Embed Size (px)
Citation preview
BỘ CÔNG THƯƠNG
TRƯỜNG ĐẠI HỌC CÔNG NGHIỆP THỰC PHẨM TP.HCM
ĐỒ ÁN MÔN HỌC
CÔNG NGHỆ CHẾ TẠO MÁYĐề tài: Thiết kế quy trình công nghệ
gia công chi tiết than van
Sinh viên: Huỳnh Văn Lộc
Trần Quang Long
Lớp: 01DHCK
Khóa: 2010-2014
Chuyên ngành: Chế tạo máy
Giảng viên hướng dẫn: Đinh Lê Cao Kỳ
Đồ án môn học Công Nghệ Chế Tạo Máy
CÔNG TRÌNH ĐƯỢC HOÀN THÀNH TẠITRƯỜNG ĐẠI HỌC CÔNG NGHIỆP THỰC PHẨM TP.HCM
Cán bộ hướng dẫn 1:
(Ghi rõ họ, tên, học hàm, học vị và chữ ký)
Cán bộ hướng dẫn 2:
(Ghi rõ họ, tên, học hàm, học vị và chữ ký)
Cán bộ hướng dẫn 3:
(Ghi rõ họ, tên, học hàm, học vị và chữ ký)
Cán bộ chấm nhận xét 1 :
(Ghi rõ họ, tên, học hàm, học vị và chữ ký)
Cán bộ chấm nhận xét 2 :
(Ghi rõ họ, tên, học hàm, học vị và chữ ký)
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 2
Tp. Hồ Chí Minh, ngày 21/12/2013
Đồ án môn học Công Nghệ Chế Tạo Máy
Cán bộ chấm nhận xét 3 :
(Ghi rõ họ, tên, học hàm, học vị và chữ ký)Thực tập tốt nghiệp được bảo vệ tại HỘI ĐỒNG CHẤM
BẢO VỆ THỰC TẬP TỐT NGHIỆP, TRƯỜNG ĐẠI HỌC CÔNG NGHIỆP THỰC PHẨM TP.HCM
Ngày . . . . . tháng . . . . năm . . . . .
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 3

Đồ án môn học Công Nghệ Chế Tạo Máy
(TRANG ĐỀ)
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 4
Đồ án môn học Công Nghệ Chế Tạo Máy
LỜI CẢM ƠN
Thiết kế và phát triển nghành Công Nghệ Chế Tạo Máy là vấn đề
cốt lõi trong cơ khí. Mặt khác, nền công nghiệp phát triển không thể
thiếu một nền cơ khí hiện đại. Vì thế tầm quan trọng của nghành Công
Nghệ Chế Tạo Máy là rất lớn. Hiểu biết lý thuyết và vận dụng nó trong
thực tiễn là một yêu cầu cần thiết đối với một người kỹ sư.
Để nắm vững lý thuyết và chuẩn bị tốt trong việc trở thành một
người kỹ sư trong tương lai. Đồ án môn học Công Nghệ Chế Tạo Máy
trong ngành cơ khí là một môn học giúp cho sinh viên ngành cơ khí làm
quen với những kỹ năng thiết kế, tra cứu và sử dụng tài liệu được tốt
hơn, vận dụng kiến thức đã học vào việc thiết kế một chi tiết cụ thể.
Ngoài ra môn học này còn giúp sinh viên củng cố kiến thức của các môn
học liên quan, vận dụng khả năng sáng tạo và phát huy khả năng làm
việc.
Trong quá trình trình thực hiện đồ án môn học này, em luôn được sự
hướng dẫn tận tình của thầy Đinh Lê Cao Kỳ và các thầy bộ môn trong
khoa cơ khí. Em xin chân thành cảm ơn các thầy đã giúp đỡ chúng em hoàn
thành đồ án môn học này.
Sinh viên thực hiện
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 5

Đồ án môn học Công Nghệ Chế Tạo Máy
Huỳnh Văn Lộc, Trần Quang Long
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 6
Đồ án môn học Công Nghệ Chế Tạo Máy
Nhận xét của GVHD
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 7
Đồ án môn học Công Nghệ Chế Tạo Máy
MỤC LỤC
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT GIA CÔNG VÀ XÁC ĐỊNH DẠNG
SẢN XUẤT...............................................8
1.1. PHÂN TÍCH CHỨC NĂNG LÀM VIỆC, ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT. 8
1.2. PHÂN TÍCH TÍNH CÔNG NGHỆ KẾT CẤU CỦA CHI TẾT................8
1.3. XÁC ĐỊNH DẠNG SẢN SUẤT..................................9
CHƯƠNG 2: XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI...........11
2.1. CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI.....................11
2.2. TÍNH GIÁ THÀNH PHÔI....................................11
CHƯƠNG 3: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT
......................................................12
3.1. LẬP TIẾN TRÌNH CÔNG NGHỆ................................15
3.1.1. Nguyên công 1: Chuẩn bị phôi...................................................15
3.1.2. Nguyên công 2...............................................................................16
3.1.3. Nguyên công 3...............................................................................16
3.1.4. Nguyên công 4: Kiểm tra.............................................................16
3.2. THIẾT KẾ NGUYÊN CÔNG...................................16
3.2.1. Nguyên công 2...............................................................................16
3.2.2. Nguyên công 3:..............................................................................19
3.2.3. Nguyên công tổng kiểm tra:......................................................20
CHƯƠNG 4: TÍNH VÀ TRA LƯỢNG DƯ CHO CÁC NGUYÊN CÔNG....22
4.1. TÍNH LƯỢNG DƯ KHI GIA CÔNG MẶT BÍCH C (Ø63).........22
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 8
Đồ án môn học Công Nghệ Chế Tạo Máy
4.3. TRA LƯỢNG DƯ CHO MẶT TRỤ TRONG D....................26
4.4. TRA LƯỢNG DƯ CHO MẶT TRỤ TRONG E....................27
4.5. TRA LƯỢNG DƯ CHO LỖ H...............................27
CHƯƠNG 5: XÁC ĐỊNH CHẾ ĐỘ CẮT VÀ THỜI GIAN GIA CÔNG CƠ
BẢN...................................................28
5.1. XÁC ĐỊNH CHẾ DỘ CẮT CHO GIA CÔNG MẶT C..............28
5.1.1. Xác định chế độ cắt cho nguyên công phay thô:...................28
5.1.2. Xác định chế độ cắt khi phay tinh:............................................30
5.2. TRA CHẾ ĐỘ CẮT CHO 2 MẶT BÍCH A, F:.................33
5.3. TRA CHẾ ĐỘ CẮT CHO LỖ D.............................34
5.4. TRA CHẾ ĐỘ CẮT CHO LỖ E.............................35
5.5. TRA CHẾ ĐỘ CẮT CHO LỖ H.............................36
CHƯƠNG 6: THIẾT KẾ VÀ TÍNH TOÁN ĐỒ GÁ................38
6.1. PHÂN TÍCH SƠ ĐỒ GÁ ĐẶT VÀ YÊU CẦU CỦA NGUYÊN CÔNG PHAY
ĐỒNG THỜI HAI MẶT BÍCH...................................38
6.2. SƠ ĐỒ GÁ ĐẶT VÀ CÁC THÀNH PHẦN CỦA ĐỒ GÁ............38
6.3. XÁC ĐINH LỰC KẸP....................................39
6.4. TÍNH LỰC KẸP........................................40
6.5. TÍNH SAI SỐ CHẾ TẠO ĐỒ GÁ...........................42
6.6. NGUYÊN LÝ HOẠT ĐỘNG CỦA ĐỒ GÁ.......................44
6.7. QUY TẮC SỬ DỤNG, KỸ THUẬT AN TOÀN VÀ BẢO DƯỠNG ĐỒ GÁ49
KẾT LUẬN..............................................50
TÀI LIỆU THAM KHẢO....................................51
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 9

Đồ án môn học Công Nghệ Chế Tạo Máy
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 10
Đồ án môn học Công Nghệ Chế Tạo Máy
CHƯƠNG 1:
PHÂN TÍCH CHI TIẾT GIA CÔNG VÀ XÁC ĐỊNH
DẠNG SẢN XUẤT
1.1. Phân tích chức năng làm việc, điều kiện
làm việc của chi tiết Chi tiết yêu cầu thiết kế thuộc họ chi tiết dạng
hộp.
Chức năng làm việc:
Chi tiết có công dụng làm ống nối dẫn lưu chất và chia
dòng lưu chất ra hai hướng di chuyển.
Điều kiện làm việc:
Chi tiết được chế tạo với 2 mặt bích Ø50 và 1 mặt
bích Ø63 để ghép nối với các mặt bích của các chi
tiết khác.
Hai lỗ 15 và các rãnh chữ U R5 dùng để lắp ghép
chi tiết chi tiết thân van với các chi tiết khác
bằng mối ghép bulông.
Các mặt trụ trong Ø30 và Ø40 các tác dụng định
hướng dòng lưu chất.
Để chế tạo chi tiết thân van này người ta có thể
dùng các loại vật liệu khác nhau như : thép 40X,
thép 45, gang… Ở đây có thể chọn dùng vật liệu chế
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 11
Đồ án môn học Công Nghệ Chế Tạo Máy
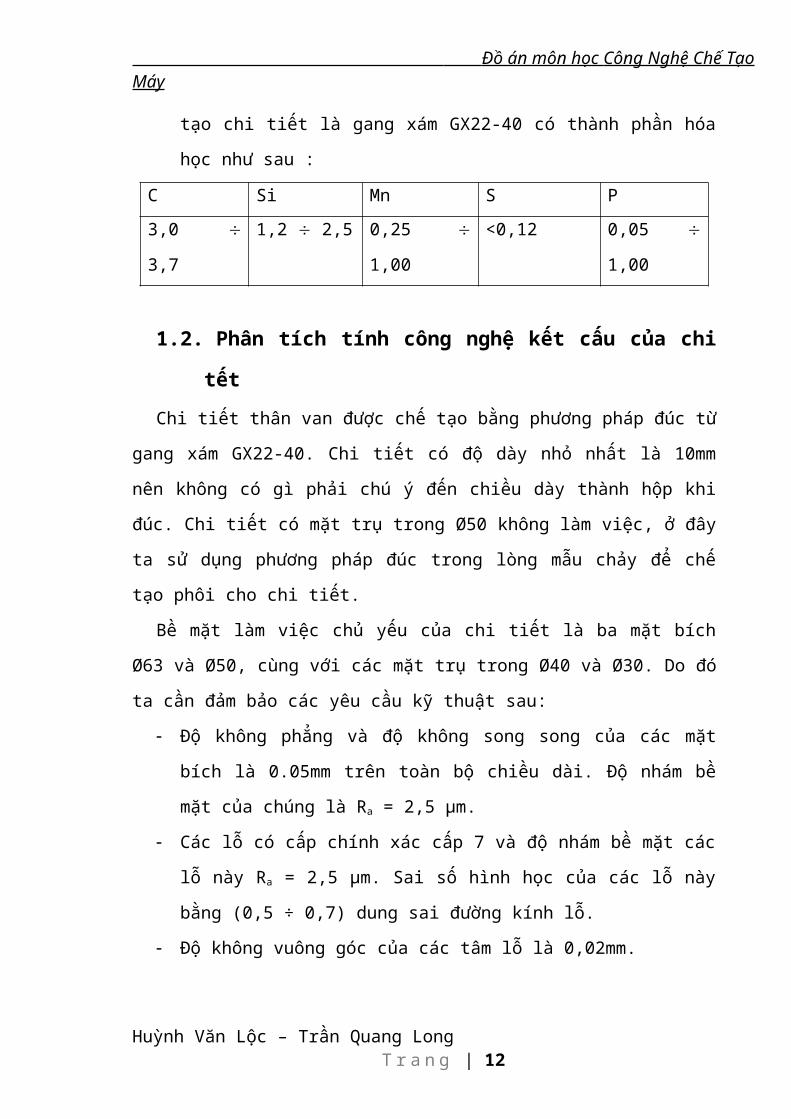
tạo chi tiết là gang xám GX22-40 có thành phần hóa
học như sau :
C Si Mn S P3,0
3,7
1,2 2,5 0,25
1,00
<0,12 0,05
1,00
1.2. Phân tích tính công nghệ kết cấu của chi
tếtChi tiết thân van được chế tạo bằng phương pháp đúc từ
gang xám GX22-40. Chi tiết có độ dày nhỏ nhất là 10mm
nên không có gì phải chú ý đến chiều dày thành hộp khi
đúc. Chi tiết có mặt trụ trong Ø50 không làm việc, ở đây
ta sử dụng phương pháp đúc trong lòng mẫu chảy để chế
tạo phôi cho chi tiết.
Bề mặt làm việc chủ yếu của chi tiết là ba mặt bích
Ø63 và Ø50, cùng với các mặt trụ trong Ø40 và Ø30. Do đó
ta cần đảm bảo các yêu cầu kỹ thuật sau:
Độ không phẳng và độ không song song của các mặt
bích là 0.05mm trên toàn bộ chiều dài. Độ nhám bề
mặt của chúng là Ra = 2,5 μm.
Các lỗ có cấp chính xác cấp 7 và độ nhám bề mặt các
lỗ này Ra = 2,5 μm. Sai số hình học của các lỗ này
bằng (0,5 ÷ 0,7) dung sai đường kính lỗ.
Độ không vuông góc của các tâm lỗ là 0,02mm.
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 12
Đồ án môn học Công Nghệ Chế Tạo Máy
Độ không vuông góc giữa mặt đầu và tâm lỗ trên hộp
là 0,02mm trên 100mm bán kính.
Với chi tiết này, nguyên công đầu tiên là mặt bích Ø63
và các lỗ Ø15 để làm chuẩn gia công các nguyên công sau
nên chọn chuẩn thô là hai mặt trụ không gia công.
1.3. Xác định dạng sản suất.Theo dự kiến, ta chọn số lượng chi tiết sản xuất trong
một năm là 100 000 chiếc.
Ta nên chọn phương án xác định dạng sản xuất theo
phương pháp gần đúng.
Tra công thức HD Thiết kế Đồ Án Công Nghệ CTM (31 NĐL-
LVN)
Số lượng chi tiết tổng cộng cần chế tạo trong một năm
được xác định theo công thức sau:
Trong đó:
: số lượng sản phẩm cần chế tạo trong năm
theo kế hoạch.
M: số lượng chi tiết trong một sản phẩm.α: lượng sản phảm dự phòng do sai khi hỏng khi
tạo phôi (đúc hoặc rèn) gây ra.β: lượng sản phẩm dự trù cho hư hỏng và phế
phẩm trong quá trình gia công cơ.
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 13
Đồ án môn học Công Nghệ Chế Tạo Máy
Trong điều kiện của đồ án các loại có thể chọnα=3%÷6%;β=5%÷7%
Chọn m=1, α=5%;β=5%
Vậy số lượng chi tiết sản xuất là:
N=N1.m.(1+α+β100 )=100000.1.(1+
0,05+0,05100 )=100100(Chiêc)
Tra công thức HD Thiết kế Đồ Án Công Nghệ CTM (31
NĐL-LVN)
Khối lượng chi tiết sản xuất được xác định theo
công thức sau:Q1=V∗γ(kg)
Trong đó: : khối lượng của chi tiết (kg)
V: thể tích của chi tiết ( )
γ: khối lượng của vật liệu ( )
Ta có:
V=0,4567 (dm3 ).
γ=7¿)
Khối lượng chi tiết:Q1=V.γ=0,4567.7=3,1969(kg)
Tra bảng 1.1 HD Thiết kế Đồ Án Công Nghệ CTM (31
NĐL-LVN)
Căn cứ vào bảng ta xác định dạng sản xuất theo hàng
khối.
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 14

Đồ án môn học Công Nghệ Chế Tạo Máy
CHƯƠNG 2:
XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI
2.1. Chọn phôi và phương pháp chế tạo phôi Chọn phôi: từ yêu cầu kết cấu và hình dáng ta chọn
phôi là phôi đúc từ vật liệu bằng gang xám.
Phương pháp chế tạo phôi: dùng phương pháp đúc
trong khuôn mẫu chảy, phôi đúc đạt độ chính xác kích
thước từ 0,3 ÷ 0,6 mm, tính chất cơ học tốt. Phương pháp
này dùng trong sản xuất hàng loạt lớn và hàng khối,
thích hợp với những chi tiết cỡ nhỏ.
