Embed Size (px)
Citation preview
INTRODUCTION GENERALE
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 1
INTRODUCTION GENERALE
La réalisation des Objectifs du Millénaire pour le Développement (OMD) passe
indubitablement par l’accès pour tous à l’emploi, aussi et surtout à la réduction de la
pauvreté et la création d’un environnement sain et durable. Ces objectifs quand bien
même nobles, peinent à se matérialiser surtout dans les pays africains.
Le secteur de la production céramique devait être l’un des domaines à valoriser
pour l’attente de ces objectifs dans la plupart de ces pays où les matières premières sont
disponibles à grande échelle. Pourtant, bien que disponibles, ces matières premières
restent inexploitées et constituent un grand manque à gagner pour nos économies
notamment pour les groupes sociaux à faible revenu pour lesquels l’accessibilité et le
choix d’équipement de production appropriées deviennent impossibles.
Les fours céramiques constituent à n’en point douter l’équipement de
production du secteur des céramiques qu’il faut à ce secteur pour le faire sortir de
l’impasse. En effet, de nombreux fours ont été construits et subissent dans le temps des
améliorations pour la recherche de la perfection et pour une commodité des conditions
de cuisson. Aujourd’hui particulièrement, il faudra tenir compte des enjeux
énergétiques et environnementaux dans la conception des fours.
Dans cette optique, notre contribution à la maîtrise de la réalisation voire au
perfectionnement de cet équipement, passe par une recherche dont le thème est intitulé
« CONCEPTION ET REALISATION D’UN FOUR A PETROLE LAMPANT DE
LABORATOIRE ATOMISE A LA VAPEUR D’EAU ».
Le présent rapport de ce travail sera subdivisé en deux parties :
- La première partie consacrée à la présentation des structures de départ et
d’accueil ;
- La deuxième partie consacrée au Travail de Fin d’étude dont le thème est :
« Conception et réalisation d’un four à pétrole lampant de laboratoire
atomisé à la vapeur d’eau »
CAHIER DES CHARGES
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 2
CAHIER DES CHARGES
L’objectif de ce travail de fin d’études concerne la poursuite des études
faites par les étudiants VODOUNON et HOUANVO pour l’amélioration du
four PL du docteur SAMAH. Cette présente étude sera consacrée à la revue
de la phase conceptuelle de ce four et à un nouveau dimensionnement compte
tenue des nouvelles technologies adoptées. Ainsi, il s’agit de :
dimensionner le four en tenant compte des nouvelles exigences ;
d’évaluer le coût financier du four et de Mobiliser le matériel
nécessaire pour sa construction;
construire la structure du four (sole, voûte, cadre, porte et
support des réservoirs) ;
concevoir et Construire deux brûleurs multi-combustibles
(pétrole lampant, gaz, vapeur de pétrole) pour le fonctionnement
du four ;
construire 11 échangeurs de chaleur (4 au niveau des murs, 2 au
niveau de la voûte, 1 pour la sole, 2 pour chacun des deux
déflecteurs) et 2 échangeurs pour la cheminée ;
proposer et mettre en œuvre une initiative de récupération des
fumées issues de la cheminée pour en extraire la chaleur à des
fins utiles pour le fonctionnement du four ;
étudier de façon sommaire les échanges de chaleur dans le four
afin de déterminer le rendement du four.
Dans la poursuite de ces objectifs, le temps imparti pour la réalisation
du four (2 mois) fut la première contrainte majeure et surtout amplifiée par
une difficulté de mobilisation du matériel qui n’est effective seulement qu’à
l’avant-dernière semaine où nous avons bénéficié d’un soutien financier de
l’EPAC ; ce qui a permis de débuter les travaux. L’autre contrainte concerne
CAHIER DES CHARGES
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 3
la difficulté d’application de la théorie développée dans la phase
conceptuelle ; ce qui amène sans cesse à reprendre les travaux de conception
et de dimensionnement bien que cela ne fut dans les clauses de l’accord avec
le promoteur car il fallait adapter un nouveau dimensionnement au matériel
existant sur le marché.
Malgré ces difficultés, ce travail de fin d’études dont le thème
s’intitule : « Conception et Réalisation d’un four de laboratoire à pétrole
lampant et atomisé à la vapeur d’eau » a été réalisé à l’EPAC dont nous
remercions les autorités.
RESUME
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 4
RESUME :
Du fait d’une mauvaise étude préalable, les fours céramiques dans leur
fonctionnement souffrent de bon nombre d’insuffisances et peinent à se
vulgariser et à se pérenniser surtout dans les pays en voie de développement
comme le Bénin où le besoin est pourtant assez manifeste. En effet, dans la
sous-région ouest-africaine les problèmes rencontrés par les utilisateurs sont
surtout liés à la cuisson. A tout cela s’ajoutent aujourd’hui les enjeux
énergétiques et environnementaux auxquels l’on doit désormais tenir compte
dans le choix de la technologie à adopter dans la conception des fours.
La présente étude se propose de concevoir et de construire un prototype
de four fonctionnant au pétrole lampant (atomisé par la vapeur d’eau) ou au
gaz et pour lequel des types particuliers de brûleurs seront adaptés. De par des
expériences basées notamment sur les échanges thermiques, ce four à usage
de laboratoire permettra d’améliorer les autres fours existant dans le choix
des combustibles, la consommation de l’énergie, la répartition de la chaleur,
la maîtrise de la température de cuisson et la préservation de l’environnement.
