Embed Size (px)
Citation preview
Db
SA
a
ARRAA
KECSLB
1
ttcaoiqto
tfifgfic
0d
Journal of Membrane Science 365 (2010) 447–455
Contents lists available at ScienceDirect
Journal of Membrane Science
journa l homepage: www.e lsev ier .com/ locate /memsci
evelopment and characterisation of functionalised ceramic microtubes foracteria filtration
tephen Kroll ∗, Laura Treccani, Kurosch Rezwan, Georg Grathwohldvanced Ceramics, University of Bremen, Am Biologischen Garten 2, 28359 Bremen, Germany
r t i c l e i n f o
rticle history:eceived 22 October 2009eceived in revised form 16 July 2010ccepted 24 September 2010vailable online 1 October 2010
eywords:xtrusion processeramic microtube membraneilanisation
a b s t r a c t
A very challenging objective of today’s research in the membrane technology for microfiltration appli-cations is the development and processing of ceramic microtubes which are especially attractive due totheir excellent chemical, thermal and mechanical properties compared to polymeric membranes. Anotherchallenge is the fabrication of self-cleaning membranes to avoid blockage of filtering pores and to ensure along service life. In this study we present the fabrication of zirconia microtubes featuring a specific surfacefunctionalisation for bacteria filtration and digestion, using a sequence of slurry preparation, extrusionprocess, final sintering and subsequent surface modification. Tubular zirconia membranes with 1.6 and1.0 mm outer and inner diameters, respectively, were extruded and sintered at temperatures between950 ◦C and 1250 ◦C after a debinding step. The ceramic microtubes were characterised by microstructural
ysozyme immobilisationacteria filtration
analysis including Hg intrusion porosimetry, BET analysis, strength tests and profilometer measurements.A sintering temperature of 1050 ◦C was found to provide membrane properties featuring an open poros-ity of 51.3% with pore sizes ≤0.2 �m, a BET surface area of 7.85 m2/g and an average bending strengthof 57.0 MPa, being suitable for bacteria filtration. In addition, a straightforward procedure for heteroge-neous membrane functionalisation using an acid hydroxylation pre-treatment, followed by utilisationof 3-aminopropyltriethoxysilane (APTES) and finally immobilisation of the antibacterial model enzymelysozyme was successfully realised.
. Introduction
The attractiveness of membrane processes for wastewaterreatment is attributed to the improved performance and dueo technological advantages [1]. The membrane separates theontaminated feed water in a clean water flow (permeate) and
concentrated waste stream. Even high quality water can bebtained by microfiltration membranes that remove microorgan-sms including bacteria. Ideally, the permeate is of reproducibleuality and the process can be used for various purposes, e.g. decon-amination and recycling of process water for industry and removalf pathogenic viruses for drinking water supply [2–7].
With respect to established industrial microfiltration applica-ions for a successful removal of bacteria from process water theltration efficiency and tool life are still restricted due to a limited
unctionality of the membranes. Both limitations, the undesiredrowth of bacteria cells through the membrane pores during longltration times and the bacterial contamination of the permeateaused by high pressures can be counteracted by using convenient
∗ Corresponding author. Tel.: +49 421 218 9320; fax: +49 421 218 7404.E-mail address: [email protected] (S. Kroll).
376-7388/$ – see front matter © 2010 Elsevier B.V. All rights reserved.oi:10.1016/j.memsci.2010.09.045
© 2010 Elsevier B.V. All rights reserved.
antibacterial components immobilised on the membrane surface[8–10].
Potential antibacterial components are proteins (e.g. lactofer-rin) including enzymes (e.g. lysozyme), antimicrobial peptides (e.g.magainin, protegrin) and metal ions (e.g. silver ions) [11–20].
In contrast to polymeric membranes ceramic membranes havea stronger application potential because of their higher chemi-cal, thermal and mechanical stability. Based on these excellentmembrane characteristics back-flushing methods can be used toregenerate the fouled membrane without affecting the membranesurface. In addition, ceramic materials do not show any swellingbehaviour as some polymers. The main drawback of ceramicmembranes is related to their low toughness whereas zirconia isfavoured instead of other ceramic materials. As fare as the mem-brane geometry is concerned tubular membranes are preferreddue to their high surface-area-to-volume-ratio, the easy scale upand low operating pressure as compared to flat-sheet membranes.Thus, a large volume throughput and an increased immobilisation
capacity are the main advantages [21–23].In order to functionalise oxide surfaces, a surface activation stepis necessary. Introduction of terminal hydroxy groups on the oxidesurface can be achieved chemically by an either acidic or alka-line pre-treatment or by incorporation of an acid or basic oxide

4 brane
cwgt
fiamts
tttcpctaTwNpcotp
2
2
cYcBs04uenendSkBeu
2
fotmw(su(
48 S. Kroll et al. / Journal of Mem
oating [3,4]. Such activated surfaces can consecutively be treatedith desired silanisation reagents to obtain specific functional end
roups on the membrane surface for the subsequent immobilisa-ion of, e.g. antibacterial components [24,25].
The aim of this work is to prepare ZrO2 microtube membranesor bacteria filtration by extrusion that feature ideally pore sizesn the range of 0.2 �m for bacterial retention, large pore volumesnd open porosities for realising high permeate flux and sufficientechanical strength. Therefore, the effects of variation of the sin-
ering temperature on the surface structure and porosities weretudied in detail.
In contrast to conventional ceramic membranes for microfil-ration applications the prepared ceramic microtubes were addi-ionally functionalised by antibacterial components to improvehe antifouling behaviour. Therefore, the challenge is the fabri-ation of self-cleaning membranes to avoid blockage of filteringores and to ensure a long service life. A straightforward pro-edure for the heterogeneous membrane functionalisation usinghe model enzyme lysozyme (E.C. 3.2.1.17, peptidoglycan N-cetylmuramoylhydrolase) as an antibacterial agent is developed.his lytic enzyme can degrade the structure of bacteria cellalls by catalysing the hydrolysis of �-(1–4) linkages between-acetylmuramic acid and N-acetyl-d-glucosamine residues ineptidoglycan. Gram-positive cells (e.g. Micrococcus luteus) are sus-eptible to this hydrolysis as their cell walls have a high proportionf peptidoglycan. Gram-negative bacteria are less susceptible dueo the presence of an outer membrane and a lower proportion ofeptidoglycan.