2.2. Tính giá thành phôiGiá thành của 1kg phôi được xác định theo công thức 4
[1] sau đây:
(đồng)
Trong đó:
C1 – Giá thành một tấn phôi:
K1 – Hệ số phụ thuộc cấp chính xác của phôi: 1
K2 – Hệ số phụ thuộc vật liệu của phôi: 1
K3 – Hệ số phụ thuộc độ phức tạp của phôi: 1
K4 – Hệ số phụ thuộc trọng lượng của phôi: 0,5
K5 – Hệ số phụ thuộc sản lượng phôi: 0,83
Q: trọng lượng của phôi
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 15
Đồ án môn học Công Nghệ Chế Tạo Máy
q: trọng lượng của chi tiết
S: giá thành 1 tấn phôi phế phẩm
CHƯƠNG 3:
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ
GIA CÔNG CHI TIẾT
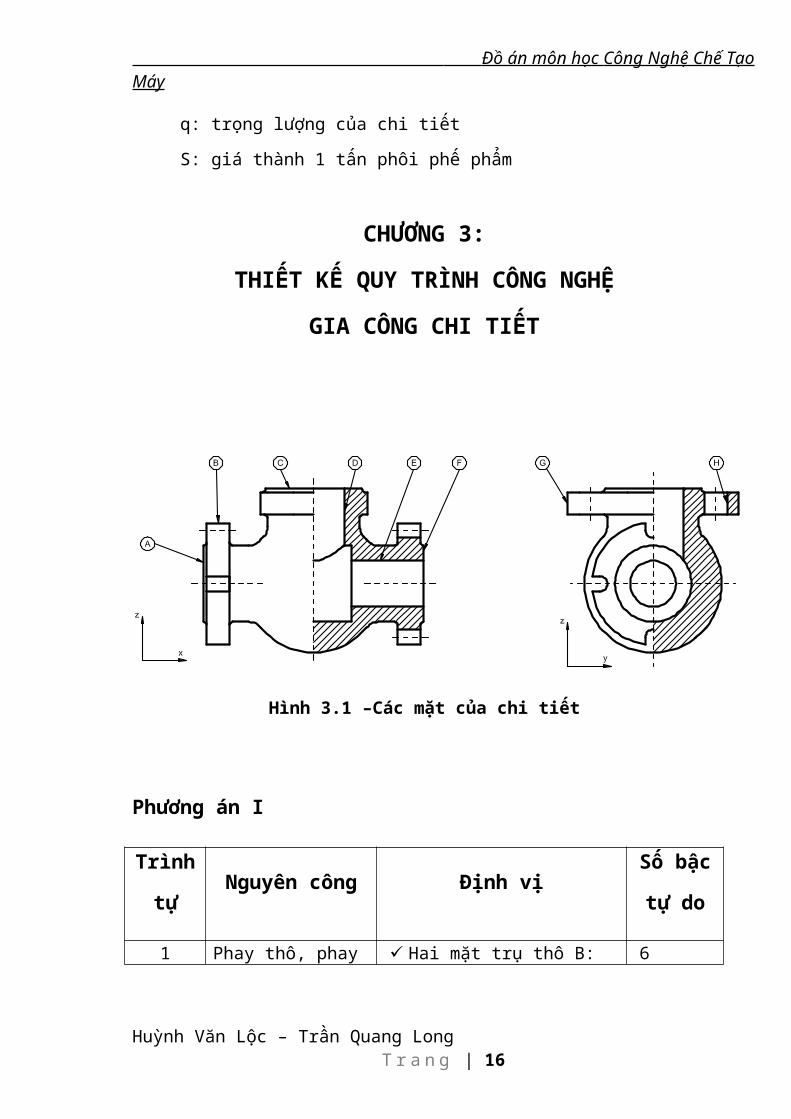
Hình 3.1 –Các mặt của chi tiết
Phương án I
Trình
tựNguyên công Định vị
Số bậc
tự do
1 Phay thô, phay Hai mặt trụ thô B: 6
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 16
Đồ án môn học Công Nghệ Chế Tạo Máy
tinh mặt C
Khoét, doa lỗ D
Khoan, doa lỗ H
Ty, Tz, Qy, Qz
Mặt trụ G: Tx, Qx
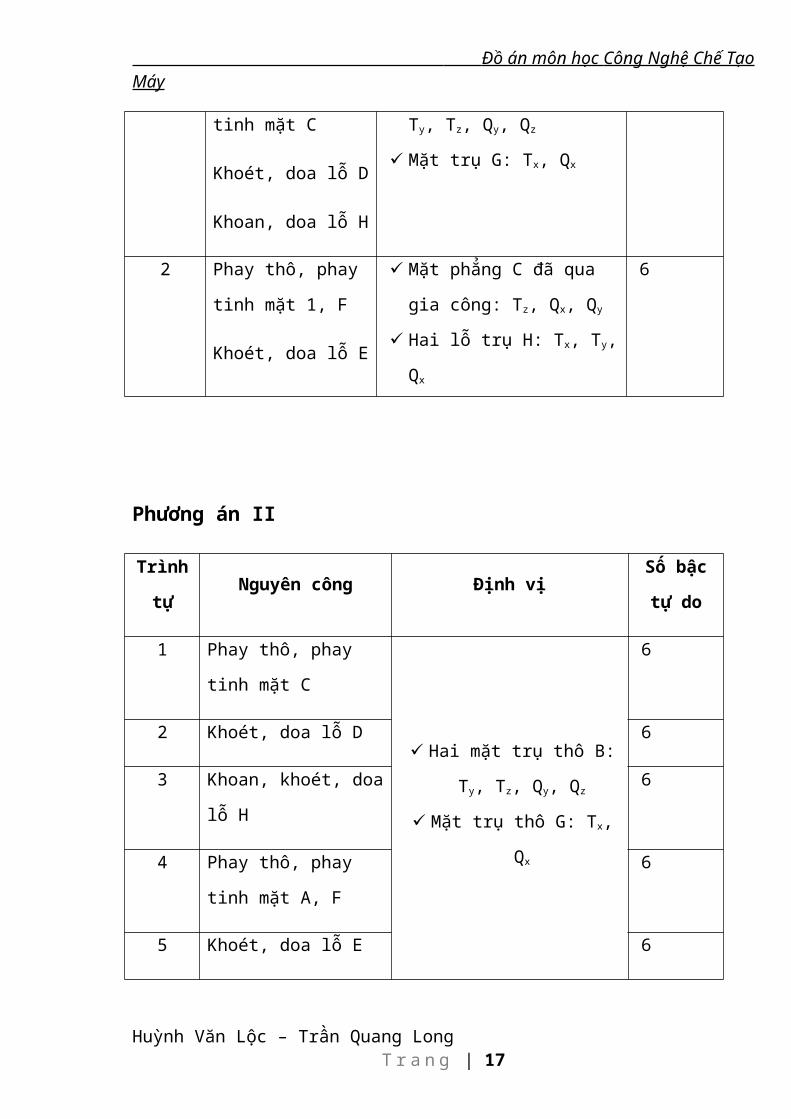
2 Phay thô, phay
tinh mặt 1, F
Khoét, doa lỗ E
Mặt phẳng C đã qua
gia công: Tz, Qx, Qy
Hai lỗ trụ H: Tx, Ty,
Qx
6
Phương án II
Trình
tựNguyên công Định vị
Số bậc
tự do
1 Phay thô, phay
tinh mặt C
Hai mặt trụ thô B:
Ty, Tz, Qy, Qz
Mặt trụ thô G: Tx,
Qx
6
2 Khoét, doa lỗ D 6
3 Khoan, khoét, doa
lỗ H
6
4 Phay thô, phay
tinh mặt A, F
6
5 Khoét, doa lỗ E 6
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 17
Đồ án môn học Công Nghệ Chế Tạo Máy
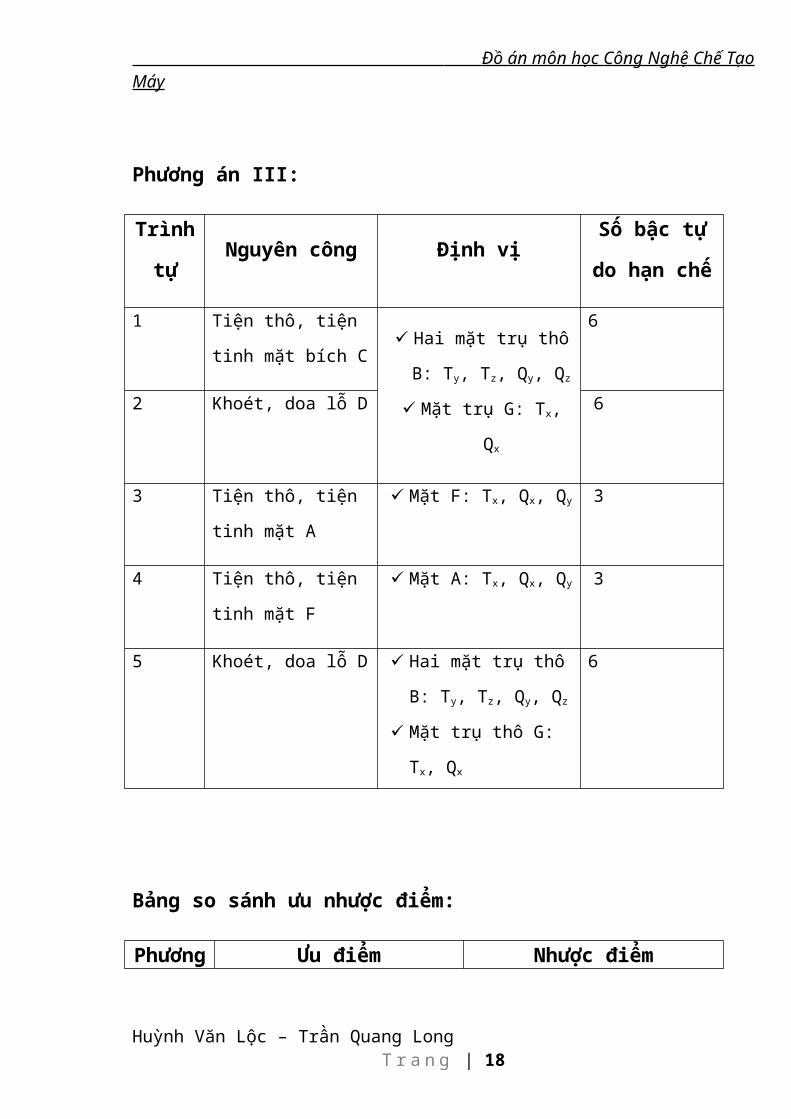
Phương án III:
Trình
tựNguyên công Định vị
Số bậc tự
do hạn chế
1 Tiện thô, tiện
tinh mặt bích C Hai mặt trụ thô
B: Ty, Tz, Qy, Qz
Mặt trụ G: Tx,
Qx
6
2 Khoét, doa lỗ D 6
3 Tiện thô, tiện
tinh mặt A
Mặt F: Tx, Qx, Qy 3
4 Tiện thô, tiện
tinh mặt F
Mặt A: Tx, Qx, Qy 3
5 Khoét, doa lỗ D Hai mặt trụ thô
B: Ty, Tz, Qy, Qz
Mặt trụ thô G:
Tx, Qx
6
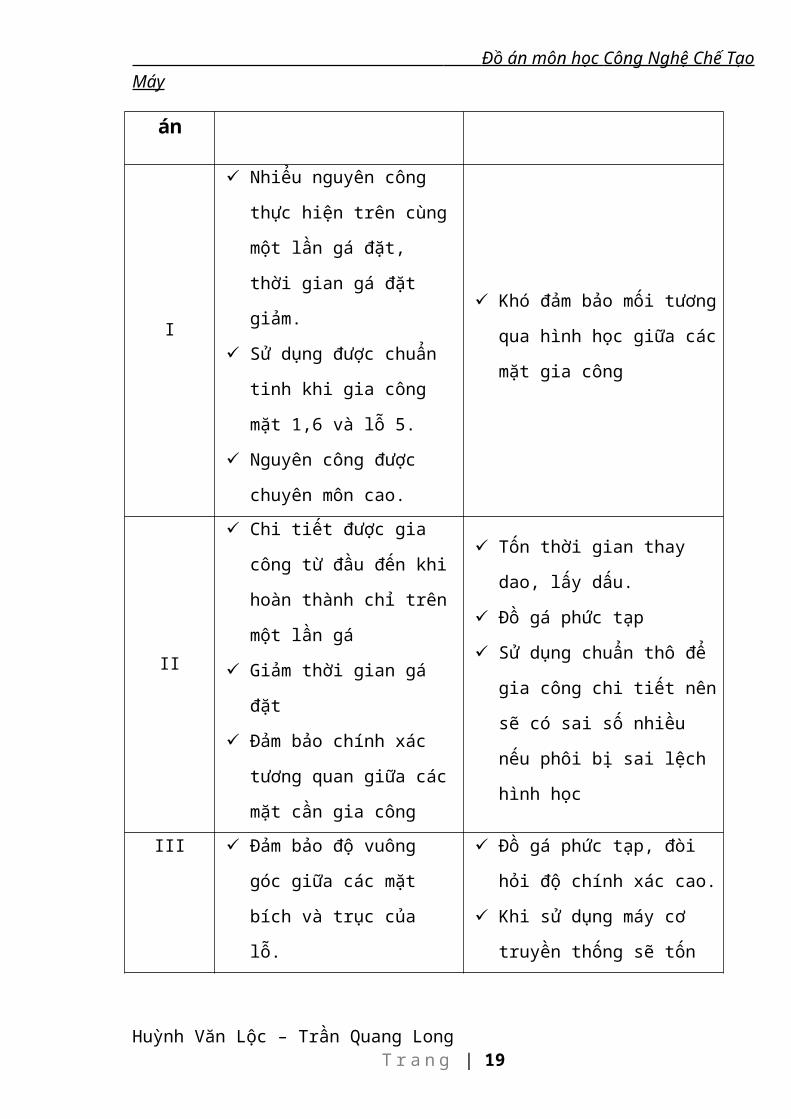
Bảng so sánh ưu nhược điểm:
Phương Ưu điểm Nhược điểm
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 18
Đồ án môn học Công Nghệ Chế Tạo Máy
án
I
Nhiểu nguyên công
thực hiện trên cùng
một lần gá đặt,
thời gian gá đặt
giảm.
Sử dụng được chuẩn
tinh khi gia công
mặt 1,6 và lỗ 5.
Nguyên công được
chuyên môn cao.
Khó đảm bảo mối tương
qua hình học giữa các
mặt gia công
II
Chi tiết được gia
công từ đầu đến khi
hoàn thành chỉ trên
một lần gá
Giảm thời gian gá
đặt
Đảm bảo chính xác
tương quan giữa các
mặt cần gia công
Tốn thời gian thay
dao, lấy dấu.
Đồ gá phức tạp
Sử dụng chuẩn thô để
gia công chi tiết nên
sẽ có sai số nhiều
nếu phôi bị sai lệch
hình học
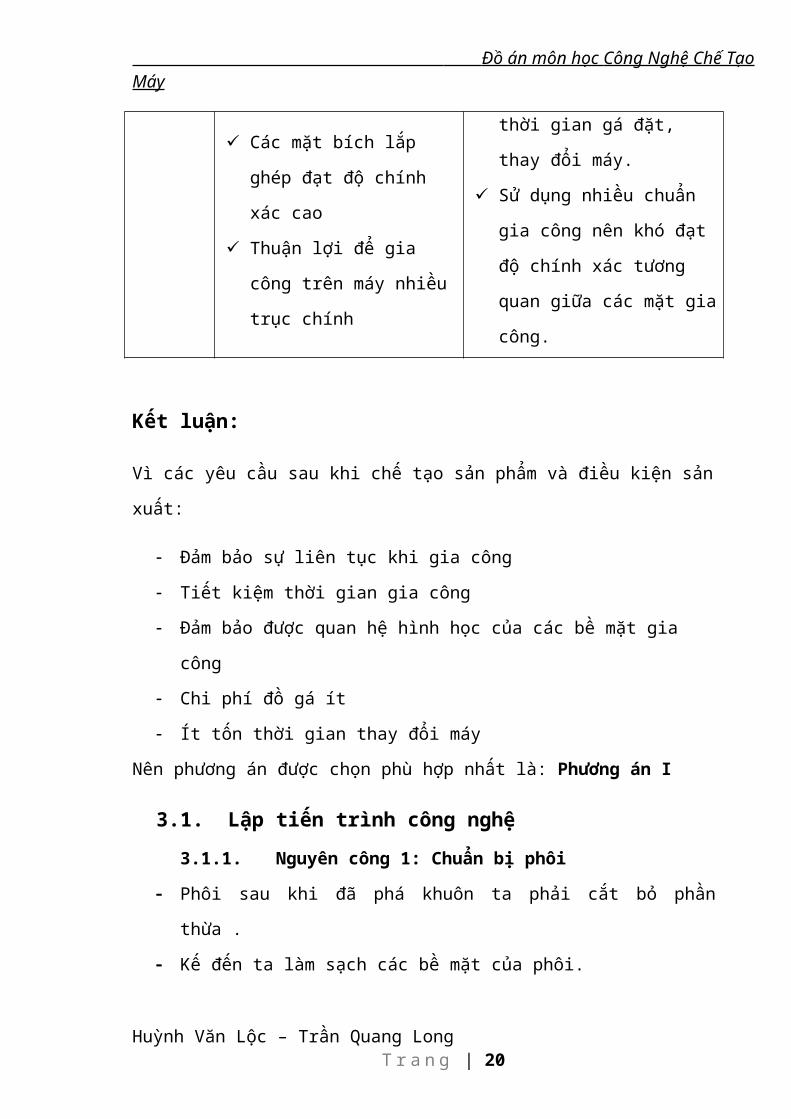
III Đảm bảo độ vuông
góc giữa các mặt
bích và trục của
lỗ.
