Embed Size (px)
Citation preview

International Journal of Heat and Mass Transfer 68 (2014) 14–20
Contents lists available at ScienceDirect
International Journal of Heat and Mass Transfer
journal homepage: www.elsevier .com/locate / i jhmt
Drying kinetics of oil palm trunk waste in control atmosphere and openair convection drying
0017-9310/$ - see front matter � 2013 Elsevier Ltd. All rights reserved.http://dx.doi.org/10.1016/j.ijheatmasstransfer.2013.09.009
⇑ Corresponding author. Tel.: +60 4 6535217; fax: +60 4 6573678.E-mail addresses: [email protected] (Wan Noor Aidawati Wan Nad-
hari), [email protected] (R. Hashim), [email protected] (O. Sulaiman), [email protected] (N. Jumhuri).
Wan Noor Aidawati Wan Nadhari, Rokiah Hashim ⇑, Othman Sulaiman, Nadiah JumhuriDivision of Bioresource, Paper and Coatings Technology, School of Industrial Technology, Universiti Sains Malaysia, 11800 Minden, Penang, Malaysia
a r t i c l e i n f o a b s t r a c t
Article history:Received 22 January 2013Received in revised form 3 September 2013Accepted 5 September 2013
Keywords:Drying rateConvection dryingMathematical modelsIsothermalOil palm trunk
The oil palm trunk chips were dried in a laboratory scale convective drying at two different operatingconditions; open air fan drying and control atmosphere drying (25 �C and 80% relative humidity). Theexperimental drying data were used to estimate the drying kinetics and to select the suitable form of dry-ing curves. Six different mathematical models such as Henderson–Pabis, Logarithmic, Midilli–Kucuk,Newton, Page, Wang–Singh models and the newly introduced modified Midilli–Kucuk model wereapplied to the experimental data and their co-efficient of regression, root mean square errors and sumof square error, were compared and predicted by non-linear regression analysis using the MATLABR2011b (7.13.0.564) software. It was found that the proposed modified Midilli–Kucuk model could pre-dict the drying rate curve when compared with the experimental data point for the drying of oil palmtrunk chips.
� 2013 Elsevier Ltd. All rights reserved.
1. Introduction
Oil palm plantation is the major agricultural plant in Malaysia.It is one of the main agricultural activities in Malaysia which con-tributed around 76.9% of the total plantation. According to theMalaysian Palm Oil Board 2012 statistical report, 5,037959 hect-ares area was used for the oil palm plantation [1]. The productiveage of oil palm tree is around 25 years. After this age, the oil palmtree needs to be replaced through replantation [2]. The replanta-tion produces around 2.29 million cubic meter of waste in the formof oil palm trunk [3]. Fresh oil palm trunk contains high moisturecontent that could reach as high as 500% based oven dry weightand when degraded could pollute the surrounding environment[4]. However these oil palm trunk wastes could be further utilizedas raw materials for wood panel products. Before the oil palmtrunks could be used as raw materials for panel products, the oilpalm trunks were normally reduced to smaller sizes in chips formand dried to moisture content around 7–10% [5]. This can be doneby air drying or kiln drying. Hashim et al. [5] explored the useableof OPT chips after air drying process for the production of environ-mentally and sustainable products such as compressed lumber,fibreboard and binderless particleboards.
Due to high moisture content, the oil palm trunk is very proneto fungal attack and will degrade easily. Thus drying the oil palm
trunk to acceptable moisture content should be done as soon aspossible. The properties and quality of the product produced arealso highly influenced by the moisture content. The primary objec-tive of drying is to reduce the moisture to a certain level at whichon further drying, no remarkable change in volume and weight ofthe material will take place. In addition, low moisture content willallow the materials to be kept at longer time without any fungalattack. Many types of drying techniques had been used to dryresources such as wood. These techniques can be classified asconvective or direct drying with air flows at different tempera-tures, indirect or contact drying using hot plates, dielectric drying,natural air drying and microwave drying. Out of these techniquesthe convective drying is the most prevalently used technique fordrying of biomasses because it prevents burning of the surface.Convective drying is affected by air velocity, air temperature, airhumidity, steady and uniform air flow, turbulence level of air flowetc. A controlled atmosphere chamber of drying facilitates well-controlled experiment with greater accuracy and reproducibility[6].
Drying of biomass like oil palm trunk (OPT) is a complex processof heat and mass transfer. The mass loss during drying mostly fol-lowing the falling rate curves. The water loss from the bulk of thefibrous material is generally controlled by the capillary action andinternal diffusion of water molecules [7]. This loss of water causedthe shrinkage of the biomass. The effect of shrinkage during dryingwas analyzed experimentally by Wang and Brennan (1993) [8],they found the decrease in thickness, length and width of the po-tato samples during drying decreased linearly with decrease inmoisture content. The modeling of shrinkage during convective

Nomenclature
Mt moisture content at any timeM0 initial moisture contentMe moisture content at equilibriumN number of observationsVv void volumeg specific gravityEmv energya, b, k, n models parameterse total porosityVa volume of airMr moisture in gram
q heat of vaporization (2260 J/g)M moisture contentq0 initial densityV0 initial volumeVs volume of solid (dry matter)Vw volume of waterqw water densityq densityRH relative humidity of air
Wan Noor Aidawati Wan Nadhari et al. / International Journal of Heat and Mass Transfer 68 (2014) 14–20 15
drying for different food items can be classified into two categoriessuch as empirical and fundamental [9]. Many researchers tried tostudy the influence of different drying conditions on drying charac-teristics of the biomass materials during dehydration. Mcminn andMagee [10] reported that the shrinkage of potato volume wasinfluenced by temperature; Ratti [11] studied the effect of relativehumidity on the shrinkage of potato, apple and carrot and Lang andSokhansanj [12] reported effect of relative humidity on the wheatand canola kernel.