Mots-clés : fours céramiques, combustibles, pétrole lampant, vapeur
d’eau, brûleurs, température, échanges thermiques, environnement.
ABSTRACT:
As a result of a bad previous survey, ceramic kilns are suffering from
many deficiencies and are struggle to popularize and perpetuate especially in
developing countries like Benin where they are obviously needed. Indeed, in
the sub-Saharan Africa, the problems encountered by users are mainly
associated with cooking. To all this, nowadays, the energy and environmental
RESUME
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 5
issues are the factor of which we must now consider in the choice of the
technology to adopt in kilns design.
The present survey intends to put at the disposal of the actors of the ceramic
sector a model of kiln functioning with kerosene (atomized by the water
vapor) or gas and for which suitable burners will be built. By including
experiments based on heat exchange, this kilns will improve other existing
kilns in the choice of fuels, energy consumption, the distribution of heat, the
temperature control of cooking and preserving the environment.
Key-words: fuels, water vapor, kerosene, ceramic kiln, heat exchange,
heat, temperature, burners.
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 6
1ère partie :
PRESENTATION DE L’IUT DE LOKOSSA, DE LA STUCTURE
D’ACCUEIL ET
DEROULEMENT DU STAGE
Contenu
Chapitre 1: Présentation de l’IUT de LOKOSSA.
Chapitre 2 : Présentation de la structure d’accueil.
Chapitre 3: Déroulement du stage.
Chapitre 1 Présentation de l’IUT de LOKOSSA
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 7
1.1 Missions
L’Institut Universitaire de Technologie (IUT) de LOKOSSA est un
établissement qui a pour missions de :
former des techniciens dans les domaines de l’industrie ;
participer à la promotion de la recherche sciences et technologie.
1.2 Organisation Structurelle
Au niveau stratégique, les grandes décisions sont prises par le Comité de
Direction (CODIR) qui a pour missions de :
élaborer et étudier le plan de développement de l’Institut ;
définir les grandes options de gestion de l’Institut.
La mise en œuvre des décisions du CODIR est impulsée par le Directeur et
le Directeur Adjoint.
Au niveau intermédiaire, le Secrétariat Administratif assure l’encadrement
des autres services administratifs et des départements d’enseignement.
Sur le plan opérationnel, sont positionnés les services ci-après :
Service des Affaires Financières ;
Service Administratif ;
Service de la Scolarité, des Etudes et de la Pédagogie ;
Service des Stages et Placements ;
Service de l’Exploitation et de la Maintenance ;
Service de la Communication et de la Coopération Universitaire.
Chapitre 1 : Présentation de l’IUT de LOKOSSA
Chapitre 1 Présentation de l’IUT de LOKOSSA
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 8
1.3 Départements
Au plan académique, l’IUT de LOKOSSA dispose de quatre départements :
Département de Génie Civil (GC) ;
Département de Génie Industriel et de la Maintenance (GIM) qui
regroupe les options Maintenance Automobile et Maintenance
Industrielle ;
Département de Génie Electrique et Informatique Industrielles (GEII);
Département de Génie Mécanique et Energétique (GME) qui dispose
des Options Génie Productique et Génie Energétique.
Chacun de ces départements dispose à leur tête des chefs qui assurent la
programmation et le suivi des cours.
1.4 Diplômes délivrés à l’IUT de LOKOSSA
Depuis sa création jusqu’aujourd’hui, l’IUT de LOKOSSA ne délivre
pour le moment que le diplôme de Licence Professionnelle à la suite d’une
formation continue de trois ans dans l’une des filières précédentes.
Toutefois, avec l’avènement du système LMD, il faut noter que l’école
dont la devise est « Rigueur, Travail, Excellence » a reçu depuis un certain
temps l’ordre d’ouverture d’un cycle de Master dans des filières définies dans
les clauses de l’accord.
Chapitre 2 Présentation de la structure d’accueil : CERA-EPAC
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 9
Le choix de notre lieu de stage qu’est le Centre d’Entretien et de
Réparation Automobile (CERA) de l’Ecole Polytechnique d’Abomey-Calavi
(EPAC) a pour but de maîtriser de façon pratique le fonctionnement des
moteurs thermiques surtout ceux exploités en automobile afin d’approfondir
les notions théoriques acquises dans ce cadre. De même, la réalisation de
notre travail de fin de formation s’est faite à l’EPAC et il était convenable de
faire sur place notre stage, d’où le choix du CERA-EPAC.
2.1. Présentation de l’Ecole Polytechnique d’Abomey-Calavi (EPAC)
Créée en 1977 et Fruit de la coopération bénino-canadienne, l’ex-
Collège Polytechnique Universitaire (CPU) et l’actuelle Ecole Polytechnique
d’Abomey-Calavi, EPAC (depuis 2002) est une école supérieure de formation
professionnelle et de perfectionnement située sur le campus Universitaire
d’Abomey-Calavi. Elle est reconnue dans la sous-région de par la formation
de qualité qui y est donnée et la compétence des étudiants qui en ressortent.
2.2. Mission
L’EPAC est un établissement public à caractère scientifique qui a pour
missions de :
- former essentiellement des ingénieurs de conception dans les
domaines biologique et industriel ;
- promouvoir la recherche scientifique et technologique ;
- perfectionner ou recycler des personnels d’entreprise dans les
domaines de la biologie et de l’industrie.