Đồ gá phức tạp, đòi
hỏi độ chính xác cao.
Khi sử dụng máy cơ
truyền thống sẽ tốn
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 19
Đồ án môn học Công Nghệ Chế Tạo Máy
Các mặt bích lắp
ghép đạt độ chính
xác cao
Thuận lợi để gia
công trên máy nhiều
trục chính
thời gian gá đặt,
thay đổi máy.
Sử dụng nhiều chuẩn
gia công nên khó đạt
độ chính xác tương
quan giữa các mặt gia
công.
Kết luận:
Vì các yêu cầu sau khi chế tạo sản phẩm và điều kiện sản
xuất:
Đảm bảo sự liên tục khi gia công
Tiết kiệm thời gian gia công
Đảm bảo được quan hệ hình học của các bề mặt gia
công
Chi phí đồ gá ít
Ít tốn thời gian thay đổi máy
Nên phương án được chọn phù hợp nhất là: Phương án I
3.1. Lập tiến trình công nghệ 3.1.1. Nguyên công 1: Chuẩn bị phôi
Phôi sau khi đã phá khuôn ta phải cắt bỏ phần
thừa .
Kế đến ta làm sạch các bề mặt của phôi.
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 20
Đồ án môn học Công Nghệ Chế Tạo Máy
Kiểm tra các kích thước và các sai hỏng của phôi .
3.1.2. Nguyên công 2
Phay thô, phay tinh mặt 3 Ø63, gia công trên máy
phay đứng, sau khi gia công mặt này sẽ làn chuẩn để gia
công các nguyên công phía sau.
Khoét, doa lỗ 4 Ø40, gia công trên máy phay đứng.
Khoan, doa lỗ 8 Ø15, gia công trên máy phay đứng,
sau khi gia công, hai lỗ trụ này sẽ dùng làm chuẩn để
gia công các nguyên công sau.
3.1.3. Nguyên công 3
Phay thô, phay tinh mặt 1, 6 Ø50, gia công cùng lúc
trên máy phay ngang bằng dao phay đĩa.
Khoét, doa lỗ 5 Ø30, gia công lỗ 50 xuyên suốt chi
tiết trên một hành trình chạy dao. Gia công trên máy
phay ngang.
3.1.4. Nguyên công 4: Kiểm tra
Độ không phẳng và độ không song song của các mặt
bích là 0.05mm trên toàn bộ chiều dài. Độ nhám bề
mặt của chúng là Ra = 2,5 μm.
Các lỗ có cấp chính xác cấp 7 và độ nhám bề mặt các
lỗ này Ra = 2,5 μm. Sai số hình học của các lỗ này
bằng (0,5÷0,7) dung sai đường kính lỗ.
Độ không vuông góc của các tâm lỗ là 0,02mm.
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 21
Đồ án môn học Công Nghệ Chế Tạo Máy
Độ không vuông góc giữa mặt đầu và tâm lỗ trên hộp
là 0,02mm trên 100mm bán kính.
3.2. Thiết kế nguyên công3.2.1. Nguyên công 2
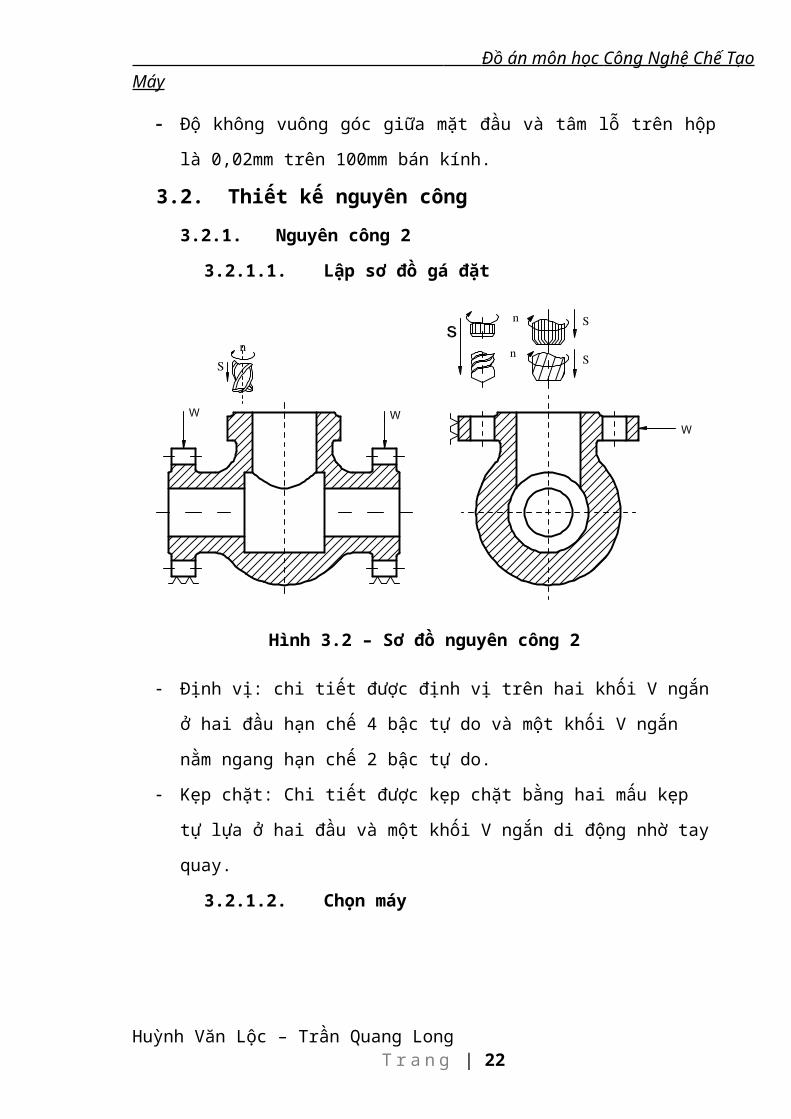
3.2.1.1. Lập sơ đồ gá đặt
Hình 3.2 – Sơ đồ nguyên công 2
Định vị: chi tiết được định vị trên hai khối V ngắn
ở hai đầu hạn chế 4 bậc tự do và một khối V ngắn
nằm ngang hạn chế 2 bậc tự do.
Kẹp chặt: Chi tiết được kẹp chặt bằng hai mấu kẹp
tự lựa ở hai đầu và một khối V ngắn di động nhờ tay
quay.
3.2.1.2. Chọn máy
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 22
Đồ án môn học Công Nghệ Chế Tạo Máy
Chọn máy để thực hiện nguyên công 2 là máy phay đứng
vạn năng 6H12 với các thông số máy như sau
Công suất động cơ : N = 10 (kW)
Kích thước bàn máy : 400x1600 (mm)
Hiệu suất máy : = 0,75
Giới hạn vòng quay : 30 1500 (vòng/phút)
Số cấp tốc độ : 18
3.2.1.3. Chọn dụng cụ cắt
Chọn dao phay mặt đầu Ø63:
Tra bảng 4-3 [5] chọn vật liệu dao là BK6; tra bảng 7
[4] ta có tuổi bền danh nghĩa của dao là : T = 400
phút.
Tra bảng 4- 96 [5] ta chọn thông số của dao phay mặt
đầu có cơ cấu kẹp tròn mảnh hợp kim cứng như sau:
D = 50 (mm) ; L = 167 (mm) ; Côn mooc: 4 (mm) ; z
= 5 (răng)
Chọn dao khoét, doa lỗ Ø40:
Tra bảng 4-3 [5] chọn vật liệu dao bằng hợp kim cứng
là BK6; tra bảng 7 [4] ta có tuổi bền danh nghĩa của dao
là : T = 35 phút.
Tra bảng 3-132 [2] có các kích thước của dụng cụ cắt
như sau :
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 23
Đồ án môn học Công Nghệ Chế Tạo Máy
Mũi khoét thô 38, mũi khoét tinh Ø39,7
Mũi doa thô 39,93, mũi doa tinh Ø40
Chọn mũi khoan, doa lỗ Ø15:
Khoan lỗ:
Dùng mũi khoan hợp kim cứng loại thường, tra bảng 4-3
[5] chọn vật liệu dao là BK8; tra bảng 7 [4] ta có tuổi
bền danh nghĩa của dao là : T = 35 phút.
Tra bảng 3-131 [2] ta chọn thông số của mũi khoan hợp
kim cứng loại thường như sau:
L = 135 (mm) ; d = 14,8 (mm) ; l = 60
(mm)
Mũi doa:
Dùng mũi doa hợp kim cứng loại thường, tra bảng 4-3
[5] chọn vật liệu dao là BK8; tra bảng 7 [4] ta có tuổi
bền danh nghĩa của dao là : T = 35 phút
Tra bảng 3-131 [2] ta chọn thông số của mũi doa hợp
kim cứng loại thường như sau:
L = 135 (mm) ; d = 15 (mm) ; l = 60
(mm)
3.2.1.4. Chọn dụng cụ kiểm tra:
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 24
Đồ án môn học Công Nghệ Chế Tạo Máy
Thước cặp dài 150 mm, độ chính xác 0,02 mm.
3.2.1.5. Chọn dung dịch tưới nguội: Emunxi
3.2.2. Nguyên công 3:
3.2.2.1. Lập sơ đồ gá đặt
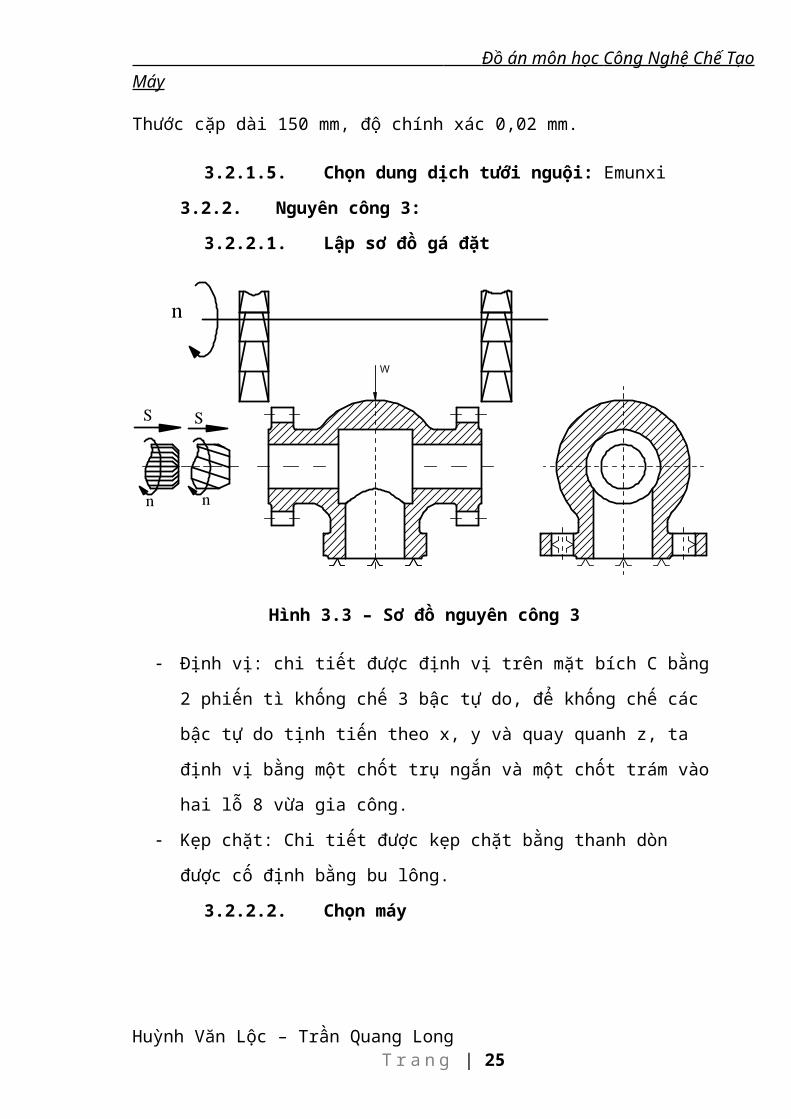
Hình 3.3 – Sơ đồ nguyên công 3
Định vị: chi tiết được định vị trên mặt bích C bằng
2 phiến tì khống chế 3 bậc tự do, để khống chế các
bậc tự do tịnh tiến theo x, y và quay quanh z, ta
định vị bằng một chốt trụ ngắn và một chốt trám vào
hai lỗ 8 vừa gia công.
Kẹp chặt: Chi tiết được kẹp chặt bằng thanh dòn
được cố định bằng bu lông.
3.2.2.2. Chọn máy
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 25
Đồ án môn học Công Nghệ Chế Tạo Máy
Chọn máy để thực hiện nguyên công 3 là máy phay
ngang vạn năng 6H82 với các thông số máy như sau :
- Công suất động cơ : N = 10 (kW)
- Kích thước bàn máy : 400x1600 (mm)
- Hiệu suất máy : = 0,75
- Giới hạn vòng quay : 30 1500 (vòng/phút)
- Số cấp tốc độ : 18
3.2.2.3. Chọn dụng cụ cắt
Chọn dao phay đĩa:
Dùng dao phay đĩa hợp kim cứng có chắp răng, tra
bảng 4-3 [5] chọn vật liệu dao là BK8; tra bảng 7 [1] ta
có tuổi bền danh nghĩa của dao là : T = 100 phút.
Tra bảng 4-85 [5] ta chọn thông số của dao phay đĩa
3 mặt gắn mảnh hợp kim cứng như sau:
D = 250 (mm) ; B = 22 (mm) ; d = 60
(mm) ; z = 18 (răng)
Chọn dao khoét, doa lỗ Ø30:
Tra bảng 4-3 [5] chọn vật liệu dao bằng hợp kim cứng
là BK6; tra bảng 7 [4] ta có tuổi bền danh nghĩa của dao
là : T = 35 phút.
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 26
Đồ án môn học Công Nghệ Chế Tạo Máy
Tra bảng 3-132 [5] có các kích thước của dụng cụ cắt
như sau :
Mũi khoét thô 28, mũi khoét tinh Ø29,8
Mũi doa thô 29,93, mũi doa tinh Ø30
3.2.2.4. Chọn dụng cụ kiểm tra:
Thước cặp dài 150 mm, đồng hồ so độ chính xác 0,02 mm.