The kinetics of the drying period is one of the important studyto explore the time taken to dry the biomass at certain moisture le-vel and the rate of water removal from the biomass. The dryingcharacteristics of biomass open a new window of information fordesigning new and improved drying system [13]. In recent past,some studies were reported on the convective drying characteris-tics of the biomass hygroscopic non-porous materials such as pota-to, carrot core and carrot cortex [14], tomato under differentisothermal drying [15] and potato slices [6]. These convective iso-thermal drying data were applied to different empirical mathemat-ical models and based on the best of fit model they were selectedto determine the kinetic rate constant of drying.
Few researchers had addressed the drying kinetics for differentbiomasses for isothermal conditions [6,14,15], as well as non-iso-thermal conditions [16,17]. Up to now the literature surveyed bythe authors did not find any published results on isothermalconvective drying characteristics of OPT in open air desk type fandrying and controlled atmosphere for temperature and humiditytest chamber drying. These results are important in providinginformation to the researcher and drying technologist concerningthe energy consumed, shrinkage occurred in the OPT and rate ofwater transported from the OPT to the atmosphere, both in openair and controlled atmosphere conditions. This is due to the factthat drying of biomass can cause shrinkage in the volume of thebiomass materials and it may adversely affect on the propertiesof the final products. The objectives of this study were to find thesuitable model for drying kinetics, drying rate and volume shrink-age of OPT chips under open fan and controlled atmosphere drying.The fitting of the experimental data to the isothermal drying mod-els are verified and the obtained results are reported.
2. Materials and methods
2.1. Materials preparation and drying procedures
Approximately 25 years old fresh oil palm trunks were cut froma local plantation in Northern Malaysia. After debarking, the oilpalm trunk was cut into small pieces of dimension of44.43 ± 0.2 � 25.06 ± 0.2 � 17.90 ± 0.2 mm and weight 18.4200 ±0.0050 g. The initial moisture content of oil palm trunks samples
were determined by using the oven dry method at 105 �C for24 h. The average initial moisture content was found to be63.65% wet basis. The drying processes were carried out in the lab-oratory of Division of Bioresource, Paper and Coatings Technology,School of Industrial Technology, Universiti Sains Malaysia, Penang,Malaysia. These experiments were run at two different conditionsfor comparison between open air fan drying and controlled atmo-sphere. Five replicates of oil palm trunk samples were taken foreach drying condition.
A table fan (35 watt table fan model Mistral-MBF-300) was usedfor open air drying; the samples were kept in the tray with singlelayer. The average relative humidity (RH) of the laboratory duringsample drying period was 70–90% ± 2% with temperature around23–27 ± 1 �C and the fan’s air speed was approximately 1.5 ms�1.
The RH chamber made of Gotech Testing Machine Desk typemodel GT-7005-T was used for controlled atmosphere drying.The relative humidity and temperature of the RH chamber wasfixed at 80.0% ± 1.0% and 25 ± 0.5 �C, respectively. The sampleswere placed in a tray in single layer inside the RH chamber. Themaximum deviation in relative humidity was recorded within 1%and in temperature increment of 0.5 �C during drying respectively.
2.2. Mathematical modeling
In this research, the nonlinear regression analysis had been per-formed using the MATLAB R2011b (7.13.0.564), together with thevalues of the drying parameters and the corresponding statisticaldata were also evaluated. All fitting calculations were done byusing six isothermal drying kinetics models and the newly modi-fied Midilli–Kucuk as listed in Table 1. Initially, all data were fittedwith the models such as modified Midilli–Kucuk, Henderson–Pa-bis, Logaritnmic, Midilli–Kucuk, Newton, Page, and Wang–Singhmodel and than the constant parameter of each drying kineticmodel was calculated. The non-dimensional moisture ratio (MR)[6] of oil palm trunk was calculated by using the following Eq. (1):
MR ¼ ðMt �MeÞðM0 �MeÞ
ð1Þ
where Mt is the moisture content at any time (g water/g dry solid),Mo is the initial moisture content (g water/g dry solid), and Me is theequilibrium moisture content of sample (g water/g dry solid). Themodels parameters were determined using a non-linear regressionanalysis. The indicator used to evaluate goodness of the tested mod-els to the experimental data is the coefficient of determination (R2).For fitting the non-directional moisture ratio data to the isothermaldrying rate models the determination of the model parameters areessential. This task was performed using MATLAB R2011b(7.13.0.564) software.
