layers as TiO2 inter layer near thesubstrate, HA top layer and two intermediate HA/TiO2
composite (I) and (II) layers.The morphology of different layers of functionally graded
coating, including HA layer,TiO2 layer, HA/TiO2 intermediatecomposite (I) layer and HA/TiO2 intermediate composite (II)layer after sintering at 900 1C are shown in Fig. 8. Accordanceto Fig. 8a and b, the HA microstructure is coarser than that ofTiO2 coating since the particle size of TiO2 powder is smallerthan HA powder size (Fig. 1). In addition, both of HA andTiO2 coatings are porous and have good interconnectionbetween particles after sintering process. Fig. 8c and drepresent the microstructure of HA/TiO2 composite layers thatwere deposited from suspensions with different weight percentof HA and TiO2 particles. Again, based on particle sizeanalysis discussed later, the fine particles in these figureswould be related to TiO2 phase and the coarser ones wouldbelong to HA compound. Moreover, comparing Fig. 8c with dillustrates that more TiO2 is present in HA/TiO2 composite (I)layer that was deposited from suspension No. 11 since higheramount of TiO2 compare to suspension No. 12.
) HA–TiO2 double layer coating and (c) and (d) functionally graded HA/TiO2

Fig. 8. Morphology of different layers of functionally graded coating (a) HA, (b) TiO2, (c) HA/TiO2 composite (I) and (d) HA/TiO2 composite (II) after sintering at900 1C.
A. Araghi, M.J. Hadianfard / Ceramics International 41 (2015) 12668–1267912676
3.5. Composition of coatings and quantitative analysis
The XRD patterns of TiO2, HA/TiO2 composite (I), HA–TiO2 composite (II) and HA layers before sintering are givenin Fig. 9. The XRD pattern of TiO2 and HA layers (Fig. 9a andd) are in good agreement with anatase TiO2 (JCPDS No. 21-1272) and HA (JCPDS No. 9-0432), respectively. Fig. 9b andc demonstrate two series of peaks for HA/TiO2 compositelayers including HA peaks and anatase TiO2 peaks that arelabeled separately in these figures. The Rietveld quantitativeanalysis showed that composition of first HA–TiO2 compositelayer was �30 wt% HA and �70 wt% TiO2 while secondlayer has �62 wt% HA and �38 wt% TiO2. This change incomposition would be related to the suspensions compositionthese layers were deposited from them. Such variations incomposition are in agreement with the SEM micrographscorresponding to the surface morphology of these compositelayers (Fig. 8c and d).
Fig. 10 shows the linear EDX analysis of HA single layer,HA–TiO2 double layer and functionally graded HA/TiO2
coatings. Variation of Ti, Ca, and P content from Ti–6Al–4Vsubstrate to coating top surface is observed obviously. As itcan be seen in Fig. 10c, the Ti value decreases gradually fromsubstrate to coating top surface while the Ca and P valueincrease from the substrate to the coating surface.
The EDX analysis from the each layers of functionallygraded coating is shown in (Fig. 11). As it can be seen inFig. 11b and c, the weight percent of Ti decreases from the firstintermediate composite layer to second one while the weightpercent of Ca and P increases in the same sequence.In this regard and based on the XRD results, in HA/TiO2
functionally graded coating, the composition varied from innerlayer to top layer as 100 wt% TiO2, �70 wt% TiO2/�30 wt%HA, �38 wt% TiO2/�62 wt% HA and finally 100 wt% HA atthe top layer.
3.6. Coatings adhesion strength
The results of adhesion strength tests showed that the HAsingle layer, HA–TiO2 double layer and functionally gradedHA/TiO2 coatings, after sintering at 900 1C, has the adhesionstrength of 1171.5 MPa, 2471.1 MPa and 3172.2 MPa,respectively. As seen, the adhesive properties of the HA–TiO2
double layer coating is improved compared to that of HAsingle layer. It has been reported that such improvement inadhesion strength would be related to the incorporation ofTiO2 interlayer which has higher chemical affinity to titaniumalloy substrate than HA leading to more uniform, defect freeinterface [2].
