Embed Size (px)
Citation preview
INDIAN OIL CORPORATION LIMITED
Draft Report on
Environmental Impact Assessment (EIA) For
Implementation of BGR INDMAX project associated with
BGR crude processing capacity enhancement from 2.35 to 2.7 MMTPA,
DHDT capacity enhancement from 1.2 to 1.8 MMTPA,
CRU-MSQ revamp & Implementation of SDS unit
At
Tehsil Sidli (PT-II), PO.Dhaligaon, District: Chirang, Assam.
ABC TECHNO LABS INDIA PVT. LTD. AN ISO ISO 9001:2008, ISO14001:2004 & OHSAS 18001:2007 certified
Environmental Engineering and Consultancy Organization
(NABL Accredited & MoEF Recognised Environment Laboratory)
QCI NABET Accredited for Sector 5F (Certificate No. NABET / EIA / 1316 / RA001)
Corporate Office: No.2, 2
nd Street, Thangam Colony, Anna Nagar West, Chennai – 600040.
Tamil Nadu, India.
Tel: 044 – 26161123 / 24 / 25
Mumbai Office:
A-355, Balaji Bhavan, Plot No. 42 A, Sector 11, CBD Belapur, Navi Mumbai – 400614. Maharashtra, India
Tel: 022 27580044
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp &
implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 2
Content EXECUTIVE SUMMARY ....................................................................................................................... 9
CHAPTER 1: INTRODUCTION ............................................................................................................ 36
1.1 Background .................................................................................................................... 36
1.2 Need of the Expansion of Bongaigaon refinery ................................................................ 36
1.3 Need of EIA ..................................................................................................................... 37
1.4 Terms of Reference (TOR) ............................................................................................... 37
1.5 Approach and Methodology ........................................................................................... 37
1.6 Environmental Settings ................................................................................................... 39
1.6.1 Location Details of the Site ............................................................................................ 39
1.6.2 Accessibility to Plant Site .............................................................................................. 40
1.7 EIA Report Presentation .................................................................................................. 41
Figure 1.1: Index Map of BGR INDMAX project .................................................................... 41
CHAPTER 2 ...................................................................................................................................... 44
PROJECT DESCRIPTION .................................................................................................................... 44
2.1 Introduction: .................................................................................................................. 44
2.2 Needs of Capacity Enhancement ..................................................................................... 44
2.3 Project Location .............................................................................................................. 45
Figure 2.1: Location of Bongaigaon refinery at Dhaligaon, Assam on Google Satellite Image 46
Figure 2.2: Plot Plan of Bongaigaon Refinery ...................................................................... 47
2.4 Manufacturing Process Details ........................................................................................ 48
Table no.2.1: Specification of Diesel ................................................................................ 49
2.5 Power Requirement: ...................................................................................................... 56
Table no. 2.2: Power Requirement .................................................................................. 56
2.6 Water Requirement and Waste Water Generation ......................................................... 56
2.7 Environmental mitigation measures of the project: ........................................................ 56
Table no.2.3: Environmental mitigation measures .......................................................... 56
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp &
implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 3
2.8 Project Cost: ................................................................................................................... 58
Table no. 2.4: Project Cost .............................................................................................. 58
CHAPTER 3 ...................................................................................................................................... 60
DESCRIPTION OF ENVIRONMENT ..................................................................................................... 60
3.1 Introduction ................................................................................................................... 60
3.2 Topography and Physiography ........................................................................................ 60
3.3 Geology .......................................................................................................................... 60
3.4 Soil Characteristics .......................................................................................................... 61
Figure 3.1: Soil sampling locations ....................................................................................... 62
Table 3.1: Details of Soil Sampling Locations ................................................................... 62
Table 3.1: Soil Characteristics in the Study Area .............................................................. 62
3.5 Water Resources and Water Quality ............................................................................... 63
3.5.1 Water Resources ...................................................................................................... 63
3.5.2 Surface Water Resources .......................................................................................... 63
3.5.3 Ground Water Resources.......................................................................................... 63
3.5.4 Ground and Surface Water Quality ........................................................................... 64
Figure 3.2: water sampling locations ................................................................................... 64
Table 3.3: Indian Standard Specification for Drinking Water ............................................ 66
Table 3.4: Ground Water Quality in the Study Area ......................................................... 70
Parameters...................................................................................................................................... 70
Table 3.5: Analysis Results of Aie River Water ................................................................. 72
3.6 Climatology and Meteorology ......................................................................................... 72
3.6.1 Introduction ............................................................................................................. 72
3.6.2 Climatology .................................................................................................................... 73
3.6.3 Climatological Data ......................................................................................................... 73
Table 3.10: Summary of Micro meteorological Conditions near the site .......................... 75
3.6.4 Micro Meteorological Data for the Site ..................................................................... 80
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp &
implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 4
3.7 Ambient Air Quality ........................................................................................................ 80
3.7.1 Introduction ............................................................................................................. 80
3.7.2 Methodology of Monitoring and Analysis ................................................................. 81
3.7.3 Sampling and Analytical Techniques ......................................................................... 82
Table 3.11: Techniques Used For Ambient Air Quality Monitoring ................................... 82
3.7.4 Ambient Air Quality Monitoring Locations ................................................................ 83
3.7.5 National Ambient Air Quality Standards.................................................................... 83
3.7.6 Results of Ambient Air Quality Monitoring ................................................................ 84
3.7.7 Ambient Air Quality Status ....................................................................................... 85
Table 3.12: National Ambient Air Quality Standards ........................................................ 85
Table 3.13 : Ambient Air Quality at Project Site (AAQM1) ............................................... 87
Table 3.14 : Ambient Air Quality (AAQM2) ...................................................................... 88
Table 3.15 : Ambient Air Quality (AAQM3) ...................................................................... 89
Table 3.16: Ambient Air Quality (AAQM4) ....................................................................... 90
Table 3.17 : Ambient Air Quality (AAQM5) ...................................................................... 91
Table 3.18 : Ambient Air Quality (AAQ6) ......................................................................... 92
Table 3.19 : Ambient Air Quality (AAQ7) ......................................................................... 93
Table 3.20 : Ambient Air Quality (AAQ8) ......................................................................... 94
3.7.8 Stack Emissions Monitoring From DG Set Stack......................................................... 95
Table 3.20: Stack Emission Monitoring for DG Sets.......................................................... 95
3.8 Ambient Noise Levels...................................................................................................... 95
3.8.1 Introduction ............................................................................................................. 95
3.8.2 Methodology ............................................................................................................ 95
3.8.3 Equivalent Sound Pressure Level (Leq) ...................................................................... 96
Table 3.21: Ambient Standards in Respect of Noise ......................................................... 97
Table 3.22 - Day and Night Time Leq in the Area ............................................................. 97
3.9 Land Use Pattern ............................................................................................................ 98
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp &
implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 5
Table 4. 14 Land Use/Land Cover Area Statistics in Area of 10 Km Radius around BGR .. 103
3.10 Biological Environment ................................................................................................. 104
3.10.1 Introduction ............................................................................................................... 104
3.10.2 Flora Found in the study area .................................................................................. 104
Table 3.24: List of Trees, Shrubs, and Climbers found in the Study Area ........................ 104
3.10.3 Wildlife in the Study Area ....................................................................................... 107
3.10.4 Environmental Sensitive Area .................................................................................. 109
3.11 Socio-Economic Environment ....................................................................................... 110
3.11.1 Social Profile of the Project District ......................................................................... 111
Table 3.25: Demographic and Occupational Details ....................................................... 114
3.11.2 Demographic Details of Settlements in the Study Area ........................................... 118
3.11 Traffic Analysis .............................................................................................................. 119
CHAPTER 4 .................................................................................................................................... 123
ANTICIPATED ENVIRONMENTAL IMPACTS & MITIGATION MEASURES ........................................... 123
4.1 Introduction ................................................................................................................. 123
4.2 Physical Environment.................................................................................................... 123
4.2.1 Soil ......................................................................................................................... 123
4.2.2 Water Quality ......................................................................................................... 125
4.2.4 Noise ...................................................................................................................... 126
Table 4.1: Anticipated Noise Levels from Various Sources ............................................. 126
Table 4.2: Noise Level at Various Distances ................................................................... 128
Figure no.4.1: Noise levels during construction phase ....................................................... 129
4.2.5 Terrestrial Ecology .................................................................................................. 129
4.3 Demographic, Land Use And Socio-economic Environment ........................................... 129
4.3.1 Demographic .......................................................................................................... 129
4.3.2 Socio-economic ...................................................................................................... 130
4.3.4 Sustainable Development and Environmental Protection ....................................... 130
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp &
implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 6
Chapter 5 ...................................................................................................................................... 133
Alternative Analysis ....................................................................................................................... 133
5.1 Introduction ................................................................................................................. 133
5.2 Alternative Technology ................................................................................................. 133
5.3 Alternative Site .................................................................................................................... 134
5.4 Alternatives for Storage ................................................................................................ 135
5.5 Alternative for risk reduction at petrochemical refinery: ............................................... 135
CHAPTER 6 .................................................................................................................................... 138
ENVIRONMENTAL MONITORING PLAN .......................................................................................... 138
6.1 Introduction ................................................................................................................. 138
6.2 Environmental Monitoring Schedules ........................................................................... 138
6.2.1 Ambient Air Quality (AAQ) Monitoring ................................................................... 139
6.2.2 Water Quality Monitoring....................................................................................... 139
6.2.3 Noise Levels Monitoring ......................................................................................... 139
6.4 Environmental Monitoring Plan .................................................................................... 139
Table 6.1: Environmental Monitoring Plan for BPRL Plant of IOCL ................................. 140
6.5 Health, Safety & Environmental Management Cell ....................................................... 142
Table 6.2: Responsibilities of Personnel of the HSE Department .................................... 142
6.6 Statutory Returns and Compliance Reports ................................................................... 142
CHAPTER 7 .................................................................................................................................... 145
RISK ASSESSMENT & HAZARD IDENTIFICATION .............................................................................. 145
7.1 Introduction ................................................................................................................. 145
7.2 Rapid Risk Assessment at Bongaigaon Refinery Plant .................................................... 147
7.3 Objective and Scope of Study ........................................................................................ 147
7.4 General: ........................................................................................................................ 147
7.5.7 ESTABLISHING OF CENTRAL CRISIS CONTROL ROOM (CCR) ..................................... 171
CHAPTER 8 .................................................................................................................................... 178
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp &
implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 7
PROJECT BENEFITS ........................................................................................................................ 178
8.1 Project Benefits ............................................................................................................ 178
8.2 Direct Benefits .............................................................................................................. 178
8.3 Improvement in the Social Infrastructure ...................................................................... 178
8.4 Reduction of Emissions ................................................................................................. 178
CHAPTER 9 .................................................................................................................................... 180
ENVIRONMENTAL MANAGEMENT PLAN ........................................................................................ 180
9.1 SAFETY, HEALTH & ENVIRONMENTAL POLICY ...................................................................... 180
9.2 DESIGN PHASE ..................................................................................................................... 181
9.2.1 AIR ENVIRONMENT....................................................................................................... 181
9.2.2 WATER ENVIRONMENT ................................................................................................ 181
9.2.5 GREEN BELT DEVELOPMENT ......................................................................................... 182
Table no.6.1: The details of land cover and green cover ................................................ 182
9.3 CONSTRUCTION PHASE ........................................................................................................ 183
9.3.1 AIR ENVIRONMENT....................................................................................................... 183
9.3.2 NOISE ENVIRONMENT .................................................................................................. 183
9.3.3 WATER ENVIRONMENT ................................................................................................ 183
9.3.4 LAND ENVIRONMENT ................................................................................................... 183
9.3.5 CONSERVATION OF GREENERY ..................................................................................... 183
9.3.6 SAFETY MEASURES ....................................................................................................... 183
9.3.7 SOCIO-ECONOMIC ENVIRONMENT ............................................................................... 184
9.4 OPERATIONAL PHASE .......................................................................................................... 184
9.4.1 AIR ENVIRONMENT....................................................................................................... 184
9.5 END-OF-PIPE (EOP) TREATMENT .......................................................................................... 185
9.5.1 EFFLUENT SEGREGATION AND COLLECTION PHILOSOPHY ............................................. 185
9.6.1 Noise abatement measures .......................................................................................... 188
9.7 GROUND WATER ................................................................................................................. 188
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp &
implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 8
9.8 LAND ENVIRONMENT .......................................................................................................... 188
9.8.1 IN-PLANT CONTROL MEASURES .................................................................................... 188
9.8.2 SOLID WASTE DISPOSAL ............................................................................................... 188
9.9 SOIL QUALITY MONITORING ................................................................................................ 190
9.10 BIOLOGICAL ENVIRONMENT .............................................................................................. 190
9.11 ENVIRONMENTAL AUDIT ................................................................................................... 190
9.12 ENVIRONMENTAL CELL AND MANAGEMENT ..................................................................... 191
9.13 SOCIO-ECONOMIC ENVIRONMENT .................................................................................... 191
CHAPTER 10 .................................................................................................................................. 193
DISCLOSURE OF CONSULTANTS ..................................................................................................... 193
10.1 Introduction ................................................................................................................. 193
10.2 The Consultant: ABC Techno Labs ................................................................................. 193
10.3 Services of ABC Techno Labs India Private Limited ........................................................ 193
10.3.1 Environmental Services .............................................................................................. 194
10.3.2 Turnkey Projects ......................................................................................................... 194
10.3.3 Other Services ............................................................................................................ 194
10.3.4 Laboratory Services .................................................................................................... 194
10.4 Sectors Accredited by NABET (QCI) ............................................................................... 194
10.5 Study Team for EIA Study .............................................................................................. 195
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp &
implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 9
EXECUTIVE SUMMARY 1. INTRODUCTION
Bongaigaon Refinery (BGR) is the eighth operating refinery of IOCL, formed upon the amalgamation
of Bongaigaon Refinery & Petrochemicals Limited (BRPL) with Indian Oil Corporation Ltd. (IOCL) on
March 25, 2009. Bongaigaon refinery is situated at Dhaligaon in Chirang district of Assam, 200 km
west of Guwahati.
Bongaigaon Refinery (erstwhile BRPL) was commissioned in year 1979 with crude processing
capacity of 1.00 Million Metric Ton Per Annum (MMTPA). The crude processing capacity was further
increased to 1.35 MMTPA in 1986. Presently, the Refinery has two Crude Distillation Units (CDU)
having total crude processing capacity of 2.35 MMTPA, two Delayed Coker Units (DCU) and a Coke
Calcination Unit (CCU). The refinery has implemented Diesel Hydrotreatment (DHDT) project and MS
Quality Improvement (MSQ) project in the year 2011. For the first time in India, technology
indigenously developed by M/s IOCL (R&D) and Engineers India Limited (EIL) was adopted for these
two projects.
As per the declaration of Government of India dated 6th Jan’16, it was proposed to implement BS-VI
grade fuel in the entire country w.e.f. 1st April 2020 i.e. by switching over directly from BS-IV grade
fuels to BS-VI grade fuel. Thus, it is imperative to upgrade the Refinery for the production of BS-VI
grade fuels by inducting suitable new units and revamp of exiting units
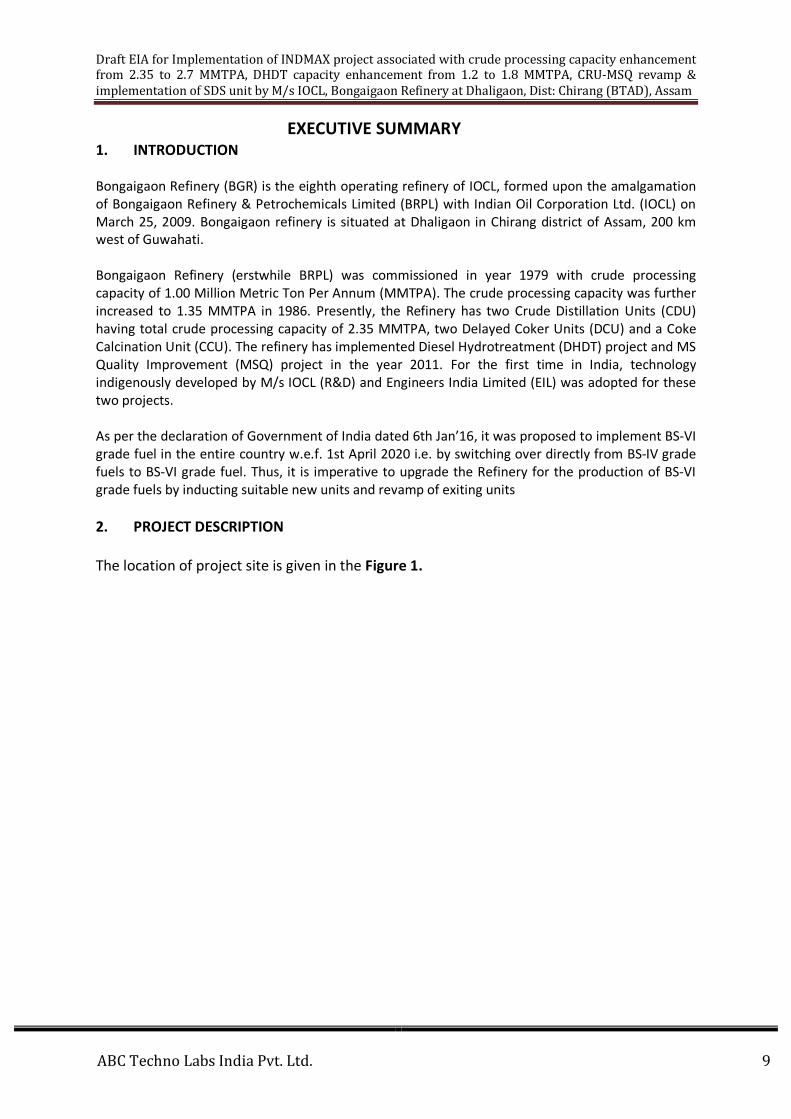
2. PROJECT DESCRIPTION
The location of project site is given in the Figure 1.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD),
Assam
ABC Techno Labs India Pvt. Ltd. 10
Figure 1: Location Map of the project site
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD),
Assam
ABC Techno Labs India Pvt. Ltd. 11
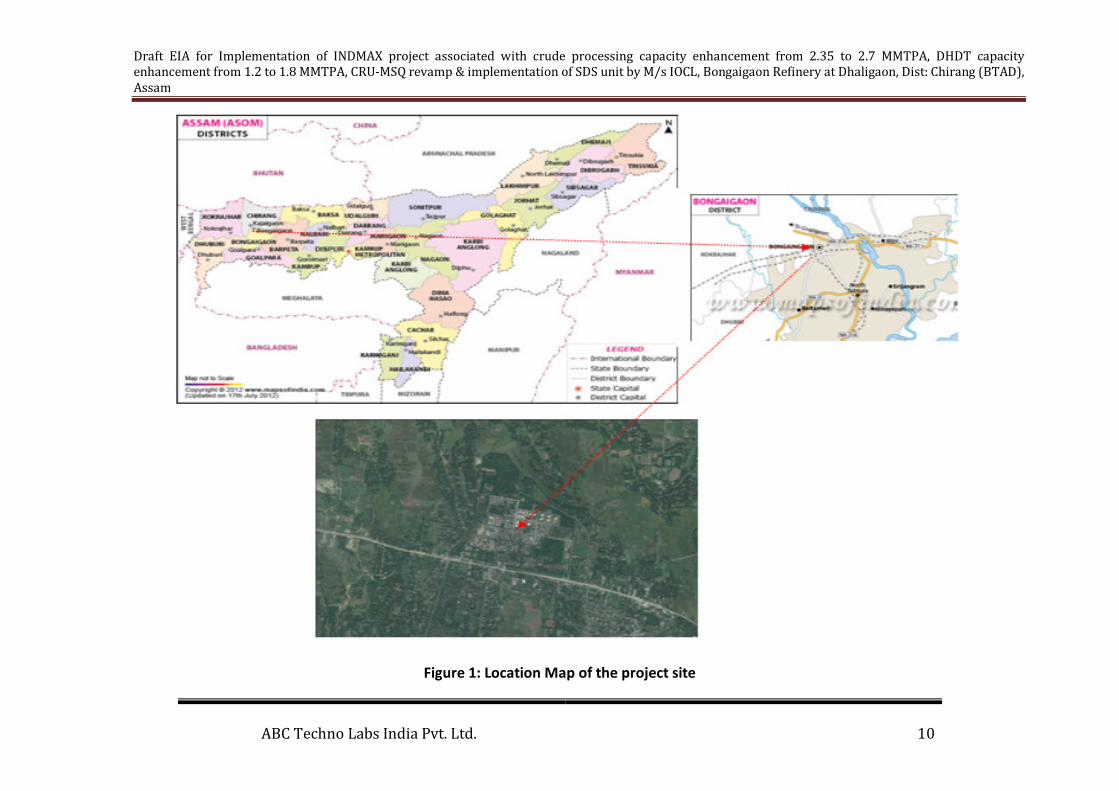
Figure 2: Satellite Image of the site
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 12
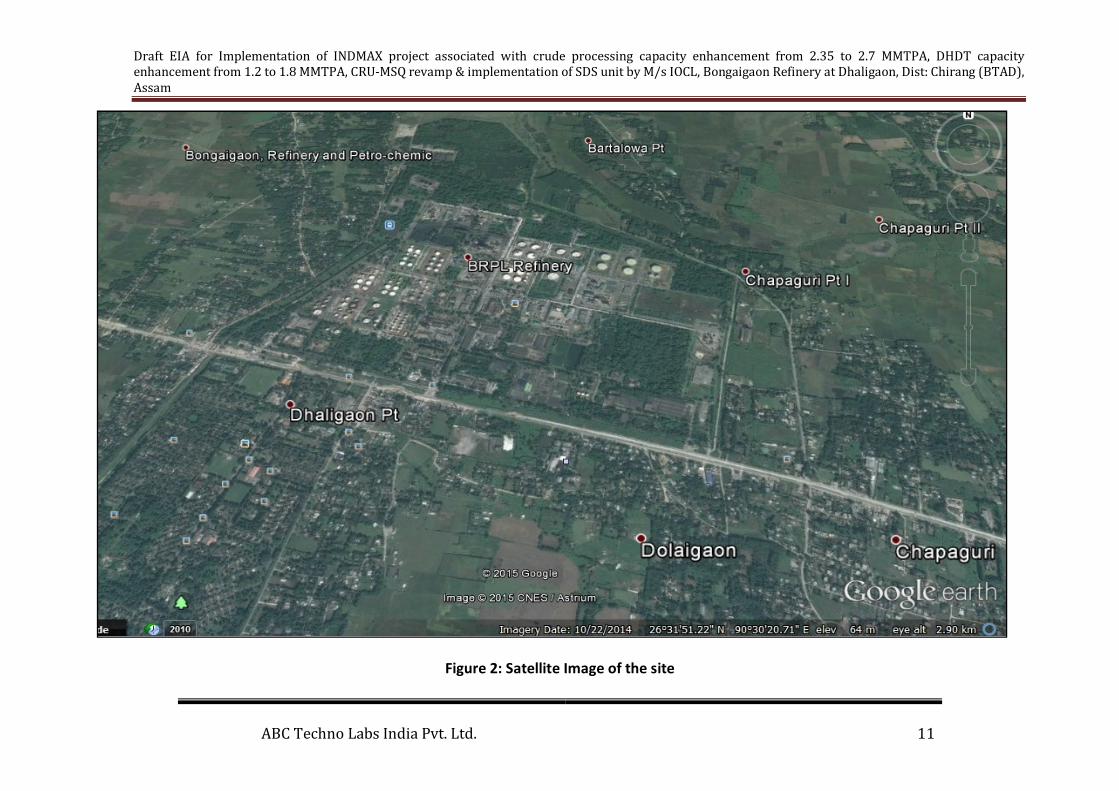
2.1 ENVIRONMENTAL SETTINGS OF THE SITE
Table 1 : Environmental Settings of the Project Site
Sl.
No. Particulars Details
1 Latitude 26°31’00.81"N
2 Longitude 90°31'53.85“E
3 Site Elevation above MSL 63 m
4 Topography The topography of the district represents mostly
plain lands
5 Present land use at the site Industrial use
6 Nearest National /State
highway, District
road/Approach road
NH 31C -0.7 km (Approx.)
7 Nearest railway station New Bongaigaon station
8 Nearest airport Lokopriya Gopinath Bordoloi International Airport,
Guwahati
9 Water body Lakes:
Nayachara Lake (Beel) -7.0km (Approx.)
Bhosamari Lake -9.2 km, (Approx.)
Paropota Lake -9.5 km, (Approx.)
Naodora Lake -9.2 km, (Approx.)
Kasorani Lake -9.2 km (Approx.)
Rivers :
River Aie -6.0 km, (Approx.)
River Tunia -4.0km (Approx.)
River Kujia -7.0 km (Approx.)
10 Archaeologically important
places
Not in 5 km radius from the project site
11 National parks / Wildlife
Sanctuaries
Not in 5 km radius from the project site
12 Reserved / Protected Forests Nakkati Reserved Forest- 7.5 km, (Approx.)
Kakoijana Reserved Forest- 9.5 km, (Approx.)
Bhumeswar Reserved Forest- 7.8 km (Approx.)
13 Seismicity Seismic zone –v
14 Defence Installations None
3. NEED FOR THE PROJECT
The present crude processing capacity of BGR is 2,350,000 TPA of Assam Crude Oil and Low
Sulphur Imported Crude Oil. In view of the Auto-Fuel Policy Vision 2025, the Refineries will
be required to supply fuels meeting the BS-IV specification fuels by 1st April 2017 and BS-
V/VI specification by 1st April, 2019. The BS-VI fuel will bring down the Nitrogen Oxide
emissions by 68% from diesel cars and by 25% from petrol engine cars. Cancer causing
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 13
particulate matter emissions from diesel engine cars will also come down by a phenomenal
80 %.
In order to meet the requirement of BS VI Fuel demand, following projects at BGR are
proposed for implementation.
• Crude processing capacity enhancement from 2.35 MMTPA to 2.7 MMTPA
• DHDT capacity enhancement from 1,200 TMTPA to 1,800 TMTPA to meet BS-VI
HSD specification.
• CRU-MSQ revamp to meet BS-VI MS specification.
• Selective Desulphurisation (SDS) Unit.
• INDMAX Project along with Indmax Gasoline De-Sulphurisation Unit.
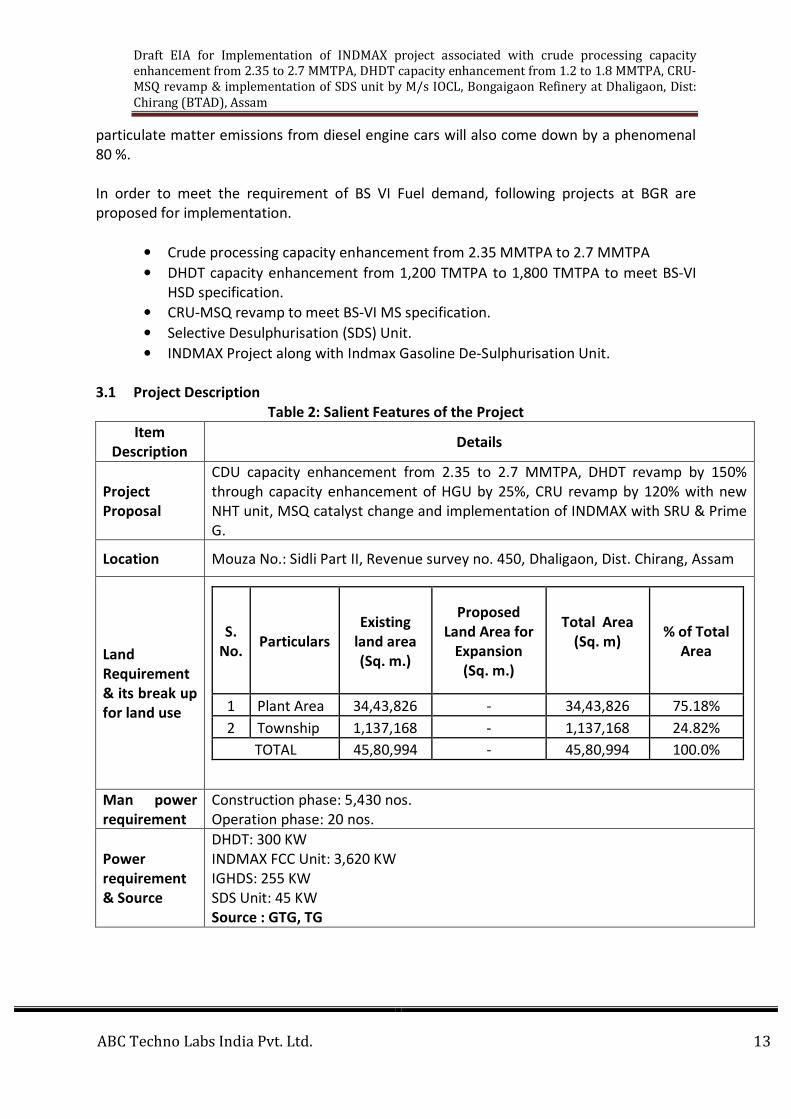
3.1 Project Description
Table 2: Salient Features of the Project
Item
Description Details
Project
Proposal
CDU capacity enhancement from 2.35 to 2.7 MMTPA, DHDT revamp by 150%
through capacity enhancement of HGU by 25%, CRU revamp by 120% with new
NHT unit, MSQ catalyst change and implementation of INDMAX with SRU & Prime
G.
Location Mouza No.: Sidli Part II, Revenue survey no. 450, Dhaligaon, Dist. Chirang, Assam
Land
Requirement
& its break up
for land use
S.
No. Particulars
Existing
land area
(Sq. m.)
Proposed
Land Area for
Expansion
(Sq. m.)
Total Area
(Sq. m)
% of Total
Area
1 Plant Area 34,43,826 - 34,43,826 75.18%
2 Township 1,137,168 - 1,137,168 24.82%
TOTAL 45,80,994 - 45,80,994 100.0%
Man power
requirement
Construction phase: 5,430 nos.
Operation phase: 20 nos.
Power
requirement
& Source
DHDT: 300 KW
INDMAX FCC Unit: 3,620 KW
IGHDS: 255 KW
SDS Unit: 45 KW
Source : GTG, TG
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 14
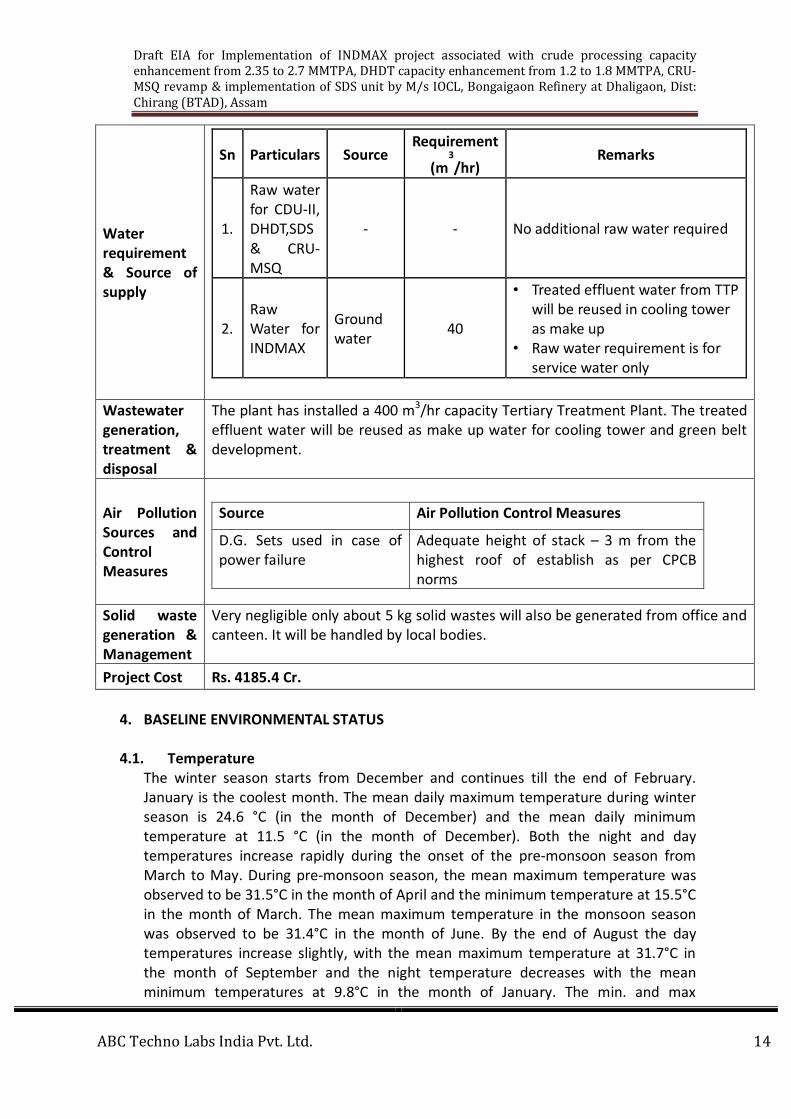
Water
requirement
& Source of
supply
Sn Particulars Source Requirement
(m3
/hr) Remarks
1.
Raw water
for CDU-II,
DHDT,SDS
& CRU-
MSQ
- - No additional raw water required
2.
Raw
Water for
INDMAX
Ground
water 40
• Treated effluent water from TTP
will be reused in cooling tower
as make up
• Raw water requirement is for
service water only
Wastewater
generation,
treatment &
disposal
The plant has installed a 400 m3/hr capacity Tertiary Treatment Plant. The treated
effluent water will be reused as make up water for cooling tower and green belt
development.
Air Pollution
Sources and
Control
Measures
Source Air Pollution Control Measures
D.G. Sets used in case of
power failure
Adequate height of stack – 3 m from the
highest roof of establish as per CPCB
norms
Solid waste
generation &
Management
Very negligible only about 5 kg solid wastes will also be generated from office and
canteen. It will be handled by local bodies.
Project Cost Rs. 4185.4 Cr.
4. BASELINE ENVIRONMENTAL STATUS
4.1. Temperature
The winter season starts from December and continues till the end of February.
January is the coolest month. The mean daily maximum temperature during winter
season is 24.6 °C (in the month of December) and the mean daily minimum
temperature at 11.5 °C (in the month of December). Both the night and day
temperatures increase rapidly during the onset of the pre-monsoon season from
March to May. During pre-monsoon season, the mean maximum temperature was
observed to be 31.5°C in the month of April and the minimum temperature at 15.5°C
in the month of March. The mean maximum temperature in the monsoon season
was observed to be 31.4°C in the month of June. By the end of August the day
temperatures increase slightly, with the mean maximum temperature at 31.7°C in
the month of September and the night temperature decreases with the mean
minimum temperatures at 9.8°C in the month of January. The min. and max
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 15
temperatures recorded in Bongaigaon Refinery (BGR) during the year 2015 were 90C
& 390C respectively.
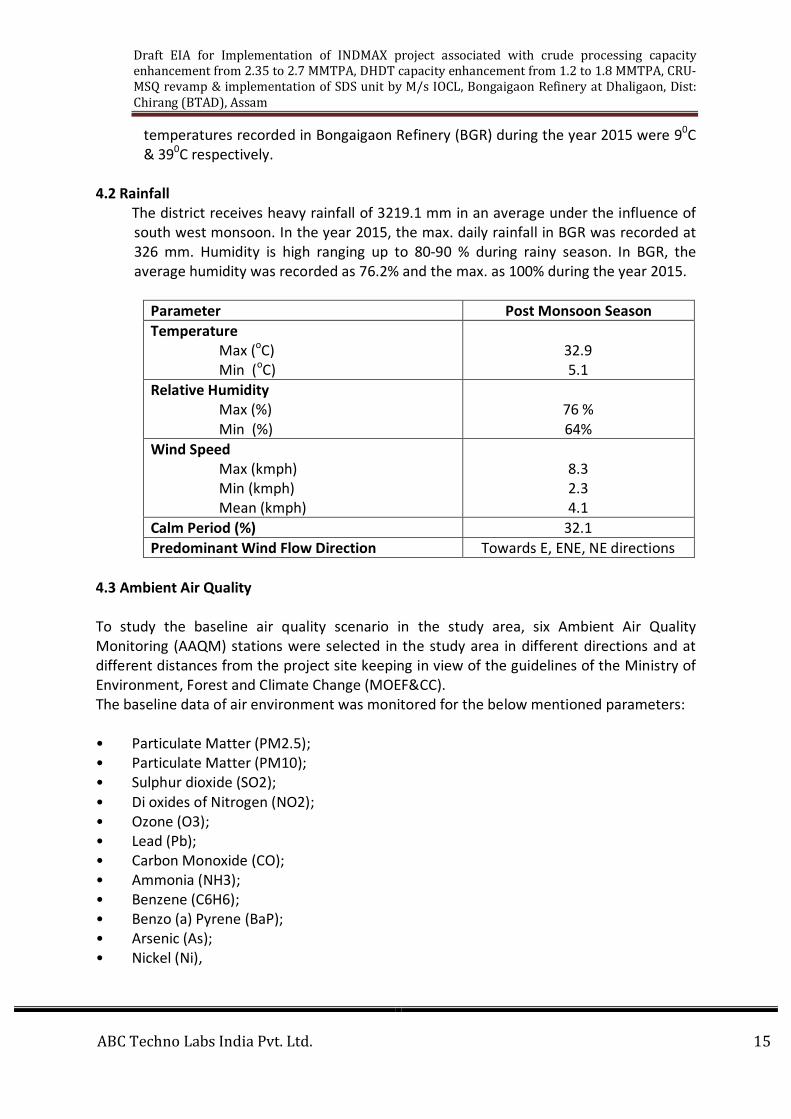
4.2 Rainfall
The district receives heavy rainfall of 3219.1 mm in an average under the influence of
south west monsoon. In the year 2015, the max. daily rainfall in BGR was recorded at
326 mm. Humidity is high ranging up to 80-90 % during rainy season. In BGR, the
average humidity was recorded as 76.2% and the max. as 100% during the year 2015.
Parameter Post Monsoon Season
Temperature
Max (oC)
Min (oC)
32.9
5.1
Relative Humidity
Max (%)
Min (%)
76 %
64%
Wind Speed
Max (kmph)
Min (kmph)
Mean (kmph)
8.3
2.3
4.1
Calm Period (%) 32.1
Predominant Wind Flow Direction Towards E, ENE, NE directions
4.3 Ambient Air Quality
To study the baseline air quality scenario in the study area, six Ambient Air Quality
Monitoring (AAQM) stations were selected in the study area in different directions and at
different distances from the project site keeping in view of the guidelines of the Ministry of
Environment, Forest and Climate Change (MOEF&CC).
The baseline data of air environment was monitored for the below mentioned parameters:
• Particulate Matter (PM2.5);
• Particulate Matter (PM10);
• Sulphur dioxide (SO2);
• Di oxides of Nitrogen (NO2);
• Ozone (O3);
• Lead (Pb);
• Carbon Monoxide (CO);
• Ammonia (NH3);
• Benzene (C6H6);
• Benzo (a) Pyrene (BaP);
• Arsenic (As);
• Nickel (Ni),
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 16
4.4 Ambient Noise Level
Noise can be defined as an unwanted sound. It interferes with speech and hearing and is
intense enough to damage hearing or is otherwise annoying. The definition of noise as
unwanted sound implies that it has an adverse effect on human beings and their
environment. Noise can also disturb wildlife and ecological system.
To understand the noise environment in the study area, a noise survey was conducted using
Sound Level Meter 2031 manufactured by Cygnet Systems. Noise measurements were
carried out at the same location where ambient air quality was monitored. The 24-hourly
sound levels were measured at each location once during the study period.
4.5 Soil Quality
The proposed projects including Indmax may affect the existing land use pattern in the
study area by change in present land use and encouraging more entrepreneurs to go in for
the new industries in this region. This in turn may have further impact on the existing basic
infrastructure. Therefore the land environment background status in terms of the land use
pattern needs to be assessed.
In order to characterize the soil quality within the study area, soil samples have been
collected from nine different locations in the study area.
4.6 Ecology
The information of important flora and terrestrial animal groups such as birds, reptiles and
mammals were collected by trekking inhabiting area, along the road, nearby forest areas
and agricultural fields present in the impact zone. An inventory of the plants and animals
has been prepared separately for mammals, reptiles and birds.
4.7 Socio- Economic
Socio-economic environment in the vicinity of any ensuing project is affected by the mode
of change that is likely to occur due to the beneficial or adverse effects arising out of the
project activity. The impact of such change is dependent upon likely job opportunities
economic output immigration strain on the existing basic amenities and overall impact on
the quality of environment, which may impair the health status of the people living in that
geographical area.
The projection of such assessment calls for collection of the baseline and background
information about the socio-economic and demographic environment of the surrounding
areas of the proposed site. A study area comprising an area of 10 km radius around the
proposed project was chosen for studying the socio-economic characteristics
The study area is well connected by railway route linking NE region with the rest of the
country. Three National Highways pass through this district. Sericulture is one of the
important agro-based employment generating activities in this region. Climatic conditions
are favourable for encouraging sericulture crops like mulberry, Eri, Muga etc. Socio-
economic profile of all these villages in terms of demographic characteristics like population,
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 17
literacy, occupational structure, and basic infrastructure was collected with the help of
Survey of India toposheets and 2011 census data
5. PREDICTION OF IMPACTS AND ITS MITIGATION MEASURES:
5.1 Impacts on Air
During Construction Phase
During the expansion, revamp phase, Activities like cleaning, levelling, grading, construction,
metal cutting, and erection of equipments like Columns, Vessel Pumps will be carried out.
A certain amount of particulate matter will be generated by truck movements during the
construction phase. However, the suspended particulate matter in ambient air as a result of
construction activities may be relatively coarse and will be settled within a short distance.
Therefore, the impact will be restricted within the close vicinity of the construction activity
for short period of time.
During Operation Phase
• During operation there will be NOx, SOx stack emissions from INDMAX FCC
generator, IGHDS unit, CDU-II, DHDT unit, and CRU unit, plant after expansion, the
major SOx emissions from INDMAX unit will be controlled by installing SDS unit at
plant. All the Stack heights will be designed as per CPCB guidelines.
• Fugitive emissions of hydrocarbon may result from unloading hose, faulty bottling,
leaking cylinders and minor leaks. Gas leak detectors, and Floating roof storage tanks
will be provided at strategic locations to detect concentration of hydrocarbon in the
premises.
• DG sets installed at BGR plant, are operated occasionally in case of power failure and
these are not regular source of gaseous emissions.
• Tankers/trucks/vehicles have pollution under control (PUC) certificates. Regular
maintenance of Diesel tankers/trucks will be ensured.
Mitigation Measures
• Cordoning off construction area by tin sheets & garden net
• Dust suppression measures like water sprinkling as per requirement.
• Use of adequate PPEs by the working personnel.
5.2 Impacts on Water
During Construction Phase
During the construction phase the demand of drinking water and construction water will be
meet from existing source. Adequate drinking water, hygiene and sanitation facilities will be
provided to the workers
The construction phase may result in minor soil erosion from the plant site, as it will clear of
ground flora during plant erection. The run off from the construction site during rainfall may
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 18
cause some increase in the quantity of suspended solids and turbidity in the runoff in
natural drain. However, this impact will be of temporary nature and may not last as soon as
excavated soil established and construction debris is disposed off properly
During Operation Phase
Only 40 m3/hr of water will be required daily for the INDMAX unit. While the CDU-II, DHDT,
SDS & CRU-MSQ units will not require any additional water.
• BGR has installed Tertiary Treatment Plant to facilitate reuse of effluent water inside
the complex as cooling water and firewater makeup.
•
Total water consumption after expansion will be 370 Cum/day and entire quantity of
treated effluent will be used for cooling tower make up and irrigation purpose. Thus
achieving Zero discharge status
• Waste water from canteen at the Plant will be treated in oil and grease trap followed
by septic tank and soak pits
•
Mitigation Measures
• Excavation for foundations of structures/vessels will be carried out during dry
season.
• Construction debris will be collected and disposed properly on daily basis.
• Sanitary facilities for workers will be provided.
5.3 Impacts on Noise Environment
During Construction Phase
During construction phase, metal cutting, and erection of equipments like Columns, Vessel
Pumps, cold cutting, hammering, vehicle movement, Rotary etc can generate noise, DG sets
may be major sources of noise generation during construction phase. Relatively high noise
levels will be generated during construction phase.
Mitigation Measures
• Use of ear muff and ear plugs to workers working in high noise area.
• Acoustic enclosures are already fitted with DG sets.
During Operation Phase
Noise generation is expected from piling process and rotating machinery, equipments. The
other sources are pumps, compressor, and turbines. DG sets are to be operated only during
grid power failure.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 19
Mitigation Measures
• Equipment specification and installation of acoustic enclosure with DG sets ensure
low level of noise generation.
• All the Diesel Tankers and trucks are essentially fitted with silencers to control noise
generation.
• Planting trees and developing and maintaining green belt area which works as noise
barrier.
• Quarterly Noise surveys are conducted and abnormalities are resolved.
Therefore, impact on noise levels of the study area due operations at the BGR plant will
be insignificant.
5.4 Impacts on Land and Ecological Environment
During construction phase, around 5,430 workers will be deployed, mostly from local area.
The construction activity of proposed plant will not displace any person.
During Operation of proposed Indmax plant, will require only 20 skilled workers for
operating and handling the plant. Therefore, large scale immigration will not take place and
the impact on demography of the area will be insignificant.
The construction and operation of the plant will have some beneficial impact due to
increase in incomes as local unskilled, semiskilled and skilled persons as they will gain some
direct and indirect employment In view of the small manpower and support facility
requirements, the beneficial impact likely to be marginal. However, this expansion and
revamping is going to impact positively on the production capacity of IOCL, thus by serving
larger markets and serving the Indian economy.
Since the immigration of work force during construction and operation of the proposed
expansion, revamping and implementation of new technologies at the plant will be likely to
be very small, the impact on facilities and cultural aspects are expected to be insignificant.
At the centre of the socio-economic impact lies the question of whether economic
development and growth can go hand in hand with environmental protection. The
expansion, revamping activity and implementation of new technologies at the BGR plant is
not likely to have any negative impact if, the proposed mitigation for environmental
management are implemented by the IOCL management. The proposed changes will have
definite beneficial impacts, even though marginal, on infrastructures facilities, gross
economic product, employment opportunities, socio-economic aspects of the area
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 20
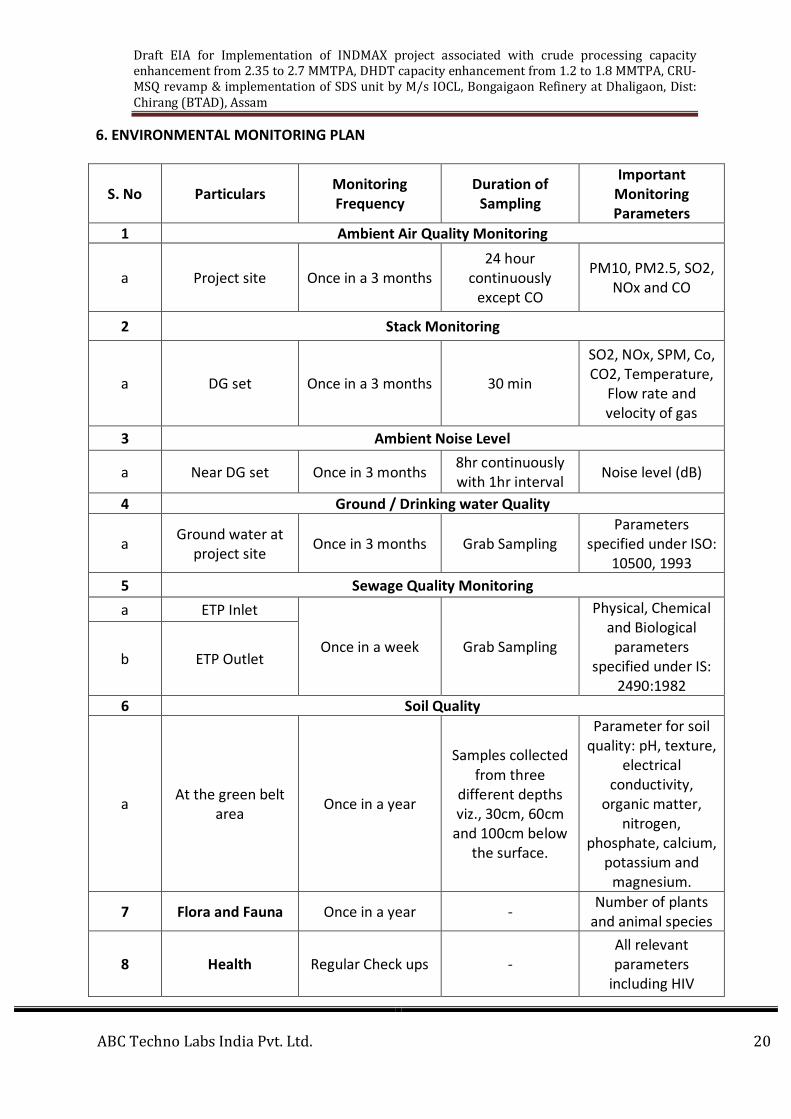
6. ENVIRONMENTAL MONITORING PLAN
S. No Particulars Monitoring
Frequency
Duration of
Sampling
Important
Monitoring
Parameters
1 Ambient Air Quality Monitoring
a Project site Once in a 3 months
24 hour
continuously
except CO
PM10, PM2.5, SO2,
NOx and CO
2 Stack Monitoring
a DG set Once in a 3 months 30 min
SO2, NOx, SPM, Co,
CO2, Temperature,
Flow rate and
velocity of gas
3 Ambient Noise Level
a Near DG set Once in 3 months 8hr continuously
with 1hr interval Noise level (dB)
4 Ground / Drinking water Quality
a Ground water at
project site Once in 3 months Grab Sampling
Parameters
specified under ISO:
10500, 1993
5 Sewage Quality Monitoring
a ETP Inlet
Once in a week Grab Sampling
Physical, Chemical
and Biological
parameters
specified under IS:
2490:1982
b ETP Outlet
6 Soil Quality
a At the green belt
area Once in a year
Samples collected
from three
different depths
viz., 30cm, 60cm
and 100cm below
the surface.
Parameter for soil
quality: pH, texture,
electrical
conductivity,
organic matter,
nitrogen,
phosphate, calcium,
potassium and
magnesium.
7 Flora and Fauna Once in a year - Number of plants
and animal species
8 Health Regular Check ups -
All relevant
parameters
including HIV
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 21
7. ADDITIONAL STUDIES
Industrial plants deal with materials, which are generally hazardous in nature by virtue of
their intrinsic chemical properties or their temperature or pressure of operation or a
combination of these. Fire, explosion, hazardous release or a combination of these are the
hazards associated with industrial plants. These have resulted in the development of more
comprehensive, systematic and sophisticated methods of safety engineering such as hazard
analysis and risk assessment to improve upon the integrity, reliability and safety of industrial
plants.
The primary emphasis in safety engineering is to reduce risk to human life and environment.
The broad tools attempt to minimize the chances of accidents occurring. Yet, there always
exists, no matter how remote, that small probability of a major accident occurring. If the
accident involves highly hazardous materials in sufficient large quantities, the consequences
may be serious to the plant, to surrounding areas and the populations therein.
Risk Assessment & Hazard Identification
Risk is defined as the unwanted consequences of a particular activity in relation to the
likelihood that this may occur. Risk assessment thus comprises of two variables, magnitude
of consequences and the probability of occurrence of accident.
The first step in risk assessment is identification of hazards. Hazard is defined as a physical
or chemical condition with the potential of accident which can cause damage to people,
property or the environment. Hazards are identified by careful review of plant operation
and nature of materials used. The various scenarios by which an accident can occur are then
determined, concurrently study of both probability and the consequences of an accident is
carried out and finally risk assessment is made. If this risk is acceptable then the study is
complete. If the risk is unacceptable then the system must be modified and the procedure is
restarted.
Scope of Risk Analysis
The scope of risk analysis study includes:
• Identify potential hazard sections of the plant, which are likely to cause damage to
the plant, operating staff and the surrounding communities in case of any accident
due to the proposed plant facilities.
• Assess overall damage potential of the hazardous events in relation to main plant
and environment.
• Assessment of total individual risk.
• Recommended emergency preparedness plan to mitigate the effects of any accident.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 22
Risk Analysis
Risk Analysis of any plant / installation handling hazardous materials includes:
(a) Hazard Identification
• Identify potentially hazardous materials that can cause loss of human life/injury, loss
of properties and deteriorate the environment due to loss of containment.
• Identify potential scenarios, which can cause loss of containment and consequent
hazards like fire, explosion and toxicity.
(b) Consequence Analysis
• Analysis of magnitude of consequences of different potential hazard scenarios and
their effect zones.
• Consequence analysis is a measure of potential hazards and is important for taking
precautionary measures for risk reduction as for well as mitigation of effect in case
of such accidents happening.
•
This report has been prepared by applying the standard techniques of risk assessment and
the information provided by IOCL. Based on the Risk Assessment, Disaster Management
Plan (DMP) has been prepared.
8. PROJECT BENEFITS
Direct Benefits
The expansion, revamping, installation of INDMAX will aid in manufacturing and
I. Eliminating the production demand of Black Oil and Naphtha.
II. It will maximize the production of LPG.
III. The project will help to manufacture High Speed Diesel (BS-VI).
IV. High Speed Diesel (HSD) conforming to manufacturing specifications of BS-VI
• Availability of LPG will discourage deforestation and reduce the use of fire wood
& fossil fuels.
• Improve the quality of life of women engaged in household activities specially in
cooking.
Improvement in the Social Infrastructure
The expansion of Plant will create opportunities for direct and indirect employment in the
area. This will initiate local economic growth and thereby the potential to enhance quality of
life of the local communities. Local population will get benefited due to availability of safer
fuels.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 23
Reduction of Emissions
The BS-VI will bring down the Nitrogen Oxide emissions from diesel cars by 68 % and 25%
from petrol engine cars. Cancer causing particulate matter emissions from diesel engine cars
will also come down by a phenomenal 80 %. Besides, the project would also improve the
smoke point of the kerosene stream from the Assam. It will, therefore, help in maintaining
cleaner environment due to reduction in emissions.
9. ENVIRONMENT MANAGEMENT PLAN
During operational phase, the area of concern will be stack emissions, liquid effluent and
intermittent disposal of spent catalyst (solid waste) from the proposed plant. During
operation there will be stack emissions from INDMAX FCC generator, IGHDS unit, CDU-II,
DHDT unit, and CRU unit, plant after expansion.
The Environmental Management Plan (EMP) for the proposed projects has to ensure that
the residual environmental impacts are minimized by adopting best possible economically
viable techniques. The EMP also has to ascertain compliance with all statutory conditions as
per No Objection Certificate (NOC) from Pollution Control Board Assam and Ministry of
Environment & Forests.
A comprehensive plan has been worked out keeping in view these requirements. The plan
encompasses the mitigation in three stages i.e. design, construction and operation of the
plant.
The Health Safety and Environmental Management at BGR is carried out by Deputy General
Manager (HSE). The DGM (HSE) reports to GM (TS & HSE). The DGM is assisted by Chief
Manager and officers etc.
10. CONCLUSION
Based on the environmental assessment, all possible environment aspects have been
adequately assessed and necessary control measures have been formulated to meet with
statutory requirements, in the preparation of the EIA-EMP. In view of the Auto-Fuel Policy
Vision 2025, the Refineries will be required to supply fuels meeting the BS-IV specification
fuels by 1st April 2017 and BS-V/VI specification by 1st April, 2019. The BS-VI will bring down
the Nitrogen Oxide emissions from diesel cars by 68 % and by 25% from petrol engine cars.
Cancer causing particulate matter emissions from diesel engine cars will also come down by
a phenomenal 80 %.
Considering that the proposed project of Bongaigaon Refinery will contribute in reducing
the pollution and help in environment protection for the cause of society, an Environmental
Clearance may be accorded for the proposed project.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 24
4(a): STANDARD TERMS OF REFERENCE FOR CONDUCTING ENVIRONMENT IMPACT
ASSESSMENT STUDY FOR PETROLEUM REFINING INDUSTRIES PROJECTS AND
INFORMATION TO BE INCLUDED IN EIA/EMP REPORT
Sr.
no.
Terms of Reference Compliance
1. Executive Summary Attached with the EIA Report.
2. Introduction
Details of the EIA Consultant including NABET
accreditation
Refer chapter 10 Section 10.2 and 10.4 of
the EIA Report.
(i) Information about the project proponent. Refer chapter 1 Section 1.1 of the EIA report
(ii) Importance and benefits of the project Refer chapter 1 section 1.2 and chapter 8 of
the EIA report.
3. Project Description
(i) Cost of the project and time of completion Refer to chapter 2, section 2.6 of the EIA
report.
(ii) Products with capacities for the proposed
project
Refer to chapter 2 of the EIA report.
(iii) If expansion project, details of existing products
with capacities and whether adequate land is
available for expansion, reference of earlier EC if
any
BGR has adequate land, The expansion and
modernisation will take place in the plant
premises.
It is a Expansion, Modernisation, Revamping
and implementation of new technology for
the project. The current capacity of refinery
plant is:
CDU Capacity 2.35 MMTPA,
DHDT Capacity 1.2 MMTPA,
CRU - MSQ 160 TMTPA
New Proposed changes are increasing
capacity revamping manufacturing units and
implementation of new technologies:
CDU Capacity 2.7 MMTPA,
DHDT Capacity 1.8 MMTPA,
CRU - MSQ 200 TMTPA (Revamping)
INDMAX technology implementation along
with gasoline desulphurisation technology.
Selective De- Sulphurisation technology
Installation.
Ministry of Environment & Forests (MoEF)
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 25
has granted environmental clearance to
Bongaigaon Refinery vide letter no. J-
11011/9/2008/- IA II (I) dated 2nd
September, 2008 for INDMAX Project.
(iv) List of raw materials required and their source
along with mode of transportation
Refer to chapter 2 of the EIA report
(v) Other chemicals and materials required with
quantities and storage capacities
Refer to chapter 2 of the EIA report
(vi) Details of Emission, effluent, hazardous waste
generation and their management
Refer to chapter 2, section 2.5 of the EIA
report
(vii) Requirement of water, power, with source of
supply, status of approval, water balance diagram,
man-power requirement (regular and contract)
Refer to chapter 2 of the EIA report
(viii) Process description along with major
equipments and machineries, process flow sheet
(quantitative) from raw material to products to be
provided
Refer to chapter 2 of the EIA report
(ix) Hazard identification and details of proposed
safety systems
Refer to chapter 7 of the EIA report
(x) Expansion/ modernization proposals
a) Copy of all the Environmental Clearances
including Amendments thereto obtained for
the project from MoEF & CC/SEIAA shall be
attached as an Annexure. A certified copy of
the latest Monitoring report of the regional
office of the Ministry of Environment and
Forests as per circular dated 30th May, 2012
on the status of compliance of conditions
stipulated in all the existing environmental
clearances including Amendments shall be
provided. In addition, Status of compliance of
Consent to Operate for the ongoing existing
operation of the project from SPCB shall be
attached with the EIA-EMP report
Attached as Annexure-X
b) In case the existing project has not obtained
Environmental Clearance, reasons for not
taking EC under the provisions of the EIA
notification 1994 and/or EIA notification 2006
shall be provided. Copies of Consent to
Establish/ no objection certificate and
Consent to Operate (in case of units operating
prior to EIA notification 2006, CTE and CTO of
FY 2005-2006 obtained from the SPCB shall
be submitted. Further, compliance report to
Ministry of Environment & Forests (MoEF)
has granted environmental clearance to
Bongaigaon Refinery vide letter no. J-
11011/9/2008/- IA II (I) dated 2nd
September, 2008 for INDMAX Project
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 26
the conditions of consents from the SPCB
shall be submitted.
4. Site details
(i) Location of the project site covering village,
Taluka/Tehsil, District and State, Justification for
selecting the site, whether other sites were
considered.
Refer to chapter 1, Fig.1.2 and 1.3 of the EIA
report
(ii) A topo-sheet of the study area of radius of 10
km and site location on 1:50,000/1:25,000 scale on
A3/A2 sheet.(including all eco-sensitive area and
environmentally sensitive places)
Refer chapter 2 of the EIA report.
(iii) Details w.r.t options analysis for selection of
site
Refer chapter 2 of the EIA report.
(iv) Co- ordinates (lat-long) of all four corners of
the site
Refer chapter 2 of the EIA report.
(v) Google map-Earth downloaded of the project
site
Refer chapter 2 of the EIA report.
(vi) Layout maps indicating existing units as well as
proposed unit indicating storage area, plant area,
greenbelt area, utilities etc. If located within an
Industrial area/Estate/Complex, Layout of Industrial
Area indicating location of unit within the Industrial
Area/Estate
Refer chapter 2 of the EIA report.
(vii) Photographs of the proposed and existing (if
applicable) plant site. If existing, show photographs
of plantation/greenbelt, in particular
Refer chapter 2 of the EIA report.
(viii) Land-use break-up of total land of the project
site (identified and acquired), government/private-
agricultural, forest, wasteland, water bodies,
settlements, etc shall be included.(not required for
industrial area)
Refer chapter 4, section 4.3.2 of the EIA
report.
(ix) A list of major industries with name and type
within study area (10 km) shall be incorporated.
Land use details of the study area
There is no major industry within 10 km
except NF Railway , Bongaigaon
(x) Geological features and geo-hydrological status
of the study area shall be included
Refer chapter 3 of the EIA report.
(xi) Details of drainage of the project upto 5 km
radius of study area. If the site is within 1 km radius
of any major river, peak and lean season river
discharge as well as flood occurrence frequency
based on peak rainfall data of the past 30 years.
Details of flood level of the project site and
maximum flood level of the river shall be
provided.(mega green field projects)
Refer chapter 3, section 3.2 of the EIA
report.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 27
(xii) Status of acquisition of land. If acquisition is not
complete, stage of the acquisition process and
expected time of complete possession of the land.
The project site is situated on the land
owned by IOCL
(xiii) R & R details in respect of land in line with
state Government policy
The project is proposed on IOCL owned land.
6. Environmental Status
(i) Determination of atmospheric inversion level at
the project site and site-specific micro-
meteorological data using temperature, relative
humidity, hourly wind speed and direction and
rainfall
Refer chapter 3 of the EIA report.
(ii) AAQ data (except monsoon) at 8 locations for
PM10, PM2.5, SO2, NOX, CO and other parameters
relevant to the project shall be collected. The
monitoring stations shall be based on CPCB
guidelines and taking into account the pre-
dominant wind direction, population zone and
sensitive receptors including reserved forests.
Refer chapter 3, section 3.7 of the EIA
report.
(iii) Raw data of all AAQ measurement for 12 weeks
of all stations as per frequency given in the NAQQM
Notification of Nov.2009 along with min.-max.,
average and 98 % values for each of the AAQ
parameters from data of all AAQ stations should be
provided as an annexure to the EIA report.
Refer chapter 3, section 3.7 of the EIA
report.
(iv) Surface water quality of nearby River (100
upstream and downstream of discharge point) and
other surface drains at eight locations as per
CPCB/MoEF & CC guidelines.
Refer chapter 3, section 3.5 of the EIA
report.
(v) Whether the site falls near to polluted stretch of
river identified by the CPCB/MoEF & CC, if yes give
details.
No
(vi) Ground water monitoring at minimum at 8
locations shall be included.
Refer chapter 3, section 3.5 of the EIA report
(vii) Noise levels monitoring at 8 locations within
the study area
Refer chapter 3, section 3.8 of the EIA report
(viii) Soil Characteristic as per CPCB guidelines. Refer chapter 3, section 3.4 of the EIA report
(ix) Traffic study of the area, type of vehicles,
frequency of vehicles for transportation of
materials, additional traffic due to proposed
project, parking arrangement etc.
Refer Chapter3, Section 3.12 of the EIA
report
(x) Detailed description of flora and fauna
(terrestrial and aquatic) existing in study area shall
be given with special reference to rare, endemic
and endangered species. If Schedule- I fauna are
Refer chapter 3, section 3.10 of the EIA
report
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 28
found within the study area, a Wildlife
Conservation Plan shall be prepared and furnished.
(xi) Socio-economic status of the study area. Refer chapter 3, section 3.11 of the EIA
report
7. Impact and Environment Management Plan
(i) Assessment of ground level concentration of
pollutants from the stack emissions based on site-
specific meteorological features. In case the project
is located on hilly terrain, the AQIP Modeling shall
be done using inputs of the specific terrain
characteristics for determining the potential
impacts of the project on the AAQ . Cumulative
impact of all sources of emissions (including
transportation) on the AAQ of the area shall be
assessed. Details of the model used and the input
data used for modelling shall also be provided. The
air quality contours shall be plotted on a location
map showing the location of project site, habitation
nearby, sensitive receptors, if any.
Refer chapter 3 of the EIA report
(ii) Water quality modelling- in case of discharge in
water body.
Waste water will be treated in the ETP on
the project site itself.
(iii) Impact of the transport of the raw material and
end products on the surrounding environment shall
be assessed and provided. In this regard, options
for transport of raw materials and finished products
and wastes (large quantities) by rail or rail-cum
road transport or conveyor-cum-rail transport shall
be examined.
The plot surrounding has general
infrastructure facilities for transport of raw
material and end product i.e. railways siding
for dispatch of products, approach road, and
pipeline for disposal of effluents.
(iv) A note on treatment of wastewater from
different plant operations, extent recycled and
reused for different purposes shall be included.
Complete scheme of effluent. Characteristics of
untreated and treated effluent to meet the
prescribed standards of discharge under E(P) Rules
Refer chapter 9, section 9.5.1.2 of the EIA
report.
(v) Details of stack emissions and action plan for
control of emission to meet standards
Refer to chapter 9 of the EIA report
(vi) Measures for fugitive emissions control. Refer to chapter 9 of the EIA report
(vii) Details of hazardous waste generation and
their storage, utilization and management. Copies
of MoU regarding utilization of solid and hazardous
waste in cement plant shall also be included. EMP
shall include the concept of waste-minimization,
recycle/reuse/recover techniques, energy
conservation and natural resource conservation
Refer to chapter 9, section 9.8.2.2 of the EIA
report.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 29
(viii) Proper utilization of fly ash shall be ensured as
per Fly Ash Notification, 2009. A detailed plan of
action shall be provided.
Not applicable
(ix) Action plan for the green belt development plan
in 33 % area i.e. land with not less than 1,500 trees
per ha. Giving details of species, width of
plantation, planning schedule etc. shall be included.
The green belt shall be around the project
boundary and a scheme for greening of roads used
for the project shall also be incorporated.
Refer chapter 9, section 9.2.5 of the EIA
report.
(x) Action plan for rainwater harvesting measures at
plant site shall be submitted to harvest rainwater
from the roof tops and storm water drains to
recharge the ground water and also to use for the
various activities at the project site to conserve
fresh water and reduce the water requirement
from other sources.
Rainwater harvesting measures at plant site
shall be implemented to harvest rainwater
from the roof tops and storm water drains to
recharge the ground water and also to use
for the various activities at the project site to
conserve fresh water and reduce the water
requirement from other sources.
(xi) Total capital cost and recurring cost/annum for
environmental pollution control measures shall be
included.
The capital and recurring cost for 2015-16 is
Rs. 72 Lakh (Approx)
(xii) Action plan for post-project environmental
monitoring shall be submitted
Refer to chapter 6 of the EIA report
(xiii) Onsite and Offsite Disaster (natural and Man-
made) Preparedness and Emergency Management
Plan including Risk Assessment and damage
control. Disaster management plan should be
linked with District Disaster Management Plan.
Refer chapter 7 of the EIA report
8. Occupational health
(i) Plan and fund allocations to ensure the
occupational health & safety of all contract and
casual workers
Refer Annexure-I (Quality, Safety, Health &
Policy)
(ii) Details of exposure specific health status
evaluation of worker. If the workers health is being
evaluated by pre designed format, chest x-rays,
Audiometry, Spirometry, vision testing (far & near
vision, colour vision and any other ocular defect)
ECG, during pre placement and periodical
examinations give the details of the same. Details
regarding last month analyzed data of above
mentioned parameters as per age, sex, duration of
exposure.
Refer Annexure-I (Quality, Safety, Health &
Policy).
All workers are provided with suitable
personal protective equipments (PPE).
Regular safety and environmental awareness
programmes are being conducting in the
nearby villages to promote awareness of the
local villages. BGR is also taking up periodic
health check programmes for the nearby
villages is also being taken care
Refer Annexure-I (Quality, Safety, Health &
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 30
(iii) Details of existing Occupational & Safety
Hazards. What are the exposure levels of hazards
and whether they are within Permissible Exposure
Level (PEL). If these are not within PEL what
measures the company has adopted to keep them
within PEL, what measures the company has
adopted to keep them within PEL so that health of
the workers can be preserved.
Policy).
All workers are provided with suitable
personal protective equipments (PPE).
The air & noise levels are regularly
monitored and they are within permissible
limits (Refer Chapter 3)
The workers working in high noise level
generating area shall undergo audiometric
test once in a six months.
VOC levels are determined regularly. The
new project will implement Sulphur - De-
Sulphurisation technology.
Proper designing of building, work area,
good ventilation, good exhaust system & air
circulation. To relieve them from thermal
stress, provision of relaxation facilities.
Isolation to specific areas, Rotation of
workers/shifts to avoid continuous
exposure, Enforcement & encouragement to
use PPE
(iv) Annual report of health status of workers with
special reference to Occupational Health and
Safety.
Occuational Health Survelliance is regular
exercise at BGR. The health check ups will
carried out periodically and medical records
of all employees shall be maintained
separately.
The medical check up will include Chest X-
Ray, Audiometry, Spirometry, Haemogram,
ECG, Vision testing (Far & Near vision, color
vision and any other ocular defect). Urine
(Routine and Microscopic), Complete
Physical examination, Fatigue, Backache,
Muco Skeletal disorders, (MSD), major &
minor joint pains will be examined and given
appropriate remedy/treatment.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 31
9. Corporate Environment Policy
(i) Does the company have a well laid down
environment Policy approved by its Board of
Directors? If so, it may be detailed in EIA
report.
Indian Oil Corporation Ltd., Bongaigaon
Refinery (BGR) has its own well established
Quality, Safety, Health and Environment
(QSHE) Policy approved by Executive
Director, BGR.
Refer Annexure-I in the EIA report
(ii) Does the environmental policy prescribe for
standard operating process/procedures to
bring into focus any infringement/deviation
/violation of the environmental or forest
norms/conditions? If so, it may be detailed in
the EIA.
Not applicable
(iii) What is the hierarchical system or
Administrative order of the company to deal
with the environmental issues and for ensuring
compliance with the Environmental Clearance
conditions? Details of this system may be
given.
Refer Annexure - XI, Organogram Of
Environment, (Health, Safety and
Management)
(iv) Does the company have system of reporting of
non compliances/ violations of environmental
norms to the Board of Directors of the
company and or/ shareholders or stakeholders
at large? This reporting mechanism shall be
detailed in the EIA report
(a)Status of Consent to operate, Treated
Effluent quality , Ambient Air Quality and
Hazardous Waste Management details are
displayed in BGR main gate for public
viewing .
(b) LED display Boards are installed at Main
Gate of BGR for Stack Emission, Treated
Effluent, Amb. Air Quality and
Meteorological data for public viewing.
Online Stack emission data - Amb. Air quality
and Treated Effluent quality, are linked with
IOCL- Ref. Head Quarter as well CPCB &
PCBA servers.
10. Details regarding infrastructure facilities such as
sanitation, fuel, restroom etc. to be provided to the
labor force during construction as well as to the
casual workers including truck drivers during
Operation phase.
Proper infrastructure facilities will be
provided.
11. Enterprise Social Commitment (ESC)
Adequate funds (at least 2.5 % of the project cost)
shall be earmarked towards the Enterprise Social
Commitment based on Public Hearing issues and
item-wise details along with time bound action plan
shall be included. Socio-economic development
activities need to be elaborated upon.
CSR budget for FY 2016-17 proposed is
Rs.372.60 Lakh which includes:
A. New CSR Projects: Rs.111.00 Lakh.
B. Flag-ship Projects – Indian Oil
Chikitsa Seva Kendra : Rs.6.60 Lakh &
C. School – Rs. 255.00 lakh.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 32
12. Any litigation pending against the project and/or
any direction/order passed by any court of law
against the project, if so, details thereof shall also
be included. Has the unit received any notice under
Section 5 of Environment (protection) Act, 1986 or
relevant sections of Air and Water Acts? If so,
details thereof and compliance /ATR to the
notice(s) and present status of the case.
Nil
13. A tabular chart with index for point wise
compliance of above TOR.
Provided
SPECIFIC TERMS OF REFERENCE :
1. Complete process flow diagram describing each unit,
its capacity along with material and energy balance.
Refer Chapter 2 in EIA, Refer Annexure-
II, III in the EIA report
2. Details of intermediate product, their storages and
final products to be manufactured.
Refer to Annexure- III, IV in the EIA
report
3. Sulphur balance giving input from crude, refinery fuel
(if used) and any other outside fuel and output in
various products and emissions.
Refer to Annexure -V in the EIA report
4. Details of proposed source-specific pollution control
schemes and equipment to meet the national
standard for petroleum refinery.
Pollution Control schemes are already
in compliance with Revised Standards
for Emissions & Effluent -2008 .
5. Details of emissions from all the stacks including
volumetric flow rate.
Refer to Annexure VI in the EIA report
6. Details on availability of raw material (crude oil,
natural gas, chemicals, etc.), its source and storage at
the plant.
• Raw material – Crude oil
• Assam crude oil source – Assam
oilfield
• Imported crude oil source –
Paradip port in East coast
7. Details of mode of transportation of crude and
products. Details of mode of transportation of crude
and products.
• Transportation mode are given
below:
o Crude oil–pipeline
o Product–Truck, Rake & pipeline
• Crude storage capacity in 7 crude
tanks : 7 x 20,000 KL = 1,40,000
KL
8. Details of storage capacity of crude and products. Refer chapter 9 of the EIA report
9. Ambient air quality data should include hydro carbon
(methane and non -methane), VOC. Ni & V etc.
Refer chapter 3 of the EIA report
10. Efforts to minimize water consumption, effluent
discharge and to maintain quality of receiving water
body.
No treated water will be discharged in
any water body. Effluent will be treated
in ETP and the treated effluent will be
recycled.
11. Details of effluent at treatment plant, inlet and
treated water quality with specific efficiency of each
Refer Annexure-VIII, IX in the EIA report
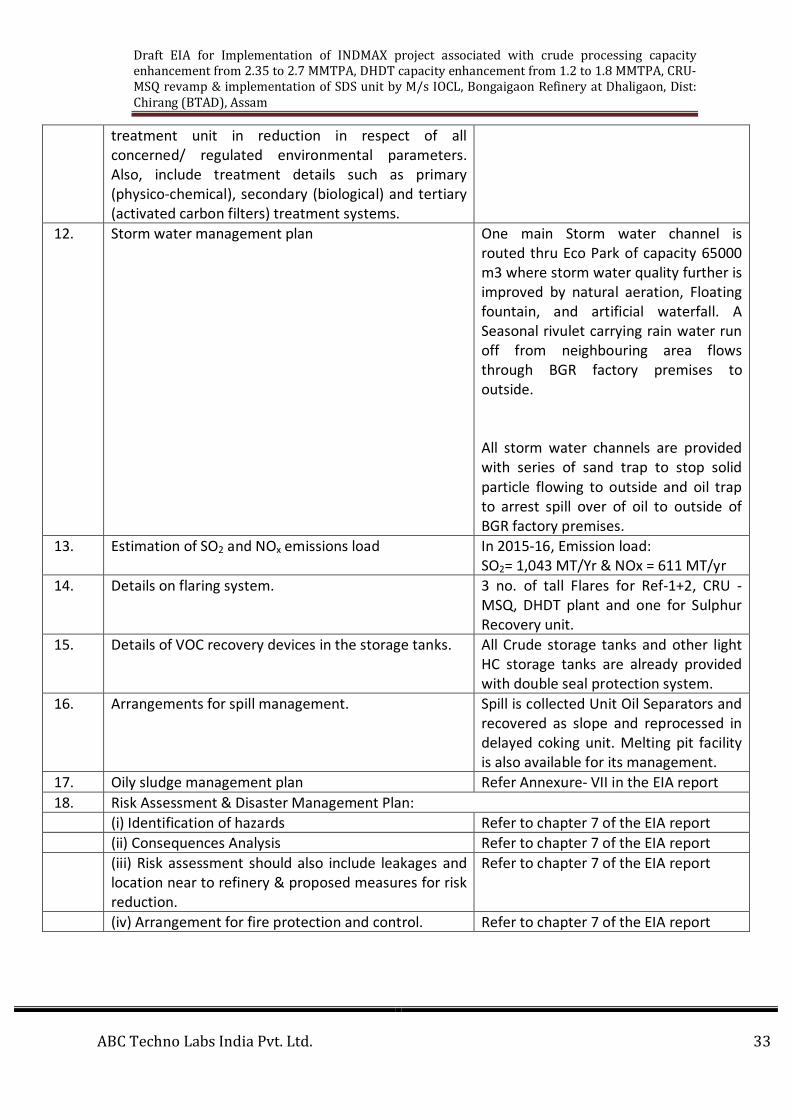
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 33
treatment unit in reduction in respect of all
concerned/ regulated environmental parameters.
Also, include treatment details such as primary
(physico-chemical), secondary (biological) and tertiary
(activated carbon filters) treatment systems.
12. Storm water management plan One main Storm water channel is
routed thru Eco Park of capacity 65000
m3 where storm water quality further is
improved by natural aeration, Floating
fountain, and artificial waterfall. A
Seasonal rivulet carrying rain water run
off from neighbouring area flows
through BGR factory premises to
outside.
All storm water channels are provided
with series of sand trap to stop solid
particle flowing to outside and oil trap
to arrest spill over of oil to outside of
BGR factory premises.
13. Estimation of SO2 and NOx emissions load In 2015-16, Emission load:
SO2= 1,043 MT/Yr & NOx = 611 MT/yr
14. Details on flaring system. 3 no. of tall Flares for Ref-1+2, CRU -
MSQ, DHDT plant and one for Sulphur
Recovery unit.
15. Details of VOC recovery devices in the storage tanks. All Crude storage tanks and other light
HC storage tanks are already provided
with double seal protection system.
16. Arrangements for spill management. Spill is collected Unit Oil Separators and
recovered as slope and reprocessed in
delayed coking unit. Melting pit facility
is also available for its management.
17. Oily sludge management plan Refer Annexure- VII in the EIA report
18. Risk Assessment & Disaster Management Plan:
(i) Identification of hazards Refer to chapter 7 of the EIA report
(ii) Consequences Analysis Refer to chapter 7 of the EIA report
(iii) Risk assessment should also include leakages and
location near to refinery & proposed measures for risk
reduction.