. Materials and methods
.1. Materials
The zirconia powder and reagents were obtained fromommercial sources and used without further purification:ttria (3 mol%) stabilised zirconia (TZ-3Y-E, Lot. Z301048P, spe-ific surface area = 15.1 m2/g) was obtained from Tosoh, Japan.ees wax (bleached, product number 14367, Lot. 40208217),tearic acid (95%, product number 175366, Lot. U03863-42), 3-aminopropyltriethoxysilane (APTES, 99%, product number40140, Lot. 07618MH-438), acid orange II sodium salt (prod-ct number 75370, Lot. WE304250/1), lysozyme from chickengg white (lyophilised powder ∼95%, MW 14.7 kDa, productumber L6876, Lot. 028K0062), N-(3-dimethylaminopropyl)-N′-thylcarbodiimide hydrochloride (EDC, commercial grade, productumber E7750), sulphuric acid (97%), hydrogen peroxide (35%),ecane, hexane and anhydrous toluene were purchased fromigma–Aldrich Chemie GmbH, Germany. Bradford protein assayit (product number 500-0006, Lot. 109640) was purchased fromio-Rad Laboratories, Germany. Double deionised water with anlectrical resistance of 18 M� (Synergy®, Millipore, Germany) wassed for all experiments.
.2. Preparation of ZrO2 microtubes by extrusion
After heating 54.79 mL (40 g) decane to 80 ◦C the binders in theorm of bees wax (28 g) and stearic acid (3 g) were dissolved in therganic solvent. Subsequently, 300 g zirconia powder was added tohis mixture while stirring constantly with a glass stirrer. Further-
ore, 45 mL hexane was added to deagglomerate the suspension
ith an ultrasonic horn for 5 min at 240 W with a pulse rate of 0.5 sBranson Sonifier 450, Heinemann, Germany). Further homogeni-ation and evaporation of the remaining hexane were obtained bysing high speed dispermat LC2 equipped with a dissolver disc40 mm diameter) for 35 min at 80 ◦C (VMA-Getzmann, Germany).
Science 365 (2010) 447–455
Hereafter, the stable slurry was converted in a temperature con-trolled double wall vessel of the extruder which was closed withan adequate press ram. Before extrusion, the slurry was temperedat the desired extrusion temperature of 40 ◦C for 2.5 h. The solidscontent of the prepared feedstock is 65.1 vol.%.
The extruder was equipped with an extrusion die (1.6 mm diam-eter) with integrated pin (1.0 mm diameter) to obtain the intendedgreen microtubes. A spindle drive with shaft joint was connectedto the press ram of the double wall vessel and the tempered slurrywas pressurised controlled by a load cell. For realising defect-freeextruded microtube membranes both the press capacity and thespeed of the conveyor band were optimally coordinated whereasthe linear extrusion speed was 30 cm/min at 40 ◦C. After extru-sion the green microtubes were dried at room temperature (RT)for at least 2 days (relative humidity = 46%) for assuring a completeremoval of residual hexane molecules. Sintering process was car-ried out at temperatures between 950 ◦C and 1250 ◦C as shown inTable 1 with preceding dwell times at 280 ◦C and 500 ◦C to removethe binder molecules in the form of bees wax and stearic acid(Ceramix, Germany). The sintered ceramic microtubes were thenready for characterisation and surface modification.
2.3. Heterogeneous surface modification of ceramic microtubesfor lysozyme immobilisation
ZrO2 membranes sintered at 1050 ◦C were selected because theapplication of this moderate sintering temperature is resulted inboth an adequate mechanical strength for sample handling and asufficient open porosity for the aspired bacteria filtration process.A specific functionalisation strategy to immobilise lysozyme wasdeveloped.
In the first step of the modification sequence the ZrO2 mem-branes were pre-treated by reacting with freshly prepared Piranhasolution (97% H2SO4:35% H2O2, 3:1 (v/v)) to generate terminalhydroxy groups on the membrane surface. After the incubationprocess at RT for 30 min the activated membranes were thoroughlyrinsed with deionised water until the effluents were pH neutral unddried [24,26].
Each set of pre-treated membranes (293 mg) was placed in indi-vidual vials and freshly prepared 3-aminopropyltriethoxysilane(APTES) solutions with concentrations of 0.1%, 1% and 2% APTESby volume (4.27 mM, 42.73 mM and 85.47 mM solutions, respec-tively) were added. Both deionised water and anhydrous toluenewere chosen as solvents whereas aqueous APTES solutions at pH3.5 were used. Total solution volume was consistently 2 mL foreach sample. The sample tubes were placed in a thermomixer andincubated at different reaction conditions (Eppendorf, Germany).Solutions were held at temperatures of either RT or 75 ◦C. Thereaction time was either 15 min, 90 min or 24 h under continu-ous stirring at 1000 rpm. Upon completion of specified reactiontime the ceramic membranes were removed from the APTES solu-tion and washed five times with 2 mL deionised water and toluene,respectively [27,28].
To quantify the amount of residual amino groups acid orange IIassay was applied as described previously with slight modifications[29,30]. Both blank sample (hydroxylated membrane material fromthe pre-treatment step) and test samples (APTES-activated mem-brane material) were probed with acid orange II reagent (0.5 mMacid orange II in HCl, pH 3) for 22 h at RT and 1000 rpm. After theincubation step acid orange solution was removed and the ceramicmembranes were washed with HCl (pH 3). The residual acid orange
II content was measured spectro-photometrically by treating themembranes with NaOH solution (pH 12) for 15 min at 1000 rpmand comparing the absorbance of supernatant at 483 nm with thatof NaOH solution with acid orange II at various concentrations(duplicate determination).
S. Kroll et al. / Journal of Membrane Science 365 (2010) 447–455 449
Table 1Sintering and debinding programme.
Segment Temperature Heating rate [K/min] Dwell time [h]
◦
∼tmfdwcatAw1cimLitba
rmi
1 RT → 280 C2 280 ◦C → 500 ◦C3 500 ◦C → sintering temperature (950–1250 ◦C)4 Cooling step: sintering temperature → RT
Lysozyme from chicken egg white (lyophilised powder,95%) was dissolved in deionised water to a final concentra-
ion of 1 mg/mL. Each set of APTES-functionalised microtubeembranes (146.5 mg) was placed in individual vials and
reshly prepared lysozyme solution (2 mL) containing 0.1 M N-(3-imethylaminopropyl)-N′-ethylcarbodiimide hydrochloride (EDC)as added. EDC was used for the activation of the carboxylic acid
ontaining residues of the enzyme (aspartic acid, glutamic acids well as carboxy terminus) [31,32]. All lysozyme immobilisa-ion experiments were carried out for 1 h at RT and 1000 rpm.fter the lysozyme immobilisation the ceramic membranes wereashed five times with 10 mL deionised water for 5 min at RT and
000 rpm to determine the washout effects. The total protein con-entrations of the corresponding supernatants after the lysozymencubation and the wash fractions were detected by Bradford’s
ethod with lysozyme as standard (duplicate determination) [33].oading capacities of immobilised lysozyme were determinedn relation to the differentiation between protein concentra-ions of loading solution and supernatant. In addition, nonspecificonding of lysozyme to the untreated ceramic microtubes wasnalysed.