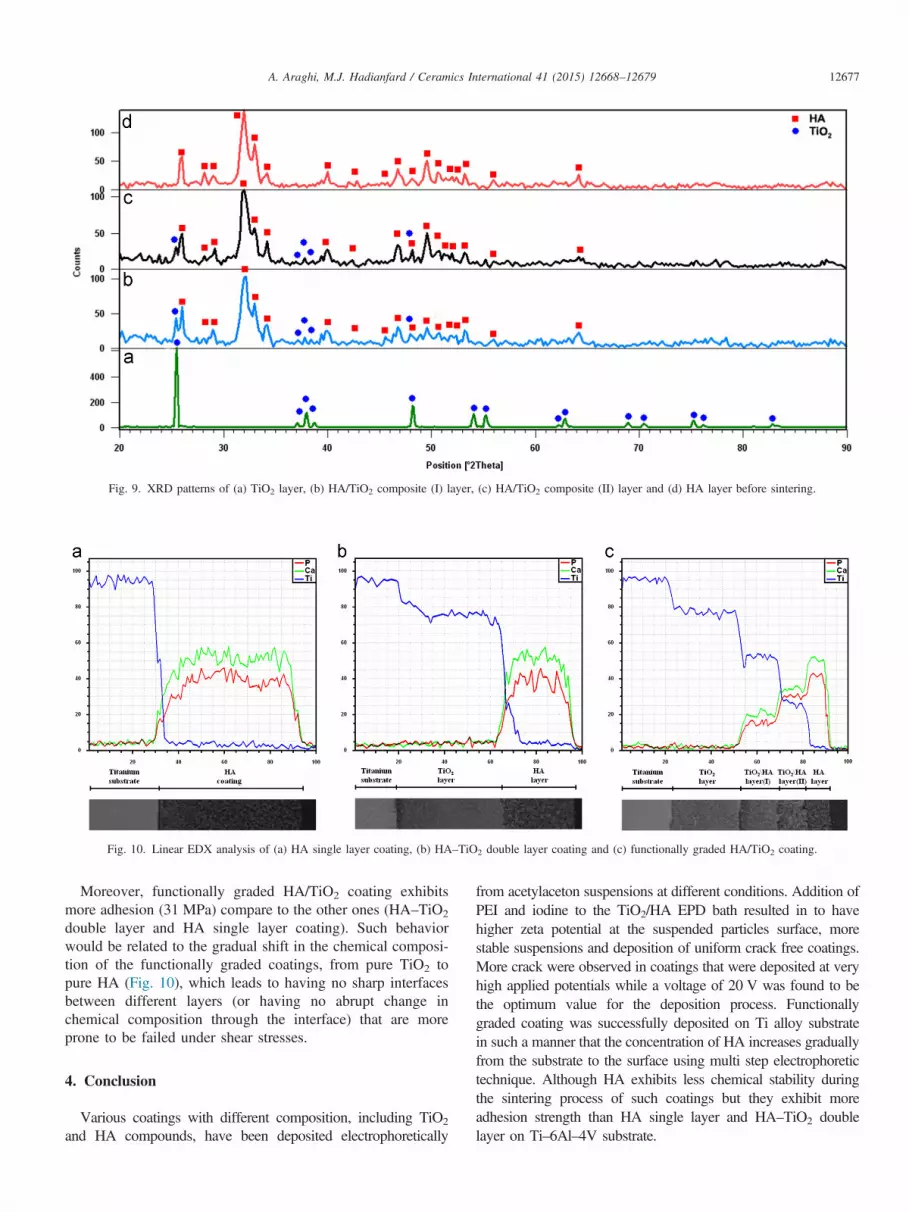
Fig. 10. Linear EDX analysis of (a) HA single layer coating, (b) HA–TiO2 double layer coating and (c) functionally graded HA/TiO2 coating.
Fig. 9. XRD patterns of (a) TiO2 layer, (b) HA/TiO2 composite (I) layer, (c) HA/TiO2 composite (II) layer and (d) HA layer before sintering.
A. Araghi, M.J. Hadianfard / Ceramics International 41 (2015) 12668–12679 12677
Moreover, functionally graded HA/TiO2 coating exhibitsmore adhesion (31 MPa) compare to the other ones (HA–TiO2
double layer and HA single layer coating). Such behaviorwould be related to the gradual shift in the chemical composi-tion of the functionally graded coatings, from pure TiO2 topure HA (Fig. 10), which leads to having no sharp interfacesbetween different layers (or having no abrupt change inchemical composition through the interface) that are moreprone to be failed under shear stresses.
4. Conclusion
Various coatings with different composition, including TiO2
and HA compounds, have been deposited electrophoretically
from acetylaceton suspensions at different conditions. Addition ofPEI and iodine to the TiO2/HA EPD bath resulted in to havehigher zeta potential at the suspended particles surface, morestable suspensions and deposition of uniform crack free coatings.More crack were observed in coatings that were deposited at veryhigh applied potentials while a voltage of 20 V was found to bethe optimum value for the deposition process. Functionallygraded coating was successfully deposited on Ti alloy substratein such a manner that the concentration of HA increases graduallyfrom the substrate to the surface using multi step electrophoretictechnique. Although HA exhibits less chemical stability duringthe sintering process of such coatings but they exhibit moreadhesion strength than HA single layer and HA–TiO2 doublelayer on Ti–6Al–4V substrate.