3.2.2.5. Chọn dung dịch tưới nguội: Emunxi
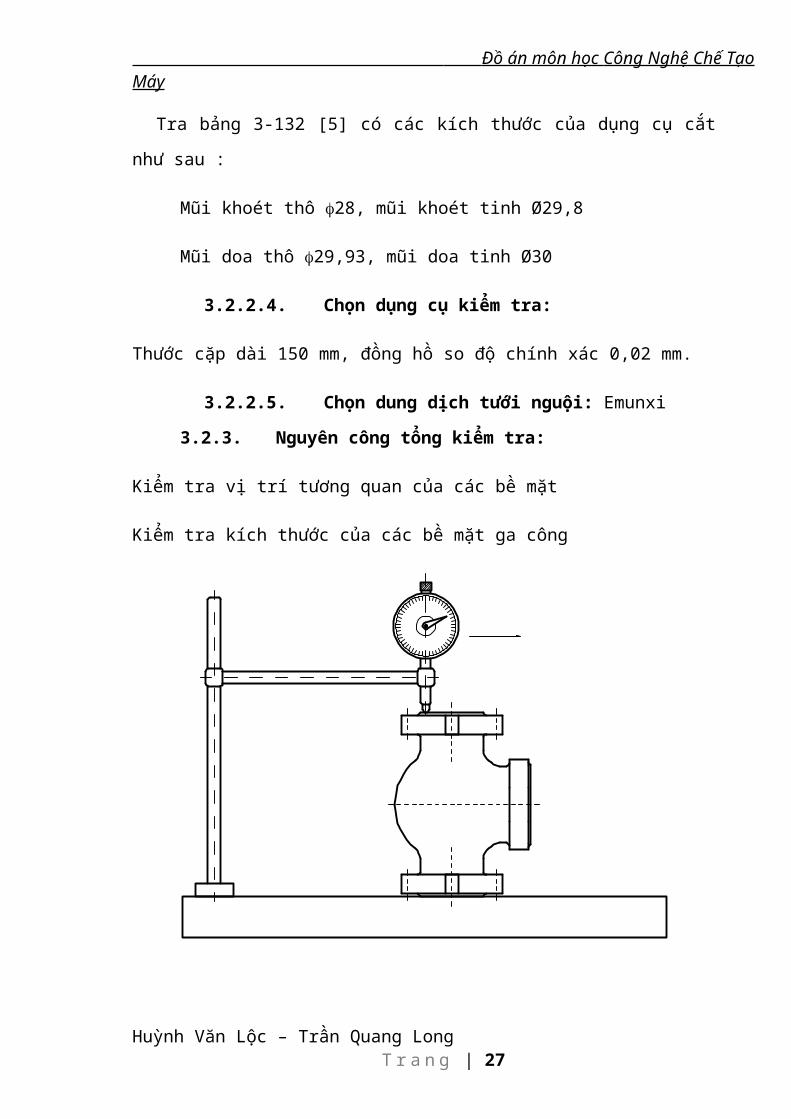
3.2.3. Nguyên công tổng kiểm tra:
Kiểm tra vị trí tương quan của các bề mặt
Kiểm tra kích thước của các bề mặt ga công
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 27
Đồ án môn học Công Nghệ Chế Tạo Máy
Hình 3.4 – Sơ đồ kiểm tra độ song song giữa mặt bích A
và mặt bích F
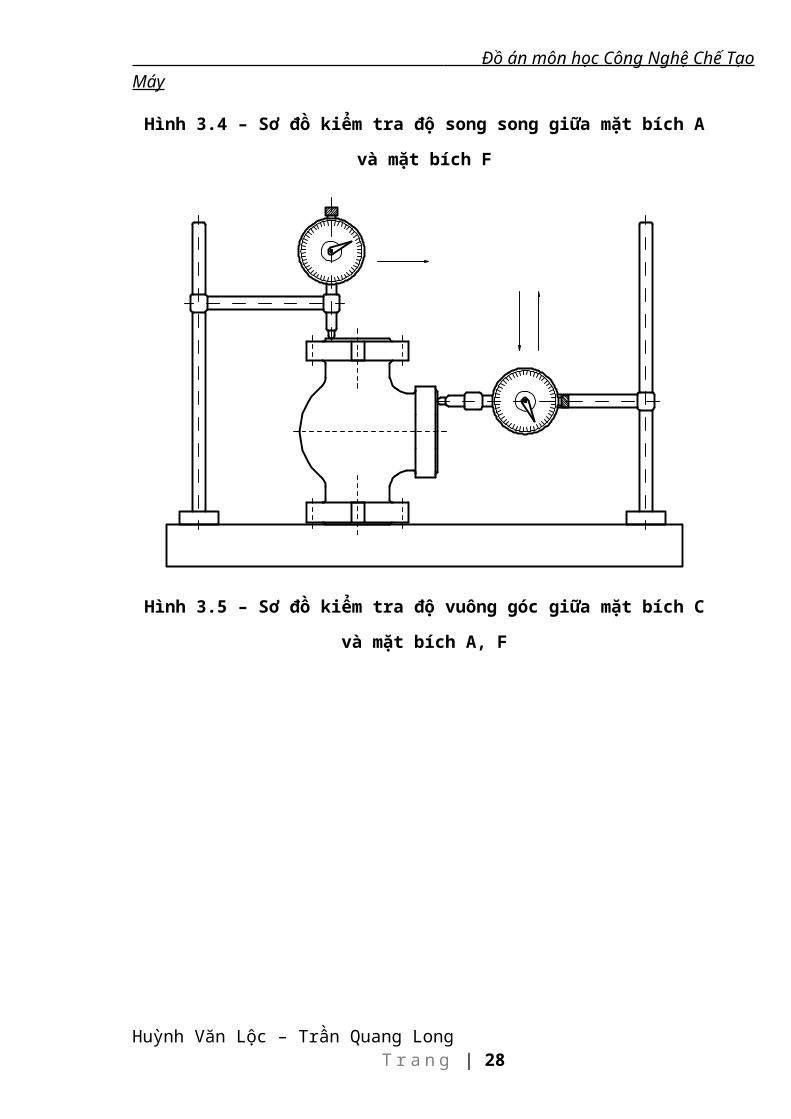
Hình 3.5 – Sơ đồ kiểm tra độ vuông góc giữa mặt bích C
và mặt bích A, F
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 28
Đồ án môn học Công Nghệ Chế Tạo Máy
CHƯƠNG 4
TÍNH VÀ TRA LƯỢNG DƯ CHO CÁC NGUYÊN CÔNG
4.1. Tính lượng dư khi gia công mặt bích C
(Ø63)
Phôi có dạng đúc cấp chính xác II khối lượng 3,2 kg.
Tiến trình công nghệ gia công mặt phẳng gồm 4 bước. phay
thô, phay tinh. Chi tiết được định vị bởi ba khối V kẹp
ở ba đầu trụ thô.
Tra bảng 10 [4] ta có giá trị Ri và Ti bằng 600 μm
(250+300). Sau bước thứ nhất đối với gang có thể loại
trừ Ti, chỉ còn Rz và giá trị này là 50μm.
Sai lệch không gian tổng cộng được xác định theo công
thức sau:
Trong đó - Sai lệch cong vênh
L – chiều dài lớn nhất của bề mặt gia công, L =
63mm.
- độ cong vênh đơn vị, (Bảng 15 [4])
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 29
Đồ án môn học Công Nghệ Chế Tạo Máy
Sai lệch không gian còn lại sau phay thô là :
Sai lệch không gian còn lại sau phay tinh là:
Sai số gá đặt khi phay thô mặt phẳng được xác định như
sau:
Sai số kẹp chặt tra bảng 21[4].
Sai số chuẩn được tính theo công thức (bảng
7.7 [9]).
Trong đó: =0.74 mm là dung sai kích thước của phôi
(tra theo bảng 3-11 [5] phôi đúc bằng gang trong khuôn
mẫu chảy có cấp chính xác IT14-IT15, bảng 3-13 [5])
= 45O là góc phân giác của khôi V.
Vậy sai số chuẩn (mm)
Suy ra sai số gá đặt có giá trị là
(mm)
Sai số gá đặt còn lại ở nguyên công phay tinh là
(mm)
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 30
Đồ án môn học Công Nghệ Chế Tạo Máy
Tính lượng dư gia công tối thiểu:
Lượng dư gia công tối thiểu được xác định theo công
thức:
Phay thô:
Zi min = 600 + 76,5 + 603,2 = 1279,7 μm
Phay tinh:
Z2 min = 50 + 4,53 + 30,16 = 84,69 μm
Tính kích thước giới hạn:
Phay thô: Ht1 = 62,015+0,08 = 62,1 mm
Phôi Hphôi = 62,1+ 1,28 = 63,38 mm
Xác định kích thước giới hạn nhỏ nhất bằng cách làm
tròn kích thước tính toán theo hàng số có ý nghĩa của
dung sai theo chiều tăng.
Xác định kích thước giời hạn lớn nhất bằng cách cộng
kích thước giới hạn nhỏ nhất với dung sai.
Sau khi phay thô độ chính xác của kích thước đạt được
tương ứng cấp 12 (bảng 3.69[5 – STCNCTM1]. Vì vậy, dung
sai kích thước gia công tương ứng là (bảng 3-91
[4-STCNCTM1]).
Sau khi phay tinh độ chính xác kích thước đạt được
tương ứng cấp 10-11 (bảng 3-69 [5 STCNCTM1]). Dung sai
tương ứng là (bảng 3-91 [4-STCNCTM1]).
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 31
Đồ án môn học Công Nghệ Chế Tạo Máy
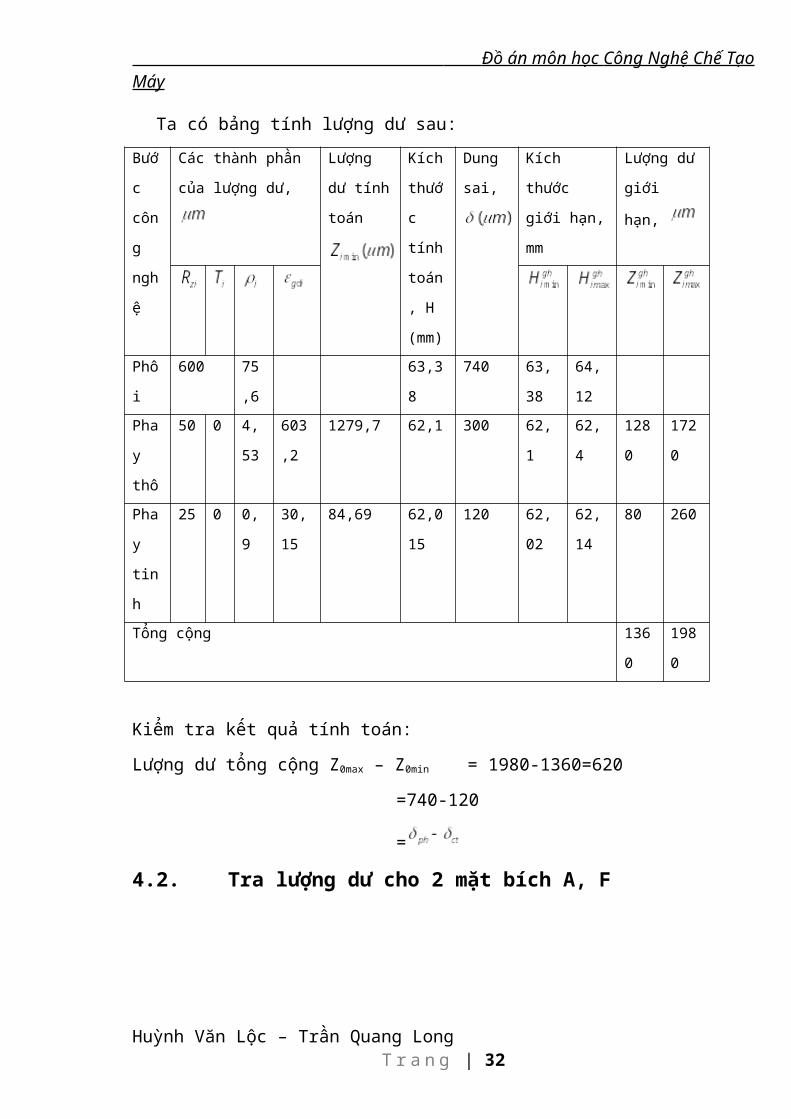
Ta có bảng tính lượng dư sau:Bướ
c
côn
g
ngh
ệ
Các thành phần
của lượng dư,
Lượng
dư tính
toán
Kích
thướ
c
tính
toán
, H
(mm)
Dung
sai,
Kích
thước
giới hạn,
mm
Lượng dư
giới
hạn,
Phô
i
600 75
,6
63,3
8
740 63,
38
64,
12Pha
y
thô
50 0 4,
53
603
,2
1279,7 62,1 300 62,
1
62,
4
128
0
172
0
Pha
y
tin
h
25 0 0,
9
30,
15
84,69 62,0
15
120 62,
02
62,
14
80 260
Tổng cộng 136
0
198
0
Kiểm tra kết quả tính toán:
Lượng dư tổng cộng Z0max – Z0min = 1980-1360=620
=740-120
=
4.2. Tra lượng dư cho 2 mặt bích A, F
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 32
Đồ án môn học Công Nghệ Chế Tạo Máy
Ta có kích thước L = 144 mm, theo bảng 3.95 [5], ta có
lượng dư bên trên là 5 mm, mặt dưới và bên cạnh là 4 mm
và phôi đúc đạt cấp chính xác IT14 có dung sai kích
thước là: ±1 (bảng 3.91 [5])
Kích thước danh nghĩa của bề mặt cần tra là: L= 144 mm
Kích thước lớn nhất của phôi là Lmax0 = 144mm
Trình tự các bước gia công:
Phay thô, độ chính xác đạt được là cấp IT12, dung sai
kích thước là (bảng 3.91 [5])
Phay tinh, độ chính xác đạt được là cấp IT10, dung sai
kích thước là (bảng 3.91 [5])
Phay mỏng, độ chính xác đạt được là cấp IT7, dung sai
kích thước là (bảng 3.91 [5])
Lượng dư gia công các bước gia công:
Lượng dư cho bước phay bán tinh: 2Z1 = 2.1 mm = 2 (tra
bảng 3.142[5] trang 282)
Lượng dư cho bước phay tinh: 2Z2 = 2.0,3 =0,6 mm (tra
bảng 3.142[5] trang 282)
Lượng dư cho bước phay thô:
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 33
Đồ án môn học Công Nghệ Chế Tạo Máy
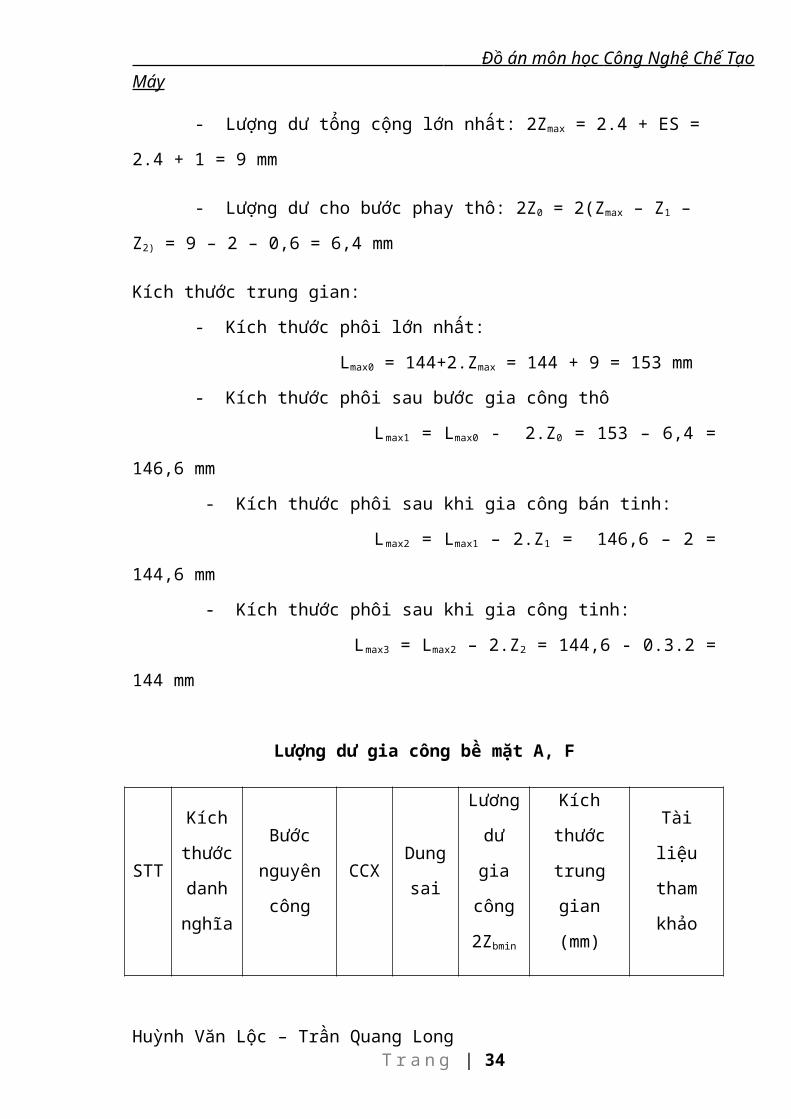
- Lượng dư tổng cộng lớn nhất: 2Zmax = 2.4 + ES =
2.4 + 1 = 9 mm
- Lượng dư cho bước phay thô: 2Z0 = 2(Zmax – Z1 –
Z2) = 9 – 2 – 0,6 = 6,4 mm
Kích thước trung gian:
- Kích thước phôi lớn nhất:
Lmax0 = 144+2.Zmax = 144 + 9 = 153 mm
- Kích thước phôi sau bước gia công thô
Lmax1 = Lmax0 - 2.Z0 = 153 – 6,4 =
146,6 mm
- Kích thước phôi sau khi gia công bán tinh:
Lmax2 = Lmax1 – 2.Z1 = 146,6 – 2 =
144,6 mm
- Kích thước phôi sau khi gia công tinh:
Lmax3 = Lmax2 – 2.Z2 = 144,6 - 0.3.2 =
144 mm
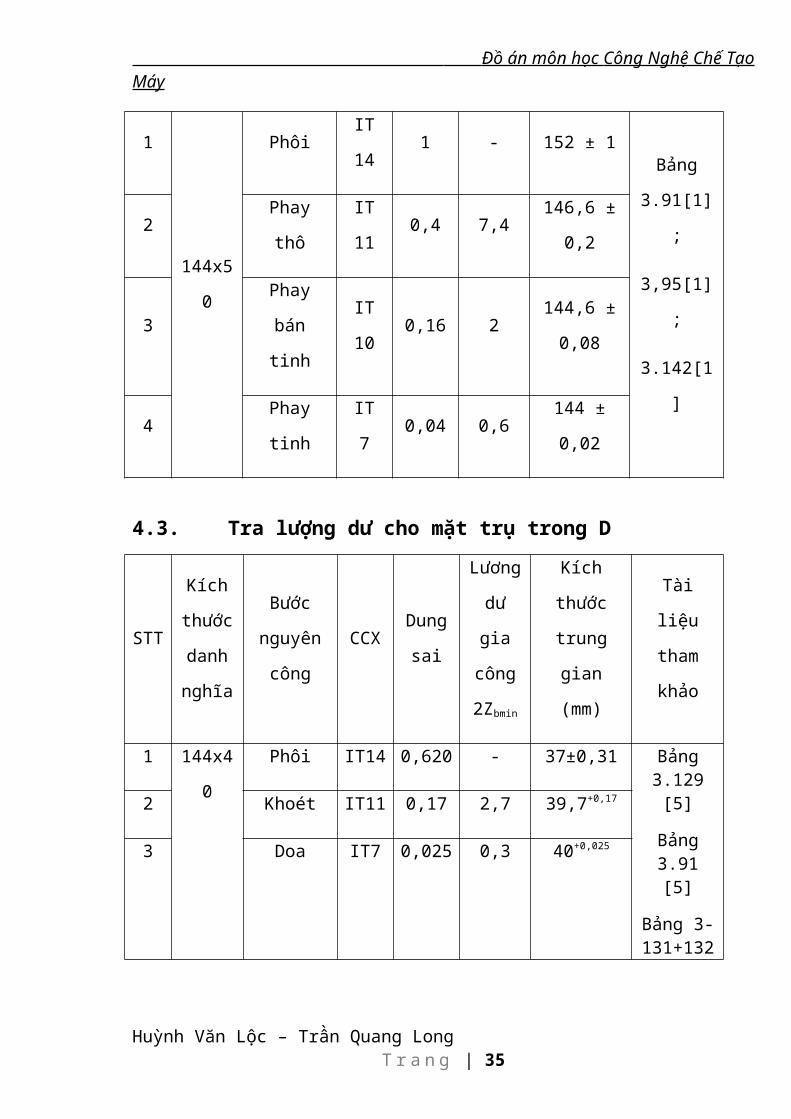
Lượng dư gia công bề mặt A, F
STT
Kích
thước
danh
nghĩa