In summary, Fig. 1 indicates the functionalisation steps inelation to the acid hydroxylation pre-treatment of the sinteredicrotube membranes, followed by APTES coupling and lysozyme
mmobilisation.
Fig. 1. Stepwise functionalisation of sintered ZrO2 microtube membranes with Piran
3 0.50.5 12 2
−5 –
2.4. Characterisation methods
The effect of thermal treatment of the extruded microtubeswas investigated by thermal analysis and shrinkage measurements.The sintered parts (non-treated as well as in their functionalisedstate) were characterised by Hg intrusion porosimetry, BET analy-sis, three-point bending tests, scanning electron microscopy (SEM)and optical profilometer analysis.
The debinding and sintering behaviour of the membranes wasfollowed by thermogravimetric analysis (TGA) and differentialthermal analysis (DTA) to determine mass changes and ongo-ing reactions during thermal treatments (Simultaneous ThermalAnalyzer STA 503, Bähr). The shrinkage was evaluated after thistreatment by measuring both the outer and the inner diameter ofthe microtubes by optical microscopy. Ten samples were testedfor each membrane type. The presence of eventual defects in theprepared membranes was checked by using SEM (Field-emissionSEM SUPRA 40, Zeiss). Additionally to qualitative SEM analysis,the surface topography and roughness values of selected mem-branes were determined using a 3D surface profilometer (OpticalImaging Profiler PLu 2300, Sensofar). Two samples were tested for
each membrane type. The analysis of 3D measurements was per-formed with the software package SensoMap Plus (Sensofar). Thesintered microtube membranes were investigated by Hg intrusionporosimetry (Mercury Porosimeter Pascal 140 and 440, Thermoha solution, followed by APTES coupling and finally lysozyme immobilisation.
450 S. Kroll et al. / Journal of Membrane Science 365 (2010) 447–455
es of e
Fotastbbffwsf
�
wari
Zwoaneeertmtfl
3
3
aoamp
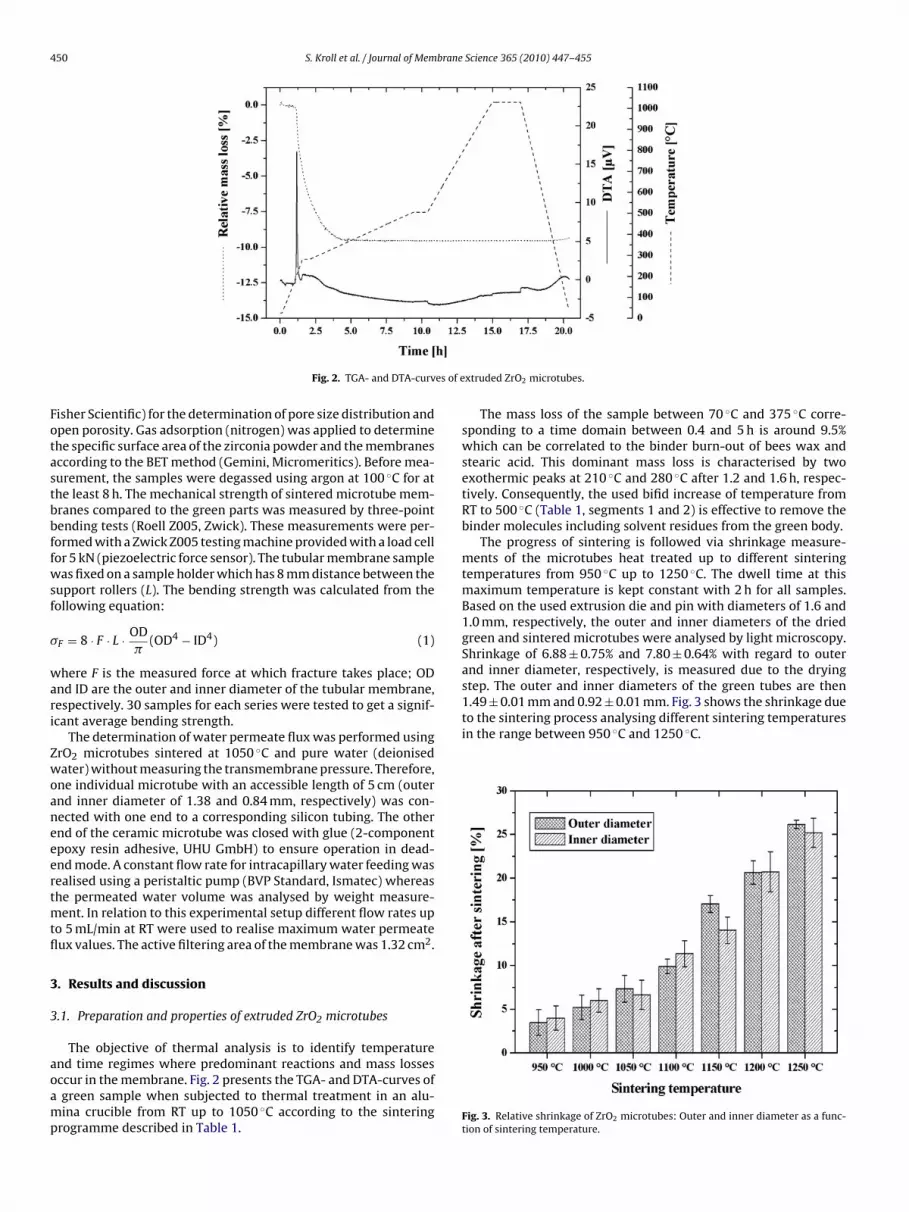
step. The outer and inner diameters of the green tubes are then1.49 ± 0.01 mm and 0.92 ± 0.01 mm. Fig. 3 shows the shrinkage dueto the sintering process analysing different sintering temperaturesin the range between 950 ◦C and 1250 ◦C.