Refer to chapter 7 of the EIA report
(iv) Arrangement for fire protection and control. Refer to chapter 7 of the EIA report
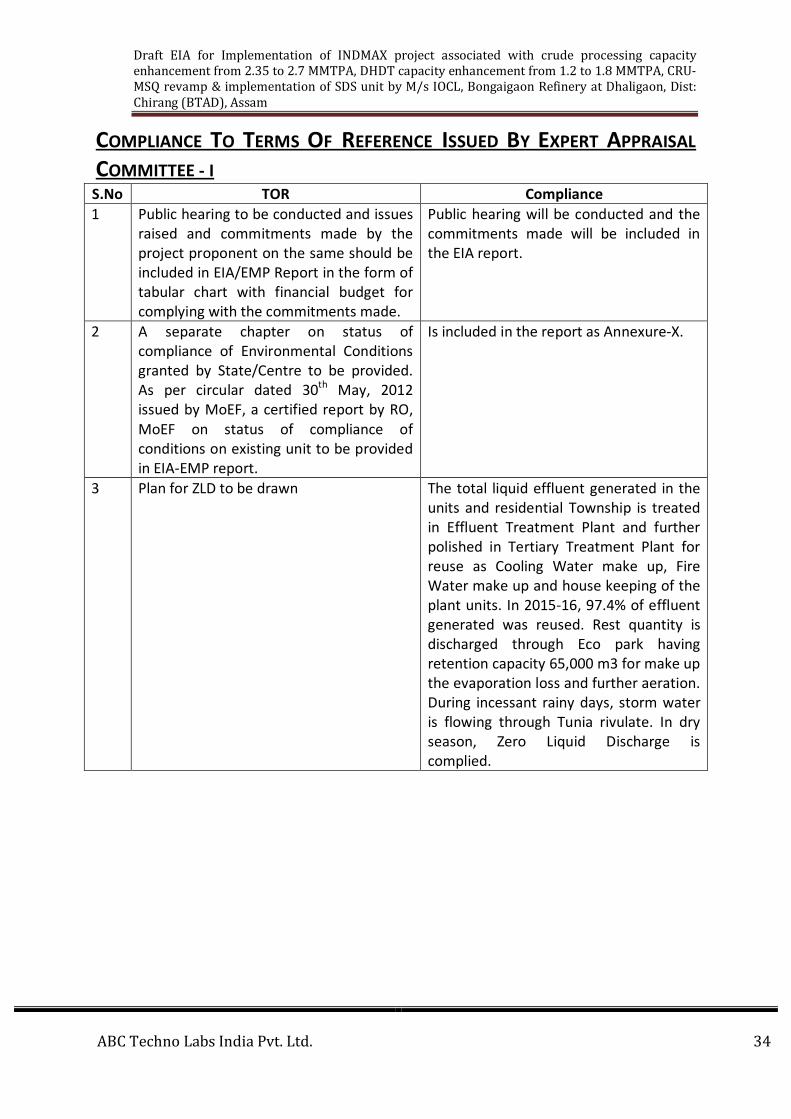
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 34
COMPLIANCE TO TERMS OF REFERENCE ISSUED BY EXPERT APPRAISAL
COMMITTEE - I
S.No TOR Compliance
1 Public hearing to be conducted and issues
raised and commitments made by the
project proponent on the same should be
included in EIA/EMP Report in the form of
tabular chart with financial budget for
complying with the commitments made.
Public hearing will be conducted and the
commitments made will be included in
the EIA report.
2 A separate chapter on status of
compliance of Environmental Conditions
granted by State/Centre to be provided.
As per circular dated 30th May, 2012
issued by MoEF, a certified report by RO,
MoEF on status of compliance of
conditions on existing unit to be provided
in EIA-EMP report.
Is included in the report as Annexure-X.
3 Plan for ZLD to be drawn The total liquid effluent generated in the
units and residential Township is treated
in Effluent Treatment Plant and further
polished in Tertiary Treatment Plant for
reuse as Cooling Water make up, Fire
Water make up and house keeping of the
plant units. In 2015-16, 97.4% of effluent
generated was reused. Rest quantity is
discharged through Eco park having
retention capacity 65,000 m3 for make up
the evaporation loss and further aeration.
During incessant rainy days, storm water
is flowing through Tunia rivulate. In dry
season, Zero Liquid Discharge is
complied.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 35
CHAPTER 1
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 36
CHAPTER 1: INTRODUCTION 1.1 Background
The Bongaigaon Refinery is the eighth refinery of IOCL, formed upon the amalgamation of
Bongaigaon Refinery & Petrochemicals Limited (BRPL) with Indian Oil on March 25. 2009.
Bongaigaon refinery is situated at Dhaligaon in Chirang district of Assam, 200 km west of
Guwahati.
The Bongaigaon Refinery initial capacity of 1.00 MMTPA and commissioned in 1979. The
crude capacity was further increased to 1.35 MMTPA in 1986. Presently refinery has two
Crude Distillation Units (CDU) of each capacity 1.35 MMTPA, two Delayed Coker Units (DCU)
and a Coke Calcination Unit (CCU). The refinery has implemented Diesel Hydrotreatment
(DHDT) project and MS Quality Improvement (MSQ) project in 2011. For the first time in
India, technology indigenously developed by M/s IOCL (R&D) and Engineers India Limited
(EIL) is being adopted for these two projects.
Now the company intends to expand, revamp, implement new processing and pollution
control technologies and there units. In view of the Auto-Fuel Policy Vision 2025, the
Refineries will be required to supply fuels meeting the BS-IV specification fuels by 1st April
2017 and BS-VI specification by 1st April, 2020. Bongaigaon Refinery has proposed crude
enhancement capacity from 2.35 to 2.7 MMTPA, DHDT capacity.
Ministry of Environment & Forests (MoEF) has granted environmental clearance to
Bongaigaon Refinery vide letter no. J-11011/9/2008/- IA II (I) dated 2nd September, 2008 for
INDMAX Project.
Environment plays a vital role in overall development of the country. Recognizing the
importance of environmental protection and sustainable development, the Ministry of
Environment, Forest and Climate Change (MoEF&CC), Government of India had formulated
policies and procedures governing the industrial and other developmental activities to
prevent indiscriminate exploitation of natural resources and promote integration of
environmental concern in industrial projects. To assess and evaluate potential
environmental impacts during design, construction & operation phases and to suggest
mitigation measures with detailed environmental management plan, environmental impact
assessment study has been conducted for the proposed project.
M/s ABC Techno Labs India Private Limited (ABC Techno Labs), NABET Accredited
Environmental Consultant Organisation, has been engaged by M/s Indian Oil Corporation
Ltd. (IOCL) to carry out Environmental Impact Assessment studies for the proposed INDMAX
Project and expansion of capacity of various units of existing refinery.
1.2 Need of the Expansion of Bongaigaon refinery
The present crude processing capacity is 2,350,000 TPA of Assam Crude Oil and Low Sulphur
Imported Crude Oil. In view of the Auto-Fuel Policy Vision 2025, the Refineries will be
required to supply fuels meeting the BS-IV specification fuels by 1st April 2017 and BS-VI
specification by 1st April, 2020. The BS-VI will bring down the Nitrogen Oxide emissions from
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 37
diesel cars by 68 % and 25% from petrol engined cars. Cancer causing particulate matter
emissions from diesel engine cars will also come down by a phenomenal 80% is
implementing the following projects:
i. Crude processing capacity enhancement from 2.35 MMTPA to 2.7 MMTPA
ii. DHDT capacity enhancement from 1,200 TMTPA to 1,800 TMTPA to meet BS-VI
HSD specification.
iii. CRU-MSQ revamp to meet BS-VI MS specification.
iv. INDMAX Project along with Indmax Gasoline De-Sulphurisation Unit.
v. Selective Desulphurisation (SDS) Unit.
1.3 Need of EIA
As per EIA Notification S.O. No 1533 issued on 14th September, 2006 and its subsequent
amendments, the proposed expansion of the BGR INDMAX project is falling under Schedule
4(a) – Petroleum Refining Industry. Hence, this project requires Environmental Clearance
from Ministry of Environment & Forest (MoEF) through Expert Appraisal Committee (EAC),
Accordingly, the EIA Report has been prepared based on the Terms of Reference approved
during 5th Meeting of Expert Appraisal Committee - 1 held on 25th & 26th February, 2016
for the BGR INDMAX plant and expansion of other facilities in BGR complex.
1.4 Terms of Reference (TOR)
During 5th Expert Appraisal Committee (EAC) meeting held on 25th & 26th February, 2016,
the project was considered and after detailed discussions the Committee prescribed the
following additional points which need to be added in model ToR applicable for category
4(a). The EIA report has been prepared as per TOR approved by SEAC. The compliance of
TOR is given in the beginning of EIA Report.
1. Public hearing to be conducted and issues raised and commitments made by the
project proponent on the same should be included in EIA/EMP Report in the form of
tabular chart with financial budget for complying with the commitments made.
2. A separate chapter on status of compliance of Environmental Conditions granted by
State/Centre to be provided. As per circular dated 30th May, 2012 issued by MoEF, a
certified report by RO, MoEF on status of compliance of conditions on existing unit to
be provided in EIA-EMP report.
3. Plan for ZLD to be drawn
1.5 Approach and Methodology
The primary objective of the EIA study is to internalize and integrate the environmental
concerns /aspects and mitigation measures due to proposed expansion at Bongaigaon
Refinery.
The EIA study for proposed expansion at Bongaigaon Refinery has been carried out with the
following objectives:
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 38
� Collection of baseline attributes in study area. The EIA covers baseline environmental
data, as per the guidelines of MoEF & CC. The scope includes collection of baseline
data to identify the various environmental parameters such as air, water, soil, noise
levels, socio - economic factors, land use factors, the status of the flora- fauna and
wildlife in the adjoining areas of the proposed project site.
� Identification, prediction, evaluation & mitigation of biophysical, social & other
relevant effects of development on the environment during the operational phase of
the proposed expansion at Bongaigaon Refinery sing mathematical / simulation
models as per applicable Indian law.
� Preparation of risk assessment & emergency preparedness / disaster management
plan for the project.
� Preparation of Environmental Management Plan (EMP) to be adopted for mitigation
of the anticipated adverse impacts of the proposed expansion at plant during
operational phase.
� Delineation of the post project environmental quality monitoring program as per the
requirements of the regulatory authorities.
To carry out EIA study for the proposed expansion, reconnaissance survey was conducted by
field team of ABC Techno Labs India Pvt. Ltd. and sampling locations for various
environmental parameters were identified on the basis of:
� Predominant wind direction expected during the period of baseline monitoring in the
study area
� Topography,
� Location of village/towns/sensitive areas
� Identified pollution pockets, if any within the study area
� Areas, which represent baseline conditions;
� Collection, collation and analysis of baseline data for various environmental
attributes.
The field studies and primary data collection have been conducted during November 2015
to 15th March 2016 to determine existing conditions of various environmental attributes.
The proposed expansion at Bongaigaon Refinery could have impact on the physical,
chemical and biological attributes of surrounding environment. In assessing the
environmental impacts, collection, collation and interpretation of baseline data is of prime
importance. Environmental impact analysis and assessment is preferably carried out at the
planning stage itself.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 39
1.6 Environmental Settings
The environmental settings of the Bongaigaon Refinery, Assam are given in following
subsections:
1.6.1 Location Details of the Site
The location of refinery capacity enhancement project, which is in existing premises of
refinery on Google satellite image and surrounding area is shown in Figure 1.1.
IOCL Bongaigaon Refinery is located at Tehsil: Sidli Part II, Revenue survey no. 450,
Dhaligaon, District-Chirang, Assam State, India.
The latitude -longitude of the refinery are as follows:
Latitude : 26°31’00.81"N
Longitude : 90°31'53.85“E
The main geographical features of the Bongaigaon Refinery project are given below:
� The average ground level elevation of project site is 63m above the mean sea level.
� It is 8 km away from the New Bongaigaon railway station
� National Highway – NH 31C -0.7 km away from the project site.
� Nearest Airport: Lokopriya Gopinath Bordoloi International Airport, Guwahati, 180
Km away from project site.
� Nearest village: Dhaligaon at 1 Km (approx.)
� Topography is generally plain lands, No hilly areas, No valleys around 5 km radius
area from the project site.
� There is no archaeological monument within the 5 km radius of the project siteThere
is no critical polluted area within 10 km radius area.
� There is no state boundary within 10 km radius.
� There is no national park/wildlife sanctuary within 5 km radius area from site.
(Nakkati Reserved Forest- 7.5km, Kakoijana Reserved Forest- 9.5km, Bhumeswar
Reserved Forest- 7.8km).
� Distance of Lakes that are situated near the projects sitee mentioned ahead:
Nayachara Lake (Beel) -7.0km, Bhosamari -9.2 km, Paropota Lake -9.5 km, Naodora
Lake -9.2 km, Kasorani Lake -9.2 km .
� Distance of rivers that are situated near the projects site are mentioned ahead: River
Aie -6.0 km, River Tunia -4.0km, River Kujia -7.0 km
The location of refinery on map is shown in Figure 1.2. 10 km radius of study area on Google
map is given in Figure below
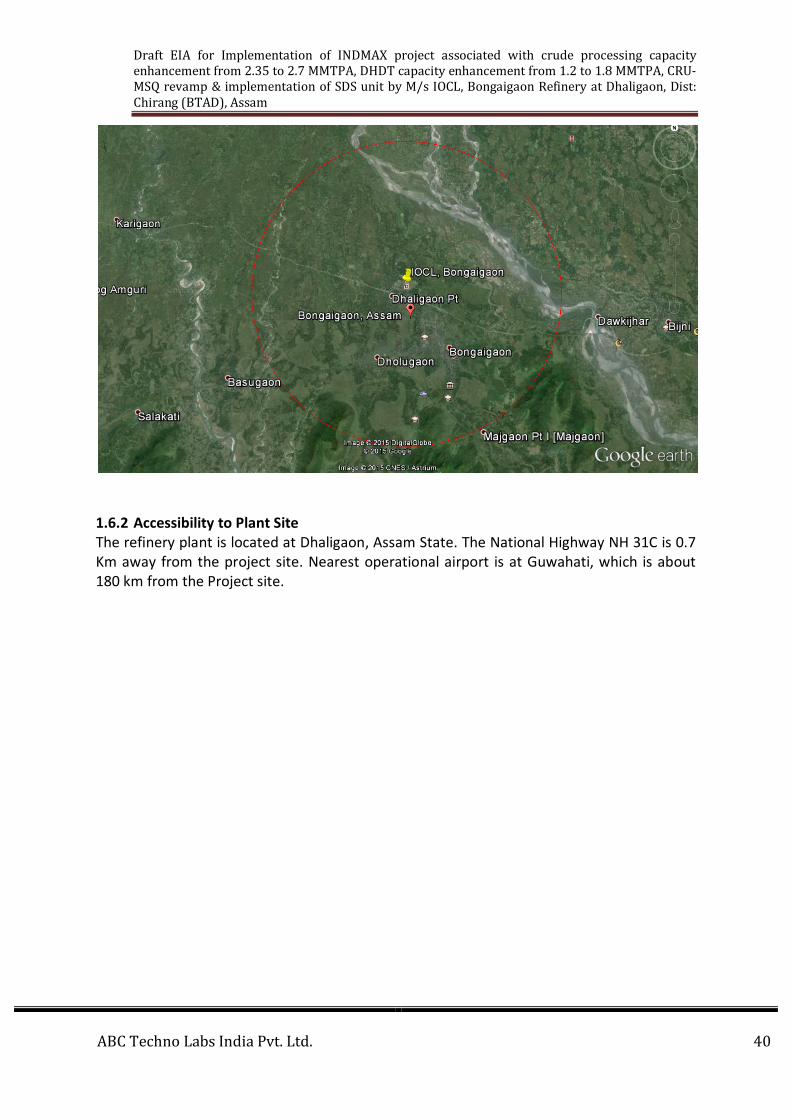
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 40
1.6.2 Accessibility to Plant Site
The refinery plant is located at Dhaligaon, Assam State. The National Highway NH 31C is 0.7
Km away from the project site. Nearest operational airport is at Guwahati, which is about
180 km from the Project site.
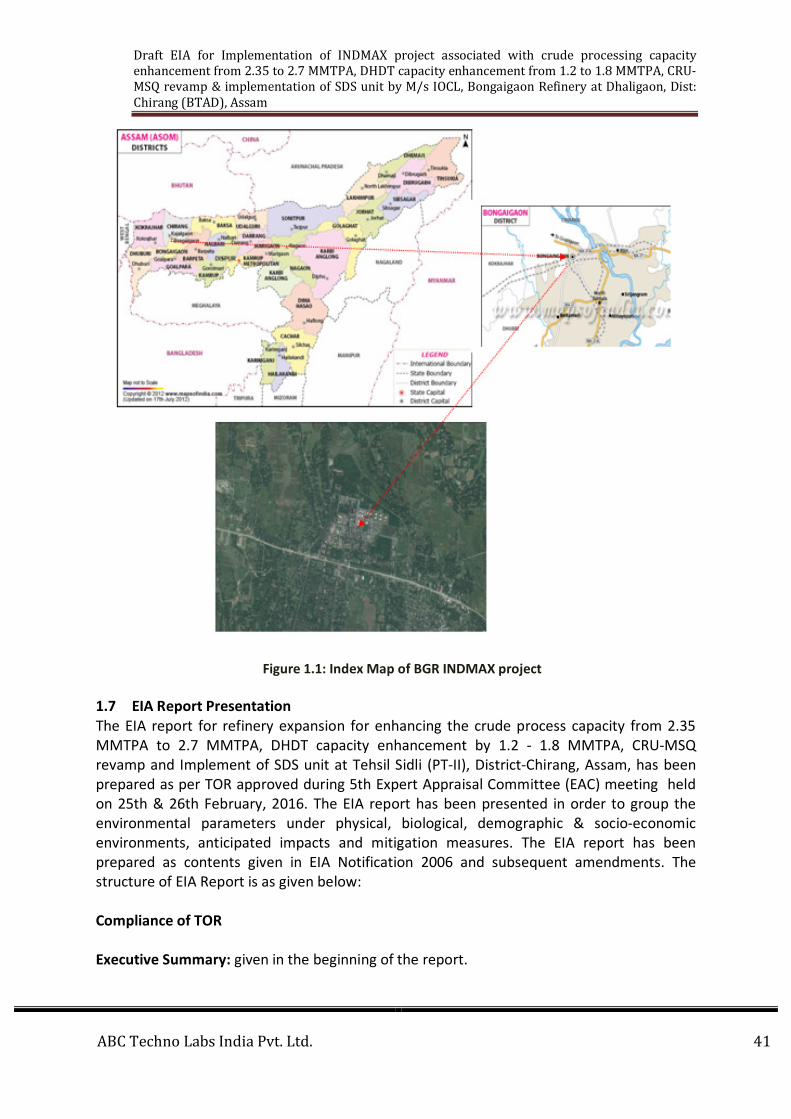
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 41
1.7 EIA Report Presentation
The EIA report for refinery expansion for enhancing the crude process capacity from 2.35
MMTPA to 2.7 MMTPA, DHDT capacity enhancement by 1.2 - 1.8 MMTPA, CRU-MSQ
revamp and Implement of SDS unit at Tehsil Sidli (PT-II), District-Chirang, Assam, has been
prepared as per TOR approved during 5th Expert Appraisal Committee (EAC) meeting held
on 25th & 26th February, 2016. The EIA report has been presented in order to group the
environmental parameters under physical, biological, demographic & socio-economic
environments, anticipated impacts and mitigation measures. The EIA report has been
prepared as contents given in EIA Notification 2006 and subsequent amendments. The
structure of EIA Report is as given below:
Compliance of TOR
Executive Summary: given in the beginning of the report.
Figure 1.1: Index Map of BGR INDMAX project
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 42
Chapter 1: Introduction
This chapter provides background information, brief location settings of the area. The terms
of reference for preparation of EIA/ EMP and structure of EIA report have also been
described in this chapter.
Chapter 2: Description of the Project
This chapter deals project details, project layout, design details, operating parameters,
power requirements, water requirement and sources of pollution and it management, cost
of proposed expansion, etc.
Chapter 3: Description of the Environment
This chapter presents existing environmental status of the 10 km radius study area around
the proposed project including topography, geological, drainage pattern, water
environment, climate & meteorology, ambient air quality, noise levels, flora & fauna, socio-
economic, etc.
Chapter 4: Anticipated Environmental Impacts & Mitigation Measures
This chapter describes the anticipated impact on the environment and mitigation measures
for proposed project. Assessment of anticipated Environmental Impacts. It gives the details
of the impact on the baseline parameters, both during the construction and operational
phases and suggests the mitigation measures to be implemented by the IOCL Bongaigaon
Refinery.
Chapter 5: Analysis of Alternatives
This chapter examines alternative means for the proposed project
Chapter 6: Environmental Monitoring Plan
This chapter describes Environmental Monitoring Plan for the proposed project during
construction and operation phases.
Chapter 7: Additional Studies (Risk Analysis and Disaster Management Plan)
This chapter spelled out hazard identification, risk analysis and disaster management plan
for an unlikely event of emergency at LPG Plant.
Chapter 8: Project Benefits
This chapter includes the benefits in terms of improvement in physical infrastructure, social
infrastructure, employment potential, etc.
Chapter 9: Environmental Management Plan (EMP)
This chapter describes environmental management plan to mitigate adverse environmental
impacts and to strengthen beneficial impacts.
Chapter 10: Disclosure of Consultant engaged
This chapter comprises the name of consultants engaged with their brief resume and nature
of consultancy rendered.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 43
CHAPTER 2
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 44
CHAPTER 2
PROJECT DESCRIPTION 2.1 Introduction:
The Bongaigaon Refinery is the eighth refinery of IOCL, formed upon the amalgamation of
Bongaigaon Refinery & Petrochemicals Limited (BRPL) with Indian Oil on March 25. 2009.
Bongaigaon refinery is situated at Dhaligaon in Chirang district of Assam, 200 km west of
Guwahati.
The Bongaigaon Refinery initial capacity of 1.00 MMTPA and commissioned in 1979. The
crude capacity was further increased to 1.35 MMTPA in 1986. Presently refinery has two
Crude Distillation Units (CDU) of total capacity 2.35 MMTPA, two Delayed Coker Units (DCU)
and a Coke Calcination Unit (CCU). The refinery has implemented Diesel Hydrotreatment
(DHDT) project and MS Quality Improvement (MSQ) project in 2011. For the first time in
India, technology indigenously developed by M/s IOCL (R&D) and Engineers India Limited
(EIL) is being adopted for these two projects.
As per the declaration of Government of India dated 6th Jan’16, it has been proposed to
implement BS-VI grade fuel in the entire country w.e.f. 1st April 2020 i.e. switching over
directly from BS-IV grade fuels to BS-VI grade fuel. Thus it is imperative that the refinery up
gradation should consider the production of BS-VI grade fuels by inducting suitable new
units and revamp of exiting units
The above proposed plant capacity enhancement are mentioned below:
It is implementing the following projects:
1. Crude processing capacity enhancement from 2.35 MMTPA to 2.7 MMTPA
2. DHDT capacity enhancement from 1,200 TMTPA to 1,800 TMTPA to meet BS-VI HSD
specification.
3. CRU-MSQ revamp to meet BS-VI MS specification.
4. INDMAX Project along with Indmax Gasoline De-Sulphurisation Unit.
5. Selective Desulphurisation (SDS) Unit.
2.2 Needs of Capacity Enhancement
The present crude processing capacity is 2,350,000 TPA of Assam Crude Oil and Low Sulphur
Imported Crude Oil. In view of the Auto-Fuel Policy Vision 2025, the Refineries will be
required to supply fuels meeting the BS-IV specification fuels by 1st April 2017 and BS-V
specification by 1st April, 2020.
The project being proposed is important in view of the demand of HSD. The BS-VI will bring
down the Nitrogen Oxide emissions from diesel cars by 68 % and 25% from petrol engine
cars. Cancer causing particulate matter emissions from diesel engine cars will also come
down by a phenomenal 80 %. Therefore this project has national importance and will also
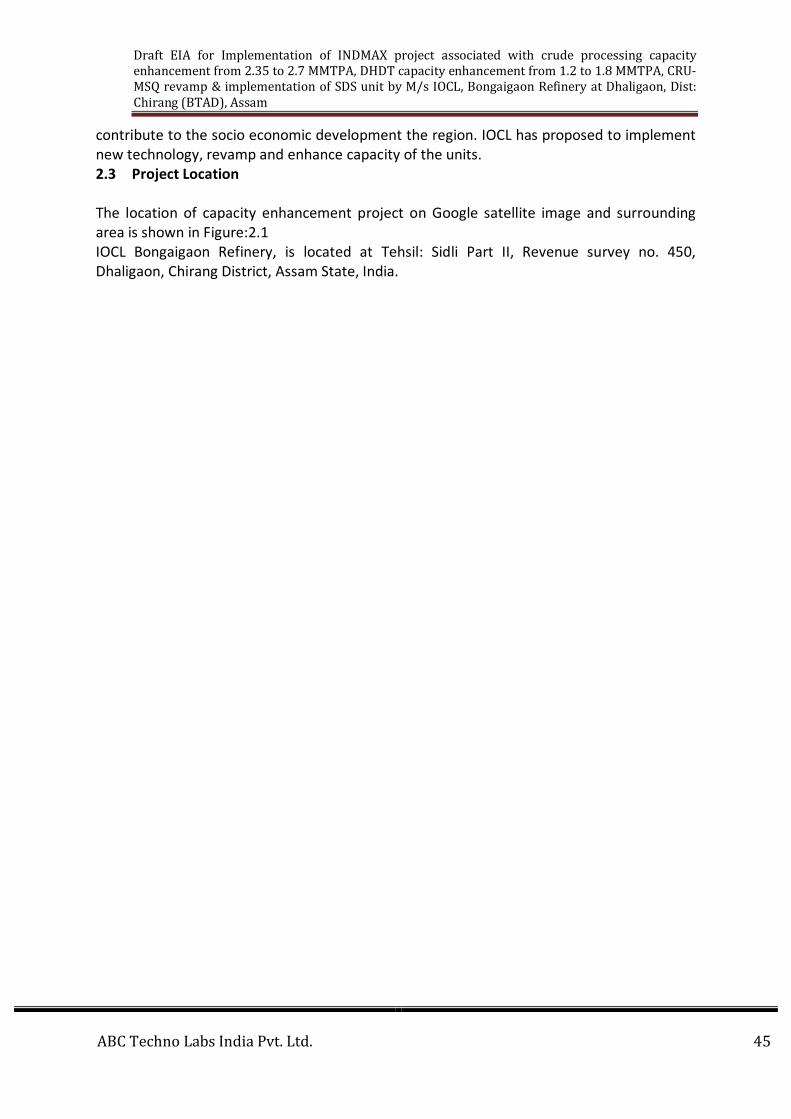
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 45
contribute to the socio economic development the region. IOCL has proposed to implement
new technology, revamp and enhance capacity of the units.
2.3 Project Location
The location of capacity enhancement project on Google satellite image and surrounding
area is shown in Figure:2.1
IOCL Bongaigaon Refinery, is located at Tehsil: Sidli Part II, Revenue survey no. 450,
Dhaligaon, Chirang District, Assam State, India.
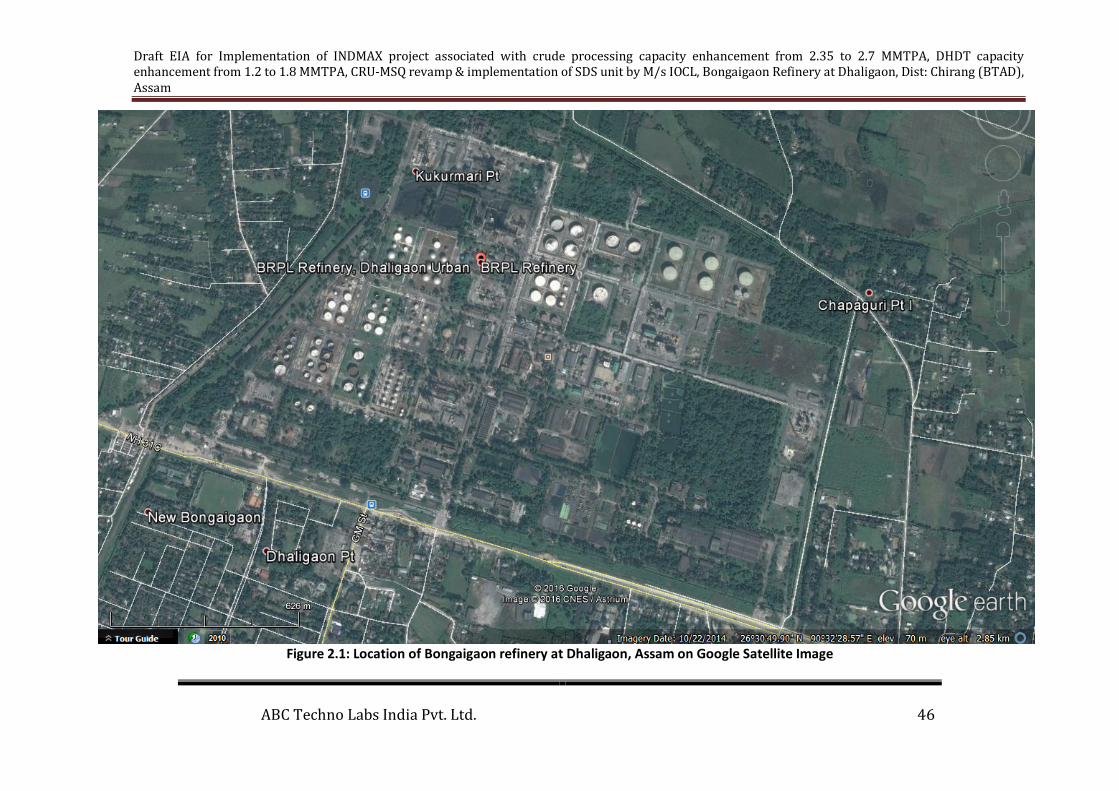
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD),
Assam
ABC Techno Labs India Pvt. Ltd. 46
Figure 2.1: Location of Bongaigaon refinery at Dhaligaon, Assam on Google Satellite Image
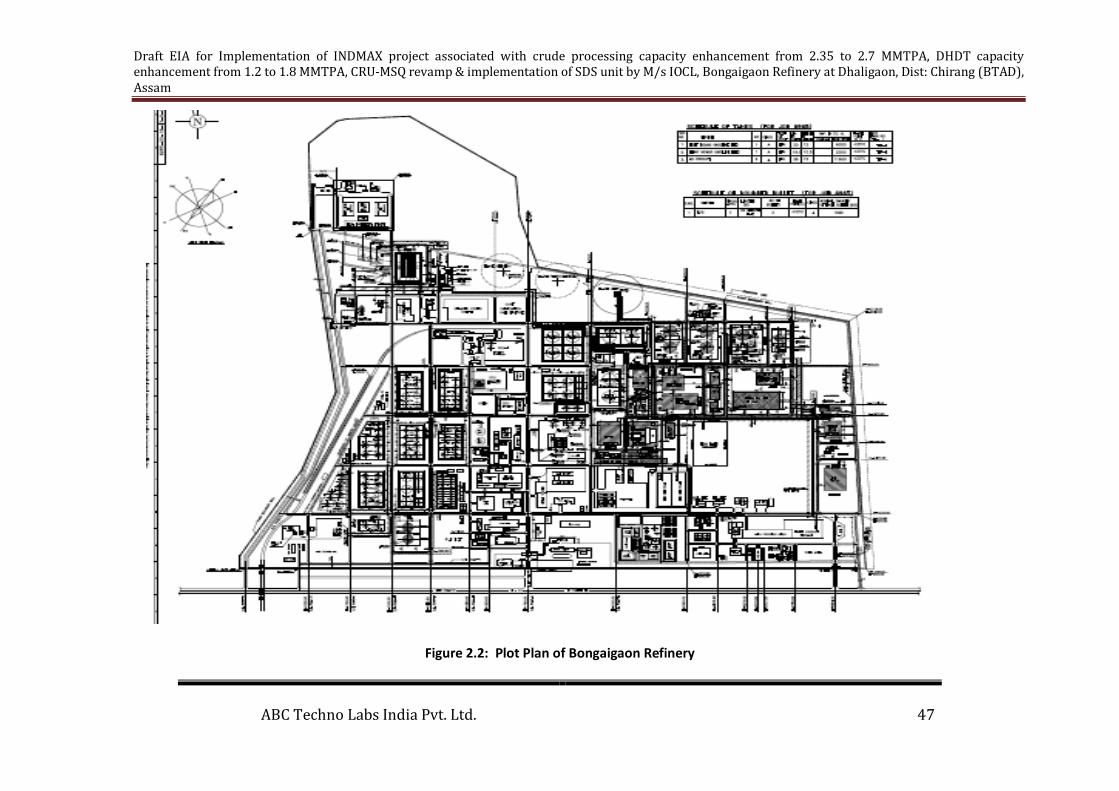
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD),
Assam
ABC Techno Labs India Pvt. Ltd. 47
Figure 2.2: Plot Plan of Bongaigaon Refinery
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 48
2.4 Manufacturing Process Details
[I] Crude Processing Capacity Enhancement:
Presently crude processing capacity of BGR is 2.35 MMTPA having two Crude Distillation
Units (CDU)
• CDU-I having nameplate capacity of 1.35 MMTPA
• CDU-II having nameplate capacity of 1.00 MMTPA
•
After OIL crude pipeline HBCPL capacity enhancement from 7.5 to 9.2 MMTPA, crude
availability to BGR will be 2.7 MMTPA.
To process crude of 2.7 MMTPA at BGR, it is proposed to increase the nameplate capacity of
CDU-II unit from 1.0 MMTPA to 1.35 MMPTA. No additional facility is required for this
project.
[II] DHDT Capacity enhancement project to meet BS-VI HSD specification:
Bongaigaon Refinery proposes DHDT Capacity enhancement to implement Project” (from
capacity of 1,200 TMTPA to 1,800 TMTPA) at its existing refinery complex. BGR can supply
BS-IV HSD as per the deadline of the Auto Fuel Policy. However, in order to supply BS-IV HSD
at the same quantity of HSD being produced presently may not be possible due to reduction
in back blending of HSD components due to capacity limitation of the existing DHDT unit.
Salient features of the proposed project:
Project objectives: The objectives of the project are as follows:
• The refinery has to produce BS-VI HSD at the current level of BS-III HSD production
without reducing crude throughout
Facilities: The following changes are envisaged in the capacity expansion of DHDT unit.
a) Additional feed pump
b) Additional feed effluent exchangers
c) Revamp of recycle gas compressor
d) Furnace tube size change from existing 6" to higher size to reduce
the high pressure drop. Changes in the firing side of the furnace is
not anticipated as the furnace thermal loading was only around
65% at 126% load
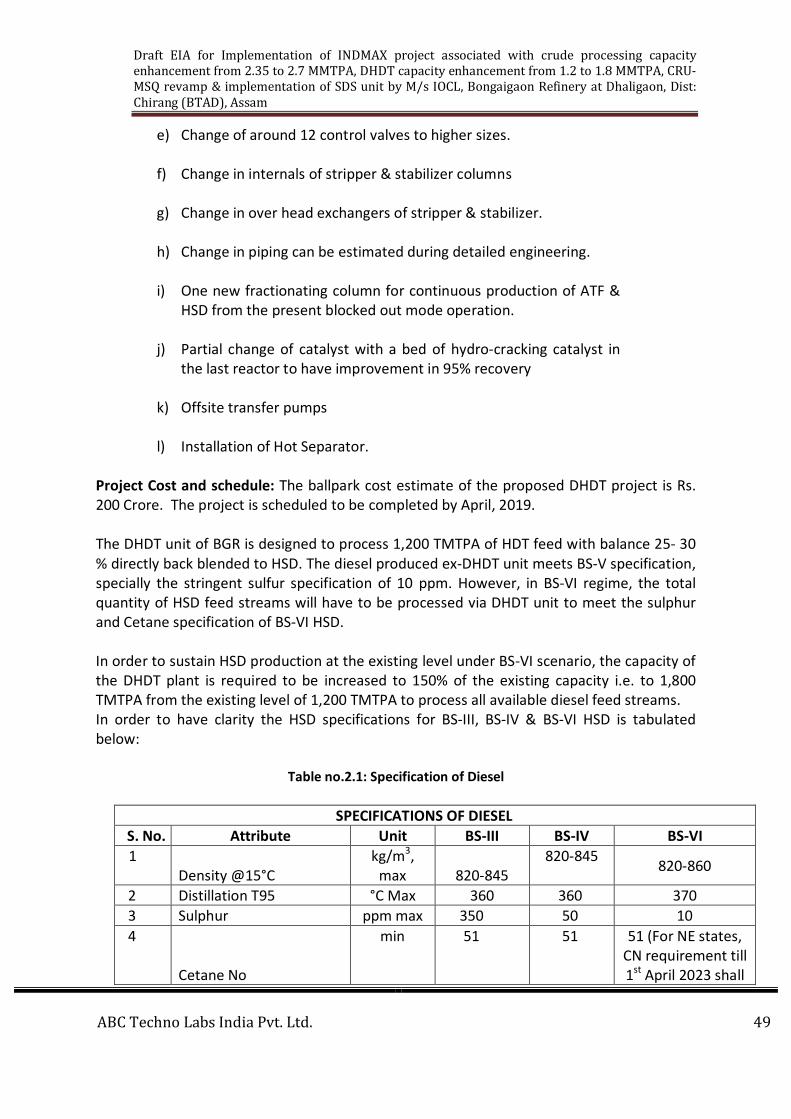
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 49
e) Change of around 12 control valves to higher sizes.
f) Change in internals of stripper & stabilizer columns
g) Change in over head exchangers of stripper & stabilizer.
h) Change in piping can be estimated during detailed engineering.
i) One new fractionating column for continuous production of ATF &
HSD from the present blocked out mode operation.
j) Partial change of catalyst with a bed of hydro-cracking catalyst in
the last reactor to have improvement in 95% recovery
k) Offsite transfer pumps
l) Installation of Hot Separator.
Project Cost and schedule: The ballpark cost estimate of the proposed DHDT project is Rs.
200 Crore. The project is scheduled to be completed by April, 2019.
The DHDT unit of BGR is designed to process 1,200 TMTPA of HDT feed with balance 25- 30
% directly back blended to HSD. The diesel produced ex-DHDT unit meets BS-V specification,
specially the stringent sulfur specification of 10 ppm. However, in BS-VI regime, the total
quantity of HSD feed streams will have to be processed via DHDT unit to meet the sulphur
and Cetane specification of BS-VI HSD.
In order to sustain HSD production at the existing level under BS-VI scenario, the capacity of
the DHDT plant is required to be increased to 150% of the existing capacity i.e. to 1,800
TMTPA from the existing level of 1,200 TMTPA to process all available diesel feed streams.
In order to have clarity the HSD specifications for BS-III, BS-IV & BS-VI HSD is tabulated
below:
Table no.2.1: Specification of Diesel
SPECIFICATIONS OF DIESEL
S. No. Attribute Unit BS-III BS-IV BS-VI
1
Density @15°C
kg/m3,
max 820-845
820-845 820-860
2 Distillation T95 °C Max 360 360 370
3 Sulphur ppm max 350 50 10
4
Cetane No
min 51 51 51 (For NE states,
CN requirement till
1st April 2023 shall
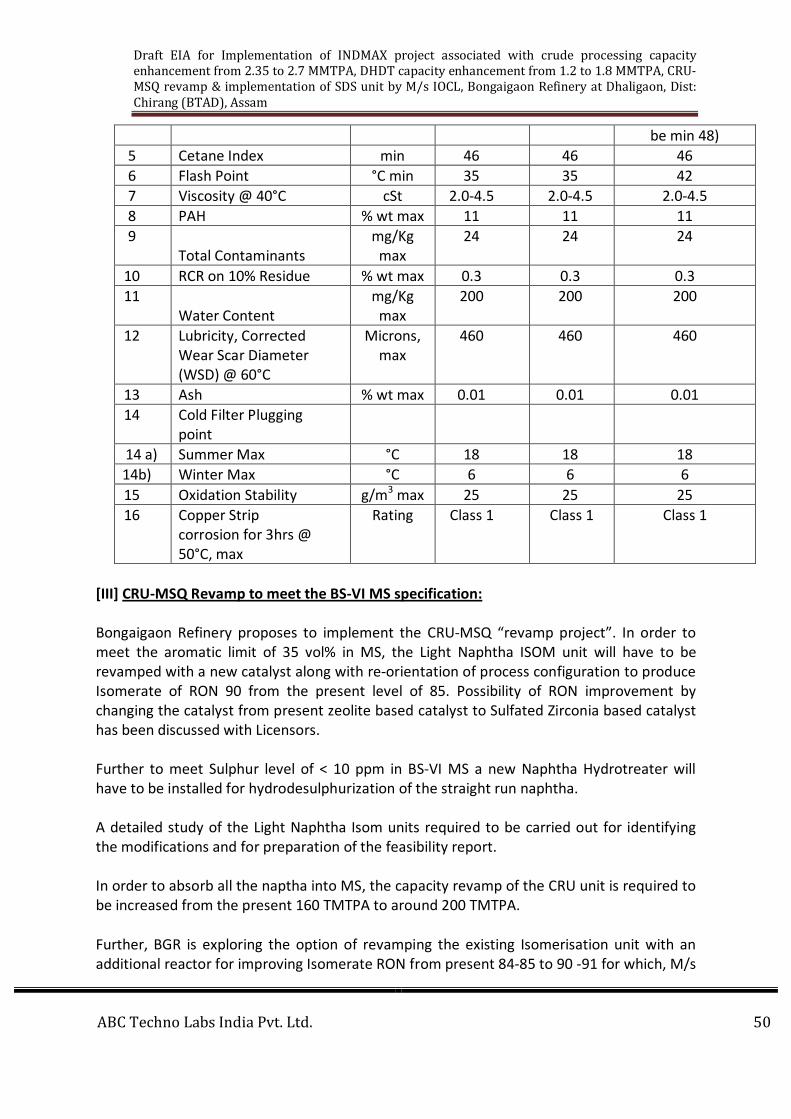
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 50
be min 48)
5 Cetane Index min 46 46 46
6 Flash Point °C min 35 35 42
7 Viscosity @ 40°C cSt 2.0-4.5 2.0-4.5 2.0-4.5
8 PAH % wt max 11 11 11
9
Total Contaminants
mg/Kg
max
24 24 24
10 RCR on 10% Residue % wt max 0.3 0.3 0.3
11
Water Content
mg/Kg
max
200 200 200
12 Lubricity, Corrected
Wear Scar Diameter
(WSD) @ 60°C
Microns,
max
460 460 460
13 Ash % wt max 0.01 0.01 0.01
14 Cold Filter Plugging
point
14 a) Summer Max °C 18 18 18
14b) Winter Max °C 6 6 6
15 Oxidation Stability g/m3 max 25 25 25
16 Copper Strip
corrosion for 3hrs @
50°C, max
Rating Class 1 Class 1 Class 1
[III] CRU-MSQ Revamp to meet the BS-VI MS specification:
Bongaigaon Refinery proposes to implement the CRU-MSQ “revamp project”. In order to
meet the aromatic limit of 35 vol% in MS, the Light Naphtha ISOM unit will have to be
revamped with a new catalyst along with re-orientation of process configuration to produce
Isomerate of RON 90 from the present level of 85. Possibility of RON improvement by
changing the catalyst from present zeolite based catalyst to Sulfated Zirconia based catalyst
has been discussed with Licensors.
Further to meet Sulphur level of < 10 ppm in BS-VI MS a new Naphtha Hydrotreater will
have to be installed for hydrodesulphurization of the straight run naphtha.
A detailed study of the Light Naphtha Isom units required to be carried out for identifying
the modifications and for preparation of the feasibility report.
In order to absorb all the naptha into MS, the capacity revamp of the CRU unit is required to
be increased from the present 160 TMTPA to around 200 TMTPA.
Further, BGR is exploring the option of revamping the existing Isomerisation unit with an
additional reactor for improving Isomerate RON from present 84-85 to 90 -91 for which, M/s
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 51
GTC Technologies is being consulted for putting up an additional reactor with Sulfated
Zirconia based catalyst.
Salient features of the proposed project:
Project objectives: The refinery has to produce BS-VI MS
Revamp of Light Naphtha Isomerisation Unit:
The changes envisaged in the Isomerisation Unit are:
• Installation of a new naphtha hydrotreatment unit to reduce sulfur from present
level of 50-100 ppm to < 8ppm
• Change of catalyst
• Changing the existing reactors, feed effluent exchangers, trim coolers
• New makeup gas compressor
•
Capacity expansion of Catalytic Reformer Unit:
In order to sustain MS production at the present levels RON barrel has to be increased
which can be achieved by expanding of the CRU unit by processing a wider cut of RFN.
The following modifications are envisaged
• Additional feed pump,
• Furnace modification (increase of tube dia from 4”to 6”, increase of tube length and
increase in number of burners from one to three in each furnace) to accommodate
the pressure drop of higher hydraulic load,
• Change of compressor (Reciprocating to centrifugal)- optional
• Changing column internals of Stabilizer and Reformate Splitter,
• Installing marginally higher capacity reactors on the same foundations
• Loading of high performance catalyst for enhanced performance at lower space
velocities.
Project Cost and schedule: The ballpark cost estimate of the proposed CRU-MSQ project
is Rs. 610 Crore. The project is scheduled to be completed by April, 2019.
[IV] Indmax project:
Bongaigaon Refinery proposes to implement the “Indmax FCC unit along with Indmax
Gasoline De-Sulphurisation Unit) at its existing refinery complex at Dhaligaon to eliminate
production of demand limited black oils (LDO, LVFO & LSHS) and Naphtha and produce high
value products like LPG and Motor Spirit (MS) conforming to BS- VI specifications.
Salient features of the proposed Indmax Project:
Project objectives: The objectives of the Indmax Project are as follows: • Eliminate production of demand limited Black Oil and Naphtha
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 52
• Maximize production of high value LPG
• Maximize production of high value Motor Spirit (BS-VI)
Facilities:
The Indmax Project will consist of the following facilities:
• INDMAX FCC unit with a design capacity of 740,000 MTPA. The INDMAX process has
been developed and patented by IOCL (R&D). IOCL (R&D) and Lummus Technology
Inc., USA will be the joint licensors for the unit.
• LPG treatment facility as part of the INDMAX FCC Unit.
• Indmax Gasoline De-Sulphurisation Unit with a design capacity of 312,000 MTPA to
reduce Sulphur content in Indmax Gasoline so to meet BS-VI equivalent
specifications for Motor Spirit.
Existing utilities & Offsite facilities will be utilized for the Indmax project with the following
additional facilities:
• Additional storage and transfer facilities for LPG to match with the requirement as
per the production
• One additional cooling water circulating pump of 2,600 m3/hr capacity
• One cell in DM water plant.
•
Indmax Unit Process:
Presently, Coker Naphtha and Coker Gas Oil & Coker Fuel Oil from Delayed Coker Unit are
being blended and evacuated as BS-II Motor Spirit (MS) and LDO & LVFO respectively. With
the implementation of Euro-III equivalent fuel norms effective from 2010, it will not be
possible to blend Coker Naphtha in the MS pool and will surplus as Naphtha. Also, increasing
availability and demand of Natural Gas, the demand of Naphtha and LDO/LVFO (Black Oil)
are decreasing day by day.
In view of the above, BGR is implementing INDMAX Unit of 740 TMT per annum capacity at
BGR to process Coker Naphtha, Coker Heavy Gasoil (CHGO), Reduced Crude Oil (RCO) and
Black Oil components and thereby to increase value added products LPG and MS.
The feed to the INDMAX Unit of BGR comprises of Coker Naphtha (CN), Coker Heavy Gasoil
(CHGO) and Coker Fuel Oil (CFO) from Delayed Coker units & Reduced Crude Oil (RCO) ex
Crude Distillation units.
INDMAX is proprietary process developed and patented by IOCL (R&D) similar to Residue
Fluid Catalytic Cracking (RFCC) process except that the catalyst system and operating
conditions are different. With the optimum catalyst formulation, very high catalytic
conversion and maximum LPG and light olefin yields are ensured, while making the lowest
dry gas and coke yield. INDMAX catalyst demonstrates an exceptionally high vanadium
tolerance (21000 ppm on eCat), which is twice that of a conventional RFCC catalyst.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 53
Main features of the process are:
• Feed CCR limitation is 4.0 wt%. The total Ni/V on feed should be less than 80/40 ppm
respectively.
• Higher conversion yields higher LPG and light olefin due to the excellent dry gas and
coke selectivity of the proprietary catalyst.
• Produces very high octane gasoline (RON: 95-104) compared to that of 89-92 in
conventional FCCU.
• Improved coke selectivity permits a very high cat/oil ratio (15-25), as compared to
the other state-of-the art processes.
• Significantly higher catalyst to oil ratio provides very efficient heat transportation
from the regenerator to the riser.
• Employs higher riser temperature (560 oC), and a relatively high dilution steam rate
(15-20 wt% of feed).
The products from the proposed INDMAX Unit and their routings will be as below:
[A] Fuel Gas: The off gas from INDMAX Unit (approx 7.7 wt% of INDMAX feed) will be
treated to remove H2S and the treated off gas will be utilized internally as Fuel Gas.
Utilization of off gas as FG will reduce Fuel Oil consumption in the refinery.
[B] LPG: The LPG components produced in the INDMAX Unit (approx 29.5 wt% of INDMAX
feed) will be treated within INDMAX Unit to conform meet LPG quality as per IS: 4576-
1999 and sent to Storage.
[C] Gasoline: There will be two gasoline streams from INDMAX Unit –Light Indmax Gasoline
(C5-15 oC) and Heavy Indmax Gasoline (150-210 oC). With the INDMAX Gasoline
blended to MS pool, the MS pool would only meet the quality specifications of MS
conforming to BS-VI equivalent norms with respect to Sulphur. In view of the above,
both Lt and Hy Indmax gasoline will be routed to INDMAX Gasoline De-Sulphurisation
Unit before routing to the refinery MP pool conforming to BS-VI equivalent
specifications.
[D] Light Cycle Oil (LCO): The Light Cycle Oil will be partly routed to refinery Diesel pool
conforming to BS- VI equivalent norms and partly will be consumed as IFO.
[E] Clarified Oil (CLO): The Clarified Oil will be processed in Delayed Coker Unit for
production of Needle Coke. With processing of CLO in DCU, RCO will be surplus and
the surplus RCO will be fed to the INDMAX Unit.
[F] Coke: Approx 7.8 wt% of feed will be deposited on the catalyst as coke which will be
burnt during regeneration of catalyst and thereby steam will be generated in waste
heat boiler. With this generation of steam in INDMAX Unit, load to CPP/GTG will
reduce and thereby fuel consumption will reduce. It is to be noted that care has been
taken in design of INDMAX Unit to minimize emission/pollution from the regenerator.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 54
Indmax Gasoline De-Sulphurisation Unit process:
The Indmax Gasoline if blended in refinery MS pool, the MS pool would not meet the Euro-
IV equivalent MS specs with respect to Sulphur. The objective of the Indmax Gasoline De-
Sulphurisation Unit is to de-sulphurise Light and Heavy Indmax Gasoline so that when
blended with the refinery MS pool, the MS pool meets the BS-VI equivalent MS specs. The
technology Licensor for the Indmax Gasoline De-Sulphurisation Unit will be selected on
competitive bidding basis.
In the Indmax Gasoline De-Sulphurisation Unit, the both Light Indmax Gasoline and Heavy
Indmax Gasoline will be processed in Selective Hydrogenation Unit (SHU).
The required Hydrogen for the process will be supplied from the Hydrogen Generation Unit
(HGU) implemented along with ongoing DHDT project.
The stream ex-SHU reactor will be split in splitter section into two cuts namely LCN (C5-100 oC cut) and HCN (100-150 oC cut).
The LCN (C5-100˚C) from the Splitter top will directly be routed to Stabilizer.
The HCN (100-150 oC cut) from the Splitter bottom will be first treated in Di-olefin and then
will be hydro-treated in HDS reactor to remove Sulphur. Then it will be routed to stabilizer.
The stream ex-stabilizer will be having sulfur content of 8 ppm to meet the BS-VI MS
specification and it will be routed to MS blend pool reactor
Project Cost and schedule:
The ballpark cost estimate of the proposed Indmax project is Rs. 2,500 Crore. . The project is
scheduled to be completed by April, 2019.
[V] Selective Desulfurisation (SDS) project:
Bongaigaon Refinery proposes Selective Desulfurisation (SDS) to implement Project” at its
existing refinery complex. In BS-VI MS production scenario, Coker Naphtha cannot be
blended to MS pool due to high sulfur content. In order to remove sulfur from coker
naphtha without drop in octane of coker naphtha, BGR Proposes to install Indselect unit, a
selective Desulphurisation process developed by IOC R&D.
Salient features of the proposed Selective Desulfurisation (SDS) Project:
Project objectives: The objectives of the project are as follows:
• To reduce sulphur content of Coker naphtha so that it can be blended to MS in BS-VI
scenario.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 55
SDS is a trickle bed reactor system with single stage once through down flow configuration.
The hydrogen consumption is very low and the reduction in sulfur is very negligible. The SDS
reactor is filled with proprietary catalyst developed by IOC R&D and the conventional guard
bed at the top sufficient enough to handle silica rich Coker streams. The key functionality of
the catalyst is to selectively saturate the diolefins and shift low molecular weight sulfur
compounds to high molecular weight sulfur compounds.
These diolefins are selectively removed under very mild conditions of hydrotreating in SDS
Reactor. Sulfur Shift mechanism, the low boiling sulfur compounds are converted to high
boiling sulfur compounds by combination of low boiling sulfur compounds with olefins. Due
to this reaction, it is possible to segregate the light boiling range gasoline from full range
gasoline by distillation before hydrodesulfurization, since all of its sulfur are shifted to high
boiling region.
The diolefins treated & sulfur shifted stream is separated in to light & heavy cut through a
conventional splitter. The lighter cut which is olefins rich (octane potential) & low sulfur
stream is taken to gasoline pool for blending without any post treatment. In this stream, the
sulfur content is low due to the sulfur shift mechanism, all low boiling sulfur compounds are
ended up in the heavy cut.
Facilities: The SDS Project will consist of the following facilities:
• Coker naphtha Feed pump
• Feed effluent exchangers
• SDS reactor
• Stripper with reboiler, cooler and reflux drum
•
Project Cost and schedule:
The ballpark cost estimate of the proposed SDS project is Rs. 33.4 Crore.
Hydrogen Generation Unit (HGU):
The estimate of H2 consumption has been carried out considering existing infrastructure
and there is shortfall of around 25% which needs to be made from existing HGU unit
through a low cost revamp or utilizing available margins.
SRU:
The sulphur balance has been developed for the post INDMAX project. As per the
calculations the refinery requires a New SRU of 10 TPD for post INDMAX / Post BS VI
implementation.
MSQ-NHT:
To reomove the sulphur content of Isom feed to < 10 ppm so as to meet BS-VI MS spec , a
new NHT unit will be installed.
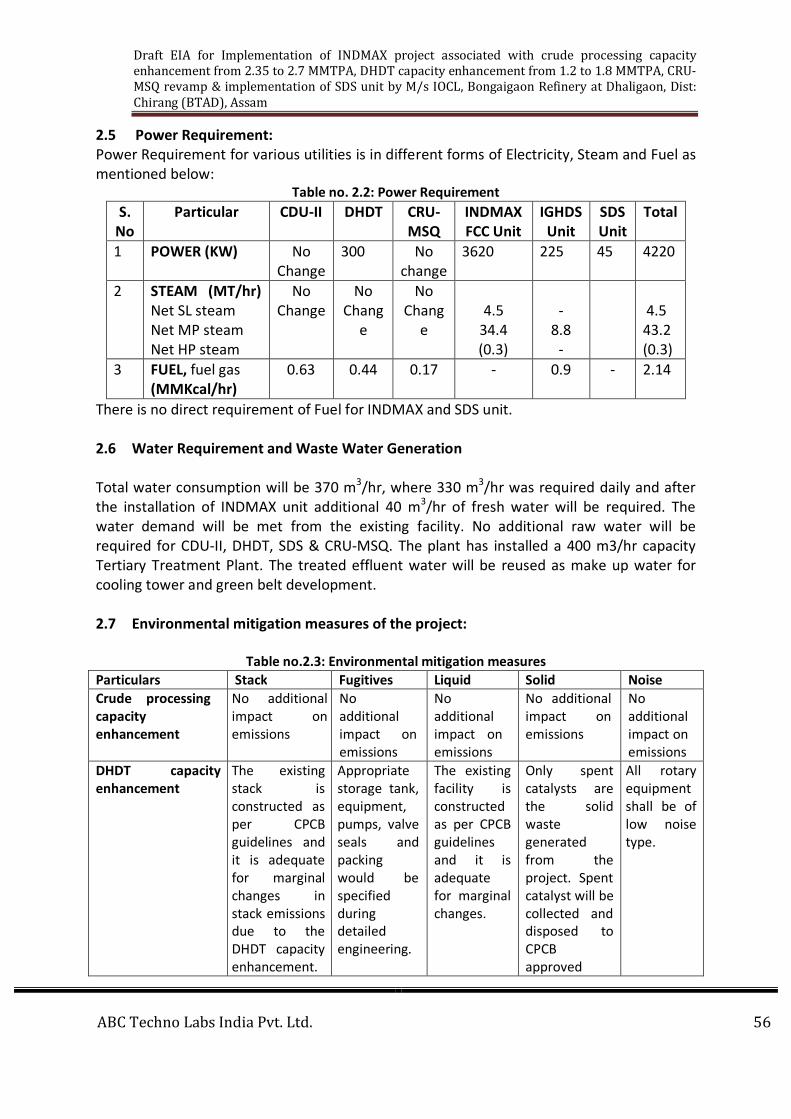
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 56
2.5 Power Requirement:
Power Requirement for various utilities is in different forms of Electricity, Steam and Fuel as
mentioned below: Table no. 2.2: Power Requirement
S.
No
Particular CDU-II DHDT CRU-
MSQ
INDMAX
FCC Unit
IGHDS
Unit
SDS
Unit
Total
1 POWER (KW) No
Change
300 No
change
3620 225 45 4220
2 STEAM (MT/hr)
Net SL steam
Net MP steam
Net HP steam
No
Change
No
Chang
e
No
Chang
e
4.5
34.4
(0.3)
-
8.8
-
4.5
43.2
(0.3)
3 FUEL, fuel gas
(MMKcal/hr)
0.63 0.44 0.17 - 0.9 - 2.14
There is no direct requirement of Fuel for INDMAX and SDS unit.
2.6 Water Requirement and Waste Water Generation
Total water consumption will be 370 m3/hr, where 330 m3/hr was required daily and after
the installation of INDMAX unit additional 40 m3/hr of fresh water will be required. The
water demand will be met from the existing facility. No additional raw water will be
required for CDU-II, DHDT, SDS & CRU-MSQ. The plant has installed a 400 m3/hr capacity
Tertiary Treatment Plant. The treated effluent water will be reused as make up water for
cooling tower and green belt development.
2.7 Environmental mitigation measures of the project:
Table no.2.3: Environmental mitigation measures
Particulars Stack Fugitives Liquid Solid Noise
Crude processing
capacity
enhancement
No additional
impact on
emissions
No
additional
impact on
emissions
No
additional
impact on
emissions
No additional
impact on
emissions
No
additional
impact on
emissions
DHDT capacity
enhancement The existing
stack is
constructed as
per CPCB
guidelines and
it is adequate
for marginal
changes in
stack emissions
due to the
DHDT capacity
enhancement.
Appropriate
storage tank,
equipment,
pumps, valve
seals and
packing
would be
specified
during
detailed
engineering.
The existing
facility is
constructed
as per CPCB
guidelines
and it is
adequate
for marginal
changes.
Only spent
catalysts are
the solid
waste
generated
from the
project. Spent
catalyst will be
collected and
disposed to
CPCB
approved
All rotary
equipment
shall be of
low noise
type.
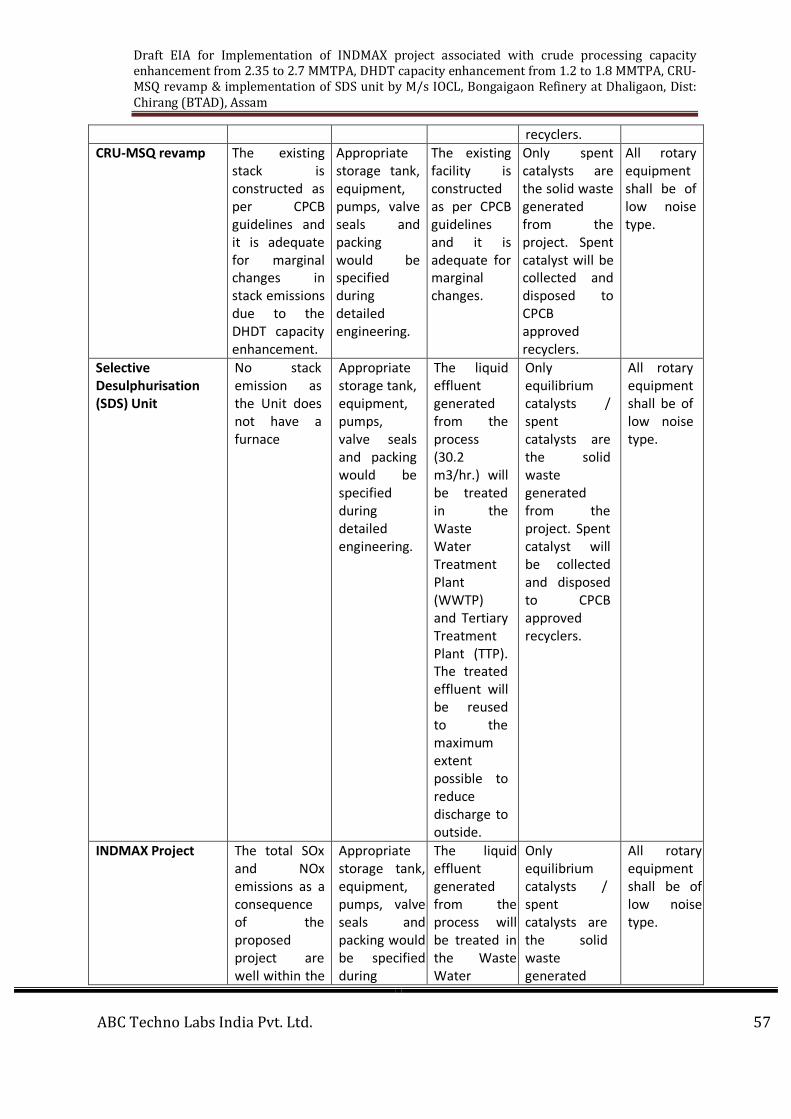
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 57
recyclers.
CRU-MSQ revamp The existing
stack is
constructed as
per CPCB
guidelines and
it is adequate
for marginal
changes in
stack emissions
due to the
DHDT capacity
enhancement.
Appropriate
storage tank,
equipment,
pumps, valve
seals and
packing
would be
specified
during
detailed
engineering.
The existing
facility is
constructed
as per CPCB
guidelines
and it is
adequate for
marginal
changes.
Only spent
catalysts are
the solid waste
generated
from the
project. Spent
catalyst will be
collected and
disposed to
CPCB
approved
recyclers.
All rotary
equipment
shall be of
low noise
type.
Selective
Desulphurisation
(SDS) Unit
No stack
emission as
the Unit does
not have a
furnace
Appropriate
storage tank,
equipment,
pumps,
valve seals
and packing
would be
specified
during
detailed
engineering.
The liquid
effluent
generated
from the
process
(30.2
m3/hr.) will
be treated
in the
Waste
Water
Treatment
Plant
(WWTP)
and Tertiary
Treatment
Plant (TTP).
The treated
effluent will
be reused
to the
maximum
extent
possible to
reduce
discharge to
outside.
Only
equilibrium
catalysts /
spent
catalysts are
the solid
waste
generated
from the
project. Spent
catalyst will
be collected
and disposed
to CPCB
approved
recyclers.
All rotary
equipment
shall be of
low noise
type.
INDMAX Project The total SOx
and NOx
emissions as a
consequence
of the
proposed
project are
well within the
Appropriate
storage tank,
equipment,
pumps, valve
seals and
packing would
be specified
during
The liquid
effluent
generated
from the
process will
be treated in
the Waste
Water
Only
equilibrium
catalysts /
spent
catalysts are
the solid
waste
generated
All rotary
equipment
shall be of
low noise
type.
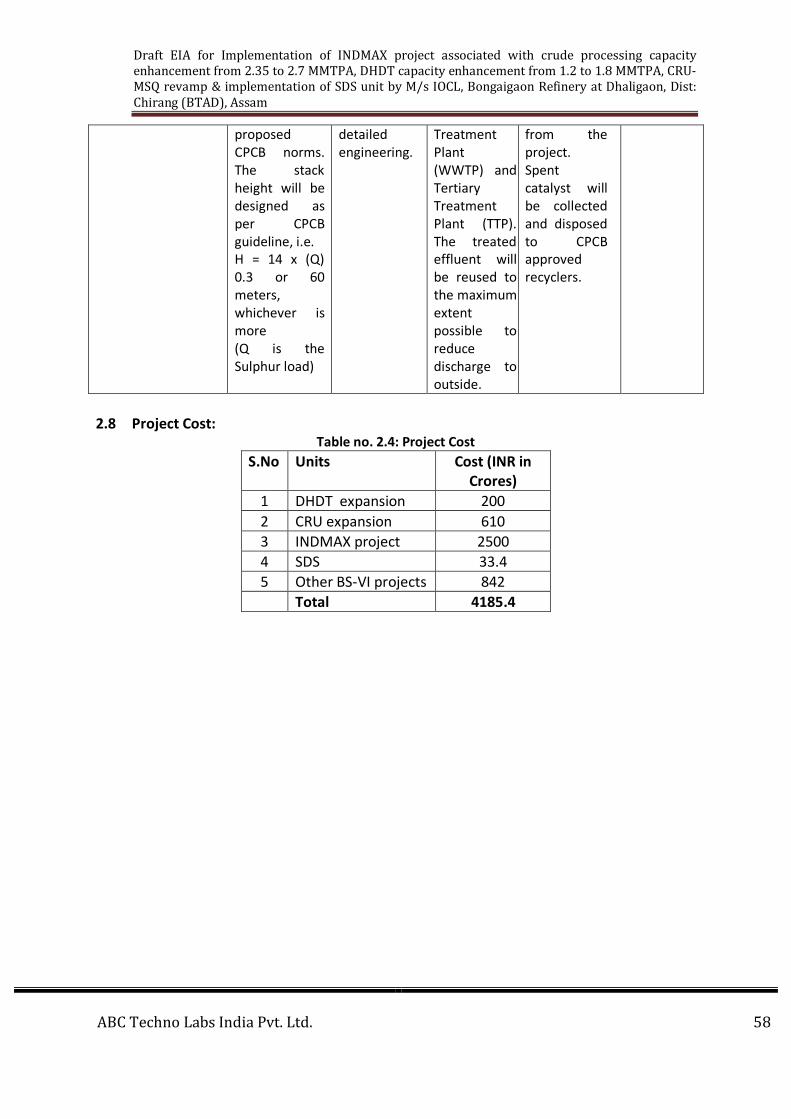
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 58
proposed
CPCB norms.
The stack
height will be
designed as
per CPCB
guideline, i.e. H = 14 x (Q)
0.3 or 60
meters,
whichever is
more (Q is the
Sulphur load)
detailed
engineering. Treatment
Plant
(WWTP) and
Tertiary
Treatment
Plant (TTP).
The treated
effluent will
be reused to
the maximum
extent
possible to
reduce
discharge to
outside.
from the
project.
Spent
catalyst will
be collected
and disposed
to CPCB
approved
recyclers.
2.8 Project Cost: Table no. 2.4: Project Cost
S.No Units Cost (INR in
Crores)
1 DHDT expansion 200
2 CRU expansion 610
3 INDMAX project 2500
4 SDS 33.4
5 Other BS-VI projects 842
Total 4185.4
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 59
CHAPTER 3
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 60
CHAPTER 3
DESCRIPTION OF ENVIRONMENT 3.1 Introduction
The reconnaissance survey of the area around the Indian Oil Corporation Limited plant was
carried out on 18th and 21st of November 2015 and the field studies were carried out for one
season (1st December 2015 to 1st March 2016) during post monsoon season for the EIA
studies to collect baseline primary and secondary data for the present environmental
scenario in the study area.
A comprehensive primary and secondary data collection program were undertaken to
assess the status of baseline environment conditions within the study area, as per the TOR
issued by MOEF&CC for carrying out the EIA/EMP study for one season from 1st December
2015 to 1st March 2016 during post monsoon season. The area covered by 10 km radius
around the project site has been considered for study.
The environmental monitoring has been carried out for ambient air quality, water quality,
soil characteristics, noise levels and meteorology.
Land, surface and ground water, soil, meteorology, ambient air, ambient noise constitute
the physical environment, while flora and fauna constitute the biological environment of the
study area. Demographic and socio-economic conditions of the study area were also studied
during the study period. Physical, biological and socio-economic environmental conditions
within 10 km radius study have been comprehensively discussed in the following sections.
3.2 Topography and Physiography
The topography of the study area is plain lands with few hill ranges on both banks of
Bramhaputra River which flows through the southern part.
Area near site is traversed by three meandering rivers viz., Aie, Tunia and Kujia. On the
Eastern side of the study area flows the river Aie in the South - East direction. The western
boundaries of the study area is having major tributaries of the river Brahmaputra
The plant site has ground elevation 55 m msl. Physiography and drainage Pattern of the area
is given in Figure 3.1.
3.3 Geology
Metamorphic complex with intrusive granite and pegmatite occur as isolated hillocks
surrounded by extensive alliuvium.
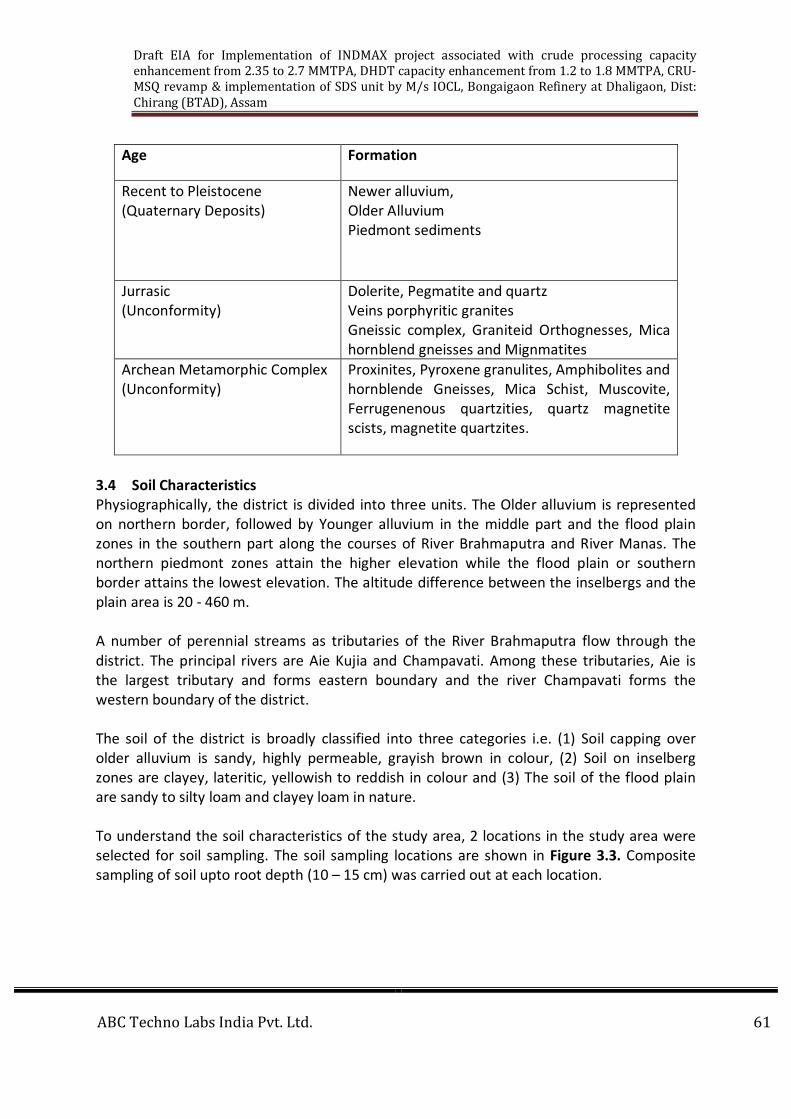
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 61
Age Formation
Recent to Pleistocene
(Quaternary Deposits)
Newer alluvium,
Older Alluvium
Piedmont sediments
Jurrasic
(Unconformity)
Dolerite, Pegmatite and quartz
Veins porphyritic granites
Gneissic complex, Graniteid Orthognesses, Mica
hornblend gneisses and Mignmatites
Archean Metamorphic Complex
(Unconformity)
Proxinites, Pyroxene granulites, Amphibolites and
hornblende Gneisses, Mica Schist, Muscovite,
Ferrugenenous quartzities, quartz magnetite
scists, magnetite quartzites.
3.4 Soil Characteristics
Physiographically, the district is divided into three units. The Older alluvium is represented
on northern border, followed by Younger alluvium in the middle part and the flood plain
zones in the southern part along the courses of River Brahmaputra and River Manas. The
northern piedmont zones attain the higher elevation while the flood plain or southern
border attains the lowest elevation. The altitude difference between the inselbergs and the
plain area is 20 - 460 m.
A number of perennial streams as tributaries of the River Brahmaputra flow through the
district. The principal rivers are Aie Kujia and Champavati. Among these tributaries, Aie is
the largest tributary and forms eastern boundary and the river Champavati forms the
western boundary of the district.
The soil of the district is broadly classified into three categories i.e. (1) Soil capping over
older alluvium is sandy, highly permeable, grayish brown in colour, (2) Soil on inselberg
zones are clayey, lateritic, yellowish to reddish in colour and (3) The soil of the flood plain
are sandy to silty loam and clayey loam in nature.
To understand the soil characteristics of the study area, 2 locations in the study area were
selected for soil sampling. The soil sampling locations are shown in Figure 3.3. Composite
sampling of soil upto root depth (10 – 15 cm) was carried out at each location.
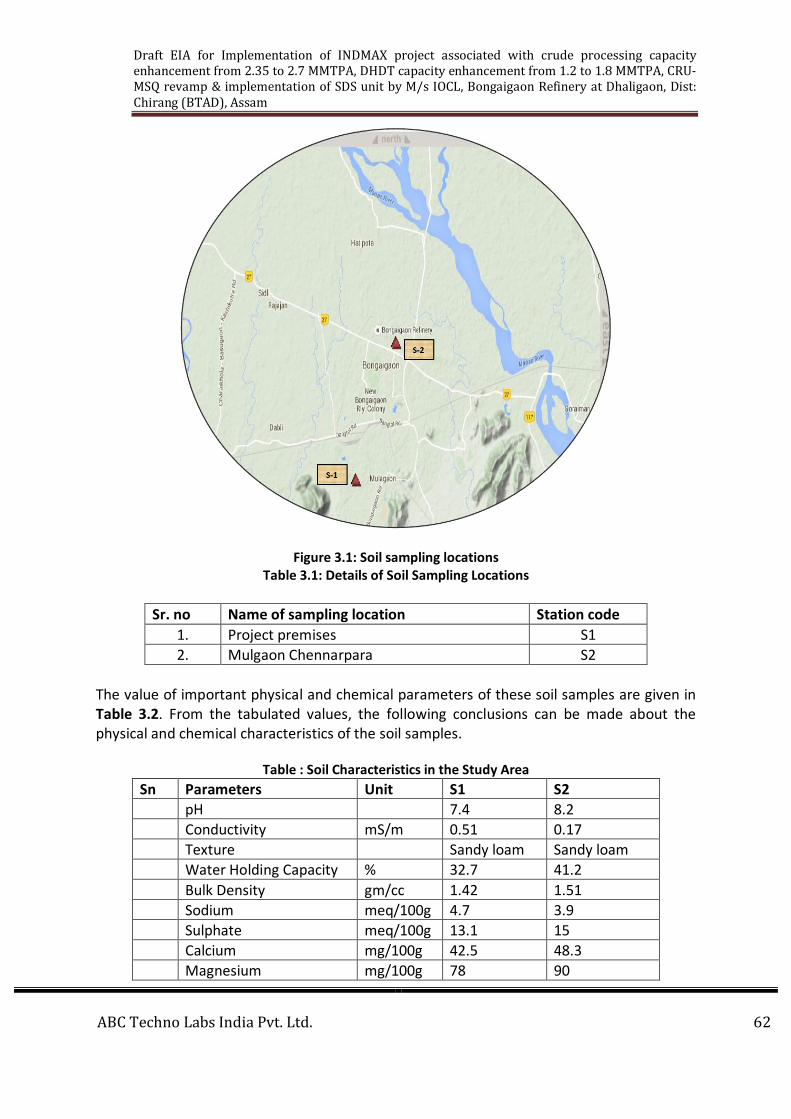
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 62
Figure 3.1: Soil sampling locations
Table 3.1: Details of Soil Sampling Locations
Sr. no Name of sampling location Station code
1. Project premises S1
2. Mulgaon Chennarpara S2
The value of important physical and chemical parameters of these soil samples are given in
Table 3.2. From the tabulated values, the following conclusions can be made about the
physical and chemical characteristics of the soil samples.
Table : Soil Characteristics in the Study Area
Sn Parameters Unit S1 S2
pH 7.4 8.2
Conductivity mS/m 0.51 0.17
Texture Sandy loam Sandy loam
Water Holding Capacity % 32.7 41.2
Bulk Density gm/cc 1.42 1.51
Sodium meq/100g 4.7 3.9
Sulphate meq/100g 13.1 15
Calcium mg/100g 42.5 48.3
Magnesium mg/100g 78 90
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 63
Chloride meq/100g 14.2 13
Organic Carbon % 0.51 1.36
3.5 Water Resources and Water Quality
3.5.1 Water Resources
Water resources of the study area are classified into the following categories:
(i) Surface Water Resource: River, Nullah, Ponds, etc.
(ii) Ground Water Resources: Accumulation of water in deeper strata of ground.
The only source of recharging for surface water and ground water is from the
atmospheric precipitation, which is in the form of rainfall.
3.5.2 Surface Water Resources
Lakes Distances from
project site
(KM)
River Distances from
project site (KM)
Nayachara Lake 7 Aie 6
Bhosamari lake 9.2 Tunia 4
Paropota Lake 9.5 Kujia
7
Naodara 9.2
Kasorani 9.2
Major rivers which cut across the study area are Aie River, Tangainadi; Ghorabandha Nadi;
Ekanjani Nadi etc. Aie River which flows in North East directions of study area is major river
which is very dynamic and is slowly migrating its course from original inception when
observed the satellite imagery (Presence of Palaeo Channels and cut off meanders neary by
Aie River). Water spread area is changing the adjacent cropland/ Scrub land/ river sand
scenario. Area calculated for this category is 8.68 sq.km (2.85%).
3.5.3 Ground Water Resources
The estimated gross annual replenishable ground water resources of the district are 1430.21
mcm against net annual ground water draft of 577.66 mcm. The projected demand for
domestic and industrial uses up to 2025 is 28.84 mcm. The stage of ground water
development in the district is 43%
Hydrogeology
i) Major water bearing formation Sand, pebble, gravel formation
ii) Pre-monsoon water level 3.44 m
iii) Post Monsoon water level 3.04 m
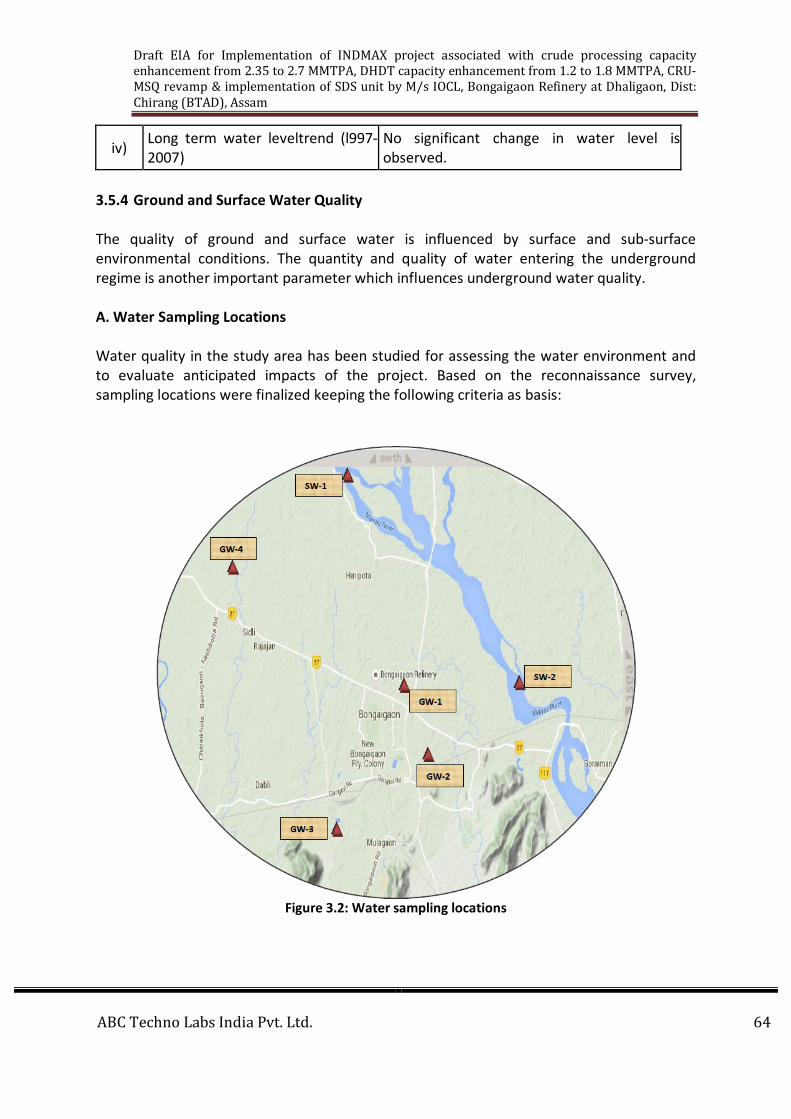
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 64
iv) Long term water leveltrend (l997-
2007)
No significant change in water level is
observed.