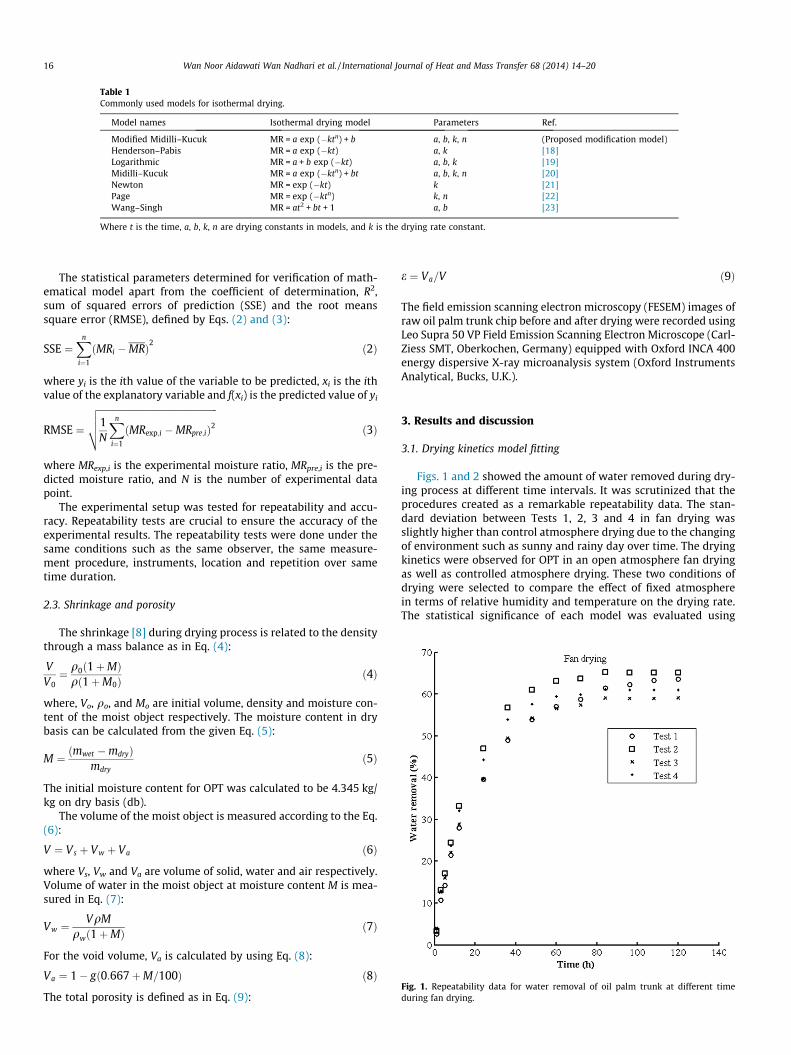
Table 1Commonly used models for isothermal drying.
Model names Isothermal drying model Parameters Ref.
Modified Midilli–Kucuk MR = a exp (�ktn) + b a, b, k, n (Proposed modification model)Henderson–Pabis MR = a exp (�kt) a, k [18]Logarithmic MR = a + b exp (�kt) a, b, k [19]Midilli–Kucuk MR = a exp (�ktn) + bt a, b, k, n [20]Newton MR = exp (�kt) k [21]Page MR = exp (�ktn) k, n [22]Wang–Singh MR = at2 + bt + 1 a, b [23]
Where t is the time, a, b, k, n are drying constants in models, and k is the drying rate constant.
Fig. 1. Repeatability data for water removal of oil palm trunk at different timeduring fan drying.
16 Wan Noor Aidawati Wan Nadhari et al. / International Journal of Heat and Mass Transfer 68 (2014) 14–20
The statistical parameters determined for verification of math-ematical model apart from the coefficient of determination, R2,sum of squared errors of prediction (SSE) and the root meanssquare error (RMSE), defined by Eqs. (2) and (3):
SSE ¼Xn
i¼1
ðMRi �MRÞ2 ð2Þ
where yi is the ith value of the variable to be predicted, xi is the ithvalue of the explanatory variable and f(xi) is the predicted value of yi
RMSE ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi1N
Xn
i¼1
ðMRexp;i �MRpre;iÞ2vuut ð3Þ
where MRexp,i is the experimental moisture ratio, MRpre,i is the pre-dicted moisture ratio, and N is the number of experimental datapoint.
The experimental setup was tested for repeatability and accu-racy. Repeatability tests are crucial to ensure the accuracy of theexperimental results. The repeatability tests were done under thesame conditions such as the same observer, the same measure-ment procedure, instruments, location and repetition over sametime duration.
2.3. Shrinkage and porosity
The shrinkage [8] during drying process is related to the densitythrough a mass balance as in Eq. (4):
VV0¼ q0ð1þMÞ
qð1þM0Þð4Þ
where, Vo, qo, and Mo are initial volume, density and moisture con-tent of the moist object respectively. The moisture content in drybasis can be calculated from the given Eq. (5):
M ¼ ðmwet �mdryÞmdry
ð5Þ
The initial moisture content for OPT was calculated to be 4.345 kg/kg on dry basis (db).