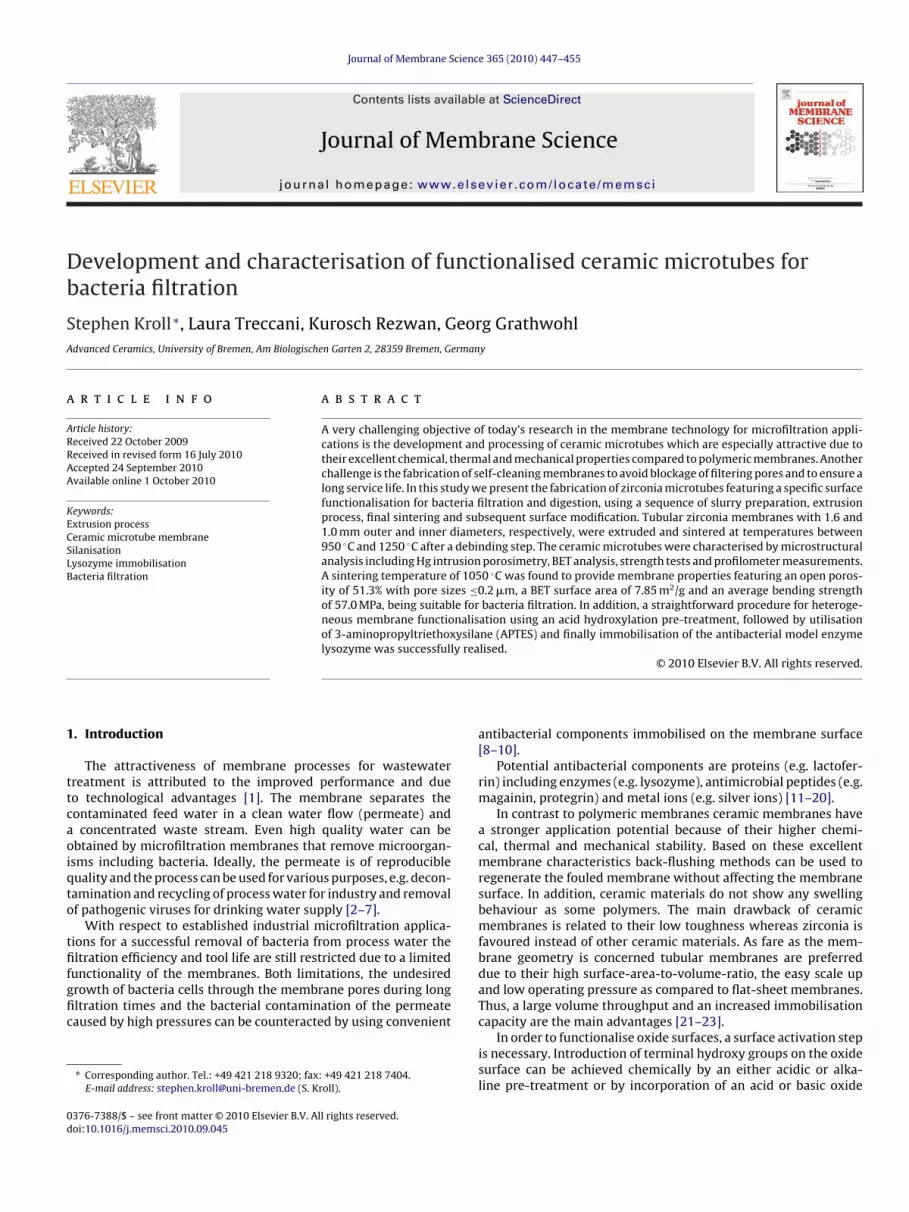
Fig. 2. TGA- and DTA-curv
isher Scientific) for the determination of pore size distribution andpen porosity. Gas adsorption (nitrogen) was applied to determinehe specific surface area of the zirconia powder and the membranesccording to the BET method (Gemini, Micromeritics). Before mea-urement, the samples were degassed using argon at 100 ◦C for athe least 8 h. The mechanical strength of sintered microtube mem-ranes compared to the green parts was measured by three-pointending tests (Roell Z005, Zwick). These measurements were per-ormed with a Zwick Z005 testing machine provided with a load cellor 5 kN (piezoelectric force sensor). The tubular membrane sampleas fixed on a sample holder which has 8 mm distance between the
upport rollers (L). The bending strength was calculated from theollowing equation:
F = 8 · F · L · OD�
(OD4 − ID4) (1)
here F is the measured force at which fracture takes place; ODnd ID are the outer and inner diameter of the tubular membrane,espectively. 30 samples for each series were tested to get a signif-cant average bending strength.
The determination of water permeate flux was performed usingrO2 microtubes sintered at 1050 ◦C and pure water (deionisedater) without measuring the transmembrane pressure. Therefore,
ne individual microtube with an accessible length of 5 cm (outernd inner diameter of 1.38 and 0.84 mm, respectively) was con-ected with one end to a corresponding silicon tubing. The othernd of the ceramic microtube was closed with glue (2-componentpoxy resin adhesive, UHU GmbH) to ensure operation in dead-nd mode. A constant flow rate for intracapillary water feeding wasealised using a peristaltic pump (BVP Standard, Ismatec) whereashe permeated water volume was analysed by weight measure-
ent. In relation to this experimental setup different flow rates upo 5 mL/min at RT were used to realise maximum water permeateux values. The active filtering area of the membrane was 1.32 cm2.
. Results and discussion
.1. Preparation and properties of extruded ZrO2 microtubes
The objective of thermal analysis is to identify temperature
nd time regimes where predominant reactions and mass lossesccur in the membrane. Fig. 2 presents the TGA- and DTA-curves ofgreen sample when subjected to thermal treatment in an alu-ina crucible from RT up to 1050 ◦C according to the sinteringrogramme described in Table 1.
xtruded ZrO2 microtubes.
The mass loss of the sample between 70 ◦C and 375 ◦C corre-sponding to a time domain between 0.4 and 5 h is around 9.5%which can be correlated to the binder burn-out of bees wax andstearic acid. This dominant mass loss is characterised by twoexothermic peaks at 210 ◦C and 280 ◦C after 1.2 and 1.6 h, respec-tively. Consequently, the used bifid increase of temperature fromRT to 500 ◦C (Table 1, segments 1 and 2) is effective to remove thebinder molecules including solvent residues from the green body.
The progress of sintering is followed via shrinkage measure-ments of the microtubes heat treated up to different sinteringtemperatures from 950 ◦C up to 1250 ◦C. The dwell time at thismaximum temperature is kept constant with 2 h for all samples.Based on the used extrusion die and pin with diameters of 1.6 and1.0 mm, respectively, the outer and inner diameters of the driedgreen and sintered microtubes were analysed by light microscopy.Shrinkage of 6.88 ± 0.75% and 7.80 ± 0.64% with regard to outerand inner diameter, respectively, is measured due to the drying
Fig. 3. Relative shrinkage of ZrO2 microtubes: Outer and inner diameter as a func-tion of sintering temperature.

S. Kroll et al. / Journal of Membrane Science 365 (2010) 447–455 451
of ZrO
vi1(0sb
sa
td1ftogitsp9o
Fig. 4. Pore size distributions and open porosities
While the sintering process hardly started at 950 ◦C and pro-ided a small shrinkage near 4% sintering proceeds strongly withncreasing temperature leading to shrinkage as high as 26% at250 ◦C. The final diameters of these well sintered microtubes1250 ◦C) are then reduced to 1.10 ± 0.01 mm (outer diameter) and.67 ± 0.01 mm (inner diameter). In summary, total shrinkage ofintered ZrO2 microtubes in relation to used sintering temperaturesetween 950 ◦C and 1250 ◦C is about 12 and 32%, respectively.