Chapitre 2 : Présentation de la structure
d’accueil : CERA-EPAC
Chapitre 2 Présentation de la structure d’accueil : CERA-EPAC
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 10
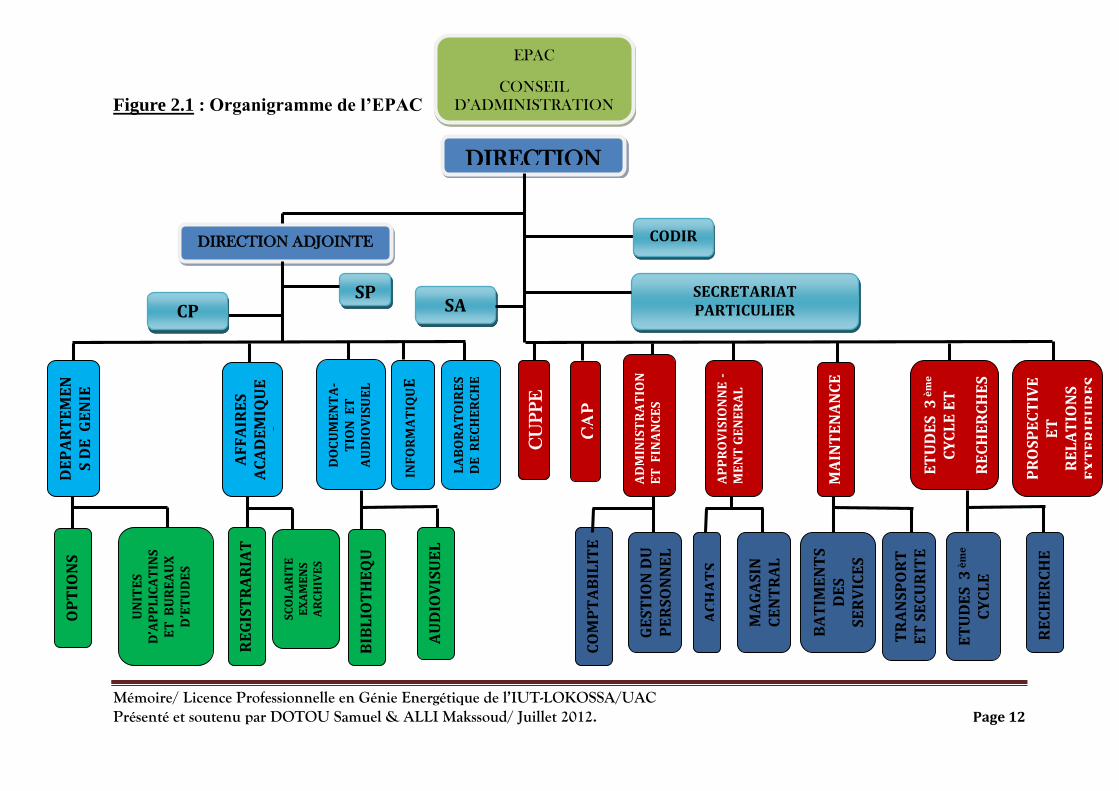
2.3. Organisation Structurelle
L’administration de l’EPAC est assurée par son Conseil d’Administration
dont les missions sont :
définir les grandes orientations, options structurelles, et budgétaires de
l’école ;
suivre la mise en œuvre de ces orientations et options stratégiques ;
collaborer à la gestion de l’école.
La mise en œuvre des options stratégiques du Conseil d’Administration est
stimulée par le directeur et le directeur adjoint.
Un Chef de Service Administratif et Financier assure l’encadrement des
différentes divisions administratives et financières ainsi que la coordination
des activités et des services.
Les services et les départements d’étude assurent l’opérationnalisation des
décisions du Conseil d’Administration de l’EPAC.
2.4. Départements
Au plan académique, les départements sont répartis dans deux
secteurs :
Secteur biologique :
Département du Génie de l’Environnement ;
Département de l’Imagerie Médicale ;
Département de l’Analyse Biomédicale ;
Département de Production et Santé Animales ;
Département de Génie de la Technologie Alimentaire.
Secteur industriel
Département de Génie Informatique et Télécommunication ;
Chapitre 2 Présentation de la structure d’accueil : CERA-EPAC
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 11
Département de Génie Electrique ;
Département de Génie Mécanique et Energétique ;
Département de Génie Civil ;
Département de Génie Chimique – Procédés ;
Département de Génie Industriel – Logistique.
2.5. Laboratoires et Unités d’application
L’EPAC dispose également de plusieurs unités d’applications dont :
le CAP : Centre Autonome de Perfectionnement ;
le CAR : Centre Autonome de Radiologie ;
le CUPPE : Centre Universitaire de Promotion de Petites Entreprises ;
le CCLPV : Complexe Clinique Laboratoire et Pharmacie
Vétérinaires ;
le CECURI : Centre Cunicole de Recherche et d’Informations ;
l’UPSGE : Unité de Prestation de Services du Génie Electrique.