The volume of the moist object is measured according to the Eq.(6):
V ¼ Vs þ Vw þ Va ð6Þ
where Vs, Vw and Va are volume of solid, water and air respectively.Volume of water in the moist object at moisture content M is mea-sured in Eq. (7):
Vw ¼VqM
qwð1þMÞ ð7Þ
For the void volume, Va is calculated by using Eq. (8):
Va ¼ 1� gð0:667þM=100Þ ð8Þ
The total porosity is defined as in Eq. (9):
e ¼ Va=V ð9Þ
The field emission scanning electron microscopy (FESEM) images ofraw oil palm trunk chip before and after drying were recorded usingLeo Supra 50 VP Field Emission Scanning Electron Microscope (Carl-Ziess SMT, Oberkochen, Germany) equipped with Oxford INCA 400energy dispersive X-ray microanalysis system (Oxford InstrumentsAnalytical, Bucks, U.K.).
3. Results and discussion
3.1. Drying kinetics model fitting
Figs. 1 and 2 showed the amount of water removed during dry-ing process at different time intervals. It was scrutinized that theprocedures created as a remarkable repeatability data. The stan-dard deviation between Tests 1, 2, 3 and 4 in fan drying wasslightly higher than control atmosphere drying due to the changingof environment such as sunny and rainy day over time. The dryingkinetics were observed for OPT in an open atmosphere fan dryingas well as controlled atmosphere drying. These two conditions ofdrying were selected to compare the effect of fixed atmospherein terms of relative humidity and temperature on the drying rate.The statistical significance of each model was evaluated using
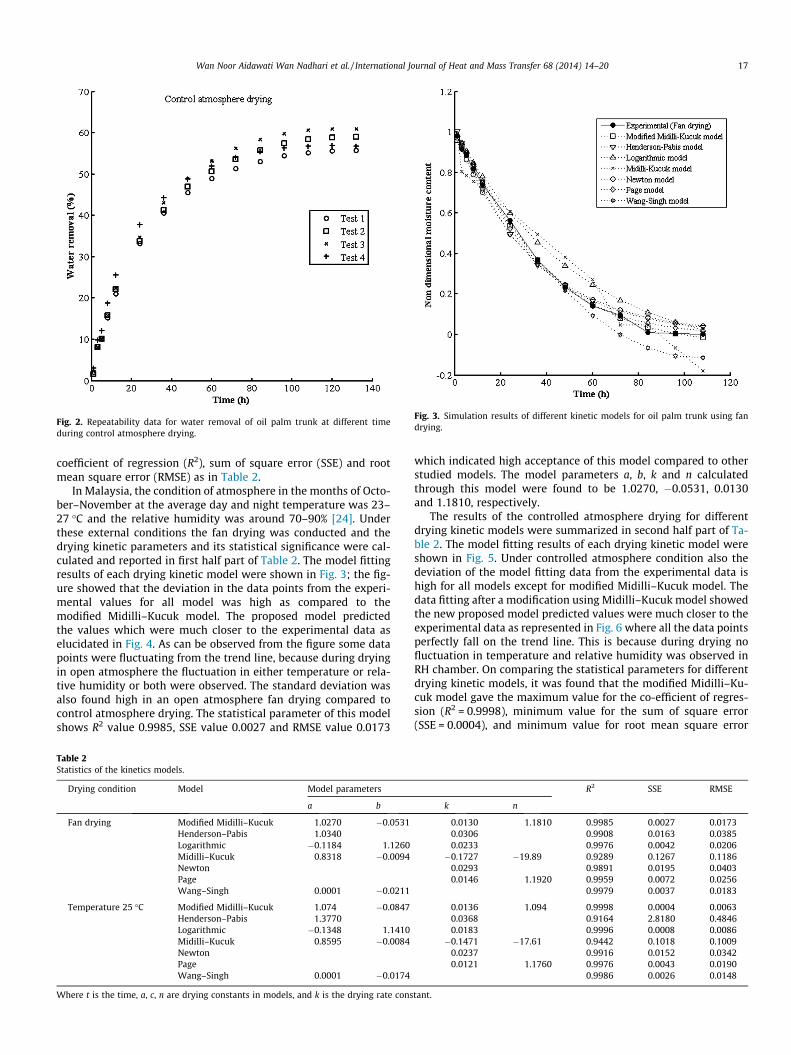
Fig. 2. Repeatability data for water removal of oil palm trunk at different timeduring control atmosphere drying.
Fig. 3. Simulation results of different kinetic models for oil palm trunk using fandrying.
Wan Noor Aidawati Wan Nadhari et al. / International Journal of Heat and Mass Transfer 68 (2014) 14–20 17
coefficient of regression (R2), sum of square error (SSE) and rootmean square error (RMSE) as in Table 2.
In Malaysia, the condition of atmosphere in the months of Octo-ber–November at the average day and night temperature was 23–27 �C and the relative humidity was around 70–90% [24]. Underthese external conditions the fan drying was conducted and thedrying kinetic parameters and its statistical significance were cal-culated and reported in first half part of Table 2. The model fittingresults of each drying kinetic model were shown in Fig. 3; the fig-ure showed that the deviation in the data points from the experi-mental values for all model was high as compared to themodified Midilli–Kucuk model. The proposed model predictedthe values which were much closer to the experimental data aselucidated in Fig. 4. As can be observed from the figure some datapoints were fluctuating from the trend line, because during dryingin open atmosphere the fluctuation in either temperature or rela-tive humidity or both were observed. The standard deviation wasalso found high in an open atmosphere fan drying compared tocontrol atmosphere drying. The statistical parameter of this modelshows R2 value 0.9985, SSE value 0.0027 and RMSE value 0.0173
Table 2Statistics of the kinetics models.