According to the results of Hg intrusion porosimetry the poreize distribution and the open porosity of the microtubes sinteredt different temperatures are shown in Fig. 4.
All sintered samples show similar monomodal pore size dis-ributions in the range from 0.05 to 0.2 �m. This is exemplaryemonstrated in Fig. 4A–C for the microtubes sintered at 950 ◦C,050 ◦C and 1150 ◦C where the reduction of the open porosityrom 55.2% to 51.3% and 29.5%, respectively, becomes evident athe same time. The reliable cut off at a pore size of 0.2 �m basedn the described processing route is very significant and offers areat potential of these membranes for microfiltration processesncluding bacteria filtration. Fig. 4D summarises the results related
o the open porosities of all tested membrane samples sintered ateven different temperatures in the range of 950–1250 ◦C. The openorosities of the ZrO2 microtubes decrease from values of 55.2% to.0% with increasing sintering temperature whereas the reductionf open porosities can be attributed to the densification of the par-2 microtubes sintered at different temperatures.
ticles during sintering process. For assuring an efficient bacteriafiltration process a sufficient open porosity (>40%) of the sinteredmembrane is needed [9,21]. Therefore, ZrO2 microtubes sintered attemperatures ≤1100 ◦C with corresponding open porosities ≥46.1%seem to be interesting candidates for microfiltration applications.
Corresponding with the progress of sintering the specific sur-face area of the microtubes is reduced with increasing sinteringtemperatures. Fig. 5 shows that the BET surface area in the early sin-tering stage (950 ◦C) is only moderately reduced in comparison tothe initial surface of the ZrO2 powder (15.1 m2/g). While at 1050 ◦Ca considerable part of this initial surface area is still retained thefree surface at higher sintering temperatures rapidly decays.
For the purpose of microfiltration the sintering temperature of1050 ◦C seems to offer interesting microstructural feature if a suffi-cient membrane strength can be reached at this comparatively lowsintering temperature.
This is proved by three-point bending tests of the microtubes.Their flexural strength at different sintering temperatures com-pared to green bodies is shown in Fig. 6.
Weibull diagrams are used for this purpose with 30 specimens
tested under identical conditions. The parameters of the Weibulldistribution can then be gathered as characteristic strength �0(related to the failure probability of 63.2%) and the Weibull modu-lus m as measure of the distribution slope. While the parameter m isnot really affected by the sintering treatment the strength strongly
452 S. Kroll et al. / Journal of Membrane Science 365 (2010) 447–455
Fs
istu
ahm
atctiFwdatpt5a
Fig. 7. SEM analysis of tubular ZrO2 membranes sintered at 1050 ◦C. A = overview,B and C = detailed views of the membrane surface (Field-emission SEM SUPRA 40,
ig. 5. Decrease of the BET surface area of tubular ZrO2 membranes as a function ofintering temperature. The error bars for each sample were ± 0.01 m2/g.
ncreases by sintering and reaches 57.0 MPa in the early sinteringtage at 1050 ◦C. This strength level is sufficient for further samplereatment and the fabrication of membrane modules for practicalse [34–36].
Fig. 7 illustrates SEM micrographs of a ZrO2 microtube sinteredt 1050 ◦C. The overview (A) as well as the surface images withigher resolution (B and C) shows a defect-free and homogeneousembrane structure.Based on the achieved results both “phases” i.e. the ZrO2-phase
nd the pores are uniformly distributed forming two interpene-rating networks with the individuals (particles and pores) beingharacterised by small sizes below 0.2 �m. This kind of microstruc-ure confirms that a defect-free preparation of the homogeneousnitial powder suspension and binder distribution was achieved.urthermore, a debinding and heating up in the sintering processithout any defect formation and differential sintering progressue to density gradients was accomplished. Finally, a sintering stopfter sintering neck formation was observed. It seems promising
o use these highly porous membranes for challenging filtrationrocesses due to their small pore sizes below the size of many bac-eria. Due to water flux measurements a water permeate flux of79 L/h m2 was achieved using ZrO2 microtubes sintered at 1050 ◦Cnd a constant flow rate of 5 mL/min.Zeiss).
Fig. 6. Weibull distributions of flexural strength of ZrO2 membranes sintered at different temperatures compared to green parts.
S. Kroll et al. / Journal of Membrane Science 365 (2010) 447–455 453
TES-fu
ma
3
tsmmtshcwaattd
titlifsoaocptml
3
casb
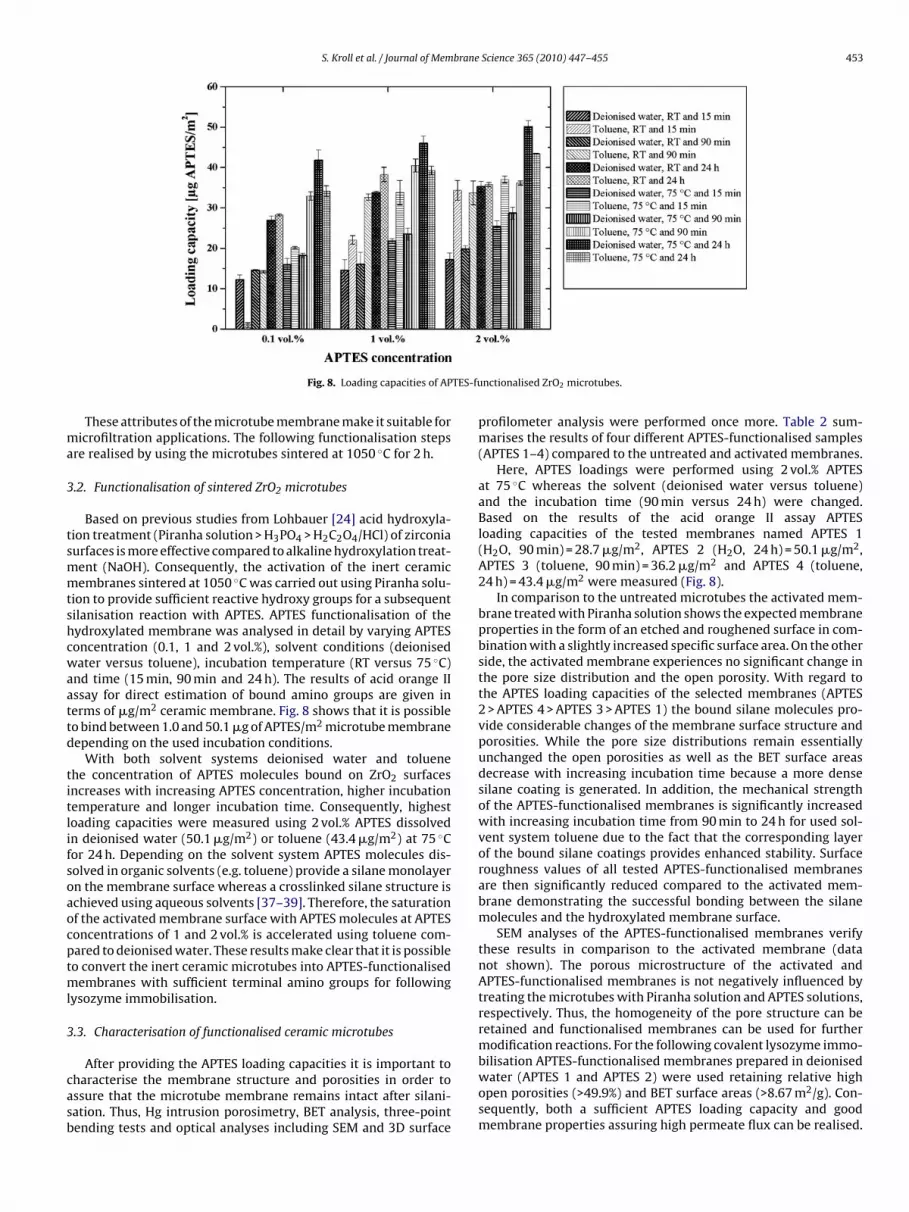
Fig. 8. Loading capacities of AP
These attributes of the microtube membrane make it suitable foricrofiltration applications. The following functionalisation steps
re realised by using the microtubes sintered at 1050 ◦C for 2 h.