Fig. 11. EDX analysis from the different layers of HA/TiO2 functionally graded coating (a) TiO2 layer, (b) HA/TiO2 intermediate composite (I) layer, (c) HA/TiO2
intermediate composite (II) layer and (d) HA top layer.
A. Araghi, M.J. Hadianfard / Ceramics International 41 (2015) 12668–1267912678
References
[1] L. Mohan, D. Durgalakshmi, M. Geetha, T.S.N. Sankara Narayanan,R. Asokaman, Electrophoretic deposition of nanocomposite (HAp-þTiO2) on titanium alloy for biomedical applications, Ceram. Int. 38(2012) 3435–3443.
[2] Purna C. Rath, Laxmidhar Besra, Bimal P. Singh, Sarama Bhattacharjee,Titania/hydroxyapatite bi-layer coating on Ti metal by electrophoreticdeposition: characterization and corrosion studies, Ceram. Int. 38 (2012)3209–3216.
[3] O. Albayrak, O. El-Atwani, S. Altintas, Hydroxyapatite coating ontitanium substrate by electrophoretic deposition method: effects oftitanium dioxide inner layer on adhesion strength and hydroxyapatitedecomposition, Surf. Coat. Technol. 202 (2008) 2482–2487.
[4] Cengiz Kaya, Electrophoretic deposition of carbon nanotube-reinforcedhydroxyapatite bioactive layers on Ti–6Al–4V alloys for biomedicalapplications, Ceram. Int. 34 (2008) 1843–1847.
[5] X. Pang, I. Zhitomirsky, Electrophoretic deposition of composite hydro-xyapatite–chitosan coatings, Mater. Charact. 58 (2007) 339–348.
[6] M. Manson, C.J. Nez, C. Morant, P. Herrero, J.M.M.H. Nez-Duart,Electrodeposition of hydroxyapatite coatings in basic conditions, Bioma-terials 21 (2000) 1755–1761.
[7] L.L. Hench, Bioceramics: from concept to clinic, J. Am. Ceram. Soc. 74(1991) 1485–1510.
[8] R.Z. Legeros, Biodegradation and bioresorption of calcium phosphateceramics, Clin. Mater. 14 (1993) 65–88.
[9] C.F. Koch, S. Johnson, D. Kumar, M. Jelinek, D.B. Chrisey,A. Doraiswamy, C. Jin, R.J. Narayan, I.N. Mihailescu, Pulsed laserdeposition of thin films, Mater. Sci. Eng., C 27 (2007) 484–494.
[10] M. Multigner, E. Frutos, J.L. Gonzalez, J.A. Jimenez, P. Marin, J. Ibanez,Influence of the sandblasting on the subsurface microstructure of316LVM stainless steel: implications on the magnetic and mechanicalproperties, Mater. Sci. Eng., C 29 (2009) 1357–1360.
[11] D. Li, B. Liu, Y. Han, K. Xu, Effects of a modified sand blasting surfacetreatment on topographic and chemical properties of titanium surface,Implant Dent. 10 (2001) 59–64.
[12] Y.W. Kim, Surface modification of Ti dental implants by grit-blastingand micro-arc oxidation, Mater. Manuf. Processes 25 (2010) 307–310.

A. Araghi, M.J. Hadianfard / Ceramics International 41 (2015) 12668–12679 12679
[13] A. Nanci, J.D. Wuest, L. Peru, P. Brunet, V. Sharma, S. Zalzal, M.D. McKee, Chemical modification of titanium surfaces for covalent attachmentof biological molecules, J. Biomed. Mater. Res. 40 (1998) 324–335.
[14] C. Viornery, Y. Chevolot, D. Leonard, B.O. Aronsson, P. Pechy, H.J. Mathieu,P. Descouts, M. Gratzel, Surface modification of titanium with phosphoric acidto improve bone bonding: characterization by XPS and TOF-SIMS, Langmuir18 (2002) 2582–2589.
[15] W.F. Ho, C.H. Lai, H.C. Hsu, S.C. Wu, Surface modification of a Ti–7.5Mo alloy using NaOH treatment and Bio-glass coating, J. Mater. Sci.Mater. Med. 21 (2010) 1479–1488.
[16] B. Walivaara, I. Lundstrom, P. Tengvall, An in vitro study of H2O2-treated titanium surfaces in contact with blood plasma and a stimulatedbody fluid, Clin. Mater. 12 (1993) 141–148.
[17] S. Ding, Properties and immersion behavior of magnetron-sputteredmultilayered hydroxyapatite/titanium composite coatings, Biomaterials24 (2003) 4233–4238.
[18] W.R. Lacefield, An Introduction to Bioceramics, in: L.L. Hench,J. Wilson (Eds.), World Scientific Publishing Co. Ltd., Singapore, 1993.
[19] M. Sumita, S.H. Teoh, Engineering Materials for Biomedical Applica-tions, in: T.S. Hin (Ed.), World Scientific Publishing Co. Ltd., Singapore,2004.