Drying condition Model Model parameters
a b
Fan drying Modified Midilli–Kucuk 1.0270 �0.0531Henderson–Pabis 1.0340Logarithmic �0.1184 1.1260Midilli–Kucuk 0.8318 �0.0094NewtonPageWang–Singh 0.0001 �0.0211
Temperature 25 �C Modified Midilli–Kucuk 1.074 �0.0847Henderson–Pabis 1.3770Logarithmic �0.1348 1.1410Midilli–Kucuk 0.8595 �0.0084NewtonPageWang–Singh 0.0001 �0.0174
Where t is the time, a, c, n are drying constants in models, and k is the drying rate cons
which indicated high acceptance of this model compared to otherstudied models. The model parameters a, b, k and n calculatedthrough this model were found to be 1.0270, �0.0531, 0.0130and 1.1810, respectively.
The results of the controlled atmosphere drying for differentdrying kinetic models were summarized in second half part of Ta-ble 2. The model fitting results of each drying kinetic model wereshown in Fig. 5. Under controlled atmosphere condition also thedeviation of the model fitting data from the experimental data ishigh for all models except for modified Midilli–Kucuk model. Thedata fitting after a modification using Midilli–Kucuk model showedthe new proposed model predicted values were much closer to theexperimental data as represented in Fig. 6 where all the data pointsperfectly fall on the trend line. This is because during drying nofluctuation in temperature and relative humidity was observed inRH chamber. On comparing the statistical parameters for differentdrying kinetic models, it was found that the modified Midilli–Ku-cuk model gave the maximum value for the co-efficient of regres-sion (R2 = 0.9998), minimum value for the sum of square error(SSE = 0.0004), and minimum value for root mean square error
R2 SSE RMSE
k n
0.0130 1.1810 0.9985 0.0027 0.01730.0306 0.9908 0.0163 0.03850.0233 0.9976 0.0042 0.0206�0.1727 �19.89 0.9289 0.1267 0.1186
0.0293 0.9891 0.0195 0.04030.0146 1.1920 0.9959 0.0072 0.0256
0.9979 0.0037 0.0183
0.0136 1.094 0.9998 0.0004 0.00630.0368 0.9164 2.8180 0.48460.0183 0.9996 0.0008 0.0086�0.1471 �17.61 0.9442 0.1018 0.1009
0.0237 0.9916 0.0152 0.03420.0121 1.1760 0.9976 0.0043 0.0190
0.9986 0.0026 0.0148
tant.
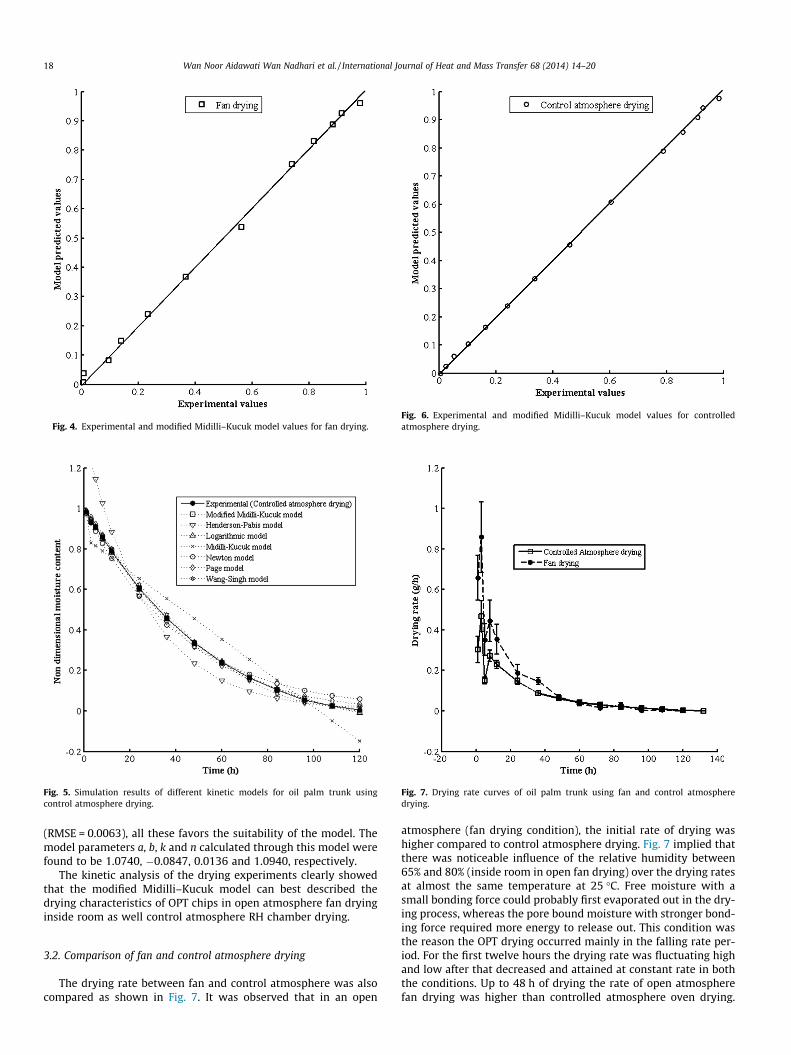
Fig. 4. Experimental and modified Midilli–Kucuk model values for fan drying.