3.5.4 Ground and Surface Water Quality
The quality of ground and surface water is influenced by surface and sub-surface
environmental conditions. The quantity and quality of water entering the underground
regime is another important parameter which influences underground water quality.
A. Water Sampling Locations
Water quality in the study area has been studied for assessing the water environment and
to evaluate anticipated impacts of the project. Based on the reconnaissance survey,
sampling locations were finalized keeping the following criteria as basis:
Figure 3.2: Water sampling locations
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 65
• Drainage pattern;
• Location of residential areas representing different activities/likely impact areas; and
• Likely areas which can represent baseline conditions
For assessing the ground water quality in the study area, water samples were collected from
four ground water locations from project site, Salbari pt., Bongaigaon Deoripara, Athugaon,
and Palashbhari and were analyzed as per the procedures specified in 'Standard Methods
for the Examination of Water and Wastewater' published by American Public Health
Association (APHA).
Two surface water samples were also collected from Aie River .i.e. one from downstream of
Choto Nilibari and other downstream of Chaprakata. The ground and surface water
sampling locations are shown in Figure 3.6. Ground water samples for chemical analysis
were collected in polyethylene carboys. Water samples collected for metal content were
acidified with 1 ml HNO3. Selected physico-chemical and heavy metal have been analyzed
for ground water quality status in the study area.
Table 3.2: Details of Ground and surface monitoring locations
Sr.no. Name of sampling location Station
code
1. Aie River
(downstream of Choto Nilibari)
SW 1
2. Aie River
(downstream of Chaprakata)
SW 2
3. Salbari pt. GW 1
4. Bongaigaon Deoripara GW 2
5. Athugaon GW 3
6. Palashbari GW 4
B. Characteristics of Ground Water Samples
The collected water samples were analyzed for physical and chemical parameters as
parameters described in IS:10500:2012. Table 3.3 gives desirable and permissible limits
prescribed for potable water in IS: 10500: 2012.
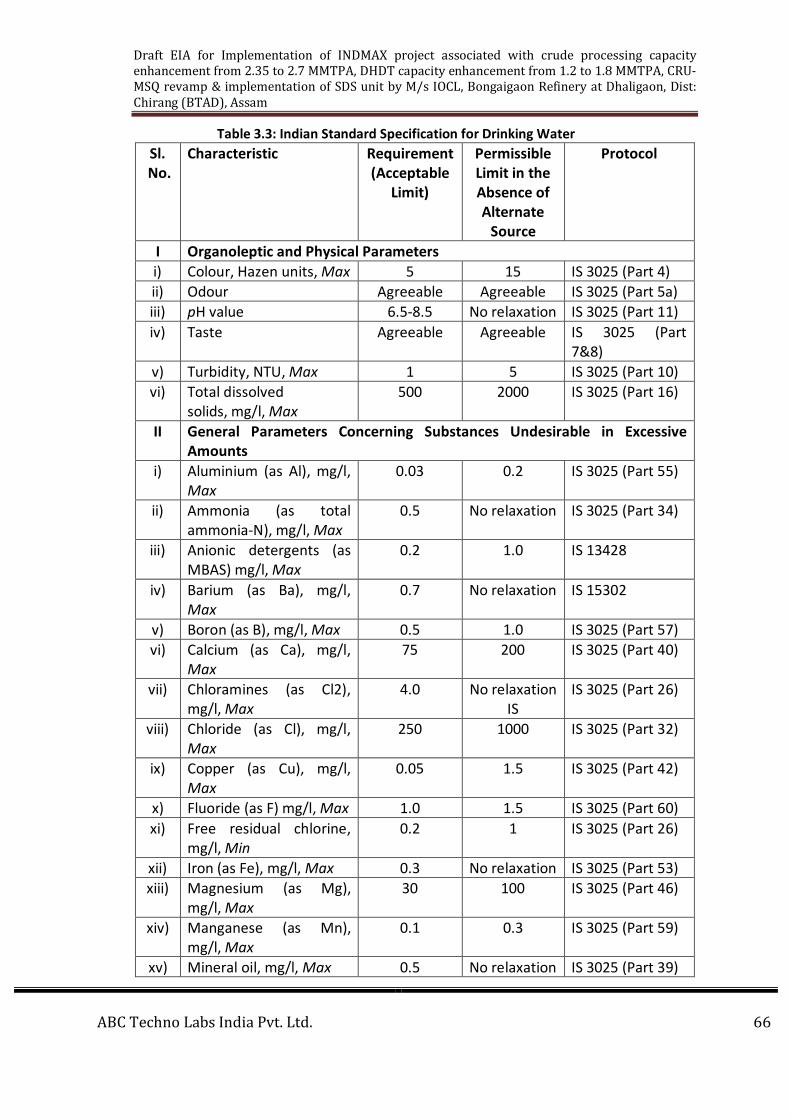
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 66
Table 3.3: Indian Standard Specification for Drinking Water
Sl.
No.
Characteristic Requirement
(Acceptable
Limit)
Permissible
Limit in the
Absence of
Alternate
Source
Protocol
I Organoleptic and Physical Parameters
i) Colour, Hazen units, Max 5 15 IS 3025 (Part 4)
ii) Odour Agreeable Agreeable IS 3025 (Part 5a)
iii) pH value 6.5-8.5 No relaxation IS 3025 (Part 11)
iv) Taste Agreeable Agreeable IS 3025 (Part
7&8)
v) Turbidity, NTU, Max 1 5 IS 3025 (Part 10)
vi) Total dissolved
solids, mg/l, Max
500 2000 IS 3025 (Part 16)
II General Parameters Concerning Substances Undesirable in Excessive
Amounts
i) Aluminium (as Al), mg/l,
Max
0.03 0.2 IS 3025 (Part 55)
ii) Ammonia (as total
ammonia-N), mg/l, Max
0.5 No relaxation IS 3025 (Part 34)
iii) Anionic detergents (as
MBAS) mg/l, Max
0.2 1.0 IS 13428
iv) Barium (as Ba), mg/l,
Max
0.7 No relaxation IS 15302
v) Boron (as B), mg/l, Max 0.5 1.0 IS 3025 (Part 57)
vi) Calcium (as Ca), mg/l,
Max
75 200 IS 3025 (Part 40)
vii) Chloramines (as Cl2),
mg/l, Max
4.0 No relaxation
IS
IS 3025 (Part 26)
viii) Chloride (as Cl), mg/l,
Max
250 1000 IS 3025 (Part 32)
ix) Copper (as Cu), mg/l,
Max
0.05 1.5 IS 3025 (Part 42)
x) Fluoride (as F) mg/l, Max 1.0 1.5 IS 3025 (Part 60)
xi) Free residual chlorine,
mg/l, Min
0.2 1 IS 3025 (Part 26)
xii) Iron (as Fe), mg/l, Max 0.3 No relaxation IS 3025 (Part 53)
xiii) Magnesium (as Mg),
mg/l, Max
30 100 IS 3025 (Part 46)
xiv) Manganese (as Mn),
mg/l, Max
0.1 0.3 IS 3025 (Part 59)
xv) Mineral oil, mg/l, Max 0.5 No relaxation IS 3025 (Part 39)
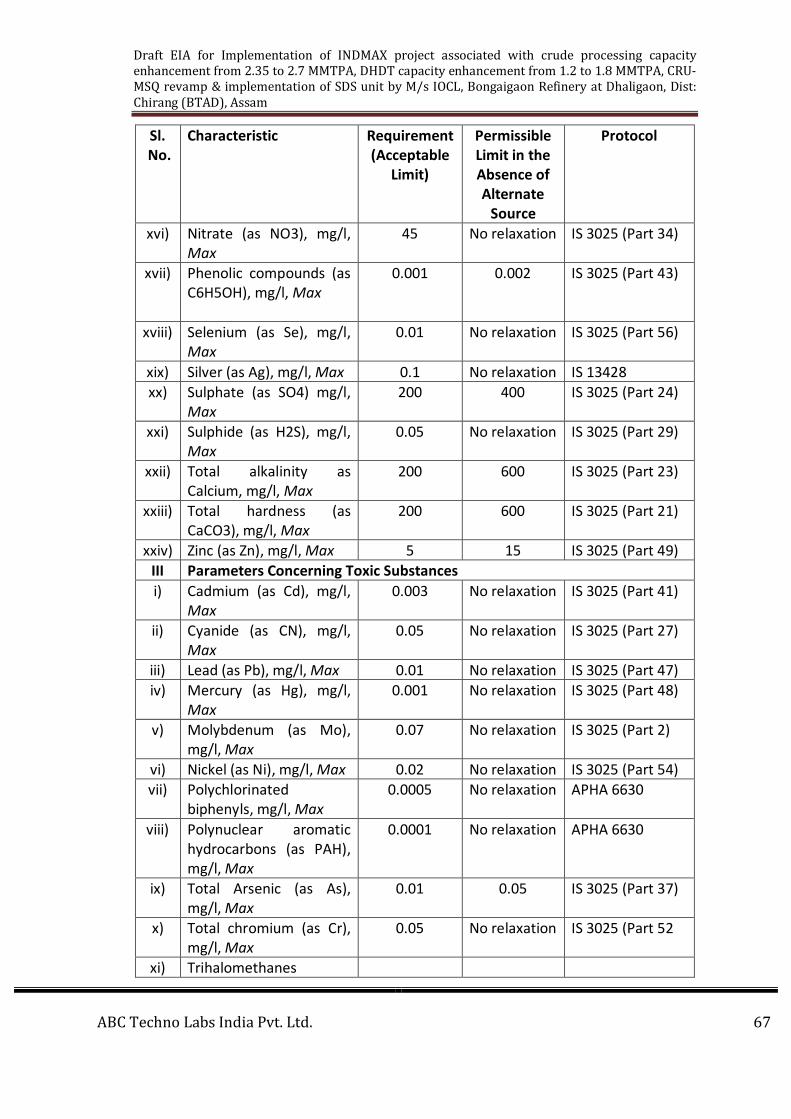
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 67
Sl.
No.
Characteristic Requirement
(Acceptable
Limit)
Permissible
Limit in the
Absence of
Alternate
Source
Protocol
xvi) Nitrate (as NO3), mg/l,
Max
45 No relaxation IS 3025 (Part 34)
xvii) Phenolic compounds (as
C6H5OH), mg/l, Max
0.001 0.002 IS 3025 (Part 43)
xviii) Selenium (as Se), mg/l,
Max
0.01 No relaxation IS 3025 (Part 56)
xix) Silver (as Ag), mg/l, Max 0.1 No relaxation IS 13428
xx) Sulphate (as SO4) mg/l,
Max
200 400 IS 3025 (Part 24)
xxi) Sulphide (as H2S), mg/l,
Max
0.05 No relaxation IS 3025 (Part 29)
xxii) Total alkalinity as
Calcium, mg/l, Max
200 600 IS 3025 (Part 23)
xxiii) Total hardness (as
CaCO3), mg/l, Max
200 600 IS 3025 (Part 21)
xxiv) Zinc (as Zn), mg/l, Max 5 15 IS 3025 (Part 49)
III Parameters Concerning Toxic Substances
i) Cadmium (as Cd), mg/l,
Max
0.003 No relaxation IS 3025 (Part 41)
ii) Cyanide (as CN), mg/l,
Max
0.05 No relaxation IS 3025 (Part 27)
iii) Lead (as Pb), mg/l, Max 0.01 No relaxation IS 3025 (Part 47)
iv) Mercury (as Hg), mg/l,
Max
0.001 No relaxation IS 3025 (Part 48)
v) Molybdenum (as Mo),
mg/l, Max
0.07 No relaxation IS 3025 (Part 2)
vi) Nickel (as Ni), mg/l, Max 0.02 No relaxation IS 3025 (Part 54)
vii) Polychlorinated
biphenyls, mg/l, Max
0.0005 No relaxation APHA 6630
viii) Polynuclear aromatic
hydrocarbons (as PAH),
mg/l, Max
0.0001 No relaxation APHA 6630
ix) Total Arsenic (as As),
mg/l, Max
0.01 0.05 IS 3025 (Part 37)
x) Total chromium (as Cr),
mg/l, Max
0.05 No relaxation IS 3025 (Part 52
xi) Trihalomethanes
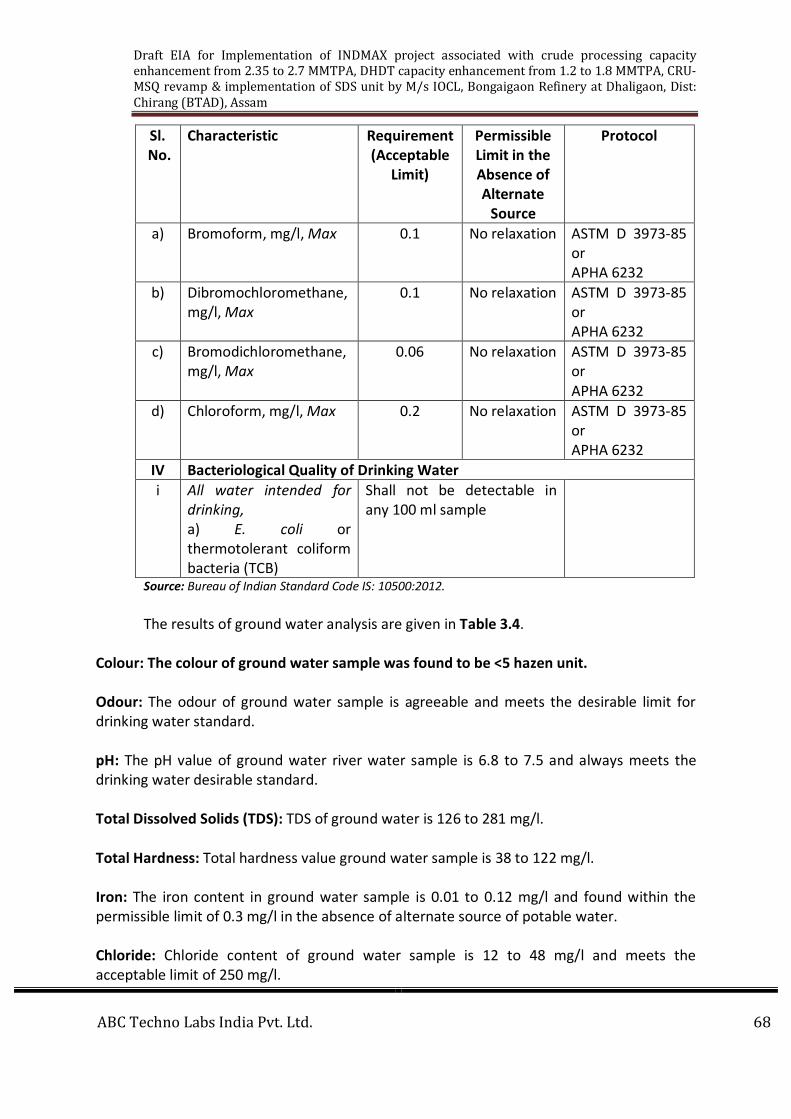
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 68
Sl.
No.
Characteristic Requirement
(Acceptable
Limit)
Permissible
Limit in the
Absence of
Alternate
Source
Protocol
a) Bromoform, mg/l, Max 0.1 No relaxation ASTM D 3973-85
or
APHA 6232
b) Dibromochloromethane,
mg/l, Max
0.1 No relaxation ASTM D 3973-85
or
APHA 6232
c) Bromodichloromethane,
mg/l, Max
0.06 No relaxation
ASTM D 3973-85
or
APHA 6232
d) Chloroform, mg/l, Max 0.2 No relaxation ASTM D 3973-85
or
APHA 6232
IV Bacteriological Quality of Drinking Water
i All water intended for
drinking,
a) E. coli or
thermotolerant coliform
bacteria (TCB)
Shall not be detectable in
any 100 ml sample
Source: Bureau of Indian Standard Code IS: 10500:2012.
The results of ground water analysis are given in Table 3.4.
Colour: The colour of ground water sample was found to be <5 hazen unit.
Odour: The odour of ground water sample is agreeable and meets the desirable limit for
drinking water standard.
pH: The pH value of ground water river water sample is 6.8 to 7.5 and always meets the
drinking water desirable standard.
Total Dissolved Solids (TDS): TDS of ground water is 126 to 281 mg/l.
Total Hardness: Total hardness value ground water sample is 38 to 122 mg/l.
Iron: The iron content in ground water sample is 0.01 to 0.12 mg/l and found within the
permissible limit of 0.3 mg/l in the absence of alternate source of potable water.
Chloride: Chloride content of ground water sample is 12 to 48 mg/l and meets the
acceptable limit of 250 mg/l.
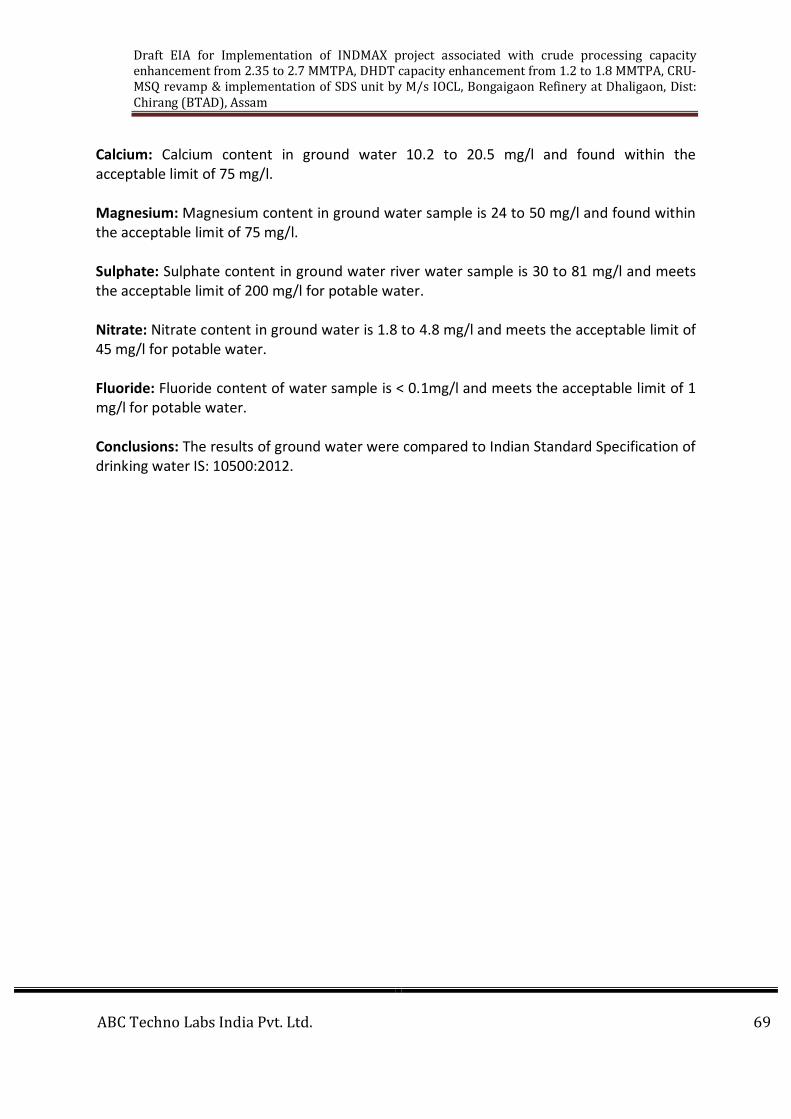
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 69
Calcium: Calcium content in ground water 10.2 to 20.5 mg/l and found within the
acceptable limit of 75 mg/l.
Magnesium: Magnesium content in ground water sample is 24 to 50 mg/l and found within
the acceptable limit of 75 mg/l.
Sulphate: Sulphate content in ground water river water sample is 30 to 81 mg/l and meets
the acceptable limit of 200 mg/l for potable water.
Nitrate: Nitrate content in ground water is 1.8 to 4.8 mg/l and meets the acceptable limit of
45 mg/l for potable water.
Fluoride: Fluoride content of water sample is < 0.1mg/l and meets the acceptable limit of 1
mg/l for potable water.
Conclusions: The results of ground water were compared to Indian Standard Specification of
drinking water IS: 10500:2012.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang
(BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 70
Table 3.4: Ground Water Quality in the Study Area
Sn. Parameters Units Salbari pt. Bongaigaon
Deoripara Athugaon Palashbari
1. pH 6.8 7.1 7.5 6.9
2. Colour Hazen <5 <5 <5 <5
3. Odour Agreeable Agreeable Agreeable Agreeable
4. Turbidity NTU 3 1 4 2
5. TDS mg/l 126 263 281 155
6. Hardness as CaCO3 mg/l 122 38 90 68
7. Nitrate as NO3 mg/l 1.8 3.6 4.8 3.7
8. Chloride as Cl mg/l 12 36 48 44
9. Sulphate as SO4 mg/l 30 70 67 81
10 Calcium as Ca mg/l 20.5 10.2 13.7 19.6
11. Magnesium as Mg mg/l 24 50 62 42
12. Iron as Fe mg/l 0.01 0.08 0.12 0.04
13. Fluoride as F mg/l <0.1 <0.1 <0.1 <0.1
14. Total Alkalinity as CaCO3 mg/l 30.7 85.3 70.6 60.2
15. Zinc as Zn mg/l 0.22 0.18 0.13 0.24
16. Copper as Cu mg/l <0.02 <0.02 <0.02 <0.02
17. Cyanide as CN mg/l <0.02 <0.02 <0.02 <0.02
18. Arsenic as As mg/l <0.005 <0.005 <0.005 <0.005
19. Mercury as Hg mg/l <0.001 <0.001 <0.001 <0.001
20. Lead as Pb mg/l <0.05 <0.05 <0.05 <0.05
21. Chromium as Cr+6 mg/l <0.05 <0.05 <0.05 <0.05
Note: BDL indicates Below Detection Limit.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 71
B. Characteristics of Surface Water Samples
The surface water samples were collected from Aie River and analyzed for physical and
chemical parameters. Table 3.5 gives analyzed results for Aie River and discussed below:
Colour: The colour of surface water samples was found to be 5 hazen unit.
Odour: The odour of surface water samples is agreeable and meets the desirable limit for
drinking water standard.
pH: The pH value of the surface water samples is 6.9 and 7.01 meeting the drinking water
desirable standard.
Total Dissolved Solids (TDS): TDS of surface water sample is 20 and 31 mg/l and meets
permissible limit of 500 mg/l.
Total Hardness: Total hardness value surface water sample is 190 and 185 mg/l Hardness
value is within the acceptable limit of 200 mg/l.
Iron: The iron content in surface water sample is 1.09 and 0.94 mg/l and found within the
permissible limit of 0.3 mg/l in the absence of alternate source of potable water.
Chloride: Chloride content of surface water sample is 9.1 and 4.3 mg/l and meets the
acceptable limit of 250 mg/l.
Calcium: Calcium content in surface water sample is 7.09 and 8.46 mg/l and found within
the acceptable limit of 75 mg/l.
Magnesium: Magnesium content in surface water sample is 1.44 and 4.55 mg/l and found
within the acceptable limit of 75 mg/l.
Total Alkalinity: Total alkalinity of surface water sample is 39.5 and 60.75 mg/l and meets
within the permissible limit 600 mg/l.
Sulphate: Sulphate content in surface water sample is 7.59 and 4.91 mg/l and meets the
acceptable limit of 200 mg/l for potable water.
Nitrate: Nitrate content in surface water sample is 0.10and 0.15 mg/l and meets the
acceptable limit of 45 mg/l for potable water.
Fluoride: Fluoride content of surface water sample is < 0.1 mg/l and meets the acceptable
limit of 1 mg/l for potable water.
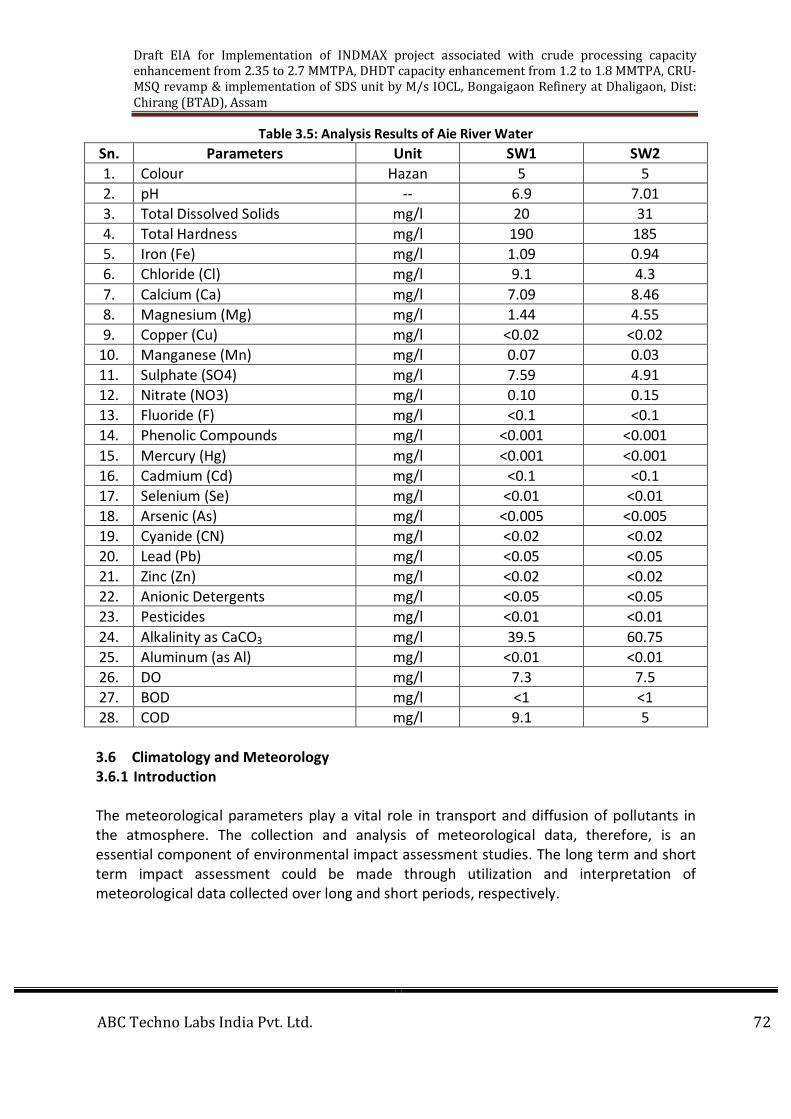
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 72
Table 3.5: Analysis Results of Aie River Water
Sn. Parameters Unit SW1 SW2
1. Colour Hazan 5 5
2. pH -- 6.9 7.01
3. Total Dissolved Solids mg/l 20 31
4. Total Hardness mg/l 190 185
5. Iron (Fe) mg/l 1.09 0.94
6. Chloride (Cl) mg/l 9.1 4.3
7. Calcium (Ca) mg/l 7.09 8.46
8. Magnesium (Mg) mg/l 1.44 4.55
9. Copper (Cu) mg/l <0.02 <0.02
10. Manganese (Mn) mg/l 0.07 0.03
11. Sulphate (SO4) mg/l 7.59 4.91
12. Nitrate (NO3) mg/l 0.10 0.15
13. Fluoride (F) mg/l <0.1 <0.1
14. Phenolic Compounds mg/l <0.001 <0.001
15. Mercury (Hg) mg/l <0.001 <0.001
16. Cadmium (Cd) mg/l <0.1 <0.1
17. Selenium (Se) mg/l <0.01 <0.01
18. Arsenic (As) mg/l <0.005 <0.005
19. Cyanide (CN) mg/l <0.02 <0.02
20. Lead (Pb) mg/l <0.05 <0.05
21. Zinc (Zn) mg/l <0.02 <0.02
22. Anionic Detergents mg/l <0.05 <0.05
23. Pesticides mg/l <0.01 <0.01
24. Alkalinity as CaCO3 mg/l 39.5 60.75
25. Aluminum (as Al) mg/l <0.01 <0.01
26. DO mg/l 7.3 7.5
27. BOD mg/l <1 <1
28. COD mg/l 9.1 5
3.6 Climatology and Meteorology
3.6.1 Introduction
The meteorological parameters play a vital role in transport and diffusion of pollutants in
the atmosphere. The collection and analysis of meteorological data, therefore, is an
essential component of environmental impact assessment studies. The long term and short
term impact assessment could be made through utilization and interpretation of
meteorological data collected over long and short periods, respectively.
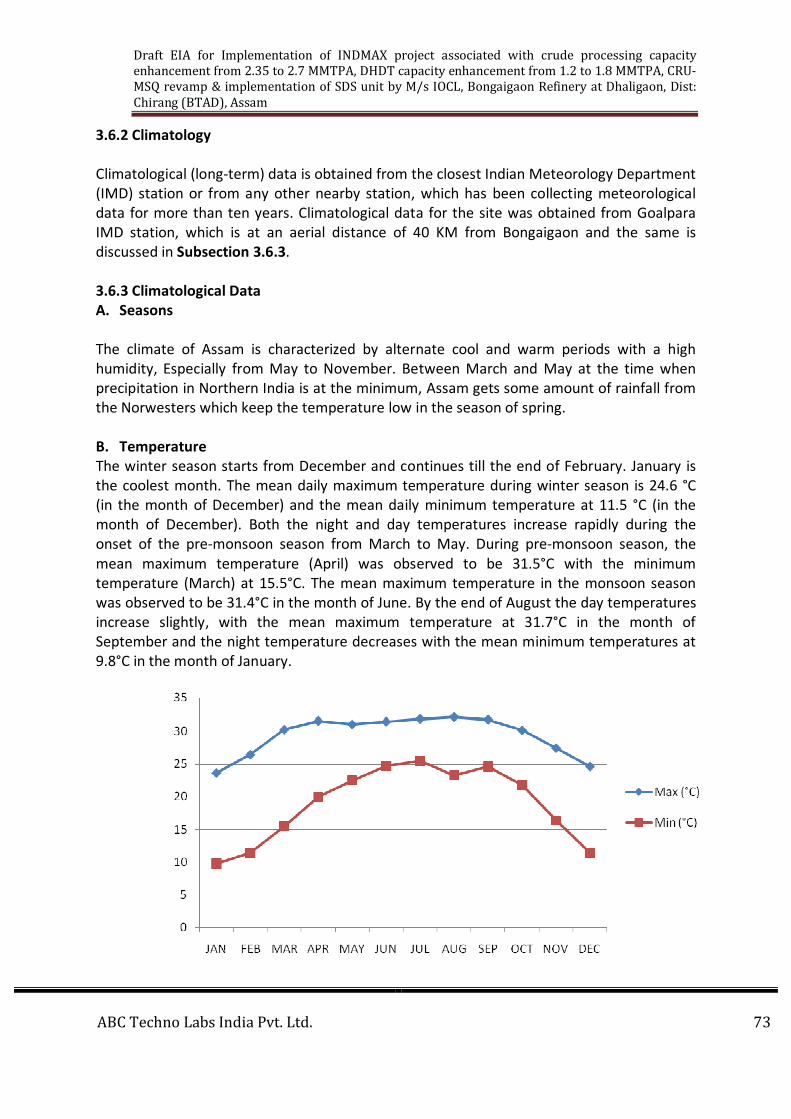
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 73
3.6.2 Climatology
Climatological (long-term) data is obtained from the closest Indian Meteorology Department
(IMD) station or from any other nearby station, which has been collecting meteorological
data for more than ten years. Climatological data for the site was obtained from Goalpara
IMD station, which is at an aerial distance of 40 KM from Bongaigaon and the same is
discussed in Subsection 3.6.3.
3.6.3 Climatological Data
A. Seasons
The climate of Assam is characterized by alternate cool and warm periods with a high
humidity, Especially from May to November. Between March and May at the time when
precipitation in Northern India is at the minimum, Assam gets some amount of rainfall from
the Norwesters which keep the temperature low in the season of spring.
B. Temperature
The winter season starts from December and continues till the end of February. January is
the coolest month. The mean daily maximum temperature during winter season is 24.6 °C
(in the month of December) and the mean daily minimum temperature at 11.5 °C (in the
month of December). Both the night and day temperatures increase rapidly during the
onset of the pre-monsoon season from March to May. During pre-monsoon season, the
mean maximum temperature (April) was observed to be 31.5°C with the minimum
temperature (March) at 15.5°C. The mean maximum temperature in the monsoon season
was observed to be 31.4°C in the month of June. By the end of August the day temperatures
increase slightly, with the mean maximum temperature at 31.7°C in the month of
September and the night temperature decreases with the mean minimum temperatures at
9.8°C in the month of January.
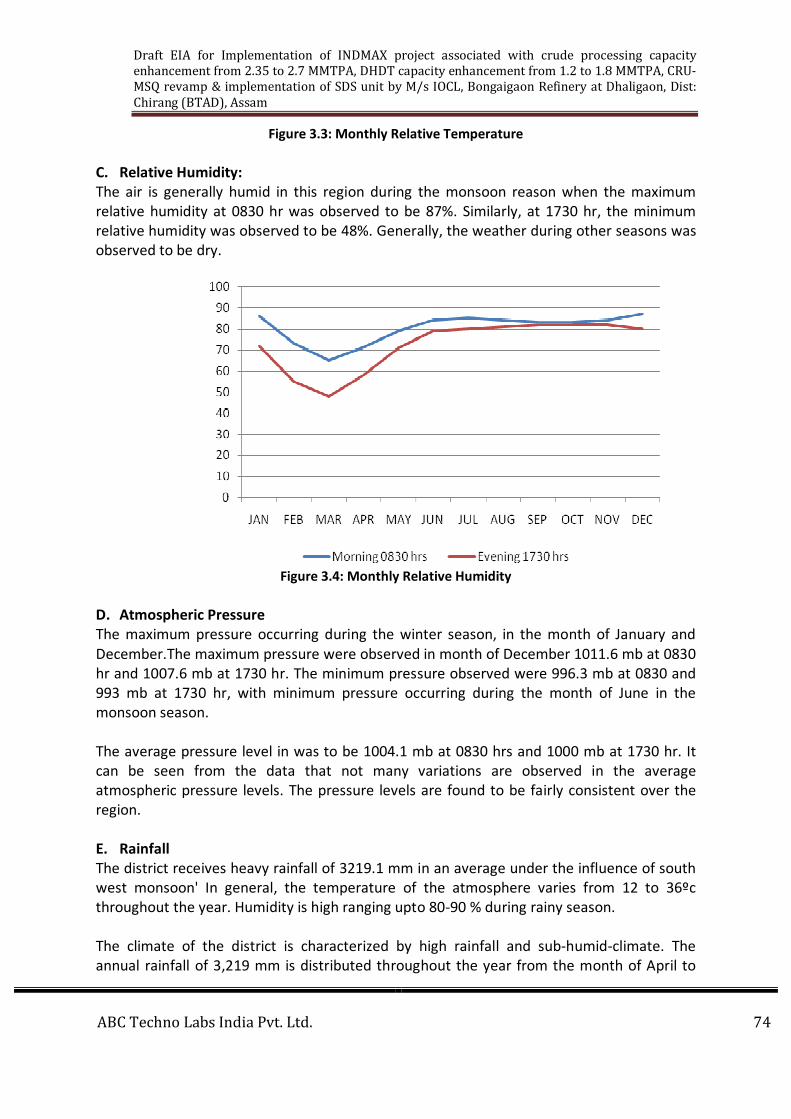
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 74
Figure 3.3: Monthly Relative Temperature
C. Relative Humidity:
The air is generally humid in this region during the monsoon reason when the maximum
relative humidity at 0830 hr was observed to be 87%. Similarly, at 1730 hr, the minimum
relative humidity was observed to be 48%. Generally, the weather during other seasons was
observed to be dry.
Figure 3.4: Monthly Relative Humidity
D. Atmospheric Pressure
The maximum pressure occurring during the winter season, in the month of January and
December.The maximum pressure were observed in month of December 1011.6 mb at 0830
hr and 1007.6 mb at 1730 hr. The minimum pressure observed were 996.3 mb at 0830 and
993 mb at 1730 hr, with minimum pressure occurring during the month of June in the
monsoon season.
The average pressure level in was to be 1004.1 mb at 0830 hrs and 1000 mb at 1730 hr. It
can be seen from the data that not many variations are observed in the average
atmospheric pressure levels. The pressure levels are found to be fairly consistent over the
region.
E. Rainfall
The district receives heavy rainfall of 3219.1 mm in an average under the influence of south
west monsoon' In general, the temperature of the atmosphere varies from 12 to 36ºc
throughout the year. Humidity is high ranging upto 80-90 % during rainy season.
The climate of the district is characterized by high rainfall and sub-humid-climate. The
annual rainfall of 3,219 mm is distributed throughout the year from the month of April to
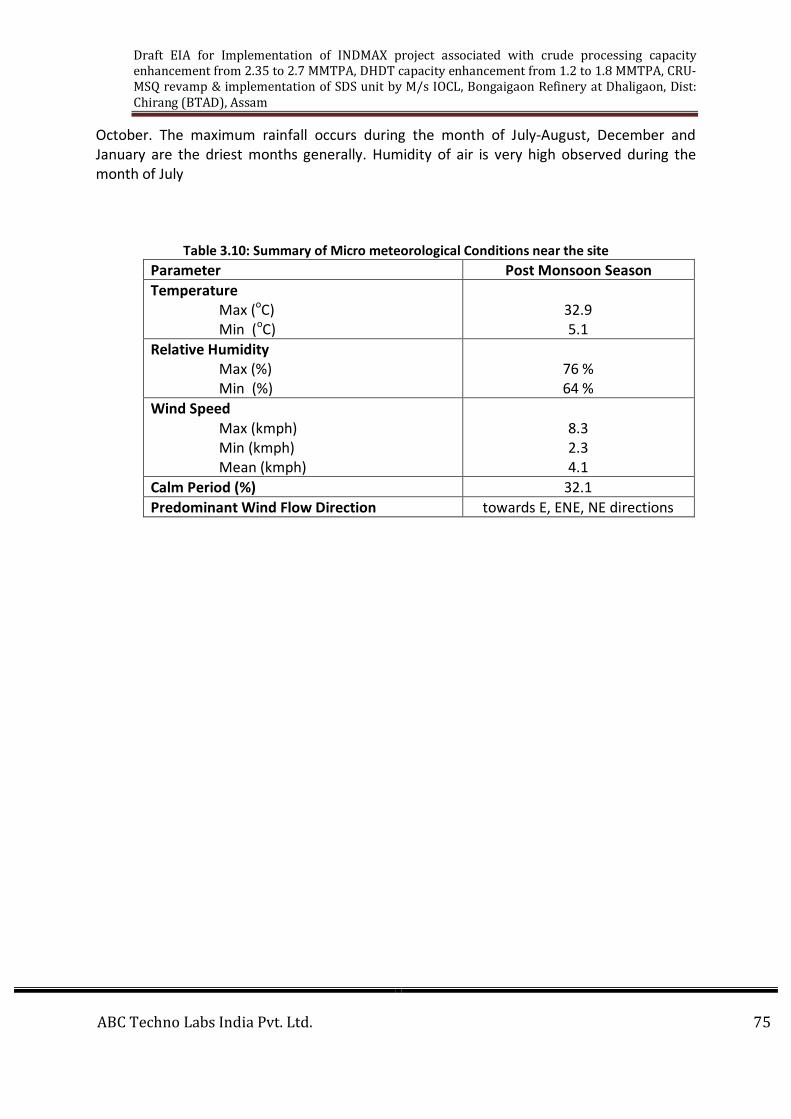
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 75
October. The maximum rainfall occurs during the month of July-August, December and
January are the driest months generally. Humidity of air is very high observed during the
month of July
Table 3.10: Summary of Micro meteorological Conditions near the site
Parameter Post Monsoon Season
Temperature
Max (oC)
Min (oC)
32.9
5.1
Relative Humidity
Max (%)
Min (%)
76 %
64 %
Wind Speed
Max (kmph)
Min (kmph)
Mean (kmph)
8.3
2.3
4.1
Calm Period (%) 32.1
Predominant Wind Flow Direction towards E, ENE, NE directions
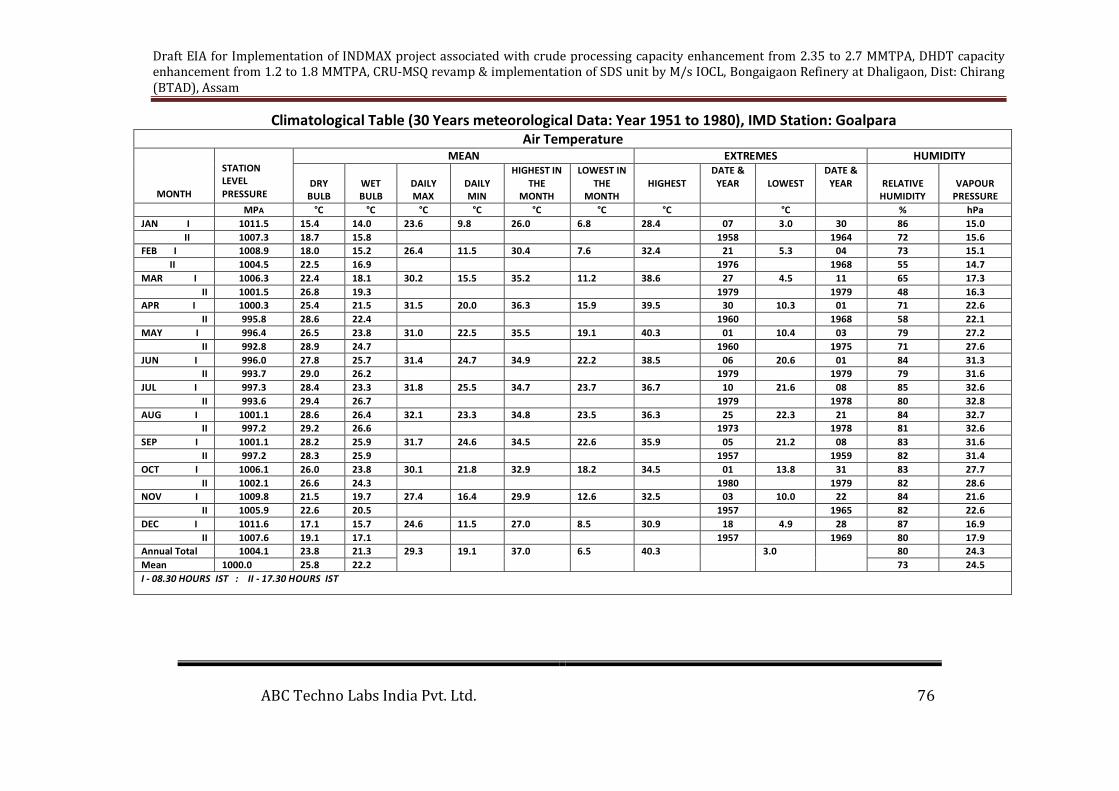
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang
(BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 76
Climatological Table (30 Years meteorological Data: Year 1951 to 1980), IMD Station: Goalpara
Air Temperature
MONTH
STATION
LEVEL
PRESSURE
MEAN EXTREMES HUMIDITY
DRY
BULB
WET
BULB
DAILY
MAX
DAILY
MIN
HIGHEST IN
THE
MONTH
LOWEST IN
THE
MONTH
HIGHEST
DATE &
YEAR
LOWEST
DATE &
YEAR
RELATIVE
HUMIDITY
VAPOUR
PRESSURE
MPA °C °C °C °C °C °C °C °C % hPa
JAN I 1011.5 15.4 14.0 23.6 9.8 26.0 6.8 28.4 07 3.0 30 86 15.0
II 1007.3 18.7 15.8 1958 1964 72 15.6
FEB I 1008.9 18.0 15.2 26.4 11.5 30.4 7.6 32.4 21 5.3 04 73 15.1
II 1004.5 22.5 16.9 1976 1968 55 14.7
MAR I 1006.3 22.4 18.1 30.2 15.5 35.2 11.2 38.6 27 4.5 11 65 17.3
II 1001.5 26.8 19.3 1979 1979 48 16.3
APR I 1000.3 25.4 21.5 31.5 20.0 36.3 15.9 39.5 30 10.3 01 71 22.6
II 995.8 28.6 22.4 1960 1968 58 22.1
MAY I 996.4 26.5 23.8 31.0 22.5 35.5 19.1 40.3 01 10.4 03 79 27.2
II 992.8 28.9 24.7 1960 1975 71 27.6
JUN I 996.0 27.8 25.7 31.4 24.7 34.9 22.2 38.5 06 20.6 01 84 31.3
II 993.7 29.0 26.2 1979 1979 79 31.6
JUL I 997.3 28.4 23.3 31.8 25.5 34.7 23.7 36.7 10 21.6 08 85 32.6
II 993.6 29.4 26.7 1979 1978 80 32.8
AUG I 1001.1 28.6 26.4 32.1 23.3 34.8 23.5 36.3 25 22.3 21 84 32.7
II 997.2 29.2 26.6 1973 1978 81 32.6
SEP I 1001.1 28.2 25.9 31.7 24.6 34.5 22.6 35.9 05 21.2 08 83 31.6
II 997.2 28.3 25.9 1957 1959 82 31.4
OCT I 1006.1 26.0 23.8 30.1 21.8 32.9 18.2 34.5 01 13.8 31 83 27.7
II 1002.1 26.6 24.3 1980 1979 82 28.6
NOV I 1009.8 21.5 19.7 27.4 16.4 29.9 12.6 32.5 03 10.0 22 84 21.6
II 1005.9 22.6 20.5 1957 1965 82 22.6
DEC I 1011.6 17.1 15.7 24.6 11.5 27.0 8.5 30.9 18 4.9 28 87 16.9
II 1007.6 19.1 17.1 1957 1969 80 17.9
Annual Total 1004.1 23.8 21.3 29.3 19.1 37.0 6.5 40.3 3.0 80 24.3
Mean 1000.0 25.8 22.2 73 24.5
I - 08.30 HOURS IST : II - 17.30 HOURS IST
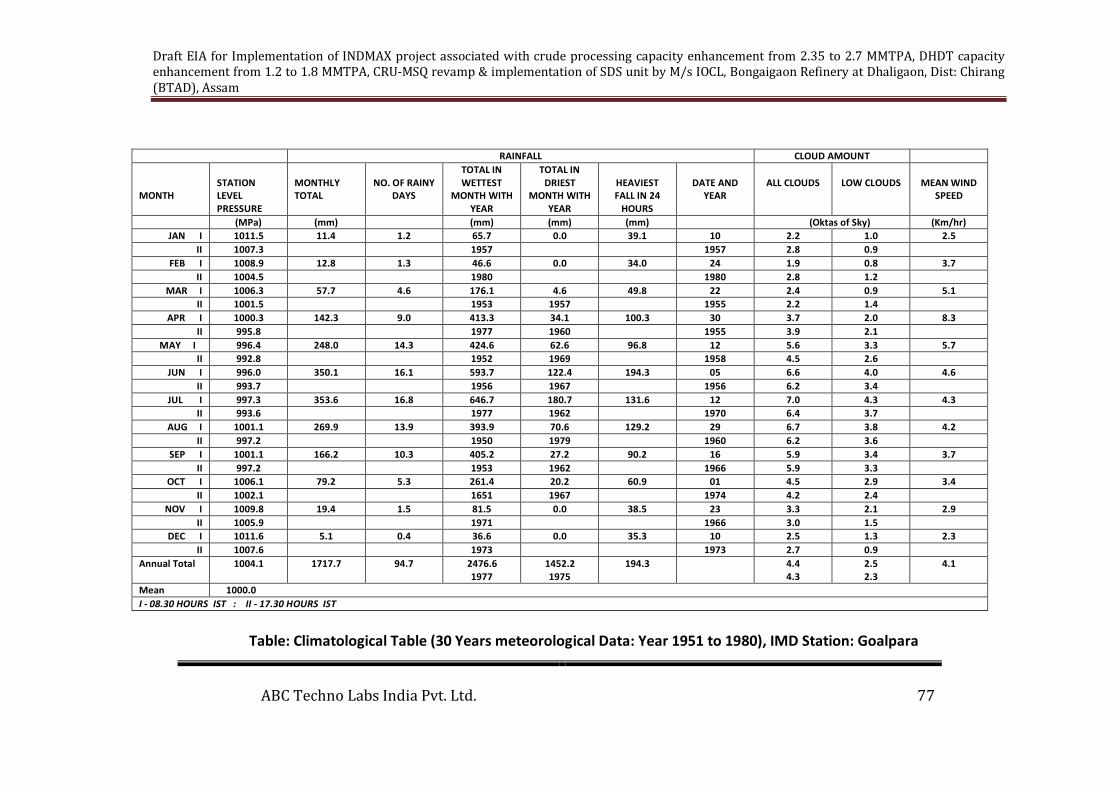
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang
(BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 77
RAINFALL CLOUD AMOUNT
MONTH
STATION
LEVEL
PRESSURE
MONTHLY
TOTAL
NO. OF RAINY
DAYS
TOTAL IN
WETTEST
MONTH WITH
YEAR
TOTAL IN
DRIEST
MONTH WITH
YEAR
HEAVIEST
FALL IN 24
HOURS
DATE AND
YEAR
ALL CLOUDS
LOW CLOUDS
MEAN WIND
SPEED
(MPa) (mm) (mm) (mm) (mm) (Oktas of Sky) (Km/hr)
JAN I 1011.5 11.4 1.2 65.7 0.0 39.1 10 2.2 1.0 2.5
II 1007.3 1957 1957 2.8 0.9
FEB I 1008.9 12.8 1.3 46.6 0.0 34.0 24 1.9 0.8 3.7
II 1004.5 1980 1980 2.8 1.2
MAR I 1006.3 57.7 4.6 176.1 4.6 49.8 22 2.4 0.9 5.1
II 1001.5 1953 1957 1955 2.2 1.4
APR I 1000.3 142.3 9.0 413.3 34.1 100.3 30 3.7 2.0 8.3
II 995.8 1977 1960 1955 3.9 2.1
MAY I 996.4 248.0 14.3 424.6 62.6 96.8 12 5.6 3.3 5.7
II 992.8 1952 1969 1958 4.5 2.6
JUN I 996.0 350.1 16.1 593.7 122.4 194.3 05 6.6 4.0 4.6
II 993.7 1956 1967 1956 6.2 3.4
JUL I 997.3 353.6 16.8 646.7 180.7 131.6 12 7.0 4.3 4.3
II 993.6 1977 1962 1970 6.4 3.7
AUG I 1001.1 269.9 13.9 393.9 70.6 129.2 29 6.7 3.8 4.2
II 997.2 1950 1979 1960 6.2 3.6
SEP I 1001.1 166.2 10.3 405.2 27.2 90.2 16 5.9 3.4 3.7
II 997.2 1953 1962 1966 5.9 3.3
OCT I 1006.1 79.2 5.3 261.4 20.2 60.9 01 4.5 2.9 3.4
II 1002.1 1651 1967 1974 4.2 2.4
NOV I 1009.8 19.4 1.5 81.5 0.0 38.5 23 3.3 2.1 2.9
II 1005.9 1971 1966 3.0 1.5
DEC I 1011.6 5.1 0.4 36.6 0.0 35.3 10 2.5 1.3 2.3
II 1007.6 1973 1973 2.7 0.9
Annual Total 1004.1 1717.7 94.7 2476.6
1977
1452.2
1975
194.3 4.4
4.3
2.5
2.3
4.1
Mean 1000.0
I - 08.30 HOURS IST : II - 17.30 HOURS IST
Table: Climatological Table (30 Years meteorological Data: Year 1951 to 1980), IMD Station: Goalpara
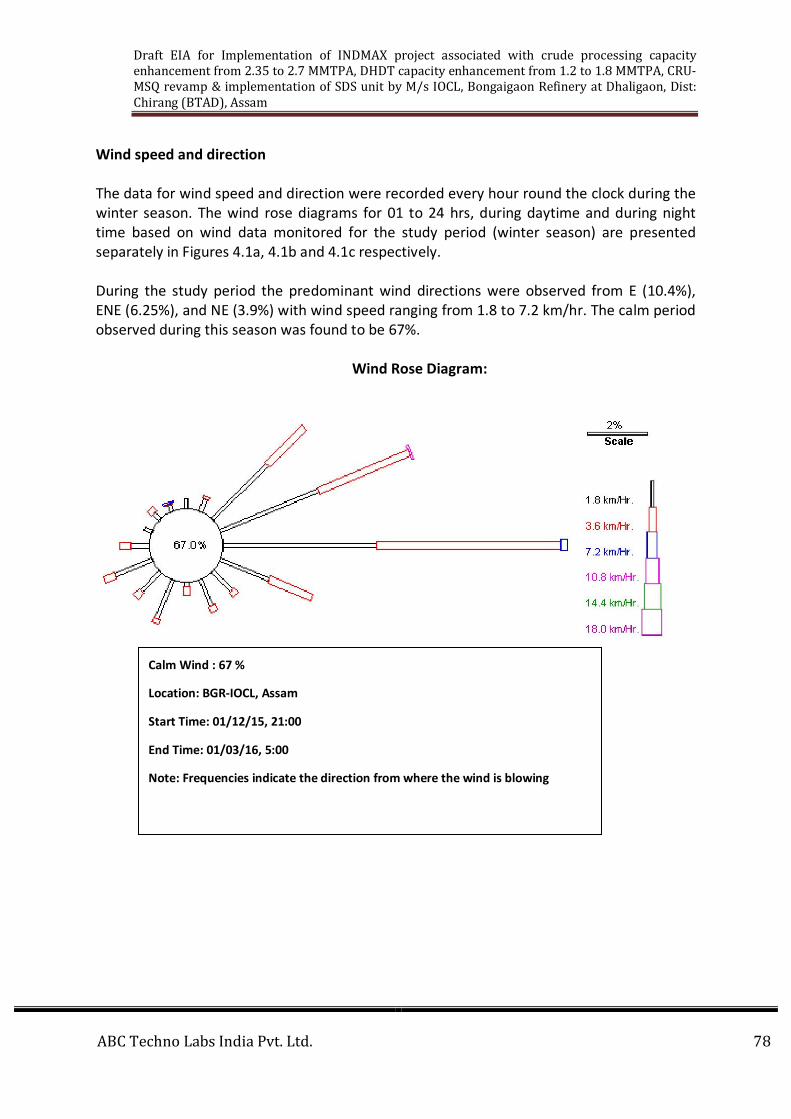
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 78
Wind speed and direction
The data for wind speed and direction were recorded every hour round the clock during the
winter season. The wind rose diagrams for 01 to 24 hrs, during daytime and during night
time based on wind data monitored for the study period (winter season) are presented
separately in Figures 4.1a, 4.1b and 4.1c respectively.
During the study period the predominant wind directions were observed from E (10.4%),
ENE (6.25%), and NE (3.9%) with wind speed ranging from 1.8 to 7.2 km/hr. The calm period
observed during this season was found to be 67%.
Wind Rose Diagram:
Calm Wind : 67 %
Location: BGR-IOCL, Assam
Start Time: 01/12/15, 21:00
End Time: 01/03/16, 5:00
Note: Frequencies indicate the direction from where the wind is blowing
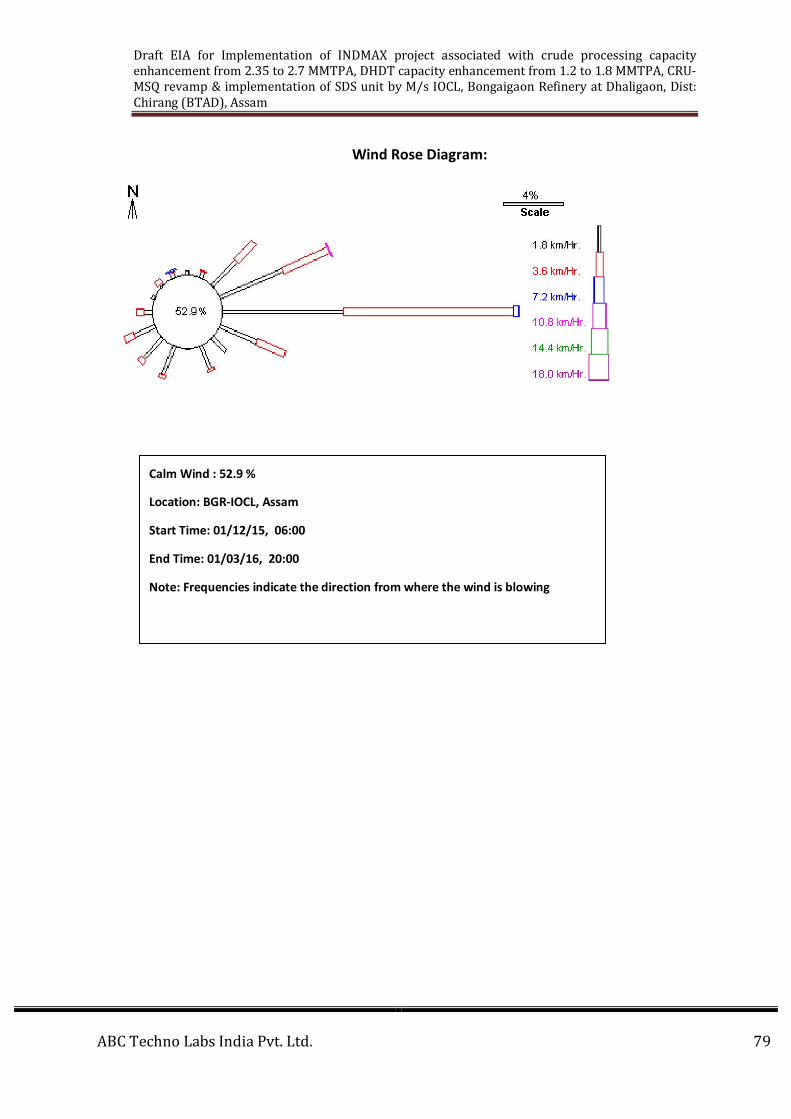
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 79
Wind Rose Diagram:
Calm Wind : 52.9 %
Location: BGR-IOCL, Assam
Start Time: 01/12/15, 06:00
End Time: 01/03/16, 20:00
Note: Frequencies indicate the direction from where the wind is blowing
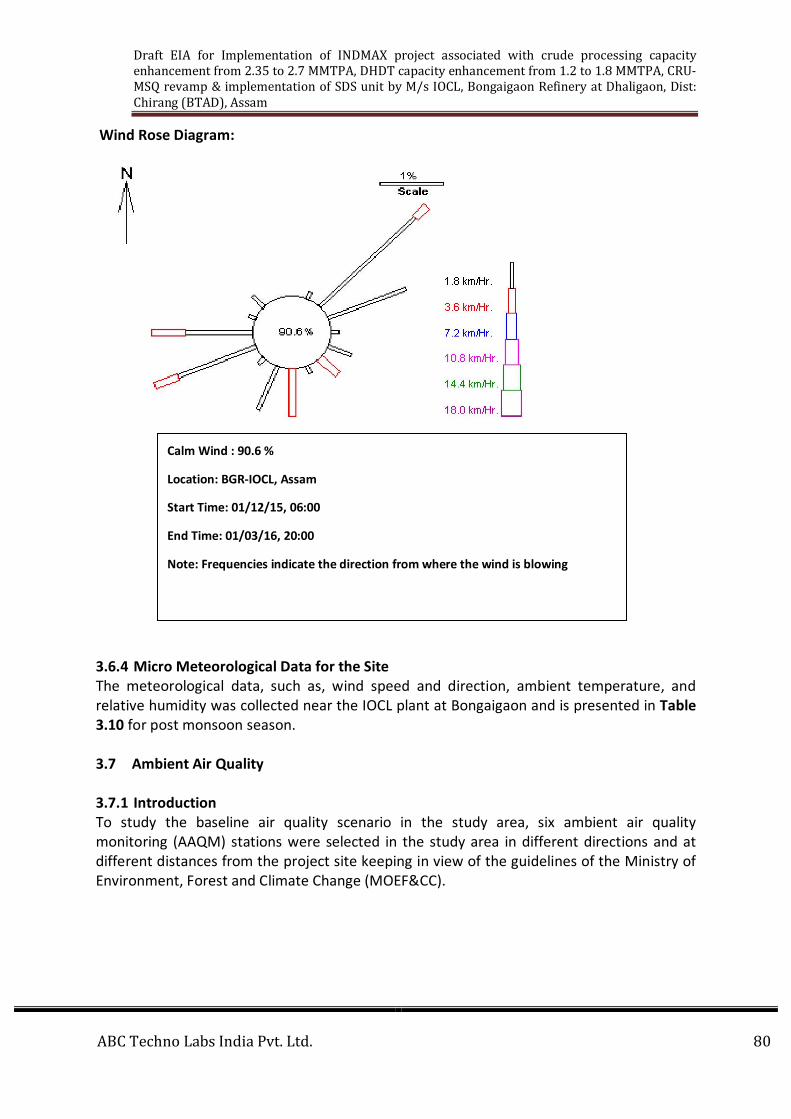
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 80
Wind Rose Diagram:
3.6.4 Micro Meteorological Data for the Site
The meteorological data, such as, wind speed and direction, ambient temperature, and
relative humidity was collected near the IOCL plant at Bongaigaon and is presented in Table
3.10 for post monsoon season.
3.7 Ambient Air Quality
3.7.1 Introduction
To study the baseline air quality scenario in the study area, six ambient air quality
monitoring (AAQM) stations were selected in the study area in different directions and at
different distances from the project site keeping in view of the guidelines of the Ministry of
Environment, Forest and Climate Change (MOEF&CC).
Calm Wind : 90.6 %
Location: BGR-IOCL, Assam
Start Time: 01/12/15, 06:00
End Time: 01/03/16, 20:00
Note: Frequencies indicate the direction from where the wind is blowing
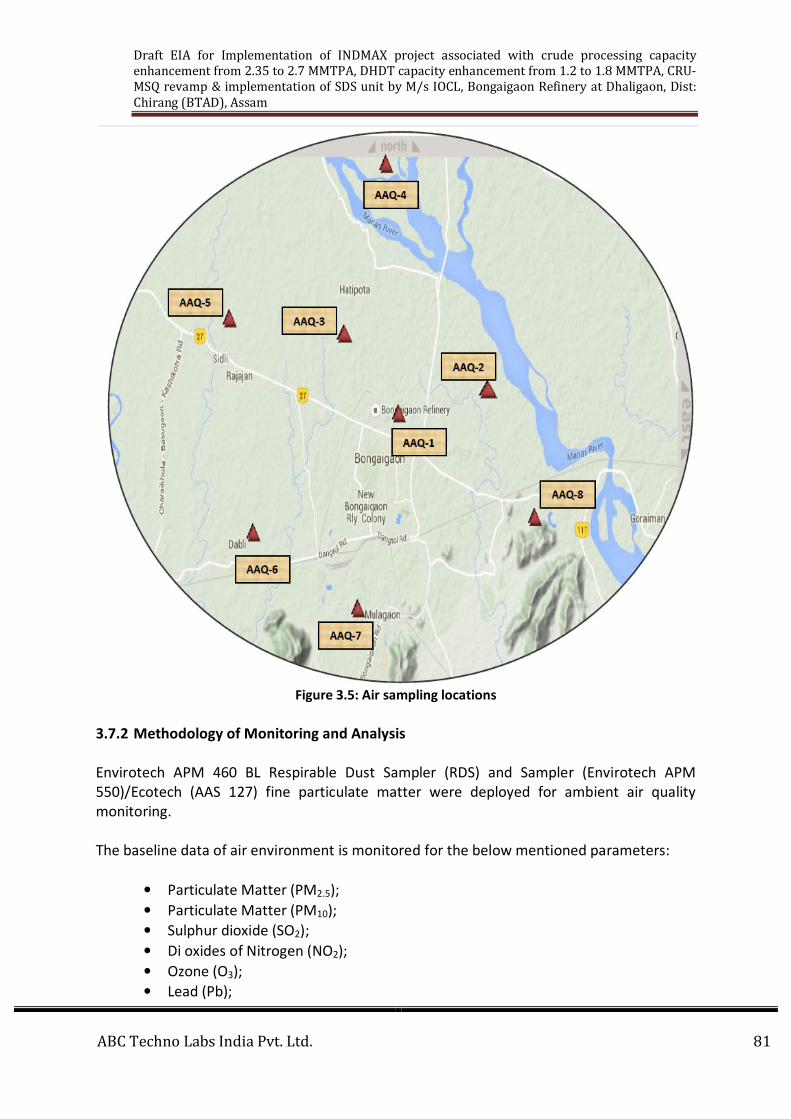
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 81
Figure 3.5: Air sampling locations
3.7.2 Methodology of Monitoring and Analysis
Envirotech APM 460 BL Respirable Dust Sampler (RDS) and Sampler (Envirotech APM
550)/Ecotech (AAS 127) fine particulate matter were deployed for ambient air quality
monitoring.
The baseline data of air environment is monitored for the below mentioned parameters:
• Particulate Matter (PM2.5);
• Particulate Matter (PM10);
• Sulphur dioxide (SO2);
• Di oxides of Nitrogen (NO2);
• Ozone (O3);
• Lead (Pb);
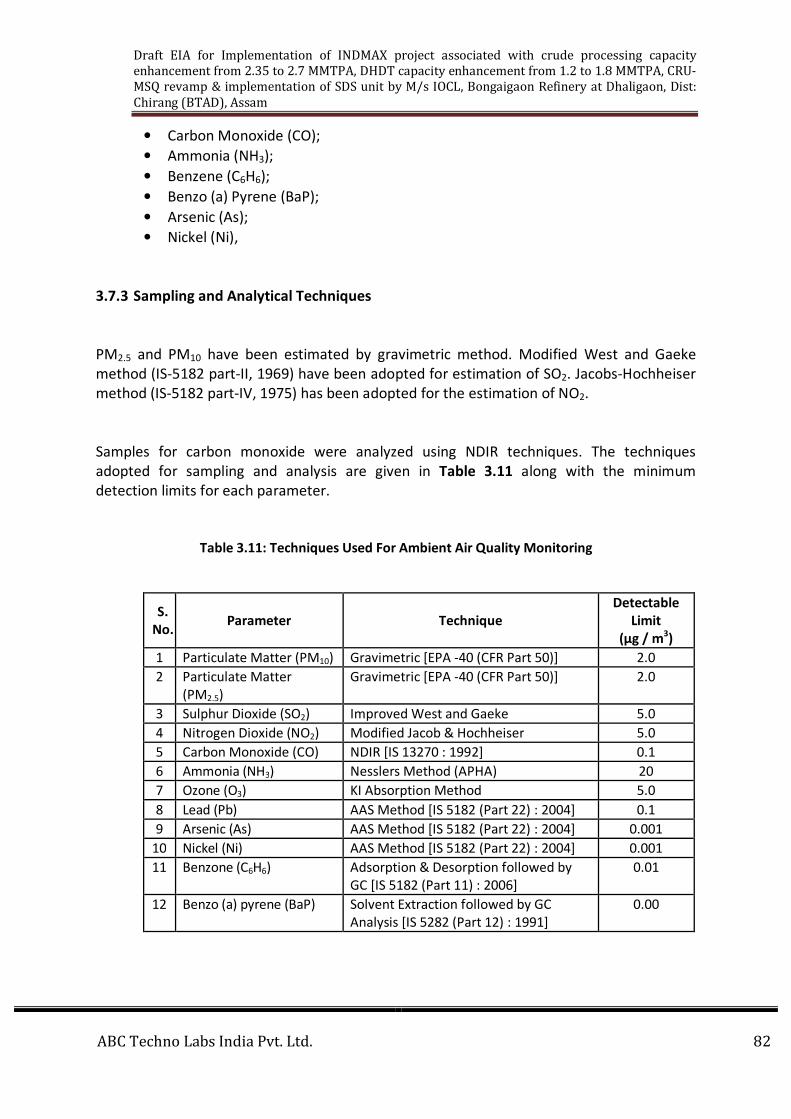
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 82
• Carbon Monoxide (CO);
• Ammonia (NH3);
• Benzene (C6H6);
• Benzo (a) Pyrene (BaP);
• Arsenic (As);
• Nickel (Ni),
3.7.3 Sampling and Analytical Techniques
PM2.5 and PM10 have been estimated by gravimetric method. Modified West and Gaeke
method (IS-5182 part-II, 1969) have been adopted for estimation of SO2. Jacobs-Hochheiser
method (IS-5182 part-IV, 1975) has been adopted for the estimation of NO2.
Samples for carbon monoxide were analyzed using NDIR techniques. The techniques
adopted for sampling and analysis are given in Table 3.11 along with the minimum
detection limits for each parameter.
Table 3.11: Techniques Used For Ambient Air Quality Monitoring
S.
No. Parameter Technique
Detectable
Limit (µg / m
3)
1 Particulate Matter (PM10) Gravimetric [EPA -40 (CFR Part 50)] 2.0
2 Particulate Matter
(PM2.5) Gravimetric [EPA -40 (CFR Part 50)] 2.0
3 Sulphur Dioxide (SO2) Improved West and Gaeke 5.0
4 Nitrogen Dioxide (NO2) Modified Jacob & Hochheiser 5.0
5 Carbon Monoxide (CO) NDIR [IS 13270 : 1992] 0.1
6 Ammonia (NH3) Nesslers Method (APHA) 20
7 Ozone (O3) KI Absorption Method 5.0
8 Lead (Pb) AAS Method [IS 5182 (Part 22) : 2004] 0.1
9 Arsenic (As) AAS Method [IS 5182 (Part 22) : 2004] 0.001
10 Nickel (Ni) AAS Method [IS 5182 (Part 22) : 2004] 0.001
11 Benzone (C6H6) Adsorption & Desorption followed by
GC [IS 5182 (Part 11) : 2006] 0.01
12 Benzo (a) pyrene (BaP) Solvent Extraction followed by GC
Analysis [IS 5282 (Part 12) : 1991] 0.00
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 83
3.7.4 Ambient Air Quality Monitoring Locations
The Premises of IOCL, Sukinapara, Baikhungaon, Madarpur, Namalpur, Dabli, Barshangaon
and Chitkagaon were selected for ambient air quality monitoring based as per guidelines of
CPCB. Ambient air quality monitoring locations are shown in Figure 3.11.
3.7.5 National Ambient Air Quality Standards
The national ambient air quality standards are given in Table 3.12. Monitored values for
study have been compared with the National Ambient Air Quality Standards.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 84
3.7.6 Results of Ambient Air Quality Monitoring
The results of monitoring of PM2.5, PM10, SO2, NO2, NH3, O3, C6H6, BaP, Pb, As, Ni and CO
concentrations at Premises of IOCL, Sukinapara, Baikhungaon, Madarpur, Namalpur, Dabli,
Barshangaon,and Chitkagaon during the post-monsoon season are presented in Table 3.13
to Table 3.18. On the basis of tabulated data following observations can be made:
Fine Particulate Matter (PM2.5)
The 24-hourly PM2.5 concentrations Premises of IOCL, Sukinapara, Baikhungaon, Madarpur,
Namalpur, Dabli, Barshangaon, and Chitkagaon AAQM locations vary in the range of 20.0 to
50 µg/m3. The maximum PM2.5 concentration was found 43 µg/m3 while minimum PM2.5
concentration was 20 µg/m3. The mean PM2.5 concentration was 38.2 µg/m3 and 98% tile
value of PM2.5 concentration was found 43.5 µg/m3
Particulate Matter (PM10)
The 24-hourly PM10 concentrations Premises of IOCL, Sukinapara, Baikhungaon, Madarpur,
Namalpur, Dabli, Barshangaon,and Chitkagaon AAQM locations during post-monsoon
season vary in the range of 40 µg/m3 to 90 µg/m3. The maximum PM10 concentration was
found 90 µg/m3 while minimum PM10 concentration was 41 µg/m3. The mean PM10
concentration was 77.9 µg/m3 and 98%tile value of PM10 concentration was 90 µg/m3.
Sulphur Dioxide (SO2)
The 24-hourly SO2 concentrations at Premises of IOCL, Sukinapara, Baikhungaon, Madarpur,
Namalpur, Dabli, Barshangaon,and Chitkagaon AAQM locations during post-monsoon
season vary in the range of 4 to 10 µg/m3. The maximum SO2 concentration was found 9.0
µg/m3 while minimum SO2 concentration was 4.2 µg/m3. The mean SO2 concentration was
6.39 µg/m3 and 98%tile value of SO2 concentration was 8.15 µg/m3.
Nitrogen Oxide (NO2)
The 24-hourly NO2 concentration at Premises of IOCL, Sukinapara, Baikhungaon, Madarpur,
Namalpur, Dabli, Barshangaon,and Chitkagaon AAQM locations during post-monsoon
season varies in the range of 15.0 to µg/m3. The maximum NO2 concentration was found as
43.0 µg/m3 and minimum NO2 concentration was15.0 µg/m3. The mean NO2 concentration
was 34.0 µg/m3 and 98%tile value of NO2 concentration was 41.5 µg/m3.
Ammonia (NH3)
The NH3 concentrations at Premises of IOCL, Sukinapara, Baikhungaon, Madarpur,
Namalpur, Dabli, Barshangaon,and Chitkagaon AAQM locations were found less than 5.0
µg/m3 during post-monsoon season.
Ozone (O3)
The Ozone concentrations at Premises of IOCL, Sukinapara, Baikhungaon, Madarpur,
Namalpur, Dabli, Barshangaon,and Chitkagaon AAQM locations were found less than 5.0
µg/m3 during post-monsoon season.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 85
Benzene (C6H6)
The C6H6 concentrations at Premises of IOCL, Sukinapara, Baikhungaon, Madarpur,
Namalpur, Dabli, Barshangaon,and Chitkagaon AAQM locations were found less than 0.1
µg/ m3 during post-monsoon season.
Benzo (a) Pyrene (BaP)
The BaP concentrations at Premises of IOCL, Sukinapara, Baikhungaon, Madarpur,
Namalpur, Dabli, Barshangaon,and Chitkagaon AQM locations were found less than 0.01
ng/m3 during post-monsoon season.
Lead (Pb)
The Lead concentrations at Premises of IOCL, Sukinapara, Baikhungaon, Madarpur,
Namalpur, Dabli, Barshangaon,and Chitkagaon AAQM locations were found less than 0.1
µg/m3 during post-monsoon season.
Carbon Monoxide (CO)
The 8-hourly CO concentration at Premises of IOCL, Sukinapara, Baikhungaon, Madarpur,
Namalpur, Dabli, Barshangaon,and Chitkagaon AAQM locations during post-monsoon
season aries in the range of 0.2 to 0.6 mg/m3 The maximum CO concentration was found as
0.56 mg/m3 and minimum CO concentration was 0.2 mg /m3 The mean CO concentration
was 0.43 mg/m3 and 98%tile value of CO concentration was 0.56 mg/m3.
Arsenic (As)
The Arsenic concentrations at Premises of IOCL, Sukinapara, Baikhungaon, Madarpur,
Namalpur, Dabli, Barshangaon,and Chitkagaon AAQM locations were found less than 1.0
ng/m3 during post-monsoon season.
Nickel (Ni)
The Nickel concentrations at Premises of IOCL, Sukinapara, Baikhungaon, Madarpur,
Namalpur, Dabli, Barshangaon,and Chitkagaon AAQM locations were found less than 1.0 ng/
m3 during post-monsoon season.
3.7.7 Ambient Air Quality Status
National ambient air quality standards are given in Table 3.13. National ambient air quality
standards for industrial, residential, rural & other areas are met for all monitored
parameters at all AAQM locations during post monsoon season.
Table 3.12: National Ambient Air Quality Standards
S.No Pollutant Time Weighted
Average
Concentration in Ambient Air
Industrial
Residential,
Rural & Other
Areas
Ecologically
Sensitive Area
(Notified by Central
Government)
1. Sulphur dioxide Annual Average* 50 20
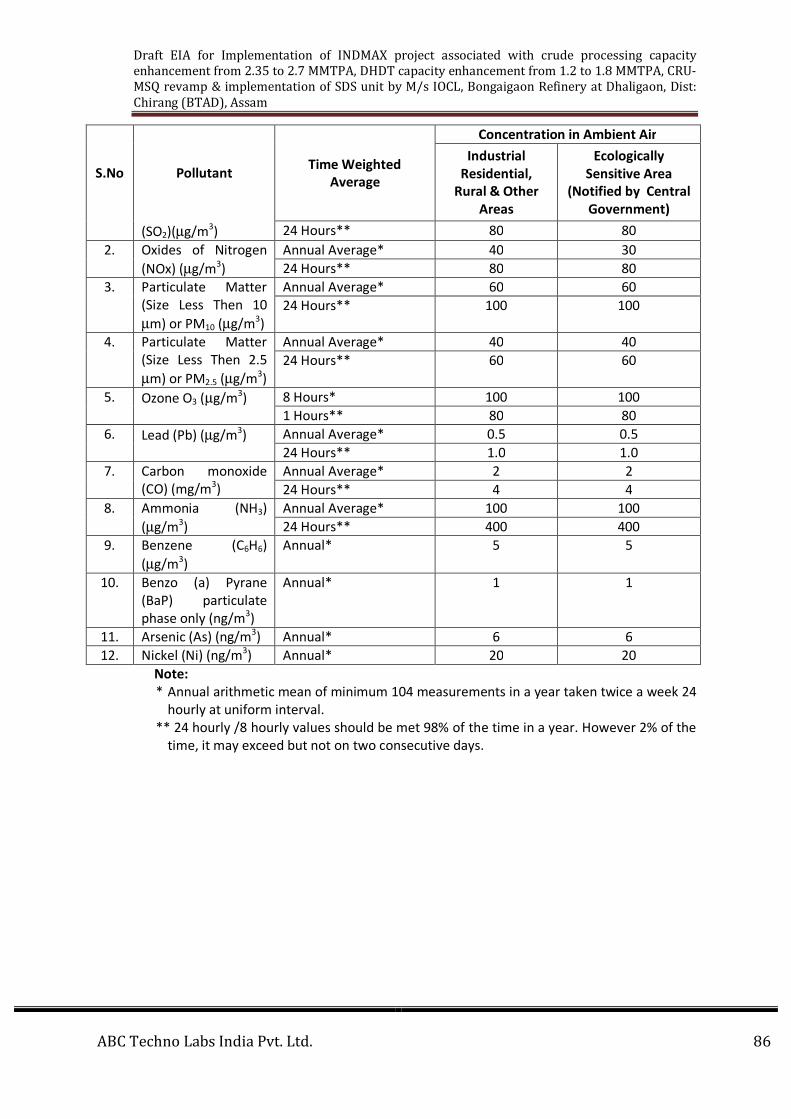
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 86
S.No Pollutant Time Weighted
Average
Concentration in Ambient Air
Industrial
Residential,
Rural & Other
Areas
Ecologically
Sensitive Area
(Notified by Central
Government)
(SO2)(µg/m3) 24 Hours** 80 80
2. Oxides of Nitrogen
(NOx) (µg/m3)
Annual Average* 40 30
24 Hours** 80 80
3. Particulate Matter
(Size Less Then 10
µm) or PM10 (µg/m3)
Annual Average* 60 60
24 Hours** 100 100
4. Particulate Matter
(Size Less Then 2.5
µm) or PM2.5 (µg/m3)
Annual Average* 40 40
24 Hours** 60 60
5. Ozone O3 (µg/m3) 8 Hours* 100 100
1 Hours** 80 80
6. Lead (Pb) (µg/m3) Annual Average* 0.5 0.5
24 Hours** 1.0 1.0
7. Carbon monoxide
(CO) (mg/m3) Annual Average* 2 2
24 Hours** 4 4
8. Ammonia (NH3)
(µg/m3)
Annual Average* 100 100
24 Hours** 400 400
9. Benzene (C6H6)
(µg/m3)
Annual* 5 5
10. Benzo (a) Pyrane
(BaP) particulate
phase only (ng/m3)
Annual* 1 1
11. Arsenic (As) (ng/m3) Annual* 6 6
12. Nickel (Ni) (ng/m3) Annual* 20 20
Note:
* Annual arithmetic mean of minimum 104 measurements in a year taken twice a week 24
hourly at uniform interval.