Bước
nguyên
công
CCXDung
sai
Lương
dư
gia
công
2Zbmin
Kích
thước
trung
gian
(mm)
Tài
liệu
tham
khảo
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 34
Đồ án môn học Công Nghệ Chế Tạo Máy
1
144x5
0
PhôiIT
141 - 152 ± 1
Bảng
3.91[1]
;
3,95[1]
;
3.142[1
]
2Phay
thô
IT
110,4 7,4
146,6 ±
0,2
3
Phay
bán
tinh
IT
100,16 2
144,6 ±
0,08
4Phay
tinh
IT
70,04 0,6
144 ±
0,02
4.3. Tra lượng dư cho mặt trụ trong D
STT
Kích
thước
danh
nghĩa
Bước
nguyên
công
CCXDung
sai
Lương
dư
gia
công
2Zbmin
Kích
thước
trung
gian
(mm)
Tài
liệu
tham
khảo
1 144x4
0
Phôi IT14 0,620 - 37±0,31 Bảng3.129[5]
Bảng3.91[5]
Bảng 3-131+132
2 Khoét IT11 0,17 2,7 39,7+0,17
3 Doa IT7 0,025 0,3 40+0,025
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 35
Đồ án môn học Công Nghệ Chế Tạo Máy
[5]
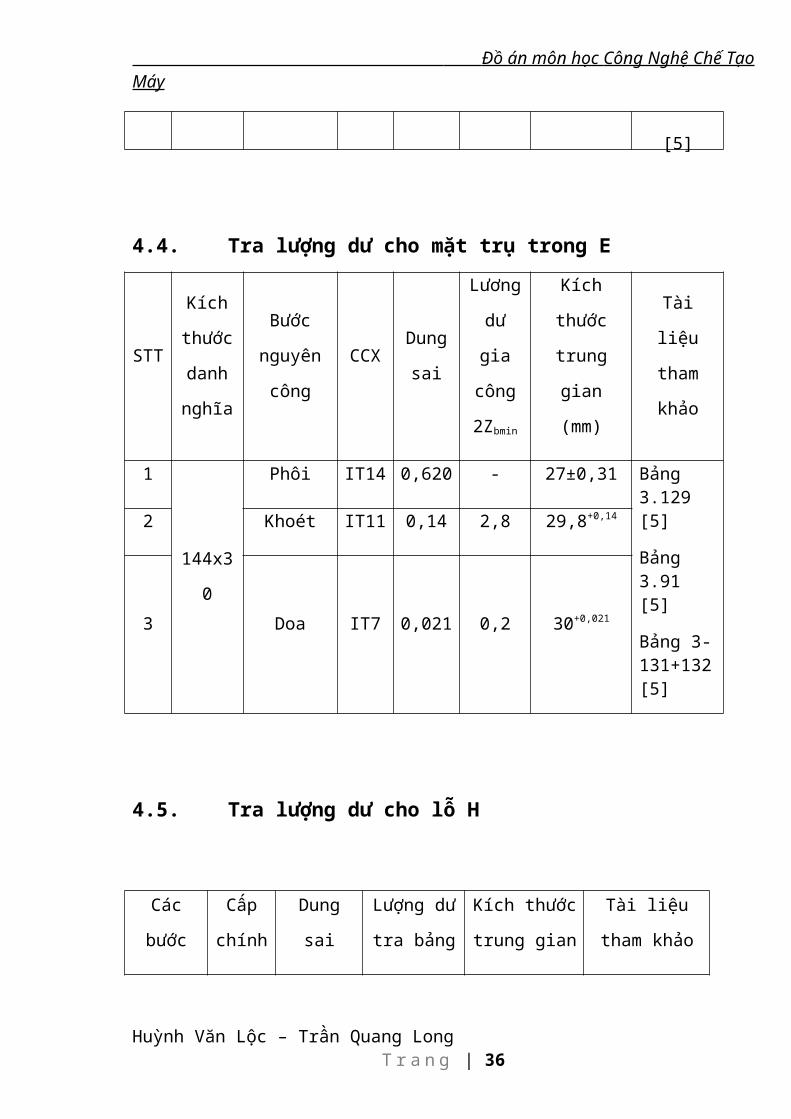
4.4. Tra lượng dư cho mặt trụ trong E
STT
Kích
thước
danh
nghĩa
Bước
nguyên
công
CCXDung
sai
Lương
dư
gia
công
2Zbmin
Kích
thước
trung
gian
(mm)
Tài
liệu
tham
khảo
1
144x3
0
Phôi IT14 0,620 - 27±0,31 Bảng 3.129 [5]
Bảng 3.91 [5]
Bảng 3-131+132[5]
2 Khoét IT11 0,14 2,8 29,8+0,14
3 Doa IT7 0,021 0,2 30+0,021
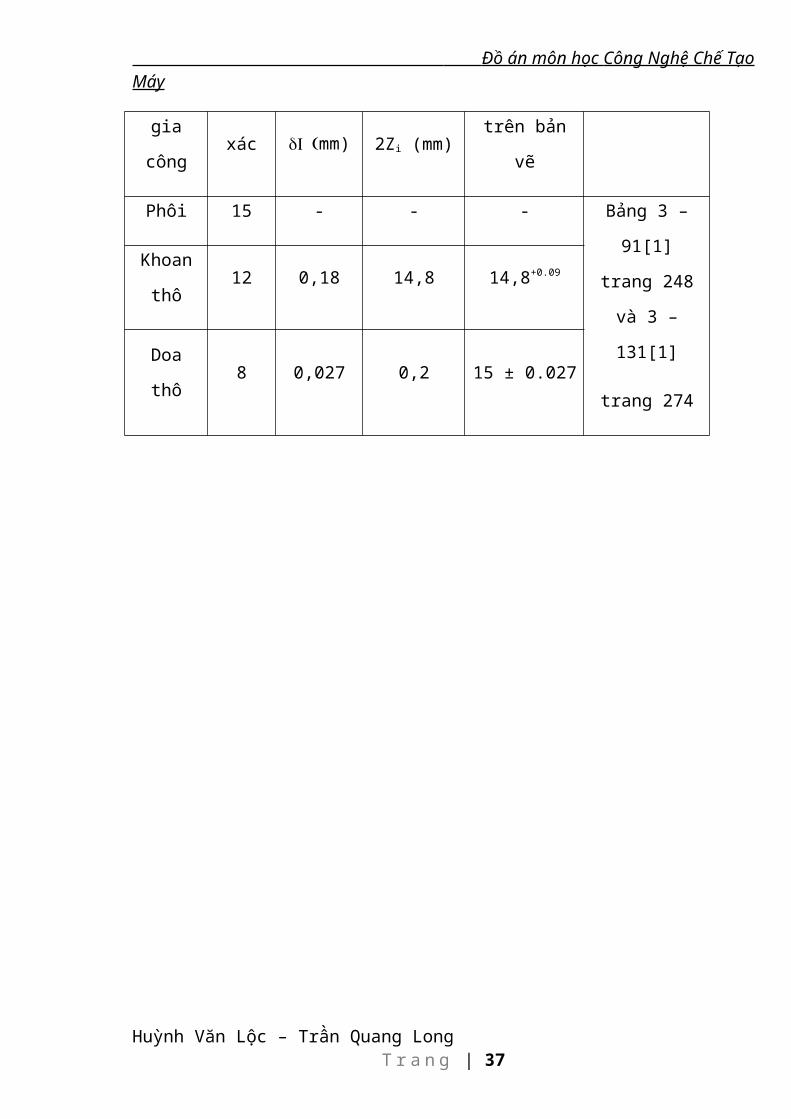
4.5. Tra lượng dư cho lỗ H
Các
bước
Cấp
chính
Dung
sai
Lượng dư
tra bảng
Kích thước
trung gian
Tài liệu
tham khảo
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 36
Đồ án môn học Công Nghệ Chế Tạo Máy
gia
côngxác mm) 2Zi (mm)
trên bản
vẽ
Phôi 15 - - - Bảng 3 –
91[1]
trang 248
và 3 –
131[1]
trang 274
Khoan
thô12 0,18 14,8 14,8+0.09
Doa
thô8 0,027 0,2 15 ± 0.027
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 37

Đồ án môn học Công Nghệ Chế Tạo Máy
CHƯƠNG 5
XÁC ĐỊNH CHẾ ĐỘ CẮT
VÀ THỜI GIAN GIA CÔNG CƠ BẢN
5.1. Xác định chế dộ cắt cho gia công mặt C5.1.1. Xác định chế độ cắt cho nguyên công phay thô:
Các số liệu ban đầu:
+ Kích thước bề mặt gia công: L = 144 x 63 mm
+ Lượng dư gia công Zmax = 3,7 mm cho bước phay thô
Zmax = 1 mm cho bước phay bán tinh
Zmax = 0.3 mm cho bước phay tinh
+ Vật liệu gia công: Gang xám HB 180. Kí hiệu GX 15- 32
+ Dụng cụ gia công: dao phay mặt đầu có cơ cấu kẹp tròn
mảnh hợp kim cứng như sau:
D = 50 (mm) ; L = 167 (mm) ; Côn mooc: 4 (mm) ; z
= 5 (răng)
+ Máy phay 6H12, công suất Nđ = 7 kW
a) Xác định chiều sâu cắt:
b) Xác định lượng chạy dao S, mm/vòng, tra bảng 5.33,
trang 29, [6] sổ tay công nghệ CTM2
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 38
Đồ án môn học Công Nghệ Chế Tạo Máy
Sz = 0,24 (mm/răng)
S = Sz.Z = 0,24.5 = 1,2
c) Xác định tốc độ cắt V, m/phút
Công thức tính:
V=Cv.D
q
Tm.tx.Szy.Bu.Zp
.kv
Trong đó:
- Hệ các số mũ tra được trong bảng 5.39, trang 33 [6]:
Cv = 445; m = 0,32; x = 0,15; y = 0,35; u = 0,2; q =
0,2 ; p = 0
-Hệ số điều chỉnh chung cho tốc độ cắt: kv = kMv .knv.kuv
Với kMv=(190HB )
nv=(190180 )
1,25
=1,07(hệ số phụ thuộc vào
chất lượng của vật liệu gia công, bảng 5.1).
knv = 1 (hê số phụ thuộc vào trạng thái bề mặt phôi,
bảng 5.5).
kuv = 1 (hệ số phụ thuộc vào vật liệu của dụng cụ cắt,
bảng 5.6).
=> kv = kMv .knv.kuv = 1,07. 1.1 = 1,07
Vậy
d) Xác định lực cắt Pz, (N):
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 39

Đồ án môn học Công Nghệ Chế Tạo Máy
(sổ tay công nghệ CTM2 trang 28)
Công thức tính:
Pz=10.Cp.t
x.Szy.Bu.Z
Dq.nw.kMP
Trong đó:
-Hệ số Cp = 54,5 ; x = 0,9 ; y = 0,74 ; u = 1 ; q = 1 ;
w = 0 (bảng 5.41 trang 35).
-Hệ số điều chỉnh : kMP=(HB190 )
n=(180190 )
1=0,94
(bảng 5.9
trang 9)
-Tốc độ vòng:
Vậy lực cắt:
e) Xác định mômen xoắn Mx, (N.m) trên trục chính của
máy
(sổ tay công nghệ CTM2 trang 28)
Công thức tính:
f) Xác định công suất cắt Ne, (kW)
(sổ tay công nghệ CTM2 trang 28)
Công thức tính:
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 40

Đồ án môn học Công Nghệ Chế Tạo Máy
Điều kiện: Ne < Nđ.η = 7.0,75 = 5,25 kW (với η =
0,75 là hiệu suất của động cơ).
g) Xác định thời gian gia công cơ bản
Công thức tính: T0=
L1+L2+LS.n .i
(bảng 31[4] trang 67)
Trong đó:
(chiều dài ăn
dao)
- Chiều dài thoát dao: L2 = (2 ÷ 5)mm, chọn L2 =
4mm
- Chiều dài bề mặt gia công: L = 63 mm
- Tốc độ: n = 878 vòng/phút
- Lượng chạy dao vòng: S = Sz.Z = 0,24.5 = 1,2
mm/vòng
- Số lần chuyển dao: I = 3
Vậy thời gian gia công cho bước phay thô là:
5.1.2. Xác định chế độ cắt khi phay tinh:
a) Xác định chiều sâu cắt: t = 0,3mm
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 41
Đồ án môn học Công Nghệ Chế Tạo Máy
b) Xác định lượng chạy dao S, mm/vòng
Lượng chạy dao vòng S = 0,5 mm/vòng (bảng 5.37 trang
31, sổ tay công nghệ CTM2).
Lượng chạy dao răng Sz=
SZ=0,55
=0,01 (mm/răng)
c) Xác định tốc độ cắt V, (m/phút)
(sổ tay công nghệ CTM2 trang 27)
Công thức tính: V=
Cv.Dq
Tm.tx.Szy.Bu.Zp
.kv
Trong đó:
-Hệ các số mũ tra được trong bảng 5.39, trang 33: Cv =
445; m = 0,32; x = 0,15; y = 0,35; u = 0,2; q = 0,2 ;
p = 0
-Hệ số điều chỉnh chung cho tốc độ cắt: kv = kMv .knv.kuv
Với kMv=(190HB )
nv=(190180 )
1,25
=1,07(hệ số phụ thuộc vào
chất lượng của vật liệu gia công, bảng 5.1).
knv = 1 (hê số phụ thuộc vào trạng thái bề mặt phôi,
bảng 5.5).
kuv = 1 (hệ số phụ thuộc vào vật liệu của dụng cụ cắt,
bảng 5.6).