Fig. 5. Simulation results of different kinetic models for oil palm trunk usingcontrol atmosphere drying.
Fig. 6. Experimental and modified Midilli–Kucuk model values for controlledatmosphere drying.
Fig. 7. Drying rate curves of oil palm trunk using fan and control atmospheredrying.
18 Wan Noor Aidawati Wan Nadhari et al. / International Journal of Heat and Mass Transfer 68 (2014) 14–20
(RMSE = 0.0063), all these favors the suitability of the model. Themodel parameters a, b, k and n calculated through this model werefound to be 1.0740, �0.0847, 0.0136 and 1.0940, respectively.
The kinetic analysis of the drying experiments clearly showedthat the modified Midilli–Kucuk model can best described thedrying characteristics of OPT chips in open atmosphere fan dryinginside room as well control atmosphere RH chamber drying.
3.2. Comparison of fan and control atmosphere drying
The drying rate between fan and control atmosphere was alsocompared as shown in Fig. 7. It was observed that in an open
atmosphere (fan drying condition), the initial rate of drying washigher compared to control atmosphere drying. Fig. 7 implied thatthere was noticeable influence of the relative humidity between65% and 80% (inside room in open fan drying) over the drying ratesat almost the same temperature at 25 �C. Free moisture with asmall bonding force could probably first evaporated out in the dry-ing process, whereas the pore bound moisture with stronger bond-ing force required more energy to release out. This condition wasthe reason the OPT drying occurred mainly in the falling rate per-iod. For the first twelve hours the drying rate was fluctuating highand low after that decreased and attained at constant rate in boththe conditions. Up to 48 h of drying the rate of open atmospherefan drying was higher than controlled atmosphere oven drying.
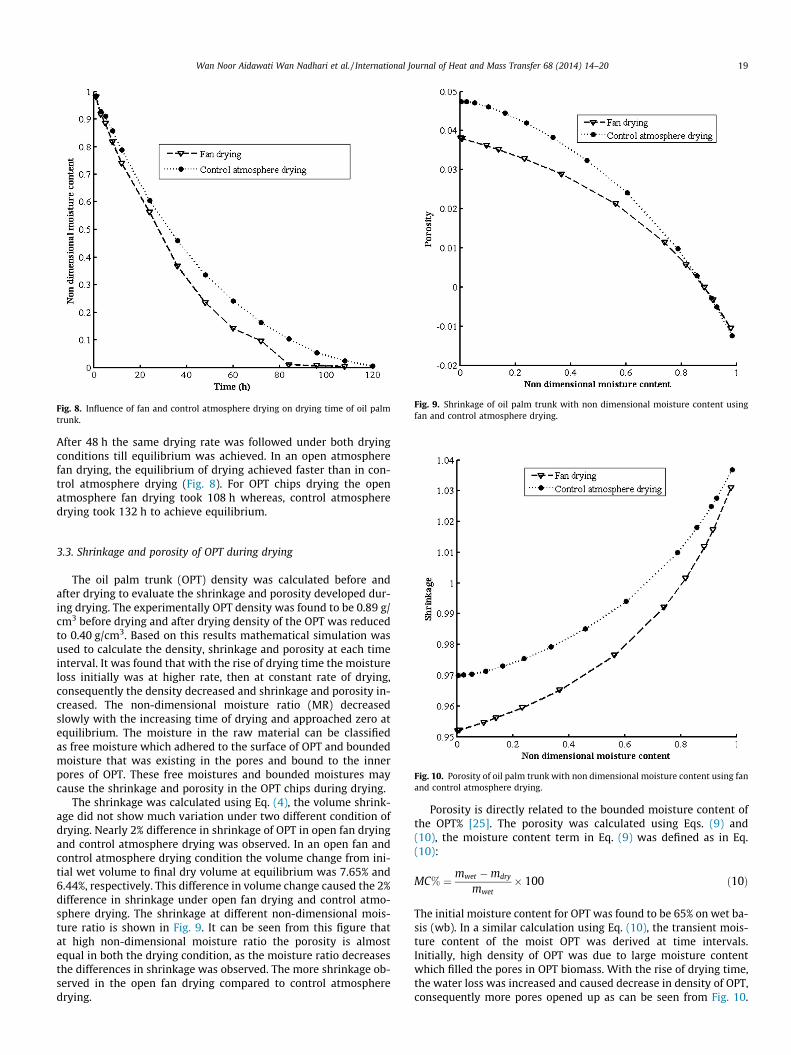
Fig. 8. Influence of fan and control atmosphere drying on drying time of oil palmtrunk.