** 24 hourly /8 hourly values should be met 98% of the time in a year. However 2% of the
time, it may exceed but not on two consecutive days.
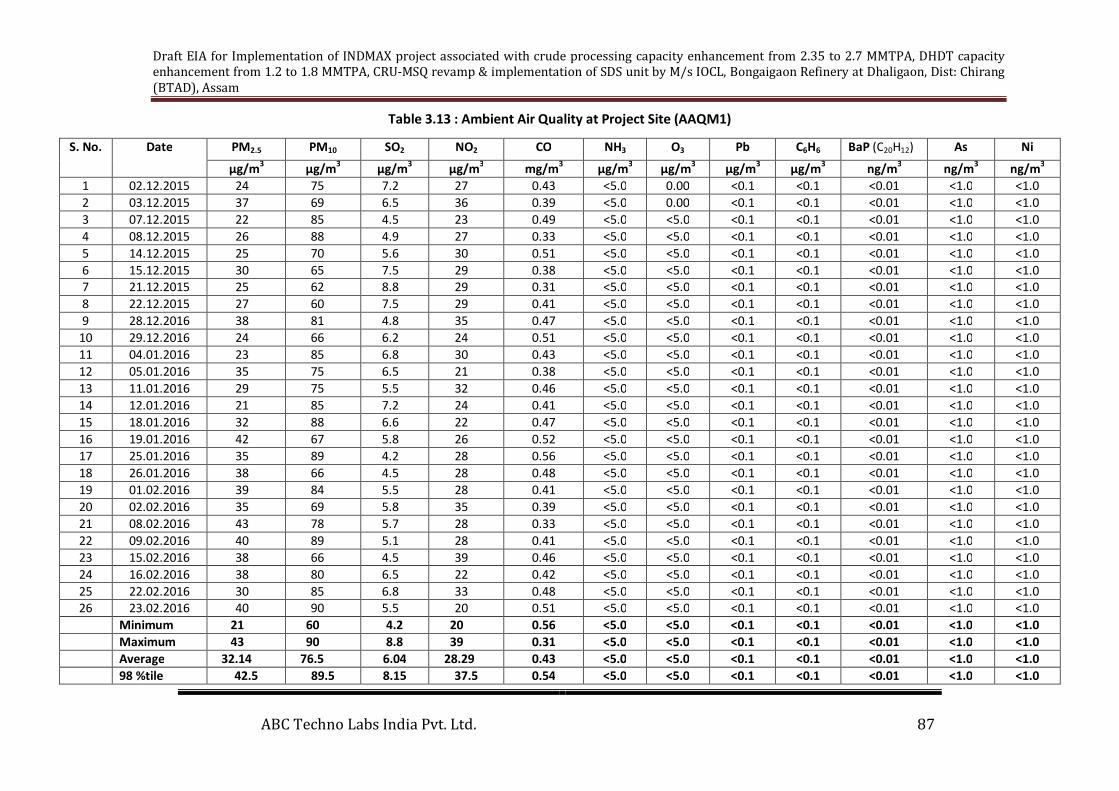
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang
(BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 87
Table 3.13 : Ambient Air Quality at Project Site (AAQM1)
S. No. Date PM2.5 PM10 SO2 NO2 CO NH3 O3 Pb C6H6 BaP (C20H12) As Ni
µg/m3 µg/m
3 µg/m
3 µg/m
3 mg/m
3 µg/m
3 µg/m
3 µg/m
3 µg/m
3 ng/m
3 ng/m
3 ng/m
3
1 02.12.2015 24 75 7.2 27 0.43 <5.0 0.00 <0.1 <0.1 <0.01 <1.0 <1.0
2 03.12.2015 37 69 6.5 36 0.39 <5.0 0.00 <0.1 <0.1 <0.01 <1.0 <1.0
3 07.12.2015 22 85 4.5 23 0.49 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
4 08.12.2015 26 88 4.9 27 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
5 14.12.2015 25 70 5.6 30 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
6 15.12.2015 30 65 7.5 29 0.38 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
7 21.12.2015 25 62 8.8 29 0.31 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
8 22.12.2015 27 60 7.5 29 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
9 28.12.2016 38 81 4.8 35 0.47 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
10 29.12.2016 24 66 6.2 24 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
11 04.01.2016 23 85 6.8 30 0.43 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
12 05.01.2016 35 75 6.5 21 0.38 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
13 11.01.2016 29 75 5.5 32 0.46 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
14 12.01.2016 21 85 7.2 24 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
15 18.01.2016 32 88 6.6 22 0.47 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
16 19.01.2016 42 67 5.8 26 0.52 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
17 25.01.2016 35 89 4.2 28 0.56 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
18 26.01.2016 38 66 4.5 28 0.48 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
19 01.02.2016 39 84 5.5 28 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
20 02.02.2016 35 69 5.8 35 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
21 08.02.2016 43 78 5.7 28 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
22 09.02.2016 40 89 5.1 28 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
23 15.02.2016 38 66 4.5 39 0.46 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
24 16.02.2016 38 80 6.5 22 0.42 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
25 22.02.2016 30 85 6.8 33 0.48 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
26 23.02.2016 40 90 5.5 20 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Minimum 21 60 4.2 20 0.56 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Maximum 43 90 8.8 39 0.31 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Average 32.14 76.5 6.04 28.29 0.43 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
98 %tile 42.5 89.5 8.15 37.5 0.54 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
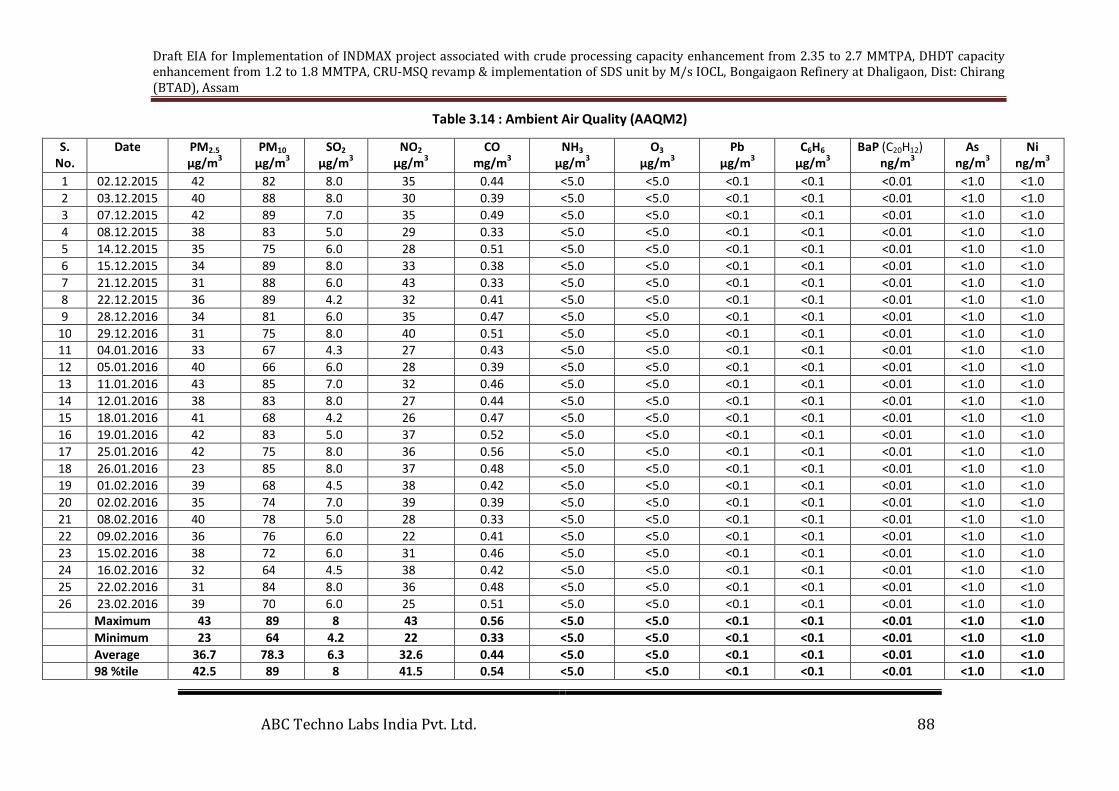
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang
(BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 88
Table 3.14 : Ambient Air Quality (AAQM2)
S.
No.
Date PM2.5
µg/m3
PM10
µg/m3
SO2
µg/m3
NO2
µg/m3
CO
mg/m3
NH3
µg/m3
O3
µg/m3
Pb
µg/m3
C6H6
µg/m3
BaP (C20H12)
ng/m3
As
ng/m3
Ni
ng/m3
1 02.12.2015 42 82 8.0 35 0.44 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
2 03.12.2015 40 88 8.0 30 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
3 07.12.2015 42 89 7.0 35 0.49 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
4 08.12.2015 38 83 5.0 29 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
5 14.12.2015 35 75 6.0 28 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
6 15.12.2015 34 89 8.0 33 0.38 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
7 21.12.2015 31 88 6.0 43 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
8 22.12.2015 36 89 4.2 32 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
9 28.12.2016 34 81 6.0 35 0.47 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
10 29.12.2016 31 75 8.0 40 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
11 04.01.2016 33 67 4.3 27 0.43 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
12 05.01.2016 40 66 6.0 28 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
13 11.01.2016 43 85 7.0 32 0.46 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
14 12.01.2016 38 83 8.0 27 0.44 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
15 18.01.2016 41 68 4.2 26 0.47 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
16 19.01.2016 42 83 5.0 37 0.52 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
17 25.01.2016 42 75 8.0 36 0.56 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
18 26.01.2016 23 85 8.0 37 0.48 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
19 01.02.2016 39 68 4.5 38 0.42 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
20 02.02.2016 35 74 7.0 39 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
21 08.02.2016 40 78 5.0 28 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
22 09.02.2016 36 76 6.0 22 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
23 15.02.2016 38 72 6.0 31 0.46 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
24 16.02.2016 32 64 4.5 38 0.42 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
25 22.02.2016 31 84 8.0 36 0.48 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
26 23.02.2016 39 70 6.0 25 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Maximum 43 89 8 43 0.56 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Minimum 23 64 4.2 22 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Average 36.7 78.3 6.3 32.6 0.44 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
98 %tile 42.5 89 8 41.5 0.54 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
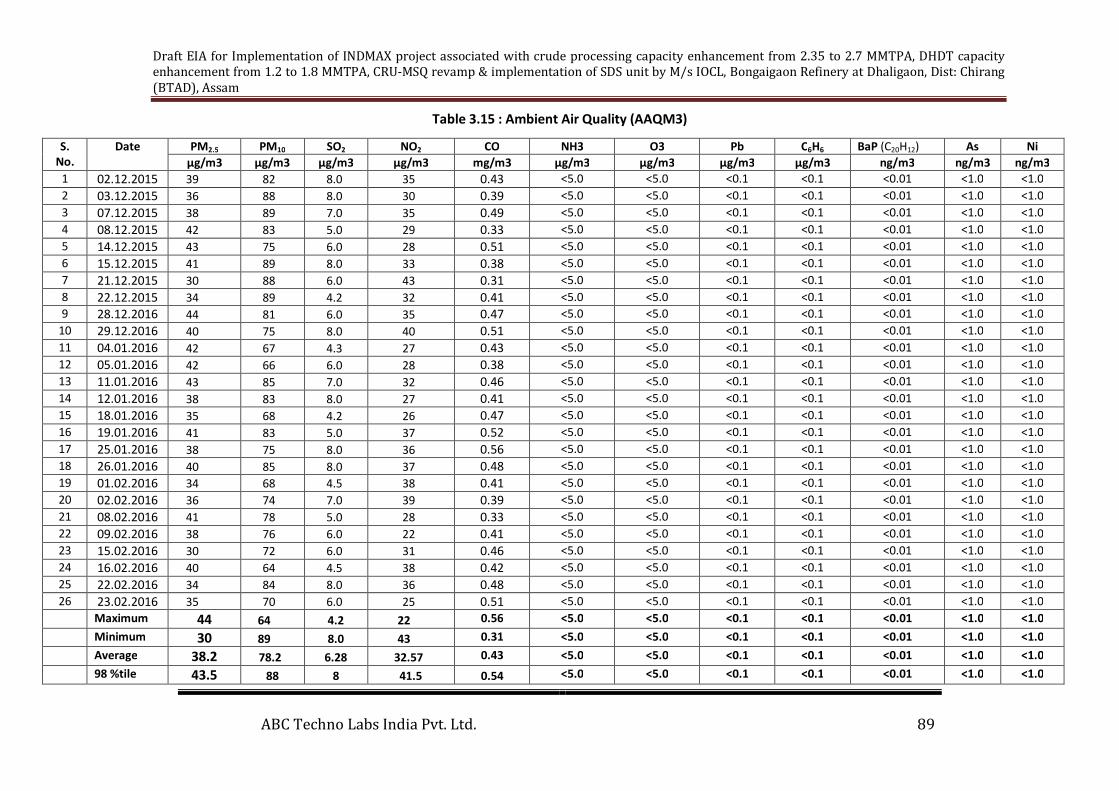
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang
(BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 89
Table 3.15 : Ambient Air Quality (AAQM3)
S.
No.
Date PM2.5 PM10 SO2 NO2 CO NH3 O3 Pb C6H6 BaP (C20H12) As Ni
µg/m3 µg/m3 µg/m3 µg/m3 mg/m3 µg/m3 µg/m3 µg/m3 µg/m3 ng/m3 ng/m3 ng/m3
1 02.12.2015 39 82 8.0 35 0.43 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
2 03.12.2015 36 88 8.0 30 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
3 07.12.2015 38 89 7.0 35 0.49 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
4 08.12.2015 42 83 5.0 29 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
5 14.12.2015 43 75 6.0 28 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
6 15.12.2015 41 89 8.0 33 0.38 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
7 21.12.2015 30 88 6.0 43 0.31 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
8 22.12.2015 34 89 4.2 32 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
9 28.12.2016 44 81 6.0 35 0.47 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
10 29.12.2016 40 75 8.0 40 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
11 04.01.2016 42 67 4.3 27 0.43 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
12 05.01.2016 42 66 6.0 28 0.38 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
13 11.01.2016 43 85 7.0 32 0.46 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
14 12.01.2016 38 83 8.0 27 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
15 18.01.2016 35 68 4.2 26 0.47 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
16 19.01.2016 41 83 5.0 37 0.52 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
17 25.01.2016 38 75 8.0 36 0.56 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
18 26.01.2016 40 85 8.0 37 0.48 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
19 01.02.2016 34 68 4.5 38 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
20 02.02.2016 36 74 7.0 39 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
21 08.02.2016 41 78 5.0 28 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
22 09.02.2016 38 76 6.0 22 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
23 15.02.2016 30 72 6.0 31 0.46 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
24 16.02.2016 40 64 4.5 38 0.42 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
25 22.02.2016 34 84 8.0 36 0.48 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
26 23.02.2016 35 70 6.0 25 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Maximum 44 64 4.2 22 0.56 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Minimum 30 89 8.0 43 0.31 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Average 38.2 78.2 6.28 32.57 0.43 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
98 %tile 43.5 88 8 41.5 0.54 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
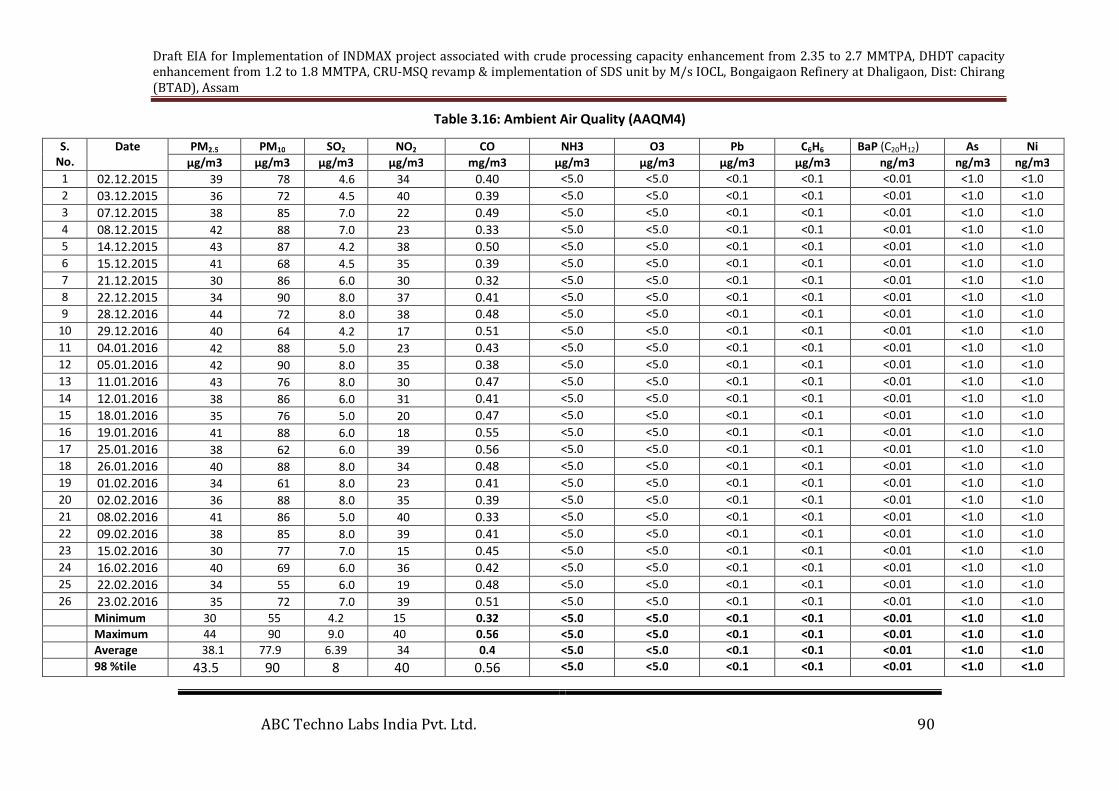
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang
(BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 90
Table 3.16: Ambient Air Quality (AAQM4)
S.
No.
Date PM2.5 PM10 SO2 NO2 CO NH3 O3 Pb C6H6 BaP (C20H12) As Ni
µg/m3 µg/m3 µg/m3 µg/m3 mg/m3 µg/m3 µg/m3 µg/m3 µg/m3 ng/m3 ng/m3 ng/m3
1 02.12.2015 39 78 4.6 34 0.40 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
2 03.12.2015 36 72 4.5 40 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
3 07.12.2015 38 85 7.0 22 0.49 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
4 08.12.2015 42 88 7.0 23 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
5 14.12.2015 43 87 4.2 38 0.50 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
6 15.12.2015 41 68 4.5 35 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
7 21.12.2015 30 86 6.0 30 0.32 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
8 22.12.2015 34 90 8.0 37 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
9 28.12.2016 44 72 8.0 38 0.48 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
10 29.12.2016 40 64 4.2 17 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
11 04.01.2016 42 88 5.0 23 0.43 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
12 05.01.2016 42 90 8.0 35 0.38 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
13 11.01.2016 43 76 8.0 30 0.47 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
14 12.01.2016 38 86 6.0 31 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
15 18.01.2016 35 76 5.0 20 0.47 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
16 19.01.2016 41 88 6.0 18 0.55 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
17 25.01.2016 38 62 6.0 39 0.56 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
18 26.01.2016 40 88 8.0 34 0.48 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
19 01.02.2016 34 61 8.0 23 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
20 02.02.2016 36 88 8.0 35 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
21 08.02.2016 41 86 5.0 40 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
22 09.02.2016 38 85 8.0 39 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
23 15.02.2016 30 77 7.0 15 0.45 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
24 16.02.2016 40 69 6.0 36 0.42 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
25 22.02.2016 34 55 6.0 19 0.48 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
26 23.02.2016 35 72 7.0 39 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Minimum 30 55 4.2 15 0.32 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Maximum 44 90 9.0 40 0.56 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Average 38.1 77.9 6.39 34 0.4 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
98 %tile 43.5 90 8 40 0.56 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
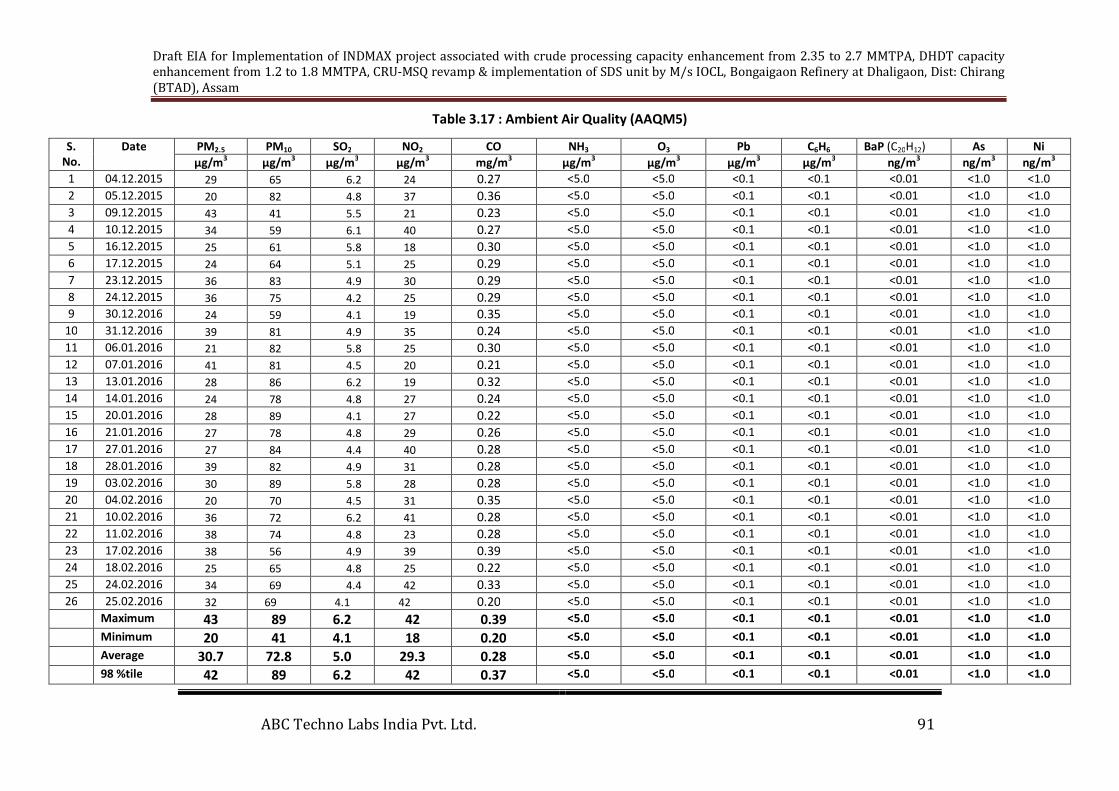
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang
(BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 91
Table 3.17 : Ambient Air Quality (AAQM5)
S.
No.
Date PM2.5 PM10 SO2 NO2 CO NH3 O3 Pb C6H6 BaP (C20H12) As Ni
µg/m3 µg/m
3 µg/m
3 µg/m
3 mg/m
3 µg/m
3 µg/m
3 µg/m
3 µg/m
3 ng/m
3 ng/m
3 ng/m
3
1 04.12.2015 29 65 6.2 24 0.27 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
2 05.12.2015 20 82 4.8 37 0.36 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
3 09.12.2015 43 41 5.5 21 0.23 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
4 10.12.2015 34 59 6.1 40 0.27 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
5 16.12.2015 25 61 5.8 18 0.30 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
6 17.12.2015 24 64 5.1 25 0.29 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
7 23.12.2015 36 83 4.9 30 0.29 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
8 24.12.2015 36 75 4.2 25 0.29 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
9 30.12.2016 24 59 4.1 19 0.35 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
10 31.12.2016 39 81 4.9 35 0.24 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
11 06.01.2016 21 82 5.8 25 0.30 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
12 07.01.2016 41 81 4.5 20 0.21 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
13 13.01.2016 28 86 6.2 19 0.32 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
14 14.01.2016 24 78 4.8 27 0.24 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
15 20.01.2016 28 89 4.1 27 0.22 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
16 21.01.2016 27 78 4.8 29 0.26 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
17 27.01.2016 27 84 4.4 40 0.28 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
18 28.01.2016 39 82 4.9 31 0.28 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
19 03.02.2016 30 89 5.8 28 0.28 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
20 04.02.2016 20 70 4.5 31 0.35 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
21 10.02.2016 36 72 6.2 41 0.28 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
22 11.02.2016 38 74 4.8 23 0.28 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
23 17.02.2016 38 56 4.9 39 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
24 18.02.2016 25 65 4.8 25 0.22 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
25 24.02.2016 34 69 4.4 42 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
26 25.02.2016 32 69 4.1 42 0.20 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Maximum 43 89 6.2 42 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Minimum 20 41 4.1 18 0.20 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Average 30.7 72.8 5.0 29.3 0.28 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
98 %tile 42 89 6.2 42 0.37 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
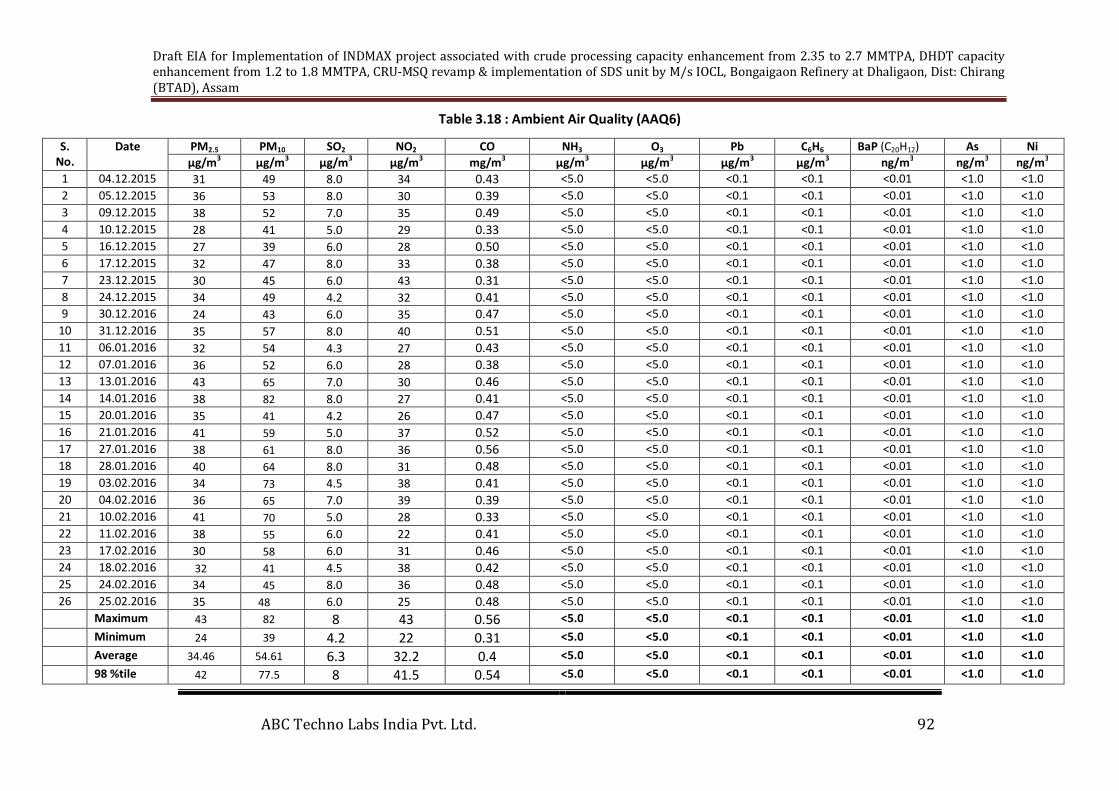
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang
(BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 92
Table 3.18 : Ambient Air Quality (AAQ6)
S.
No.
Date PM2.5 PM10 SO2 NO2 CO NH3 O3 Pb C6H6 BaP (C20H12) As Ni
µg/m3 µg/m
3 µg/m
3 µg/m
3 mg/m
3 µg/m
3 µg/m
3 µg/m
3 µg/m
3 ng/m
3 ng/m
3 ng/m
3
1 04.12.2015 31 49 8.0 34 0.43 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
2 05.12.2015 36 53 8.0 30 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
3 09.12.2015 38 52 7.0 35 0.49 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
4 10.12.2015 28 41 5.0 29 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
5 16.12.2015 27 39 6.0 28 0.50 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
6 17.12.2015 32 47 8.0 33 0.38 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
7 23.12.2015 30 45 6.0 43 0.31 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
8 24.12.2015 34 49 4.2 32 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
9 30.12.2016 24 43 6.0 35 0.47 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
10 31.12.2016 35 57 8.0 40 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
11 06.01.2016 32 54 4.3 27 0.43 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
12 07.01.2016 36 52 6.0 28 0.38 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
13 13.01.2016 43 65 7.0 30 0.46 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
14 14.01.2016 38 82 8.0 27 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
15 20.01.2016 35 41 4.2 26 0.47 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
16 21.01.2016 41 59 5.0 37 0.52 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
17 27.01.2016 38 61 8.0 36 0.56 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
18 28.01.2016 40 64 8.0 31 0.48 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
19 03.02.2016 34 73 4.5 38 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
20 04.02.2016 36 65 7.0 39 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
21 10.02.2016 41 70 5.0 28 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
22 11.02.2016 38 55 6.0 22 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
23 17.02.2016 30 58 6.0 31 0.46 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
24 18.02.2016 32 41 4.5 38 0.42 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
25 24.02.2016 34 45 8.0 36 0.48 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
26 25.02.2016 35 48 6.0 25 0.48 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Maximum 43 82 8 43 0.56 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Minimum 24 39 4.2 22 0.31 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Average 34.46 54.61 6.3 32.2 0.4 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
98 %tile 42 77.5 8 41.5 0.54 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
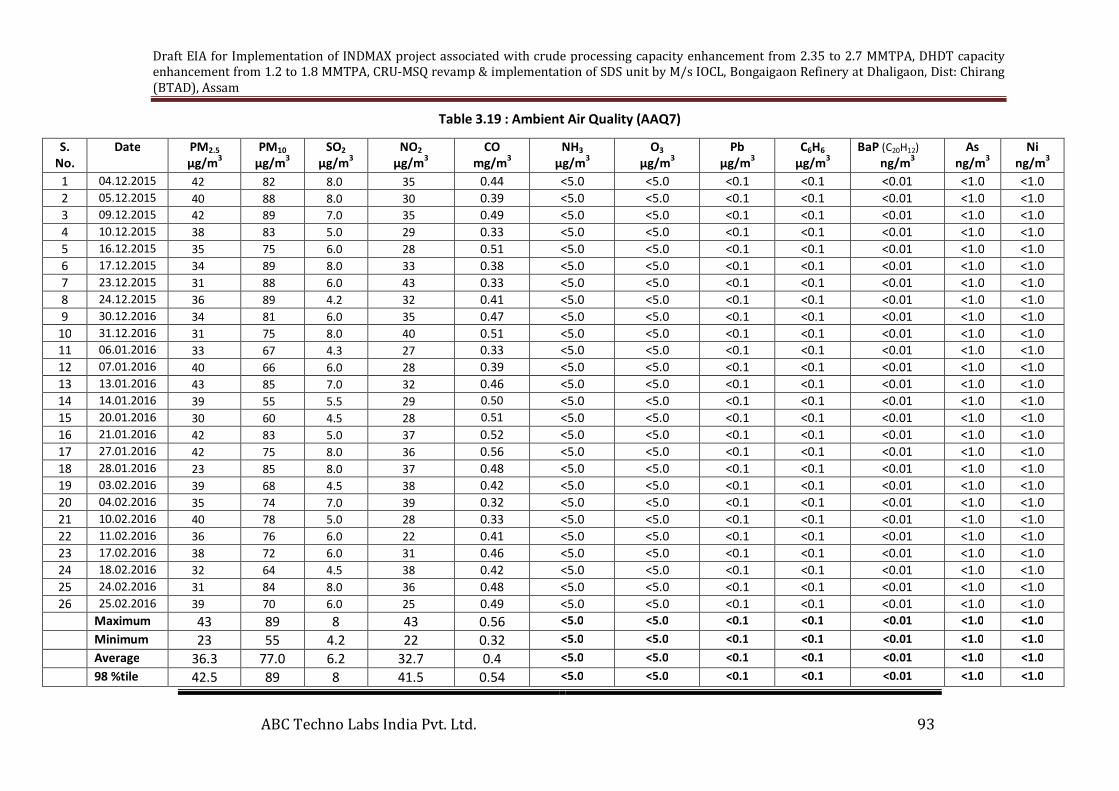
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang
(BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 93
Table 3.19 : Ambient Air Quality (AAQ7)
S.
No.
Date PM2.5
µg/m3
PM10
µg/m3
SO2
µg/m3
NO2
µg/m3
CO
mg/m3
NH3
µg/m3
O3
µg/m3
Pb
µg/m3
C6H6
µg/m3
BaP (C20H12)
ng/m3
As
ng/m3
Ni
ng/m3
1 04.12.2015 42 82 8.0 35 0.44 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
2 05.12.2015 40 88 8.0 30 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
3 09.12.2015 42 89 7.0 35 0.49 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
4 10.12.2015 38 83 5.0 29 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
5 16.12.2015 35 75 6.0 28 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
6 17.12.2015 34 89 8.0 33 0.38 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
7 23.12.2015 31 88 6.0 43 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
8 24.12.2015 36 89 4.2 32 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
9 30.12.2016 34 81 6.0 35 0.47 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
10 31.12.2016 31 75 8.0 40 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
11 06.01.2016 33 67 4.3 27 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
12 07.01.2016 40 66 6.0 28 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
13 13.01.2016 43 85 7.0 32 0.46 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
14 14.01.2016 39 55 5.5 29 0.50 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
15 20.01.2016 30 60 4.5 28 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
16 21.01.2016 42 83 5.0 37 0.52 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
17 27.01.2016 42 75 8.0 36 0.56 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
18 28.01.2016 23 85 8.0 37 0.48 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
19 03.02.2016 39 68 4.5 38 0.42 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
20 04.02.2016 35 74 7.0 39 0.32 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
21 10.02.2016 40 78 5.0 28 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
22 11.02.2016 36 76 6.0 22 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
23 17.02.2016 38 72 6.0 31 0.46 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
24 18.02.2016 32 64 4.5 38 0.42 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
25 24.02.2016 31 84 8.0 36 0.48 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
26 25.02.2016 39 70 6.0 25 0.49 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Maximum 43 89 8 43 0.56 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Minimum 23 55 4.2 22 0.32 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Average 36.3 77.0 6.2 32.7 0.4 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
98 %tile 42.5 89 8 41.5 0.54 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
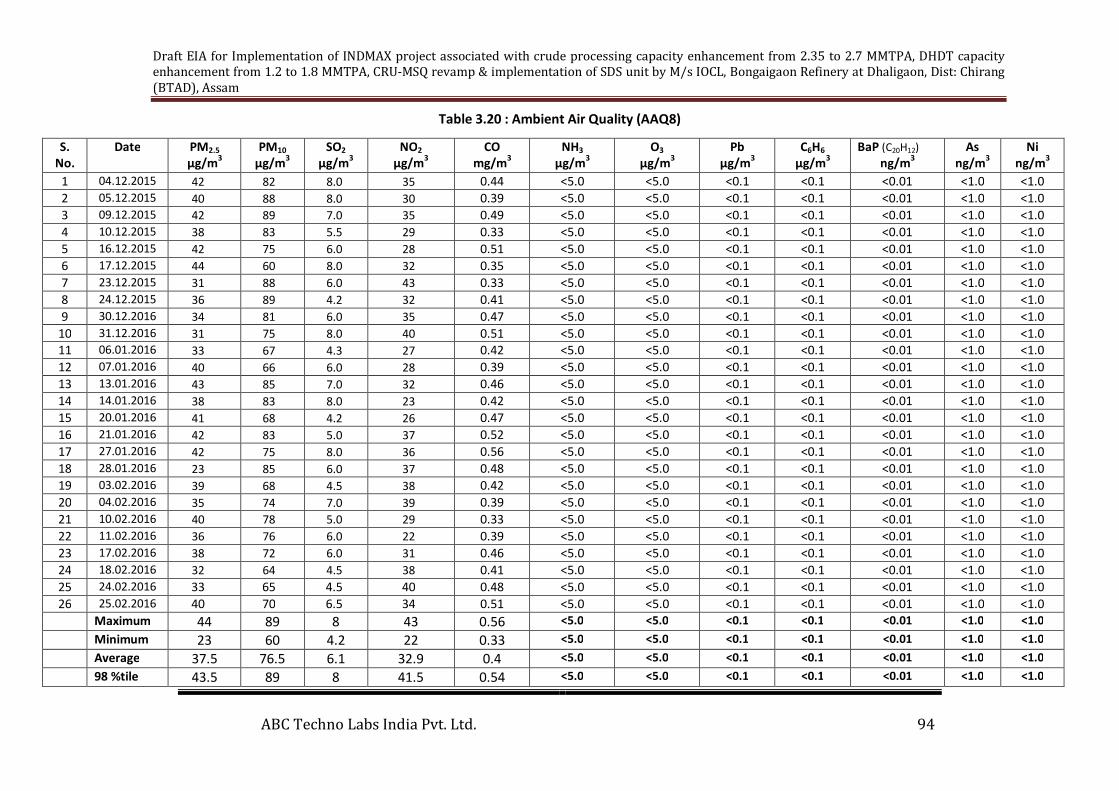
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang
(BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 94
Table 3.20 : Ambient Air Quality (AAQ8)
S.
No.
Date PM2.5
µg/m3
PM10
µg/m3
SO2
µg/m3
NO2
µg/m3
CO
mg/m3
NH3
µg/m3
O3
µg/m3
Pb
µg/m3
C6H6
µg/m3
BaP (C20H12)
ng/m3
As
ng/m3
Ni
ng/m3
1 04.12.2015 42 82 8.0 35 0.44 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
2 05.12.2015 40 88 8.0 30 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
3 09.12.2015 42 89 7.0 35 0.49 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
4 10.12.2015 38 83 5.5 29 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
5 16.12.2015 42 75 6.0 28 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
6 17.12.2015 44 60 8.0 32 0.35 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
7 23.12.2015 31 88 6.0 43 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
8 24.12.2015 36 89 4.2 32 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
9 30.12.2016 34 81 6.0 35 0.47 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
10 31.12.2016 31 75 8.0 40 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
11 06.01.2016 33 67 4.3 27 0.42 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
12 07.01.2016 40 66 6.0 28 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
13 13.01.2016 43 85 7.0 32 0.46 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
14 14.01.2016 38 83 8.0 23 0.42 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
15 20.01.2016 41 68 4.2 26 0.47 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
16 21.01.2016 42 83 5.0 37 0.52 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
17 27.01.2016 42 75 8.0 36 0.56 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
18 28.01.2016 23 85 6.0 37 0.48 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
19 03.02.2016 39 68 4.5 38 0.42 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
20 04.02.2016 35 74 7.0 39 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
21 10.02.2016 40 78 5.0 29 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
22 11.02.2016 36 76 6.0 22 0.39 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
23 17.02.2016 38 72 6.0 31 0.46 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
24 18.02.2016 32 64 4.5 38 0.41 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
25 24.02.2016 33 65 4.5 40 0.48 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
26 25.02.2016 40 70 6.5 34 0.51 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Maximum 44 89 8 43 0.56 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Minimum 23 60 4.2 22 0.33 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
Average 37.5 76.5 6.1 32.9 0.4 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
98 %tile 43.5 89 8 41.5 0.54 <5.0 <5.0 <0.1 <0.1 <0.01 <1.0 <1.0
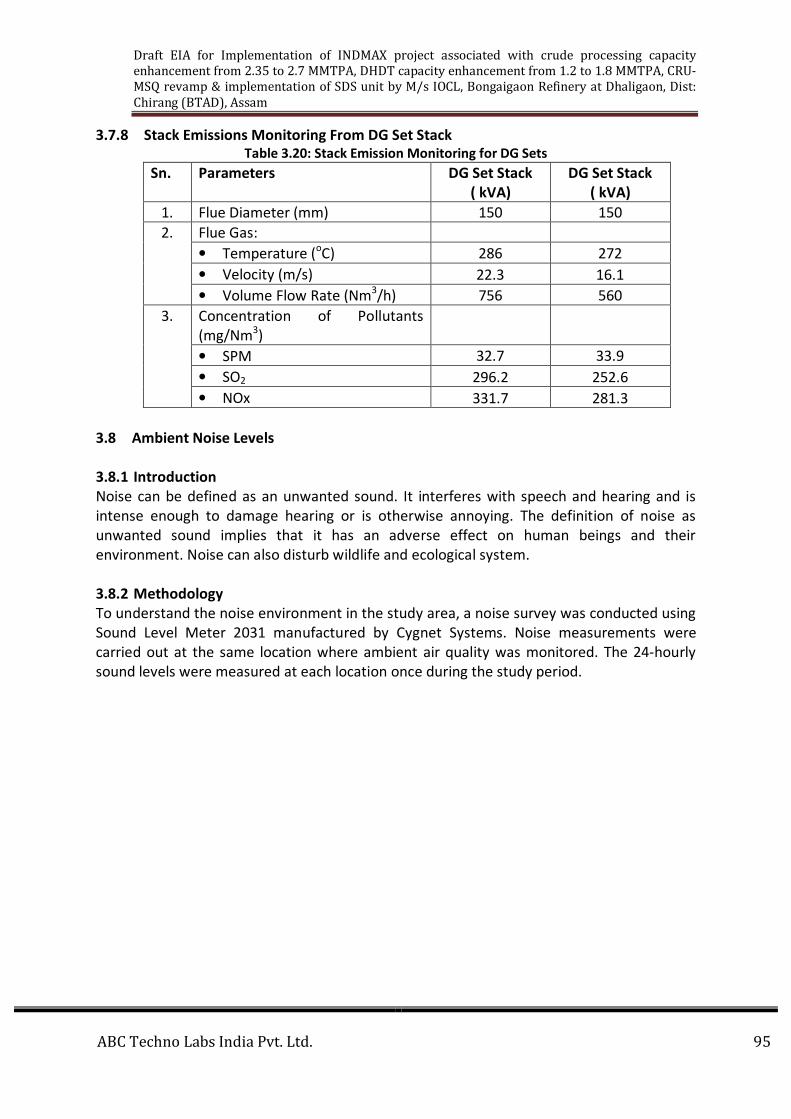
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 95
3.7.8 Stack Emissions Monitoring From DG Set Stack Table 3.20: Stack Emission Monitoring for DG Sets
Sn. Parameters DG Set Stack
( kVA)
DG Set Stack
( kVA)
1. Flue Diameter (mm) 150 150
2. Flue Gas:
• Temperature (oC) 286 272
• Velocity (m/s) 22.3 16.1
• Volume Flow Rate (Nm3/h) 756 560
3. Concentration of Pollutants
(mg/Nm3)
• SPM 32.7 33.9
• SO2 296.2 252.6
• NOx 331.7 281.3
3.8 Ambient Noise Levels
3.8.1 Introduction
Noise can be defined as an unwanted sound. It interferes with speech and hearing and is
intense enough to damage hearing or is otherwise annoying. The definition of noise as
unwanted sound implies that it has an adverse effect on human beings and their
environment. Noise can also disturb wildlife and ecological system.
3.8.2 Methodology
To understand the noise environment in the study area, a noise survey was conducted using
Sound Level Meter 2031 manufactured by Cygnet Systems. Noise measurements were
carried out at the same location where ambient air quality was monitored. The 24-hourly
sound levels were measured at each location once during the study period.
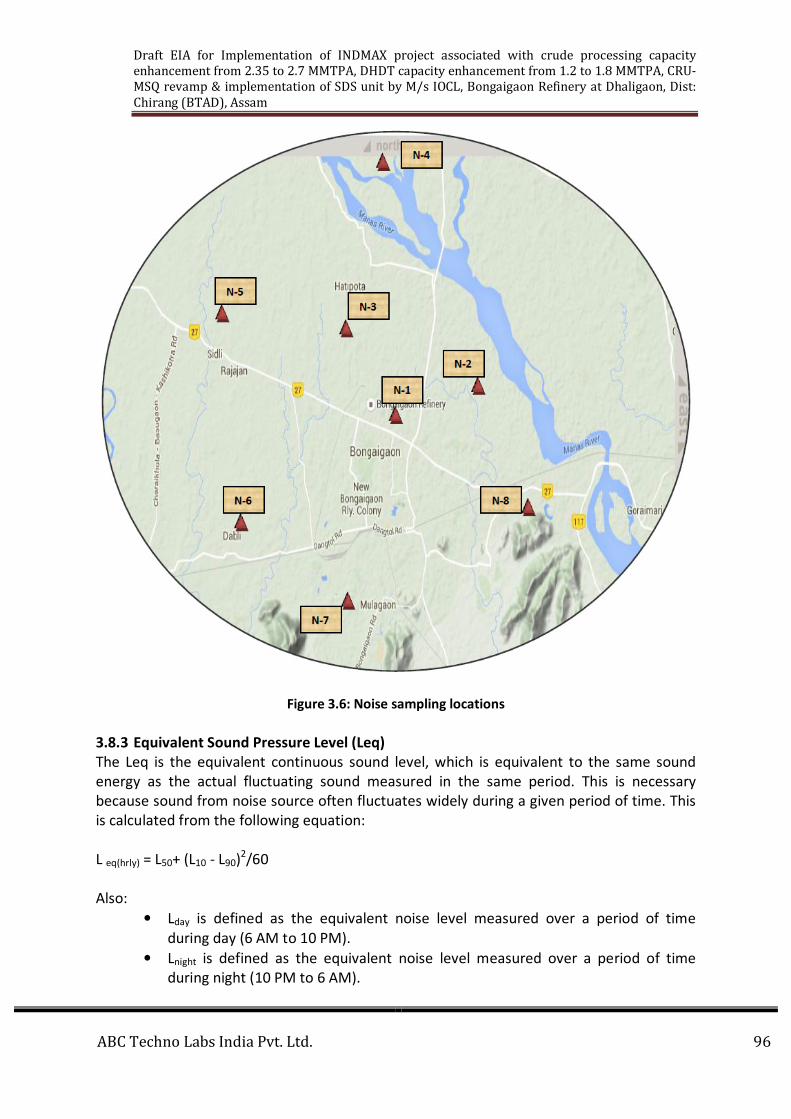
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 96
Figure 3.6: Noise sampling locations
3.8.3 Equivalent Sound Pressure Level (Leq)
The Leq is the equivalent continuous sound level, which is equivalent to the same sound
energy as the actual fluctuating sound measured in the same period. This is necessary
because sound from noise source often fluctuates widely during a given period of time. This
is calculated from the following equation:
L eq(hrly) = L50+ (L10 - L90)2/60
Also:
• Lday is defined as the equivalent noise level measured over a period of time
during day (6 AM to 10 PM).
• Lnight is defined as the equivalent noise level measured over a period of time
during night (10 PM to 6 AM).
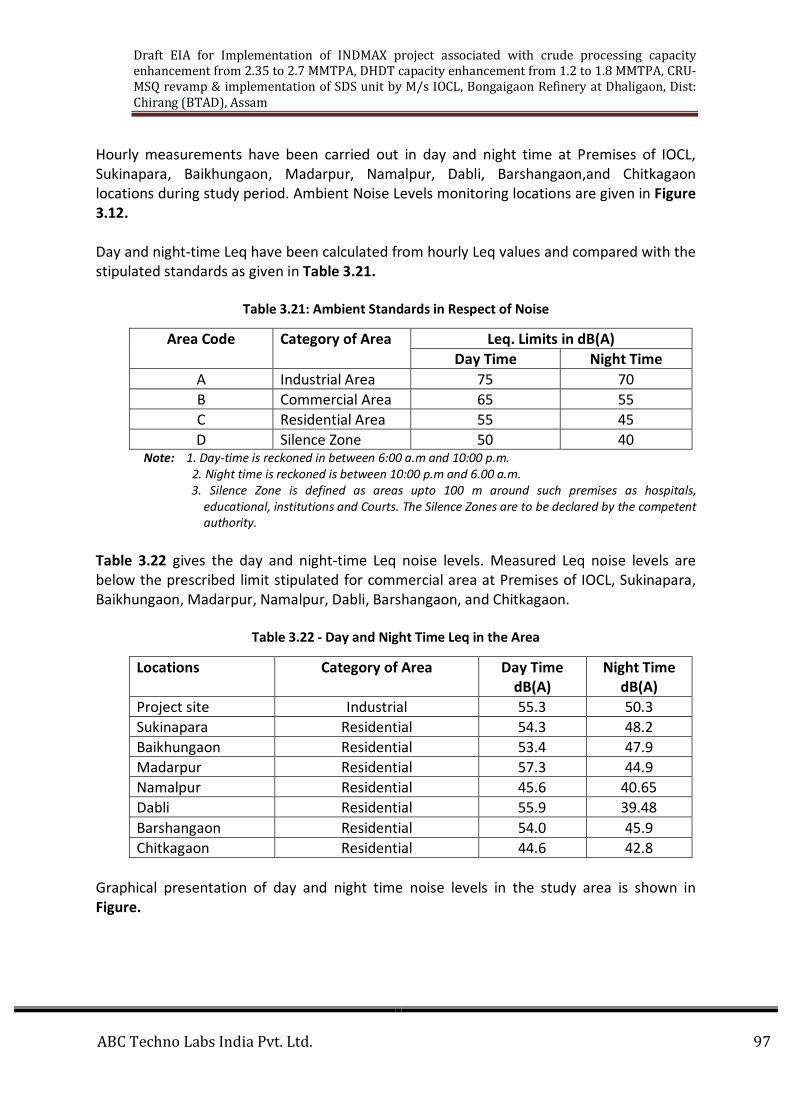
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 97
Hourly measurements have been carried out in day and night time at Premises of IOCL,
Sukinapara, Baikhungaon, Madarpur, Namalpur, Dabli, Barshangaon,and Chitkagaon
locations during study period. Ambient Noise Levels monitoring locations are given in Figure
3.12.
Day and night-time Leq have been calculated from hourly Leq values and compared with the
stipulated standards as given in Table 3.21.
Table 3.21: Ambient Standards in Respect of Noise
Area Code Category of Area Leq. Limits in dB(A)
Day Time Night Time
A Industrial Area 75 70
B Commercial Area 65 55
C Residential Area 55 45
D Silence Zone 50 40 Note: 1. Day-time is reckoned in between 6:00 a.m and 10:00 p.m.
2. Night time is reckoned is between 10:00 p.m and 6.00 a.m.
3. Silence Zone is defined as areas upto 100 m around such premises as hospitals,
educational, institutions and Courts. The Silence Zones are to be declared by the competent
authority.
Table 3.22 gives the day and night-time Leq noise levels. Measured Leq noise levels are
below the prescribed limit stipulated for commercial area at Premises of IOCL, Sukinapara,
Baikhungaon, Madarpur, Namalpur, Dabli, Barshangaon, and Chitkagaon.
Table 3.22 - Day and Night Time Leq in the Area
Locations Category of Area Day Time
dB(A)
Night Time
dB(A)
Project site Industrial 55.3 50.3
Sukinapara Residential 54.3 48.2
Baikhungaon Residential 53.4 47.9
Madarpur Residential 57.3 44.9
Namalpur Residential 45.6 40.65
Dabli Residential 55.9 39.48
Barshangaon Residential 54.0 45.9
Chitkagaon Residential 44.6 42.8
Graphical presentation of day and night time noise levels in the study area is shown in
Figure.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 98
Figure 3.7: Graphical Presentation of Day & Night Time Noise Levels
3.9 Land Use Pattern
LAND ENVIRONMENT
The proposed DHDT and Reformer Revamp projects may affect the existing land use pattern
in the study area by change in present landuse and encouraging more entrepreneurs to go
in for the new industries in this region. This in turn may have further impact on the existing
basic infrastructure. Therefore the land environment background status in terms of the land
use pattern needs to be assessed. The land use pattern study has been carried out by M/s
SGS India Limited, Kolkatta.
In order to characterize the soil quality within the study area, soil samples have been
collected from nine different locations in the study area.
In view of the above, it is very important to collect the information on land, water and
vegetation sources such as their pattern of utilization, spatial distribution and aerial extent.
Besides, it is equally important also to establish the representative baseline characteristics
of the soil in the surrounding area.
The following subsections describe the land use pattern within 10-km radius.
LAND USE PATTERN
Land use/Land cover studies form an important input for any Environmental Impact Analysis
study. The establishment of any human activity, in many cases, has an effect on the
surrounding land cover. In view of this, land use/land cover assessment study using remote
sensing techniques has been attempted. The study involves the 10-km region around the
existing refinery with the details of built-up land, forest cover, agricultural land, wastelands,
water bodies, major road/rail etc. The plant site is located in Dhaligaon, Assam State. The
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 99
mapping of land use/land cover is done on a scale of 1:50,000 with detailed statistics
furnished for the study area.
LAND USE/LAND COVER CLASSIFICATION SYSTEM
Land use refers to, `man's activities and the various uses which are carried on land'. Land
cover refers to, `natural vegetation, water bodies, rock/soil, artificial cover and others
resulting due to land transformations. The term’s land use and land cover being closely
related are inter-changeable, because the former is generally inferred based on the cover
and on the contextual evidence.
The purpose of a land use/land cover classification system is to enable to arrange/group the
array of information available under a suitable framework to facilitate systematic inventory
and mapping besides incorporating land use details obtained from satellite and other
sources. The present framework of land use/land cover classification developed is amenable
to remotely sensed satellite data on 1:50,000 scale. The land use/land cover classification is
given in Table 4.13. It meets the basic information needs of the study.
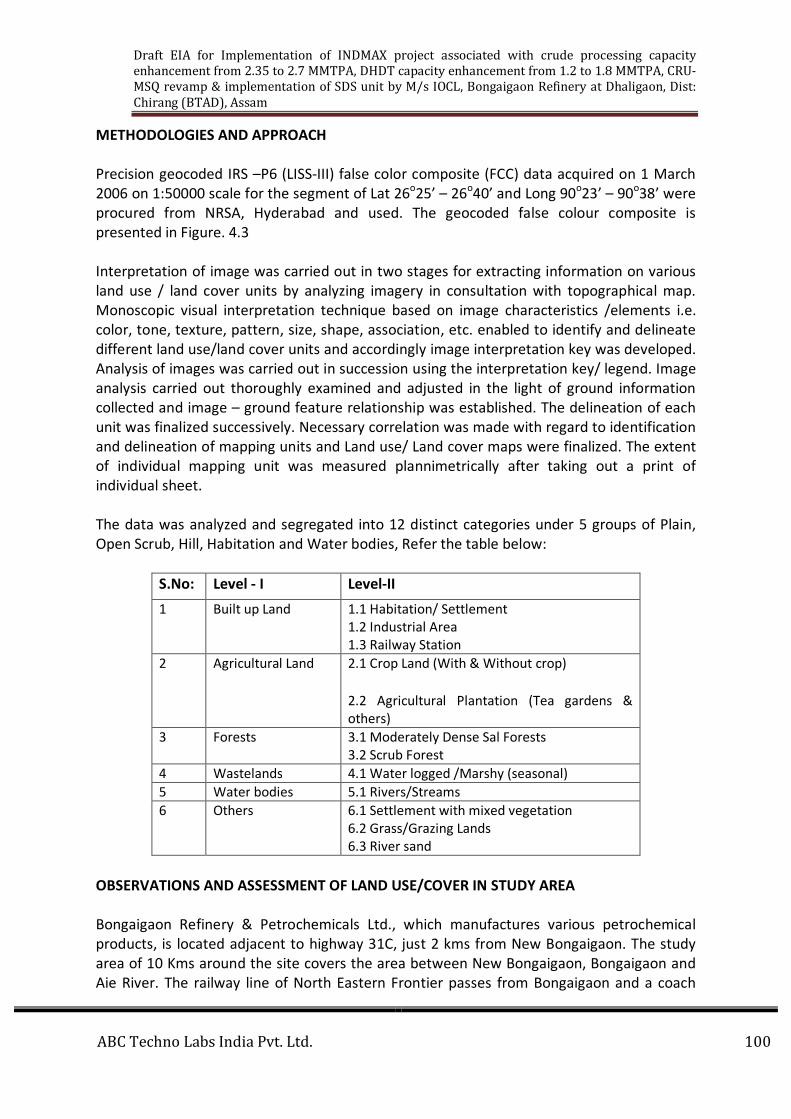
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 100
METHODOLOGIES AND APPROACH
Precision geocoded IRS –P6 (LISS-III) false color composite (FCC) data acquired on 1 March
2006 on 1:50000 scale for the segment of Lat 26o25’ – 26o40’ and Long 90o23’ – 90o38’ were
procured from NRSA, Hyderabad and used. The geocoded false colour composite is
presented in Figure. 4.3
Interpretation of image was carried out in two stages for extracting information on various
land use / land cover units by analyzing imagery in consultation with topographical map.
Monoscopic visual interpretation technique based on image characteristics /elements i.e.
color, tone, texture, pattern, size, shape, association, etc. enabled to identify and delineate
different land use/land cover units and accordingly image interpretation key was developed.
Analysis of images was carried out in succession using the interpretation key/ legend. Image
analysis carried out thoroughly examined and adjusted in the light of ground information
collected and image – ground feature relationship was established. The delineation of each
unit was finalized successively. Necessary correlation was made with regard to identification
and delineation of mapping units and Land use/ Land cover maps were finalized. The extent
of individual mapping unit was measured plannimetrically after taking out a print of
individual sheet.
The data was analyzed and segregated into 12 distinct categories under 5 groups of Plain,
Open Scrub, Hill, Habitation and Water bodies, Refer the table below:
S.No: Level - I Level-II
1 Built up Land 1.1 Habitation/ Settlement 1.2 Industrial Area 1.3 Railway Station
2 Agricultural Land 2.1 Crop Land (With & Without crop)
2.2 Agricultural Plantation (Tea gardens &
others)
3 Forests 3.1 Moderately Dense Sal Forests 3.2 Scrub Forest
4 Wastelands 4.1 Water logged /Marshy (seasonal)
5 Water bodies 5.1 Rivers/Streams
6 Others 6.1 Settlement with mixed vegetation 6.2 Grass/Grazing Lands 6.3 River sand
OBSERVATIONS AND ASSESSMENT OF LAND USE/COVER IN STUDY AREA
Bongaigaon Refinery & Petrochemicals Ltd., which manufactures various petrochemical
products, is located adjacent to highway 31C, just 2 kms from New Bongaigaon. The study
area of 10 Kms around the site covers the area between New Bongaigaon, Bongaigaon and
Aie River. The railway line of North Eastern Frontier passes from Bongaigaon and a coach
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 101
repairing industry belonging to Indian Railways is located at Bongaigaon. The existing land
use pattern observed is predominantly agricultural which is seen in the plains and mixed
vegetation which is associated with the settlements.
The areas of various land use/land cover classes are given in Table 4.14. The detailed
description and explanation of different land use/land cover categories observed in the
study area is discussed below.
(A) Built-Up Land
It is defined as an area of human habitation developed due to intensive non-agricultural use.
The major categories discernable with satellite data in the study area include Built Up
(Mixed Residential) and Industrial.
The Dense Residential comprises the New Bongaigaon & Bongaigaon built up areas which
reflect sky blue in satellite data and is devoid of good vegetation.
In addition, transportation network is also clearly seen on the image. Mixed Built Up land is
intermixed with good vegetative cover and the reluctance on the image along the
transportation network and adjoining land is reddish brown in colour. Several small
settlements are scattered throughout the transportation lines of National Highways in the
study area. These settlements are found to be situated close to the valleys and along the
road network.
Most of the settlements are intermixed and the settlements are encirlced with plantation
like coconut, areca nut and banana. In addition, several dwellings are having small open
lands in front of houses which could not be represented due to scale limitations. Some of
the Major settlements identified in the study area are, Dhaligaon; Chapaguri; Raumari;
Sukharpara; Popragaon; Paschim Daisumghuri; Nilibari; Bhirangaon; Bongaigaon; New
Bongaigaon; Mulgaon; Dakhlapara; Bakhrapara; Chaprkhata; Sidli; Damgaon; Pakriguri;
Kasikatra; Amguri; Kokragaon; Dakshin Kajalgaon; Ulubari; etc. Because of canopy cover, the
category of built up land is placed under mixed category.
The industrial area is seen in the central portion of the radius i.e., are being covered by BGR
and New Bongaigaon Railway yard.
(B) Agricultural Land
Agricultrual land use by and large is dependent on agro –climatic conditions prevalent in the
area. The present land use/land cover apppears to have well adopted itself to the
topography, soil and rainfall pattern, besides the natural vegetation and the land use
practices of the people in the area. Agricultural land in the study area is confined to the
plain areas. The agricultrual lands in the present study are classified as:
1) Cultivated land
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 102
2) Agricultural plantations (Tea Gardens & Others)
(i) Cultivated land
The area represents diversities in the agricultural practices due to location and
physiography. The area receives moderate rainfall and permit growing of Sali paddy, which
is confined to the plain valley portions. Sali Paddy and Jute are the main crops and other
crops grown are pulses, Mustard, early Ahu, Wheat, Boro paddy, Potato and Vegetables.
The total area occupied under cultivated land is 171.37 sq.km (56.35% of Total Study area).
(ii) Agricultural Plantations
This class of land use includes plantation area under Birijhora Tea Gardens located near
Bongaigaon and adjacent to Bhageswari temple area. This land use category of the study
area is representing 8.80 sq km (2.89%) of the total study area. Most of the plantations are
seen close to the valleys and are thickly covered with mixed vegetation.
(C) FORESTS
It is an area (within the notified forest boundary) bearing an association predominantly of
trees and other vegetation types capable of producing timber and other forest produce. If
density of vegetation in terms of Crown cover is more than 40% it is termed as dense or
closed forest. If it falls less than 20% it is termed as degraded forest. Forests exert influence
on climate and water regime and also provide shelter for wildlife and livestock. The area
under Moderately Dense Sal Forests account for 8.43 % of the Total Study Area.
(D) WASTELANDS
Wasteland is described as “degraded land” which can be brought under vegetative cover
with reasonable effort and which is currently under-utilised for lack of appropriate water
and land management or an account of natural causes (NRSA 1991). Wastelands account for
18.46 sq km (6.07%) of the study area. Only two types of wasteland categories are seen in
the study area viz (i) Waterlogged / marshy lands and (ii) Land with or without Scrub.
(i) WATER LOGGED / MARSHY (SEASONAL)
Surface water logged land is seen along the courses of streams/ rivers in the study area. The
water is seen near the surface and is covered by different types of aquatic species. The
water logged area is observed in the interfluves. In the study area, the Waterlogged areas
are saturated with water by Surface congestion, due to flooding or high ground water table
through the depth of root zone for periods long enough to limit, the growth of crops. These
are distinctly seen as light to dark blue in tone with varying size. Some of the notable
waterlogged areas are Nayachara Bil; Bhasamari Bil; areas nearer to Krishnapur,
Mangalagaon etc. In the study area these are noticed in the flood plains along the stream
channels which are composed of low lands and depressions. The area is subjected to
recurring annual water logging during the monsoon season. In addition it has a direct
bearing with the Aie river, since most of the waterlogged or Bil areas are lying adjacent to
this river. Area account for this category is 22.01 sq.km (7.23%).
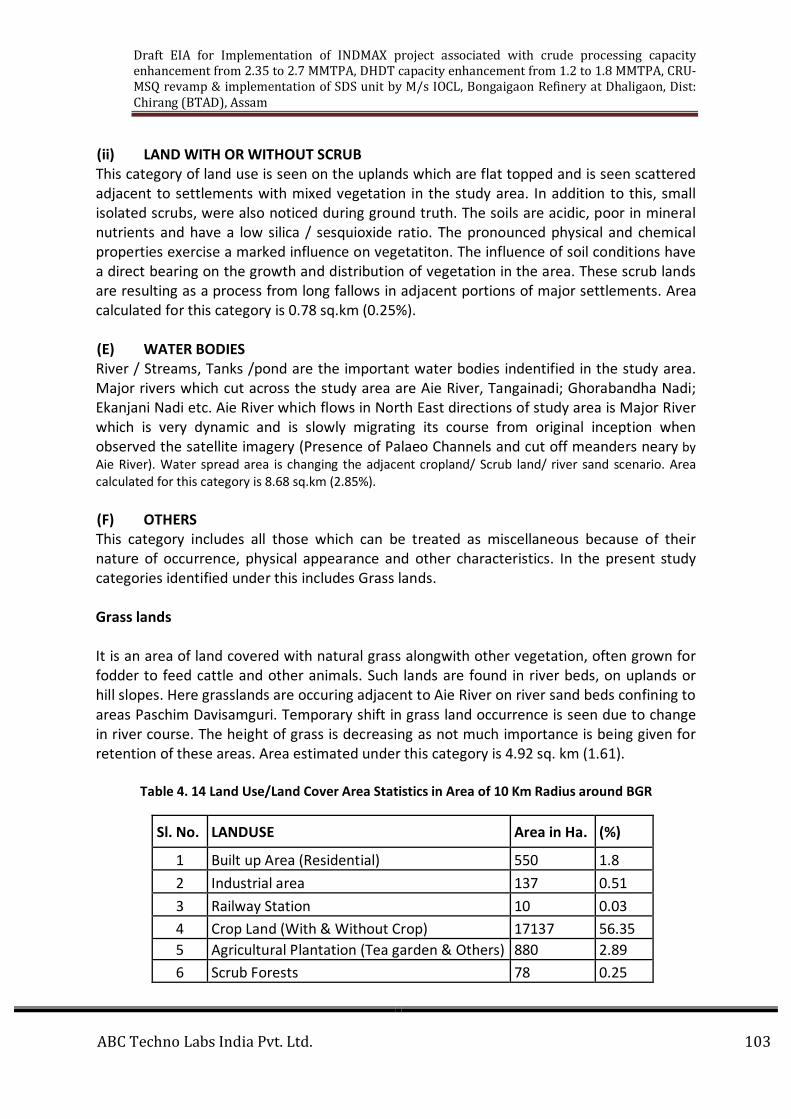
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 103
(ii) LAND WITH OR WITHOUT SCRUB
This category of land use is seen on the uplands which are flat topped and is seen scattered
adjacent to settlements with mixed vegetation in the study area. In addition to this, small
isolated scrubs, were also noticed during ground truth. The soils are acidic, poor in mineral
nutrients and have a low silica / sesquioxide ratio. The pronounced physical and chemical
properties exercise a marked influence on vegetatiton. The influence of soil conditions have
a direct bearing on the growth and distribution of vegetation in the area. These scrub lands
are resulting as a process from long fallows in adjacent portions of major settlements. Area
calculated for this category is 0.78 sq.km (0.25%).
(E) WATER BODIES
River / Streams, Tanks /pond are the important water bodies indentified in the study area.
Major rivers which cut across the study area are Aie River, Tangainadi; Ghorabandha Nadi;
Ekanjani Nadi etc. Aie River which flows in North East directions of study area is Major River
which is very dynamic and is slowly migrating its course from original inception when
observed the satellite imagery (Presence of Palaeo Channels and cut off meanders neary by
Aie River). Water spread area is changing the adjacent cropland/ Scrub land/ river sand scenario. Area
calculated for this category is 8.68 sq.km (2.85%).
(F) OTHERS
This category includes all those which can be treated as miscellaneous because of their
nature of occurrence, physical appearance and other characteristics. In the present study
categories identified under this includes Grass lands.
Grass lands
It is an area of land covered with natural grass alongwith other vegetation, often grown for
fodder to feed cattle and other animals. Such lands are found in river beds, on uplands or
hill slopes. Here grasslands are occuring adjacent to Aie River on river sand beds confining to
areas Paschim Davisamguri. Temporary shift in grass land occurrence is seen due to change
in river course. The height of grass is decreasing as not much importance is being given for
retention of these areas. Area estimated under this category is 4.92 sq. km (1.61).
Table 4. 14 Land Use/Land Cover Area Statistics in Area of 10 Km Radius around BGR
Sl. No. LANDUSE Area in Ha. (%)
1 Built up Area (Residential) 550 1.8
2 Industrial area 137 0.51
3 Railway Station 10 0.03
4 Crop Land (With & Without Crop) 17137 56.35
5 Agricultural Plantation (Tea garden & Others) 880 2.89
6 Scrub Forests 78 0.25
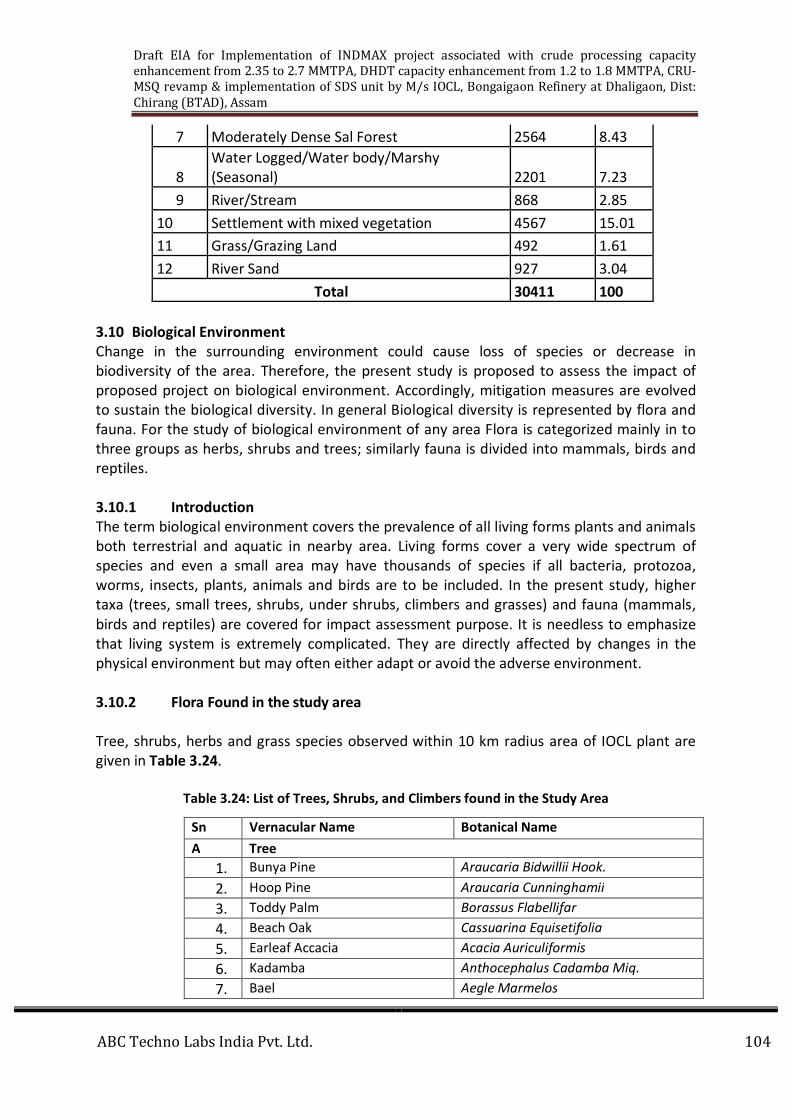
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 104
7 Moderately Dense Sal Forest 2564 8.43
8
Water Logged/Water body/Marshy
(Seasonal) 2201 7.23
9 River/Stream 868 2.85
10 Settlement with mixed vegetation 4567 15.01
11 Grass/Grazing Land 492 1.61
12 River Sand 927 3.04
Total 30411 100
3.10 Biological Environment
Change in the surrounding environment could cause loss of species or decrease in
biodiversity of the area. Therefore, the present study is proposed to assess the impact of
proposed project on biological environment. Accordingly, mitigation measures are evolved
to sustain the biological diversity. In general Biological diversity is represented by flora and
fauna. For the study of biological environment of any area Flora is categorized mainly in to
three groups as herbs, shrubs and trees; similarly fauna is divided into mammals, birds and
reptiles.
3.10.1 Introduction
The term biological environment covers the prevalence of all living forms plants and animals
both terrestrial and aquatic in nearby area. Living forms cover a very wide spectrum of
species and even a small area may have thousands of species if all bacteria, protozoa,
worms, insects, plants, animals and birds are to be included. In the present study, higher
taxa (trees, small trees, shrubs, under shrubs, climbers and grasses) and fauna (mammals,
birds and reptiles) are covered for impact assessment purpose. It is needless to emphasize
that living system is extremely complicated. They are directly affected by changes in the
physical environment but may often either adapt or avoid the adverse environment.
3.10.2 Flora Found in the study area
Tree, shrubs, herbs and grass species observed within 10 km radius area of IOCL plant are
given in Table 3.24.
Table 3.24: List of Trees, Shrubs, and Climbers found in the Study Area
Sn Vernacular Name Botanical Name
A Tree
1. Bunya Pine Araucaria Bidwillii Hook.
2. Hoop Pine Araucaria Cunninghamii
3. Toddy Palm Borassus Flabellifar
4. Beach Oak Cassuarina Equisetifolia
5. Earleaf Accacia Acacia Auriculiformis
6. Kadamba Anthocephalus Cadamba Miq.
7. Bael Aegle Marmelos
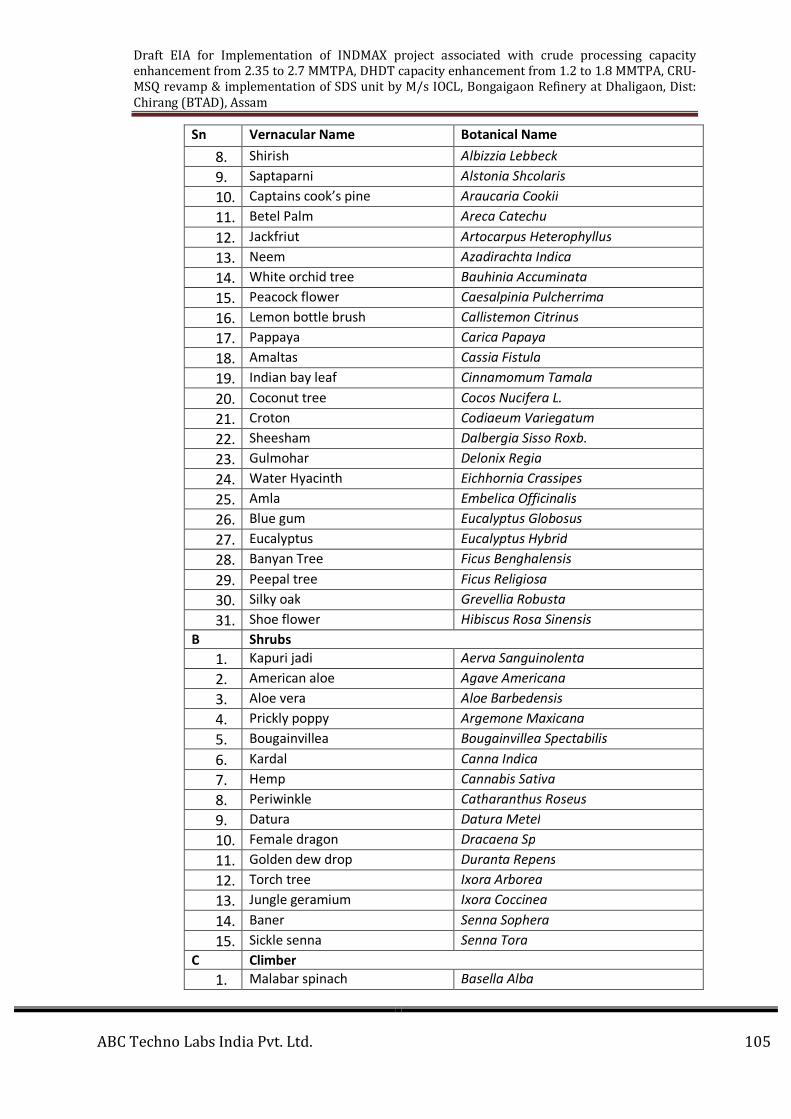
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 105
Sn Vernacular Name Botanical Name
8. Shirish Albizzia Lebbeck
9. Saptaparni Alstonia Shcolaris
10. Captains cook’s pine Araucaria Cookii
11. Betel Palm Areca Catechu
12. Jackfriut Artocarpus Heterophyllus
13. Neem Azadirachta Indica
14. White orchid tree Bauhinia Accuminata
15. Peacock flower Caesalpinia Pulcherrima
16. Lemon bottle brush Callistemon Citrinus
17. Pappaya Carica Papaya
18. Amaltas Cassia Fistula
19. Indian bay leaf Cinnamomum Tamala
20. Coconut tree Cocos Nucifera L.
21. Croton Codiaeum Variegatum
22. Sheesham Dalbergia Sisso Roxb.
23. Gulmohar Delonix Regia
24. Water Hyacinth Eichhornia Crassipes
25. Amla Embelica Officinalis
26. Blue gum Eucalyptus Globosus
27. Eucalyptus Eucalyptus Hybrid
28. Banyan Tree Ficus Benghalensis
29. Peepal tree Ficus Religiosa
30. Silky oak Grevellia Robusta
31. Shoe flower Hibiscus Rosa Sinensis
B Shrubs
1. Kapuri jadi Aerva Sanguinolenta
2. American aloe Agave Americana
3. Aloe vera Aloe Barbedensis
4. Prickly poppy Argemone Maxicana
5. Bougainvillea Bougainvillea Spectabilis
6. Kardal Canna Indica
7. Hemp Cannabis Sativa
8. Periwinkle Catharanthus Roseus
9. Datura Datura Metel
10. Female dragon Dracaena Sp
11. Golden dew drop Duranta Repens
12. Torch tree Ixora Arborea
13. Jungle geramium Ixora Coccinea
14. Baner Senna Sophera
15. Sickle senna Senna Tora
C Climber
1. Malabar spinach Basella Alba
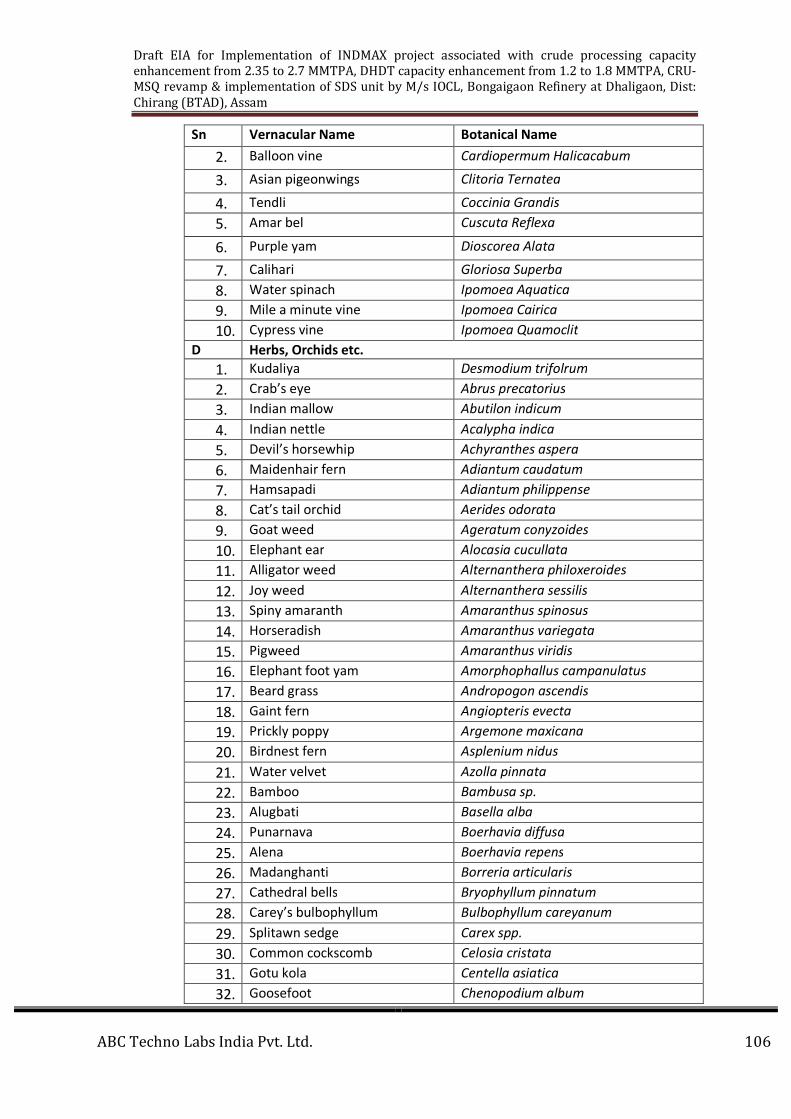
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 106
Sn Vernacular Name Botanical Name
2. Balloon vine Cardiopermum Halicacabum
3. Asian pigeonwings Clitoria Ternatea
4. Tendli Coccinia Grandis
5. Amar bel Cuscuta Reflexa
6. Purple yam Dioscorea Alata
7. Calihari Gloriosa Superba
8. Water spinach Ipomoea Aquatica
9. Mile a minute vine Ipomoea Cairica
10. Cypress vine Ipomoea Quamoclit
D Herbs, Orchids etc.