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 12
Figure 2.1 : Organigramme de l’EPAC
EPAC
CONSEIL
D’ADMINISTRATION
DIRECTION
DIRECTION ADJOINTE
SECRETARIAT PARTICULIER
SP
CU
PP
E
SA
CA
P
AD
MIN
IST
RA
TIO
N
ET
FIN
AN
CE
S
AP
PR
OV
ISIO
NN
E -
ME
NT
GE
NE
RA
L
MA
INT
EN
AN
CE
ET
UD
ES
3 è
me
CY
CL
E E
T
RE
CH
ER
CH
ES
PR
OS
PE
CT
IVE
E
T
RE
LA
TIO
NS
E
XT
ER
IEU
RE
S
CP
CODIR
DE
PA
RT
EM
EN
S D
E G
EN
IE
AF
FA
IRE
S
AC
AD
EM
IQU
ES
LA
BO
RA
TO
IRE
S
DE
RE
CH
ER
CH
E
INF
OR
MA
TIQ
UE
DO
CU
ME
NT
A-
TIO
N E
T
AU
DIO
VIS
UE
L
OP
TIO
NS
UN
ITE
S
D’A
PP
LIC
AT
INS
E
T B
UR
EA
UX
D
’ET
UD
ES
RE
GIS
TR
AR
IAT
SC
OL
AR
ITE
E
XA
ME
NS
A
RC
HIV
ES
BIB
LIO
TH
EQ
UE
AU
DIO
VIS
UE
L
GE
ST
ION
DU
P
ER
SO
NN
EL
CO
MP
TA
BIL
ITE
AC
HA
TS
MA
GA
SIN
C
EN
TR
AL
RE
CH
ER
CH
ES
ET
UD
ES
3 è
me
CY
CL
E
BA
TIM
EN
TS
D
ES
S
ER
VIC
ES
GE
NE
RA
UX
TR
AN
SP
OR
T
ET
SE
CU
RIT
E
Chapitre 2 Présentation de la structure d’accueil : CERA-EPAC
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 13
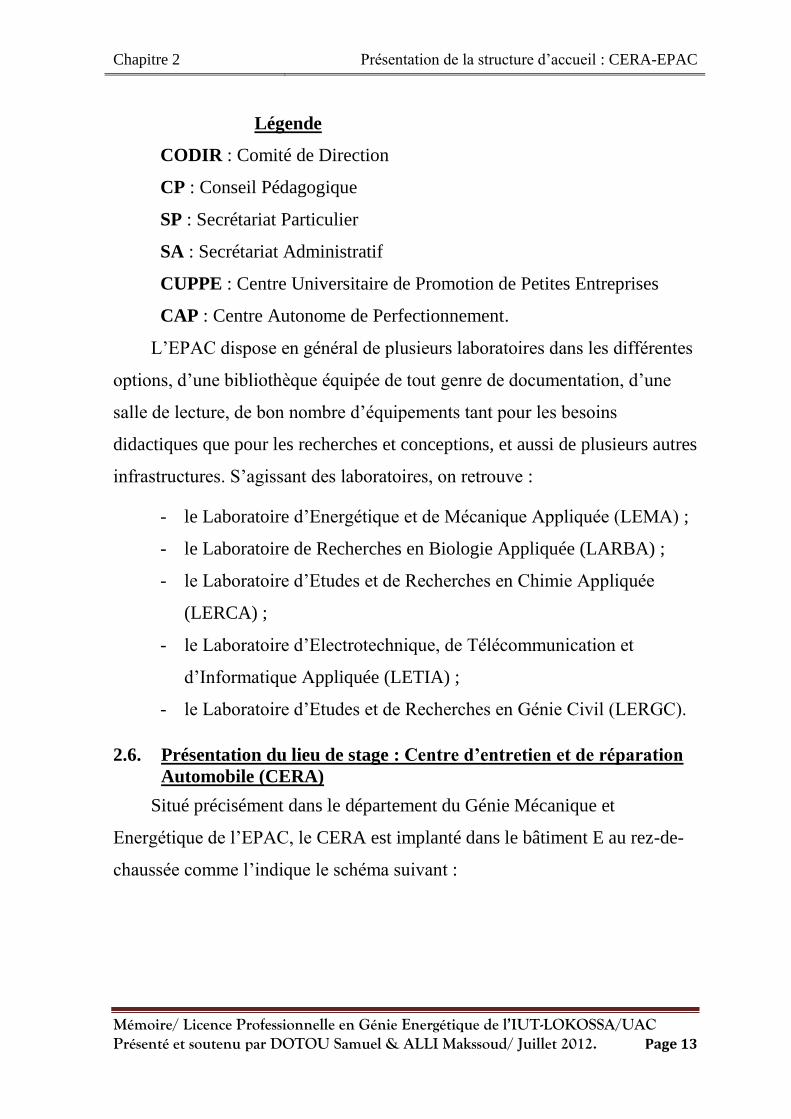
Légende
CODIR : Comité de Direction
CP : Conseil Pédagogique
SP : Secrétariat Particulier
SA : Secrétariat Administratif
CUPPE : Centre Universitaire de Promotion de Petites Entreprises
CAP : Centre Autonome de Perfectionnement.
L’EPAC dispose en général de plusieurs laboratoires dans les différentes
options, d’une bibliothèque équipée de tout genre de documentation, d’une
salle de lecture, de bon nombre d’équipements tant pour les besoins
didactiques que pour les recherches et conceptions, et aussi de plusieurs autres
infrastructures. S’agissant des laboratoires, on retrouve :
- le Laboratoire d’Energétique et de Mécanique Appliquée (LEMA) ;
- le Laboratoire de Recherches en Biologie Appliquée (LARBA) ;
- le Laboratoire d’Etudes et de Recherches en Chimie Appliquée
(LERCA) ;
- le Laboratoire d’Electrotechnique, de Télécommunication et
d’Informatique Appliquée (LETIA) ;
- le Laboratoire d’Etudes et de Recherches en Génie Civil (LERGC).