Fig. 9. Shrinkage of oil palm trunk with non dimensional moisture content usingfan and control atmosphere drying.
Wan Noor Aidawati Wan Nadhari et al. / International Journal of Heat and Mass Transfer 68 (2014) 14–20 19
After 48 h the same drying rate was followed under both dryingconditions till equilibrium was achieved. In an open atmospherefan drying, the equilibrium of drying achieved faster than in con-trol atmosphere drying (Fig. 8). For OPT chips drying the openatmosphere fan drying took 108 h whereas, control atmospheredrying took 132 h to achieve equilibrium.
Fig. 10. Porosity of oil palm trunk with non dimensional moisture content using fanand control atmosphere drying.
3.3. Shrinkage and porosity of OPT during drying
The oil palm trunk (OPT) density was calculated before andafter drying to evaluate the shrinkage and porosity developed dur-ing drying. The experimentally OPT density was found to be 0.89 g/cm3 before drying and after drying density of the OPT was reducedto 0.40 g/cm3. Based on this results mathematical simulation wasused to calculate the density, shrinkage and porosity at each timeinterval. It was found that with the rise of drying time the moistureloss initially was at higher rate, then at constant rate of drying,consequently the density decreased and shrinkage and porosity in-creased. The non-dimensional moisture ratio (MR) decreasedslowly with the increasing time of drying and approached zero atequilibrium. The moisture in the raw material can be classifiedas free moisture which adhered to the surface of OPT and boundedmoisture that was existing in the pores and bound to the innerpores of OPT. These free moistures and bounded moistures maycause the shrinkage and porosity in the OPT chips during drying.
The shrinkage was calculated using Eq. (4), the volume shrink-age did not show much variation under two different condition ofdrying. Nearly 2% difference in shrinkage of OPT in open fan dryingand control atmosphere drying was observed. In an open fan andcontrol atmosphere drying condition the volume change from ini-tial wet volume to final dry volume at equilibrium was 7.65% and6.44%, respectively. This difference in volume change caused the 2%difference in shrinkage under open fan drying and control atmo-sphere drying. The shrinkage at different non-dimensional mois-ture ratio is shown in Fig. 9. It can be seen from this figure thatat high non-dimensional moisture ratio the porosity is almostequal in both the drying condition, as the moisture ratio decreasesthe differences in shrinkage was observed. The more shrinkage ob-served in the open fan drying compared to control atmospheredrying.
Porosity is directly related to the bounded moisture content ofthe OPT% [25]. The porosity was calculated using Eqs. (9) and(10), the moisture content term in Eq. (9) was defined as in Eq.(10):
MC% ¼ mwet �mdry
mwet� 100 ð10Þ
The initial moisture content for OPT was found to be 65% on wet ba-sis (wb). In a similar calculation using Eq. (10), the transient mois-ture content of the moist OPT was derived at time intervals.Initially, high density of OPT was due to large moisture contentwhich filled the pores in OPT biomass. With the rise of drying time,the water loss was increased and caused decrease in density of OPT,consequently more pores opened up as can be seen from Fig. 10.

Fig. 11. (a) Fresh oil palm trunk with water filled pores (b) Dried oil palm trunk.
20 Wan Noor Aidawati Wan Nadhari et al. / International Journal of Heat and Mass Transfer 68 (2014) 14–20
From the figure, it can be observed that at low non-dimensionalmoisture ratio, the porosity was maximum in both drying condi-tions. On comparing the drying conditions in terms of porosity itwas found that the controlled atmosphere drying has more poresthan open fan drying. The porosity is directly related to the shrink-age, increase in shrinkage reduces the pore volume. It was observedthat the shrinkage of OPT in open fan drying was more than controlatmosphere drying. To illustrate the pore formation more vividly,the microscope analyzer and FESEM images of OPT, before and afterdrying were presented in Fig. 11. It can be clearly seen from thefigure that there are more void spaces generated after drying.
4. Conclusions
The fitting of the experimental data of non dimensional mois-ture content vs. time of drying was performed by using MATLABR2011b (7.13.0.564) computer software. The following conclusionsare drawn:
1. Based on six commonly used isothermal drying models, thenew modified Midilli–Kucuk model was developed. From theanalyses, it can be seen that the modified Midilli–Kucuk’s modelillustrated an excellent result than the other models for describ-ing the drying characteristics of oil palm trunk although no the-oretical basis could be offered for it. More comparison needs tobe carried out for the wider application of proposed model.
2. The drying kinetic model followed the modified Midilli–Kucukmodel with drying rate constant of 0.013 and 0.0136, coefficientof regressions of 0.9985 and 0.9998, sum of square error of0.0027 and 0.0004, root mean square error of 0.0173 and0.0063 for open fan drying and control atmosphere drying,respectively.
3. The volume shrinkage and porosity increased with decreasingin moisture content of oil palm trunk. The drying conditionsdid not have much effect on both drying process, but open fandrying samples had more shrinkage and less pore volumes com-pared with control atmosphere drying. This could be due tofluctuation in relative humidity and temperature. Control atmo-sphere drying was given less shrinkage and more pore volumedue to uniform relative humidity of 80.0% ± 0.1% and constanttemperature of 25.0 ± 0.2 �C.