1. Kudaliya Desmodium trifolrum
2. Crab’s eye Abrus precatorius
3. Indian mallow Abutilon indicum
4. Indian nettle Acalypha indica
5. Devil’s horsewhip Achyranthes aspera
6. Maidenhair fern Adiantum caudatum
7. Hamsapadi Adiantum philippense
8. Cat’s tail orchid Aerides odorata
9. Goat weed Ageratum conyzoides
10. Elephant ear Alocasia cucullata
11. Alligator weed Alternanthera philoxeroides
12. Joy weed Alternanthera sessilis
13. Spiny amaranth Amaranthus spinosus
14. Horseradish Amaranthus variegata
15. Pigweed Amaranthus viridis
16. Elephant foot yam Amorphophallus campanulatus
17. Beard grass Andropogon ascendis
18. Gaint fern Angiopteris evecta
19. Prickly poppy Argemone maxicana
20. Birdnest fern Asplenium nidus
21. Water velvet Azolla pinnata
22. Bamboo Bambusa sp.
23. Alugbati Basella alba
24. Punarnava Boerhavia diffusa
25. Alena Boerhavia repens
26. Madanghanti Borreria articularis
27. Cathedral bells Bryophyllum pinnatum
28. Carey’s bulbophyllum Bulbophyllum careyanum
29. Splitawn sedge Carex spp.
30. Common cockscomb Celosia cristata
31. Gotu kola Centella asiatica
32. Goosefoot Chenopodium album
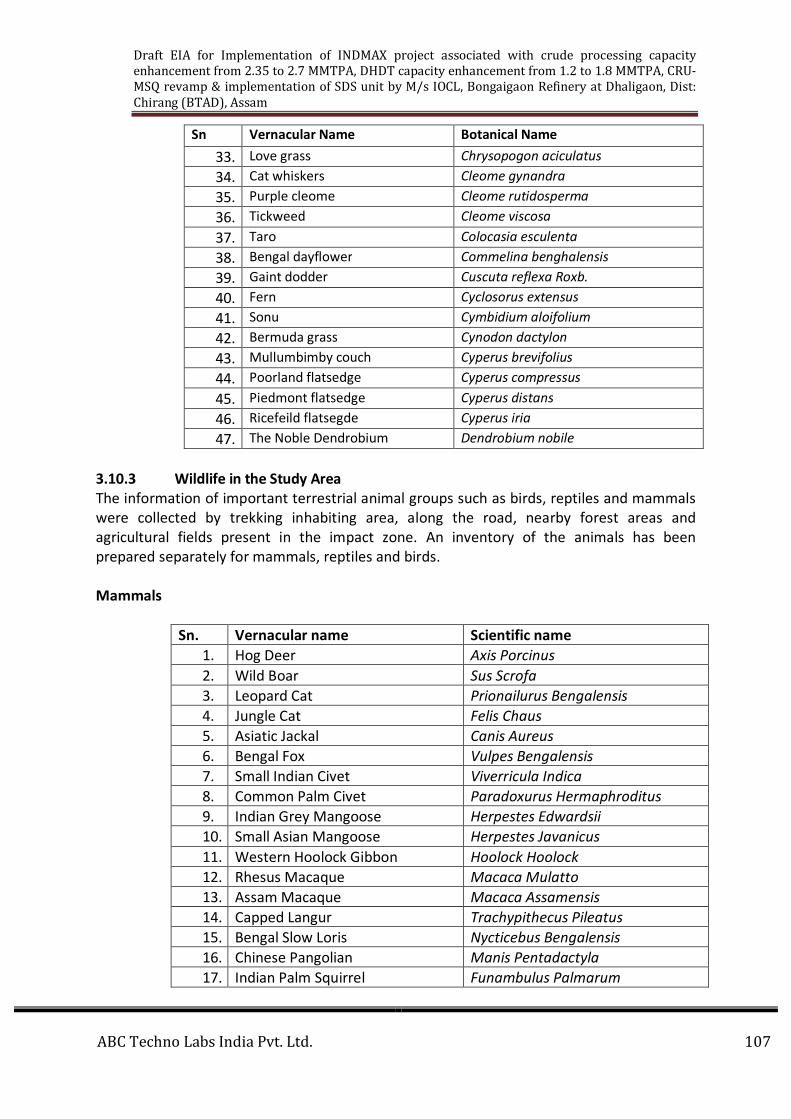
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 107
Sn Vernacular Name Botanical Name
33. Love grass Chrysopogon aciculatus
34. Cat whiskers Cleome gynandra
35. Purple cleome Cleome rutidosperma
36. Tickweed Cleome viscosa
37. Taro Colocasia esculenta
38. Bengal dayflower Commelina benghalensis
39. Gaint dodder Cuscuta reflexa Roxb.
40. Fern Cyclosorus extensus
41. Sonu Cymbidium aloifolium
42. Bermuda grass Cynodon dactylon
43. Mullumbimby couch Cyperus brevifolius
44. Poorland flatsedge Cyperus compressus
45. Piedmont flatsedge Cyperus distans
46. Ricefeild flatsegde Cyperus iria
47. The Noble Dendrobium Dendrobium nobile
3.10.3 Wildlife in the Study Area
The information of important terrestrial animal groups such as birds, reptiles and mammals
were collected by trekking inhabiting area, along the road, nearby forest areas and
agricultural fields present in the impact zone. An inventory of the animals has been
prepared separately for mammals, reptiles and birds.
Mammals
Sn. Vernacular name Scientific name
1. Hog Deer Axis Porcinus
2. Wild Boar Sus Scrofa
3. Leopard Cat Prionailurus Bengalensis
4. Jungle Cat Felis Chaus
5. Asiatic Jackal Canis Aureus
6. Bengal Fox Vulpes Bengalensis
7. Small Indian Civet Viverricula Indica
8. Common Palm Civet Paradoxurus Hermaphroditus
9. Indian Grey Mangoose Herpestes Edwardsii
10. Small Asian Mangoose Herpestes Javanicus
11. Western Hoolock Gibbon Hoolock Hoolock
12. Rhesus Macaque Macaca Mulatto
13. Assam Macaque Macaca Assamensis
14. Capped Langur Trachypithecus Pileatus
15. Bengal Slow Loris Nycticebus Bengalensis
16. Chinese Pangolian Manis Pentadactyla
17. Indian Palm Squirrel Funambulus Palmarum
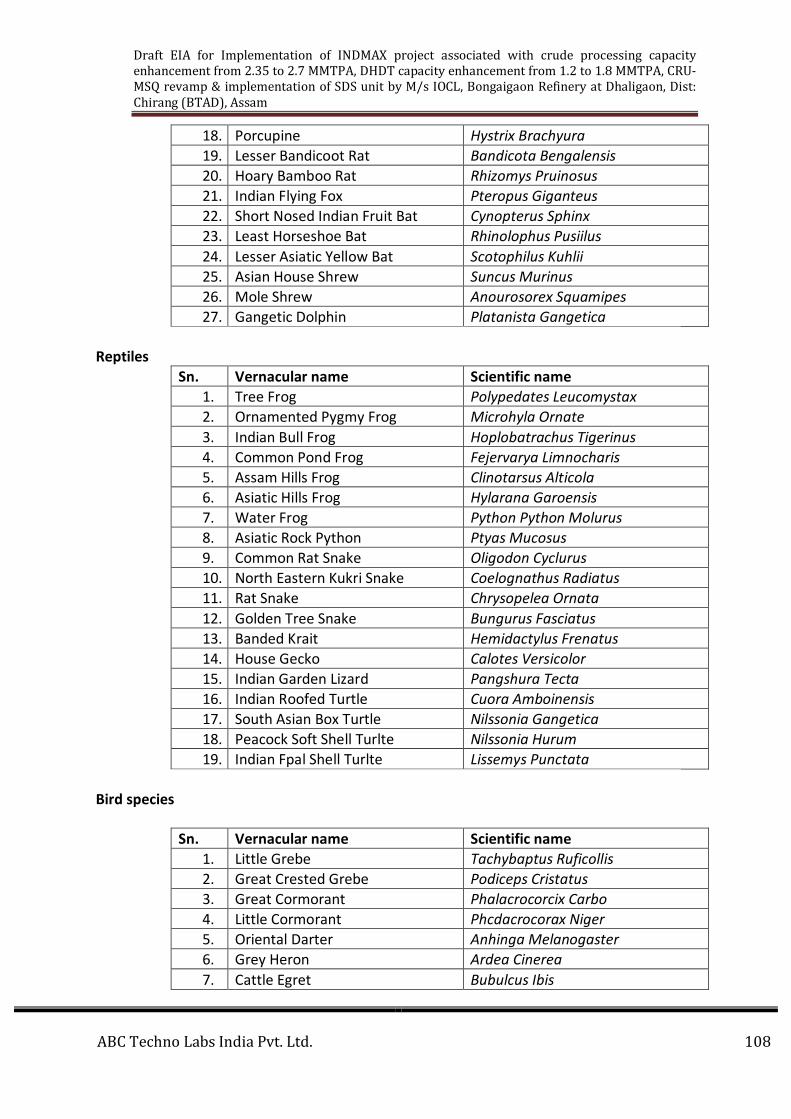
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 108
18. Porcupine Hystrix Brachyura
19. Lesser Bandicoot Rat Bandicota Bengalensis
20. Hoary Bamboo Rat Rhizomys Pruinosus
21. Indian Flying Fox Pteropus Giganteus
22. Short Nosed Indian Fruit Bat Cynopterus Sphinx
23. Least Horseshoe Bat Rhinolophus Pusiilus
24. Lesser Asiatic Yellow Bat Scotophilus Kuhlii
25. Asian House Shrew Suncus Murinus
26. Mole Shrew Anourosorex Squamipes
27. Gangetic Dolphin Platanista Gangetica
Reptiles
Sn. Vernacular name Scientific name
1. Tree Frog Polypedates Leucomystax
2. Ornamented Pygmy Frog Microhyla Ornate
3. Indian Bull Frog Hoplobatrachus Tigerinus
4. Common Pond Frog Fejervarya Limnocharis
5. Assam Hills Frog Clinotarsus Alticola
6. Asiatic Hills Frog Hylarana Garoensis
7. Water Frog Python Python Molurus
8. Asiatic Rock Python Ptyas Mucosus
9. Common Rat Snake Oligodon Cyclurus
10. North Eastern Kukri Snake Coelognathus Radiatus
11. Rat Snake Chrysopelea Ornata
12. Golden Tree Snake Bungurus Fasciatus
13. Banded Krait Hemidactylus Frenatus
14. House Gecko Calotes Versicolor
15. Indian Garden Lizard Pangshura Tecta
16. Indian Roofed Turtle Cuora Amboinensis
17. South Asian Box Turtle Nilssonia Gangetica
18. Peacock Soft Shell Turlte Nilssonia Hurum
19. Indian Fpal Shell Turlte Lissemys Punctata
Bird species
Sn. Vernacular name Scientific name
1. Little Grebe Tachybaptus Ruficollis
2. Great Crested Grebe Podiceps Cristatus
3. Great Cormorant Phalacrocorcix Carbo
4. Little Cormorant Phcdacrocorax Niger
5. Oriental Darter Anhinga Melanogaster
6. Grey Heron Ardea Cinerea
7. Cattle Egret Bubulcus Ibis
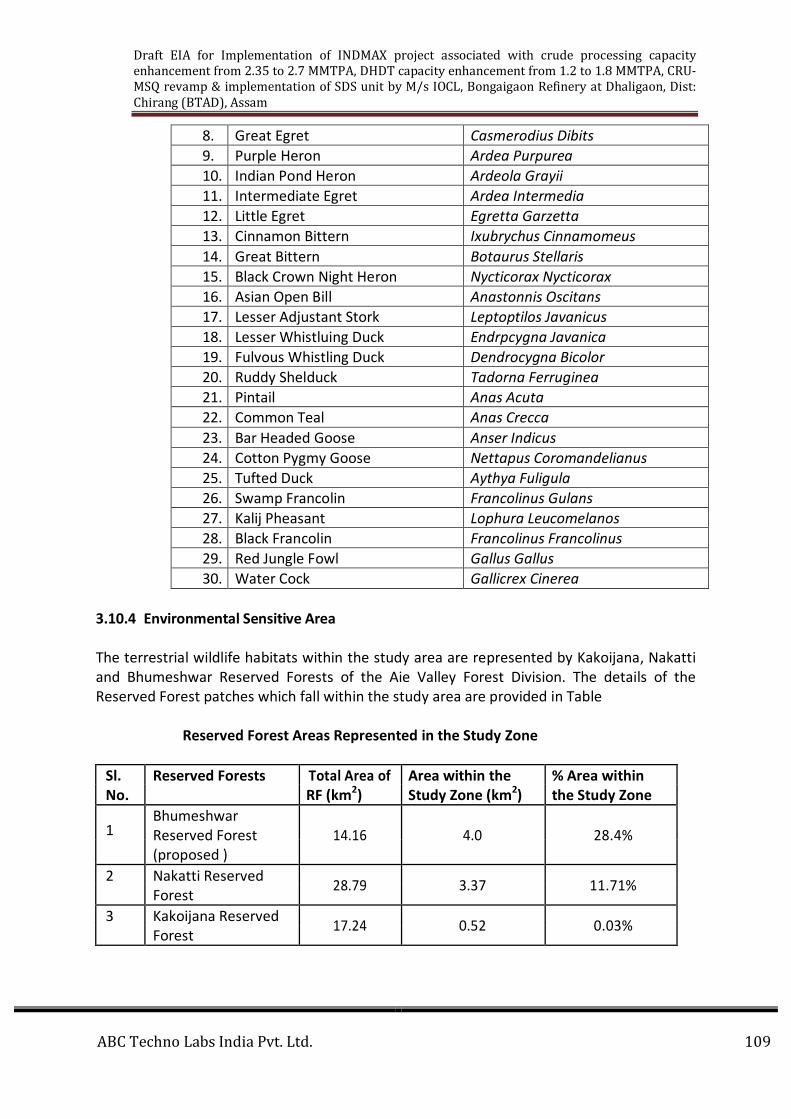
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 109
8. Great Egret Casmerodius Dibits
9. Purple Heron Ardea Purpurea
10. Indian Pond Heron Ardeola Grayii
11. Intermediate Egret Ardea Intermedia
12. Little Egret Egretta Garzetta
13. Cinnamon Bittern Ixubrychus Cinnamomeus
14. Great Bittern Botaurus Stellaris
15. Black Crown Night Heron Nycticorax Nycticorax
16. Asian Open Bill Anastonnis Oscitans
17. Lesser Adjustant Stork Leptoptilos Javanicus
18. Lesser Whistluing Duck Endrpcygna Javanica
19. Fulvous Whistling Duck Dendrocygna Bicolor
20. Ruddy Shelduck Tadorna Ferruginea
21. Pintail Anas Acuta
22. Common Teal Anas Crecca
23. Bar Headed Goose Anser Indicus
24. Cotton Pygmy Goose Nettapus Coromandelianus
25. Tufted Duck Aythya Fuligula
26. Swamp Francolin Francolinus Gulans
27. Kalij Pheasant Lophura Leucomelanos
28. Black Francolin Francolinus Francolinus
29. Red Jungle Fowl Gallus Gallus
30. Water Cock Gallicrex Cinerea
3.10.4 Environmental Sensitive Area
The terrestrial wildlife habitats within the study area are represented by Kakoijana, Nakatti
and Bhumeshwar Reserved Forests of the Aie Valley Forest Division. The details of the
Reserved Forest patches which fall within the study area are provided in Table
Reserved Forest Areas Represented in the Study Zone
Sl. Reserved Forests Total Area of Area within the % Area within
No. RF (km2) Study Zone (km
2) the Study Zone
1 Bhumeshwar
Reserved Forest
(proposed )
14.16 4.0 28.4%
2 Nakatti Reserved
Forest 28.79 3.37 11.71%
3 Kakoijana Reserved
Forest 17.24 0.52 0.03%
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 110
All the Reserved Forests listed above are a part of the sub – montane tract known as the
Bhabhar area. The soil over most of this area is dry sandy loam superimposed on beds of
pebbles with very thin layer of humus.
Of the various wetlands located within the study area, Nayachara Lake commands greater
importance as a wetland habitat. This beel with an area of 0.30 km2 located approximately 7
km from the BGR Township has been identified as an important wintering ground for large
number of wetland bird species. Its conservation significance as a habitat of resident bird
species such as Lesser adjutant stork which is listed in Schedule I of the Wildlife Protection
Act (1972) is being increasingly recognized by the local conservation groups. This beel has
been included as a site for Asian Wetland Waterfowl count from this year onwards. The
local nature conservation groups are already making efforts to revive this wetland through
environmental awareness campaign and through their efforts of developing wetland revival
and species conservation plans in consultation with officials of the State Forest Department
3.11 Socio-Economic Environment
Socio-economic environment in the vicinity of any ensuing project is affected by the mode
of change that is likely to occur due to the beneficial or adverse effects arising out of the
project activity. The impact of such change is dependent upon likely job opportunities
economic output immigration strain on the existing basic amenities and overall impact on
the quality of environment, which may impair the health status of the people living in that
geographical area.
The projection of such assessment calls for collection of the baseline and background
information about the socio-economic and demographic environment of the surrounding
areas of the proposed site. A study area comprising an area of 10 km radius around the
proposed project was chosen for studying the socio-economic characteristics:
The proposed project comes under Chirang district, which is situtated in the western part of
Assam and bounded by the districts of Kakrajhar, Goalpara, Barpetta, and foot hills of
Bhutan. The economy of the study area is primarily agrarain. The agro-climatic conditions of
the region are favorable for the development of various agriculture and allied activities. The
infrastructural facilities available in the region also offer scope for a number of non-farm
sector activities. Agriculture is the most important economic activity in the district. Animal
husbandry and fisheries are the other important allied activities.
Bongaigaon district is bounded by Barpeta district in the east Dhubri and Kokrajhar district
towards the west, Goalpara district in the south and Chirang district in the north. The
Headquarters of the district is located at Bongaigaon town situated at the lower part of the
Brahmaputra Valley. In the district some jurisdictional changes has taken place during 2001-
2011. As per Notification No.GAG(B) 137/2002/Pt/117 dated 30th October,2003 , 353
villages of geographical area 676.80 Sq.Km. and Bijni(TC) of 3.00 Sq.Km was carved out from
the district for inclusion in the new district of Chirang. The total area of the district is 1093
square kms. The rank of this district in comparison to other districts of Assam in terms of
area is 25th. It is one of the smallest districts of Assam. Bongaigaon district possesses three
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 111
sub divisions namely Bongaigaon, North Salmara and Bijni Subdivisions. Bongaigaon
Subdivision consists of two Revenue Circles such as Sidli (part II) and Bongaigaon(Pt)
Revenue circles, North Salmara sub division has also two-revenue circles viz Boitamari and
Srijangram and Bijni Sub division occupies only Bijni(Pt) Revenue Circle. Thus the district has
all together 5 revenue circles with 563 villages. As per Census 2011, Bongaigaon district is
comprised of 5 towns (Two Statutory Towns and Three Census Towns) namely Bongaigaon
(MB) ,Abhayapuri (TC) , BRPL town ship (CT) , New Bongaigaon Rly Colony (CT) and
Chalantapara Pt-IV (CT).
In Bongaigaon district, Srijangram Revenue Circle is the most populous having 266700
persons while Sidli (Pt) is the least populous Revenue Circle having 58371 persons. Among
the CD Block, Boitamari CD Block has the highest number of population with 142684
whereas the lowest is found in Sidli-Chirang (Part) CD Block with 6001. In the district there
are 5 Revenue Circles and 6 CD Blocks which comprises 563 villages including 28 uninhabited
villages. The district comprises five (5) towns: 2 Statutory Towns and 3 Census Towns.
BOngaigaon (MB) is the most populous with 67322 persons while Chalantapara Pt IV (CT) is
the smallest in population with 5744 souls. While the highest number (142) inhabited
villages is found in Boitamari CD Block and lowest inhabited villages (83) is found in
Manikpur (Pt) CD Block. The largest village by population is Borpathar Part with 5458
persons under Dangtola CD Block and the smallest village is Mahadeb Hill with 1 person
under Boitamari CD Block.
Socio-economic profile of all these villages in terms of demographic characteristics like
population, literacy, occupational structure, and basic infrastructure was collected with the
help of Survey of India toposheets and 2011 census data
3.11.1 Social Profile of the Project District
The sex ratio is expressed as number of female per 1000 male. Sex ratio is an important
factor in demographic study. This is linked with women's development status and also
occupational status of an area. The total sex ratio of Bongaigaon is 966 females/ 1000 male.
Lower sex ratios in the urban areas are generally expected as many male migrate there for
employment. The sex ratio at Bongaigaon Railway Colony is lowest as it is mostly an area of
railway employees from different areas. It has been seen that sex ratio in Scheduled Castes
and Scheduled Tribes is generally high
Demographic and Occupational Pattern
As per the Census data 2011, the demographic profile of the district shows that 45.08 % of
the total rural population in the district belongs to the minority community of which
Muslims comprise 94%. The population density in the district with 420 persons per sq. km is
significantly higher than the state average which stands at 340 persons as per the 2011
census. With a total of 168556 households, the district comprises 145300 rural households
and 23256 urban households.
The decadal population variation in the district shows that there has been two decades
during which the population of the district increased at a high rate.
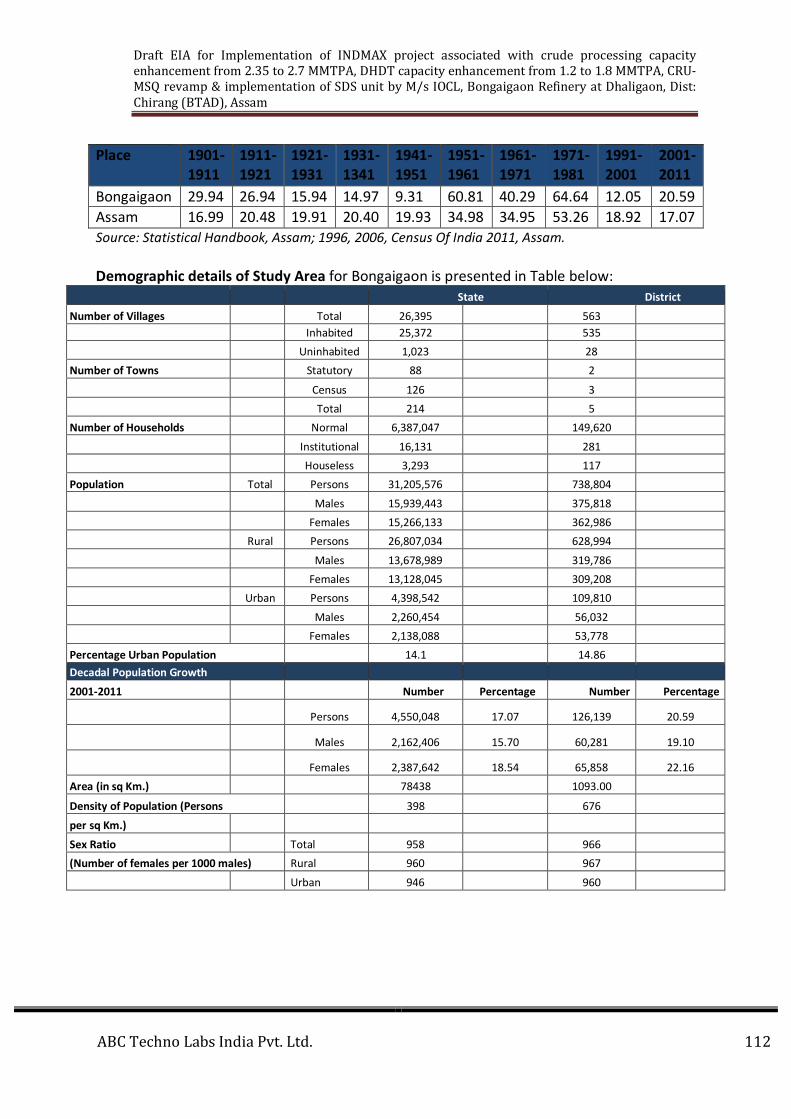
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 112
Place 1901-
1911
1911-
1921
1921-
1931
1931-
1341
1941-
1951
1951-
1961
1961-
1971
1971-
1981
1991-
2001
2001-
2011
Bongaigaon 29.94 26.94 15.94 14.97 9.31 60.81 40.29 64.64 12.05 20.59
Assam 16.99 20.48 19.91 20.40 19.93 34.98 34.95 53.26 18.92 17.07
Source: Statistical Handbook, Assam; 1996, 2006, Census Of India 2011, Assam.
Demographic details of Study Area for Bongaigaon is presented in Table below:
State District
Number of Villages Total 26,395 563
Inhabited 25,372 535
Uninhabited 1,023 28
Number of Towns Statutory 88 2
Census 126 3
Total 214 5
Number of Households Normal 6,387,047 149,620
Institutional 16,131 281
Houseless 3,293 117
Population Total Persons 31,205,576 738,804
Males 15,939,443 375,818
Females 15,266,133 362,986
Rural Persons 26,807,034 628,994
Males 13,678,989 319,786
Females 13,128,045 309,208
Urban Persons 4,398,542 109,810
Males 2,260,454 56,032
Females 2,138,088 53,778
Percentage Urban Population 14.1 14.86
Decadal Population Growth
2001-2011 Number Percentage Number Percentage
Persons 4,550,048 17.07 126,139 20.59
Males 2,162,406 15.70 60,281 19.10
Females 2,387,642 18.54 65,858 22.16
Area (in sq Km.) 78438 1093.00
Density of Population (Persons 398 676
per sq Km.)
Sex Ratio Total 958 966
(Number of females per 1000 males) Rural 960 967
Urban 946 960
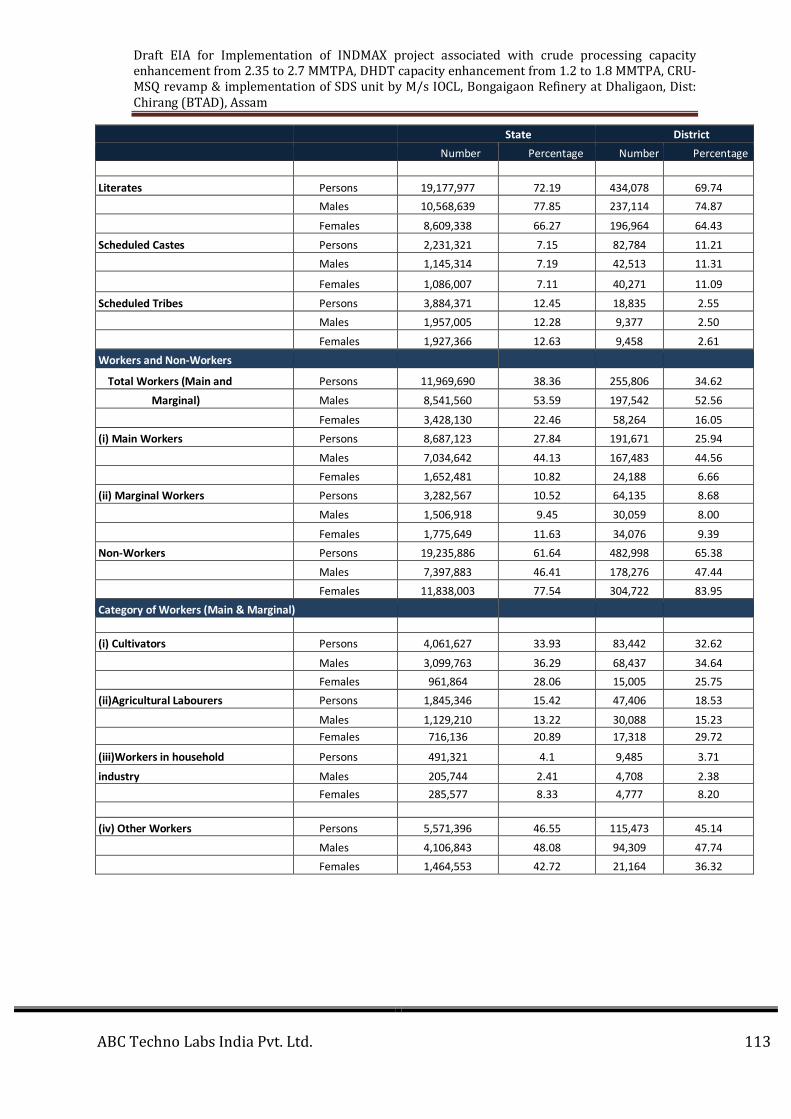
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 113
State District
Number Percentage Number Percentage
Literates Persons 19,177,977 72.19 434,078 69.74
Males 10,568,639 77.85 237,114 74.87
Females 8,609,338 66.27 196,964 64.43
Scheduled Castes Persons 2,231,321 7.15 82,784 11.21
Males 1,145,314 7.19 42,513 11.31
Females 1,086,007 7.11 40,271 11.09
Scheduled Tribes Persons 3,884,371 12.45 18,835 2.55
Males 1,957,005 12.28 9,377 2.50
Females 1,927,366 12.63 9,458 2.61
Workers and Non-Workers
Total Workers (Main and Persons 11,969,690 38.36 255,806 34.62
Marginal) Males 8,541,560 53.59 197,542 52.56
Females 3,428,130 22.46 58,264 16.05
(i) Main Workers Persons 8,687,123 27.84 191,671 25.94
Males 7,034,642 44.13 167,483 44.56
Females 1,652,481 10.82 24,188 6.66
(ii) Marginal Workers Persons 3,282,567 10.52 64,135 8.68
Males 1,506,918 9.45 30,059 8.00
Females 1,775,649 11.63 34,076 9.39
Non-Workers Persons 19,235,886 61.64 482,998 65.38
Males 7,397,883 46.41 178,276 47.44
Females 11,838,003 77.54 304,722 83.95
Category of Workers (Main & Marginal)
(i) Cultivators Persons 4,061,627 33.93 83,442 32.62
Males 3,099,763 36.29 68,437 34.64
Females 961,864 28.06 15,005 25.75
(ii)Agricultural Labourers Persons 1,845,346 15.42 47,406 18.53
Males 1,129,210 13.22 30,088 15.23
Females 716,136 20.89 17,318 29.72
(iii)Workers in household Persons 491,321 4.1 9,485 3.71
industry Males 205,744 2.41 4,708 2.38
Females 285,577 8.33 4,777 8.20
(iv) Other Workers Persons 5,571,396 46.55 115,473 45.14
Males 4,106,843 48.08 94,309 47.74
Females 1,464,553 42.72 21,164 36.32
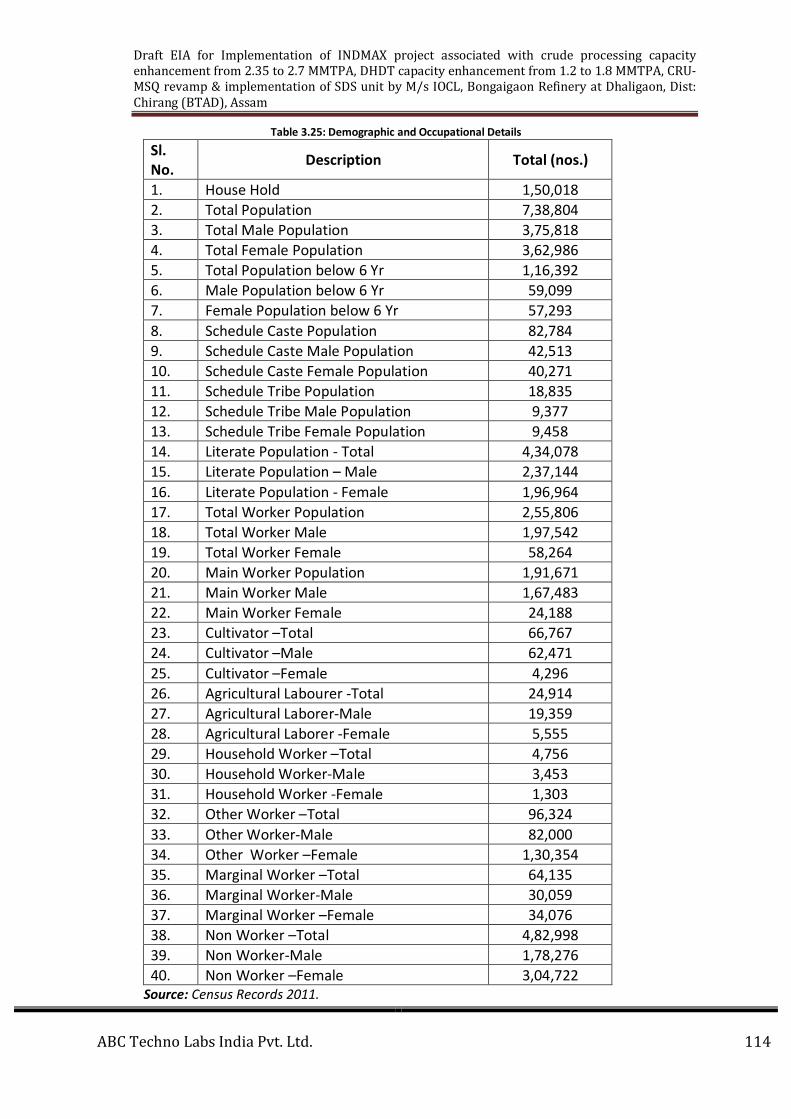
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 114
Table 3.25: Demographic and Occupational Details
Sl.
No. Description Total (nos.)
1. House Hold 1,50,018
2. Total Population 7,38,804
3. Total Male Population 3,75,818
4. Total Female Population 3,62,986
5. Total Population below 6 Yr 1,16,392
6. Male Population below 6 Yr 59,099
7. Female Population below 6 Yr 57,293
8. Schedule Caste Population 82,784
9. Schedule Caste Male Population 42,513
10. Schedule Caste Female Population 40,271
11. Schedule Tribe Population 18,835
12. Schedule Tribe Male Population 9,377
13. Schedule Tribe Female Population 9,458
14. Literate Population - Total 4,34,078
15. Literate Population – Male 2,37,144
16. Literate Population - Female 1,96,964
17. Total Worker Population 2,55,806
18. Total Worker Male 1,97,542
19. Total Worker Female 58,264
20. Main Worker Population 1,91,671
21. Main Worker Male 1,67,483
22. Main Worker Female 24,188
23. Cultivator –Total 66,767
24. Cultivator –Male 62,471
25. Cultivator –Female 4,296
26. Agricultural Labourer -Total 24,914
27. Agricultural Laborer-Male 19,359
28. Agricultural Laborer -Female 5,555
29. Household Worker –Total 4,756
30. Household Worker-Male 3,453
31. Household Worker -Female 1,303
32. Other Worker –Total 96,324
33. Other Worker-Male 82,000
34. Other Worker –Female 1,30,354
35. Marginal Worker –Total 64,135
36. Marginal Worker-Male 30,059
37. Marginal Worker –Female 34,076
38. Non Worker –Total 4,82,998
39. Non Worker-Male 1,78,276
40. Non Worker –Female 3,04,722
Source: Census Records 2011.
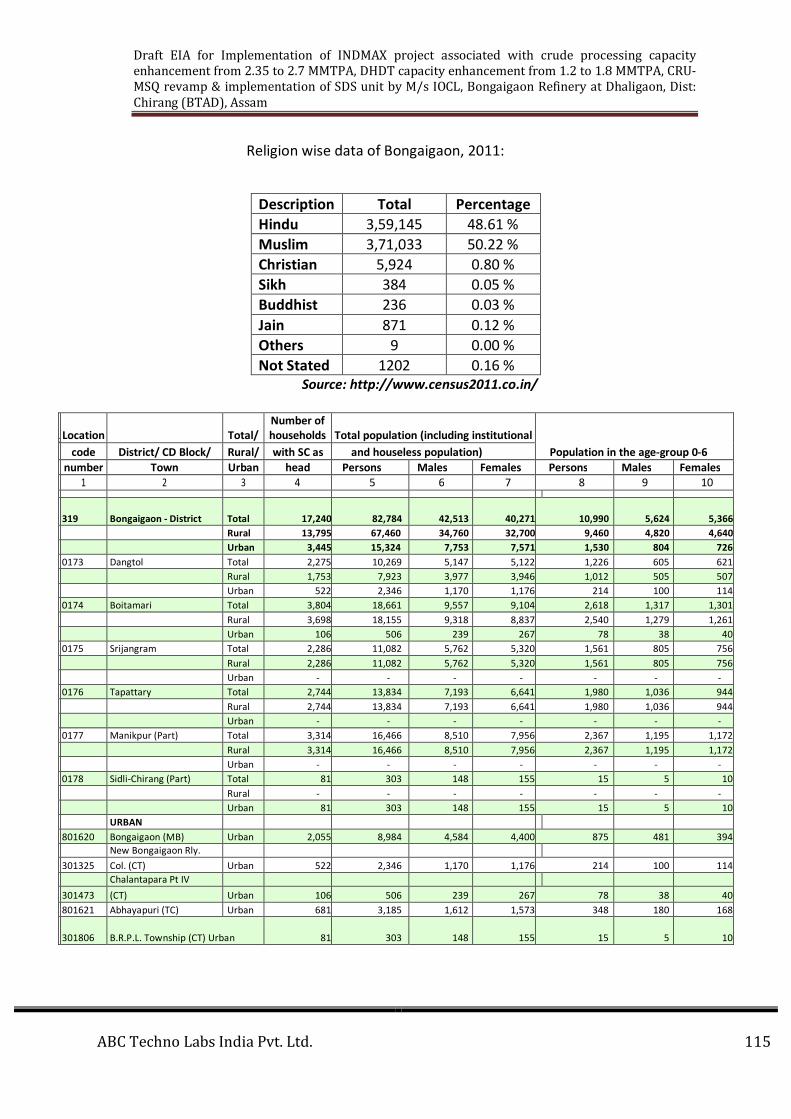
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 115
Religion wise data of Bongaigaon, 2011:
Description Total Percentage
Hindu 3,59,145 48.61 %
Muslim 3,71,033 50.22 %
Christian 5,924 0.80 %
Sikh 384 0.05 %
Buddhist 236 0.03 %
Jain 871 0.12 %
Others 9 0.00 %
Not Stated 1202 0.16 %
Source: http://www.census2011.co.in/
Location Total/
Number of
households Total population (including institutional
Population in the age-group 0-6 code District/ CD Block/ Rural/ with SC as and houseless population)
number Town Urban head Persons Males Females Persons Males Females
1 2 3 4 5 6 7 8 9 10
319 Bongaigaon - District Total 17,240 82,784 42,513 40,271 10,990 5,624 5,366
Rural 13,795 67,460 34,760 32,700 9,460 4,820 4,640
Urban 3,445 15,324 7,753 7,571 1,530 804 726
0173 Dangtol Total 2,275 10,269 5,147 5,122 1,226 605 621
Rural 1,753 7,923 3,977 3,946 1,012 505 507
Urban 522 2,346 1,170 1,176 214 100 114
0174 Boitamari Total 3,804 18,661 9,557 9,104 2,618 1,317 1,301
Rural 3,698 18,155 9,318 8,837 2,540 1,279 1,261
Urban 106 506 239 267 78 38 40
0175 Srijangram Total 2,286 11,082 5,762 5,320 1,561 805 756
Rural 2,286 11,082 5,762 5,320 1,561 805 756
Urban - - - - - - - 0176 Tapattary Total 2,744 13,834 7,193 6,641 1,980 1,036 944
Rural 2,744 13,834 7,193 6,641 1,980 1,036 944
Urban - - - - - - - 0177 Manikpur (Part) Total 3,314 16,466 8,510 7,956 2,367 1,195 1,172
Rural 3,314 16,466 8,510 7,956 2,367 1,195 1,172
Urban - - - - - - - 0178 Sidli-Chirang (Part) Total 81 303 148 155 15 5 10
Rural - - - - - - - Urban 81 303 148 155 15 5 10
URBAN
801620 Bongaigaon (MB) Urban 2,055 8,984 4,584 4,400 875 481 394
New Bongaigaon Rly.
301325 Col. (CT) Urban 522 2,346 1,170 1,176 214 100 114
Chalantapara Pt IV
301473 (CT) Urban 106 506 239 267 78 38 40
801621 Abhayapuri (TC) Urban 681 3,185 1,612 1,573 348 180 168
301806 B.R.P.L. Township (CT) Urban 81 303 148 155 15 5 10
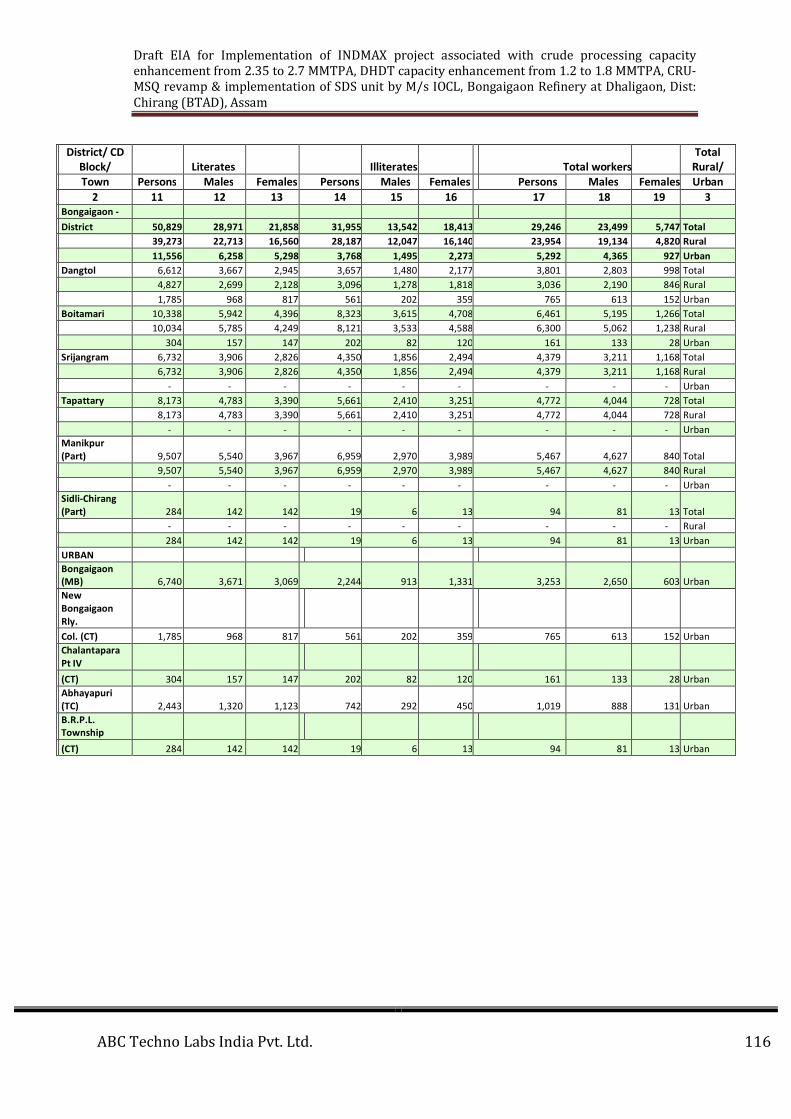
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 116
District/ CD
Block/ Literates Illiterates Total workers
Total
Rural/
Town Persons Males Females Persons Males Females Persons Males Females Urban
2 11 12 13 14 15 16 17 18 19 3 Bongaigaon -
District 50,829 28,971 21,858 31,955 13,542 18,413 29,246 23,499 5,747 Total 39,273 22,713 16,560 28,187 12,047 16,140 23,954 19,134 4,820 Rural 11,556 6,258 5,298 3,768 1,495 2,273 5,292 4,365 927 Urban Dangtol 6,612 3,667 2,945 3,657 1,480 2,177 3,801 2,803 998 Total 4,827 2,699 2,128 3,096 1,278 1,818 3,036 2,190 846 Rural 1,785 968 817 561 202 359 765 613 152 Urban Boitamari 10,338 5,942 4,396 8,323 3,615 4,708 6,461 5,195 1,266 Total 10,034 5,785 4,249 8,121 3,533 4,588 6,300 5,062 1,238 Rural 304 157 147 202 82 120 161 133 28 Urban Srijangram 6,732 3,906 2,826 4,350 1,856 2,494 4,379 3,211 1,168 Total 6,732 3,906 2,826 4,350 1,856 2,494 4,379 3,211 1,168 Rural - - - - - - - - - Urban Tapattary 8,173 4,783 3,390 5,661 2,410 3,251 4,772 4,044 728 Total 8,173 4,783 3,390 5,661 2,410 3,251 4,772 4,044 728 Rural - - - - - - - - - Urban
Manikpur
(Part) 9,507 5,540 3,967 6,959 2,970 3,989 5,467 4,627 840 Total 9,507 5,540 3,967 6,959 2,970 3,989 5,467 4,627 840 Rural - - - - - - - - - Urban
Sidli-Chirang
(Part) 284 142 142 19 6 13 94 81 13 Total - - - - - - - - - Rural 284 142 142 19 6 13 94 81 13 Urban URBAN
Bongaigaon
(MB) 6,740 3,671 3,069 2,244 913 1,331 3,253 2,650 603 Urban
New
Bongaigaon
Rly.
Col. (CT) 1,785 968 817 561 202 359 765 613 152 Urban
Chalantapara
Pt IV
(CT) 304 157 147 202 82 120 161 133 28 Urban
Abhayapuri
(TC) 2,443 1,320 1,123 742 292 450 1,019 888 131 Urban
B.R.P.L.
Township
(CT) 284 142 142 19 6 13 94 81 13 Urban
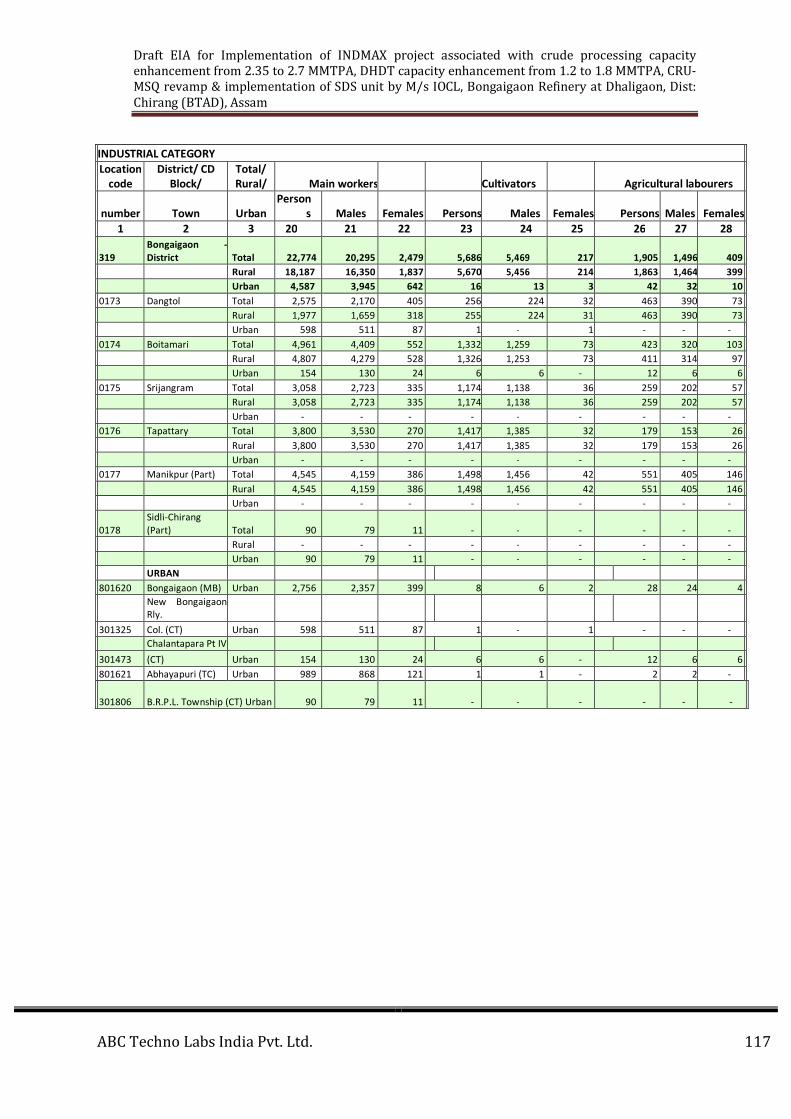
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 117
INDUSTRIAL CATEGORY
Location
code
District/ CD
Block/
Total/
Rural/ Main workers Cultivators Agricultural labourers
number Town Urban
Person
s Males Females Persons Males Females Persons Males Females
1 2 3 20 21 22 23 24 25 26 27 28
319 Bongaigaon -
District Total 22,774 20,295 2,479 5,686 5,469 217 1,905 1,496 409
Rural 18,187 16,350 1,837 5,670 5,456 214 1,863 1,464 399
Urban 4,587 3,945 642 16 13 3 42 32 10
0173 Dangtol Total 2,575 2,170 405 256 224 32 463 390 73
Rural 1,977 1,659 318 255 224 31 463 390 73
Urban 598 511 87 1 - 1 - - -
0174 Boitamari Total 4,961 4,409 552 1,332 1,259 73 423 320 103
Rural 4,807 4,279 528 1,326 1,253 73 411 314 97
Urban 154 130 24 6 6 - 12 6 6
0175 Srijangram Total 3,058 2,723 335 1,174 1,138 36 259 202 57
Rural 3,058 2,723 335 1,174 1,138 36 259 202 57
Urban - - - - - - - - -
0176 Tapattary Total 3,800 3,530 270 1,417 1,385 32 179 153 26
Rural 3,800 3,530 270 1,417 1,385 32 179 153 26
Urban - - - - - - - - -
0177 Manikpur (Part) Total 4,545 4,159 386 1,498 1,456 42 551 405 146
Rural 4,545 4,159 386 1,498 1,456 42 551 405 146
Urban - - - - - - - - -
0178 Sidli-Chirang
(Part) Total 90 79 11 - - - - - -
Rural - - - - - - - - -
Urban 90 79 11 - - - - - -
URBAN
801620 Bongaigaon (MB) Urban 2,756 2,357 399 8 6 2 28 24 4
New Bongaigaon
Rly.
301325 Col. (CT) Urban 598 511 87 1 - 1 - - -
Chalantapara Pt IV
301473 (CT) Urban 154 130 24 6 6 - 12 6 6
801621 Abhayapuri (TC) Urban 989 868 121 1 1 - 2 2 -
301806 B.R.P.L. Township (CT) Urban 90 79 11 - - - - - -
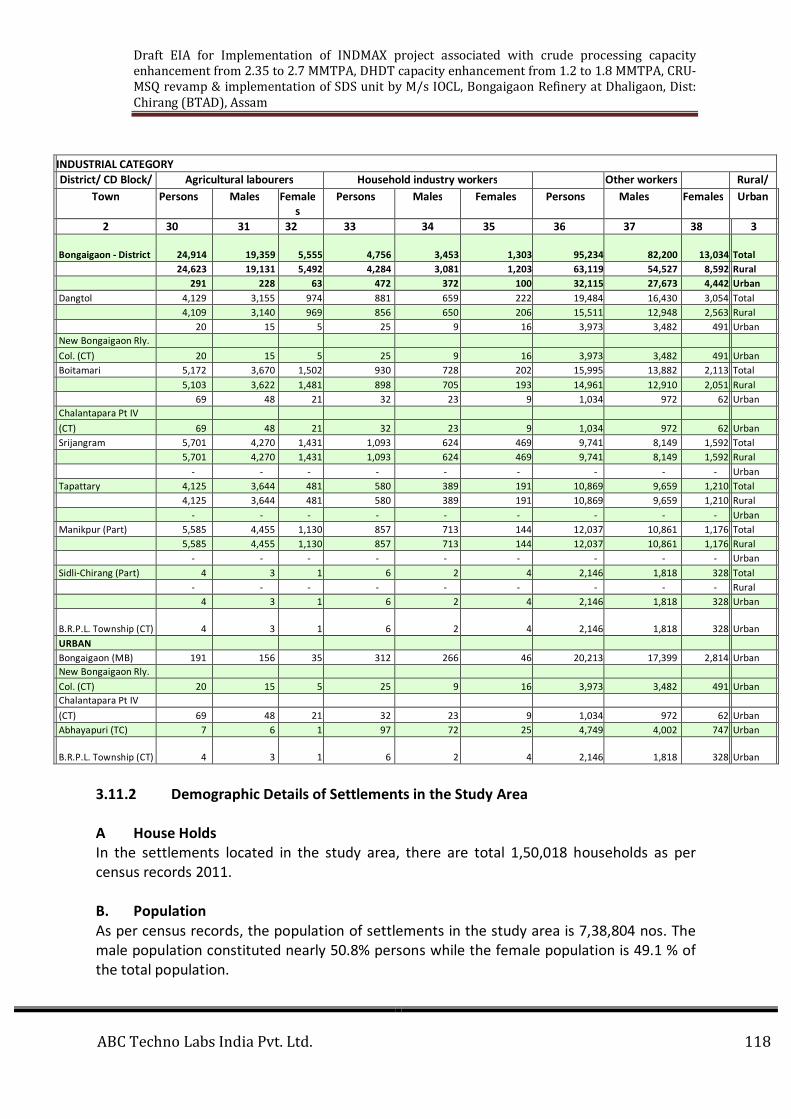
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 118
3.11.2 Demographic Details of Settlements in the Study Area
A House Holds
In the settlements located in the study area, there are total 1,50,018 households as per
census records 2011.
B. Population
As per census records, the population of settlements in the study area is 7,38,804 nos. The
male population constituted nearly 50.8% persons while the female population is 49.1 % of
the total population.
INDUSTRIAL CATEGORY
District/ CD Block/ Agricultural labourers Household industry workers Other workers Rural/
Town Persons Males Female
s
Persons Males Females Persons Males Females Urban
2 30 31 32 33 34 35 36 37 38 3
Bongaigaon - District 24,914 19,359 5,555 4,756 3,453 1,303 95,234 82,200 13,034 Total
24,623 19,131 5,492 4,284 3,081 1,203 63,119 54,527 8,592 Rural
291 228 63 472 372 100 32,115 27,673 4,442 Urban
Dangtol 4,129 3,155 974 881 659 222 19,484 16,430 3,054 Total
4,109 3,140 969 856 650 206 15,511 12,948 2,563 Rural
20 15 5 25 9 16 3,973 3,482 491 Urban
New Bongaigaon Rly.
Col. (CT) 20 15 5 25 9 16 3,973 3,482 491 Urban
Boitamari 5,172 3,670 1,502 930 728 202 15,995 13,882 2,113 Total
5,103 3,622 1,481 898 705 193 14,961 12,910 2,051 Rural
69 48 21 32 23 9 1,034 972 62 Urban
Chalantapara Pt IV
(CT) 69 48 21 32 23 9 1,034 972 62 Urban
Srijangram 5,701 4,270 1,431 1,093 624 469 9,741 8,149 1,592 Total
5,701 4,270 1,431 1,093 624 469 9,741 8,149 1,592 Rural
- - - - - - - - - Urban
Tapattary 4,125 3,644 481 580 389 191 10,869 9,659 1,210 Total
4,125 3,644 481 580 389 191 10,869 9,659 1,210 Rural
- - - - - - - - - Urban
Manikpur (Part) 5,585 4,455 1,130 857 713 144 12,037 10,861 1,176 Total
5,585 4,455 1,130 857 713 144 12,037 10,861 1,176 Rural
- - - - - - - - - Urban
Sidli-Chirang (Part) 4 3 1 6 2 4 2,146 1,818 328 Total
- - - - - - - - - Rural
4 3 1 6 2 4 2,146 1,818 328 Urban
B.R.P.L. Township (CT) 4 3 1 6 2 4 2,146 1,818 328 Urban
URBAN
Bongaigaon (MB) 191 156 35 312 266 46 20,213 17,399 2,814 Urban
New Bongaigaon Rly.
Col. (CT) 20 15 5 25 9 16 3,973 3,482 491 Urban
Chalantapara Pt IV
(CT) 69 48 21 32 23 9 1,034 972 62 Urban
Abhayapuri (TC) 7 6 1 97 72 25 4,749 4,002 747 Urban
B.R.P.L. Township (CT) 4 3 1 6 2 4 2,146 1,818 328 Urban
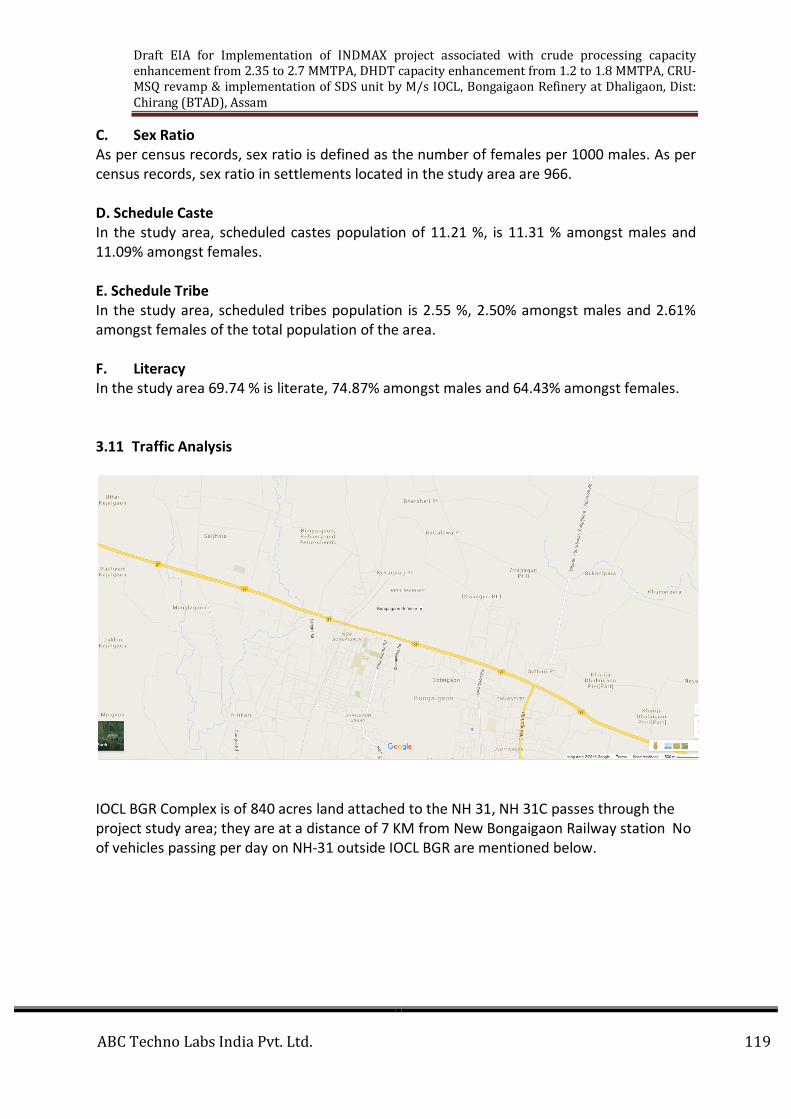
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 119
C. Sex Ratio
As per census records, sex ratio is defined as the number of females per 1000 males. As per
census records, sex ratio in settlements located in the study area are 966.
D. Schedule Caste
In the study area, scheduled castes population of 11.21 %, is 11.31 % amongst males and
11.09% amongst females.
E. Schedule Tribe
In the study area, scheduled tribes population is 2.55 %, 2.50% amongst males and 2.61%
amongst females of the total population of the area.
F. Literacy
In the study area 69.74 % is literate, 74.87% amongst males and 64.43% amongst females.
3.11 Traffic Analysis
IOCL BGR Complex is of 840 acres land attached to the NH 31, NH 31C passes through the
project study area; they are at a distance of 7 KM from New Bongaigaon Railway station No
of vehicles passing per day on NH-31 outside IOCL BGR are mentioned below.
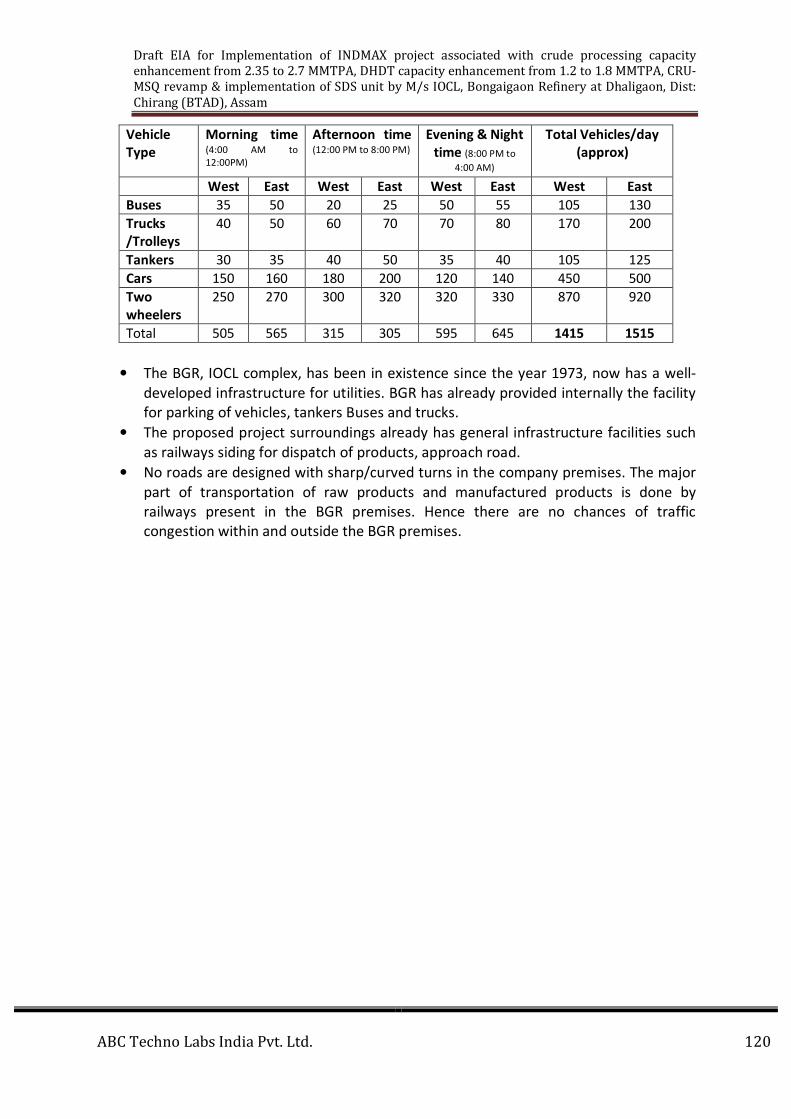
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 120
Vehicle
Type
Morning time (4:00 AM to
12:00PM)
Afternoon time (12:00 PM to 8:00 PM)
Evening & Night
time (8:00 PM to
4:00 AM)
Total Vehicles/day
(approx)
West East West East West East West East
Buses 35 50 20 25 50 55 105 130
Trucks
/Trolleys
40 50 60 70 70 80 170 200
Tankers 30 35 40 50 35 40 105 125
Cars 150 160 180 200 120 140 450 500
Two
wheelers
250 270 300 320 320 330 870 920
Total 505 565 315 305 595 645 1415 1515
• The BGR, IOCL complex, has been in existence since the year 1973, now has a well-
developed infrastructure for utilities. BGR has already provided internally the facility
for parking of vehicles, tankers Buses and trucks.
• The proposed project surroundings already has general infrastructure facilities such
as railways siding for dispatch of products, approach road.
• No roads are designed with sharp/curved turns in the company premises. The major
part of transportation of raw products and manufactured products is done by
railways present in the BGR premises. Hence there are no chances of traffic
congestion within and outside the BGR premises.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 121
CHAPTER 4

Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 122
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 123
CHAPTER 4
ANTICIPATED ENVIRONMENTAL IMPACTS & MITIGATION MEASURES
4.1 Introduction
The anticipated environmental impacts on various components of environment due to
proposed capacity enhancement of the crude processing refinery at Bongaigaon can be
assessed in terms of i) physical environment ii) biological environment, and iii) demographic,
land use and socioeconomic environment. For proper assessment of significance and
magnitude of environmental changes in construction and operation of the existing refinery
the impacts are analyzed for each environmental parameter. An assessment is made both
for adverse and beneficial impacts in following section.
4.2 Physical Environment
4.2.1 Soil
During Construction Phase
During the expansion, revamp phase the company will implement the following projects:
i. Crude processing capacity enhancement (from 2.35 MMTPA to 2.7 MMTPA)
ii. DHDT capacity enhancement (from 1,200 TMTPA to 1,800 TMTPA) to meet
BS-V/VI HSD specification
iii. CRU-MSQ revamp to meet BS-V/ VI MS specification
iv. Selective Desulphurisation (SDS) Unit
v. INDMAX Project along with Indmax Gasoline De-Sulphurisation Unit.
There will be a small amount of construction wastes, such as, metal cutting, and debris
during erection of equipments like Columns, Vessel Pumps which may contaminate soil at
the site of construction. However, the extent of contamination will not be significant. These
wastes will not normally contaminate ground water. Their impact on soil and surface water
will be restricted to the construction period in small area around the construction site
during heavy rainfall only. Approx 500 kg of canteen waste will be generated during the
construction phase which will be handled by existing labour canteen facilities
Mitigation Measures
• Collection of metal cuttings, oil, grease and construction debris from the site. It will be
disposed off scientifically to approved vendors.
• Solid waste collection bins at the site.
• Maintaining house keeping at construction site.
• Canteen waste will be handled by existing canteen facilities.
During Operation Phase
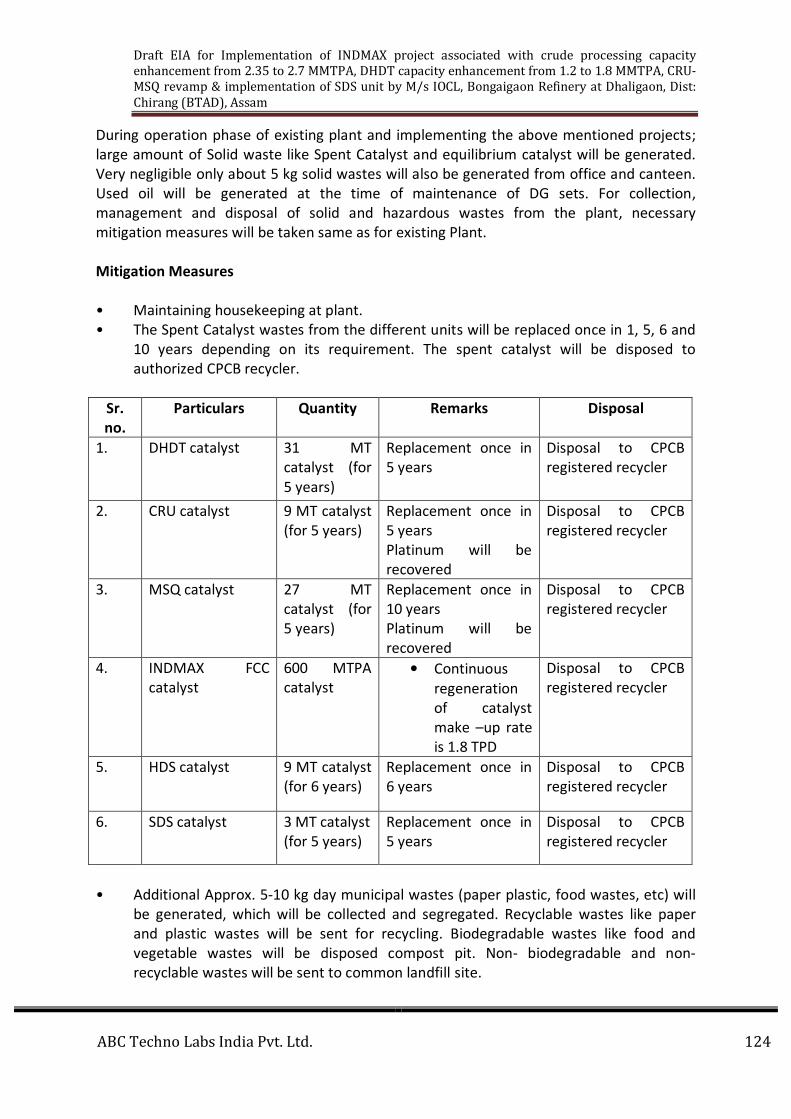
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 124
During operation phase of existing plant and implementing the above mentioned projects;
large amount of Solid waste like Spent Catalyst and equilibrium catalyst will be generated.
Very negligible only about 5 kg solid wastes will also be generated from office and canteen.
Used oil will be generated at the time of maintenance of DG sets. For collection,
management and disposal of solid and hazardous wastes from the plant, necessary
mitigation measures will be taken same as for existing Plant.
Mitigation Measures
• Maintaining housekeeping at plant.
• The Spent Catalyst wastes from the different units will be replaced once in 1, 5, 6 and
10 years depending on its requirement. The spent catalyst will be disposed to
authorized CPCB recycler.
Sr.
no.
Particulars Quantity Remarks Disposal
1. DHDT catalyst 31 MT
catalyst (for
5 years)
Replacement once in
5 years
Disposal to CPCB
registered recycler
2. CRU catalyst 9 MT catalyst
(for 5 years)
Replacement once in
5 years
Platinum will be
recovered
Disposal to CPCB
registered recycler
3. MSQ catalyst 27 MT
catalyst (for
5 years)
Replacement once in
10 years
Platinum will be
recovered
Disposal to CPCB
registered recycler
4. INDMAX FCC
catalyst
600 MTPA
catalyst
• Continuous
regeneration
of catalyst
make –up rate
is 1.8 TPD
Disposal to CPCB
registered recycler
5. HDS catalyst 9 MT catalyst
(for 6 years)
Replacement once in
6 years
Disposal to CPCB
registered recycler
6. SDS catalyst 3 MT catalyst
(for 5 years)
Replacement once in
5 years
Disposal to CPCB
registered recycler
• Additional Approx. 5-10 kg day municipal wastes (paper plastic, food wastes, etc) will
be generated, which will be collected and segregated. Recyclable wastes like paper
and plastic wastes will be sent for recycling. Biodegradable wastes like food and
vegetable wastes will be disposed compost pit. Non- biodegradable and non-
recyclable wastes will be sent to common landfill site.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 125
• From the maintenance of DG sets, 400 litres used oil is generated, which is categorized
as hazardous wastes and handed over to CPCB authorized oil recyclers.
4.2.2 Water Quality
During Construction Phase
During the construction phase the demand of drinking water and construction water will be
meet from existing source. Adequate drinking water, hygiene and sanitation facilities will be
provided to the workers.
The construction phase may result in minor soil erosion from the plant site, as it will clear of
ground flora during plant erection. The run off from the construction site during rainfall may
cause some increase in the quantity of suspended solids and turbidity in the runoff in
natural drain. However, this impact will be of temporary nature and may not last as soon as
excavated soil established and construction debris is disposed off properly.
Mitigation measures
• Excavation for foundations of structures/vessels will be carried out during dry season.
• Construction debris will be collected and disposed properly daily basis.
• Sanitary facilities for workers will be provided.
During Operation Phase
Only 40 m3/hr of water daily will be required for the INDMAX unit. While the CDU-II, DHDT,
SDS & CRU-MSQ units will not require any additional water.
• BGR has installed Tertiary Treatment Plant to facilitate reuse of effluent water inside
the complex as cooling water and firewater makeup.
Total water consumption after expansion will be 370 Cum/day and entire quantity of
treated effluent will be used for cooling tower make up and irrigation purpose. Thus
achieving Zero discharge status
• Waste water from canteen at the Plant will be treated in oil and grease trap followed
by septic tank and soak pits
4.2.3 Climatology and Meteorology
The construction and operation phase of proposed expansion of existing Plant will have no
impact on meteorology of the area. Therefore, no mitigation measure is required.
Air Quality
During Construction Phase
During the expansion, revamp phase, Activities like cleaning, levelling, grading, construction,
metal cutting, and erection of equipments like Columns, Vessel Pumps will be carried out.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 126
A certain amount of particulate matter will be generated by truck movements during the
construction phase. However, the suspended particulate matter in ambient air as a result of
construction activities may be relatively coarse and will be settled within a short distance.
Therefore, the impact will be restricted within the close vicinity of the construction activity
for short period of time.
Mitigation Measures
• Cordoning off construction area by tin sheets & garden net
• Dust suppression measures like water sprinkling as per requirement.
During Operation Phase
• During operation there will be NOx, SOx stack emissions from INDMAX FCC generator,
IGHDS unit, CDU-II, DHDT unit, and CRU unit, plant after expansion, The major SOx
emissions from INDMAX unit will be controlled by installing SDS unit at plant. All the
Stack heights will be designed as per CPCB guidelines.
• Fugitive emissions of hydrocarbon may result from unloading hose, faulty bottling,
leaking cylinders and minor leaks. Gas leak detectors, and Floating roof storage tanks
will be provided at strategic locations to detect concentration of hydrocarbon in the
premises.
• DG sets installed at BGR plant, they are operated occasionally in case of power failure
and these are not regular source of gaseous emissions.
• Tankers/trucks/vehicles have pollution under control (PUC) certificates. Regular
maintenance of Diesel tankers/trucks will be ensured.
4.2.4 Noise
During Construction Phase
During construction phase, metal cutting, and erection of equipments like Columns, Vessel
Pumps, cold cutting, hammering, vehicle movement, Rotary etc can generate noise., DG sets
may be major sources of noise generation during. Relatively high noise levels will be
generated during construction phase. Anticipated noise levels from various sources are as
given below in Table 4.1:
Table 4.1: Anticipated Noise Levels from Various Sources
Sn. Sources Anticipated Noise Levels
1. DG set 90 dB(A)
2. Metal cutting and bending 80 dB(A)
3. Hammering 85 dB(A)
4. Erection of equipment 75 dB(A)

Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 127
Generation of noise levels from above sources will be intermittent in the nature. The noise
level generated from the construction site would decrease with increase in distance from
the source due to the wave divergence effect.
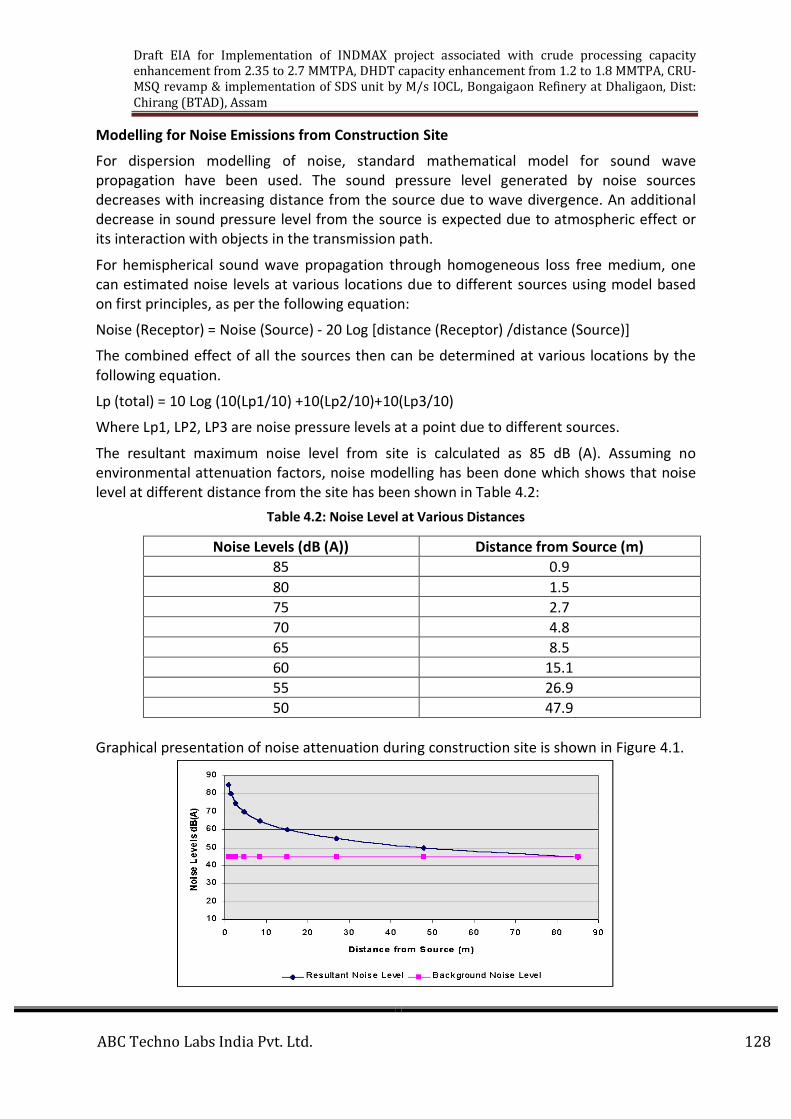
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 128
Modelling for Noise Emissions from Construction Site
For dispersion modelling of noise, standard mathematical model for sound wave
propagation have been used. The sound pressure level generated by noise sources
decreases with increasing distance from the source due to wave divergence. An additional
decrease in sound pressure level from the source is expected due to atmospheric effect or
its interaction with objects in the transmission path.
For hemispherical sound wave propagation through homogeneous loss free medium, one
can estimated noise levels at various locations due to different sources using model based
on first principles, as per the following equation:
Noise (Receptor) = Noise (Source) - 20 Log [distance (Receptor) /distance (Source)]
The combined effect of all the sources then can be determined at various locations by the
following equation.
Lp (total) = 10 Log (10(Lp1/10) +10(Lp2/10)+10(Lp3/10)
Where Lp1, LP2, LP3 are noise pressure levels at a point due to different sources.