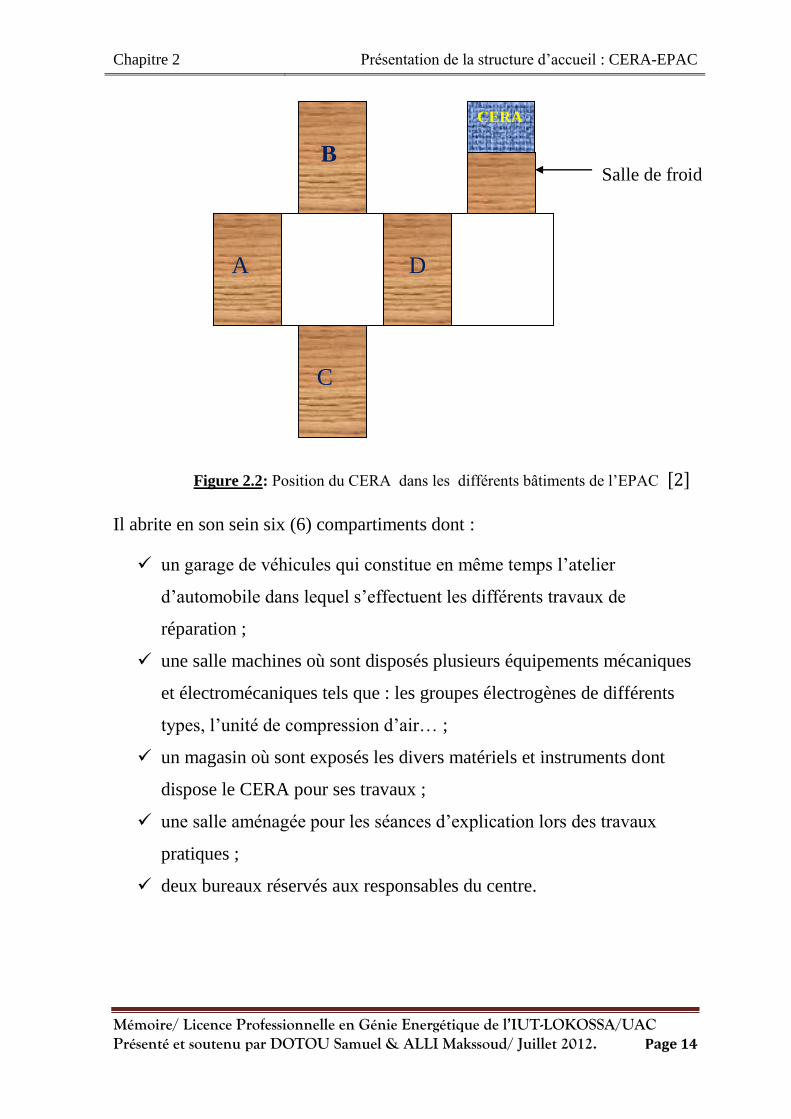
2.6. Présentation du lieu de stage : Centre d’entretien et de réparation
Automobile (CERA)
Situé précisément dans le département du Génie Mécanique et
Energétique de l’EPAC, le CERA est implanté dans le bâtiment E au rez-de-
chaussée comme l’indique le schéma suivant :
Chapitre 2 Présentation de la structure d’accueil : CERA-EPAC
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 14
Il abrite en son sein six (6) compartiments dont :
un garage de véhicules qui constitue en même temps l’atelier
d’automobile dans lequel s’effectuent les différents travaux de
réparation ;
une salle machines où sont disposés plusieurs équipements mécaniques
et électromécaniques tels que : les groupes électrogènes de différents
types, l’unité de compression d’air… ;
un magasin où sont exposés les divers matériels et instruments dont
dispose le CERA pour ses travaux ;
une salle aménagée pour les séances d’explication lors des travaux
pratiques ;
deux bureaux réservés aux responsables du centre.
Salle de froid
A
D
B
C
CERA
e
Figure 2.2: Position du CERA dans les différents bâtiments de l’EPAC 2
Chapitre 2 Présentation de la structure d’accueil : CERA-EPAC
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 15
2.7. But de la création du CERA
Le Centre d’Entretien et de Réparation Automobiles (CERA) a été
institué dans le but de :
créer un cadre où les étudiants de l’EPAC ex CPU pourront effectuer
leurs stages pratiques ;
rentabiliser les équipements du département en fournissant des services
à une clientèle aussi bien interne qu’externe à l’UAC dans les limites
de ses possibilités ;
promouvoir le développement du département par un autofinancement
progressif des équipements.
Chapitre 3 Déroulement du stage et travaux effectués
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 16
3.1. Déroulement du stage
Du18 Avril au 7 Juillet 2012, le stage pratique de fin de formation
effectué au Centre d’Entretien et de Réparation Automobiles (CERA) nous a
permis de faire quelques travaux en atelier mais aussi la réalisation de notre
Travail de Fin d’Etude portant sur les fours céramiques.
Le présent chapitre sera consacré aux différents travaux effectués en
atelier.