Acknowledgments
The authors would like to acknowledge Ministry of HigherEducation, Malaysia for the Exploratory Research GrantScheme (203/PTEKIND/6730054) and MyBrain15 scholarship toW.N.A.W. Nadhari respectively.
References
[1] Malaysian Palm Oil Board Economics and Industry Development Division. OilPalm Planted Area by Category 2012 [http://bepi.mpob.gov.my/index.php/statistics/area/110-area/567-oil-palm-planted-area-by-category-june-2011.html]. (08th January 2013).
[2] M. Husin, Potentials of oil palm by-products as raw materials for agro-basedindustries, in: Proceedings of National Symposium on Oil Palm By-products forAgro-based Industries, Kuala Lumpur. Palm Oil Research Institute MalaysiaBulletin, vol. 11, 1985, pp. 7–11.
[3] M. Anis, H. Kamarudin, A.A. Astimar, W.S. Lim, W. Basri, Current status of oilpalm biomass supply, in: Paper Presented at the 7th National Conference onOil Palm Tree Utilization, Selangor, Malaysia, 2008.
[4] W. Killmann, S.C. Lim, Anatomy and properties of oil palm stem, in:Proceedings of the National Symposium on Oil Palm by-products forAgrobased Industries, Kuala Lumpur, Malaysia, vol. 11, 1985, pp. 18–42.
[5] R. Hashim, W.N.A.W. Nadhari, O. Sulaiman, M. Sato, S. Hiziroglu, F. Kawamura,R. Tanaka, Properties of binderless particleboard panels manufactured from oilpalm biomass, BioResources 7 (1) (2012) 1352–1365.
[6] V.P.C. Mohan, P. Talukdar, Design of an experimental set up for convectivedrying: experimental studies at different drying temperature, Heat MassTransfer (2012) 1–10, http://dx.doi.org/10.1007/s00231-012-1060-4).
[7] U. Leskovšek, S. Medved, Heat and moisture transfer in fibrous thermalinsulation with tight boundaries and a dynamical boundary temperature, Int. J.Heat Mass Transfer 54 (19–20) (2011) 4333–4340.
[8] N. Wang, J.G. Brennan, Changes in structure, density and porosity of potatoduring dehydration, J. Food Eng. 24 (1) (1995) 61–76.
[9] L. Mayor, A.M. Sereno, Modelling shrinkage during convective drying of foodmaterials: a review, J. Food Eng. 61 (3) (2004) 373–386.
[10] W.A.M. McMinn, T.R.A. Magee, Physical characteristics of dehydrated potatoes– Part I, J. Food Eng. 33 (1–2) (1997) 37–48.
[11] C. Ratti, Shrinkage during drying of foodstuffs, J. Food Eng. 23 (1) (1994) 91–105.
[12] W. Lang, S. Sokhansanj, Bulk volume shrinkage during drying of wheat andcanola, J. Food Process Eng 16 (4) (1993) 305–314.
[13] S. Mujumdar, Drying research – current state and future trends, Dev. Chem.Eng. Mineral Process. 10 (3–4) (2002) 225–246.
[14] J. Srikiatden, J.S. Roberts, Predicting moisture profiles in potato and carrotduring convective hot air drying using isothermally measured effectivediffusivity, J. Food Eng. 84 (2008) 516–525.
[15] Doymaz, Air-drying characteristics of tomatoes, J. Food Eng. 78 (4) (2007)1291–1297.
[16] Z. Li, N. Kobayashi, Determination of moisture diffusivity by thermo-gravimetric analysis under non-isothermal condition, Drying Technol.: Int. J.23 (6) (2005) 1331–1342.
[17] S. Cai, S. Chen, Determination of drying kinetics for biomass bythermogravimetric analysis under nonisothermal condition, Drying Technol.:Int. J. 26 (12) (2008) 1464–1468.
[18] S.M. Henderson, S. Pabis, Grain drying theory. II. Temperature effects on dryingcoefficients, J. Agric. Eng. Res. 6 (1961) 169–174.
[19] _I.T. Togrul, D. Pehlivan, Mathematical modelling of solar drying of apricots inthin layers, J. Food Eng. 55 (3) (2002) 209–216.
[20] A. Midilli, H. Kucuk, Mathematical modeling of thin layer drying of pistachioby using solar energy, Energy Convers. Manage. 44 (2003) 1111–1122.
[21] M. Bruce, Exposed-layer barley drying: three models fitted to new data up to150 C, J. Agric. Eng. Res. 32 (4) (1985) 337–348.
[22] C. Page, Factors influencing the maximum rates of air drying of shelled corn inthin layer. Unpublished M.S.Thesis, Purdue University, Lafayette, IN, 1949.
[23] C.Y. Wang, R.P. Singh, Use of variable equilibrium moisture content inmodeling rice drying, Trans. Am. Soc. Agric. Eng. 11 (1978) 668–672.
[24] www.malaysia.climatemps.com.[25] M.E. Katekawa, M.A. Silva, A review of drying models including shrinkage
effects, Drying Technol. 24 (2006) 5–20.





