=> kv = kMv .knv.kuv = 1,07. 1.1 = 1,07
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 42

Đồ án môn học Công Nghệ Chế Tạo Máy
Vậy
d) Xác định lực cắt Pz, (N)
(sổ tay công nghệ CTM2 trang 28)
Công thức tính:
Pz=10.Cp.t
x.Szy.Bu.Z
Dq.nw.kMP
Trong đó:
-Hệ số Cp = 54,5; x = 0,9; y = 0,74; u = 1; q = 1; w =
0 (bảng 5.41 trang 35).
-Hệ số điều chỉnh: kMP=(HB190 )
n=(180190 )
1=0,94
(bảng 5.9
trang 9)
-Tốc độ vòng:
Vậy lực cắt:
e) Xác định mômen xoắn Mx, (N.m) trên trục chính của
máy
(sổ tay công nghệ CTM2 trang 28)
Công thức tính:
f) Xác định công suất cắt Ne, (kW)
Công thức tính:
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 43

Đồ án môn học Công Nghệ Chế Tạo Máy
Điều kiện: Ne < Nđ.η = 7.0,75 = 5,25 kW (với η =
0,75 là hiệu suất của động cơ).
Vậy ta chọn máy phay 6H12 cho nguyên công này
g) Xác định thời gian gia công cơ bản
Công thức tính: T0=
L1+L2+LS.n .i
(bảng 31[4] trang 67)
Trong đó:
(chiều dài ăn
dao)
- Chiều dài thoát dao: L2 = (2 ÷ 5)mm, chọn L2 =
4mm
- Chiều dài bề mặt gia công: L = 63 mm
- Tốc độ: n = 1877,84 vòng/phút
- Lượng chạy dao vòng: S = Sz.Z = 0,01.5 = 0,05
mm/vòng
- Số lần chuyển dao: i = 1
Vậy thời gian gia công cho bước phay tinh là:
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 44
Đồ án môn học Công Nghệ Chế Tạo Máy
Tổng thời gian gia công: T = 0,23 + 0,77 = 1 (phút)
5.2. Tra chế độ cắt cho 2 mặt bích A, F:Bước phay thô và bước phay tinh
a) Chiều sâu cắt t, mm
+ Phay thô: t = mm, với i là số lần chạy
dao
+ Phay tinh: t = 0,3 mm
b) Lượng chạy dao răng Sz (Bảng 5.125[3] trang113 tập 2)
+ Phay thô: Sz = 0,24mm/răng => S = Sz .Z= 0,24.5 =
1,2 mm/vòng
+ Phay tinh: Sz = 0,05mm/răng =>S = Sz .Z= 0,05.5 =
0,25 mm/vòng
c) Tốc độ cắt V (Bảng 5.127 [3] trang 115 tập 2)
+ Phay thô: V = 158 m/phút => n = 503 vòng/phút
+ Phay tinh: V = 228 m/phút => n = 726 vòng/phút
Các hệ số điều chỉnh trong công thức tính vận tốc
cắt:
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 45
Đồ án môn học Công Nghệ Chế Tạo Máy
+ Hệ số điều chỉnh phụ thuộc vào độ cứng của gang:
1,12
+ Hệ số điều chỉnh phụ thuộc vào chu kỳ bền của
dao: 1
+ Hệ số điều chỉnh phụ thuộc vào mác hợp kim cứng:
1
+ Hệ số điều chỉnh phụ thuộc vào trạng thái bề mặt
gia công: 0,8
+ Hệ số điều chỉnh phụ thuộc vào chiều rộng phay:
0,89
+ Hệ số điều chỉnh phụ thuộc vào góc nghiêng
chính: 0,95
d) Công suất cắt (bảng 5.130[3] trang 118 sổ tay 2)
+ Phay thô: Ne = 3,8 kW
+ Phay tinh: Ne = 1 kW
Điều kiện: Ne < Nđ.η = 7.0,75 = 5,25 kW (với η =
0,75 là hiệu suất của động cơ).
e) Thời gian gia công cơ bản (bảng 33[4] trang 71)
+ Phay thô: T = 0,006L = 110.0,006 = 0,66 (phút)
+ Phay tinh: T = 0,004L = 110.0,004 = 0,44 (phút)
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 46
Đồ án môn học Công Nghệ Chế Tạo Máy
5.3. Tra chế độ cắt cho lỗ Da) Chiều sâu cắt t, mm
+ Khoét : t = 0,5.(D-d) = 0,5.(39,7-37) = 1,35 mm
+ Doa : t =0,5.(D-d) = (40-39,7).0,5 = 0,15 mm
b) Lượng chạy dao vòng S, mm/vòng
+ Khoét: S = 0,75 mm/vòng (bảng 5.107 [3] sổ tay 2
trang 98)
+ Doa tinh: S = 1 mm/vòng (bảng 5.116 [3] sổ tay 2
trang 107)
c) Tốc độ cắt V, m/phút
+ Khoét : V = 109 m/phút (bảng 5.109 [3] sổ tay 2
trang 101)
(vòng/phút), (CT trang
21[3] sổ tay 2)
+ Doa tinh : V = 80 m/phút (bảng 5.116 [3] sổ
tay 2 trang107 )
(vòng/phút), (CT trang 21[3]
sổ tay 2)
d) Công suất cắt Ne, kW
+ Khoét : Ne = 4,3 kW (bảng 5.111 [3] sổ tay 2
trang 103)
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 47
Đồ án môn học Công Nghệ Chế Tạo Máy
+ Doa : Ne =2,1 kW
Điều kiện: Ne < Nđ.η = 7.0,75 = 5,25 kW (với η =
0,75 là hiệu suất của động cơ).
Vậy ta chọn máy phay đứng 6H12 cho nguyên công này
e) Thời gian gia công cơ bản
+ Khoét : T = 0,00021dL = 0,00021.39,7.62 = 0,517
phút, (bảng 33 [4] trang 69).
+ Doa : T= 0,00043dL = 0,00043.40.62 = 1,066 phút
(bảng 33 [4] trang 69).
Tổng thời gian nguyên công:
TΣ = 0,517+ 1,066 = 1,583 (phút)
5.4. Tra chế độ cắt cho lỗ Ea) Chiều sâu cắt t, mm
+ Khoét : t = 0,5.(D-d) = 0,5.(29,8-27) = 1,4 mm
+ Doa : t =0,5.(D-d) = (30-29,8).0,5 = 0,1 mm
b) Lượng chạy dao vòng S, mm/vòng
+ Khoét: S = 0,75 mm/vòng (bảng 5.107 [3] sổ tay 2
trang 98)
+ Doa tinh: S = 1 mm/vòng (bảng 5.116 [3] sổ tay 2
trang 107)
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 48
Đồ án môn học Công Nghệ Chế Tạo Máy
c) Tốc độ cắt V, m/phút
+ Khoét : V = 109 m/phút (bảng 5.109 [3] sổ tay 2
trang 101)
(vòng/phút), (CT trang
21[3] sổ tay 2)
+ Doa tinh : V = 80 m/phút (bảng 5.116 [3] sổ
tay 2 trang107 )
(vòng/phút), (CT trang 21[3]
sổ tay 2)
d) Công suất cắt Ne, kW
+ Khoét : Ne = 5,1 kW (bảng 5.111 [3] sổ tay 2
trang 103)
+ Doa : Ne =2,5 kW
Điều kiện: Ne < Nđ.η = 7.0,75 = 5,25 kW (với η =
0,75 là hiệu suất của động cơ).
Vậy ta chọn máy phay đứng 6H12 cho nguyên công này
e) Thời gian gia công cơ bản
+ Khoét : T = 0,00021dL = 0,00021.29,8.144 = 0,901
phút, (bảng 33 [4] trang 69).
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 49
Đồ án môn học Công Nghệ Chế Tạo Máy
+ Doa : T= 0,00043dL = 0,00043.30.144 = 1,858 phút
(bảng 33 [4] trang 69).
Tổng thời gian nguyên công:
TΣ = 0,901+ 1,858 = 2,759 (phút)
5.5. Tra chế độ cắt cho lỗ Ha) Chiều sâu cắt t, mm
+ Khoan: t = 0,5d = 0,5 .14,75 = 7,375 mm
+ Doa thô : t = 0,5.(D-d) =0,5.(15-14,75)= 0,125
mm
b) Lượng chạy dao vòng S, mm/vòng
+ Khoan : S = 0,25 mm/vòng (bảng 5.94 [3] sổ tay 2
trang 88)
+ Doa thô: S = 0,9 mm/vòng (bảng 5.116 [3] sổ tay
2 trang 107)
c) Tốc độ cắt V, m/phút
+ Khoan: V = 82 m/phút (bảng 5.95 [3] sổ tay 2
trang 89)
(vòng/phút), (CT trang
21[3] sổ tay 2)
+ Doa thô : V = 70 m/phút (Bảng 5.116 [3] sổ
tay 2 trang107)
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 50
Đồ án môn học Công Nghệ Chế Tạo Máy
(vòng/phút), (CT trang
21[3] sổ tay 2)
d) Công suất cắt Ne, kW
+ Khoan: Ne = 2,8 kW (bảng 5.96 [3] sổ tay 2 trang
89)
+ Doa : Ne =2,5 kW
Điều kiện: Ne < Nđ.η = 7.0,75 = 5,25 kW (với η =
0,75 là hiệu suất của động cơ).
Vậy ta chọn máy phay đứng 6H12 cho nguyên công này
e) Thời gian gia công cơ bản
+ Khoan: T = 0,00052dL = 0,00052.14,75.15 = 0,138
phút, (bảng 33 [4] trang 69).
+ Doa thô: T= 0,00043dL = 0,00043.15.15 = 0,09
phút (bảng 33 [4] trang 69).
Tổng thời gian nguyên công:
TΣ = 0,138 + 0,09 = 0,228 (phút)
Tổng thời gian để gia công 2 lỗ ∅25 :
T = 0,228.2=0,456 ( phút)
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 51
Đồ án môn học Công Nghệ Chế Tạo Máy
CHƯƠNG 6
THIẾT KẾ VÀ TÍNH TOÁN ĐỒ GÁ
6.1. Phân tích sơ đồ gá đặt và yêu cầu của
nguyên công phay đồng thời hai mặt bích A, F
- Yêu cầu: mặt bích gia công phải đạt độ phẳng yêu
cầu, hai mặt bích phái song song với nhau và vuông
góc với tâm lỗ E. Mặt khác hai mặt bích phải song
song với mặt phẳng đi qua tâm của hai lỗ H. Vì vậy
để gia công được ta phải định vị đủ 6 bậc tự do.
- Mặt bích C: định vị 3 bậc tự do.
- Hai lỗ Ø15 hạn chế 3 bậc tự do.
- Hướng của lực kẹp vuông góc với mặt phẳng định vị,
cùng hướng với chuyển động cắt.
6.2. Sơ đồ gá đặt và các thành phần của đồ
gá
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 52
Đồ án môn học Công Nghệ Chế Tạo Máy
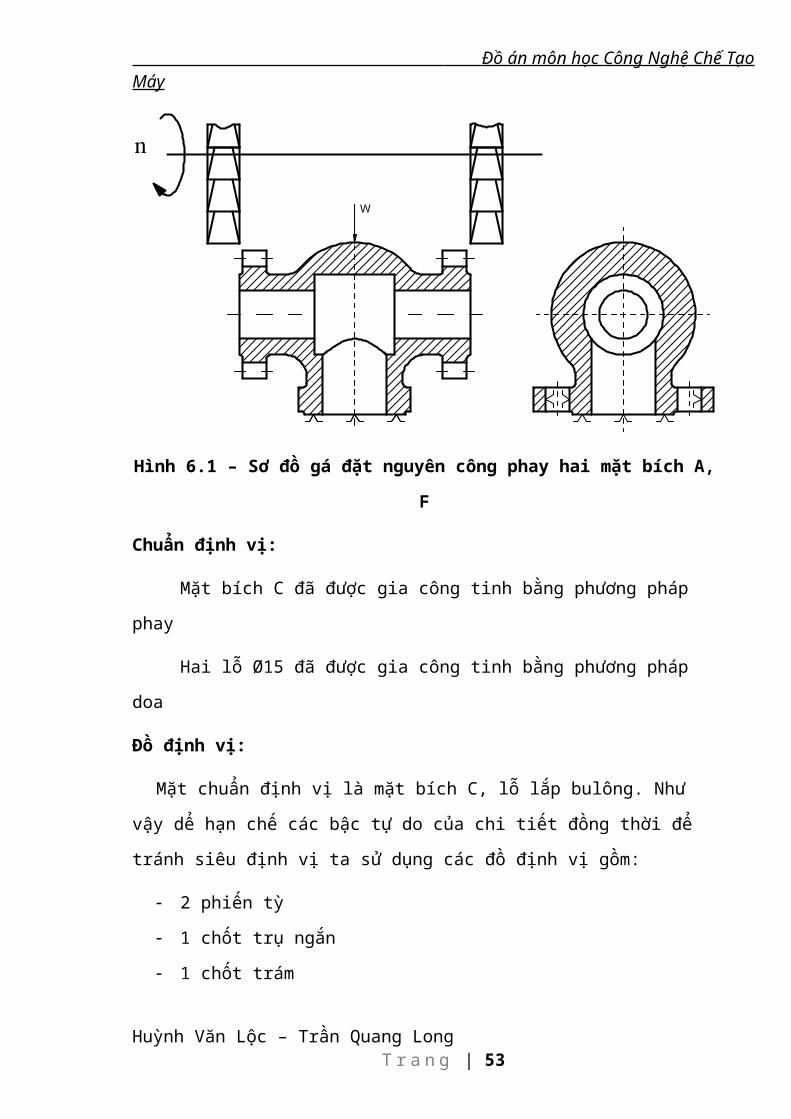
Hình 6.1 – Sơ đồ gá đặt nguyên công phay hai mặt bích A,
F
Chuẩn định vị:
Mặt bích C đã được gia công tinh bằng phương pháp
phay
Hai lỗ Ø15 đã được gia công tinh bằng phương pháp
doa
Đồ định vị:
Mặt chuẩn định vị là mặt bích C, lỗ lắp bulông. Như
vậy dể hạn chế các bậc tự do của chi tiết đồng thời để
tránh siêu định vị ta sử dụng các đồ định vị gồm:
2 phiến tỳ
1 chốt trụ ngắn
1 chốt trám
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 53
Đồ án môn học Công Nghệ Chế Tạo Máy
Đặc điểm của các đồ định vị:
Phiến tỳ: Mặt chuân C đã được gia công tinh và có
hình vành khuyên có bán kính lớn là R31,5 và bán
kính nhỏ là R20. Ta lắp chặt phiến tỳ trên đồ gá.
Chốt trụ ngắn khống chế 2 bậc tự do của chi tiết.
ĐƯợc làm từ vật liệu thép Y10. Có độ cứng HRC=50-
60, bề mặt làm việc có đường kính D=15mm, lắp với
thân đồ gá theo chế độ
6.3. Xác đinh lực kẹp
Phương chiều lực kẹp
Phương: phương của lực kẹp vuông góc với mặt chuẩn
định vị chính nên giảm được áp suất lực kẹp gây ra để
tránh biến dạng.
Chiều của lực kẹp: cùng chiều với chiều chuyển động
của dao phay và trọng lượng chi tiết.
Do mặt chuẩn định vị là mặt phẳng , chỗ này có
phiến tỳ. Vì vậy nên đặt lực kẹp tại đây để vật gia công
ít biến dạng, khi kẹp không gây ra mômen quay, đảm bảo
độ cứng vững khi gia công.