.2. Functionalisation of sintered ZrO2 microtubes
Based on previous studies from Lohbauer [24] acid hydroxyla-ion treatment (Piranha solution > H3PO4 > H2C2O4/HCl) of zirconiaurfaces is more effective compared to alkaline hydroxylation treat-ent (NaOH). Consequently, the activation of the inert ceramicembranes sintered at 1050 ◦C was carried out using Piranha solu-
ion to provide sufficient reactive hydroxy groups for a subsequentilanisation reaction with APTES. APTES functionalisation of theydroxylated membrane was analysed in detail by varying APTESoncentration (0.1, 1 and 2 vol.%), solvent conditions (deionisedater versus toluene), incubation temperature (RT versus 75 ◦C)
nd time (15 min, 90 min and 24 h). The results of acid orange IIssay for direct estimation of bound amino groups are given inerms of �g/m2 ceramic membrane. Fig. 8 shows that it is possibleo bind between 1.0 and 50.1 �g of APTES/m2 microtube membraneepending on the used incubation conditions.
With both solvent systems deionised water and toluenehe concentration of APTES molecules bound on ZrO2 surfacesncreases with increasing APTES concentration, higher incubationemperature and longer incubation time. Consequently, highestoading capacities were measured using 2 vol.% APTES dissolvedn deionised water (50.1 �g/m2) or toluene (43.4 �g/m2) at 75 ◦Cor 24 h. Depending on the solvent system APTES molecules dis-olved in organic solvents (e.g. toluene) provide a silane monolayern the membrane surface whereas a crosslinked silane structure ischieved using aqueous solvents [37–39]. Therefore, the saturationf the activated membrane surface with APTES molecules at APTESoncentrations of 1 and 2 vol.% is accelerated using toluene com-ared to deionised water. These results make clear that it is possibleo convert the inert ceramic microtubes into APTES-functionalised
embranes with sufficient terminal amino groups for followingysozyme immobilisation.
.3. Characterisation of functionalised ceramic microtubes
After providing the APTES loading capacities it is important toharacterise the membrane structure and porosities in order tossure that the microtube membrane remains intact after silani-ation. Thus, Hg intrusion porosimetry, BET analysis, three-pointending tests and optical analyses including SEM and 3D surface
nctionalised ZrO2 microtubes.
profilometer analysis were performed once more. Table 2 sum-marises the results of four different APTES-functionalised samples(APTES 1–4) compared to the untreated and activated membranes.
Here, APTES loadings were performed using 2 vol.% APTESat 75 ◦C whereas the solvent (deionised water versus toluene)and the incubation time (90 min versus 24 h) were changed.Based on the results of the acid orange II assay APTESloading capacities of the tested membranes named APTES 1(H2O, 90 min) = 28.7 �g/m2, APTES 2 (H2O, 24 h) = 50.1 �g/m2,APTES 3 (toluene, 90 min) = 36.2 �g/m2 and APTES 4 (toluene,24 h) = 43.4 �g/m2 were measured (Fig. 8).
In comparison to the untreated microtubes the activated mem-brane treated with Piranha solution shows the expected membraneproperties in the form of an etched and roughened surface in com-bination with a slightly increased specific surface area. On the otherside, the activated membrane experiences no significant change inthe pore size distribution and the open porosity. With regard tothe APTES loading capacities of the selected membranes (APTES2 > APTES 4 > APTES 3 > APTES 1) the bound silane molecules pro-vide considerable changes of the membrane surface structure andporosities. While the pore size distributions remain essentiallyunchanged the open porosities as well as the BET surface areasdecrease with increasing incubation time because a more densesilane coating is generated. In addition, the mechanical strengthof the APTES-functionalised membranes is significantly increasedwith increasing incubation time from 90 min to 24 h for used sol-vent system toluene due to the fact that the corresponding layerof the bound silane coatings provides enhanced stability. Surfaceroughness values of all tested APTES-functionalised membranesare then significantly reduced compared to the activated mem-brane demonstrating the successful bonding between the silanemolecules and the hydroxylated membrane surface.
SEM analyses of the APTES-functionalised membranes verifythese results in comparison to the activated membrane (datanot shown). The porous microstructure of the activated andAPTES-functionalised membranes is not negatively influenced bytreating the microtubes with Piranha solution and APTES solutions,respectively. Thus, the homogeneity of the pore structure can beretained and functionalised membranes can be used for furthermodification reactions. For the following covalent lysozyme immo-
bilisation APTES-functionalised membranes prepared in deionisedwater (APTES 1 and APTES 2) were used retaining relative highopen porosities (>49.9%) and BET surface areas (>8.67 m2/g). Con-sequently, both a sufficient APTES loading capacity and goodmembrane properties assuring high permeate flux can be realised.
454 S. Kroll et al. / Journal of Membrane Science 365 (2010) 447–455
Table 2Overview of the properties of activated as well as differently APTES-functionalised ceramic microtubes compared to the untreated membrane.