The resultant maximum noise level from site is calculated as 85 dB (A). Assuming no
environmental attenuation factors, noise modelling has been done which shows that noise
level at different distance from the site has been shown in Table 4.2:
Table 4.2: Noise Level at Various Distances
Noise Levels (dB (A)) Distance from Source (m)
85 0.9
80 1.5
75 2.7
70 4.8
65 8.5
60 15.1
55 26.9
50 47.9
Graphical presentation of noise attenuation during construction site is shown in Figure 4.1.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 129
Figure no.4.1: Noise levels during construction phase
The above noise modelling results show that the noise levels will remain below acceptable
level within short distance inside the BGR plant. Further, the resultant noise level will mingle
with the background noise level (assumed to be 55 dB (A) at 26.9 m during day time. The
above noise levels are without mitigative measures. With the mitigative measures, the noise
levels will be further restricted within very short distance from the BGR plant.
Mitigation Measures
• Use of ear muff and ear plugs to workers working in high noise area.
• Acoustic enclosures are already fitted with DG sets.
Therefore, no significant impact is anticipated on noise levels during construction phase of
proposed expansion, revamp at BGR plant.
During Operation Phase
Noise generation is expected from piling process and rotating machinery, equipments. The
other sources are pumps, compressor, turbines. DG sets are to be operated only during grid
power failure.
Mitigation Measures
• Equipment specification and installation of acoustic enclosure with DG sets ensure low
level of noise generation.
• All the Diesel Tankers and trucks are essentially fitted with silencers to control noise
generation.
• Planting trees and developing and maintaining green belt area which works as noise
barrier.
• Quarterly Noise surveys are conducted and abnormalities are resolved.
Therefore, impact on noise levels of the study area due operations at the BGR plant will be
insignificant.
4.2.5 Terrestrial Ecology
During Construction Phase
The site of construction is within premise of existing refinery. The area which is earmarked
for construction of the plants is having 450 nos. of trees (approx.).
During Operation Phase
BGR carries out massive tree plantation in the company premises and at the periphery
(planted around 500 trees from Oct 14 to March 15, BGR has 84,545 no. of plants as per
census). During operation phase, no impact on green belt of the plant premises and ecology
of the study area is anticipated. Growth of plantation and development of green belt at the
plant is likely to improve the flora and fauna at the site.
4.3 Demographic, Land Use And Socio-economic Environment
4.3.1 Demographic
During construction phase, around 5,430 workers will be deployed, mostly from local area.
The construction activity of proposed plant will not displace any person.
During Operation of proposed BGR plant will not require large work force and only 20 skilled
workers will be sufficient to operate and handle the plant. Therefore, large scale
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 130
immigration will not take place and the impact on demography of the area will be
insignificant.
Land Use
The construction, revamping of BGR plant will have no impact on land use in the study area,
as land for construction of proposed plant is already available within the existing refinery
premises.
Land Use Break Up:
S. No. Particulars Total Area
(Sq.m.)
% of Total
Area
1 Plant Area 34,43,826 75.18%
2 Township 1,137,168 24.82%
TOTAL 45,80,994 100.0%
The project will be put up in the existing land area and no new land is required.
4.3.2 Socio-economic
4.3.2.1 Economic Impacts
The construction and operation of the plant will have some beneficial impact due to
increase in incomes as local unskilled, semiskilled and skilled persons as they will gain some
direct and indirect employment In view of the small manpower and support facility
requirements, the beneficial impact due to the operation of the new proposed changes in
the BGR plant is likely to be marginal. However, this expansion and revamping is going to
impact positively on the production capacity of IOCL, thus by serving larger markets and
serving the Indian economy.
4.3.2.2 Social Impacts
Since the immigration of work force during construction and operation of the proposed
expansion, revamping and implementation of new technologies at the plant will be likely to
be very small, the impact on facilities and cultural aspects are expected to be insignificant.
4.3.4 Sustainable Development and Environmental Protection
At the centre of the socio-economic impact lies the question of whether economic
development and growth can go hand in hand with environmental protection. The
expansion, revamping activity and implementation of new technologies at the BGR plant is
not likely to have any negative impact if, the proposed mitigation for environmental
management are implemented by the IOCL management. The proposed changes will have
definite beneficial impacts, even though marginal, on infrastructures facilities, gross
economic product, employment opportunities, socio-economic aspects of the area.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 131
CHAPTER 5

Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 132
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 133
Chapter 5
Alternative Analysis
5.1 Introduction
The proposed project at IOCL, Bongaigaon, Assam is an existing unit. They want to expand
the capacity, revamp units and implement INDMAX technology with pollution control
measures.
The consideration of technological alternatives for proposed expansion and revamping is
one of the more proactive side of environmental assessment - enhancing the project
through examining options instead of only focusing on the more defensive task of reducing
adverse impacts of a single option of the project. This requires the systematic comparison of
feasible alternatives for technology and operational alternatives. Alternatives are compared
in terms of their potential environmental impacts, capital and recurrent costs, suitability
under local conditions, etc.
The examining alternative means of carrying out a project involves answering the following
three questions:
(i) What are the alternatives?
(ii) What are the environmental impacts associated with each alternative?, and
(iii) What is the rationale for selecting the preferred alternative?
5.2 Alternative Technology
IOCL is implementing the following projects:
• Crude processing capacity enhancement from 2.35 MMTPA to 2.7 MMTPA
• DHDT capacity enhancement from 1,200 TMTPA to 1,800 TMTPA to meet BS-VI HSD
specification.
• CRU-MSQ revamp to meet BS- VI MS specification.
• INDMAX Project along with Indmax Gasoline De-Sulphurisation Unit.
• Selective Desulphurisation (SDS) Unit.
There is no alternative technology available as of today.
Project Justification
Ministry of Environment & Forests (MoEF) has earlier granted Environmental Clearance to
erstwhile Bongaigaon Refinery & Petrochemicals Limited” (BRPL), Dhaligaon vide letter no.
J-11011/9/2008/- IA II (I) dated 2nd September, 2008). for the “Indmax Project (INDMAX
FCC Unit along with Indmax Gasoline De-Sulphurisation Unit) to eliminate production of
black oils (LDO, LVFO & LSHS) and Naphtha in District Chirang, Assam. However, the project
could not be implemented due to unfavourable project economics during the period of
validity of the Environment Clearance.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 134
In view of the Auto-Fuel Policy Vision 2025, the Refineries will be required to supply fuels
meeting the BS-IV specification fuels by 1st April 2017 and BS-V/VI specification by 1st April,
2019.
In order to meet the requirements as mentioned above, BGR will be implementing project
consisting of Indmax, Crude capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement capacity from 1200 TMTPA to 1,800 TMTPA, CRU-MSQ revamp and installing
Selective Desulphurisation (SDS) Unit.
After implementation of this project the BGR refinery plant will be capable of manufacturing
HSD which will conform the BS-VI specifications. The new HSD (BS-VI) will cut the nitrogen
dioxide emissions by 68% and 25% from diesel and petrol cars respectively. This will
significantly reduce the concentration of cancer causing particulate matter by 80 %
5.3 Alternative Site
Project Location
The Plant is situated at a latitude of 26o 31' N and longitude of 90o 31'E, and is at a distance
of 190 km by road from Guwahati. The site is approachable by rail as well as road. The
nearest Airport is at Guwahati, which is well connected by the Road network. The
topography of the study area is plain, which is traversed by three meandering rivers viz., Aie,
Tunia and Kujia. On the Eastern side of the study area flows the river Aie in the South - East
direction. The western boundaries of the study area is having major tributaries of the river
Brahmaputra. Apart from these three rivers, there are about four lakes in the study area.
Nakkatti, Bhumeshwar and Kakaijana are the important hillocks within the study area
ranging in height from 122 to 212 m above mean sea level. The area under the Reserve
Forests accounts for less than 5 percent of the Study area. These forests are Nakatti,
Kakaijana and Bhumeswar (to be declared) located at 7.5, 9.5, 7.8 km distance from the
plant in South, South -East and South - West directions respectively
Site Justification
The site selected for expansion of various units and implementation of INDMAX technology
within Bongaigaon complex has good approach roads, and close to offsite facilities and
utility tap off points.
Apart from above, other advantages such as sharing of control room, the existing facilities of
road, water, and electricity shall be utilized.
The plot surrounding already has general infrastructure facilities such as railways siding for
dispatch of products, approach road, and pipeline for disposal of effluents. Other
infrastructure support for project such as hydrogen source, tank farm, and utility block,
Control Room, Crude Distillation Unit (CDU) and Delayed Coker Unit (DCU) already exists.
General facilities such as warehouse laboratory, maintenance shops, safety and fire fighting
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 135
unit and equipment also exist. The Bongaigaon complex, which has been in existence since
the year 1973, now has a well-developed infrastructure for utilities. The site of construction
is within premise of existing refinery. The area which is earmarked for construction of the
plants is having 450 nos. of trees (approx.).
No significant stress is therefore foreseen from associated developments involving land-take
and material management for infrastructure expansion.
Since the fuel to be used for the proposed project is sweet fuel gas with minimum use of
fuel oil and the fuel gas generated in DHDT and Reformer shall be consumed internally,
transport of undesirable emissions into the atmosphere are unforeseen. A new hydrocarbon
flare system and a new acid flare system have been considered for the proposed project to
further reduce the impacts of unburnt gaseous products arising from the project operations.
With the reduction in the sulphur content of the diesel and setting up of the SRU (98%
recovery as per revised standards of CPCB for Refinery) to recover the solidified sulphur
from the liquid sulphur, the possibility of increased SO2 content of the emissions dispersing
in the ambient environment is likely to be reduced.
The land required for the project is 38 hectares. This required area is available within the
complex. The site has been selected for efficient integration of the proposed unit with the
available units. The unit when implemented would be close to the other refinery units,
thereby giving flexibility in operation and maintenance of the unit by the
operation/maintenance staff of those plants. Hence the project site area itself is sufficient
to complete the plant expansion, revamping and implementation of new technologies
activities. There is no requirement any alternative site.
5.4 Alternatives for Storage
The refinery, located in Assam state, already has a well developed infrastructure set up
within the premises. There are already various capacity tanks provided onsite and offsite for
storage of manufactured fuels products. Hence no other infrastructure set up and storage
facility is required.
5.5 Alternative for risk reduction at petrochemical refinery:
Virtually all the health hazards common to industry may be present oil industry, namely,
• Chemical hazards (toxic, corrosive, irritant sensitizing substances and possible
carcinogens);
• Physical hazards (noise, vibration, various forms of radiation );thermal extremes
• Biological hazards (food poisoning. Malaria);
• Ergonomic hazards (manual handling activities, workstations, VDUs); and
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 136
• Psychosocial hazards associated with the work atmosphere hours (Isolation, of work,
tours, shifts, work load and content, fatigue, etc all contribute to psychological stress
The Risk Assessment (RA) of the units has been done to identify the key hazards and risks.
By conducting this type of RA it should be emphasized that the focus is on the major, worst-
case, hazards and impacts from surrounding area of these units, essentially in order to
prioritise the off-site risks and potential impacts to the public.
Occupational risk, health survey and management, is carried out logically, systematically and
methodically of identifying, analyzing, assessing, mitigating, monitoring and communicating
health risks associated with an activity, function or process in a way that will enable
organizations to control health risk.
The management system for occupational health provides the framework for the process of
identifying hazards, assessing associated risks, taking action and reviewing the outcome. The
objective is to prevent occupational diseases and to promote the employee health. In
occupational health, the deliverable is the absence of occupational diseases resulting in a
healthy and productive worker. Therefore all the occupational risks will be mitigated at the
BGR refinery.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 137
CHAPTER 6
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 138
CHAPTER 6
ENVIRONMENTAL MONITORING PLAN 6.1 Introduction
Regular monitoring program for the environmental parameters is essential to take account
the changes in the environment due to expansion, revamping construction at existing Plant.
To ensure the effective implementation of the mitigation measures and environmental
management plan during operation phase of plant after expansion and revamp, it is
essential that an effective environmental monitoring plan to be designed and followed
during operation phases.
The objectives of environmental monitoring plan for Bongaigaon Refinery are:
• To verify the results of the impact assessment study in particular with regards to
proposed expansion activity;
• To follow the trend of concentration values of the parameters which have been
identified as critical;
• To check or evaluate the efficiency of the mitigation measures; and
• To ensure that new parameters, other than those identified in the impact
assessment study, do not become critical at plant after expansion.
The environmental monitoring is the primary tool for assessing the prevailing quality of air,
water, noise, land etc. The environmental monitoring helps in suggesting and taking
corrective course corrections, monitored parameters are exceeding. The monitoring of
various environmental parameters for ambient air quality, water quality, noise levels, soil
quality will be carried out on a regular basis at and around the existing plant after expansion
to ascertain the following:
• Pollution caused due to operations after the expansion, revamping and
implementation of fully new unit within existing refinery premises.
• Change in environmental quality within and outside the existing Plant.
• To assess environmental impacts after expansion of existing plant.
• Evaluate the efficiency of pollution control measures installed.
The environmental monitoring shall be periodic and comply with the promulgated
standards. The frequency of monitoring of various environmental components and
frequency to be monitored is given in Table 6.1.
6.2 Environmental Monitoring Schedules
To check the efficacy of the adopted mitigation measures and environmental Management
plan, post project monitoring is carried out for various environmental parameters. In case,
the monitored results of environmental parameter are found to exceed the
allowable/stipulated values, the Environmental Management Cell suggests remedial actions
and gets these suggestions implemented through the concerned personnel.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 139
6.2.1 Ambient Air Quality (AAQ) Monitoring
Ambient air quality parameters suggested during operation phase of the proposed
expansion within existing plant are Particulate Matters (PM2.5), Particulate Matter (PM10),
Nitrogen Dioxide (NO2), Sulphur Dioxide (SO2), Carbon Monoxide (CO), HC and VOC. These
are to be monitored at designated locations starting from the commencement of
construction activities. Data should be generated 24 hourly during operation phase at
identified locations in accordance to the National Ambient Air Quantity Standards.
During operation phase, the major source of air emissions will be from DHDT unit, CRU -
MRQ unit and Indmax unit along with the vehicular emissions from Plant. Six monthly
ambient air quality monitoring should be carried out at boundaries of Plant. The continuous
Ambient air quality monitoring station is also to be envisaged.
6.2.2 Water Quality Monitoring
At Bongaigaon Refinery, there will not be any source for ground and surface water
contamination during construction and operation phases. However, ground water sampling
and analysis can be carried out at the Plant during operation phases. Only 40 m3/hr of water
daily will be required for the INDMAX unit. While the CDU-II, DHDT, SDS & CRU-MSQ units
will not require any additional water. BGR has installed Tertiary Treatment Plant to facilitate
reuse of effluent water inside the complex as cooling water and firewater makeup.
The locations, duration and pollution parameters to be monitored and necessary
institutional arrangements are detailed in the environmental monitoring plan. The
monitoring of the ground water quality will be carried out at one location in accordance to
Indian Standard Drinking Water Specification-IS 10500:2012 for relevant parameters as
directed by State Pollution Control Board (APCB).
6.2.3 Noise Levels Monitoring
During the construction phase, metal cutting, and erection of equipments like Columns,
Vessel Pumps, Vehicles and trucks movements will generate noise
The measurement of noise levels would be carried out at suggested locations in accordance
to the Ambient Noise Standards formulated by Ministry of Environment, Forest and Climate
Change (MoEF&CC). Noise levels would be monitored on twenty-four hourly basis. Noise
measurements should be recorded at “A” weighted frequency using a slow time response
mode of the measuring instrument. The noise measurement location and duration are
detailed in the environmental monitoring plan.
6.4 Environmental Monitoring Plan
Environmental monitoring plan for operation phases of the existing Plant including
installation INDMAX and other units is given in Table 6.1.
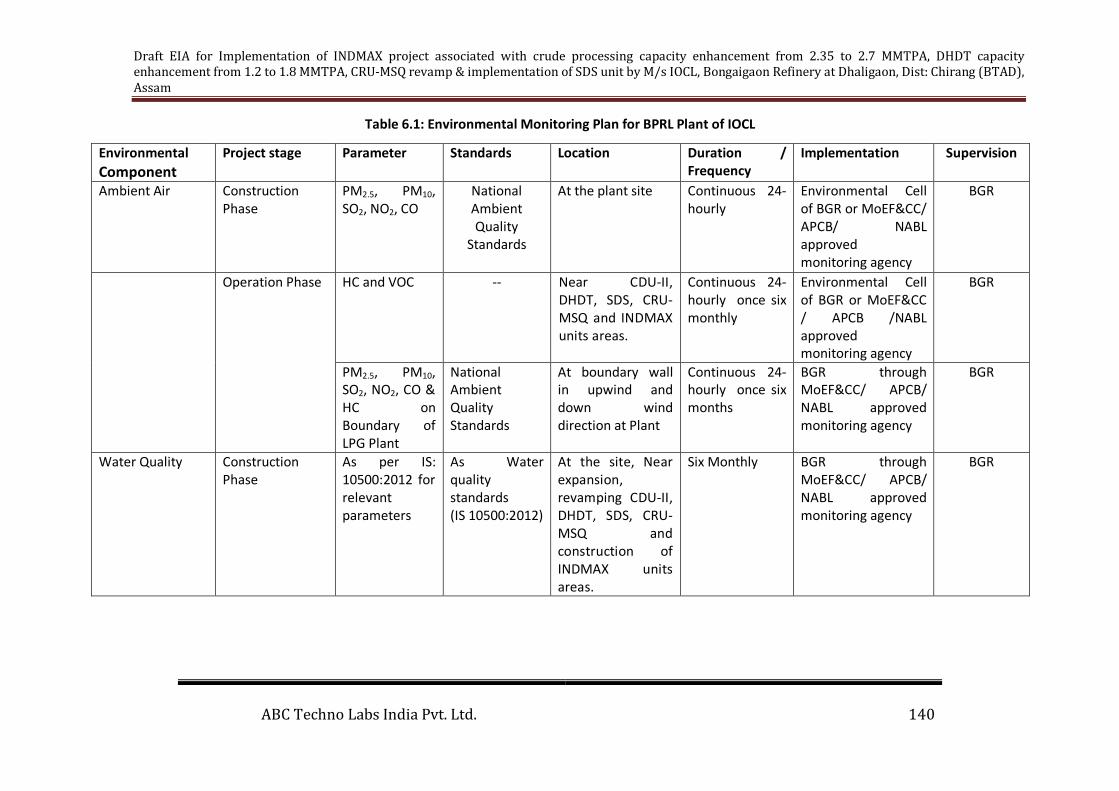
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD),
Assam
ABC Techno Labs India Pvt. Ltd. 140
Table 6.1: Environmental Monitoring Plan for BPRL Plant of IOCL
Environmental
Component
Project stage Parameter Standards Location Duration /
Frequency Implementation Supervision
Ambient Air Construction
Phase PM2.5, PM10,
SO2, NO2, CO National
Ambient
Quality
Standards
At the plant site Continuous 24-
hourly Environmental Cell
of BGR or MoEF&CC/
APCB/ NABL
approved
monitoring agency
BGR
Operation Phase HC and VOC -- Near CDU-II,
DHDT, SDS, CRU-
MSQ and INDMAX
units areas.
Continuous 24-
hourly once six
monthly
Environmental Cell
of BGR or MoEF&CC
/ APCB /NABL
approved
monitoring agency
BGR
PM2.5, PM10,
SO2, NO2, CO &
HC on
Boundary of
LPG Plant
National
Ambient
Quality
Standards
At boundary wall
in upwind and
down wind
direction at Plant
Continuous 24-
hourly once six
months
BGR through
MoEF&CC/ APCB/
NABL approved
monitoring agency
BGR
Water Quality Construction
Phase As per IS:
10500:2012 for
relevant
parameters
As Water
quality
standards (IS 10500:2012)
At the site, Near
expansion,
revamping CDU-II,
DHDT, SDS, CRU-
MSQ and
construction of
INDMAX units
areas.
Six Monthly BGR through
MoEF&CC/ APCB/
NABL approved
monitoring agency
BGR
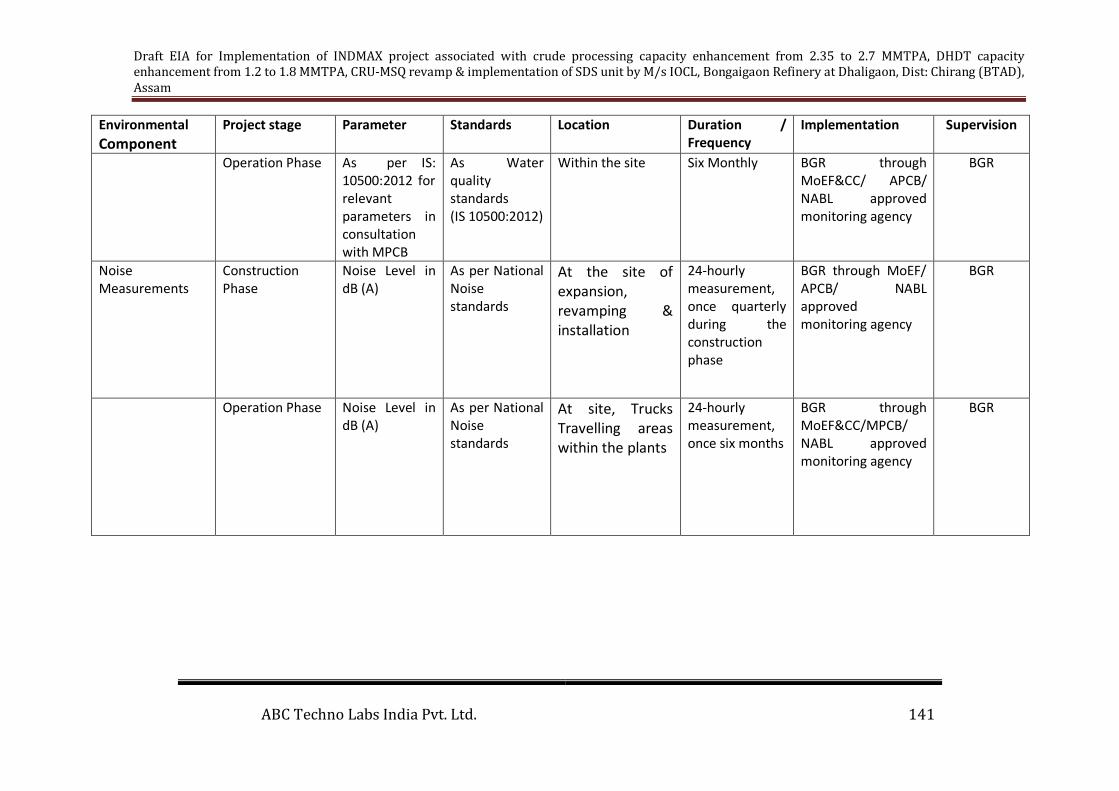
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD),
Assam
ABC Techno Labs India Pvt. Ltd. 141
Environmental
Component
Project stage Parameter Standards Location Duration /
Frequency Implementation Supervision
Operation Phase As per IS:
10500:2012 for
relevant
parameters in
consultation
with MPCB
As Water
quality
standards (IS 10500:2012)
Within the site Six Monthly BGR through
MoEF&CC/ APCB/
NABL approved
monitoring agency
BGR
Noise
Measurements Construction
Phase Noise Level in
dB (A) As per National
Noise
standards
At the site of
expansion,
revamping &
installation
24-hourly
measurement,
once quarterly
during the
construction
phase
BGR through MoEF/
APCB/ NABL
approved
monitoring agency
BGR
Operation Phase Noise Level in
dB (A) As per National
Noise
standards
At site, Trucks
Travelling areas
within the plants
24-hourly
measurement,
once six months
BGR through
MoEF&CC/MPCB/
NABL approved
monitoring agency
BGR
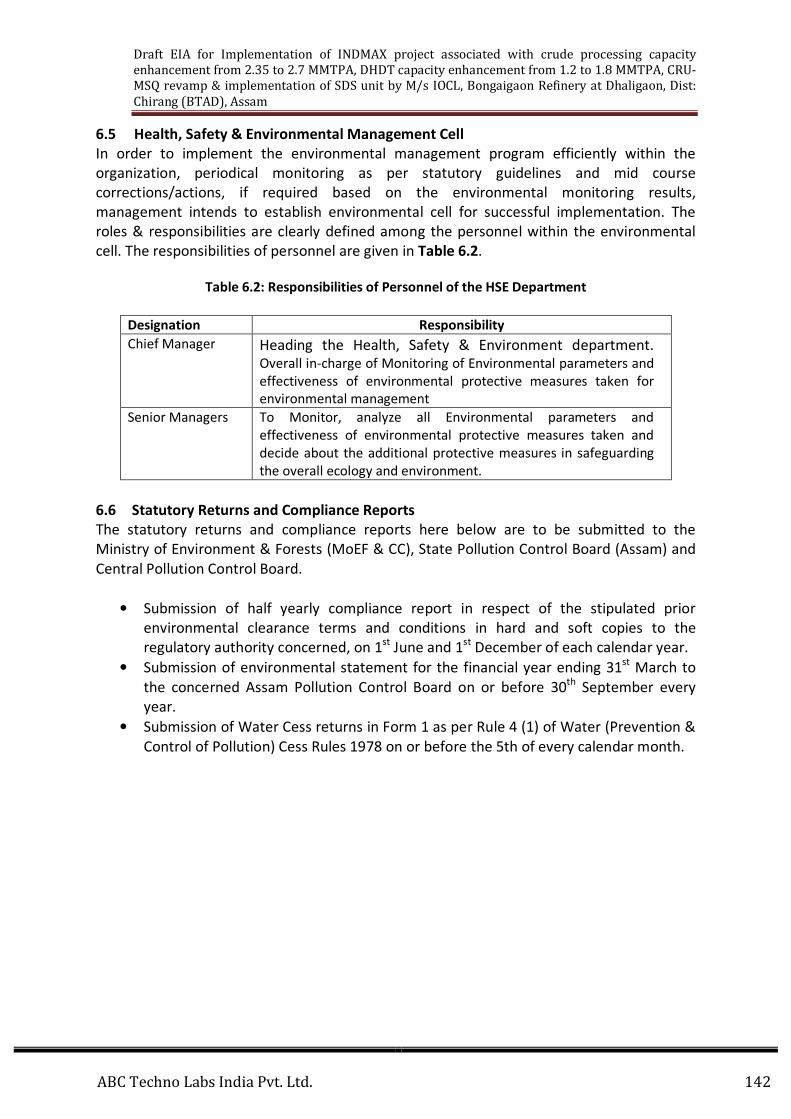
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 142
6.5 Health, Safety & Environmental Management Cell
In order to implement the environmental management program efficiently within the
organization, periodical monitoring as per statutory guidelines and mid course
corrections/actions, if required based on the environmental monitoring results,
management intends to establish environmental cell for successful implementation. The
roles & responsibilities are clearly defined among the personnel within the environmental
cell. The responsibilities of personnel are given in Table 6.2.
Table 6.2: Responsibilities of Personnel of the HSE Department
Designation Responsibility
Chief Manager Heading the Health, Safety & Environment department. Overall in-charge of Monitoring of Environmental parameters and
effectiveness of environmental protective measures taken for
environmental management
Senior Managers To Monitor, analyze all Environmental parameters and
effectiveness of environmental protective measures taken and
decide about the additional protective measures in safeguarding
the overall ecology and environment.
6.6 Statutory Returns and Compliance Reports
The statutory returns and compliance reports here below are to be submitted to the
Ministry of Environment & Forests (MoEF & CC), State Pollution Control Board (Assam) and
Central Pollution Control Board.
• Submission of half yearly compliance report in respect of the stipulated prior
environmental clearance terms and conditions in hard and soft copies to the
regulatory authority concerned, on 1st June and 1st December of each calendar year.
• Submission of environmental statement for the financial year ending 31st March to
the concerned Assam Pollution Control Board on or before 30th September every
year.
• Submission of Water Cess returns in Form 1 as per Rule 4 (1) of Water (Prevention &
Control of Pollution) Cess Rules 1978 on or before the 5th of every calendar month.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 143
CHAPTER 7

Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 144
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 145
CHAPTER 7
RISK ASSESSMENT & HAZARD IDENTIFICATION
7.1 Introduction
Industrial plants deal with materials, which are generally hazardous in nature by virtue of
their intrinsic chemical properties or their temperature or pressure of operation or a
combination of these. Fire, explosion, hazardous release or a combination of these are the
hazards associated with industrial plants. These have resulted in the development of more
comprehensive, systematic and sophisticated methods of safety engineering such as hazard
analysis and risk assessment to improve upon the integrity, reliability and safety of industrial
plants.
The primary emphasis in safety engineering is to reduce risk to human life and environment.
The broad tools attempt to minimize the chances of accidents occurring. Yet, there always
exists, no matter how remote, that small probability of a major accident occurring. If the
accident involves highly hazardous materials in sufficient large quantities, the consequences
may be serious to the plant, to surrounding areas and the populations therein.
Risk Assessment & Hazard Identification
Risk is defined as the unwanted consequences of a particular activity in relation to the
likelihood that this may occur. Risk assessment thus comprises of two variables, magnitude
of consequences and the probability of occurrence of accident.
The first step in risk assessment is identification of hazards. Hazard is defined as a physical or
chemical condition with the potential of accident which can cause damage to people, property or
the environment. Hazards are identified by careful review of plant operation and nature of materials
used. The various scenarios by which an accident can occur are then determined, concurrently study
of both probability and the consequences of an accident is carried out and finally risk assessment is
made. If this risk is acceptable then the study is complete. If the risk is unacceptable then the system
must be modified and the procedure is restarted.
Scope of Risk Analysis
The scope of risk analysis study includes:
• Identify potential hazard sections of the plant, which are likely to cause damage to
the plant, operating staff and the surrounding communities in case of any accident
due to the proposed plant facilities.
• Assess overall damage potential of the hazardous events in relation to main plant
and environment.
• Assessment of total individual risk.
• Recommended emergency preparedness plan to mitigate the effects of any accident.
Risk Analysis
Risk Analysis of any plant / installation handling hazardous materials includes –
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 146
Hazard Identification
● Identify potentially hazardous materials that can cause loss of human life/injury, loss
of properties and deteriorate the environment due to loss of containment.
● Identify potential scenarios, which can cause loss of containment and consequent
hazards like fire, explosion and toxicity.
Consequence Analysis
● Analysis of magnitude of consequences of different potential hazard scenarios and
their effect zones.
● Consequence analysis is a measure of potential hazards and is important for taking
precautionary measures for risk reduction as for well as mitigation of effect in case of
such accidents happening.
This report has been prepared by applying the standard techniques of risk assessment and
the information provided by IOCL. Based on the Risk Assessment, Disaster Management
Plan (DMP) has been prepared.
Glossary of Terms used in Risk Assessment
The common terms used in Risk Assessment and Disaster Management are elaborated
below:
“Risk” is defined as a likelihood of an undesired event (accident, injury or death)
occurring within a specified period or under specified circumstances. This may be
either a frequency or a probability depending on the circumstances.
“Hazard” is defined as a physical situation, which may cause human injury, damage to
property or the environment or some combination of these criteria.
“Hazardous Substance” means any substance or preparation, which by reason of its
chemical or physico-chemical properties or handling is liable to cause harm to human
beings, other living creatures, plants, micro-organisms, property or the environment.
“Hazardous Process” is defined as any process or activity in relation to an industry,
which may cause impairment to the health of the persons engaged or connected
therewith or which may result in pollution of the general environment.
“Disaster” is defined as a catastrophic situation that causes damage, economic
disruptions, loss of human life and deterioration of health and health services on a
scale sufficient to warrant an extraordinary response from outside the affected area
or community. Disaster occasioned by man is factory fire, explosions and release of
toxic gases or chemical substances etc.
“Accident” is an unplanned event, which has a probability of causing personal injury
or property damage or both.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 147
“Emergency” is defined as a situation where the demand exceeds the resources. This
highlights the typical nature of emergency “It will be after experience that enough is
not enough in emergency situations. Situations of this nature are avoidable but it is
not possible to avoid them always.”
“Emergency Preparedness” is one of the key activities in the overall Management.
Preparedness, though largely dependent upon the response capability of the persons
engaged in direct action, will require support from others in the organization before,
during and after an emergency.
7.2 Rapid Risk Assessment at Bongaigaon Refinery Plant
RRA study identifies the hazards associated with the proposed project, analyses the
consequences, draws suitable conclusions and provides necessary recommendations to
mitigate the hazard/ risk.
Now BONGAIGAON REFINERY PLANT is enhancing the capacity, revamping & installing new
technology at the plant. The changes are as follows:
• Crude processing capacity enhancement from 2.35 MMTPA to 2.7 MMTPA
• DHDT capacity enhancement from 1,200 TMTPA to 1,800 TMTPA to meet BS-VI
HSD specification.
• CRU-MSQ revamp to meet BS- VI MS specification.
• INDMAX Project along with Indmax Gasoline De-Sulphurisation Unit.
• Selective Desulphurisation (SDS) Unit.
•
This RRA study is based on the information made available in the process design basis of
the CDU, DHDT, CRU-MSQ, INDMAX and SDS units.
7.3 Objective and Scope of Study
The main objective of the rapid risk analysis study is to identify the potential hazard
scenarios and assess the impact of major accidental hazards from the proposed Diesel
Hydro Treatment Project on the population and property within and outside the battery
limit of the facilities. The results are also useful in developing a meaningful emergency plan
and to serve as a powerful training tool.
The following facilities are within the scope of study;
• Crude Distillation unit (CDU-II unit 1.35 MMTPA)
• Diesel Hydro Treatment Facilities (DHDT Unit 1.8 MMTPA)
• CRU unit (200 TMTPA)
• MSQ unit (224 TMTPA)
• INDMAX FCC unit along gasoline desulphurisation unit (312 TMTPA)
7.4 General:
Description of Facilities:
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 148
Diesel Hydrotreating Unit
The objective of Diesel Hydrotreatment Unit (DHDT) is to treat and upgrade the existing
quality of HSD to meet the stringent new quality specifications of HSD with respect to
sulphur content, cetane number, Cetane index, poly aromatics content, stability, etc.
Bongaigaon Refinery Plant proposes to improve the quality of HSD with respect to sulphur
content from the present level of 0.17 to as low a figure as 0.005 wt%, cetane number from
the present level of 45 to 51.
The process flow scheme of DHDT can be split into four main sections:
• Feed section
• Reactor circuit section
• Separator/compression section
• Fractionation section
•
Feed Section
Feed comes from storage and passes through the Feed Filter and then followed by Feed
Coalescer. The Feed Filter removes any carry over rust & polymeric components and Feed
Coalescer and Surge drums are vessels designed to remove entrained water and provide
surge volume to even out fluctuations in feed entering the unit. Feed from the Feed Surge
Drum enters the Feed Pumps where its pressure is raised to allow the feed to enter the
reactor circuit. Feed from the Feed Pumps first preheated in the Feed/Reactor effluent
exchangers and recycle gas including make-up gas from respective compressors are
preheated in the Recycle Gas/Reactor eflluent exchangers before mixing with preheated
feed stream. The combined feed is directed to the Charge Heater where it is heated to the
reaction temperature.
Reactor Circuit Section
Combined feed from the feed section is heated to reaction temperature in the Charge
Heater. The feed/Recycle gas is then sent to the Reactors. The Reactors contain catalyst,
chosen for its ability to absorb metals in the feed and provide the proper level of
desulfurization required to meet the specified diesel product properties. Reactors have
multiple beds with intermediate quench points to control the reactor temperature. Reactor
material is cooled in the Recycle gas/ Hot Reactor Effluent Exchanger, the Feed/Reactor
Effluent Exchanger, the Stripper Feed/Effluent Exchanger, Feed/ Reactor Effluent Exchanger,
Recycle gas/Reactor Effluent Exchanger, Feed/Reactor Effluent Exchanger and then in the
separator condenser. After cooling to the appropriate temperature, reactor effluent
material is separated in the Separator. The Separator is utilized to separate the vapour and
liquid hydrocarbon phase and to decant the sour water phase. The vapour from the
separator enters the recycle gas K.O. drum from where it is compressed by the Recycle Gas
Compressor and routed to the heat exchange network and quench lines.
Separator/Compressor Section
Make-up gas is compressed from the hydrogen header to the unit operating pressure in a
Make-up Gas Compressor. Hydrocarbon liquid from the Separator is sent to the LP Flash
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 149
Drum and then routed to Stripper Feed/Bottoms Exchanger and the Stripper Feed/Reactor
Effluent Exchanger before entering the Stripper. Sour Water from the Separator is sent to
the Sour Water Stripping Unit.
Fractionation Section
The purpose of the Stripper is to remove from the diesel product, the hydrogen sulphide
and light hydrocarbons produced in the Diesel Hydrotreating Unit. An appropriate amount
of steam is added at the bottom of the Stripper to strip the hydrogen sulphide from the
liquid leaving the column bottom. Overhead vapours from the Stripper are condensed by
the water cooled Stripper Overhead Condenser and routed to the Stripper Receiver. The
Stripper Receiver separates the non-condensable vapours, hydrocarbon liquid and sour
water. The stripper overhead vapours are routed to the Sour Fuel gas Amine Absorber. Part
of the overhead liquid is refluxed back to the Stripper. Balance stripper overhead liquid is
unstablised and is sent to the Naphtha Stabilizer. Sour water from the receiver is sent to the
Sour water Stripping Unit.
Strippe bottom liquid is used to heat Stripper feed in the Stripper Feed Bottom Exchanger
and then cooled in the Air cooled Diesel Product Cooler followed by Water cooled Diesel
Product Cooler. Dissolved water present in the diesel product separates as it is cooled. The
majority of this water is removed in the Diesel Product Coalescer. The Hydrotreated diesel
product is routed to the storage.
The unstabilised naphtha from the stripper receiver after getting preheated by the
stabiliser bottoms in the stabiliser feed/bottoms exchanger is feed to the naphtha stabiliser.
The light ends and H2S leave the stabiliser from the top. The naphtha stabiliser is reboiled by
the stabiliser reboiler. The stabilised naphtha from the bottom of the stabiliser is cooled in
the stabiliser feed/ bottoms exchanger.
CATALYTIC REFORMING UNIT
Hydrotreated Naphtha feed to a Catalytic Reformer unit typically contains C6 to C10
paraffins, naphthenes and aromatics. This Hydrotreated naphtha feed has a poor octane
number and the purpose of catalytic reformer unit is to get a high octane gasoline.
Reaction section
The Hydrotreated naphtha pumped by reformer feed pumps and mixed with recycle
hydrogen gas compressed in Recycle Gas Compressor. The mixture of naphtha feed and
recycled hydrogen is preheated in reformer feed and effluent exchanger which is a vertical
true counter current (Texas Tower) exchanger. The feed naphtha and the recycled hydrogen
recovers heat in the fourth reactor effluent stream and is further heated to 498 OC in the
reformer preheater. The preheated feed enters the reformer 1st reactor which is loaded
with RG-682 catalyst. The reactions are predominantly endothermic in the first reactor and
therefore the reactor effluent is reheated in the reformer 1stinterheater. The inlet
temperature to all the four reactors is about 498 degC. The reactions in the 2nd reactor are
less endothermic but the reactor effluent still requires reheating using the interheater. The
reactions in the third reactor is much less endothermic as mostly undesired reactions like
hydrocracking reactions takes place in the reactor. The main reactions viz.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 150
dehydrocyclization and isomerization are endothermic in nature while hydrocracking
reactions are exothermic in nature. The effluent from third reactor is heated to the required
temperature and sent to fourth reactor. The heat of fourth reactor effluent is used to
preheat the reforming feed in feed/effluent exchanger, and is then condensed in the reactor
effluent air cooler and reactor effluent cooler before being collected in the reformer
separator.
The separated vapor phase hydrogen rich gas is recycled to the compressor suction, via
reformer recycle compressor KO drum. The hydrogen rich gas is partly mixed with the
Hydrotreated naphtha and is recycled back to the reaction loop. The remaining hydrogen
rich gas from compressor discharge is distributed as hydrogen make-up gas to naphtha
pretreater unit and isomerisation unit. The remaining is sent to fuel gas network and stored
in bullets.
STABILIZATION SECTION
The separated liquid from the separator is then sent to the stabilizer column under level-
flow control cascaded to the flow control. The stabilizer feed is heated in stabilizer
feed/bottoms exchanger and introduced in the stabilizer column.
Overheads from the stabilizer are partly condensed in the stabilizer condenser and collected
in stabilizer reflux drum. The vapors from the reflux drum are routed to the fuel gas network
under pressure control. The condensed hydrocarbons are sent back to the column as reflux.
C5 reformate from stabilizer bottom is directed to the battery limit under level/flow control
after heat integration with stabilizer feed/ bottom exchanger, and finally cooling to the
desired temperature (40°C) in reformate cooler.
SULPHUR RECOVERY UNIT (SRU)
The objective of sulphur recovery unit is to recover sulphur from H2S present in acid gas
stream from Amine Regeneration Unit and sour gas from Sour Water Stripping Unit.
The process design of SRU is based on 3 stage modified Claus process. The process
consists of:
• Thermal stage (Main Combustion chamber)
• Two catalytic stages (Catalytic Converters)
• Hydrogenation Reactor with TGT unit Thermal incineration
•
98% (min.) sulphur recovery is achievable from this configuration.
Thermal Stage (main Combustion Chamber)
Acid gas from SRU is introduced via Acid gas knockout drum and sour gas from SWSU is
introduced via sour gas knockout drum. Sour water from sour gas knock out drum and
condensate from Acid gas knock out drum are collected in the condensate collection drum.
The air to the main burner is supplied by main air blowers. In order to maximize SO2 a
controlled amount of air mixed with acid gas and sour gas is fed to the burner where 1/3rd
of H2S in the feed is converted to SO2. The SO2 so formed combines with major percentage
of residual H2S to form sulphur. The hot reaction furnace effluent gases enter waste heat
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 151
boiler (WHB) where heat is recovered by producing LP steam. Sulphur produced in reaction
furnace condenses and separates in the outlet channel of the WHB and flows to sulphur pit
via sulphur seal pot. Then, the process gas is introduced into the first condenser in which it
is further cooled, sulfur vapour condenses & separates from gas & flows to sulphur pit.
Two Catalytic Stages (Catalytic Converters)
The effluent vapour ex condenser-I is reheated in Electric Reheater-I. This hot process gas
flows to Claus converter-I where additional conversion to sulphur takes place. The reaction
gas from the converter-I is cooled in sulphur condenser-II. The produced sulphur condenses
and flows to sulphur pit via sulphur seal pot. The sulphur condenser-II effluent vapour is
reheated in electric rehater-II and flows to Claus converter-II for further conversion. The
reaction gases from converter-II is cooled in sulphur condenser-III. The product sulphur
condenses and flows to sulphur pit via sulphur seal pot. The gases leaving condenser-II flow
to the Tail gas Treating unit (TGTU) where essentially all sulphur compounds will be
converted to H2S & returned to the Claus unit for further sulphur recovery. The hot gas
from the highly exothermic reaction is cooled in TGU WHB & quenched in a water quench
tower to ambient temperature. Finally, H2S is selectively absorbed in alkanolamine solution
i.e. MDEA. Vent gas from the absorber is to be incinerated before discharging to
atmosphere. Rich amine is stripped in common Amine Regenerator & H2S rich stream
recycled back to Claus section.
The sulphur drained to the pit is maintained in liquid state using pit-heating coils. During
storage of sulphur H2S dissolved in sulphur gets liberated gradually. Hence a constant
sweet air circulation is maintained over liquid sulphur using pit ejectors. Mixture of air
and stream from pit ejectors containing H2S called as sweet gas is routed to thermal
incinerator. Liquid sulphur from pit is pumped by sulphur pumps to sulphur yard where
it is solidified by spraying cold water on it.
Thermal Incineration
In the thermal incineration combustible components in the tail gas from the tail gas
coalescer and sweet gas from sulphur pit are thermally oxidized using excess of air in the
thermal incinerator. The thermal incinerator converts all the H2Sand other sulphur species
in the tail gas to sulphur dioxide.
INDMAX Unit
INDMAX employs circulating fluidized bed Riser-Reactor-Stripper configuration
similar to conventional FCC technology along with single stage full combustion
Regenerator system. The catalyst system and operating conditions employed in
INDMAX process are tailor-made and different from the conventional FCC
technology. The specially designed catalyst of the INDMAX process consists of
various synergistic components for upgradation of heavy molecules maximising
conversion with higher light olefins selectivity.
Salient Features
• Employs high riser outlet temp (ROT) of more than 540°C and high catalyst to
oil ratio (C/O) of more than 12.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 152
• Employs proprietary catalyst system with low coke and dry gas make, higher
metal tolerance and selectivity towards light olefins.
• Excellent heat integration - Single stage full burn Regenerator; use of catalyst
cooler for feed with higher CCR (>6 wt%).
• Highly efficient hardware components
• MicroJetTM Feed injector
• Proprietary SCT riser reactor design
• High efficiency Modular Grid− stripper design
• Direct-coupled cyclone separator
• Efficient catalyst regeneration system (multi zone pipe grid distributor with
MSO nozzle)
• Advanced catalyst cooler design
Modes of Failure
There are various potential sources of large leakage, which may release hazardous
chemicals and hydrocarbon materials into the atmosphere. These could be in form of gasket
failure in flanged joints, bleeder valve left open inadvertently, an instrument tubing giving
way, pump seal failure, guillotine failure of equipment/ pipeline or any other source of
leakage. Operating experience can identify lots of these sources and their modes of failure.
A list of general equipment and pipeline failure mechanisms is as follows:
Material/Construction Defects
• Incorrect selection or supply of materials of construction
• Incorrect use of design codes
• Weld failures
• Failure of inadequate pipeline supports
Pre-Operational Failures
• Failure induced during delivery at site
• Failure induced during installation
• Pressure and temperature effects
• Overpressure
• Temperature expansion/contraction (improper stress analysis and support
design)
• Low temperature brittle fracture (if metallurgy is incorrect)
• Fatigue loading (cycling and mechanical vibration)
Corrosion Failures
• Internal corrosion (e.g. ingress of moisture)
• External corrosion
• Cladding/insulation failure (e.g. ingress of moisture)
• Cathodic protection failure, if provided
Failures due to Operational Errors
• Human error
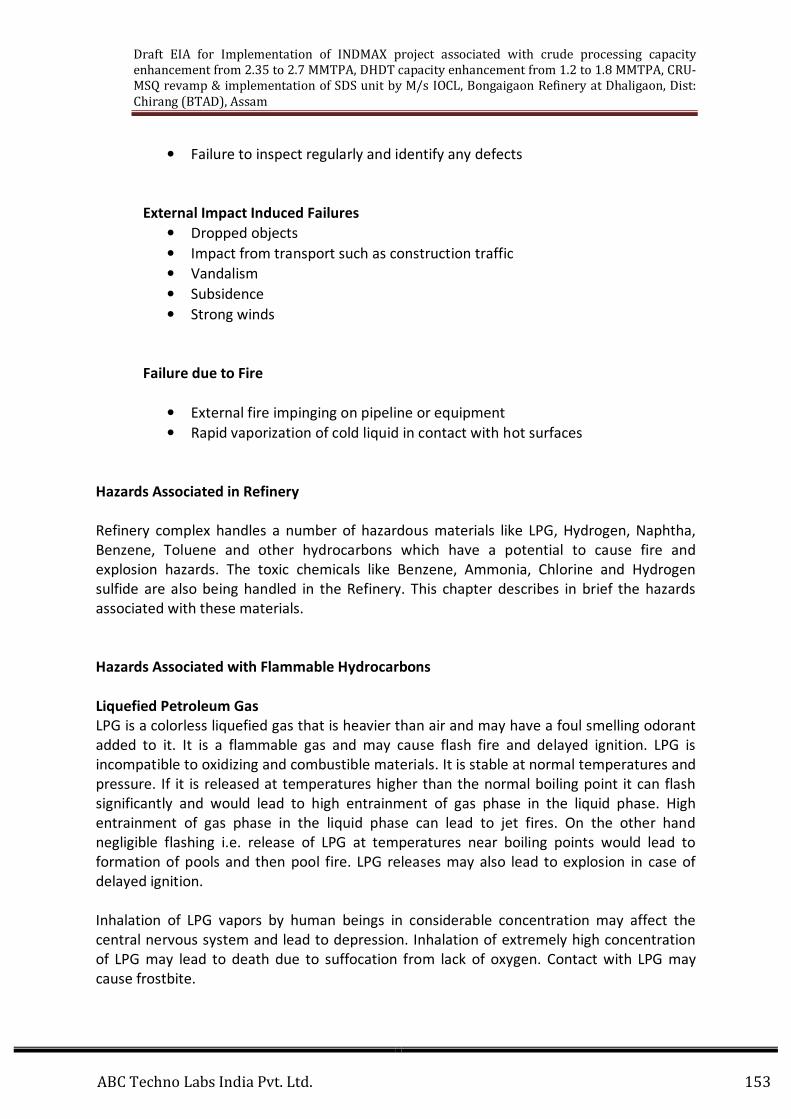
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 153
• Failure to inspect regularly and identify any defects
External Impact Induced Failures
• Dropped objects
• Impact from transport such as construction traffic
• Vandalism
• Subsidence
• Strong winds
Failure due to Fire
• External fire impinging on pipeline or equipment
• Rapid vaporization of cold liquid in contact with hot surfaces
Hazards Associated in Refinery
Refinery complex handles a number of hazardous materials like LPG, Hydrogen, Naphtha,
Benzene, Toluene and other hydrocarbons which have a potential to cause fire and
explosion hazards. The toxic chemicals like Benzene, Ammonia, Chlorine and Hydrogen
sulfide are also being handled in the Refinery. This chapter describes in brief the hazards
associated with these materials.
Hazards Associated with Flammable Hydrocarbons
Liquefied Petroleum Gas
LPG is a colorless liquefied gas that is heavier than air and may have a foul smelling odorant
added to it. It is a flammable gas and may cause flash fire and delayed ignition. LPG is
incompatible to oxidizing and combustible materials. It is stable at normal temperatures and
pressure. If it is released at temperatures higher than the normal boiling point it can flash
significantly and would lead to high entrainment of gas phase in the liquid phase. High
entrainment of gas phase in the liquid phase can lead to jet fires. On the other hand
negligible flashing i.e. release of LPG at temperatures near boiling points would lead to
formation of pools and then pool fire. LPG releases may also lead to explosion in case of
delayed ignition.
Inhalation of LPG vapors by human beings in considerable concentration may affect the
central nervous system and lead to depression. Inhalation of extremely high concentration
of LPG may lead to death due to suffocation from lack of oxygen. Contact with LPG may
cause frostbite.
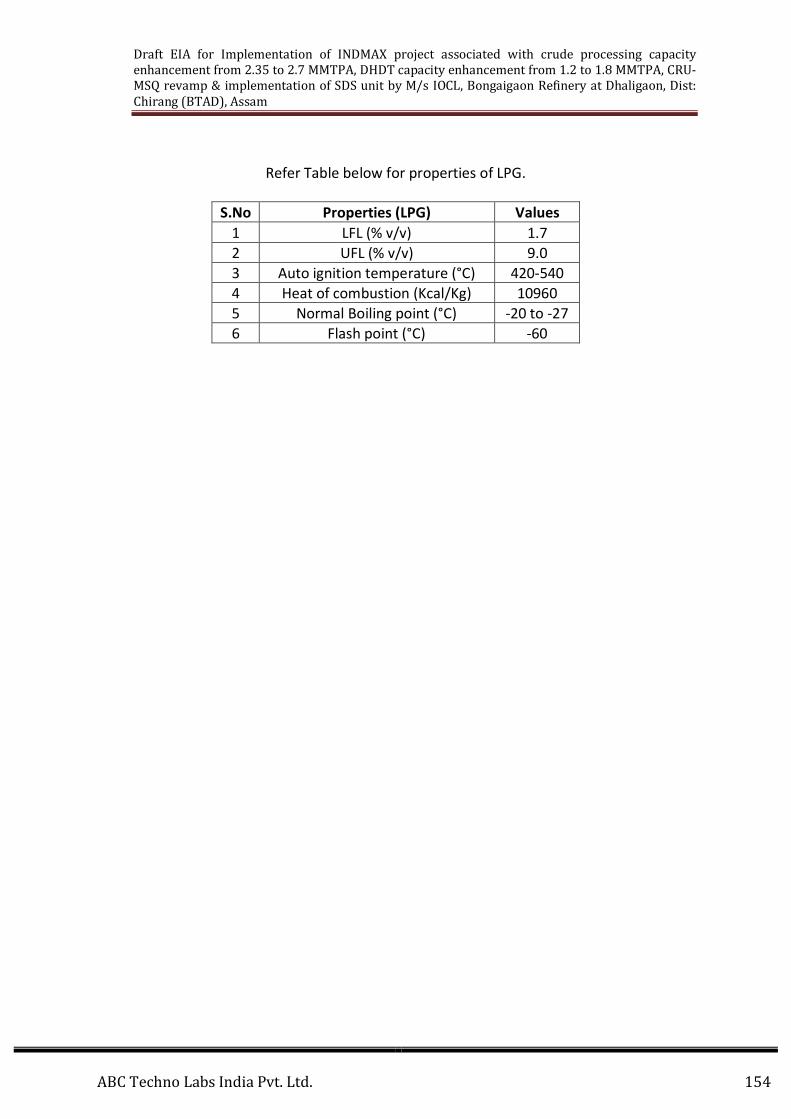
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 154
Refer Table below for properties of LPG.
S.No Properties (LPG) Values
1 LFL (% v/v) 1.7
2 UFL (% v/v) 9.0
3 Auto ignition temperature (°C) 420-540
4 Heat of combustion (Kcal/Kg) 10960
5 Normal Boiling point (°C) -20 to -27
6 Flash point (°C) -60
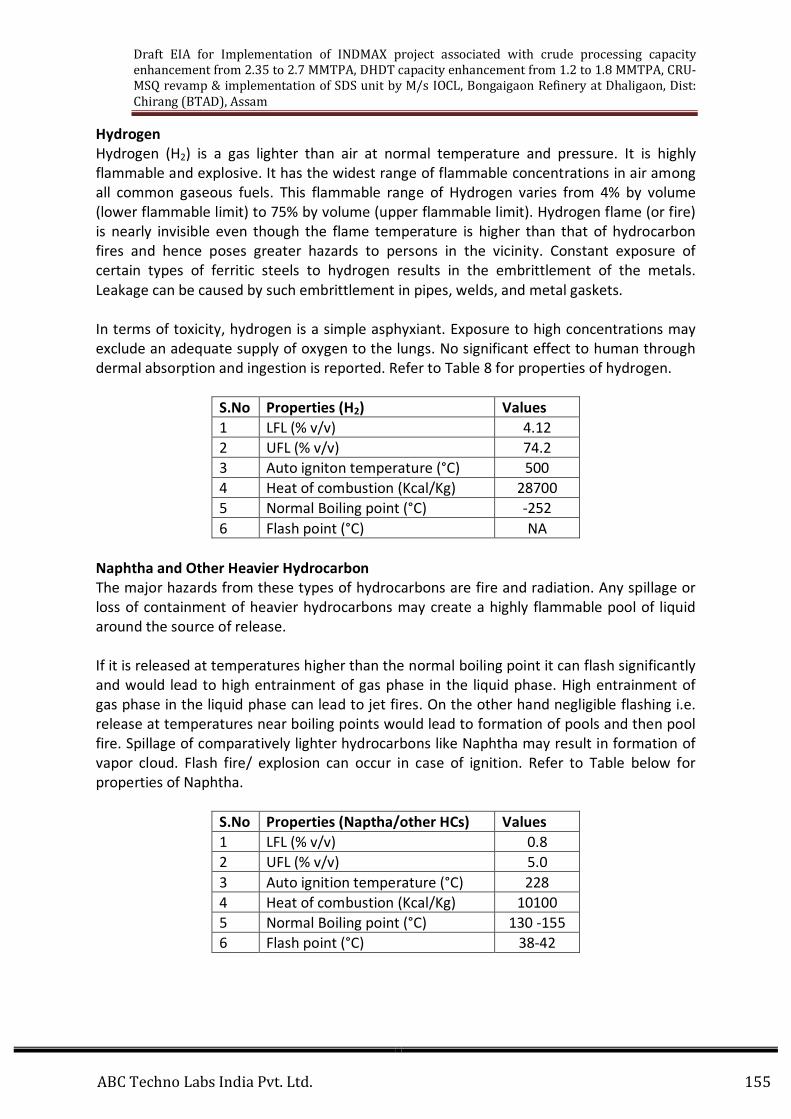
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 155
Hydrogen
Hydrogen (H2) is a gas lighter than air at normal temperature and pressure. It is highly
flammable and explosive. It has the widest range of flammable concentrations in air among
all common gaseous fuels. This flammable range of Hydrogen varies from 4% by volume
(lower flammable limit) to 75% by volume (upper flammable limit). Hydrogen flame (or fire)
is nearly invisible even though the flame temperature is higher than that of hydrocarbon
fires and hence poses greater hazards to persons in the vicinity. Constant exposure of
certain types of ferritic steels to hydrogen results in the embrittlement of the metals.
Leakage can be caused by such embrittlement in pipes, welds, and metal gaskets.
In terms of toxicity, hydrogen is a simple asphyxiant. Exposure to high concentrations may
exclude an adequate supply of oxygen to the lungs. No significant effect to human through
dermal absorption and ingestion is reported. Refer to Table 8 for properties of hydrogen.
S.No Properties (H2) Values
1 LFL (% v/v) 4.12
2 UFL (% v/v) 74.2
3 Auto igniton temperature (°C) 500
4 Heat of combustion (Kcal/Kg) 28700
5 Normal Boiling point (°C) -252
6 Flash point (°C) NA
Naphtha and Other Heavier Hydrocarbon
The major hazards from these types of hydrocarbons are fire and radiation. Any spillage or
loss of containment of heavier hydrocarbons may create a highly flammable pool of liquid
around the source of release.
If it is released at temperatures higher than the normal boiling point it can flash significantly
and would lead to high entrainment of gas phase in the liquid phase. High entrainment of
gas phase in the liquid phase can lead to jet fires. On the other hand negligible flashing i.e.
release at temperatures near boiling points would lead to formation of pools and then pool
fire. Spillage of comparatively lighter hydrocarbons like Naphtha may result in formation of
vapor cloud. Flash fire/ explosion can occur in case of ignition. Refer to Table below for
properties of Naphtha.
S.No Properties (Naptha/other HCs) Values
1 LFL (% v/v) 0.8
2 UFL (% v/v) 5.0
3 Auto ignition temperature (°C) 228
4 Heat of combustion (Kcal/Kg) 10100
5 Normal Boiling point (°C) 130 -155
6 Flash point (°C) 38-42
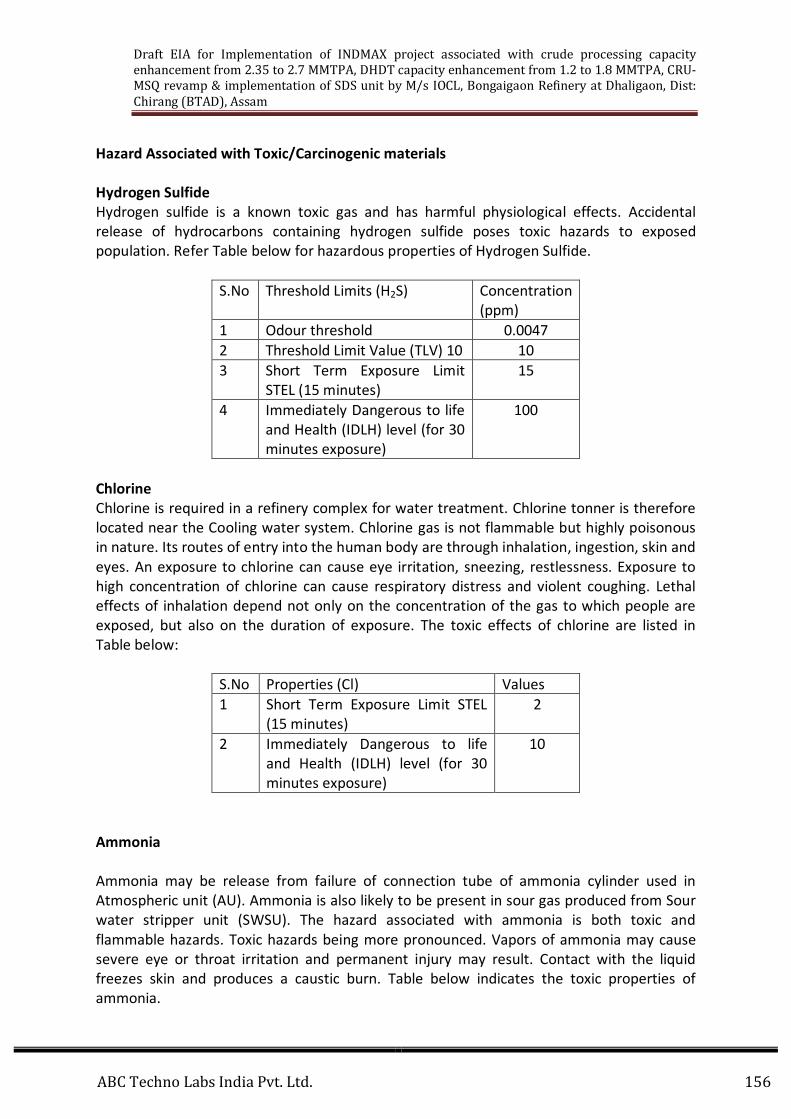
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 156
Hazard Associated with Toxic/Carcinogenic materials
Hydrogen Sulfide
Hydrogen sulfide is a known toxic gas and has harmful physiological effects. Accidental
release of hydrocarbons containing hydrogen sulfide poses toxic hazards to exposed
population. Refer Table below for hazardous properties of Hydrogen Sulfide.
S.No Threshold Limits (H2S) Concentration
(ppm)
1 Odour threshold 0.0047
2 Threshold Limit Value (TLV) 10 10
3 Short Term Exposure Limit
STEL (15 minutes)
15
4 Immediately Dangerous to life
and Health (IDLH) level (for 30
minutes exposure)
100
Chlorine
Chlorine is required in a refinery complex for water treatment. Chlorine tonner is therefore
located near the Cooling water system. Chlorine gas is not flammable but highly poisonous
in nature. Its routes of entry into the human body are through inhalation, ingestion, skin and
eyes. An exposure to chlorine can cause eye irritation, sneezing, restlessness. Exposure to
high concentration of chlorine can cause respiratory distress and violent coughing. Lethal
effects of inhalation depend not only on the concentration of the gas to which people are
exposed, but also on the duration of exposure. The toxic effects of chlorine are listed in
Table below:
S.No Properties (Cl) Values
1 Short Term Exposure Limit STEL
(15 minutes)
2
2 Immediately Dangerous to life
and Health (IDLH) level (for 30
minutes exposure)
10
Ammonia
Ammonia may be release from failure of connection tube of ammonia cylinder used in
Atmospheric unit (AU). Ammonia is also likely to be present in sour gas produced from Sour
water stripper unit (SWSU). The hazard associated with ammonia is both toxic and
flammable hazards. Toxic hazards being more pronounced. Vapors of ammonia may cause
severe eye or throat irritation and permanent injury may result. Contact with the liquid
freezes skin and produces a caustic burn. Table below indicates the toxic properties of
ammonia.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 157
S.No Properties (NH3) Values
1 Threshold Limit Value (TLV) 10 25
2 Short Term Exposure Limit STEL
(15 minutes)
35
3 Immediately Dangerous to life
and Health (IDLH) level (for 30
minutes exposure)
300
Characterising of failures:
Hazards from Petroleum Products Storage and Handling
Accidental release of flammable or toxic vapors can result in severe consequences. Delayed
ignition of flammable vapors can result in blast overpressures covering large areas. This may
lead to extensive loss of life and property. Toxic clouds may cover yet larger distances due
to the lower threshold values in relation to those in case of explosive clouds (the lower
explosive limits). In contrast, fires have localized consequences. Fires can be put out or
contained in most cases; there are few mitigating actions one can take once a vapor cloud is
released.
In a petroleum marketing installation such as the plant in question, the main hazard arises
due to the possibility of leakage of petroleum products during decanting (number of hose
connections, tank lorry movement etc.), storage, filling and transportation. To formulate a
structured approach to identification of hazards an understanding of contributory factors is
essential
Operating Parameters
Inventory
Inventory Analysis is commonly used in understanding the relative hazards and short listing
of release scenarios. Inventory plays an important role in regard to the potential hazard.
Larger the inventory of a vessel or a system, larger the quantity of potential release. A
practice commonly used to generate an incident list is to consider potential leaks and major
releases from fractures of pipelines and vessels containing sizable inventories. Each section
is then characterized by the following parameters required for consequence modeling:
• Mass of flammable material in the process/storage section (oil/gas)
• Pressure, Temperature and composition of the material
• Hole size for release
Loss of Containment
Plant inventory can get discharged to Environment due to Loss of Containment. Various
causes and modes for such an eventuality have been described. Certain features of
materials to be handled at the plant need to the clearly understood to firstly list out all
significant release cases and then to short list release scenarios for a detailed examination.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 158
Liquid Outflow from a vessel/ line
Liquid release can be either instantaneous or continuous. Failure of a vessel leading to an
instantaneous outflow assumes the sudden appearance of such a major crack that
practically all of the contents above the crack shall be released in a very short time. The flow
rate will depend on the size of the hole as well as on the pressure in front of the hole, prior
to the accident. Such pressure is basically dependent on the pressure in the vessel.
Vaporization
The vaporization of released liquid depends on the vapor pressure and weather conditions.
Such consideration and others have been kept in mind both during the initial listing as well
as during the short listing procedure. Initial listing of all significant inventories in the process
plants was carried out. This ensured no emission through inadvertence.
Based on the methodology discussed above a set of appropriate scenarios was generated to
carryout Risk Analysis calculations for Pool fire, fire ball, source strength, toxic threat zone,
flammability threat zone, overpressure (blast force) from vapor cloud explosion.
Consequence Analysis
Consequence analysis involves the application of the mathematical, analytical and computer
models for calculation of the effects and damages subsequent to a hydrocarbon / toxic
release accident. Computer models are used to predict the physical behavior of hazardous
incidents. The model uses below mentioned techniques to assess the consequences of
identified scenarios:
• Modeling of discharge rates when holes develop in process equipment/pipe work.
• Modeling of the size & shape of the flammable/toxic gas clouds from releases in the
atmosphere.
• Modeling of the flame and radiation field of the releases that are ignited and burn as
jet fire, pool fire and flash fire.
• Modeling of the explosion fields of releases which are ignited away from the point of
release.
•
The different consequences (Flash fire, pool fire, jet fire and Explosion effects) of loss of
containment accidents depend on the sequence of events & properties of material released
leading to the either toxic vapor dispersion, fire or explosion or both.
Consequence Analysis Modeling
Discharge Rate
The initial rate of release through a leak depends mainly on the pressure inside the
equipment, size of the hole and phase of the release (liquid, gas or two-phase). The release
rate decreases with time as the equipment depressurizes. This reduction depends mainly on
the inventory and the action taken to isolate the leak and blow-down the equipment.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 159
Dispersion
Releases of gas into the open air form clouds whose dispersion is governed by the wind, by
turbulence around the site, the density of the gas and initial momentum of the release. In
case of flammable materials the sizes of these gas clouds above their Lower Flammable
Limit (LFL) are important in determining whether the release will ignite. In this study, the
results of dispersion modeling for flammable materials are presented LFL quantity.
Flash Fire
A flash fire occurs when a cloud of vapors/gas burns without generating any significant
overpressure. The cloud is typically ignited on its edge, remote from- the leak source. The
combustion zone moves through the cloud away from the ignition point. The duration of the
flash fire is relatively short but it may stabilize as a continuous jet fire from the leak source.
For flash fires, an approximate estimate for the extent of the total effect zone is the area
over which the cloud is above the LFL.
Jet Fire
Jet fires are burning jets of gas or atomized liquid whose shape is dominated by the
momentum of the release. The jet flame stabilizes on or close to the point of release and
continues until the release is stopped. Jet fire can be realized, if the leakage is immediately
ignited. The effect of jet flame impingement is severe as it may cut through equipment,
pipeline or structure. The damage effect of thermal radiation is depended on both the level
of thermal radiation and duration of exposure.
Pool Fire
A cylindrical shape of the pool fire is presumed. Pool-fire calculations are then carried out as
part of an accidental scenario, e.g. in case a hydrocarbon liquid leak from a vessel leads to
the formation of an ignitable liquid pool. First no ignition is assumed, and pool evaporation
and dispersion calculations are being carried out. Subsequently late pool fires (ignition
following spreading of liquid pool) are considered. If the release is bounded, the diameter is
given by the size of the bund. If there is no bund, then the diameter is that which
corresponds with a minimum pool thickness, set by the type of surface on which the pool is
spreading.
While modeling cases of lighter hydrocarbons in the range of naphtha and MS wherein the
rainout fraction have been minimal (not leading to pool formation) due to the horizontal
direction of release, downward impingement has been considered for studying the effects
of pool fire for consequence analysis only. Pool fires occur when spilled hydrocarbons burn
in the form of large diffusion flames. Calculating the incident flux to an observer involves
four steps, namely
• Characterizing the flame geometry
• Estimation of the flame radiation properties
• Computation of the geometric view factors
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 160
• Estimation of flame attenuation coefficients and computation of geometric view
factors between observer and flame.
The size of the flame will depend upon the spill surface and the thermo chemical properties
of the spilled liquid. In particular, the diameter of the fire, the visible height of the flame,
the tilt and drag of the flame etc. The radioactive output of the flame will depend upon the
fire size, the extent of mixing with air and the flame temperature. Some fraction of the
thermal radiation is absorbed by the carbon dioxide and water vapor in the intervening
atmosphere. In addition, large hydrocarbon fires produce thick smoke which significantly
obscure flame radiation
The calculations for radiation damage distances start with estimation of the burning
velocity:
Y= 92.6 e – 0.0043TbMw10-7/(x 6)
Where y= burning velocity in m/s
Mw= molecular weight in kg/kg mol
Tb= normal boiling point
The next step involves calculation of the equivalent diameter for the spreading pool- this
depends upon the duration of the spill (continuous, instantaneous, finite duration etc.). This
is calculated using expressions like:
Deq. =2(V/3.142y)1/2
Where Deq. Is the steady state diameter of the pool in m
V= liquid spill rate in m3/s
Y= Liquid burning rate in m/s
In the absence of frictional resistance during spreading, the equilibrium diameter is reached
over a time given by:
Teq.= 0.949 Deq./(∆y X Deq.)1/3
The visible flame height is given by;
Hflame= 42Dp ((BvD/Da(gDp)1/2)0.61
Where Hflame = flame height in m
D= density in kg/m3
Da= air density in kg/m3
g = gravitational acceleration or 9.81 m/s2
The emissive power of a large turbulent fire is a function of the black body emissive power
and the flame emissivity. The black body emissive power can be computed by Planck’s law
of radiation. The general equation used for the calculation is:
EP= -0.313Tb+117
Where Ep is the effective emissive power in kw/m2
Tb= normal boiling point of the liquid in °F
Materials with a boiling point above 30 °F typically burn with sooty flames-the emissive
power from the sooty section is about 20 kW /m2. The incident flux at any given location is
given by the equation:
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 161
Qincident = EP * t * V F
Where Qincident = incident flux in kw/m2
t= transmitivity (a function of path length, relative humidity and flame temperature) often
taken as 1 and the attenuation of thermal flux due to atmospheric absorption ignored.
VF= geometric view factor
The view factor defines the fraction of the flame that is seen by a given observer.
V F= 1.143 (Rp/X) 1.757
Where X= distance from the flame centre in m
Rp= pool radius in m
Based on the radiation received, the fatality levels are calculated from Probit equation,
which for protected clothing is given by:
Pr.= -37.23 + 2.56 ln (t X Q4/3)
Where Pr. = Probit No.
t= time in seconds
Q heat radiation in w/m2
Blast Overpressures
Blast Overpressures depend upon the reactivity class of material and the amount of gas
between two explosive limits. MS could give rise to a VCE due to their vapor pressures -
however, as the results will indicate, the cloud flammable masses are quite small due to the
high boiling point and low vapor pressures. In addition, unless there is sufficient extent of
confinement, it is unlikely to result in any major explosion. Examples where flammable
mixtures could be found are within storage tanks and road tankers. Open-air explosions are
unlikely. As a result, damage would be limited Equations governing the formation of
overpressures in an explosion are given later. Blast overpressures are calculated based on
comparison of combustion energy per unit mass of a vapour cloud with that of TNT and
taking into account that only a fraction of the energy will contribute to the explosion.
Overpressure data compiled from measurements on TNT are used to relate overpressure
data to distance from explosions. The equivalent mass of TNT is calculated using the
equations:
MTNT= (Mcloud X (∆Hc.)/1155 X Yf)
Where MTNT is the TNT equivalent mass (lb)
∆Hc = Heat of combustion is in Kcals/kg
Mcloud is mass in cloud in lbs
Yf is the yield factor
The distance to a given overpressure is calculated from the general equation:
X=MTNT 1/3 exp (3.5031-0.7241 ln (Op) + 0.0398 (ln Op))2
Where X is the distance to a given overpressure in feet Op is the peak overpressure
Toxic Realease in Air:
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 162
The aim of the toxic risk study is to determine whether the operators in the plant, people
occupied buildings and the public are likely to be affected by toxic substances. Toxic gas
cloud e.g. H2S, chlorine, etc was undertaken to the Immediately Dangerous to Life and
Health concentration (IDLH) limit to determine the extent of the toxic hazard created as the
result of loss of containment of a toxic substance.
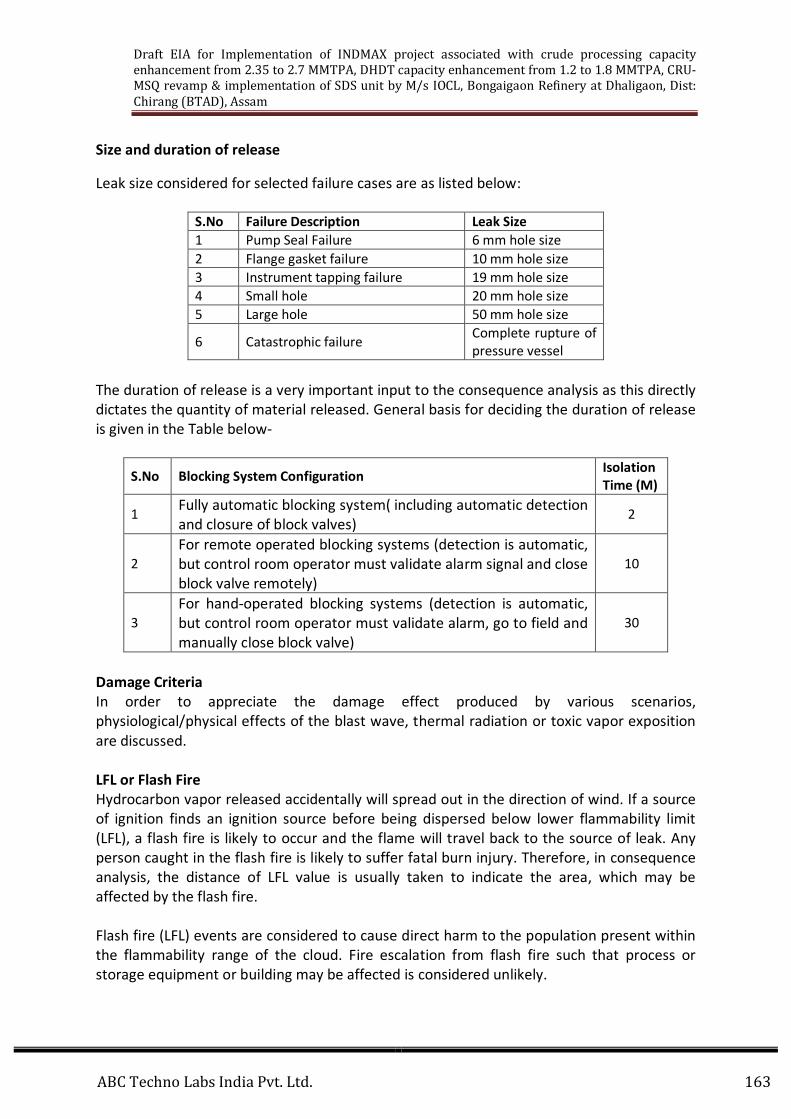
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 163
Size and duration of release
Leak size considered for selected failure cases are as listed below:
S.No Failure Description Leak Size
1 Pump Seal Failure 6 mm hole size
2 Flange gasket failure 10 mm hole size
3 Instrument tapping failure 19 mm hole size
4 Small hole 20 mm hole size
5 Large hole 50 mm hole size
6 Catastrophic failure Complete rupture of
pressure vessel
The duration of release is a very important input to the consequence analysis as this directly
dictates the quantity of material released. General basis for deciding the duration of release
is given in the Table below-
S.No Blocking System Configuration Isolation
Time (M)
1 Fully automatic blocking system( including automatic detection
and closure of block valves) 2
2
For remote operated blocking systems (detection is automatic,
but control room operator must validate alarm signal and close
block valve remotely)
10
3
For hand-operated blocking systems (detection is automatic,
but control room operator must validate alarm, go to field and
manually close block valve)
30
Damage Criteria
In order to appreciate the damage effect produced by various scenarios,
physiological/physical effects of the blast wave, thermal radiation or toxic vapor exposition
are discussed.
LFL or Flash Fire
Hydrocarbon vapor released accidentally will spread out in the direction of wind. If a source
of ignition finds an ignition source before being dispersed below lower flammability limit
(LFL), a flash fire is likely to occur and the flame will travel back to the source of leak. Any
person caught in the flash fire is likely to suffer fatal burn injury. Therefore, in consequence
analysis, the distance of LFL value is usually taken to indicate the area, which may be
affected by the flash fire.
Flash fire (LFL) events are considered to cause direct harm to the population present within
the flammability range of the cloud. Fire escalation from flash fire such that process or
storage equipment or building may be affected is considered unlikely.
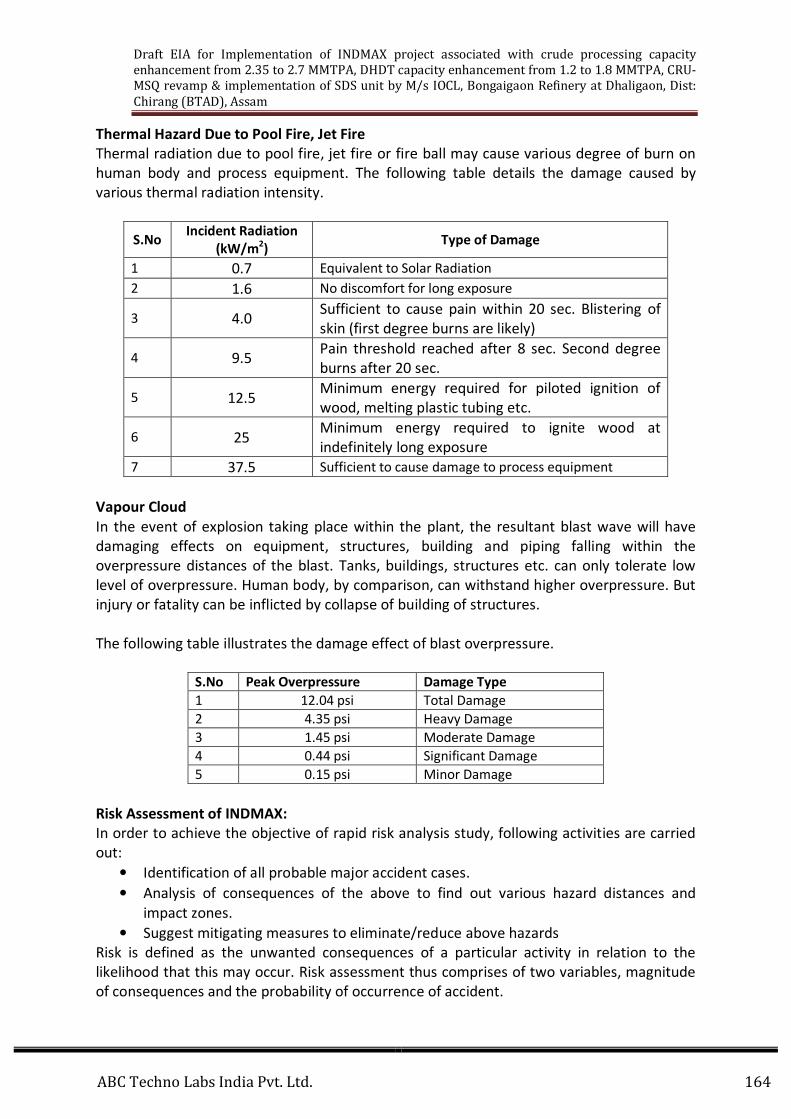
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 164
Thermal Hazard Due to Pool Fire, Jet Fire
Thermal radiation due to pool fire, jet fire or fire ball may cause various degree of burn on
human body and process equipment. The following table details the damage caused by
various thermal radiation intensity.