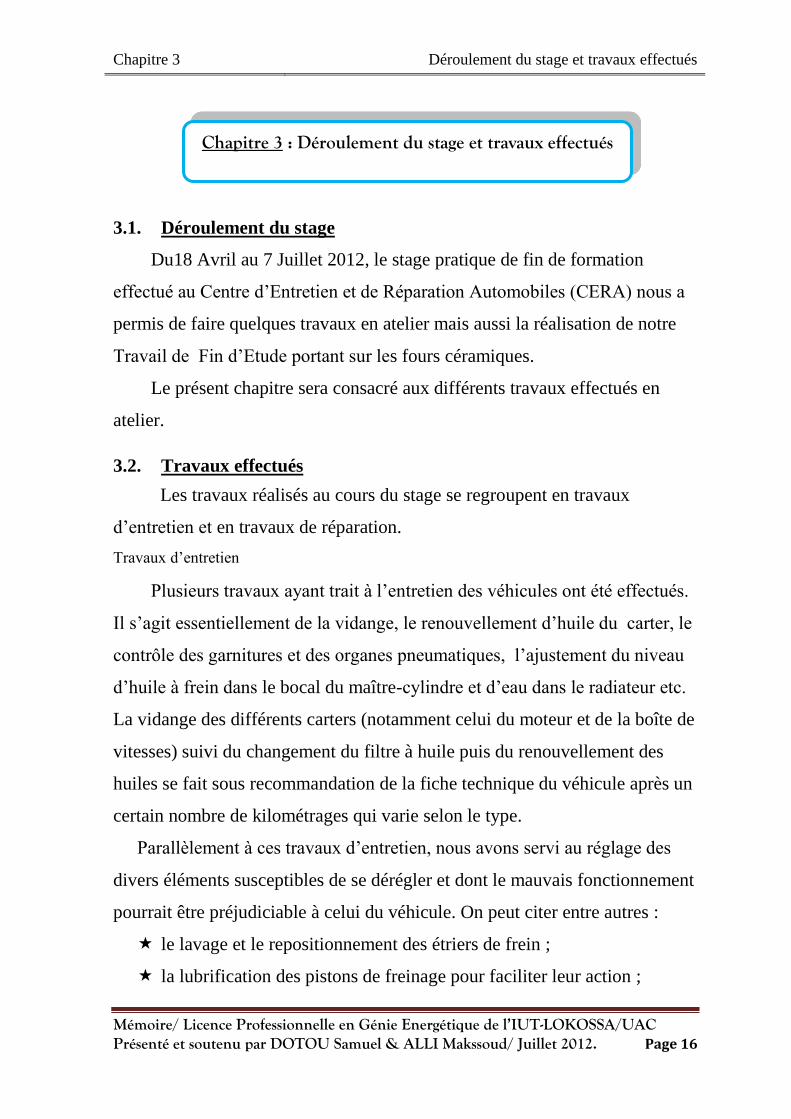
3.2. Travaux effectués
Les travaux réalisés au cours du stage se regroupent en travaux
d’entretien et en travaux de réparation.
Travaux d’entretien
Plusieurs travaux ayant trait à l’entretien des véhicules ont été effectués.
Il s’agit essentiellement de la vidange, le renouvellement d’huile du carter, le
contrôle des garnitures et des organes pneumatiques, l’ajustement du niveau
d’huile à frein dans le bocal du maître-cylindre et d’eau dans le radiateur etc.
La vidange des différents carters (notamment celui du moteur et de la boîte de
vitesses) suivi du changement du filtre à huile puis du renouvellement des
huiles se fait sous recommandation de la fiche technique du véhicule après un
certain nombre de kilométrages qui varie selon le type.
Parallèlement à ces travaux d’entretien, nous avons servi au réglage des
divers éléments susceptibles de se dérégler et dont le mauvais fonctionnement
pourrait être préjudiciable à celui du véhicule. On peut citer entre autres :
le lavage et le repositionnement des étriers de frein ;
la lubrification des pistons de freinage pour faciliter leur action ;
Chapitre 3 : Déroulement du stage et travaux effectués
Chapitre 3 Déroulement du stage et travaux effectués
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 17
le réglage du câble d’accélération…
3.2.1. Travaux de réparation
3.2.1.1. Réparation d’une voiture de marque COROLLA
Cette automobile à transmission automatique, avait des fuites d’huile
qui coulait jusqu’à la face extérieure du carter inférieur du moteur.
Pour pallier à ce problème, on a procédé à la dépose du carter. En effet,
sur ce carter inférieur, l’on avait déjà effectué un travail de collage suite à une
fissure et donc l’actuelle fuite provenait de la défaillance de la précédente
opération de collage.
Comme il s’agit d’un travail de soudure, le carter après nettoyage fut
envoyé dans un atelier de soudure afin de fermer la fissure. En vue d’éviter
de probables fuites après montage, de la colle fut mise sur les bords de ce
carter qu’on a par suite remonté dans le véhicule.
3.2.1.2. Réparation du moteur à essence d’un TOYOTA Corolla
La plupart du temps, dans les moteurs à pistons alternatifs, la mauvaise
lubrification des parties mobiles provoque d’énormes dégâts tels que l’usure
des pièces mobiles et immobiles, l’échauffement excessif du moteur pouvant
conduire au grippage. C’est le cas de ce véhicule de marque TOYOTA qui a
été amené au CERA suite à certaines remarques faites par le conducteur. Ce
dernier aurait entendu depuis l’habitacle des bruits à répétition que l’on
appelle en automobile « Cognements ». A cet effet, de par l’esprit d’analyse
technique et les expériences acquises, les techniciens du CERA ont aussitôt
émis comme hypothèse qu’une ou plusieurs bielles se seraient coulées : on dit
communément que le moteur a coulé bielle. Autrement dit, la mauvaise
lubrification des coussinets interposés entre le maneton et la tête de bielle
aurait entrainé l’usure de ces deux pièces en contact, ce qui aurait donc créé
Chapitre 3 Déroulement du stage et travaux effectués
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 18
un jeu important entre elles. Il urge donc de démonter le moteur, de vérifier le
vilebrequin et de changer les coussinets usés. Nous avons ainsi procédé sans
d’amples détails à la dépose du bloc moteur, au démontage de la culasse et de
l’embiellage, ce qui nous a permis de constater que seule la bielle n° 2 à
compter du distributeur avait été endommagée. Les différentes opérations de
correction ont été fait et le moteur a été réassemblé puis remis en marche.