Analytical method Parameter Functionalisation grade of the membrane
Untreated Activated APTES 1a APTES 2a APTES 3a APTES 4a
Acid orange II assay APTES loading capacity [�g/m2] – – 28.7 ± 1.5 50.1 ± 1.5 36.2 ± 0.5 43.4 ± 0.1
Hg porosimetryPore diameter [�m] 0.05–0.2 0.05–0.2 0.05–0.2 0.05–0.2 0.05–0.2 0.05–0.2Open porosity [%] 51.1 50.1 52.3 49.9 47.0 41.9
BET method BET surface area [m2/g] 8.03 8.96 8.97 8.67 7.41 5.74
Three-point bending testFlexural strength �0 [MPa] 57.6 56.4 59.6 64.3 62.9 75.4Weibull modulus m 9.1 9.6 8.2 9.7 11.0 9.1
Optical surface profilometeranalysis
Surface roughness [�m] 1.38 ± 0.05 1.71 ± 0.13 1.28 ± 0.04 0.59 ± 0.12 1.09 ± 0.07 1.58 ± 0.02
a APTES 1–4 = after APTES functionalisation with 2 vol.% APTES at 75 ◦C varying the solv3 = toluene, 90 min; 4 = toluene, 24 h).
Table 3Loading capacities of lysozyme to ZrO2 membranes with different functionalisationstatus.
Loading capacity [�g lysozyme/m2]
Untreated APTES 1a APTES 2a
Initial loading capacitybefore washing
47.7 ± 3.7 197.6 ± 8.2 241.7 ± 11.8
Wash fraction W1 33.2 ± 1.8 80.5 ± 2.1 89.8 ± 0.6Wash fraction W2 0.7 ± 0.4 12.8 ± 0.1 17.2 ± 0.6Wash fraction W3 0 5.6 ± 1.2 11.2 ± 0.4Wash fraction W4 0 1.0 ± 0.8 6.0 ± 0.3Wash fraction W5 0 0 0Final loading capacity after
washing13.8 97.7 117.5
c2
3
tdwbAwbt2l
pcilral5ttlll
4
mts
a APTES functionalisation was performed in deionised water, with an APTES con-entration of 2 vol.% at 75 ◦C varying the incubation time (APTES 1 = 90 min; APTES= 24 h).
.4. Lysozyme immobilisation
Table 3 shows the results of the lysozyme loading capaci-ies to ZrO2 membranes with different functionalisation statusue to the initial und final loading capacities in consideration ofashout effects. For the effective removal of unbound and weakly
ound lysozyme molecules from the untreated membrane and thePTES-functionalised membranes the application of three and fiveashing steps, respectively, is needed. Finally, it is possible to bind
etween 97.7 and 117.5 �g of lysozyme/m2 membrane in relationo different APTES-functionalised membranes (APTES 1 and APTES) compared to the untreated membrane, where only 13.8 �g of
ysozyme/m2 could be immobilised.Due to a 1.7-fold higher APTES loading capacity of APTES 2 com-
ared to APTES 1 (Fig. 8) corresponding immobilised lysozymeontents increased by factor 1.2 (Table 3). As expected, the load-ng capacity of lysozyme based on the covalent immobilisation ofysozyme is significantly higher (factor 7.1 and 8.5, respectively)elated to the nonspecific binding to the untreated membrane. Themount of washout lysozyme molecules in relation to the initialoading capacities is about 71.1% for the untreated membrane and0.6 and 51.4% for the APTES-functionalised membranes, respec-ively. Therefore, APTES-functionalised membranes compared tohe untreated membrane seem to be promising candidates forysozyme immobilisation assuring both a relative high enzymeoading capacity and a relative high stability of immobilisedysozyme molecules with regard to washout effects [40].
. Conclusions
This work shows the possibility to generate defect-free ceramicicrotubes by extrusion with desired pore sizes (≤0.2 �m) for bac-
eria filtration, sufficient porosity (51.3%) and excellent mechanicaltability (57.0 MPa) using a sintering temperature of 1050 ◦C. This
[
ent and the incubation time (1 = deionised water, 90 min; 2 = deionised water, 24 h;
combination of microstructural parameters and properties wasachieved at the moderate sintering temperature 1050 ◦C corre-sponding to an early sintering stage without extended shrinkage ofthe membranes taking place. The membrane microstructure fea-tured a high degree of homogenisation of both the ZrO2-phaseand the pores forming interpenetrating networks. The resultinglarge specific surface of the sintered membrane was subsequentlyfunctionalised by immobilisation of the model enzyme lysozymeto improve the antifouling behaviour of the membrane. Startingfrom the bioinert membrane surface after sintering it was pos-sible to generate an amino-activated membrane by applying anacid hydroxylation pre-treatment followed by an APTES couplingstep. APTES loading capacities and with it the membrane propertiescould be adjusted by variation of the solvent, the APTES concen-tration, the incubation time and the incubation temperature. Onthe basis of this amino-activated matrix lysozyme molecules werecovalently immobilised using EDC for the activation of the car-boxylic acid containing residues of the enzyme.
The obtained microporous ZrO2 microtubes with antibacterialfunctionalisation are highly promising candidates for the design ofsustainable bacteria filtration processes and will be investigatedwith model bacteria cultures within our next studies.
Acknowledgement
This work was supported by German Research Foundation (DFG)within the Research Training Group 1375 “Nonmetallic PorousStructures for Physical-Chemical Functions”.
References
[1] K. Scott, Handbook of Industrial Membranes, 2nd ed., Elsevier Advanced Tech-nology, New York, 1998.
[2] M. Szmukala, D. Szaniawska, Application of ceramic membranes in water treat-ment for fish hatchery supplying purposes, Desalination 240 (2009) 117.
[3] M. Wegmann, B. Michen, T. Graule, Nanostructured surface modification ofmicroporous ceramics for efficient virus filtration, J. Eur. Ceram. Soc. 28 (2008)1603.
[4] M. Wegmann, B. Michen, T. Luxbacher, J. Fritsch, T. Graule, Modification ofceramic microfilters with colloidal zirconia to promote the adsorption ofviruses from water, Water Res. 42 (2008) 1726.
[5] S. Sayed, S. Tarek, I. Dijkstra, C. Moerman, Optimum operation conditionsof direct capillary nanofiltration for wastewater treatment, Desalination 214(2007) 215.
[6] B. Marrot, A. Barrios-Martinez, P. Moulin, N. Roche, Industrial wastewater treat-ment in a membrane bioreactor: a review, Environ. Prog. 23 (2004) 59.
[7] M. Bodzek, K. Konieczny, Comparison of various membrane types and moduleconfigurations in the treatment of natural water by means of low-pressuremembrane methods, Sep. Purif. Technol. 14 (1998) 69.