S.No Incident Radiation
(kW/m2)
Type of Damage
1 0.7 Equivalent to Solar Radiation
2 1.6 No discomfort for long exposure
3 4.0 Sufficient to cause pain within 20 sec. Blistering of
skin (first degree burns are likely)
4 9.5 Pain threshold reached after 8 sec. Second degree
burns after 20 sec.
5 12.5 Minimum energy required for piloted ignition of
wood, melting plastic tubing etc.
6 25 Minimum energy required to ignite wood at
indefinitely long exposure
7 37.5 Sufficient to cause damage to process equipment
Vapour Cloud
In the event of explosion taking place within the plant, the resultant blast wave will have
damaging effects on equipment, structures, building and piping falling within the
overpressure distances of the blast. Tanks, buildings, structures etc. can only tolerate low
level of overpressure. Human body, by comparison, can withstand higher overpressure. But
injury or fatality can be inflicted by collapse of building of structures.
The following table illustrates the damage effect of blast overpressure.
S.No Peak Overpressure Damage Type
1 12.04 psi Total Damage
2 4.35 psi Heavy Damage
3 1.45 psi Moderate Damage
4 0.44 psi Significant Damage
5 0.15 psi Minor Damage
Risk Assessment of INDMAX:
In order to achieve the objective of rapid risk analysis study, following activities are carried
out:
• Identification of all probable major accident cases.
• Analysis of consequences of the above to find out various hazard distances and
impact zones.
• Suggest mitigating measures to eliminate/reduce above hazards
Risk is defined as the unwanted consequences of a particular activity in relation to the
likelihood that this may occur. Risk assessment thus comprises of two variables, magnitude
of consequences and the probability of occurrence of accident.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 165
The first step in risk assessment is identification of hazards. Hazard is defined as a physical
or chemical condition with the potential of accident which can cause damage to people,
property or the environment. Hazards are identified by careful review of plant operation
and nature of materials used. The various scenarios by which an accident can occur are then
determined, concurrently study of both probability and the consequences of an accident is
carried out and finally risk assessment is made. If this risk is acceptable then the study is
complete. If the risk is unacceptable then the system must be modified and the procedure is
restarted.
Individual risks are the key measure of risk acceptability for this type of study, where it is
proposed that:
• Risks to the public can be considered to be broadly acceptable (or negligible) if below
10-6 per year (one in 1 million years). Although risks of up to 10-4 per year (1 in
10,000 years) may be considered acceptable if shown to be As Low As Reasonably
Practicable (ALARP), it is recommended that 10-5 per year (1 in 100,000 years) is
adopted for this study as the maximum tolerable criterion.
• Risks to workers can be considered to be broadly acceptable (or negligible) if below
10-5 per year and where risks of up to 10-3 per year (1 in 1000 years) may be
considered acceptable if ALARP.
The highest LSIR (location specific individual risk) location at INDMAX unit is 1E-05 per year.
The maximum LSIR in the units are listed below:
S.No Unit Maximum LSIR
1 HDT/HGU field operator
room
6.57 E-08
2 SRU block field operator
room
2.31 E-08
3 INDMAX field operator
room
1.14 E-07
Individual Risk to worker at INDMAX Unit (ISIR):
The location specific individual risk (LSIR) is risk to a person who is standing at that point 365
days a year and 24 hours a day. The personnel in INDMAX unit are expected to work 8 hour
shift as well as general shift. The actual risk to a person i.e. “Individual Specific Individual
Risk” would be far less after accounting for the time fraction a person is expected to spend
at a location
ISIR Area = LSIR x (8/24) (8 hours shift) x (Time spent by and individual/8 hours)
The maximum ISIR in the units are listed below:
S.No Unit Maximum LSIR
1 HDT/HGU field operator
room
2.19 E-08
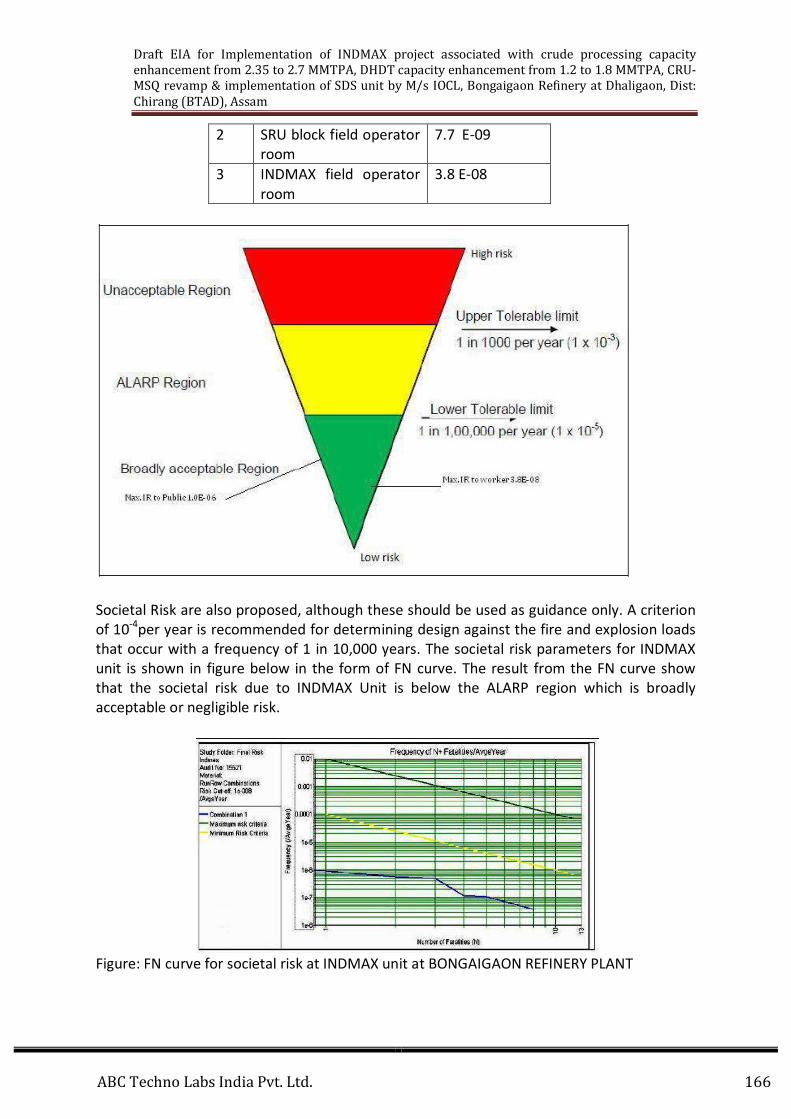
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 166
2 SRU block field operator
room
7.7 E-09
3 INDMAX field operator
room
3.8 E-08
Societal Risk are also proposed, although these should be used as guidance only. A criterion
of 10-4per year is recommended for determining design against the fire and explosion loads
that occur with a frequency of 1 in 10,000 years. The societal risk parameters for INDMAX
unit is shown in figure below in the form of FN curve. The result from the FN curve show
that the societal risk due to INDMAX Unit is below the ALARP region which is broadly
acceptable or negligible risk.
Figure: FN curve for societal risk at INDMAX unit at BONGAIGAON REFINERY PLANT
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 167
The significant risk contributions from INDMAX unit is based on result available from PHAST
show below:
Top Risk Contributors at INDMAX unit:
S.No Scenario Societal risk contribution
1 Rupture in the inlet line to stabilizer /debutanizer 52.09
2 Rupture from shell side of Stripper feed exchanger 22.34
3 Leak from shell side of Stripper feed exchanger 11.72
4 Rupture in line to main fractionator column 2.22
5 Leak in discharge line of LPG R/D Pump 1.01
Disaster management
Disaster Scenarios
Based on the Risk Analysis done for BONGAIGAON REFINERY PLANT and various scenarios of
industrial accidents in the refining sector, following scenarios have been identified for
finalising detailed action plan for Off-Site Emergency situation.
1. Fire in storage tanks & tank farm area (major fire) in sru, due to gasket failure.
2. Fires and explosions in the unit area
3. Boiler explosion in captive power plant
4. Un-confined vapour cloud explosion (LPG)
5. Profuse naphtha leak in cooling water system
6. Large oil spillage flowing out of the refinery
7. Chlorine gas leak from cylinder (s)
8. Lpg cylinders explosions in LPG bottling plant (Bongaigaon Refinery Plant)
9. H2s leakage from acid gas knock out drum top line
In addition to the above, any emergency, which goes beyond the control of BONGAIGAON
REFINERY PLANT and may affect the outside population, will be considered as off-site
disaster.
CLASSIFICATION OF EMERGENCIES
(1) Emergencies can be categorized into three broad levels on the basis of seriousness and
response requirements;
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 168
(a) Level 1 : This is an emergency or an incident which
i. Can be effectively and safely managed, and contained within the site, location or
installation by the available resources
ii. Has no impact outside the site, location or installation
iii. Is unlikely to be danger to life, the environment or to company assets or reputation
(b) Level 2: This is an emergency or an incident which
i. Cannot be effectively and safely managed or contained at the site, location or
installation by available resource and additional support is required
ii. Is having, or has the potential to have an effect beyond the site, location or
installation and where external support of mutual aid partner may be involved
iii. Is likely to be danger to life, to the environment, to company assets or
reputation
(c) Level 3: This is an emergency or an incident which
i. Is catastrophic and is likely to affect the population, property and environment inside
and outside the installation, and management & control is done by District
Administration. Although the level-III emergency falls under the purview of District
Authority but till they step in, it shall be responsibility of the unit to manage the
emergency.
Note: Level-I & Level-II shall normally be grouped as onsite emergency and Level-III as off-
site emergency. Off-site Disaster Management Plan will be activated in case of Level 3
emergency situation
Types of Disaster: •
• Fire & Explosion in Tank Farm Area.
• Major Fire/Explosion in Unit Area.
• Accidental release of Toxic Gas in to atmosphere
• Large Oil Spillage which can escape from the Complex.
• Vapour Cloud Explosion/BLEVE •
Causes of Disaster
S.No Man made Natural Extraneous
1 Heavy leakage Flood Riots/Civil disorder/
2 Fire Earthquake Mob attack/ Terrorism
3 Explosion Cyclone Bomb Threat
4 Failure of Critical
Control system
Breakout of disease War hit by missiles
5 Design deficiency Excessive rains Abduction
6 Unsafe acts Food water poisoning
7 In-adequate
maintenance
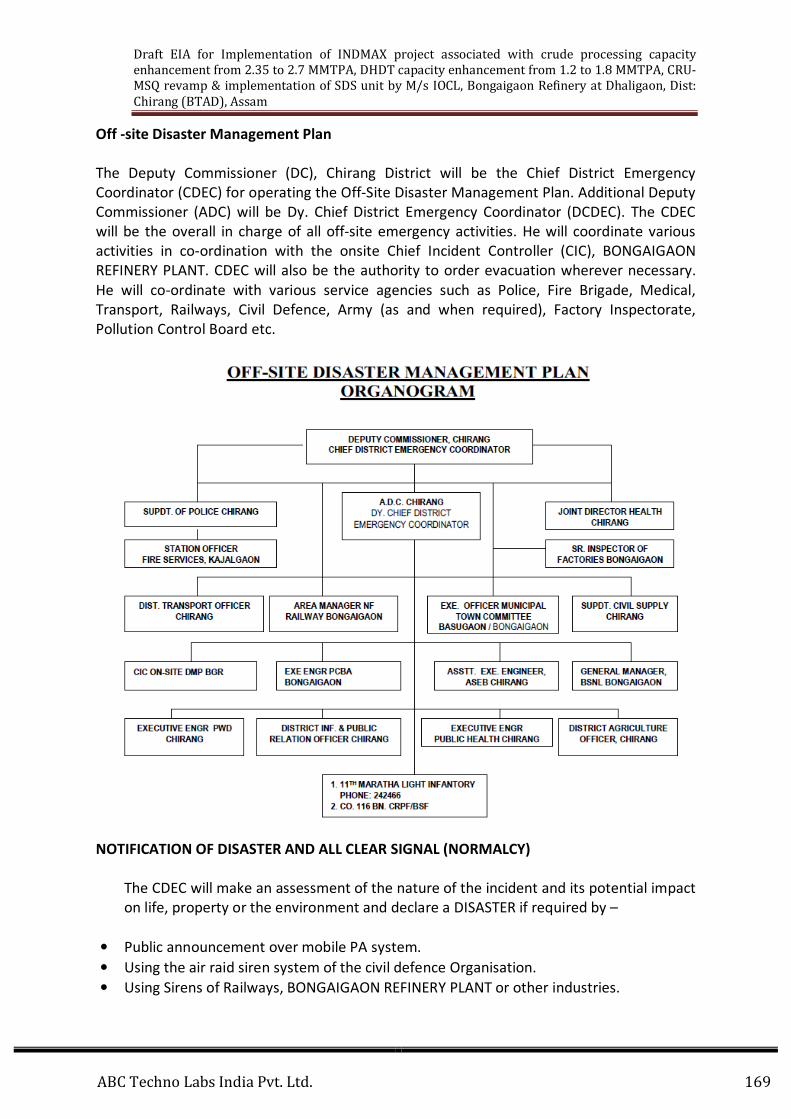
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 169
Off -site Disaster Management Plan
The Deputy Commissioner (DC), Chirang District will be the Chief District Emergency
Coordinator (CDEC) for operating the Off-Site Disaster Management Plan. Additional Deputy
Commissioner (ADC) will be Dy. Chief District Emergency Coordinator (DCDEC). The CDEC
will be the overall in charge of all off-site emergency activities. He will coordinate various
activities in co-ordination with the onsite Chief Incident Controller (CIC), BONGAIGAON
REFINERY PLANT. CDEC will also be the authority to order evacuation wherever necessary.
He will co-ordinate with various service agencies such as Police, Fire Brigade, Medical,
Transport, Railways, Civil Defence, Army (as and when required), Factory Inspectorate,
Pollution Control Board etc.
NOTIFICATION OF DISASTER AND ALL CLEAR SIGNAL (NORMALCY)
The CDEC will make an assessment of the nature of the incident and its potential impact
on life, property or the environment and declare a DISASTER if required by –
• Public announcement over mobile PA system.
• Using the air raid siren system of the civil defence Organisation.
• Using Sirens of Railways, BONGAIGAON REFINERY PLANT or other industries.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 170
The CDEC will declare a "Return-to Normal"/All clear, after ensuring that cause of
disaster and its effects are over.
SIREN CODE OF BONGAIGAON REFINERY PLANT
Siren code will be as follows:
1. SMALL FIRE: No siren
2. MAJOR FIRE: A wailing siren for two minutes (30 sec.+ gap 15 sec +30sec +gap 15 sec
+30 sec)
3. DISASTER: Same type of siren as in case of Major Fire but the same will be sounded
for three times at the interval of one minute i.e.( wailing siren 2 min + gap 1 min +
wailing siren 2 min + gap 1min + wailing siren 2 min) total duration of Disaster siren to
be eight minutes.
4. ALL CLEAR (For fire): Straight run siren for two minutes.
5. TEST: Straight run siren for 30 seconds at 12 noon and 12.45 PM every day.
RESPONSIBILITIES OF CDEC/DCDEC
1. Establishing the Crisis control Room near BONGAIGAON REFINERY PLANT premises at any
of the following locations.
• DC Office, Chirang PH: 241992
• Police Station, Dhaligaon PH: 241262
• Guest House, BONGAIGAON REFINERY PLANT (Deoshri) PH: 4585
• Disaster Control Centre BONGAIGAON REFINERY PLANT PH: 241345 / 3336 / 3337
• Any other place so decided by CDEC.
• A Crisis Control Room will be established in the Conference Hall of DC’s Office which
will work 24 hours a day and throughout the year.
2. Establishing communication linkage at the control room.
3. Requisition fire fighting services from Bongaigaon and NF Railways, if the situation
demands.
4. Coordinate the rescue operation with police.
5. Arrangement for announcement through PA system to the affected population around,
action to be taken by them and advising for evacuation, if required.
6. Identify places of safe shelters where the evacuated population has to belodged and
arrange tents etc. for shelters in open area/Public hall/Schools.
7. Requisitioning all possible modes of transport for shifting them to predetermined shelters
if required.
8. Ensure supply of food, drinking water and proper sanitation to the evacuated persons
kept in various shelter locations.
9. Organise necessary medical aid through district health authorities and other voluntary
institutions.
10. Arrange for protection of property of the evacuated persons during their absence.
11. Monitoring the shelter camps and the evacuated localities till the normalcy is restored.
12. Making public announcements from time to time in the shelter camps and in the
neighbouring city areas and coordinating media persons.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 171
13. Transportation of the evacuated persons back to their localities after the emergency has
been controlled.
7.5.7 ESTABLISHING OF CENTRAL CRISIS CONTROL ROOM (CCR)
The CDEC/DCDEC will coordinate the activities from the CCR identified already for the
purpose near the refinery premises. It is desirable to have 2 CCRs so that if one is
affected by the incident, then the other one is available for use.
COMMUNICATION SYSTEM
The following communication system should be available connecting the CCR with the
refinery and emergency services:
* Telephone
* Wireless Communication System
* Portable Public Addressing System
CHECKLIST OF ITEMS IN CCR
Following items shall be provisioned for in the CCRs. The agency / authority responsible for
provisioning is also indicated below:
a. Checklist of actions to be taken by CIC BONGAIGAON REFINERY PLANT –
By CIC, BONGAIGAON REFINERY PLANT
b. A complete list of areas showing population densities to plan for people to be
evacuated, if required and pick-up points for evacuation. –
By CDEC
c. A copy of Off-Site Disaster Management Plan-
By CIC, BONGAIGAON REFINERY PLANT
d. Emergency power supply and lights-
By CIC, BONGAIGAON REFINERY PLANT
e. Personal Protective Equipments such as Self Contained Breathing Apparatus, dust
filters, PVC suits/hand gloves, Safety Goggles, helmets, gum boots etc.-
By CIC, BONGAIGAON REFINERY PLANT
f. Latest/updated list of resources available to mitigate the emergency:
By CIC, BONGAIGAON REFINERY PLANT for resource at BONGAIGAON
REFINERY PLANT and ADC for other resources in the district.
g. Adequate manpower equipped with various emergency services/facilities as and
when needed on demand. :
By CDEC
h. List of organisations and specialists available to handle the emergency as contained
in the Offsite DMP
i. A copy of Map/plot plan of Chirang/Bongaigaon District. –
By CDEC
j. Latest/updated BSNL Telephone Directory: -
By CDEC
RESPONSIBILITIES OF ON-SITE CHIEF INCIDENT CONTROLLER (CIC) BONGAIGAON REFINERY
PLANT
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 172
On-site Chief Incident Controller is the overall in-charge of all activities at the site of the
incident inside the BONGAIGAON REFINERY PLANT. He will act according to the on-site
emergency plan. He is also responsible to inform CDEC in case of a major emergency
/disaster at BONGAIGAON REFINERY PLANT which is likely to have effect outside of the
complex. He shall:
a. Provide full details to CDEC about the nature and magnitude of the emergency and the
area likely to be effected.
b. Coordinate internal functions of BONGAIGAON REFINERY PLANT
c. Organise technical back up to the CDEC
d. Advise CDEC for evacuation. Also to suggest location for rehabilitation, if pertinent.
e. Alert CDEC in case of contamination in effluent.
f. Provide administrative and hardware support to the Disaster Crisis Control Room.eg.
Blow off all clear siren on the advice of CDEC.
On Site Disaster Organisation
Chief Incident Controller (BONGAIGAON REFINERY PLANT)
Name & Authority Hou
se
No.
Tel
(O)
Tel
(R)
Mobile
Mr.R.K.Sharma,GM(PJ) Bungaow-
5
241338 241226 9435499800
Mr. G.C.Sikder, GM(T) Bungalow-
2
241206 243318 9435139681
Mr. A Kalita, GM(TS&HSE) D-154 241334 241392 9435482605
Nodal Officer
Name & Authority Bungalow
no.
Tel (O) Tel (R) Mobile
Executive Director
BONGAIGAON
REFINERY
1 241030 241241 9435120814
Conclusions and Recommendations:
A rapid risk analysis study for the proposed CDU, CRU-MSQ unit, DHDT, INDMAX SDS units
of BONGAIGAON REFINERY PLANT, at Bongaigaon was carried out to evaluate consequence
due to identified potential failure scenarios. Based on the results and discussions, the
principal conclusions and recommendations are detailed below. The relevant sections of
the report should be referred to for further details.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 173
For DHDT:
1. At the offsites, tanks are provided for storage of HGU feed, Diesel and Coker Kero
product. In the event of tank on fire the thermal hazard distance for 8kw/m2 was
estimated to be about 16m, 17m and 17m respectively and observed to be restricted
to the respective tank area. The hazard distances due to 32Kw/m2 are not realised. It
can therefore be stated that the inter tank distances are adequate and fire-fighting
facilities should be provided as per the applicable standards. Also, the standard
operation practices to include the mode of dyke valve operation to OWS or to storm
sewer.
2. For CPP expansion day tanks for HSD, LSHS & Naphtha shall be provided for fuel supply.
Therefore, an event of “tank fire” cases for HSD and Naphtha day tanks were
considered to estimate the thermal hazard to facilities in the vicinity. It was estimated
that at tank level 32 kW/m2 radiation hazard distances extend to about 5m and 6m,
respectively for 1F weather conditions and are restricted to the tank periphery. The
8kW/m2 radiation hazard distance estimated to be 13m in case of HSD tanks would
affect the adjacent LSHS tank. It is also observed that at ground level, the thermal
radiation hazard zone due to HSD tank fire extends to a distance of 12m for 8 kW/m2
radiation intensity.
It is recommended to increase the inter tank distances such that the adjacent tanks are
outside the 8 kW/m2 radiation hazard zone or the tanks are to be provided with
cooling facilities. Alternatively, since these fuel day tanks are low height and low
capacity tanks, vessels for storage of the fuel instead of tanks should be considered.
3. In the DHDT area the LFL plume due to HP Separator bottom line failure is likely to
envelop HGU, cooling tower, substation, OWS sump & pump house and partially affect
the existing control room, nitrogen block, ecopark, CPP and the control room. It is
therefore, recommended to consider provision of adequate measures such as facility
for remote isolation of the separator and installing HC detectors at strategic locations
in the unit for early detection of leakage and prevention of major releases.
4. In the DHDT area catastrophic failure of stabilizer reflux drum is considered. It is
estimated that the 5-psi and 2-psi blast wave overpressure distance would extend
to84m and 106m, respectively at 1F weather condition. The 2-psi blast overpressure
effect zone is likely to affect partially the HGU block, substation, pipe sleepers and the
nearby road while 5-psi blast wave may approach these areas.
Due to presence of H2S in the stabilizer reflux drum feed toxic hazards are also evaluated
due to catastrophic failure of stabilizer. Accordingly, toxic hazard distances for IDLH
(100 ppm) concentration were estimated to be about 108m for 1F weather conditions
and observed to envelope the DHDT block and extends to substation, HGU area and
nearby roads. While, the 1%, 5% and 50% fatality affect zone lie within the DHDT
battery limit. It is however, recommended to consider installation of hydrocarbon/H2S
detectors at strategic location in the process unit.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 174
5. In the HGU a large hole in tubular reformer outlet line is considered. In the event of
immediate ignition of the released material a jet flame may result. The jet flame is
likelyto damage any equipment coming in its path and may lead to domino effects. It
is recommended to provide hydrocarbon/hydrogen detectors in appropriate location
inside the unit.
6. In the SRU failure scenario of accidental release of H2S due to Acid Gas KOD top line
flange gasket failure is considered. In the ARU a failure scenario of Amine regenerator
reflux drum top line flange gasket failure is considered. The toxic hazard distances for
IDLH (100 ppm) concentration and concentration causing 1%, 5% and 50% fatality are
estimated. It is observed that at 1F weather conditions the H2S cloud at IDLH
Concentration would envelope the control room near the SRU block.
It is therefore, recommended to provide adequate number of H2S detectors inappropriate
location of the plant and at the control room air handling intake to warn the
operators/supervisors for initiating shut down of air handling unit of control room.
Control room should be air pressurised to prevent the infiltration of the
flammable/toxic gas incase of accidental release. Air sucked for pressurisation should
be from a safe location. Breather apparatus in healthy condition should be readily
available in case of detection of accidental release of H2S for escape/isolation of the
leak source.
In case of acid gas KOD flange gasket failure it is observed that the IDLH cloud would travel
about 180m beyond the plant boundary therefore it suggested that any human
settlements within 200m of the plant boundary near the sulphur block should be
avoided.
7. In the naphtha pre-treatment unit, two failure scenarios viz. naphtha feed pump
mechanical seal failure and sulphur guard bottom line flange gasket failure are
considered. It is estimated that flash fire distances would extend to 11 m and 25 m
respectively and are restricted within the unit battery limit. The thermal hazard zone
due to 12.5 kW/m2 radiation intensity extends to about 13m and 15m respectively,
and approach the adjacent hot oil area and fractionation section area. It is therefore
recommended to provide hydrocarbon detectors at strategic location near the unit.
8. In the CRU events of reformer feed pump mechanical seal failure and reformer recycle
gas compressor discharge line flange gasket failure have been considered. The flash
fire distances are estimated to be about 29 m and 6 m for 1F weather condition. The
thermal hazard zone due to 12.5 kW/m2 radiation intensity extends to 14m and 17m
for 1F weather condition and are mostly restricted to the unit battery limit. However
in case offeed pump mechanical seal failure the thermal hazard zone due to
12.5kw/m2 radiations may approach the compressor area. It is recommended the
pump should be located such that compressor area is outside the thermal hazard zone
of 12.5kw/m2.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 175
9. Thermal radiation hazard from pool fire due to seal leakage of the pumps handling light
hydrocarbons (stripper overhead pump) is likely to affect the adjacent equipment. It is
recommended to consider double mechanical seal pumps and also installation of
hydrocarbon detectors near the pump seals along with appropriate deluge systems as
per OISD guidelines.
10. Fired heaters are the potential ignition source in the process plant. Released gases due
to failure of seal of pumps handling light hydrocarbon/failure of compressor
gland/gasket leak is likely to be ignited in presence of ignition source. It is
recommended that the location of heaters should be in upwind direction in order to
reduce the ignition probability of the released gas.
11. Periodic health check and maintenance of all equipment and plant piping are required to
be ensured. Periodic calibration and testing of alarms, trips, and interlocks should be
given attention. It is also suggested to use minimum number of joints with proper
gasket for all joints. Gaskets should be replaced by new ones everytime the flange
joints are opened.
For INDMAX:
Although the results of this Risk analysis show that the risks to the public are broadly
acceptable (or negligible), they will be sensitive to the specific design and/or modelling
assumptions used. The maximum risk to persons working in the INDMAX unit is 3.8x10-8 per
year which is below the unacceptable level and is in the lower part of ALARP triangle. It is
observed that the iso-risk contour of 1x10-5 per year is within the INDMAX unit and the risk
contour of 1x10-6 per year extended to the adjoining facilities on South East direction which
have storage tankage and SRU unit.
The high risk contributors in the INDMAX unit are Stabilizer/Debutanizer stripper Feed
exchanger. The major conclusions and recommendations based on the risk analysis of the
identified representative failure scenarios are summarized below:
• The individual risk from all scenarios is found below the ALARP region for
Employee and Public for INDMAX unit.
• The INDMAX unit of refinery is covered in the process safety management system
of refinery.
• Mitigate the risk by preventing toxic cloud travelling beyond the plant boundary in
South West side but the concentration of Hydrocarbons beyond the boundary is
very low, therefore no specific mitigation measures are required for that point.
• Gas detectors are provided at critical locations. Operators are well trained about
the fire and gas detection systems.
• Emergency stop of critical equipment’s are available in control room.
• CCTV coverage with perimeter monitoring available.
• The vehicles entering the refinery should be fitted with spark arrestors.
• Routine checks to be done to ensure and prevent the presence of ignition sources
in the immediate vicinity of the refinery (near boundaries).
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 176
• Clearly defined escape routes shall be developed for each individual plots and
section of the INDMAX unit taking into account the impairment of escape by
hazardous releases and sign boards be erected in places to guide personnel in case
of an emergency.
• Well defined muster stations in safe locations shall be identified for personnel in
case of an emergency.
� Windsocks existing in all prominent locations with clear visibility.
� Identification of critical equipment’s done & inspection of methodologies
existing for inspection during shutdown.
� The active protection devices like fire water sprinklers and other protective
devices shall be tested at regular intervals.
� SOP should be established for clarity of actions to be taken in case of fire/leak
emergency.
General conclusion and Recommendations:
1. In case of tanks on fire the heat radiations from the tank on fires will slightly affect the
INDMAX Unit but the intensity is not so high to cause major damage to the unit. Fixed
water sprays system is available on all nearest tanks, irrespective of diameter where
inter distances between tanks in a dyke and/or within dykes are not meeting the
requirements of OISD-STD-118.
2. Ensure that combustible flammable material is not placed near the Critical instrument of
the INDMAX Unit. These could include oil filled cloths, wooden supports, oil buckets
etc. these must be put away and the areas kept permanently clean and free from any
combustibles. Secondary fire probability would be greatly reduced as a result of these
simple but effective measures.
3. Sprinklers and foam pourers provided. Monitors & hydrants located at a distance more
than 15 meters.
4. ROSOV and Hydrocarbon detectors to be provided with the nearest tank of the INDMAX
unit.
5. Since Refinery operation is being done 24 hourly. Lighting arrangements are available in
line.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 177
CHAPTER 8
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 178
CHAPTER 8
PROJECT BENEFITS 8.1 Project Benefits
The revamp project is being implemented for improvement of revenue and emissions of the
refinery.
Details of the benefits from the proposed project are given below.
BGR is implementing the following projects:
1) Crude processing capacity enhancement from 2.35 MMTPA to 2.7 MMTPA
2) DHDT capacity enhancement from 1,200 TMTPA to 1,800 TMTPA to meet BS-
V/VI HSD specification.
3) CRU-MSQ revamp to meet BS-VI MS specification.
4) INDMAX Project along with Indmax Gasoline De-Sulphurisation Unit.
5) Selective Desulphurisation (SDS) Unit. 6)
In view of the Auto-Fuel Policy Vision 2025, the Refineries will be required to supply fuels
meeting the BS-IV specification fuels by 1st April 2017 and BS-V/VI specification by 1st April,
2019.
The expansion, revamping, installation of INDMAX will aid in manufacturing and eliminating
the production demand of Black Oil and Naptha. It will maximize the production of high
value of LPG. The project will help to manufacture High Speed Diesel (BS- VI). High Speed
Diesel (HSD) conforming to manufacturing specifications of BS- VI.
The increased capacity will fulfill the current public demand of fuels.
8.2 Direct Benefits
(Increased Processing Capacity & Improved Product Yields)
1) The expansion, revamping, installation of INDMAX will aid in manufacturing and
2) Eliminating the production demand of Black Oil and Naptha.
3) It will maximize the production of high value of LPG.
4) The project will help to manufacture High Speed Diesel (BS-VI).
5) High Speed Diesel (HSD) conforming to manufacturing specifications of BS- VI.
6) Availability of LPG will discourage deforestation and reduce the use of fire wood
& fossil fuels.
7) Improve the quality of life of women engaged in household activities specially in
cooking.
8.3 Improvement in the Social Infrastructure
The expansion of Plant will create opportunities for direct and indirect employment in the
area. This will initiate local economic growth and thereby the potential to enhance quality of
life of the local communities. Local population will get benefited due to availability of safer
fuels.
8.4 Reduction of Emissions
The BS-VI will bring down the Nitrogen Oxide emissions from diesel cars by 68 % and 25%
from petrol engine cars. Cancer causing particulate matter emissions from diesel engine cars
will also come down by a phenomenal 80 %. Besides, the project would also improve the
smoke point of the kerosene stream from the Assam. It will, therefore, help in maintaining
cleaner environment due to reduction in emissions.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 179
CHAPTER 9
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 180
CHAPTER 9
ENVIRONMENTAL MANAGEMENT PLAN
Environmental Management Plan (EMP) is the planning and implementation of various
pollution abatement measures for the proposed projects at BGR. The EMP lists out all the
measures to be taken during the Design/Engineering, Construction, Commissioning and
operational stages of the project.
As discussed in the impact identification (Chapter-4), the major impact during the
construction phase will be due to the site grading activities and due to mobilisation of the
work force, though marginal and of short duration.
During operational phase, the area of concern will be stack emissions, liquid effluent and
intermittent disposal of spent catalyst (solid waste) from the proposed During operation
there will be stack emissions from INDMAX FCC generator, IGHDS unit, CDU-II, DHDT unit,
and CRU unit, plant after expansion.
The Environmental Management Plan (EMP) for the proposed projects has to ensure that
the residual environmental impacts are minimized by adopting best possible economically
viable techniques. The EMP also has to ascertain compliance with all statutory conditions as
per No Objection Certificate (NOC) from Pollution Control Board Assam and Ministry of
Environment & Forests.
A comprehensive plan has been worked out keeping in view these requirements. The plan
encompasses the mitigation in three stages i.e. design, construction and operation of the
plant. The proposed EMP appropriate for each stage is described in the subsequent sections
of this chapter.
IOCL is a vibrant, integrated and diversified petroleum company of national importance
committed to sustainable development. IOCL have sound Environmental Management
System and Occupational Health and Safety Management Systems in place for carrying out
their operations in a manner consistent with its commitment to sustainable development. In
recognition of their well designed and maintained systems, Bongaigaon Refinery has been
certified with ISO 14001:1996 and OHSAS 18001:1999 Company.
The company strives to remain as an environmentally responsible corporate citizen in its
products, activities and services and for continual improvement in its environmental
performance, as enunciated in their Safety, Health and Environment Policy, given below:
9.1 SAFETY, HEALTH & ENVIRONMENTAL POLICY
• Ensure that high standards for the safety of the people, processes and assets are
established and maintained.
• Comply with all Rules, Regulations & Statute on Safety, Occupational Health and
Environmental Protection.
• Plan, design, operate and maintain the facilities, processes and procedures for
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 181
sustained Safety, Health & Environmental Protection.
• Adopt and promote industry best practices to avert accidents and improve SHE
performance
• Remain trained, equipped and ready for effective & prompt response to accidents &
emergencies.
• Conserve key resources, minimum waste generation and ensure environmentally
safe disposal of inevitable waste.
• Make all efforts to preserve our ecological balance and heritage.
• Be a frontrunner in Safety, Occupational Health and Environment Protection through
continual improvement.
9.2 DESIGN PHASE
The EMP in the design stage endeavours to mitigate the problems related to health, safety
and environment at the process technology/source level itself. The proposed projects are
being designed by M/s. EIL taking into account various applicable international
standards/norms such as API, ASTM, BIS etc. Besides international standards, emphasis has
been given to comply with all applicable design standards/regulatory norms as specified by
Indian Authorities like IBR, OISD, CCE etc.
The design basis for all process units lays special emphasis on measures to minimize effluent
generation at source. The generated effluents shall be treated in the existing Effluent
Treatment Plant (ETP) to meet the stipulated treated effluent discharge standards viz.
Minimal National Standards (MINAS) for refineries.
The specific control measures related to gaseous emissions, liquid effluent discharges, noise
generation, solid wastes disposal etc. are described below:
9.2.1 AIR ENVIRONMENT
As a part of gaseous emissions control, proper fugitive emission control is also required. The
fugitive emissions originate from process vents, equipment leaks, storage tanks, wastewater
treatment systems etc. The following measures will be under taken to minimise these
emissions:
• Floating roof storage tanks will be provided with primary and secondary seals.
• Equipment leak detection and repair programs
• Selection of leak less equipment technology
• Minimum number of flanges and valves etc.
• High grade gasket materials for packing
• Use of state of art, low leakage valves preferably bellow seal
• Use of pumps with mechanical seals
9.2.2 WATER ENVIRONMENT
At the design stage, there are several measures proposed to be incorporated in the process
so as to minimize the impact of the projects during operational phase. The liquid effluents
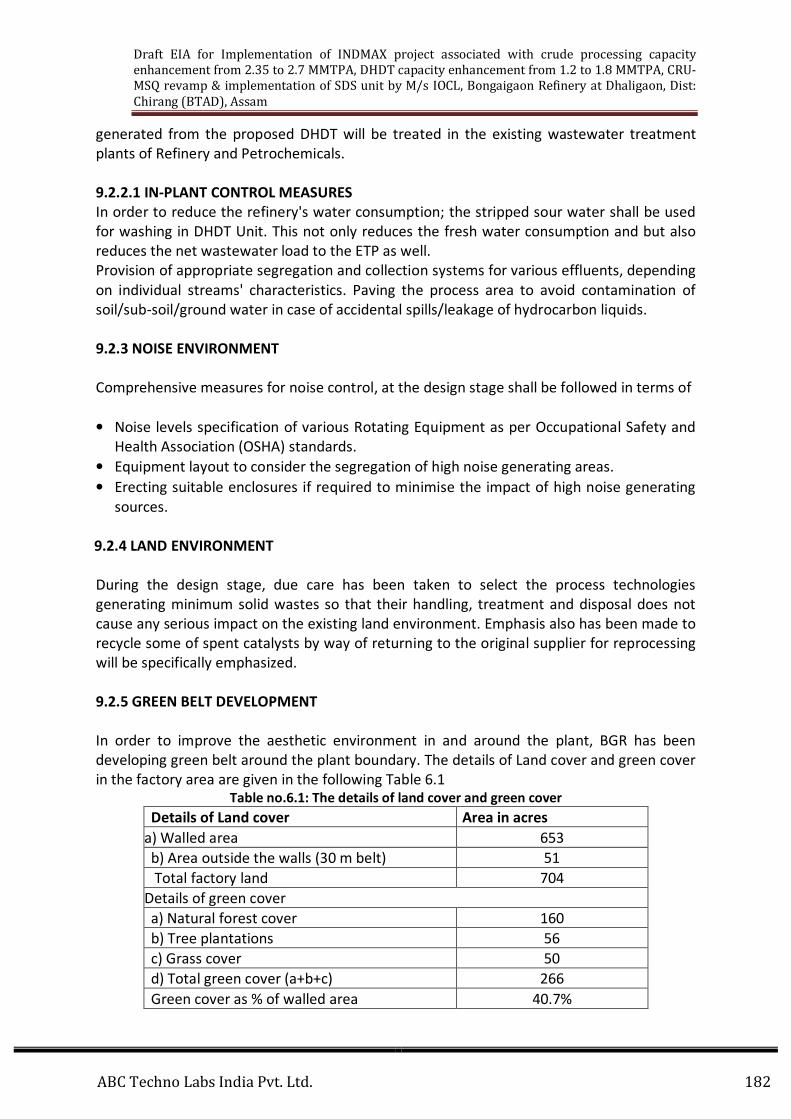
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 182
generated from the proposed DHDT will be treated in the existing wastewater treatment
plants of Refinery and Petrochemicals.
9.2.2.1 IN-PLANT CONTROL MEASURES
In order to reduce the refinery's water consumption; the stripped sour water shall be used
for washing in DHDT Unit. This not only reduces the fresh water consumption and but also
reduces the net wastewater load to the ETP as well.
Provision of appropriate segregation and collection systems for various effluents, depending
on individual streams' characteristics. Paving the process area to avoid contamination of
soil/sub-soil/ground water in case of accidental spills/leakage of hydrocarbon liquids.
9.2.3 NOISE ENVIRONMENT
Comprehensive measures for noise control, at the design stage shall be followed in terms of
• Noise levels specification of various Rotating Equipment as per Occupational Safety and
Health Association (OSHA) standards.
• Equipment layout to consider the segregation of high noise generating areas.
• Erecting suitable enclosures if required to minimise the impact of high noise generating
sources.
9.2.4 LAND ENVIRONMENT
During the design stage, due care has been taken to select the process technologies
generating minimum solid wastes so that their handling, treatment and disposal does not
cause any serious impact on the existing land environment. Emphasis also has been made to
recycle some of spent catalysts by way of returning to the original supplier for reprocessing
will be specifically emphasized.
9.2.5 GREEN BELT DEVELOPMENT
In order to improve the aesthetic environment in and around the plant, BGR has been
developing green belt around the plant boundary. The details of Land cover and green cover
in the factory area are given in the following Table 6.1 Table no.6.1: The details of land cover and green cover
Details of Land cover Area in acres
a) Walled area 653
b) Area outside the walls (30 m belt) 51
Total factory land 704
Details of green cover
a) Natural forest cover 160
b) Tree plantations 56
c) Grass cover 50
d) Total green cover (a+b+c) 266
Green cover as % of walled area 40.7%
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 183
9.3 CONSTRUCTION PHASE
Environmental impacts during the construction phase can be attributed to the site
preparation activity and the mobilization of workforce. The EMP for this phase is described
below.
9.3.1 AIR ENVIRONMENT
Dust generated as result of clearing, levelling and site grading operations will be suppressed
by using water sprinklers if dusty conditions are encountered. It will be ensured that the
construction machinery using diesel driven prime movers are properly maintained to
minimize exhaust emission of CO, SPM and HC. Dust suppression measures like water
sprinkling will be done as per requirement. The Construction activity will be restricted to day
time as far as possible to avoid disturbance to surrounding areas.
9.3.2 NOISE ENVIRONMENT
All noise generating equipment’s used during the construction phase shall be provided with
noise control devices. Wherever required, personal protective equipments such as earplugs,
earmuffs etc. will be provided to the persons engaged in noisy operations. This will minimize
their exposure to noise levels.
9.3.3 WATER ENVIRONMENT
The water requirement for the construction phase shall be provided through the existing
tube well tapping system. Potable water and proper sanitation facilities will be provided to
the construction workers at the site.
9.3.4 LAND ENVIRONMENT
Surplus earth (if any) and Construction debris will be used for landfill/site gradation. Metal
scrap and packaging materials will be sold for reprocessing.
9.3.5 CONSERVATION OF GREENERY
The site of construction is within premise of existing refinery. The area which is earmarked
for construction of the plants is having 450 nos. of trees (approx.).
9.3.6 SAFETY MEASURES
The site will have necessary security arrangements to prevent entry of unauthorized
personnel and proper control of hazardous materials on site. All the employees, with special
emphasis on contractor employees, will be trained in safety aspects related to their job.
There will be a special emphasis on safe handling of material, safety in welding and
fabrication activities and safety in working at heights. All the personnel will be provided with
safety appliances such as face shields, helmets, safety goggles, safety shoes, hand gloves
etc. as per the job requirement
9.3.6.1 STORAGE AND HANDLING OF HAZARDOUS CHEMICALS
Hazardous chemicals (if any) used during the construction will be stored and handled as per
the statutory regulations in line with Hazardous waste (Management and Handling) rules
notified in 1989 (provide for a control on the generation, collection, treatment, transport,
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 184
import, storage disposal of waste) and amendment of these rules in 2000 under the
Environment (Protection) Act, 1986.
9.3.7 SOCIO-ECONOMIC ENVIRONMENT
The demand for work force provides ample opportunities for providing temporary skilled,
unskilled and semiskilled labour. It is expected that the unskilled and semi skilled labour
would be available from the adjoining villages. However there would be influx of skilled and
specialised manpower to the area, which would create demand for housing and other
facilities.
Therefore, to avoid problems related to housing and hygiene preference will be given to
local people.
Adequate sanitation facilities and emergency medical services will be provided to meet the
workforce requirement during the construction phase. M/s BGR already have 30 bed
hospital available in the township and would be available to handle emergency situations.
9.4 OPERATIONAL PHASE
It is envisaged that with strict adherence to the pollution prevention and control measures
during the design stage of the projects, the environmental impacts could be moderated to
the minimum possible level during the operation phase.
The environmental management plan during the operational phase of the plant shall
therefore be directed to the following:
• Ensuring the operations of various process units as per specified operating
guidelines/operating manuals.
• Strict adherence to maintenance schedule for various machinery/equipment.
• Good Housekeeping practices
• Post project environmental monitoring
The following subsections discuss in brief the management plan for individual components
of environment.
9.4.1 AIR ENVIRONMENT
9.4.1.1 IN-PLANT CONTROL MEASURES
Some of the important operational measures, which can reduce the impact on air
environment, are as follows:
• Low sulphur containing crude should preferably be processed
• Low Sulphur fuel oil should be fired in all the oil fired heaters/boilers.
• To control fugitive emission from the Hydrocarbon processing areas, the valves,
flanges pumps and Compressors seals; the gasket materials etc. should be
maintained on periodical basis.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 185
• The loading / unloading operation from the storage tanks should preferably be
done during early part of the day when ambient temperature is low.
• The flaring of hydrocarbons should be avoided to the extent possible.
9.4.1.2 STACK MONITORING
In order to keep a check on the emissions of various criteria air pollutants viz. SO2, NOx,
SPM, CO from all the point sources viz. all heater stacks, Boiler stacks of existing refinery are
being monitored with the help of on-line analysing instruments for one or more of these
pollutants depending upon the type of fuel being used there. The various new stacks of
proposed projects will also be connected to the existing on-line monitoring network.
9.4.1.3 AMBIENT AIR QUALITY MONITORING
Five Ambient Air Quality Monitoring stations have been set up in consultation with PCBA and
have been operating in routine manner. These stations measure all the conventional
pollutants SPM, SO2, NOx and CO. Since, additional emissions due to the plant are minimum
and are predicted to have negligible impact on the surrounding air quality; it is suggested
that the existing facilities may continue to be used for Post Project Air Quality Monitoring.
9.4.1.4 MICRO-METEOROLOGICAL MONITORING
In order to effectively co-relate the stack emissions and the real time ambient air quality, the
air pollutants dispersion modelling needs the real time micro-meteorological data also.
Therefore, micrometeorology is being currently monitored within the plant site area to
measure parameters like wind speed, wind directions, ambient temperature, Relative
Humidity, Cloud cover, rainfall etc.
9.5 END-OF-PIPE (EOP) TREATMENT
As mentioned above, conceptualization of proper segregation and collection philosophy for
various effluents to be generated optimizes both technically and economically the design of
End-of-Pipe (EOP) Treatment or Waste Water Treatment Plant (WWTP) or Effluent
Treatment Plant (ETP).
9.5.1 EFFLUENT SEGREGATION AND COLLECTION PHILOSOPHY
In the INDMAX-IGHDS unit, the liquid effluent generated from the process (28.0 m3/hr.) No
additional effluent will be generated from CDU-II, CRU-MSQ, DHDT, SDS units. The effluent
will be treated in the Waste Water Treatment Plant (WWTP) and Tertiary Treatment Plant
(TTP). The treated effluent will be reused to the maximum extent possible to reduce
discharge to outside. Proper measures will be taken to meet the liquid effluent quality in
compliance with the proposed CPCB guidelines
In DHDT the waste water from pump pedestal and cooling, spent caustic during catalyst
generation, blow down from WHB and sulphur condenser stripped sour water streams from
various processing units are primarily contaminated with oil and grease, NH3, H2S, Na2SO3,
Na2CO3, NaHCO3, Bio-chemical Oxygen Demand (BOD), Chemical Oxygen Demand (COD)
etc. Therefore, these streams are routed through oily water sewer (OWS) system to the
existing effluent treatment plant.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 186
The detailed description of existing effluent treatment plants are described in the following
section.
9.5.1.2 EXISTING EFFLUENT TREATMENT SYSTEM
The refinery wastewater includes Phenol, sulphide, hydrocarbon, oil & grease, etc. The oil
may appear in wastewater as free oil, emulsified oil and as a coating on suspended matter.
Oily waste streams from process units, laboratory, process/off-site pumping stations, loading
areas, pipe trench drainage, etc. are collected in the main receiving sump and pumped by
screw pump to TPI. After free oil removal in TPI the effluent is collected in sump and transfer
to the surge pond. After the surge pond the total flow is taken to dissolved air flotation unit
through chemicals. The separator removes most of the remaining free-floating oil from
wastewater.
After this, pH of the wastewater, which is free from oil, is adjusted by sulphuric acid in the
tank to about 7.5 to 8.0. Thereafter, the effluent goes to The trickling filter along with
screened, degritted, domestic sewage (From canteen/toilets etc.) from the plant area. The
effluent from the trickling filter is taken to the transfer sump from where a part of it is
recirculated back to the trickling filter and the remaining part is sent to the aeration tank.
Nutrients mainly nitrogen and phosphorous in the form of urea and phosphoric acid are
added to feed chamber of bio -filter for the proper oxidation of the organic matter. Ferrous
sulphate is added to the inlet of aeration tank to take care of the traces of hydrocarbons.
The oxidised effluent is taken to final clarifier for the separation of the settle able
sludge/solids and the clear effluent is collected in the guard pond for further treatment in
Tertiary Treatment Plant (TTP).
The sludge from oil separator and clarifier are pumped to the sludge lagoon meant for the
storage of oily sludge and final disposal. The skimmed oil from TPI separators and surge
pond is pumped to slop oil storage tank.
The designed capacity of ETP is 180 m3/hr of industrial effluent and 60 m3/hr of township
effluent in normal dry weather condition and 650 m3/hr (wet weather flow).
9.5.1.3 PETROCHEMICAL EFFLUENT SEGREGATION AND COLLECTION PHILOSOPHY
The petrochemicals wastewater includes formaldehyde, methyl benzoate, organic acid and
hydrogen sulphide or sulphide as pollutants. The sanitary sewage coming from Township is
also treated in the effluent treatment plant.
The effluent along with cooling tower blow down goes to a surge pond. The quantity of
effluents generated from these sources is about 40 m3/hr recirculated to surge pond for the
dilution of waste and make it treatable. Oil skimming devices are provided for skimming the
floating oil in the surge pond. After separating the oil, the wastewater is subjected to two-
stage biological treatment i.e. high rate trickling filter and extended aeration type activated
sludge process.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 187
The required amount of nutrients is added before the wastewater is sent to biological
treatment. The sanitary waste from Township, at a rate of 135 m3/hr, after passing through
the screen and grit chamber goes to the aeration tank. The part of the outgoing stream from
bio filter is recirculated to bio-filter. The remaining part of the effluent goes to clarifier for
separation of settle able solids. The sludge from the clarifier is taken to sludge thickener. The
sludge from final clarifier is taken to biological sludge sump where a part of it is fed to
biological reactor to maintain a particular level of mixed liquor suspended solids (MLSS) in
the reactor.
9.5.1.4 REUSE AND DIPOSAL OF TREATED EFFLUENT
The treated effluent from the treatment plant is stored in guard ponds. There are 6 numbers
of guard ponds i.e. 2 numbers (1800x2 m3) for old refinery section, 2 numbers (1800x2 m3)
for refinery expansion section and 2 numbers (1000x2 m 3). The guard ponds are meant for
final quality assessment and temporary storage before being taken to the clear water pond
of 22500-m3 capacity for Tertiary Treatment Plant (TTP) and make the water reusable.
The TTP consists soda-lime treatment, clari-flocculation, sand filtration and chlorination.
The tertiary treated water is sent to the cooling towers. The capacity of the TTP is 400 m3/hr.
There is provision for discharge of water from the guard ponds and clear water pond also in
the event of maintenance of the TTP. However, the treated water quality always meets the
required standards by PCBA.
In order to ensure that treated effluent from the refinery does not have any perceptible
impact on the surrounding water bodies, primarily ground water, the treated effluent shall
conform to MINAS, a part of the treated effluent shall be treated in TTP and reused for
cooling water in the refinery and petrochemical complex.
The entire quantity treated wastewater will be reused for cooling tower makeup and for
green belt
9.6 NOISE ENVIRONMENT
As incorporated during the design stage, the in-plant areas where noise levels are high
enough to have adverse impacts, the usage of ear plugs or earmuffs shall be strictly
enforced.
Further, the plantation of suitable plants species to reduce noise levels within the refinery
area shall also be taken on priority basis. Although the predicted noise level rise outside the
plant battery limit is very marginal and is unlikely to have any adverse impact on the
surrounding community, it is proposed to monitor the noise in the operational areas near
the refinery in connection with noise minimization program.
The brief description of Noise abatement measures of existing refinery are described below:
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 188
9.6.1 Noise abatement measures
Most of the units are open type. As a practice, the equipment selection emphasizes on the
aspect of low noise. A silencer has been installed in the Captive Power Plant boilers and this
has minimised the high noise generated during the start – up/shut-down of boilers.
Condition monitoring is conducted in all rotating equipment to maintain vibration and noise
levels within tolerance limits as laid down in the Factories Act.
In those specific areas/operations such as Turbo Generator of Captive Power Plant, where
there may be noise levels around 90 dB (A), exposure duration is maintained within
permissible limits. Operation and maintenance personnel who are required to be present
near high noise sources for operation/maintenance exigencies (even for short duration) are
provided with personnel protective equipment such as earplugs and earmuffs.
Noise in different work areas (quarterly) and ambient noise are monitored using Bruel and
Kjaer (Denmark) make precision sound level meter, type 2232.
9.7 GROUND WATER
The study area is rich in ground water availability and has tremendous potential for ground
water. The water required for the refinery is being tapped from the tube wells, which are
located around the refinery complex. These will be tapped in sequential manner. The
tapping will be done so as to have maximum radial separation between tube wells.
9.8 LAND ENVIRONMENT
9.8.1 IN-PLANT CONTROL MEASURES
The solid waste generated in the form of packaging material etc. shall be sold off for making
it suitable for reuse by reprocessing. More options shall be looked into for reducing the oily
sludge’s to be generated in the ETP by modifying the operating practices in the crude /
produce tank farm area and processing unit areas. In order to improve the aesthetics of the
plant, extensive horticulture development and landscaping within and around the plant
boundary shall be taken up.
The solids wastes identified to be disposed off in the landfill shall be done as per established
procedure for land filling.
9.8.2 SOLID WASTE DISPOSAL
Primarily, spent catalyst solid waste is generated from the proposed CDU, DHDT, CRU-MSQ,
INDMAX-IGHDS. The spent catalysts from DHDT and HGU can be sent back to catalyst
suppliers. The spent catalyst from SRU, activated carbon from ARU and Spent molecular
sieve from PSA shall be used as land fill/road making.
The solid waste handling, treatment and disposal of the existing project facilities and oily
sludge from proposed Projects are described below:
The solid waste generated at site can be broadly categorized as process related waste and
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 189
general solid waste. The process related solid waste includes the spent catalyst, oily sludge’s
and ETP sludges. The miscellaneous solid waste is the ones that are generated from various
establishments within refinery complex and include construction debris, general refuses,
workshop waste etc.
9.8.2 .1 PROCESS RELATED WASTES
Process related wastes are primarily two types.
1. Spent catalyst
2. Oily Sludge
1. Spent catalyst
The spent catalyst is generally alumina pellets impregnated with Co/Mo/Ni. These catalyst
life varying from 2-5 years are disposed thereafter. Spent Catalyst will be sold to authorized
parties/ CPCB registered recyclers or returned to supplier for reprocessing.
2. Oily Sludge
As the proposed plant unit generates only a fraction of total waste generated, hence
subsequent increase in ETP sludge generation will also be marginal. Hence, existing solid
waste handling treatment and disposal facilities will be utilized for this purpose. The details
of generation of oily sludge from various units of existing refinery and its treatment are
described below.
The oily sludge generated from various operations of the refinery can be divided into two
main categories:
Intermittent wastes
- Crude tank bottoms
- Product tank bottoms
- Kerosine filter clays
- Lube oil filter clays
- Pond sediments
- Coke fines
- Silt from storm water run off
- Cleaning of oil water sewer system
- Cleaning of oil spills
-
Continuously generated waste from effluent treatment plants
- API separator sludge
- Dissolved Air Flotation (DAF) float
- Slop oil emulsion
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 190
OILY SLUDGE GENERATION/HANDLING
Oily sludge generated from above mentioned sources are being stored in a 4000 m3 lined
lagoon located in the effluent treatment plant since March 1988 when the first HSD tank was
cleaned. (Prior to this, some small quantity of oily sludge was generated by way of cleaning
of API oil separators/surge ponds/oil spills etc. and this was transferred to the sludge lagoon
from 1979 to 1987). Thereafter the south side sludge lagoon was designated as an oily
sludge lagoon and subsequently all tank cleaning sludges as also the oily waste generated
from waste water treatment plant is transferred to the lagoon.
IOCL has awarded the contract M/s Balmer Lawrie & Co. Ltd. Kolkata for processing of Oily
Sludge for recovery of oil and Bio-remediation of residue. Processing of sludge along with
Bio-remediation of residual solid are completed.For stored oily sludge, methodology for
treatment applying bio remediation is under progress.
9.8.2 .2 STORAGE AND HANDLING OF HAZARDOUS WASTE/CHEMICALS
The Hazardous Waste/Chemicals during the operation stage will be stored and handled as
per the statutory regulations in line with Hazardous waste (Management and Handling) rules
notified in 1989 (provide for a control on the generation, collection, treatment, transport,
import, storage disposal of waste) and amendment of these rules in 2000 under the
Environment (Protection) Act, 1986.
9.8.2 .3 GENERAL SOLID WASTES
The general solid wastes are non – hazardous, non-recyclable, solid waste consisting of
waste refractory, spent insulation, used filter cartridges, spent charcoal, spent clay and sand
shall be generated. These wastes shall be disposed off in land fill.
9.9 SOIL QUALITY MONITORING
The periodic monitoring of soil and subsoil characteristics in and around the plant area, the
landfill site is being done at regular interval of time. The important physico-chemical and
biological parameters of the soil are monitored to evaluate the impact on the land
environment.
9.10 BIOLOGICAL ENVIRONMENT
As discussed earlier in impact prediction and evaluation chapter that the proposed project
does not portend any direct primary impact to the ecological components of the area.
IOCL is actively taking part in the overall development of the area. Regular safety and
environmental awareness programmes are being conducting in the nearby villages to
promote awareness of the local villages. BGR is also taking up social forestry programme to
promote clean and green drive. The periodic health check programmes for the nearby
villages is also being taken care.
9.11 ENVIRONMENTAL AUDIT
Environmental audits will be carried out on annual basis as per regulatory requirements.
Records of quality and quantity of air emissions and liquid effluent will be maintained.
Details of solid waste disposed will be recorded on regular basis. An inventory of waste
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 191
storage area in the refinery complex will be maintained, which include details of the type of
waste, location and quantity stored. Address of buyers of refinery wastes and details of
proposed use of waste will also be maintained. Data on influent to the effluent treatment
plant and treated effluent quality, stack emissions will be used to ascertain compliance with
stipulated standards.
The quantity of waste generated from various units will be compared with previous years
data and efforts will be made to minimize wastes for more efficient utilization of resources
9.12 ENVIRONMENTAL CELL AND MANAGEMENT
The Refinery has all elaborate relevant facilities required for environment management and
monitoring.
The Health Safety and Environmental Management at BGR is carried out by Deputy General
Manager (Health, Safety & Environment). The DGM (HSE) reports to GM (TS & HSE). The HSE
team comprises of Chief Manager, Senior Manager, Manager and executives.
9.13 SOCIO-ECONOMIC ENVIRONMENT
There are about 1162 regular employees in the existing refinery, as on 1st may 2016. An
additional staff of 20 will be required for proposed projects. Besides the remuneration
package, the employees shall be entitled to the benefit, like family health scheme,
transportation facilities, recreational facilities etc.
Bongaigaon Refinery is taking care of adequate measures to provide safe working
environment, safeguard occupational health and hygiene of the employees.
Bongaigaon Refinery is actively taking part in the overall development of the area. Regular
safety and environmental awareness programmes are being conducting in the nearby
villages to promote awareness of the local villages. Bongaigaon Refinery is also taking up
social forestry programme to promote clean and green drive. The periodic health check
programmes for the nearby villages is also being taken care.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 192
CHAPTER 10
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 193
CHAPTER 10
DISCLOSURE OF CONSULTANTS
10.1 Introduction
This chapter describes about the environmental consultant – “ABC Techno Labs India
Private Limited” engaged in preparation of EIA report for capacity expansion, revamping &
implementation of INDMAX technology at the Bongaigaon Refinery & Petrochemicals, IOCL,
Assam.
10.2 The Consultant: ABC Techno Labs
ABC Techno Labs India Private Limited (formerly ABC Environ Solutions Pvt. Ltd.) is an ISO
9001, ISO 14001 & OHSAS 18001 Certified Company & leading Environmental Engineering &
Consultancy Company constantly striving towards newer heights since its inception in 2006.
Our Company is dedicated to provide strategic services in the areas Environment,
Infrastructure, Energy, Engineering and Multilab.
It is the first firm to be accredited by NABET (National Accreditation Board for Education and
Training), Quality Council of India, as an EIA Consultant, approved for carrying out EIA
studies and obtaining environmental clearance for various sectors such as Thermal Power
Plants, Infrastructure, Industrial Estates / Complexes/ Areas, Mining, Township & area
development and Building construction projects etc. ABC Techno Labs is equipped with in-
house, spacious laboratory, accredited by NABL (National Accreditation Board for Testing &
Calibration Laboratories), Department of Science & Technology, Government of India.
Since establishment ABC Techno Labs focus on sustainable development of Industry and
Environment based on sound engineering practices, innovation, quality, R&D and most
important is satisfying customers need. The company has successfully completed more than
100 projects of variety of industries, in the field of pollution control and environmental
management solutions. The company is also dealing in the projects of waste minimization
and cleaner production technology.
The team of technocrats and scientist are well experienced to deal with the design,
Manufacture, Fabrication, Installation, commissioning of Effluent/Wastewater treatment
plants, Sewage Treatment plants, and Combined Treatment plants.
The company is having well experienced team of Scientists & Engineers who are looking
after environmental projects & well equipped analytical laboratory with a facility including
analysis of physical, chemical and biological parameters as per the requirements of the State
Pollution Control Board and our clients.
10.3 Services of ABC Techno Labs India Private Limited
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 194
10.3.1 Environmental Services
• Environmental Impact Assessment (EIA)
• Environmental Management Plan (EMP)
• Social Impact Assessment (SIA)
• Environmental Baseline data collection for Air, Meteorology, Noise, Water, Soil,
Ecology,Socio-Economic and Demography etc;
• Environmental Monitoring
• Socio Economic Studies
• Resettlement & Rehabilitation Plan
• Ecological & Human Health Risk Assessment Studies
• Ecological Impact Assessment
• Environmental Management Framework
• Solid Waste Management
• Hazardous Waste Management
• Internship & Training
10.3.2 Turnkey Projects
• Water Treatment Plants
• Sewage Treatment Plant
• Recycling & Water Conservation Systems
• Zero Discharge System
10.3.3 Other Services
• Operation & Maintenance of Water & Waste Water Plants
• Water & Waste Water Treatment Chemicals
• Pilot Plant studies
• Feasibility studies & preparation of budgetary estimates
10.3.4 Laboratory Services
• Chemical Testing
• Environmental Testing
• Microbiological Testing
• Food Testing
• Metallurgical Testing
10.4 Sectors Accredited by NABET (QCI)
“ABC Techno Labs India Private Limited” listed at Sr. No. 2 in List of Accredited EIA
Consultant Organizations –169 (as on Nov. 05, 2015)
http://www.qcin.org/nabet/EIA/documents/Accredited%20consultants.pdf
S. No. Sectors Name
1. Mining of minerals (Opencast only) Mining (Open cast and
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 195
Underground)
2. Irrigation projects only
3. Thermal Power Plant
4. Metallurgical industries (sec. ferrous only)
5. Cement Plants
6. Petroleum refining industry
7. Leather/skin/hide processing industry
8. Chemical Fertilizers
9. Synthetic organic chemicals industry (dyes & dye intermediates; bulk
drugs and intermediates excluding drug formulations; synthetic
rubbers; basic organic chemicals, other synthetic organic chemicals
and chemical intermediates)
10. Distilleries
11. 24 Pulp & paper industry excluding manufacturing of paper from
wastepaper and manufacture of paper from ready pulp without
bleaching
12. Isolated storage & handling of hazardous chemicals (As per threshold
planning quantity indicated in column 3 of Schedule 2 & 3 of MSIHC
Rules 1989 amended 2000)
13. Airports
14. Industrial estates/ parks/ complexes/ Areas, export processing
zones(EPZs), Special economic zones (SEZs), Biotech parks, Leather
complexes
15. Ports, harbours, jetties, marine terminals, break waters and dredging
16. Highways, Railways, transport terminals, mass rapid transport
systems
17. Common effluent treatment plants (CETPs)
18. Common municipal solid waste management facility (CMSWMF)
19. 38 Building and large construction projects including shopping malls,
multiplexes, commercial complexes, housing estates, hospitals,
institutions
20. Townships and Area development Projects
10.5 Study Team for EIA Study
ABC Techno Labs India Private Limited has carried out this Environmental Impact
Assessment (EIA) study. The multidisciplinary team included expertise in Environmental
Impact Assessment, Air & Water Pollution & Control measures, Noise Control measures,
Ecology & bio-diversity, Land use, Geology, Environmental Chemistry and Socio-Economic
planner. The team members involved in EIA study area:
S. No. Name Role
1. Dr. Muthiah Mariappan EIA coordinator,
2. Dr. R.K. Jayaseelan Functional Area Expert – Land use, Water
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 196
S. No. Name Role
Pollution, Prevention & Control and Hydrogeology
3. Dr. Chaitanya Sathe EIA Coordinator & FAE – Water Pollution & EIA
Review
4. Mr. Sameer Zope Manager Operations- Documentation,
Preparation of Reports & Reports Analysis
5. Mr. Trushant Gharjare Project Engineer – Preparation, documentation of
reports and Report Analysis
6. Ms. Diya Mistry Project Engineer – Preparation, documentation of
reports and Report Analysis
7. Mr.Bipin Prakash Chari
AFAE-Water Pollution
Project Engineer
(Report Analysis and Documentation)
8. Dr.Muthiah Mariappan FAE – Solid Waste Management
9. Mr. Mohammed Assain AFAE- Air Pollution, Solid and Hazardous Waste
Junior Project Engineer
10. Dr. N. Sukumaran FAE – Ecology & Biodiversity
11. Dr.Thillai Govindarajan FAE – Geology
12. Mr. M. Senthil Kumar FAE – Risk Assessment & Hazard management
13. Mr. R. Rajendran FAE – Air Pollution, Prevention and Control and
Noise & Vibration
14. Mrs. Geetha Shreeneevasakam FAE – Socio-Economic Expert
15. Mr. Robson Chinnadurai Senior Chemist
16. Mr. M. Muruganantham Junior Chemist
17. Mr. Sathish Field Technician
18. Mr. Satyawan D.Upale Field Technician
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 197
ANNEXURES
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 198
ANNEXURE I
QUALITY, SAFETY, HEALTH AND
ENVIRONMENT POLICY

Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 199
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-
MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 200
ANNEXURE II
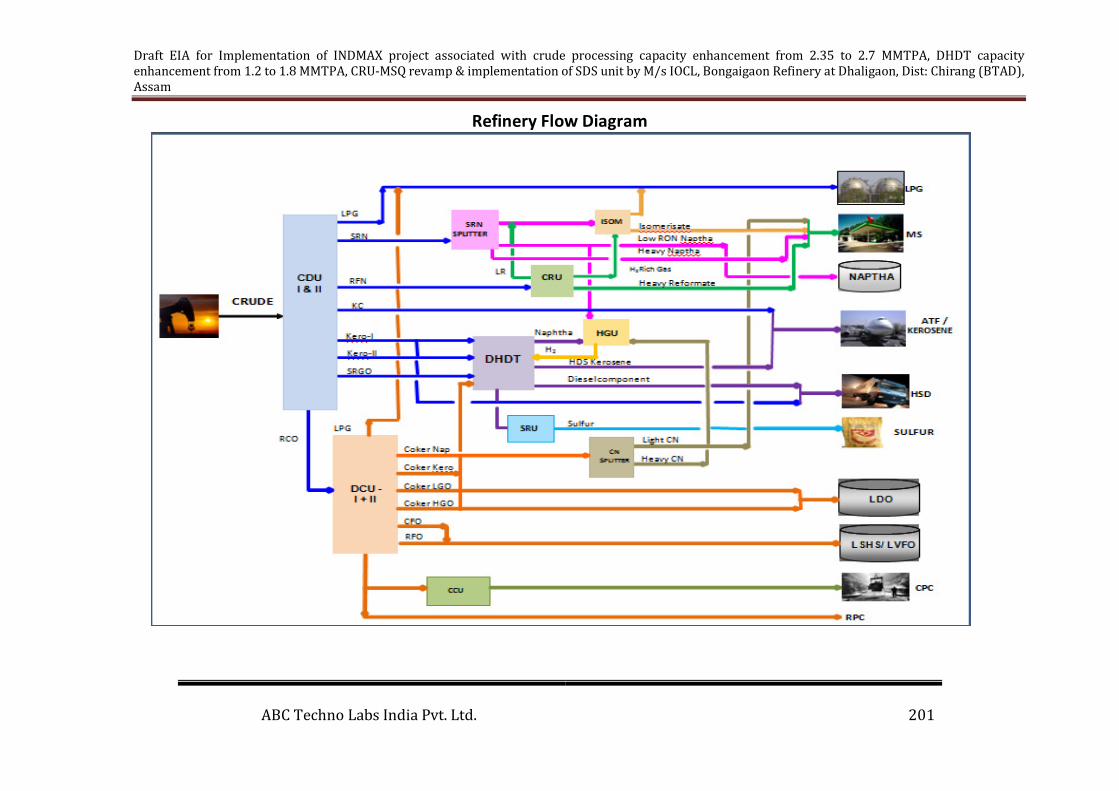
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD),
Assam
ABC Techno Labs India Pvt. Ltd. 201
Refinery Flow Diagram
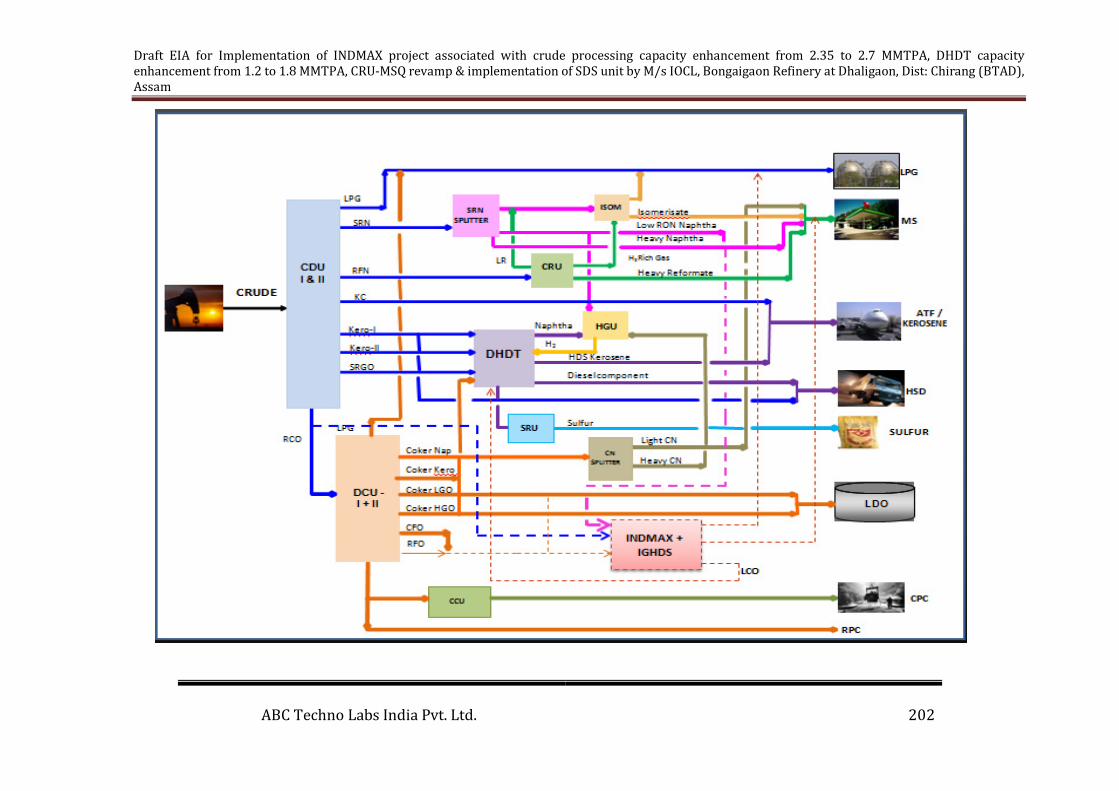
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD),
Assam
ABC Techno Labs India Pvt. Ltd. 202
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 203
ANNEXURE III
PROCESS UNIT CAPACITIES
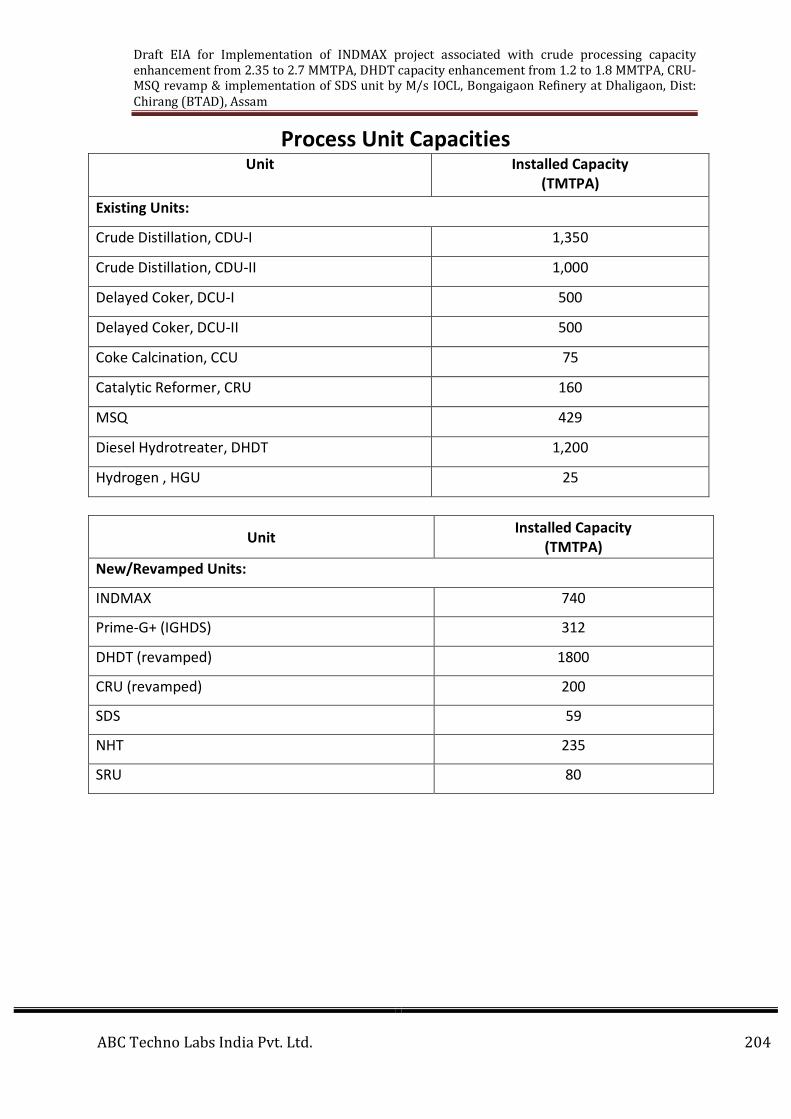
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 204
Process Unit Capacities Unit Installed Capacity
(TMTPA)
Existing Units:
Crude Distillation, CDU-I 1,350
Crude Distillation, CDU-II 1,000
Delayed Coker, DCU-I 500
Delayed Coker, DCU-II 500
Coke Calcination, CCU 75
Catalytic Reformer, CRU 160
MSQ 429
Diesel Hydrotreater, DHDT 1,200
Hydrogen , HGU 25
Unit Installed Capacity
(TMTPA)
New/Revamped Units:
INDMAX 740
Prime-G+ (IGHDS) 312
DHDT (revamped) 1800
CRU (revamped) 200
SDS 59
NHT 235
SRU 80
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 205
ANNEXURE IV
STORAGE DETAILS
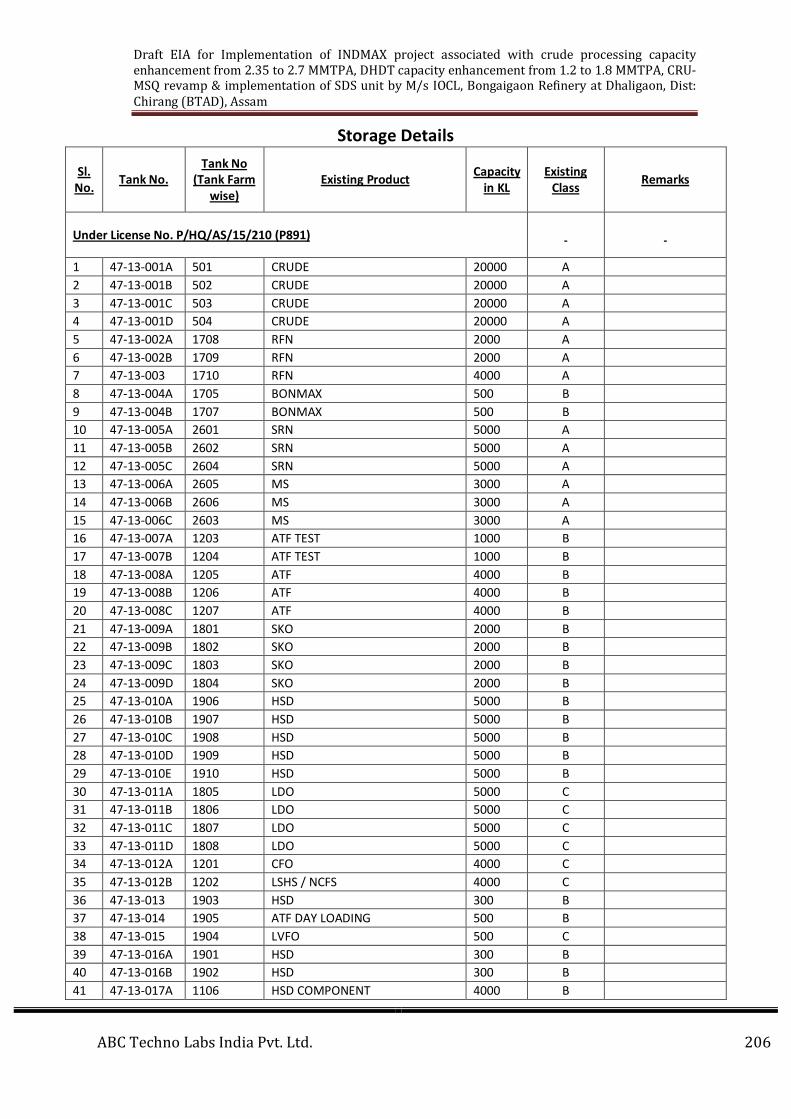
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 206
Storage Details
Sl.
No. Tank No.