Outre ces travaux essentiels effectués au cours du stage, nous pouvons
également citer les plus fréquents qui sont :
réparation de l’allumeur (DELCO) de voiture;
remplacement :
de la pompe à huile d’une voiture ;
des patins des freins Avant et Arrière ;
des câbles d’accélération ;
les roulements des voitures ;
des amortisseurs ;
des arrêts d’huile ;
dépose, nettoyage et repose d’étrier de frein ;
entretien et vidange de plusieurs moteurs ;
dépose, réparation et repose d’un radiateur ;
changement des filtres à huile ;
dépose, réparation et repose d’un démarreur
En guise de remarque, la plupart des appareils utilisés dans ce centre
sont malheureusement en panne et l’indisponibilité des pièces de rechange ou
la gravité de la panne ne permet pas une réparation immédiate.
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 19
2ème partie :
TRAVAIL DE FIN D’ETUDES :
« Conception et réalisation d’un four PL de laboratoire atomisé à la vapeur d’eau ».
Contenu
Chapitre1: Généralités sur les fours.
Chapitre 2: Généralités sur les combustibles utilisés dans les fours céramiques.
Chapitre 3 : Four PL du Docteur SAMAH : état des lieux.
Chapitre 4 : Amélioration du four PL et mise au point du four de laboratoire.
Chapitre 5 : Construction du four PL.
Chapitre 6 : Théorie du calcul thermique du four PL.
Chapitre 7 : Impacts du four PL.
Chapitre 1 Généralités sur les fours
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 20
1.1. Définition
Un four est un outil de production destiné à élaborer ou transformer des
matériaux grâce aux transferts thermiques entre une source de chaleur et la
matière à traiter. De façon particulière, les fours céramiques sont des ouvrages
de maçonnerie destinés à porter une matière (les briques en terre cuite, les
tuiles, les cœurs céramiques, etc.) à de très hautes températures pour opérer
une transformation physique ou chimique.
1.2. Classification
Les fours sont classés suivant le procédé de chauffage, la manutention
des produits traités, le niveau de température et suivant le combustible utilisé.
1.2.1. Classification suivant le mode de chauffage
En fonction du procédé de chauffage, on distingue les fours à chauffage
directs et les fours à chauffage indirects. Le critère est ici le contact entre le
produit et les gaz issus de la combustion.
1.2.1.1. Fours à chauffage direct
Dans les fours à chauffage direct, il y a contact entre les gaz issus de la
combustion et les produits à chauffer. Du point de vue thermique, cela
entraîne qu’une partie du transfert de chaleur s’effectue par convection.
1.2.1.2. Four à chauffage indirect
Au niveau des fours à chauffage indirect, l’interaction entre les gaz de
combustion et les produits n’existe plus. Par contre, il s’introduit une
résistance supplémentaire au transfert de chaleur qui doit se faire
par conduction au travers de la paroi protectrice, puis par rayonnement et
éventuellement par convection vers la charge. Le problème technologique est
Chapitre 1 : Généralités sur les fours
Chapitre 1 Généralités sur les fours
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 21
alors la tenue de cette paroi qui est portée à haute température et est au
contact de la flamme et/ou des gaz à haute température.
1.2.2. Classification suivant la manutention des produits traités
Dans la manutention des produits traités, on distingue les fours continus
et les fours discontinus.
1.2.2.1. Fours continus
Dans un four continu (encore appelé four tunnel ou four à passage), le
produit à chauffer entre à une extrémité et en ressort à l’autre, c’est-à-dire que
l’enfournement et le défournement sont mis en œuvre pendant le
fonctionnement du four.
1.2.2.2. Fours discontinus
Dans un four discontinu (ou four intermittent ou périodique), le produit
à chauffer est immobile dans le four, autrement dit, il est chargé et déchargé
(enfourné et défourné) au même endroit. Pour ces types de four, le foyer doit
être éteint pendant le déchargement et le rechargement du four.
La différence dans la manutention entraîne des différences notables du
point de vue thermique. Dans un four continu, un point du four sera toujours
(ou à peu près) à la même température tandis que dans un four discontinu la
température en un point donné du four évoluera en fonction du cycle de
chauffage que l’on veut faire subir au produit.
1.2.3. Classification suivant le niveau de température
Par rapport au niveau de température, les fours sont soit à haute
température ou soit à basse température. La classification est ici plus arbitraire
car une même température peut être considérée comme haute dans un type
d’activité et basse dans une autre activité. Même si cette limite est un temps
soit peu arbitraire, elle n’en est pas moins réelle.