[20] H. Farnoush, J. Aghazadeh Mohandesi, D. Haghshenas Fatmehsari,F. Moztarzadeh, Modification of electrophoretically deposited nano-hydroxyapatite coatings by wire brushing on Ti–6Al–4V substrates,Ceram. Int. 38 (2012) 4885–4893.
[21] Jin-Hyon Lee, Kyung-Hoon Hyun, Ungyu Paik, Yeon-Gil Jung, Je HyunLee, Kee Sung Lee, Hee Soo Lee, Effect of hydroxyl groups in PVB onthe microstructure of electrophoretically deposited green bodies forthermal barrier coatings, Colloids Surf., A 313-314 (2008) 23–26.
[22] Qiang Chen, Sandra Cabanas-Polo, Ourania-Menti Goudouri, AldoR. Boccaccini, Electrophoretic co-deposition of polyvinyl alcohol(PVA) reinforced alginate–Bioglass composite coating on stainless steel:mechanical properties and in-vitro bioactivity assessment, Mater. Sci.Eng., C 40 (2014) 55–64.
[23] D.G. Gu, G.R. Li, Z.J. Xu, L.Y. Zheng, A.L. Ding, Q.R. Yin, Electro-phoretic deposition of SrBi4Ti4O15 thick films on Al2O3 substrate,J. Electroceram. 21 (2008) 532–535.
[24] T. Ishihara, K. Sato, Y. Takita, Electrophoretic deposition of Y2O3-stabilized ZrO2 electrolyte films in solid oxide fuel cells, J. Am. Ceram.Soc. 79 (1996) 913–919.
[25] Bizuneh Workie, Brian E. McCandless, Zewdu Gebeyehu, Electrophore-tic deposition of aluminum nitride from its suspension in acetylacetoneusing iodine as an additive, J. Chem. 2013 (2013) 1–7.
[26] V. Firouzdor, J. Brechtl, B. Hauch, K. Sridharan, Todd R. Allen,Electrophoretic deposition of diffusion barrier titanium oxide coatingsfor nuclear reactor cladding applications, Appl. Surf. Sci. 282 (2013)798–808.
[27] Hui Xu, Ian P. Shapiro, Ping Xiao, The influence of pH on particlepacking in YSZ coatings electrophoretically deposited from a non-aqueous suspension, J. Eur. Ceram. Soc. 30 (2010) 1105–1114.
[28] I. Zhitomirsky, Cathodic electrodeposition of ceramic and orgaceramicmaterials. Fundamental aspects, Adv. Colloid Interface Sci. 97 (2002)279–317.
[29] M. Javidi, S. Javadpour, M.E. Bahrololoom, J. Ma, Electrophoreticdeposition of natural hydroxyapatite on medical grade 316L stainlesssteel, Mater. Sci. Eng., C 28 (2008) 1509–1515.
[30] P.M. Cortez, G.V. Gutierrez, Electrophoretic deposition of hydroxyapa-tite submicron particles at high voltages, Mater. Lett. 58 (2004)1336–1339.
[31] I. Zhitomirsky, L. Gal-Or, Electrophoretic deposition of hydroxyapatite,J. Mater. Sci. Mater. Med. 8 (1997) 213–219.
[32] J. Ma, C. Wang, K.W. Peng, Electrophoretic deposition of poroushydroxyapatite scaffold, Biomaterials 24 (2003) 3505–3510.
[33] Ashley A. White, Ian A. Kinloch, Alan H. Windle, Serena M. Best,Optimization of the sintering atmosphere for high-density hydroxyapa-tite–carbon nanotube composites, J. R. Soc. Interface 7 (2010) 529–539.
[34] T.M. Sridhar, U. Kamachi Mudali, M. Subbaiyan, Sintering atmosphereand temperature effects on hydroxyapatite coated type 316L stainlesssteel, Corros. Sci. 45 (2003) 2337–2359.
[35] A.J. Ruys, M. Wei, C.C. Sorrell, M.R. Dickson, A. Brandwood, B.K. Milthrope, Sintering effects on the strength of hydroxyapatite,Biomaterials 16 (1995) 409–415.
[36] M. Gaona, R.S. Lima, B.R. Marple, Nanostructured titania/hydroxyapa-tite composite coatings deposited by high velocity oxy-fuel (HVOF)spraying, Mater. Sci. Eng., A 458 (2007) 141–149.
[37] W. Que, K.A. Khor, J.L. Xu, L.G. Yu, Hydroxyapatite/titania nanocom-posites derived by combining high-energy ball milling with spark plasmasintering processes, J. Eur. Ceram. Soc. 28 (2008) 3083–3090.





