Tank No
(Tank Farm
wise)
Existing Product Capacity
in KL
Existing
Class Remarks
Under License No. P/HQ/AS/15/210 (P891)
1 47-13-001A 501 CRUDE 20000 A
2 47-13-001B 502 CRUDE 20000 A
3 47-13-001C 503 CRUDE 20000 A
4 47-13-001D 504 CRUDE 20000 A
5 47-13-002A 1708 RFN 2000 A
6 47-13-002B 1709 RFN 2000 A
7 47-13-003 1710 RFN 4000 A
8 47-13-004A 1705 BONMAX 500 B
9 47-13-004B 1707 BONMAX 500 B
10 47-13-005A 2601 SRN 5000 A
11 47-13-005B 2602 SRN 5000 A
12 47-13-005C 2604 SRN 5000 A
13 47-13-006A 2605 MS 3000 A
14 47-13-006B 2606 MS 3000 A
15 47-13-006C 2603 MS 3000 A
16 47-13-007A 1203 ATF TEST 1000 B
17 47-13-007B 1204 ATF TEST 1000 B
18 47-13-008A 1205 ATF 4000 B
19 47-13-008B 1206 ATF 4000 B
20 47-13-008C 1207 ATF 4000 B
21 47-13-009A 1801 SKO 2000 B
22 47-13-009B 1802 SKO 2000 B
23 47-13-009C 1803 SKO 2000 B
24 47-13-009D 1804 SKO 2000 B
25 47-13-010A 1906 HSD 5000 B
26 47-13-010B 1907 HSD 5000 B
27 47-13-010C 1908 HSD 5000 B
28 47-13-010D 1909 HSD 5000 B
29 47-13-010E 1910 HSD 5000 B
30 47-13-011A 1805 LDO 5000 C
31 47-13-011B 1806 LDO 5000 C
32 47-13-011C 1807 LDO 5000 C
33 47-13-011D 1808 LDO 5000 C
34 47-13-012A 1201 CFO 4000 C
35 47-13-012B 1202 LSHS / NCFS 4000 C
36 47-13-013 1903 HSD 300 B
37 47-13-014 1905 ATF DAY LOADING 500 B
38 47-13-015 1904 LVFO 500 C
39 47-13-016A 1901 HSD 300 B
40 47-13-016B 1902 HSD 300 B
41 47-13-017A 1106 HSD COMPONENT 4000 B
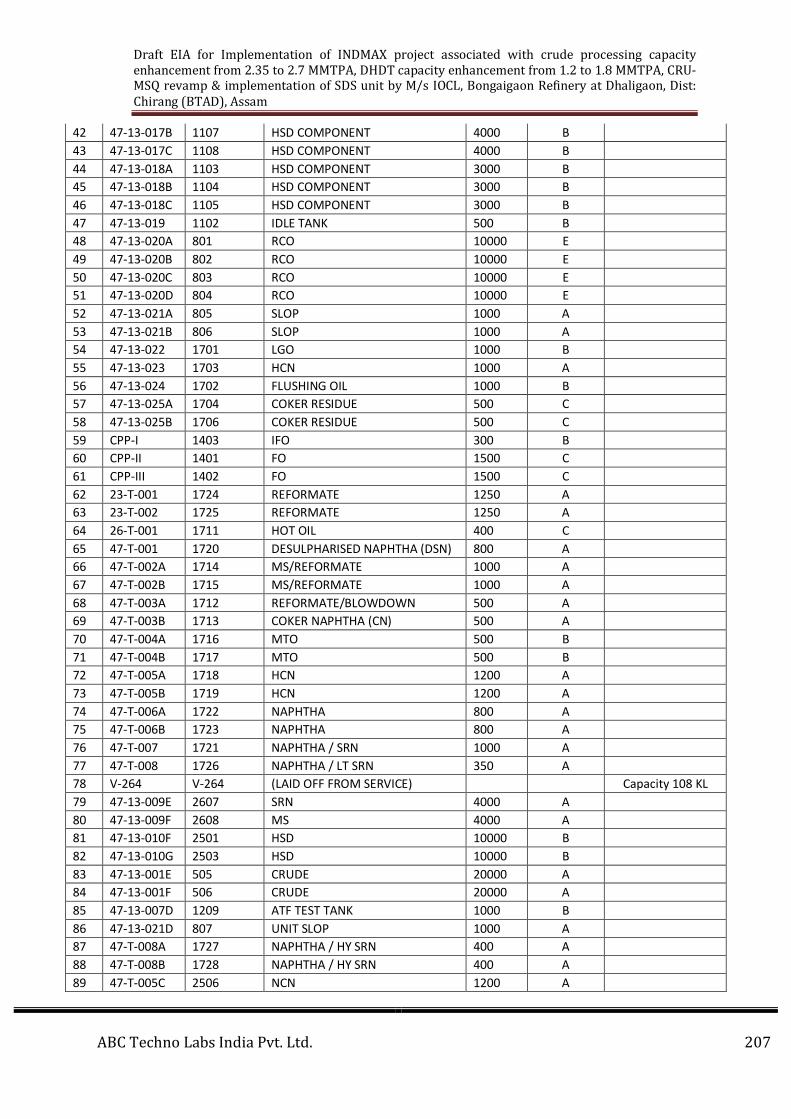
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 207
42 47-13-017B 1107 HSD COMPONENT 4000 B
43 47-13-017C 1108 HSD COMPONENT 4000 B
44 47-13-018A 1103 HSD COMPONENT 3000 B
45 47-13-018B 1104 HSD COMPONENT 3000 B
46 47-13-018C 1105 HSD COMPONENT 3000 B
47 47-13-019 1102 IDLE TANK 500 B
48 47-13-020A 801 RCO 10000 E
49 47-13-020B 802 RCO 10000 E
50 47-13-020C 803 RCO 10000 E
51 47-13-020D 804 RCO 10000 E
52 47-13-021A 805 SLOP 1000 A
53 47-13-021B 806 SLOP 1000 A
54 47-13-022 1701 LGO 1000 B
55 47-13-023 1703 HCN 1000 A
56 47-13-024 1702 FLUSHING OIL 1000 B
57 47-13-025A 1704 COKER RESIDUE 500 C
58 47-13-025B 1706 COKER RESIDUE 500 C
59 CPP-I 1403 IFO 300 B
60 CPP-II 1401 FO 1500 C
61 CPP-III 1402 FO 1500 C
62 23-T-001 1724 REFORMATE 1250 A
63 23-T-002 1725 REFORMATE 1250 A
64 26-T-001 1711 HOT OIL 400 C
65 47-T-001 1720 DESULPHARISED NAPHTHA (DSN) 800 A
66 47-T-002A 1714 MS/REFORMATE 1000 A
67 47-T-002B 1715 MS/REFORMATE 1000 A
68 47-T-003A 1712 REFORMATE/BLOWDOWN 500 A
69 47-T-003B 1713 COKER NAPHTHA (CN) 500 A
70 47-T-004A 1716 MTO 500 B
71 47-T-004B 1717 MTO 500 B
72 47-T-005A 1718 HCN 1200 A
73 47-T-005B 1719 HCN 1200 A
74 47-T-006A 1722 NAPHTHA 800 A
75 47-T-006B 1723 NAPHTHA 800 A
76 47-T-007 1721 NAPHTHA / SRN 1000 A
77 47-T-008 1726 NAPHTHA / LT SRN 350 A
78 V-264 V-264 (LAID OFF FROM SERVICE) Capacity 108 KL
79 47-13-009E 2607 SRN 4000 A
80 47-13-009F 2608 MS 4000 A
81 47-13-010F 2501 HSD 10000 B
82 47-13-010G 2503 HSD 10000 B
83 47-13-001E 505 CRUDE 20000 A
84 47-13-001F 506 CRUDE 20000 A
85 47-13-007D 1209 ATF TEST TANK 1000 B
86 47-13-021D 807 UNIT SLOP 1000 A
87 47-T-008A 1727 NAPHTHA / HY SRN 400 A
88 47-T-008B 1728 NAPHTHA / HY SRN 400 A
89 47-T-005C 2506 NCN 1200 A
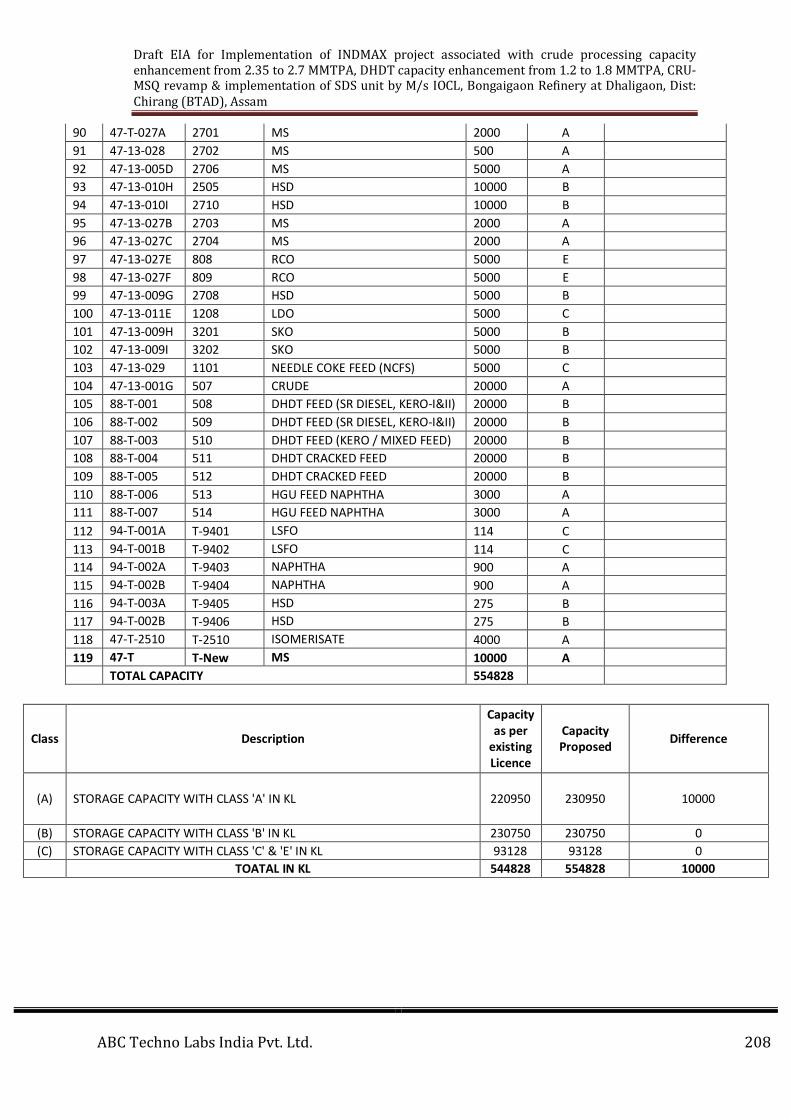
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 208
90 47-T-027A 2701 MS 2000 A
91 47-13-028 2702 MS 500 A
92 47-13-005D 2706 MS 5000 A
93 47-13-010H 2505 HSD 10000 B
94 47-13-010I 2710 HSD 10000 B
95 47-13-027B 2703 MS 2000 A
96 47-13-027C 2704 MS 2000 A
97 47-13-027E 808 RCO 5000 E
98 47-13-027F 809 RCO 5000 E
99 47-13-009G 2708 HSD 5000 B
100 47-13-011E 1208 LDO 5000 C
101 47-13-009H 3201 SKO 5000 B
102 47-13-009I 3202 SKO 5000 B
103 47-13-029 1101 NEEDLE COKE FEED (NCFS) 5000 C
104 47-13-001G 507 CRUDE 20000 A
105 88-T-001 508 DHDT FEED (SR DIESEL, KERO-I&II) 20000 B
106 88-T-002 509 DHDT FEED (SR DIESEL, KERO-I&II) 20000 B
107 88-T-003 510 DHDT FEED (KERO / MIXED FEED) 20000 B
108 88-T-004 511 DHDT CRACKED FEED 20000 B
109 88-T-005 512 DHDT CRACKED FEED 20000 B
110 88-T-006 513 HGU FEED NAPHTHA 3000 A
111 88-T-007 514 HGU FEED NAPHTHA 3000 A
112 94-T-001A T-9401 LSFO 114 C
113 94-T-001B T-9402 LSFO 114 C
114 94-T-002A T-9403 NAPHTHA 900 A
115 94-T-002B T-9404 NAPHTHA 900 A
116 94-T-003A T-9405 HSD 275 B
117 94-T-002B T-9406 HSD 275 B
118 47-T-2510 T-2510 ISOMERISATE 4000 A
119 47-T T-New MS 10000 A
TOTAL CAPACITY 554828
Class Description
Capacity
as per
existing
Licence
Capacity
Proposed Difference
(A) STORAGE CAPACITY WITH CLASS 'A' IN KL 220950 230950 10000
(B) STORAGE CAPACITY WITH CLASS 'B' IN KL 230750 230750 0
(C) STORAGE CAPACITY WITH CLASS 'C' & 'E' IN KL 93128 93128 0
TOATAL IN KL 544828 554828 10000
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 209
ANNEXURE V
SULPHUR BALANCE
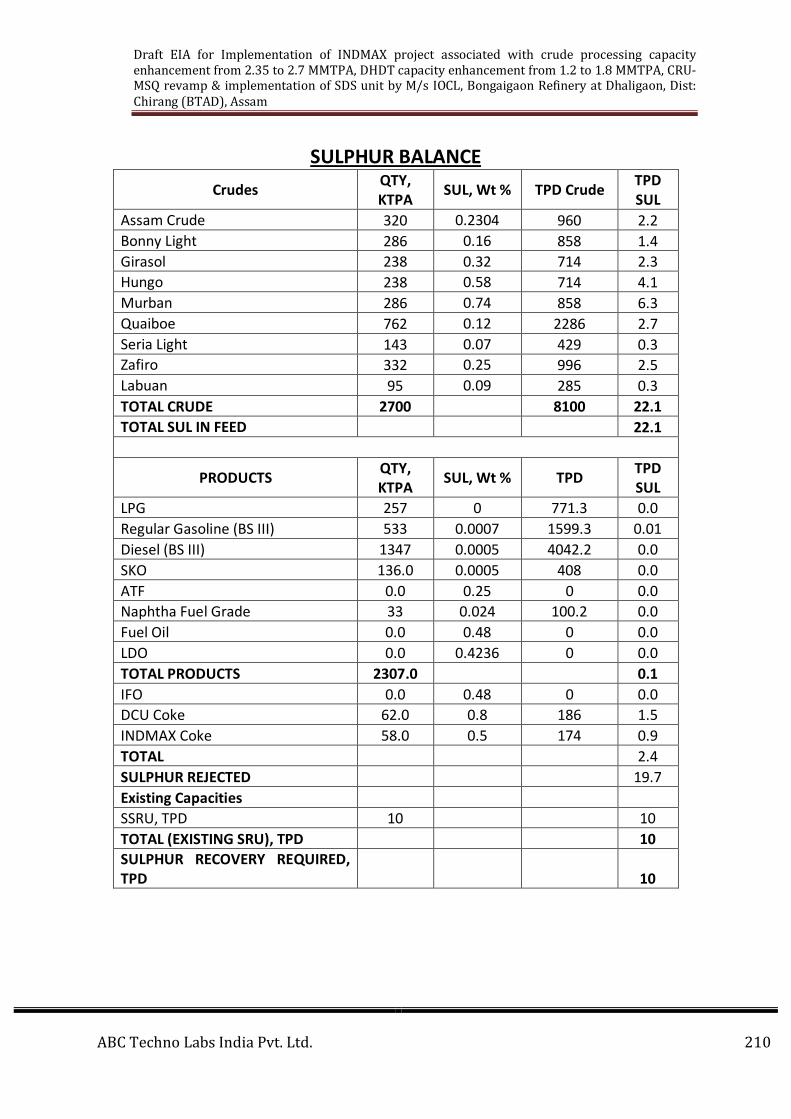
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 210
SULPHUR BALANCE
Crudes QTY,
KTPA SUL, Wt % TPD Crude
TPD
SUL
Assam Crude 320 0.2304 960 2.2
Bonny Light 286 0.16 858 1.4
Girasol 238 0.32 714 2.3
Hungo 238 0.58 714 4.1
Murban 286 0.74 858 6.3
Quaiboe 762 0.12 2286 2.7
Seria Light 143 0.07 429 0.3
Zafiro 332 0.25 996 2.5
Labuan 95 0.09 285 0.3
TOTAL CRUDE 2700 8100 22.1
TOTAL SUL IN FEED 22.1
PRODUCTS
QTY,
KTPA SUL, Wt % TPD
TPD
SUL
LPG 257 0 771.3 0.0
Regular Gasoline (BS III) 533 0.0007 1599.3 0.01
Diesel (BS III) 1347 0.0005 4042.2 0.0
SKO 136.0 0.0005 408 0.0
ATF 0.0 0.25 0 0.0
Naphtha Fuel Grade 33 0.024 100.2 0.0
Fuel Oil 0.0 0.48 0 0.0
LDO 0.0 0.4236 0 0.0
TOTAL PRODUCTS 2307.0 0.1
IFO 0.0 0.48 0 0.0
DCU Coke 62.0 0.8 186 1.5
INDMAX Coke 58.0 0.5 174 0.9
TOTAL 2.4
SULPHUR REJECTED 19.7
Existing Capacities
SSRU, TPD 10 10
TOTAL (EXISTING SRU), TPD 10
SULPHUR RECOVERY REQUIRED,
TPD 10
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 211
ANNEXURE VI
STACK DETAILS
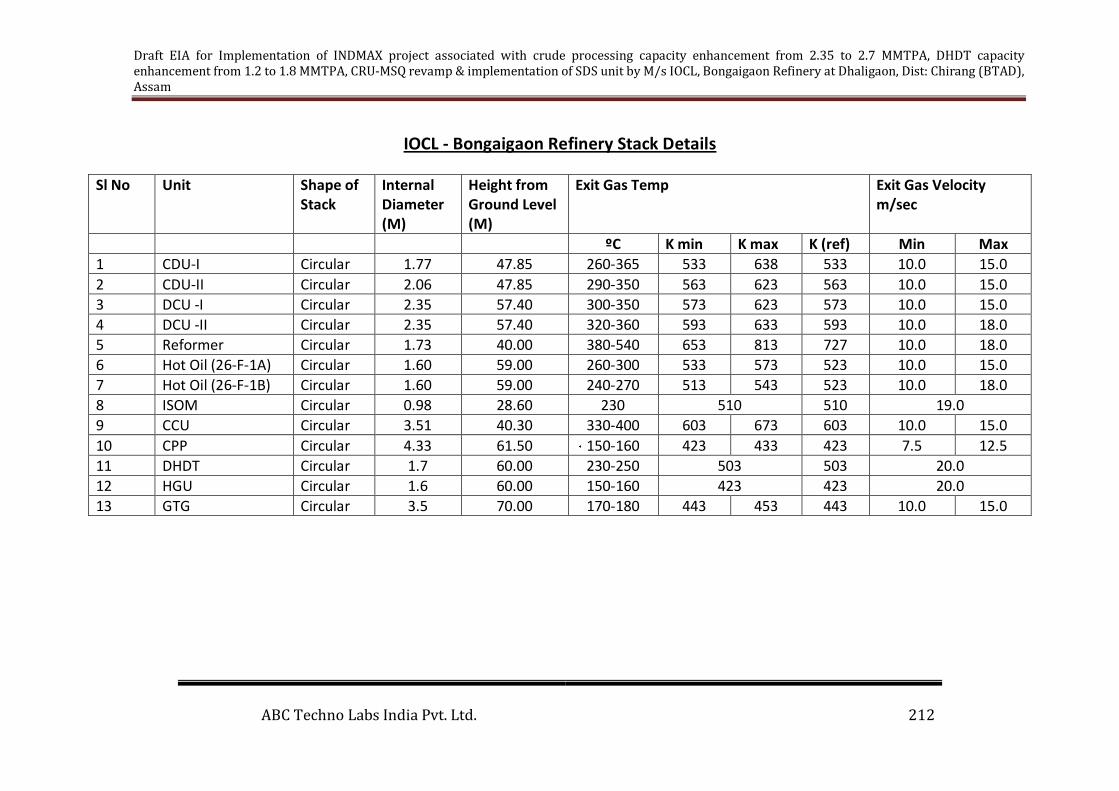
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD),
Assam
ABC Techno Labs India Pvt. Ltd. 212
IOCL - Bongaigaon Refinery Stack Details
Sl No Unit Shape of
Stack
Internal
Diameter
(M)
Height from
Ground Level
(M)
Exit Gas Temp Exit Gas Velocity
m/sec
ºC K min K max K (ref) Min Max
1 CDU-I Circular 1.77 47.85 260-365 533 638 533 10.0 15.0
2 CDU-II Circular 2.06 47.85 290-350 563 623 563 10.0 15.0
3 DCU -I Circular 2.35 57.40 300-350 573 623 573 10.0 15.0
4 DCU -II Circular 2.35 57.40 320-360 593 633 593 10.0 18.0
5 Reformer Circular 1.73 40.00 380-540 653 813 727 10.0 18.0
6 Hot Oil (26-F-1A) Circular 1.60 59.00 260-300 533 573 523 10.0 15.0
7 Hot Oil (26-F-1B) Circular 1.60 59.00 240-270 513 543 523 10.0 18.0
8 ISOM Circular 0.98 28.60 230 510 510 19.0
9 CCU Circular 3.51 40.30 330-400 603 673 603 10.0 15.0
10 CPP Circular 4.33 61.50 150-160 423 433 423 7.5 12.5
11 DHDT Circular 1.7 60.00 230-250 503 503 20.0
12 HGU Circular 1.6 60.00 150-160 423 423 20.0
13 GTG Circular 3.5 70.00 170-180 443 453 443 10.0 15.0
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 213
ANNEXURE VII
OILY SLUDGE MANAGEMENT PLAN
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 214
Oily Sludge Management Plan
Oily Sludge
The oily sludge generated from various operations of the refinery can be divided into two
main categories:
Intermittent wastes
- Crude tank bottoms
- Product tank bottoms
- Kerosene filter clays
- Lube oil filter clays
- Pond sediments
- Coke fines
- Silt from storm water run off
- Cleaning of oil water sewer system
- Cleaning of oil spills
Continuously generated waste from effluent treatment plants
- API separator sludge
- Dissolved Air Flotation (DAF) float
- Slop oil emulsion
Oily sludge generation/handling
Oily sludge generated from above mentioned sources are being stored in a 4000 m3
concrete lined lagoon located in the effluent treatment plant since March 1988 when the
first HSD tank was cleaned. (Prior to this, some small quantity of oily sludge was generated
by way of cleaning of API oil separators/surge ponds/oil spills etc. and this was transferred
to the sludge lagoon from 1979 to 1987). Thereafter the south side sludge lagoon was
designated as an oily sludge lagoon and subsequently all tank cleaning sludge as also the oily
waste generated from waste water treatment plant is transferred to the lagoon.
M/s Balmer Lawrie & Co. Ltd. Kolkata was engaged for processing of Oily Sludge for recovery
of oil and Bio-remediation of residue. Processing of sludge along with Bio-remediation of
residual solid are completed.
For stored oily sludge, methodology for treatment applying bio remediation is under
progress
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 215
ANNEXURE VIII
EFFLUENT TREATMENT PLANT DETAILS
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 216
Effluent Treatment Plant :
Treatment Approach:
The waste water treatment scheme for the refinery consists of inside battery limit auxiliary
treatment facilities which recover the major portion of free oil from concentrated oil
bearing streams at the point of origin, thereby reducing the oil load on main TPI oil
separator oil catchers as supplementary ISBL treatment facility is aimed at stage wise
maximum removal of hydrocarbons from concentrated streams before their dilution with
other waste water streams. Ponds/VOC tanks have also been equipped with oil skimming
facilities so as to remove oil at each successive possible stage.
The combined streams are then subjected to common treatment scheme comprising of
second stage physical oil separation, pH adjustment and two stage biological treatments
consisting of high rate trickling filter and extended aeration type activated sludge process.
The purpose of providing biological treatment in stages (trickling filter and activated sludge
process) is that waste water coming from surge ponds will contain, apart from phenol, oil
and sulphides in such concentration so as to make an activated sludge process work not so
efficiently. Trickling filter is known for its ability to accept and remove high concentration of
both oil and sulphides to a very low value which can be further taken care of in an activated
sludge unit. In respect of particularly the oil, trickling filter is known to reduce the same
from about 100 ppm to less than 15 ppm. The non-provision of intermediate sludge
entering from trickling filter would be helpful in developing and maintaining the mixed
liquor suspended solids concentration to desired value.
The final clarifier has been provided to remove settle able solids from the effluent. Active
biological sludge mass shall be recirculated in order to have the desired MLSS.
In order to have fairly uniform hydraulic as well as organic loading from the plant
throughout the year, which is required to the production of desired quality final effluent,
surge ponds have been provided for this purpose. The total combined flow from the
receiving sump shall be pumped by screw pumps to surge ponds via TPI.
Screw pumps have been provided for lifting raw waste from receiving sump to surge ponds
mainly because of the following advantages:
- Screw pumps are very efficient for a large variation of flows. They gently lift as much
as it comes for very low rate as well as peak flow conditions. Screw pumps are also
more efficient compared to centrifugal pumps for the conditions of low head and
high discharge.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 217
- Screw pumps gently lift the waste water containing oil and thus avoiding churning of
the waste water during the course of pumping. As a result of this emulsification does
not take place and the physical removal of oil in the oil separators in much easier.
The designed flow from the TPI & VOC tanks/surge pond-I&II flows over to DAF section. DAF
section is removing practically most of the remaining free floating and emulsified oil from
the waste water. Oil free water from DAF section flows to pH adjustment tank where
sulphuric acid is dosed to reduce the pH to about 7.5 to 8.0
The effluent from DAF section shall be fed to trickling filter along with screened, regretted
domestic sewage from the complex. Filtered effluent shall be collected into the transfer
sump from where part of it shall be recirculated back to trickling filter and designed flow to
aeration tank. For the proper oxidation of organic matter contained in the nutrient deficient
waste, nutrients mainly Nitrogen and Phosphorus are added to feed chamber of bio filter in
the form of Urea and DAP. Required nutrient supply is beneficial for the microbial growth.
The aeration tank has been designed as deep oxidation ditch type. Oxidized effluent is
taken to the final clarifier for the separation of the settle able biological flocks, and the clear
effluent shall be collected in the guard ponds for final discharge to tertiary treatment
facility.
The biological sludge from the clarifier shall be collected in a separate sump from where
part of it shall be returned to aeration tank and surplus shall be transferred to the sludge
drying beds. The primary sludge from oil separators shall be pumped to the sludge lagoon.
The excess biological sludge from extended aeration type activated sludge process would be
quite small.
It has been proposed to dispose of all the oily sludge to a lagoon which is intended to accept
sludge for prolonged period and then be taken out of operation the supernatant containing
oil from the lagoons shall be brought to the oil sump and be pumped to the slop oil tank.
Guard ponds in duplicate have been provided so as to have batch wise operation. Guard
pond shall be sufficient for storing the treated effluent for a day which shall provide enough
time for checking the quality of the final effluent before its final discharge.
The contaminated cooling tower blow down shall be treated in circular oil separator, for
removal of free oil. The oil free blow down shall be discharged to the Guard Ponds. This will
further dilute the final effluent.
The skimmed oil from ISBL oil separator oil catchers (for tank bottom from crude tanks,
reduced crude and slop storage tanks), TPI separator, surge ponds, and sludge lagoons are
pumped to the slop oil storage tanks.
The final effluent from the plant is the following characteristics as envisaged in the consent
document of Assam State Pollution Control Board.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 218
1. pH 6.0-8.5
2. Phenol 0.35 mg/l
3. BOD 15 mg/l
4. Sulphide 0.5 mg/l
5. O & G 5 mg/l
6. Suspended Solids 20 Mg/l
7. COD 125 mg/l
All other applicable characteristics of the treated effluent shall be as per IS: 2490-1974.
Waste Water Treatment Plant -Refinery Section:
Introduction:
The Waste Water Treatment Plant has been expanded for Refinery Expansion Project of
Bongaigaon Refinery , which has been enhanced its refining capacity to 2.35 MMTPA from
1.35 MMTPA. BGR is treating the waste water generated from the Refinery &
Petrochemicals area separately in an integrated Waste Water Treatment Plant. The treated
waste water is stored in guard ponds and further routed to clear water pond for tertiary
treatment.
Quantity and Quality of Waste Water and Treated Effluent:
Characteristic of Waste Water:
Up to Biological Unit:
1. Flow Rate
a) For TPI Units Stream I -150 M3/hr
Stream II - 500 M3/hr
b) For DAF Units Stream A - 60 M3/hr
Stream B - 120 M3/hr
2. PH 10.0 – 11.0
3. Oil & Grease 1050 mg/l
a) Feed Oil 735 mg/l
b) Emulsified oil 315 mg/l
4. BOD5 days 20oC 56 mg/l
5. Total suspended solids 200 mg/l
6. Phenol 55 mg/l
7. Hydrogen sulphide (H2S) 36 mg/l
8. Sodium sulphate 1000 mg/l
9. Mercaptans 8.0 mg/l
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 219
From Biological Unit & Onward:
1. Flow Rate 180 M3/hr (including sanitary flow)
2. BOD5 250 mg/l
Treated Effluent Quality:
1. pH 6.0-8.5
2. Oil & Grease 5 mg/l
3. BOD3 day 27oC 15 mg/l
4. Total suspended solids 20 mg/l
5. Phenol 0.35 mg/l
6. Sulphides 0.5 mg/l
Design Basis:
Treatment Philosophy:
The effluent generated from the units mainly comprises of chemical and oily effluent. This
stream contains pollutants like oil, BOD, sulphides, Phenols and suspended solids. In
addition, sanitary waste from township and plants are required to be treated along with the
plant effluent for BOD removal.
The treatment philosophy contemplated thus involves physicochemical treatment for the
removal of suspended solids and oil followed by Biological treatment for the removal of
phenols, sulphides and BOD to produce a treated effluent that will meet the MINAS.
Treatment Scheme:
The free oil content of the process effluent is removed in Tilted Plate Interceptors by gravity
separation using the difference in specific gravities of oil and water. The effluent being
normally alkaline, of pH range 10-11 is neutralized by addition of sulphuric acid and brought
to neutral range which will aid to remove oily matter during further treatment.(Sulphuric
Acid dosing system for neutralisation is presently suspended for receiving effluents PH range
8-9 ).
The emulsified oil content of the effluent is removed by the addition of alum and de-oiling
polyelectrolyte followed by air floatation. The effluent free from both free and emulsified oil
is taken for biological treatment.
The dissolved organic matter present is removed by biological oxidation employing
extended aeration to achieve finer degree of treatment. Since the process effluent is devoid
of micronutrients, urea and di-ammonium phosphate are added to the biological oxidation
step. The mixed liquor from this step is taken to a radial flow classifier wherein gravity
separation of mixed liquor suspended solids taken place. The clear supernatant from
classifier will meet the MINAS for disposal.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 220
The slop oil from TPI/VOC tanks is sent to storage tanks. The sludge from TPI/VOC tanks and
DAF is taken to sludge lagoon. The excess bio-sludge is solar dried in sand drying beds.
Product of the Treatment Facility:
Treated Effluent Quality:
1) pH 6.0 - 8.5
2) Oil & Grease 5 mg/l
3) BOD3 day 27oC 15 mg/l
4) Total suspended solids 20 mg/l
5) Phenol 0.35 mg/l
6) Sulphides 0.5 mg/l
Slop oil from Waste Water Treatment Plant:
The detailed calculation for the slop oil quantity is given in process design calculations. The
quantity of slop oil proposed to be collected from TPI unit is max of 2.4 M3/hr at 20%
concentration.
Sludge Production:
The sludge production is envisaged at mainly three units in the Waste Water Treatment
Plant i.e. at TPI, DAF and final clarifier (excess sludge). The sludge quantity proposed to be
produced at the above three units are given as below:
a) TPI (01 & 02) - 2.14 M3/hr 0.3% concn.
b) DAF (01 & 02) - 2.60 M3/hr 0.3% concn.
c) Final Clarifier - 27.8 M3/hr 0.1% concn.
Normal Operations Main Plant:
A. Admit effluent into Surge Pond-II via TPI. Surge Pond-II, has a capacity of 6000 M3
.The normal flow is 120 M3/hr. From the surge pond II effluents taken to the surge
pond I of capacity 3000 M3 through a inter connection line at the middle of the
ponds.
B. The flow will then go to the transfer sump from where the effluent is pumped to PH
adjustment tank.
C. The sulphuric acid is to be dosed into the pH adjustment tank at the inlet of the
tank.(Presently acid dosing is suspended).
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 221
D. When the effluent level reaches the top of the pH adjustment tank then the agitator
is to be started. Then the effluent transferred to flash mixer and flocculator where
alum and polyelectrolyte are added .Then the effluent routed to DAF section where
oily sludges are separated.
E. Flow then goes to sump S-I via original PH mixer from where it is pumped to bio filter
feed chamber. Only two of the four pumps are normally to be used.
F. In bio filter feed chamber, required quantities of nutrients, urea and DAP are to be
added.
G. The effluent flow to Sump S-2. Two of the pumps are normally in use. The flow will
be delivered to splitter box 1 from where it will go to bio-filter and balance to
aerator. This division is automatic and no operation is involved.
H. In the aeration tank, the aerators are to run all through the day. It is necessary to
maintain correct MLSS in the tank to get proper results
I. The effluent after aeration is led to the clarifier where the settle able material will
come down and the clear effluent goes to guard ponds. The clarifier machine must
run 24 hrs so that all material settled on the floor can be quickly sent to the sump S-
3.
J. In Pump House S-3, there are two pumps of which only one will work. The waste will
be delivered to splitter box-2 from where sludge recirculated to aeration tank. The
surplus sludge is transferred to sludge drying beds by gravity
flow.
K. Under normal operation, flow from guard pond will be transferred to Clear Water
Pond.
Oil Collecting System:
Oil skimmed off from surge ponds, TPI, API separator, CTBD oil separator, VOC tanks will
flow by gravity to slop oil sump S-4. One pump is in use, one is standby and the oil is
delivered to slop oil tank. It is expected that pump will run continuously in every shift.
Sludge Collection System:
The CTBD oil separator will have to be desludged once in every shift for about 10 minutes. It
is necessary to ascertain by visual inspection, how long this valve will be required to be kept
open so that only oily sludge is removed.
In addition, the sludge collected from the API separator, DAF section also flow by gravity to
sludge pump S-5. This will take place with periodical opening of sludge valve. There are two
pumps provided in this pump house. One will work normally. The anticipated working time
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 222
is 10-20 minutes per shift. This sludge will be pumped to sludge lagoon. TPI bottom sludge
also collected and transferred to sludge lagoon by sump and pumps near TPI.
There is a oily sludge lagoon of 4000 M3 Capacity. The sludges dry to a separable consistency
and is then to be manually removed. The only operation required is to open valve on sludge
lagoon depending on which is ready to accept the sludge. The melting oil from the sludge is
collected by skimmer and transferred slop oil sump S4.
Surge Pond No. 1: To hold the incoming waste coming in surges and varying rates of
flow/load and to release at a fixed rate of flow 120 M3/hr for further treatment.
Surge Pond No. 2: To skimmed oil carryover from TPI, Capacity 6000 M3
API Oil Separator: To remove free floating oil from the waste water. Free floating oil is to
be skimmed from the surface without disturbing the channel contents which might result in
emulsification.
The object is achieved by the gentle pushing of the concentrated oil surface with the
mechanism moving at a maximum permissible speed of 0.9 M/minute to effect remove of
oil globules of average dia 0.015 cm (Sp. Gr. 0.9) as per API standards.
Presently API separator is not in line after commissioning of Refinery Expansion Section.
However the separator is taken in line during maintenance of DAF section and
emergencies.
pH Adjustment Tank:
i) To correct the pH of the waste to the optimum level required for subsequent
biological treatment as and when required.
ii) To convert the sulphites to sulphates by providing oxygen.
iii)
Process Description:
During the detention period in the tank, the waste water is dosed with a predetermined
quantity of sulphuric acid to adjust the pH to the range of 7.5 to 8 to facilitate biological
treatment. In case the pH falls below 7 due to stripping of sulphites, acid addition has to
Be adjusted to raise it to the above range. By experience operator shall know that if pH
depression takes place due to sulphites oxidation. Consequently, acid feed quantity is
adjusted accordingly.
Presently acid dosing is suspended due to getting desired quality of effluents at inlet of
treatment section where acid neutralization is not required.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 223
Bio-filter (Trickling filter): To remove to the extent of 70%, the organic load, viz. BOD,
Phenols, all sulphides of waste water and also oil to the limits tolerable for the subsequent
activated sludge process.
Brief Description of Process:
The above objective is achieved by passing the waste through the bio filter. The mechanism
spreads the waste uniformly all over the surface of the media at a more or less uniform rate.
The discharge action, viz. in the form of sheets of water from the spreader plates will expose
the waste to the atmospheric oxygen.
The waste then passed over the biological film formed on the filter media. The organisms in
the film will substantially reduce the load passing through. The waste is further subject to
oxygenation by exposure to the free oxygen available in the air pockets in the media.
Loading Data:
Phenol loading 18 lbs/1000 cft/day
Organic load removal 70% of incoming organic load
Efficiency
Recirculation ratio 1:2:5
Aeration Tank: Reduction of biochemical oxygen demand left over after degradation in bio
filter and also reduction of suspended colloidal solids.
Clarifier: The settle and remove all suspended matters in the flow as well as the floating
scum.
Brief Description of Process: On account of the detention of the waste water in the tank for
a period of time, the sludge particles will settle at the bottom on the floor and are swept
continuously to a central pocket by the revolving scrapper arm. The sludge is then drawn off
from the sludge pocket.
The lighter suspended matter called the scum, floats at the top of water. This is skimmed
mechanically and discharged continuously into a scum box. The clean effluent flows over a
circular weir readily into an outer launder running along side the tank wall.
Guard Ponds: For holding the treated effluent for quality checking before the final disposal.
Process: The treated effluent is delivered to guard pond from final clarifier. Duplicate ponds
provision helps in all owing enough time for final quality check before final disposal. The
treated effluent delivery is from top while exit is from bottom. The total storage capacity
available is 3600 M3/30 hrs detention.
Receiving Sump: A receiving sump of 5.63 M3 (3.0 M * 3.5 M *.536 M) capacity has been
provided. For a normal flow of 120 M3/hr. detentions time is about 2.8 M.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 224
Delivery channel from screw pumps is connected to distribution chamber of surge ponds. A
bypass arrangement from receiving sump to nearest storm water drain is made to avoid
flooding of vast area in the event of failure of both pumps (though it is unlikely to happen
any time) or failure of high capacity pump.
Screw Pump: Two screw pumps are installed to deliver incoming dry weather process waste
water as well as total maximum wet weather flow (process waste + contaminated rain water
from paved areas/tank farm). The discharge capacities are 150 M3/hr and 500 M3/hr
Sludge Lagoon: The purposes of sludge lagoons are to store and dewater the wet sludge.
Oily sludge contains about 2 to 3 percent solids and balance water. The dewatered/dried
sludge shall be disposed of by either land filling. The sludge shall dry to a separable
consistency and is then to be manually removed. It is being assumed that minimum 50%
compaction shall take place during storage.
Supernatant at various levels could be taken out periodically, by means of portable pumps.
Skimmed oil is brought to sump S-4.
Nutrient Dosing System:
To add nutrients to the waste to obtain optimum condition for biological treatment.
Brief Description of Process:
The micro-organisms in the waste feed on the organic food to effect treatment. To sustain
the life of the micro-organism, nutrient such as Urea and DAP are added. The theoretical
ratio required are 1 P: 5 N: 100 BOD. Expected consumption of nutrients for design
flow/load is mentioned below:
Urea : 50 kg/day
DAP : 50 kg/day
Urea & DAP mixed with water in tanks through agitators and dosing rate is adjusted for
continuous dosing ,checked throughout the shift and recorded in the log book.
Specification of Chemicals (For WWTP):
Sl.No. Name of Chemical Specification
1. Polyelectrolyte Appearance: Clear, colourless liquid, pH 3-6,
Stability : Easily soluble in water
2. Ferric Alum Al2 (SO4)3 14H2O: 17% AI2O3 (Min)
3. Di ammonium Total N2 18%
Phosphate Total Phosphate as P2O5 46%
4. H2 SO4 Concentration 98%
(Sulphuric Acid)
5. Urea As per ISI 1781/1975
(Technical Grade)
N2 = 45.5%

Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 225
General Description of Treatment (WWTP Petrochemicals):
Industrial waste water from Petrochemical section totaling about 40 M3/hr. (excluding
domestic waste water and contaminated rain water/Fire water run off) enters Surge Ponds
No. III. To this pond about 40 M3/hr of treated waste water is recycled from Guard Pond.
This pond is equipped with oil skimmers. Floating oil is removed from waste water in the
Surge Pond with the help of this skimmer and carried to slop oil sump. Effluent from outlet
chamber of this pond is carried by gravity to API oil separator via a Venturi Flume. To
regulate flow at 80 M3/hr from the pond motorized valves actuated by timer have been
provided. Extra waste water overflows to Surge Pond I & II which have been provided
previously. In rainy season contaminated rain water is also admitted to Surge Pond III and
excess waste water from new and old Surge Pond is to be carried to nearest storm sewer.
Flow from Venturi Flume goes to API oil separator. Floating oil is skimmed off and carried to
existing slop oil sump. Settled sludge at bottom is scrapped with the help of sludge scraper
and carried to existing oily sludge sump. Oil free waste water from API oil separator flows to
influent sump. Thickener supernatant and filtrate from sludge drying beds are also carried
to this sump. As this effluent lacks nutrient necessary for the next biological treatment,
nutrient solutions are added from existing chemical house. Total effluent from influent
sump (about 92.01 M3/hr) is pumped to one chamber of splitter box No. 1 leading to
trickling filter. This splitter box is provided to distribute trickling filter for recirculation and
partly to aeration tank. A bypass arrangement has been provided to bypass trickling filter.
Waste water in trickling filter, is treated biologically by the microbes for stabilization of the
organic matter. The waste water (average – 160 M3/hr maximum – 200 M3/hr) trickles over
stone media and flows continuously in the form of thin film over the attached growth of
microbial film on the stone media. The spraying action and the ventilation provided in the
trickling filter keep microbial film/slime in aerobic condition. The surface film or slime
sloughs off almost continuously because of flow resistance developed at the next immediate
surface of the stone media. The treated waste water from trickling filter is collected in
transfer sump from where it is pumped to approach chamber of splitter box No. 1. Part of
this flow (about 80 M3/hr) from Township and return sludge from clarifier are also admitted.
In the aeration tank the effluent is aerated to oxidize the organic matter. Microorganisms
present in the return sludge oxidize the organic matter and used it as food and form their
own cell mass. Thus micro organisms cell mass concentration continues to drop, which can
be removed by setting in next process. The aerators provided on the platform maintain the
contents in aerobic condition by maintaining adequate oxygen transfer rates and also
maintain adequate mixing of the contents. A bypass arrangement is provided to bypass this
aeration tank. Treated effluent from this aeration tank is carried to the clarifier where
sufficient detention time is given to the effluent and biological solids are allowed to settle at
bottom and collected in hopper with the help of scraper. Sludge, by
Hydrostatic pressure is carried to sludge sump. This sludge contains acclimatized micro
organisms. Part of this sludge is pumped back to aeration tank to keep MLSS concentration
at 4000mg/l there. Excess sludge is pumped to sludge thickener. Splitter box No. 2 is
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 226
provided for the distribution of the sludge. A bypass line of oily sludge rising main and
excess bio-sludge line from splitter box of existing plant is also admitted to chamber leading
sludge to sludge thickener. Supernatant from sludge thickener is carried back to influent
sump and thickened sludge is carried to thickened sludge sump from where it is pumped to
sludge drying beds and, if required, to existing sludge lagoon. Filtrate from sludge drying
beds is carried to influent sump.
Clear effluent from clarifier is carried by gravity to hay filter where traces of oils are
removed. Effluent from hay filter flows to Guard Ponds, and effluent from guard pond flows
to guard pond sump. Effluent from existing guard is also, if necessary admitted to this sump.
40 3/hr/hr of treated effluent is recycled by pumping to Surge Pond III and effluent in excess
is pumped to existing polishing pond. Existing chemical house provided for refinery effluent
treatment plant is used to prepare chemical solution and to feed the chemicals nutrient to
this treatment plant. The flow measuring facilitie4s are provided at important location to
measure flow of liquid, sludge and chemical solution.
The final effluent from the plant shall have following characteristics as envisaged in the
consent document of Assam State Pollution Control Board.
1. pH 6.0-8.5
2. Phenol 0.35 mg/l
3. BOD3 day 27oC 15 mg/l
4. Sulphide 0.5 mg/l
5. Oil & Grease 5 mg/l
6. Suspended Solids 20 mg/l
7. COD 125 mg/l
8. Cyanide 0.2 mg/l\
9. Chromium 2 mg/l
10. Fluoride 15 mg/l
Surge Pond III and its Sump: The surge ponds are provided for storing effluent and to
discharge it at a constant rate.
.
Surge Pond Sump & Pump:: To discharge effluent to API and down stream section at
constant rate.
API Oil Separator : This unit is provided to remove the free floating oil from waste water.
Process:
The process employed here is in line with the practice of American Petroleum Institute who
has widely developed such measures for liquid oil separation.
Free floating oil is to be separated from waste water under quiescent condition which is
offered by API separator type units. The separation of free oil is based on the theory of
gravity separation. The units are designed for oil of specific gravity 0.92 and that of waste
water as 0.995 at operating temperature of 50oC. The average dia of oil globule to be
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 227
removed is assumed as 0.015 cm and absolute viscosity of 0.01 centipoises. Pre-separator
channel is provided to reduce the turbulence of water before it is allowed to flow through
the separator channel and the waste water will pass through the pipe diffusions inlet of the
API separator, which will increase the velocity of the water and as a result of this the oil
globules will get separated from the waste water and rise to the surface which are
subsequently removed by the API Oil Skimming mechanism.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 228
Trickling Filter: This unit is provided to remove 70% of incoming BOD to trickling filter.
Process :
The trickling filter contains broken stone media covered with micro organism (Zoo Leal film).
Waste water is applied on the medium at a controlled rate (Trickled), causing intimate
contact between waste, micro organisms and oxygen, resulting in chemical, physical and
biological changes (Purification) to the applied waste water. The micro organisms absorb the
organic matter as food. The spraying action through distribution arm and ventilation
provided keep the slime layer thus formed in aerobic conditions. When the slime layer
becomes thick inner surface becomes anaerobic and the slime layer gets sloughed from the
media surface. This is more or less a continuous process. For high rate operation the waste
water is recirculated.
Aeration Object of this biological treatment is to oxidize organic matter contributing Bio-
chemical oxygen demand (BOD). For this purpose waste water is aerated with the help of
aerators.
Process :
Sewage from distribution box (135 M3/hr) and effluent from splitter box 1 (80 M3/hr) are
fed to the inlet of aeration bank. In addition to this, return sludge from clarifier is admitted
to the inlet of the aeration tank. In the aeration tank the effluent is aerated to oxidize the
organic matters. Micro organisms present in the return sludge oxidize the organic matter
and use it as food and form their own cell mass. Thus micro organisms cell mass
concentration continues to drop. These cell mass can be removed by settling thus leaving
effluent free of oxygen demand.
The aerators provided on the platform maintain the contents in aerobic condition by
maintaining adequate oxygen transfer rates. They also provide adequate mixing of the
contents and thereby contents do not settle on the floor of the tank. The flow from outlet
launder goes to the clarifier. Bypass arrangement has been provided to bypass aeration
Clarifier: This unit is provided for removing the biological settle able solids formed in
process.
Process :
The clarifier is continuous flow circular basin. The waste water from Aeration Tank is
admitted by feed pipe to the inlet feed well at the centre of circular RCC tank. Feed well
deflects the incoming effluent downward thus avoiding the tendency of the liquid to short
circuit and directly traverse towards the overflow weir. Gravity is the principal force causing
the solids to settle down. Factors affecting the settling are surface loading rate, period of
retention, size of particles, concentration of suspended particles temperature, viscosity of
waste water, etc.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 229
The mass known as biological sludge settles down and with the help of scraper mechanism
is collected at the bottom of the tank. The valve on sludge line is opened to discharge it to
sludge sump from where about 66% is pumped back to aeration tank and excess sludge is
pumped to sludge thickener.
Guard Pond : The guard ponds are provided to collect the treated waste water.
Process
Inlet chamber of guard pond receive treated effluent from hay filter and is discharged into
the guard pond sump from where about 40 M3/hr. is recirculated by pumping to surge
pond/ISP and remaining effluent is pumped to polishing/clear water pond.
Sludge Thickener: This unit is provided for reducing the sludge volume to be disposed off
into the sludge drying beds/sludge lagoon.
Process :
The process for sludge thickening is more or less similar to that of clarifier. The sludge
thickening mechanism fitted into RCC tank serves to concentrate sludge from 1% to 4$ and
pushes the sludge to centre pocket from where it can be carried to thickened sludge sump
for pumping into sludge drying beds/existing lagoon. Supernatant is carried to ISP.
Sludge Drying Beds: Sludge drying beds are provided to dewater the biological sludge
containing about 95% of water. The dewatered sludge, in the form of dried cake, is to be
disposed off.
Process:
Sludge is spread on the filter media containing gravel and sand. Simple physical straining of
solid takes place. Water is partially lost by seepage through sand layer and partially by
evaporation at ambient temperature. At bottom of filter media, collection system
comprising of open jointed pipe is provided to collect the filtrate. The entire system is
enclosed by brick masonry. Filtrate is carried to influent sump.
Refer the ETP process flow diagram below:
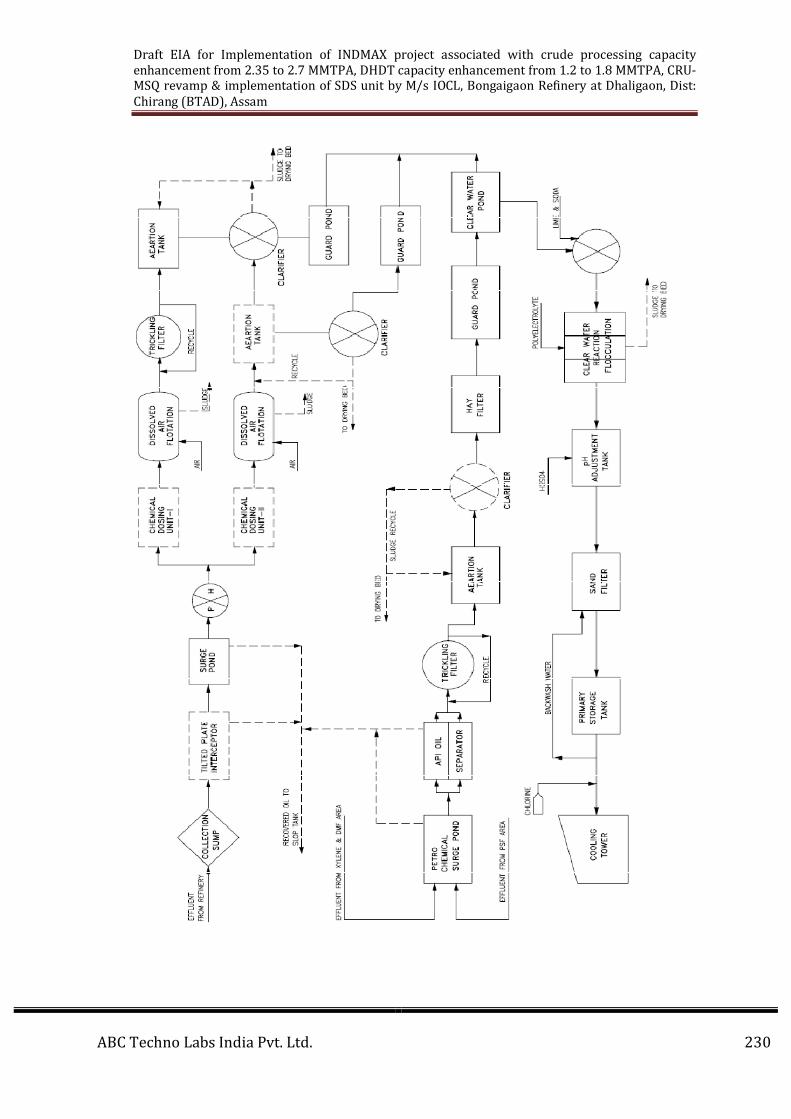
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 230
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 231
ANNEXURE IX
TERTIARY TREATMENT PLAN
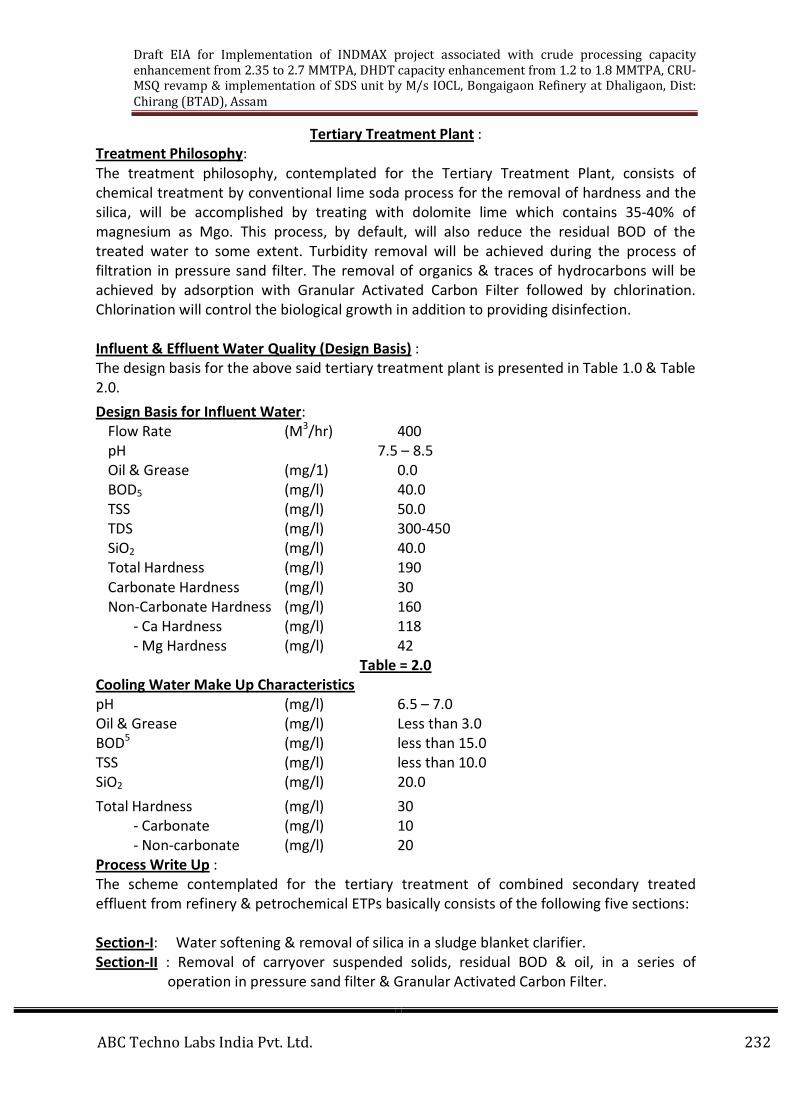
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 232
Tertiary Treatment Plant :
Treatment Philosophy:
The treatment philosophy, contemplated for the Tertiary Treatment Plant, consists of
chemical treatment by conventional lime soda process for the removal of hardness and the
silica, will be accomplished by treating with dolomite lime which contains 35-40% of
magnesium as Mgo. This process, by default, will also reduce the residual BOD of the
treated water to some extent. Turbidity removal will be achieved during the process of
filtration in pressure sand filter. The removal of organics & traces of hydrocarbons will be
achieved by adsorption with Granular Activated Carbon Filter followed by chlorination.
Chlorination will control the biological growth in addition to providing disinfection.
Influent & Effluent Water Quality (Design Basis) :
The design basis for the above said tertiary treatment plant is presented in Table 1.0 & Table
2.0.
Design Basis for Influent Water:
Flow Rate (M3/hr) 400
pH 7.5 – 8.5
Oil & Grease (mg/1) 0.0
BOD5 (mg/l) 40.0
TSS (mg/l) 50.0
TDS (mg/l) 300-450
SiO2 (mg/l) 40.0
Total Hardness (mg/l) 190
Carbonate Hardness (mg/l) 30
Non-Carbonate Hardness (mg/l) 160
- Ca Hardness (mg/l) 118
- Mg Hardness (mg/l) 42
Table = 2.0
Cooling Water Make Up Characteristics
pH (mg/l) 6.5 – 7.0
Oil & Grease (mg/l) Less than 3.0
BOD5 (mg/l) less than 15.0
TSS (mg/l) less than 10.0
SiO2 (mg/l) 20.0
Total Hardness (mg/l) 30
- Carbonate (mg/l) 10
- Non-carbonate (mg/l) 20
Process Write Up :
The scheme contemplated for the tertiary treatment of combined secondary treated
effluent from refinery & petrochemical ETPs basically consists of the following five sections:
Section-I: Water softening & removal of silica in a sludge blanket clarifier.
Section-II : Removal of carryover suspended solids, residual BOD & oil, in a series of
operation in pressure sand filter & Granular Activated Carbon Filter.
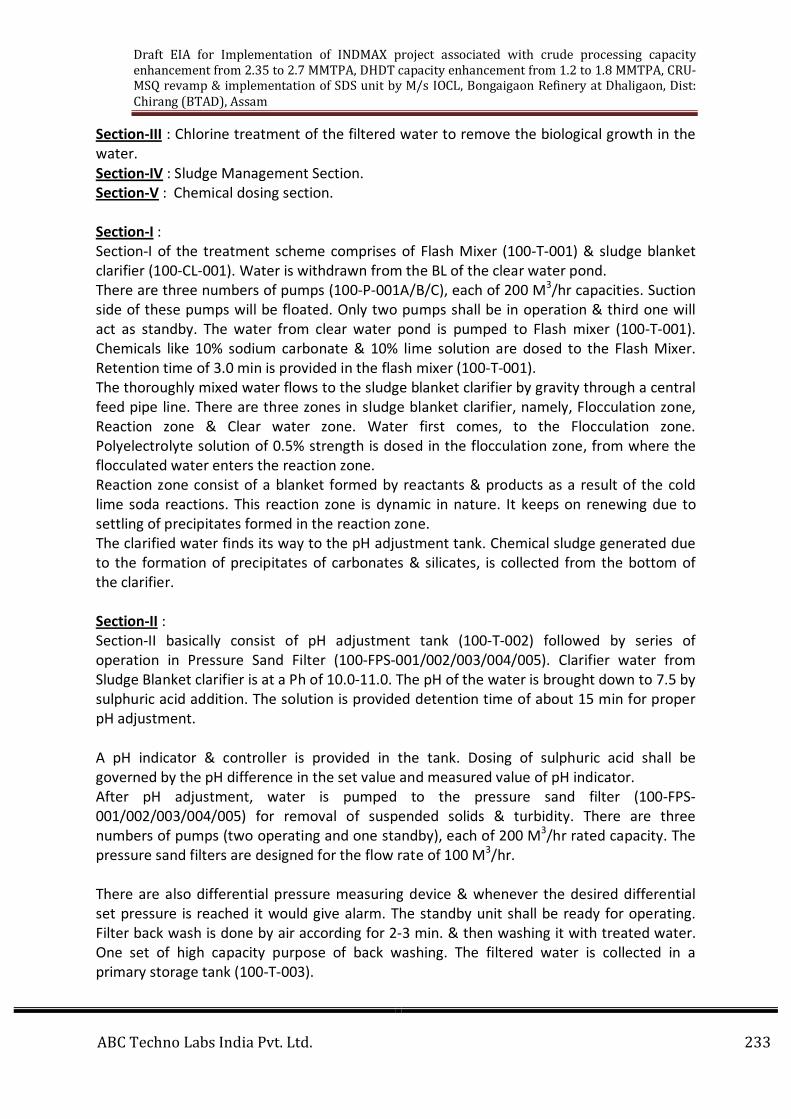
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 233
Section-III : Chlorine treatment of the filtered water to remove the biological growth in the
water.
Section-IV : Sludge Management Section.
Section-V : Chemical dosing section.
Section-I :
Section-I of the treatment scheme comprises of Flash Mixer (100-T-001) & sludge blanket
clarifier (100-CL-001). Water is withdrawn from the BL of the clear water pond.
There are three numbers of pumps (100-P-001A/B/C), each of 200 M3/hr capacities. Suction
side of these pumps will be floated. Only two pumps shall be in operation & third one will
act as standby. The water from clear water pond is pumped to Flash mixer (100-T-001).
Chemicals like 10% sodium carbonate & 10% lime solution are dosed to the Flash Mixer.
Retention time of 3.0 min is provided in the flash mixer (100-T-001).
The thoroughly mixed water flows to the sludge blanket clarifier by gravity through a central
feed pipe line. There are three zones in sludge blanket clarifier, namely, Flocculation zone,
Reaction zone & Clear water zone. Water first comes, to the Flocculation zone.
Polyelectrolyte solution of 0.5% strength is dosed in the flocculation zone, from where the
flocculated water enters the reaction zone.
Reaction zone consist of a blanket formed by reactants & products as a result of the cold
lime soda reactions. This reaction zone is dynamic in nature. It keeps on renewing due to
settling of precipitates formed in the reaction zone.
The clarified water finds its way to the pH adjustment tank. Chemical sludge generated due
to the formation of precipitates of carbonates & silicates, is collected from the bottom of
the clarifier.
Section-II :
Section-II basically consist of pH adjustment tank (100-T-002) followed by series of
operation in Pressure Sand Filter (100-FPS-001/002/003/004/005). Clarifier water from
Sludge Blanket clarifier is at a Ph of 10.0-11.0. The pH of the water is brought down to 7.5 by
sulphuric acid addition. The solution is provided detention time of about 15 min for proper
pH adjustment.
A pH indicator & controller is provided in the tank. Dosing of sulphuric acid shall be
governed by the pH difference in the set value and measured value of pH indicator.
After pH adjustment, water is pumped to the pressure sand filter (100-FPS-
001/002/003/004/005) for removal of suspended solids & turbidity. There are three
numbers of pumps (two operating and one standby), each of 200 M3/hr rated capacity. The
pressure sand filters are designed for the flow rate of 100 M3/hr.
There are also differential pressure measuring device & whenever the desired differential
set pressure is reached it would give alarm. The standby unit shall be ready for operating.
Filter back wash is done by air according for 2-3 min. & then washing it with treated water.
One set of high capacity purpose of back washing. The filtered water is collected in a
primary storage tank (100-T-003).
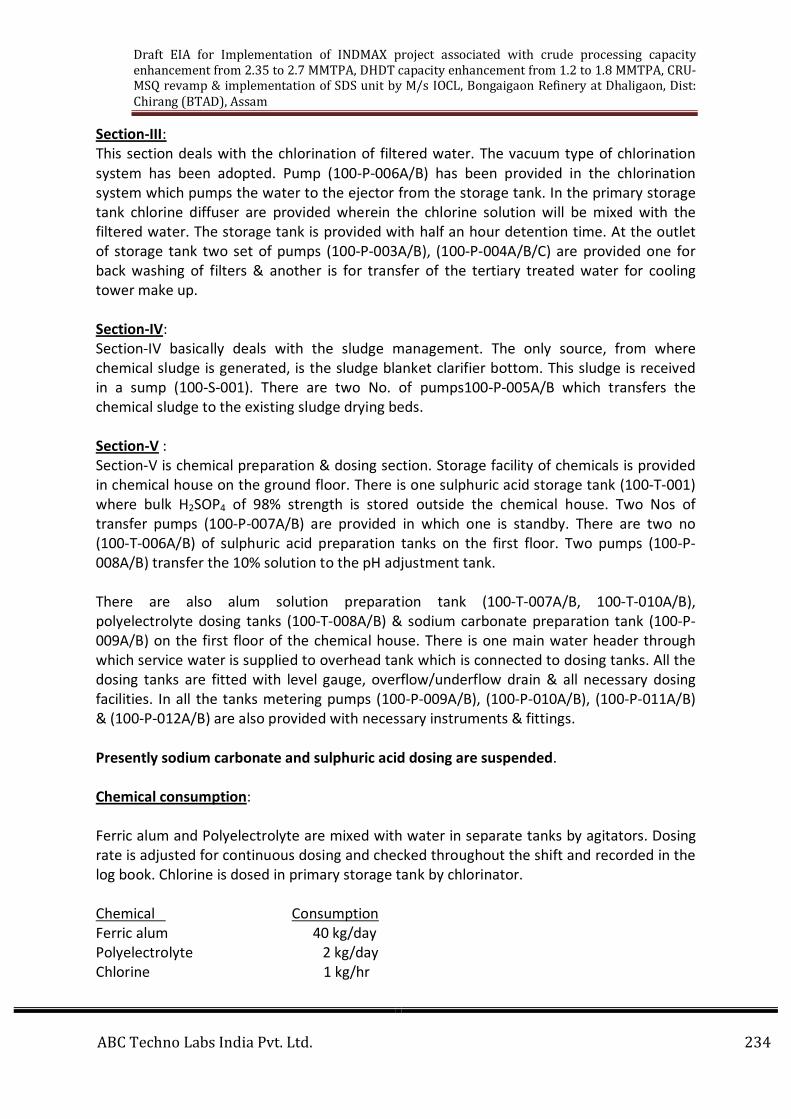
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 234
Section-III:
This section deals with the chlorination of filtered water. The vacuum type of chlorination
system has been adopted. Pump (100-P-006A/B) has been provided in the chlorination
system which pumps the water to the ejector from the storage tank. In the primary storage
tank chlorine diffuser are provided wherein the chlorine solution will be mixed with the
filtered water. The storage tank is provided with half an hour detention time. At the outlet
of storage tank two set of pumps (100-P-003A/B), (100-P-004A/B/C) are provided one for
back washing of filters & another is for transfer of the tertiary treated water for cooling
tower make up.
Section-IV:
Section-IV basically deals with the sludge management. The only source, from where
chemical sludge is generated, is the sludge blanket clarifier bottom. This sludge is received
in a sump (100-S-001). There are two No. of pumps100-P-005A/B which transfers the
chemical sludge to the existing sludge drying beds.
Section-V :
Section-V is chemical preparation & dosing section. Storage facility of chemicals is provided
in chemical house on the ground floor. There is one sulphuric acid storage tank (100-T-001)
where bulk H2SOP4 of 98% strength is stored outside the chemical house. Two Nos of
transfer pumps (100-P-007A/B) are provided in which one is standby. There are two no
(100-T-006A/B) of sulphuric acid preparation tanks on the first floor. Two pumps (100-P-
008A/B) transfer the 10% solution to the pH adjustment tank.
There are also alum solution preparation tank (100-T-007A/B, 100-T-010A/B),
polyelectrolyte dosing tanks (100-T-008A/B) & sodium carbonate preparation tank (100-P-
009A/B) on the first floor of the chemical house. There is one main water header through
which service water is supplied to overhead tank which is connected to dosing tanks. All the
dosing tanks are fitted with level gauge, overflow/underflow drain & all necessary dosing
facilities. In all the tanks metering pumps (100-P-009A/B), (100-P-010A/B), (100-P-011A/B)
& (100-P-012A/B) are also provided with necessary instruments & fittings.
Presently sodium carbonate and sulphuric acid dosing are suspended.
Chemical consumption:
Ferric alum and Polyelectrolyte are mixed with water in separate tanks by agitators. Dosing
rate is adjusted for continuous dosing and checked throughout the shift and recorded in the
log book. Chlorine is dosed in primary storage tank by chlorinator.
Chemical Consumption
Ferric alum 40 kg/day
Polyelectrolyte 2 kg/day
Chlorine 1 kg/hr
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 235
ANNEXURE X
Environmental Compliances
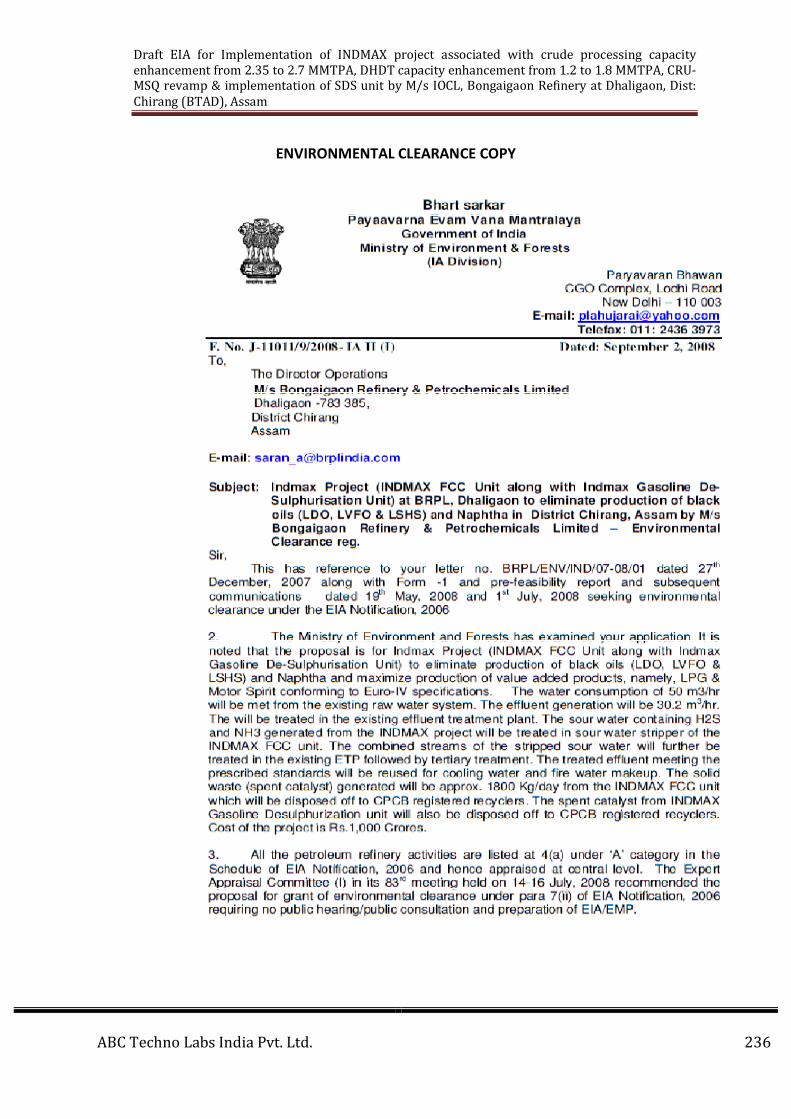
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 236
ENVIRONMENTAL CLEARANCE COPY
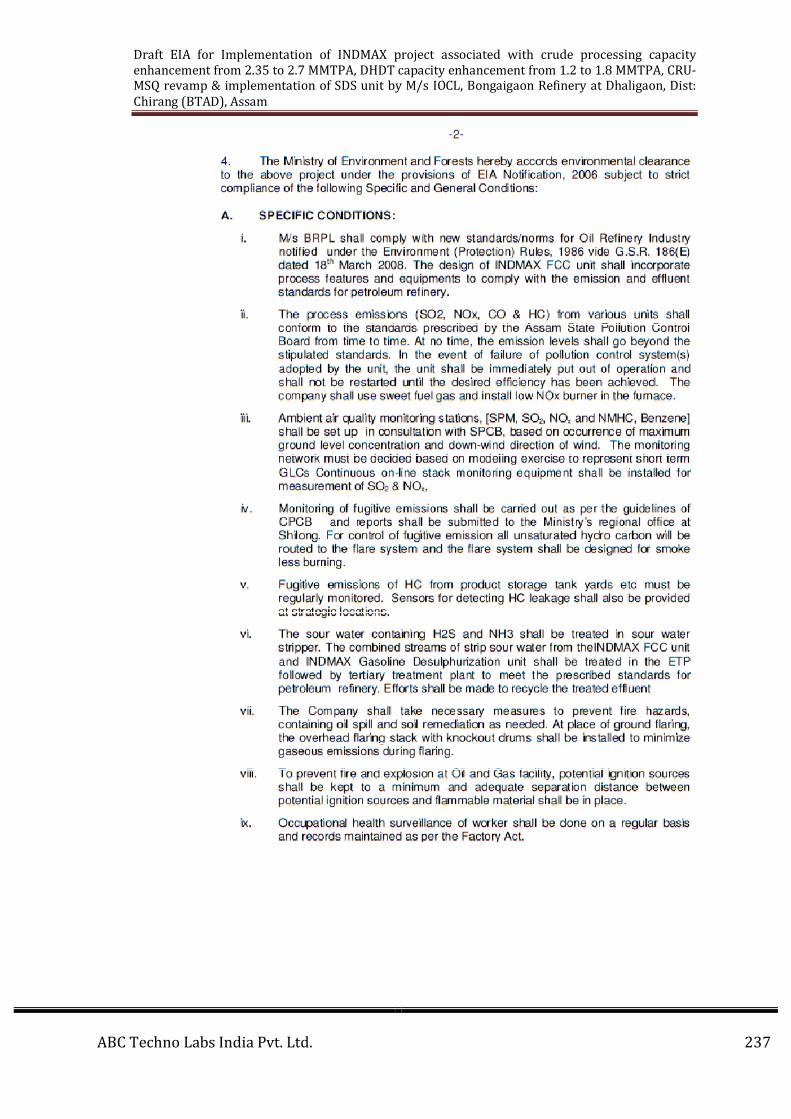
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 237
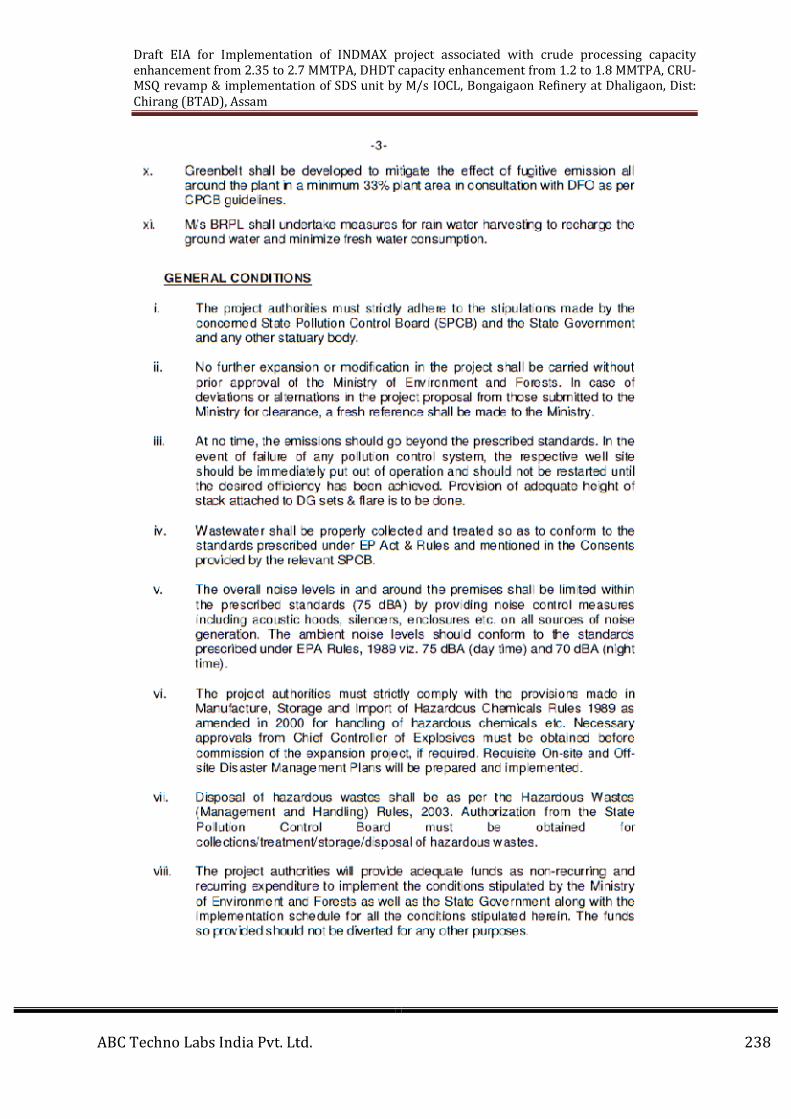
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 238
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 239
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 240
Half Yearly Report for the period of 1st
October 2014 to 31st
March 2015
for “Refinery Expansion Project”
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 241
.
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 242
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 243
Draft EIA for Implementation of INDMAX project associated with crude processing capacity
enhancement from 2.35 to 2.7 MMTPA, DHDT capacity enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist:
Chirang (BTAD), Assam
ABC Techno Labs India Pvt. Ltd. 244
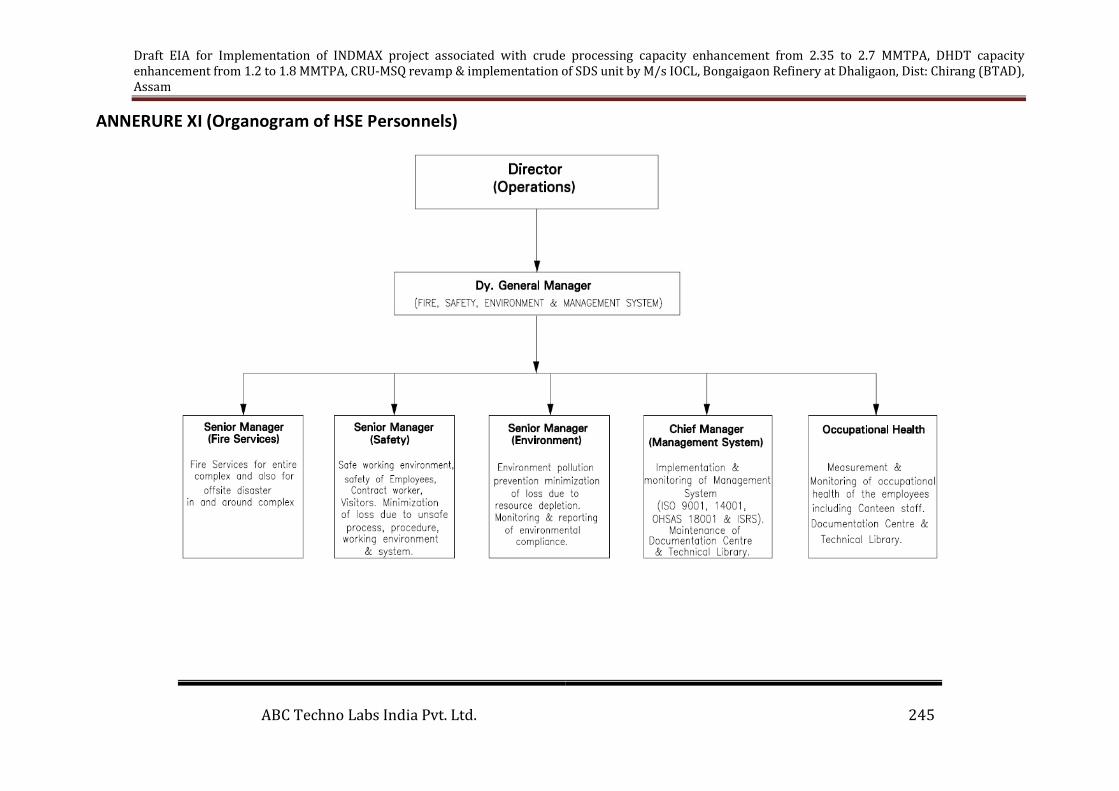
Draft EIA for Implementation of INDMAX project associated with crude processing capacity enhancement from 2.35 to 2.7 MMTPA, DHDT capacity
enhancement from 1.2 to 1.8 MMTPA, CRU-MSQ revamp & implementation of SDS unit by M/s IOCL, Bongaigaon Refinery at Dhaligaon, Dist: Chirang (BTAD),
Assam
ABC Techno Labs India Pvt. Ltd. 245
ANNERURE XI (Organogram of HSE Personnels)





