Trị số của lực kẹp
Tính lực cắt của dao phay:
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 54

Đồ án môn học Công Nghệ Chế Tạo Máy
Với:
Z – số răng dao phay, Z = 18 răng
n – số vòng quay của dao: n = 503 vòng/phút
SZ – lượng chạy dao răng, SZ = 0,24 mm/răng
B – bề rộng bề mặt gia công, B = 50 mm
D – đường kinh dao , D = 250 mm
Tra theo bảng 5 – 41[6] trang 34: Cp = 261 ; x = 0,9;
y = 0,8; u = 1,1; q = 1,1; w = 0,1
KMP - hệ số điều chinh chất lượng của vật liệu gia
công đối với gang, tra bảng 5 – 9[6] trang 9, ta có:
6.4. Tính lực kẹp
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 55
Đồ án môn học Công Nghệ Chế Tạo Máy
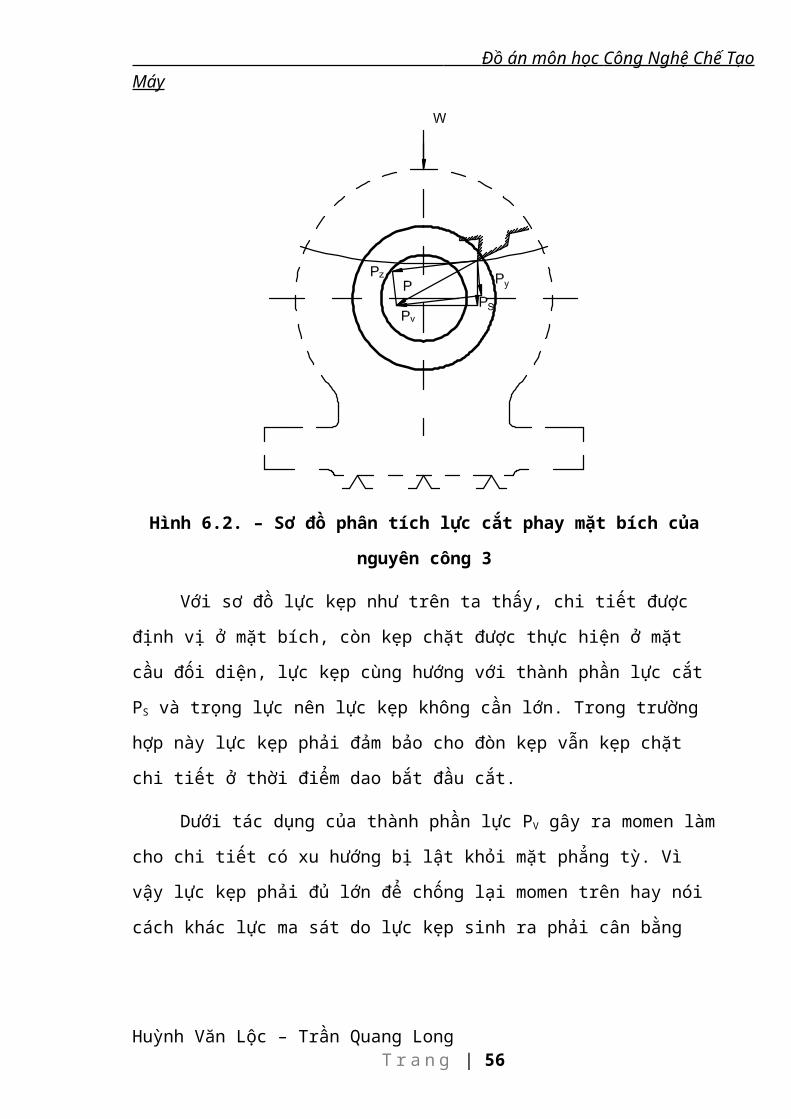
Hình 6.2. – Sơ đồ phân tích lực cắt phay mặt bích của
nguyên công 3
Với sơ đồ lực kẹp như trên ta thấy, chi tiết được
định vị ở mặt bích, còn kẹp chặt được thực hiện ở mặt
cầu đối diện, lực kẹp cùng hướng với thành phần lực cắt
PS và trọng lực nên lực kẹp không cần lớn. Trong trường
hợp này lực kẹp phải đảm bảo cho đòn kẹp vẫn kẹp chặt
chi tiết ở thời điểm dao bắt đầu cắt.
Dưới tác dụng của thành phần lực PV gây ra momen làm
cho chi tiết có xu hướng bị lật khỏi mặt phẳng tỳ. Vì
vậy lực kẹp phải đủ lớn để chống lại momen trên hay nói
cách khác lực ma sát do lực kẹp sinh ra phải cân bằng
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 56

Đồ án môn học Công Nghệ Chế Tạo Máy
với lực Pv. Vì có 2 dao cùng làm việc nên ta có phương
trình cân bằng sau đây:
2Pv .K.a = W.f.b
Suy ra công thức tính lực kẹp là:
Trong đó:
K: hệ số an toàn
+ Ko : hệ số an toàn, Ko = 1,5
+ K1 : hệ số tính đến tăng lực cắt khi độ bóng thay
đổi, chọn K1 = 1,2
+ K2: hệ số tăng lực cắt khi dao mòn, chọn K2 = 1,1.
+ K3: hệ số tăng lực cắt khi gia công gián đoạn,
chọn K3 = 1,3
+ K4: hệ số kể đến dạng kẹp chặt, chọn K4 = 1,3
+ K5: hệ số tính mức độ thuận lợi của cơ cấu kẹp,
chọn K5 = 1
+ K6: hệ số tính đến momen làm quay chi tiết, chọn
K6 = 1,5
K = 1,5.1,2.1,6.1,3.1,3.1.1,5 = 5,02
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 57
Đồ án môn học Công Nghệ Chế Tạo Máy
Pv: thành phần lực cắt. Pv = 0,85 Pz = 19,13 kN
f: hệ số ma sát giữa đòn kẹp và chi tiết (f =0,25)
a: khoảng cách từ mặt định vị đến vị trí dao bắt đầu cắt
a = 87 mm
b: khoảng cáct từ mặt định vị đến điểm đặt của lực kẹp b
= 107 mm
Vậy lực kẹp cần thiết là:
kN
6.5. Tính sai số chế tạo đồ gáSai số chế tạo cho phép của đồ gá [εct] được xác định
theo công thức sau: (Công thức 7.7 [9] trang 49)
[εct ]=√[εgd ]2−[(εc
2+εk2+εm
2+εd2 ]
Trong đó:
εc Sai số chuẩn: do bề mặt định vị không trùng với gốc
kích thước. Tra theo bảng 7-7 [9] trang 41 ta có công
thức tính như sau:
( )
Với
(bảng 8-11 [6] trang 403)
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 58
Đồ án môn học Công Nghệ Chế Tạo Máy
: dung sai của lỗ H
: dung sai của chố trụ ngắn
Vì gia công cùng lúc hai mặt nên ta có hai sai số
chuẩn. Nghĩa là 2 εc
εm Sai số mòn: do mòn đồ gá.
Sai số mòn được tính theo công thức 61[4] trang 93:
εm=β√N
Với:
β là hệ số phụ thuộc vào kết cấu đồ định vị, β =
0,2 (Chốt trụ).
N = 900 ( số lượng chi tiết gia công trên một đồ
gá).
εm=0,2√900=6μm
εk Sai số kẹp chặt: do lực kẹp gây ra. Do phương của
lực kẹp vuông góc với phương của kích thước đang thực
hiện nên εk = 0
εdc Sai số điều chỉnh, εdc = 5÷ 10 μm, lấy εdc = 5μm
[εgd] Sai số gá đặt: [εgd ]=
12δ=
12.400=20
μm
Vậy [εct ]=√[εgd ]2−[εc
2+εk2+εm
2+εd2 ]=√2002−[(2.0,23)2+62+52 ]=1,8 μm
=0,002mm
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 59
Đồ án môn học Công Nghệ Chế Tạo Máy
Từ giá trị sai số cho phép của đồ gá ta đưa ra điều kiện
kỹ thuật của đồ gá như sau:
- Độ không song song giữa bề mặt tỳ nằm ngang của đồ
gá và mặt đáy của đồ gá ≤ 0,002mm
- Độ không song song giữa bề mặt tỳ thẳng đứng của đồ
gá với mặt bên của then dẫn hướng ≤ 0,002mm
- Độ không vuông góc giữa bề mặt tỳ thẳng đứng và đáy
đồ gá ≤ 0,002mm.
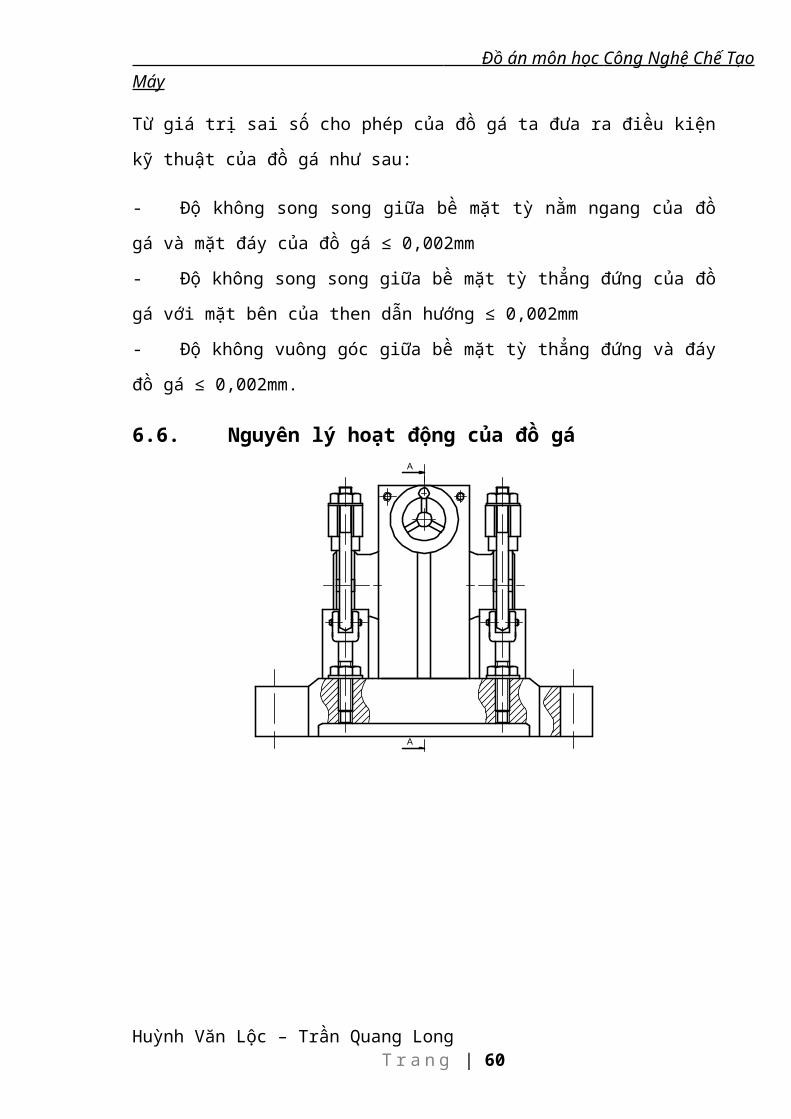
6.6. Nguyên lý hoạt động của đồ gá
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 60
Đồ án môn học Công Nghệ Chế Tạo Máy
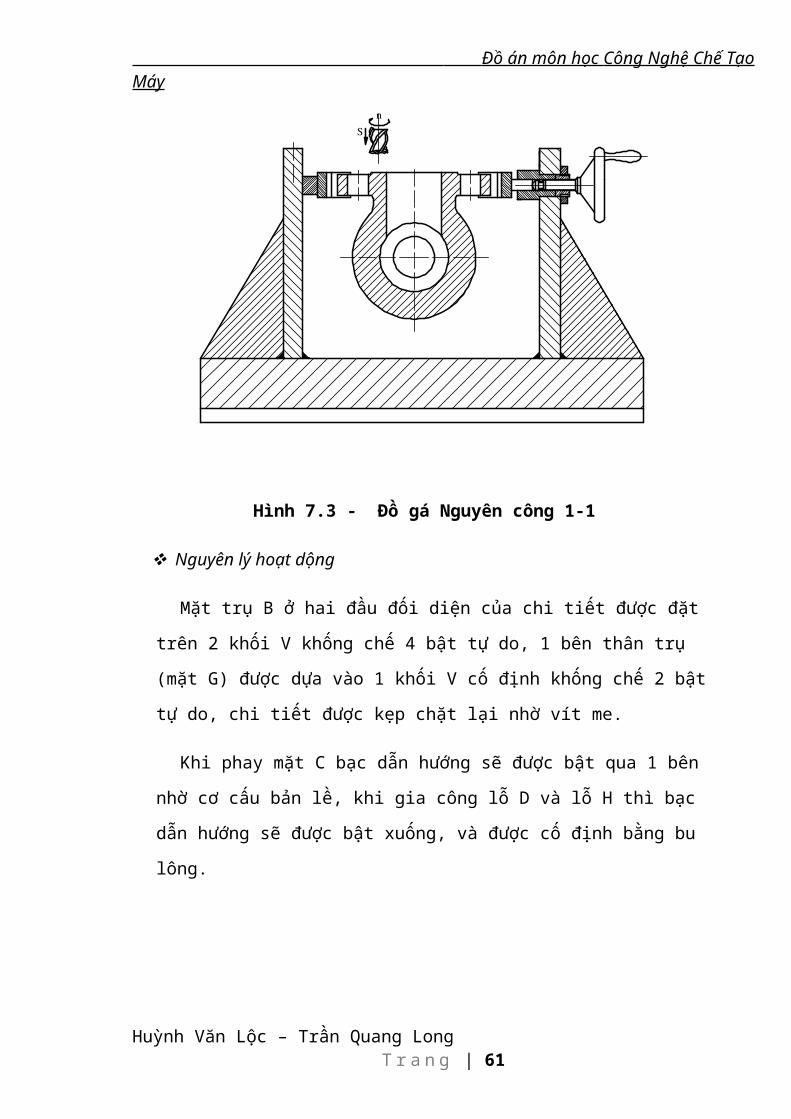
Hình 7.3 - Đồ gá Nguyên công 1-1
Nguyên lý hoạt dộng
Mặt trụ B ở hai đầu đối diện của chi tiết được đặt
trên 2 khối V khống chế 4 bật tự do, 1 bên thân trụ
(mặt G) được dựa vào 1 khối V cố định khống chế 2 bật
tự do, chi tiết được kẹp chặt lại nhờ vít me.
Khi phay mặt C bạc dẫn hướng sẽ được bật qua 1 bên
nhờ cơ cấu bản lề, khi gia công lỗ D và lỗ H thì bạc
dẫn hướng sẽ được bật xuống, và được cố định bằng bu
lông.