[8] F. Meng, S.-R. Chae, A. Drews, M. Kraume, H.-S. Shin, F. Yang, Recent advances
in membrane bioreactors (MBRs): membrane fouling and membrane material,Water Res. 43 (2009) 1489.[9] H.W. Irmler, Dynamic Filtration with Ceramic Membranes, 1st ed., Vulkan-Verlag GmbH, Essen, 2001.
10] S. Ripperger, Microfiltration with Membranes – Basics, Proceedings and Appli-cations, 1st ed., VCH Verlagsgesellschaft GmbH, Weinheim, 1992.

brane
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
S. Kroll et al. / Journal of Mem
11] L. Treccani, M. Maiwald, V. Zöllmer, M. Busse, G. Grathwohl, K. Rezwan, Antibac-terial, Abrasion-resistant alumina micropatterns, Adv. Eng. Mater. 21 (2009)1.
12] K. Keymanesh, S. Soltani, S. Sardari, Application of antimicrobial peptides inagriculture and food industry, J. Microbiol. Biotechnol. 25 (2009) 933.
13] A. Giuliani, G. Pirri, A. Bozzi, A. Di Giulio, M. Aschi, A.C. Rinaldi, Antimicrobialpeptides: natural templates for synthetic membrane-active compounds, Cell.Mol. Life Sci. 65 (2008) 2450.
14] K.Y. Yoon, J.H. Byeon, C.W. Park, J. Hwang, Particles on bacterial contaminationof activated carbon fibers, Environ. Sci. Technol. 42 (2008) 1251.
15] Z. Li, D. Lee, X. Sheng, R.E. Cohen, M.F. Rubner, Two-level antibacterial coatingwith both release-killing and contact-killing capabilities, Langmuir 22 (2006)9820.
16] H. Jenssen, P. Hamill, R.E.W. Hancock, Peptide antimicrobial agents, Clin. Micro-biol. Rev. 19 (2006) 491.
17] J.S. Rudra, K. Dave, D.T. Haynie, Antimicrobial polypeptide multilayer nano-coatings, J. Biomater. Sci. Polym. Ed. 17 (2006) 1301.
18] H. Wakabayashi, K. Yamauchi, M. Takase, Lactoferrin research, technology andapplications, Int. Dairy J. 16 (2006) 1241.
19] S. Farnaud, R.W. Evans, Lactoferrin – a multifunctional protein with antimicro-bial properties, Mol. Immunol. 40 (2003) 395.
20] M. Zasloff, Antimicrobial peptides of multicellular organisms, Nature 415(2002) 389.
21] K. Ohlrogge, K. Ebert, Membranes – Basics, Proceedings and Industrial Applica-tions, 1st ed., Wiley-VCH, Weihheim, 2006.
22] M. Wegmann, B. Gut, K. Berroth, Extrusion of polycrystalline ceramic fibers,Ceram. Forum Int. 75 (1998) 35.
23] A.P. Rao, N.V. Desai, R. Rangarajan, Inorganic membranes: new materials forseparation technology, J. Sci. Ind. Res. 56 (1997) 518.
24] U. Lohbauer, M. Zipperle, K. Rischka, A. Petschelt, F.A. Müller, Hydroxylationof dental zirconia surfaces: characterization and bonding potential, J. Biomed.
Mater. Res. B: Appl. Biomater. 87 (2008) 461.25] M. Huckel, H.-J. Wirth, M.T.W. Hearn, Porous zirconia: a new support materialfor enzyme immobilization, J. Biochem. Biophys. Methods 31 (1996) 165.
26] G.K. Toworfe, R.J. Composto, I.M. Shapiro, P. Ducheyne, Nucleation and growthof calcium phosphate on amine-, carboxyl- and hydroxyl-silane self-assembledmonolayers, Biomaterials 27 (2006) 631.
[
[
Science 365 (2010) 447–455 455
27] R.M Pasternack, S.R. Amy, Y.J. Chabal, Attachment of 3-(aminopropyl)-triethoxysilane on silicon oxide surfaces: dependence on solution temperature,Langmuir 24 (2008) 12963.
28] J.A. Howarter, J.P. Youngblood, Optimization of silica silanization by 3-amino-propyltriethoxysilane, Langmuir 22 (2006) 11142.
29] S. Kroll, L. Meyer, A.-M. Graf, S. Beutel, J. Glöckler, S. Döring, U. Klaus, T. Scheper,Heterogeneous surface modification of hollow fiber membranes for use inmicro-reactor systems, J. Membr. Sci. 299 (2007) 181.
30] F. Santoso, Investigations to the Simultaneous Amination and Pore Opening ofPoly(ether imide) Membranes, Dissertation, University of Berlin (2004).
31] L.-S. Wan, B.-B. Ke, Z.-K. Xu, Electrospun nanofibrous membranes filled withcarbon nanotubes for redox enzyme immobilization, Enzyme Microb. Technol.42 (2008) 332.
32] P.R.S. Leiriao, L.J.P. Fonseca, M.A. Taipa, J.M.S. Cabral, M. Mateus, Horseradishperoxidase immobilized through its carboxylic groups onto a polyacryloni-trile membrane – comparison of enzyme performances with inorganic beadedsupports, Appl. Biochem. Biotechnol. 110 (2003) 1.
33] M.M. Bradford, A rapid and sensitive method for the quantitation of micro-gram quantities of protein utilizing the principle of protein-dye binding, Anal.Biochem. 72 (1976) 248.
34] S. Koonaphapdeelert, K. Li, Preparation and characterization of hydrophobicceramic hollow fibre membrane, J. Membr. Sci. 291 (2007) 70.
35] L. Liu, S. Gao, Y. Yu, R. Wang, D.T. Liang, S. Liu, Bio-ceramic hollow fiber mem-branes for immunoisolation and gene delivery I: membrane development, J.Membr. Sci. 280 (2006) 375.
36] J.A. Fernando, D.D.L. Chung, Thermomechanical properties of alumina fibermembrane, Ceram. Int. 31 (2005) 453.
37] W. Guo, E. Ruckenstein, Modified glass fiber membrane and its application tomembrane affinity chromatography, J. Membr. Sci. 215 (2003) 141.
38] R. Tünnemann, Synthesis and Spectroscopical Analysis of Silica Bound Pep-tides and Organic Compounds and Their Application in Sensorics, Dissertation,
University of Tübingen (2000).39] H.-J Wirth, K.-O. Eriksson, P. Holt, M. Aguilar, M.T.W. Hearn, High-performanceliquid chromatography of amino acids, peptides and proteins, J. Chromatogr.646 (1993) 129.
40] D. Leckband, R. Langer, An approach for the stable immobilization of proteins,Biotech. Bioeng. 37 (1991) 227.





