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 61
Đồ án môn học Công Nghệ Chế Tạo Máy
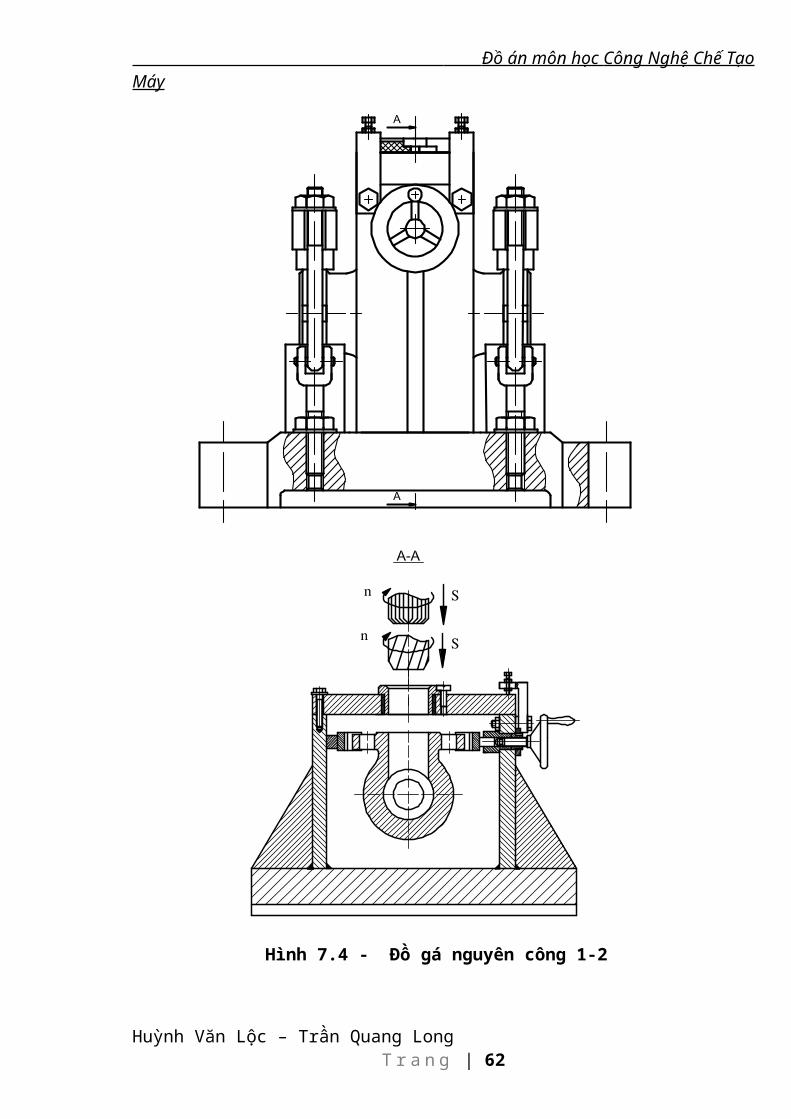
Hình 7.4 - Đồ gá nguyên công 1-2
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 62
Đồ án môn học Công Nghệ Chế Tạo Máy
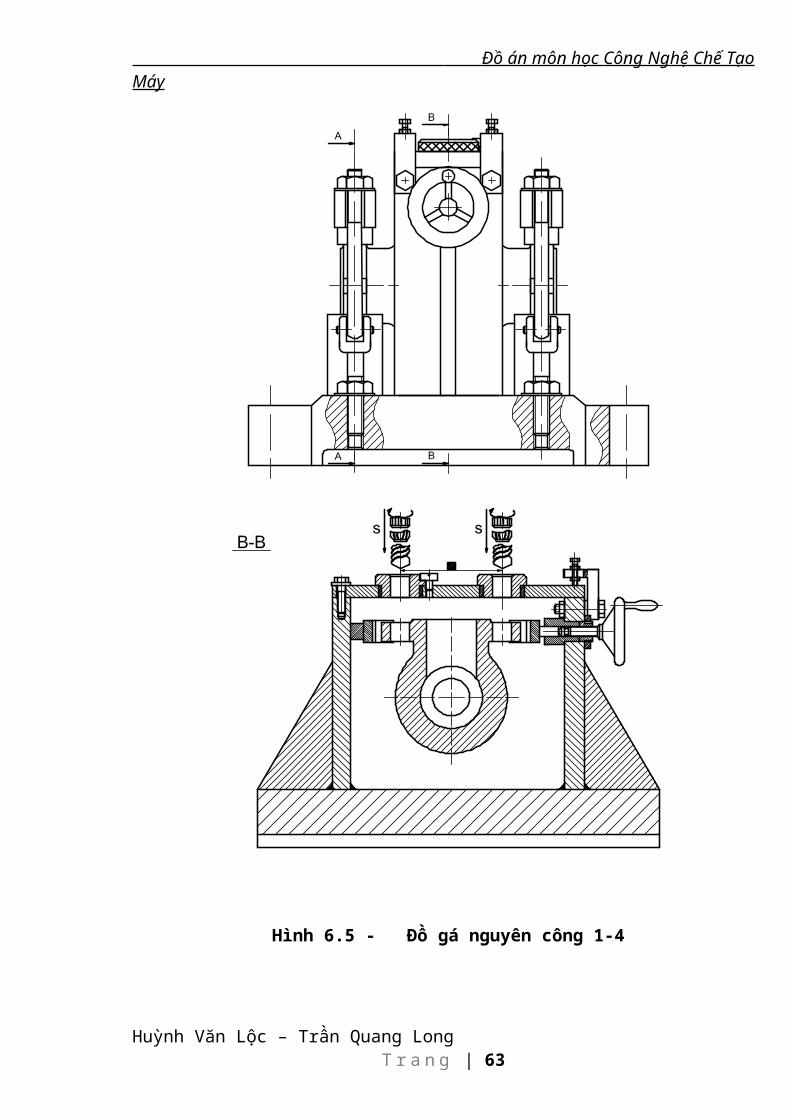
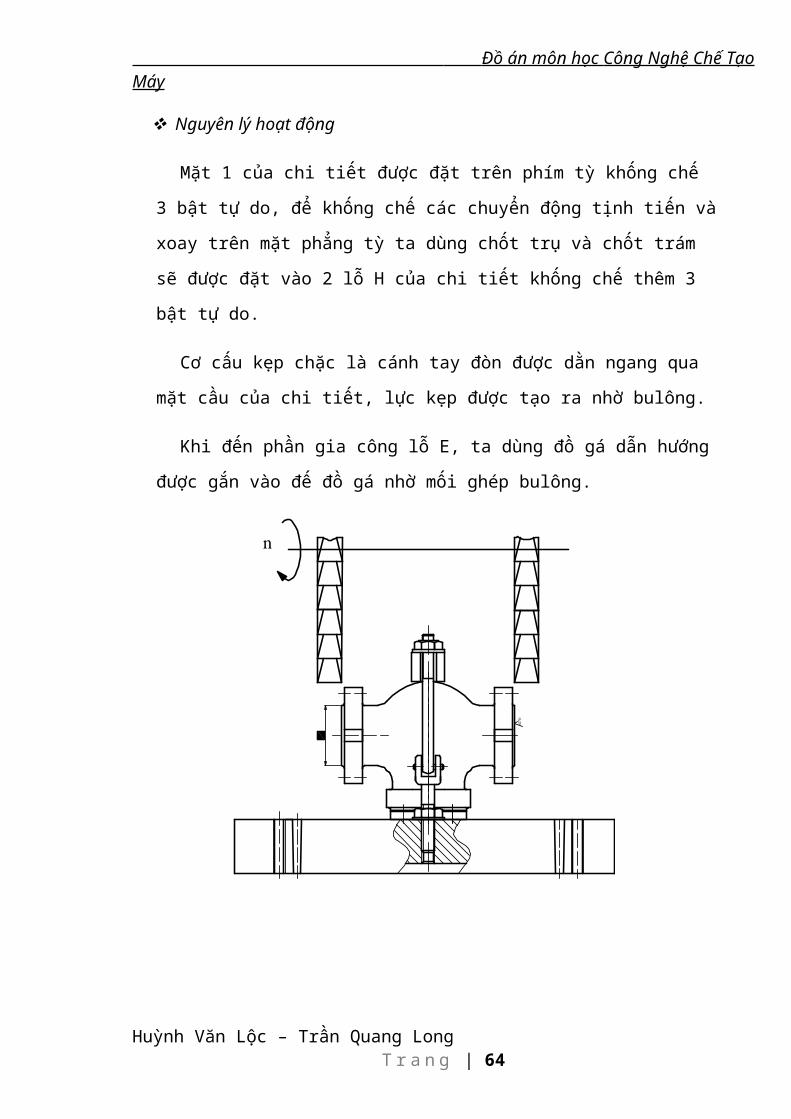
Hình 6.5 - Đồ gá nguyên công 1-4
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 63
Đồ án môn học Công Nghệ Chế Tạo Máy
Nguyên lý hoạt động
Mặt 1 của chi tiết được đặt trên phím tỳ khống chế
3 bật tự do, để khống chế các chuyển động tịnh tiến và
xoay trên mặt phẳng tỳ ta dùng chốt trụ và chốt trám
sẽ được đặt vào 2 lỗ H của chi tiết khống chế thêm 3
bật tự do.
Cơ cấu kẹp chặc là cánh tay đòn được dằn ngang qua
mặt cầu của chi tiết, lực kẹp được tạo ra nhờ bulông.
Khi đến phần gia công lỗ E, ta dùng đồ gá dẫn hướng
được gắn vào đế đồ gá nhờ mối ghép bulông.
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 64
Đồ án môn học Công Nghệ Chế Tạo Máy
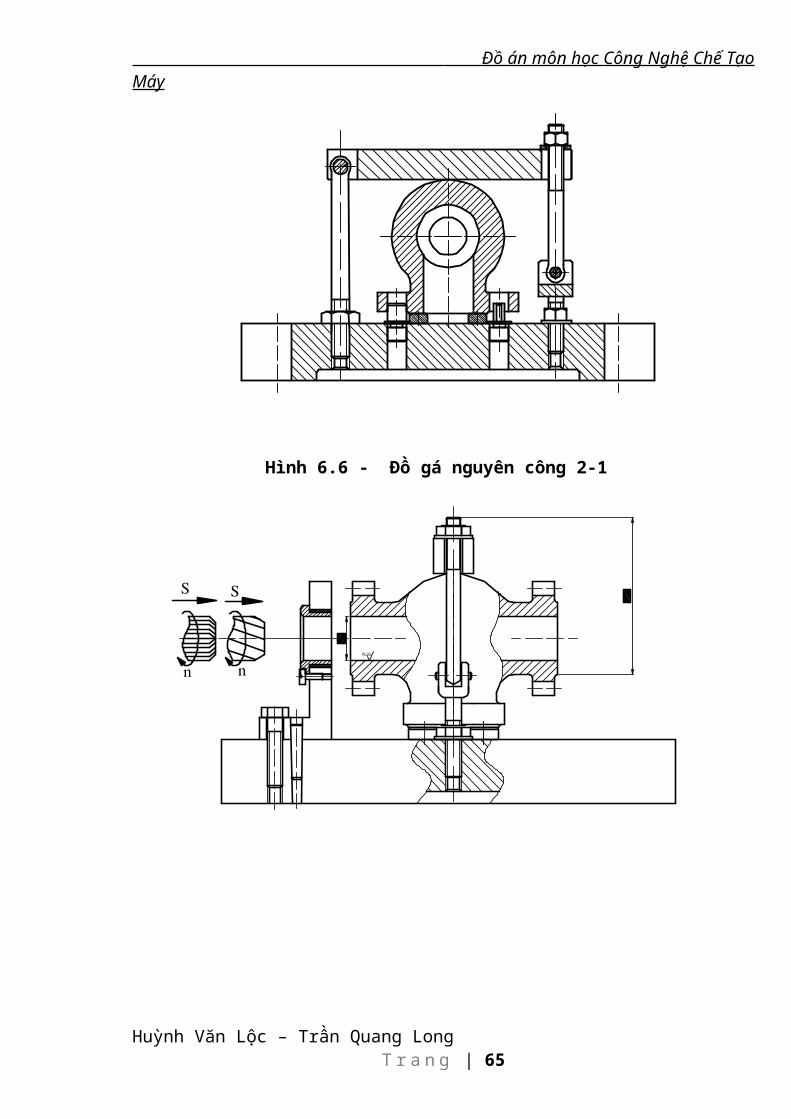
Hình 6.6 - Đồ gá nguyên công 2-1
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 65
Đồ án môn học Công Nghệ Chế Tạo Máy
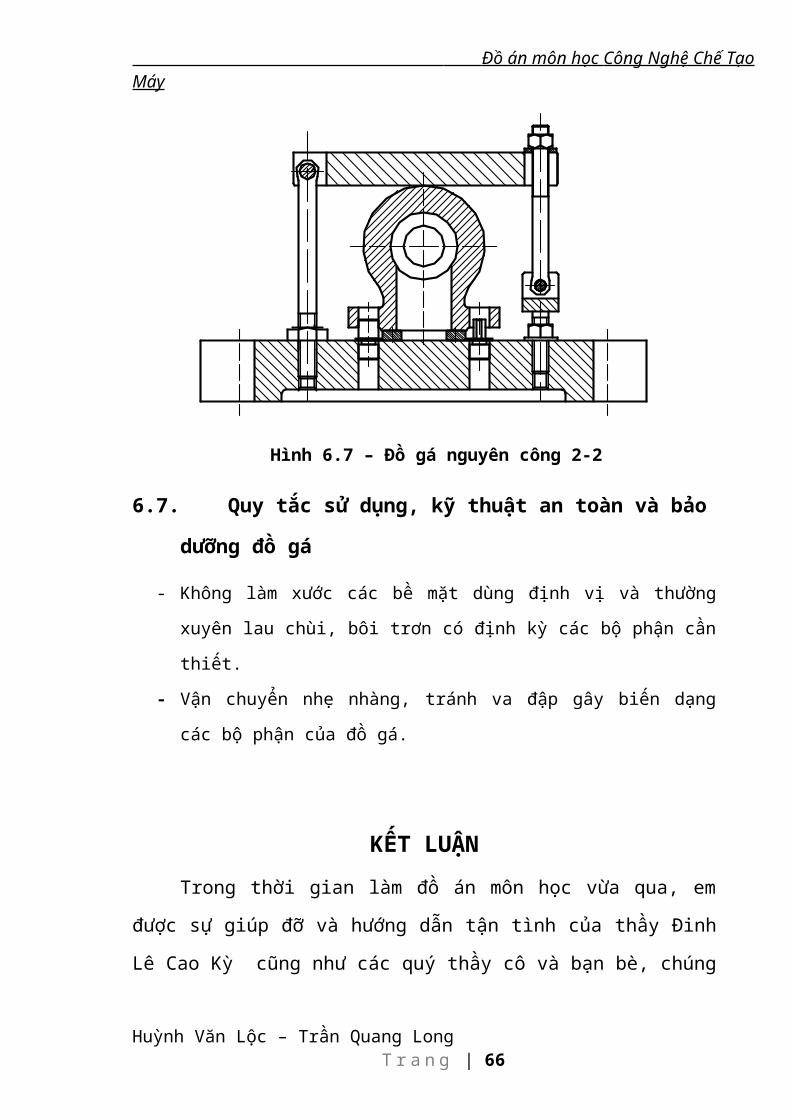
Hình 6.7 – Đồ gá nguyên công 2-2
6.7. Quy tắc sử dụng, kỹ thuật an toàn và bảo
dưỡng đồ gá
- Không làm xước các bề mặt dùng định vị và thường
xuyên lau chùi, bôi trơn có định kỳ các bộ phận cần
thiết.
- Vận chuyển nhẹ nhàng, tránh va đập gây biến dạng
các bộ phận của đồ gá.
KẾT LUẬNTrong thời gian làm đồ án môn học vừa qua, em
được sự giúp đỡ và hướng dẫn tận tình của thầy Đinh
Lê Cao Kỳ cũng như các quý thầy cô và bạn bè, chúng
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 66
Đồ án môn học Công Nghệ Chế Tạo Máy
em đã tổng hợp được nhiều kiến thức hữu ích về Công
Nghệ Chế Tạo Máy.
Ngoài việc củng cố về mặt lý thuyết công nghệ
chế tạo chi tiết máy từ những bề mặt định vị chi
tiết gia công, độ chính xác gia công, các vị trí
tương quan… đến các phương pháp công nghệ thông dụng
như: tiện, phay, khoan, xọc, cũng như phương pháp
nhiệt luyện mà đối với các xí nghiệp nhỏ ở nước ta
ít khi sử dụng. Qua đó giúp chúng em hiểu rõ hơn về
quy trình công nghệ gia công chi tiết được áp dụng
trong các xí nghiệp thực tế.
Tuy nhiên trong quá trình thiết kế không tránh
khỏi những sai sót do các số liệu mà em tính toán và
đưa ra chỉ ở góc độ tư liệu, sổ tay kinh nghiệm do
vậy không đúng như thực tế. Rất mong được sự góp ý
chân tình của quí thầy, cô trong bộ môn Chế Tạo Máy.
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 67
Đồ án môn học Công Nghệ Chế Tạo Máy
TÀI LIỆU THAM KHẢO
[1]. Võ Tuyển, Công nghệ chế tạo máy, Trường Đại học Công
nghiệp Thực phẩm Tp.HCM, 2010.
[2]. Võ Tuyển. Vật liệu cơ khí. Trường Đại học Công nghiệp
Thực phẩm Tp.HCM, 2010.
[3]. Võ Tuyển và Lý Thanh Hùng. Dung sai lắp ghép và kỹ
thuật đo lường. Thành phố HCM, 2010.
[4]. GS. TS. Trần Văn Địch, Thiết kế đồ án công nghệ chế
tạo máy, NXB. Khoa Học và Kỹ Thuật, Hà Nội, năm 2005.
[5]. GS. TS. Nguyễn Đắc Lộc, PGS. TS. Lê Văn Tiến, PGS.
TS. Ninh Đức Tốn, PGS. TS. Trần Xuân Việt, Sổ tay công
nghệ chế tạo máy Tập 1, NXB. Khoa học và Kỹ thuật, Hà
Nội, Năm 2010.
[6]. GS. TS. Nguyễn Đắc Lộc, PGS. TS. Lê Văn Tiến, PGS.
TS. Ninh Đức Tốn, PGS. TS. Trần Xuân Việt, Sổ tay công
nghệ chế tạo máy Tập 2, NXB. Khoa học và Kỹ thuật, Hà
Nội, Năm 2010.
[7]. GS. TS. Trần Văn Địch, PGS. TS. Nguyễn Trọng Bình,
PGS. TS. Nguyễn Thế Đạt, Công nghệ chế tạo máy, NXB.
Khoa học và Kỹ thuật, Hà Nội, năm 2004.
[8]. Lê Trung Thực và Đặng Văn Nghìn. Hướng dẫn đồ án
môn học công nghệ chế tạo máy. NXB Đại học quốc gia Thành
phố HCM.
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 68

Đồ án môn học Công Nghệ Chế Tạo Máy
[9]. Trần Văn Địch. Atlas đồ gá. NXBKHKT, Hà Nội-2010.
Huỳnh Văn Lộc – Trần Quang LongT r a n g | 69





