Chapitre 1 Généralités sur les fours
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 22
1.2.3.1. Fours à haute température
Les fours à haute température sont en particulier les fours de sidérurgie,
de verrerie, de cimenterie. La température que l’on veut obtenir sur le produit
dépasse, et parfois nettement, 1200 °C. Le transfert de chaleur s’y fait
essentiellement par rayonnement de la flamme et des gaz issus de la
combustion.
1.2.3.2. Fours à basse température
Il s’agit des fours de traitement thermique de métallurgie, les fours de
revêtement de surface et les fours pour les métaux non ferreux. La
température que l’on veut obtenir sur le produit dépasse rarement 700 °C, et
est parfois sensiblement inférieure. C’est également le cas des zones de
convection des fours de l’industrie du pétrole et de la chimie. Le transfert de
chaleur s’y fait essentiellement par convection de gaz transparents.
1.2.4. Classification suivant le combustible utilisé
On trouvera dans le domaine des fours industriels, avec plus ou moins
d’importance selon les activités, toutes les formes d’énergie :
- des fours électriques : il s’agit des fours à résistances (effet Joule), à
arcs, à induction, à électrodes submergées, etc. ;
- des fours à gaz ; ils utilisent le gaz naturel, mais aussi le gaz de
cokerie, le gaz de raffinerie, le gaz de haut-fourneau, etc. ;
- des fours à combustibles liquides : ils utilisent le fuel lourd, mais
aussi le gazole, le naphta, etc. ;
- des fours à combustibles solides : ils utilisent les charbons ou le coke
de pétrole (généralement sous forme pulvérisée), mais aussi les déchets
divers.
Chapitre 1 Généralités sur les fours
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 23
1.3. Structure des fours
En général, un four est constitué :
- d’une partie inférieure, la sole, qui est la partie réfractaire horizontale
sur laquelle on place les produits à cuire. Elle est en quelque sorte le
« plancher » du four et peut être parfois inclinée ;
- d’une partie supérieure, la voûte qui peut avoir des formes diverses :
plate, cintrée, avec des rampants, suspendue. La voûte est en contact
avec les produits de combustion et souvent avec la flamme. Elle joue
un rôle essentiel dans le transfert de chaleur en renvoyant, par
rayonnement sur les produits, l’énergie qu’elle reçoit de la flamme ;
- de murs verticaux comportant en général plusieurs épaisseurs de nature
différente et faisant la liaison entre la voûte et la sole ;
- d’un système de chauffage (brûleurs ou résistances électriques)
généralement accroché aux parois mais dans certains cas, à la voûte ou
à la sole.
Les matériaux constituants les parois, la sole et la voûte sont choisis en
fonction de leur faible conductivité thermique, mais également en fonction de
leur résistance mécanique. Ils sont également choisis pour leur compatibilité
avec l’atmosphère de l’enceinte et avec le produit traité. Comme il est
difficile de trouver des matériaux satisfaisant à toutes ses conditions, des
parois composées de plusieurs couches sont souvent utilisées. L'utilisation de
la brique réfractaire permet de rendre le four plus efficace énergétiquement, et
de mieux contrôler et de lisser les variations de sa température interne.
1.4. Composants des fours
Les composants annexes du four sont essentiellement les brûleurs, la
cheminée (conduit de récupération des fumées), la tuyauterie, les systèmes de
récupération de chaleur.
Chapitre 1 Généralités sur les fours
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 24
1.4.1. Les brûleurs
Les brûleurs sont les organes qui assurent la libération de l’énergie de
combustion et la distribution des flux thermiques dans le four, par la mise en
contact du combustible et du comburant. Ils permettent de déterminer les
zones de préchauffe, de chauffe et d’égalisation grâce à la distribution de
leur puissance dans chaque zone.
Le brûleur a pour rôle primordial dans la conception, la construction et le
fonctionnement des fours de :
fournir l’énergie thermique au four et à la charge ;
préparer la mise en contact du combustible et du comburant dans les
proportions choisies ;
réaliser la combustion de ce mélange dans les conditions optimales ;
provoquer la circulation des combustibles brûlés favorisant
l’égalisation des températures dans l’enceinte ;
créer une liaison entre le casing extérieur du four et les parois en
réfractaire qu’il traverse, et entraîne de ce fait, un point délicat dans la
construction.
Il a donc un rôle déterminant dans la qualité de la combustion, et par
suite dans l'émission de polluants ou d'imbrûlés en plus ou moins grande
quantité dans les fumées.
Le choix des brûleurs est un compromis entre les contraintes
d’implantation, les flux de chaleur, les variations de ces flux pour les divers
cas de production envisagés et les coûts d’installation et de maintenance.
Il existe de nombreux types de brûleurs, certains spécifiques à un seul
type de four ou/et à un seul combustible, d’autres à vocation plus large.
Chapitre 1 Généralités sur les fours
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 25
Suivant son emplacement, on distingue :
Les brûleurs frontaux orientés vers l’enfournement ou vers le
défournement (flammes inversées). Leur impulsion est adaptée dans le
but d’obtenir une recirculation maximale de fumées ;
Les brûleurs latéraux (de type conventionnels ou de type à flux
modulable) utilisés de part et d’autres de la charge ;
Les brûleurs à flamme plate ou brûleurs de voûte.
Selon le mélange des réactifs, les brûleurs sont classés en deux types à
savoir :
Les brûleurs à pré-mélange où le mélange entre le combustible et
le comburant se fait avant son introduction dans le four ;
Les brûleurs à flamme de diffusion où le mélange entre réactifs se
fait au nez (sortie) du brûleur.
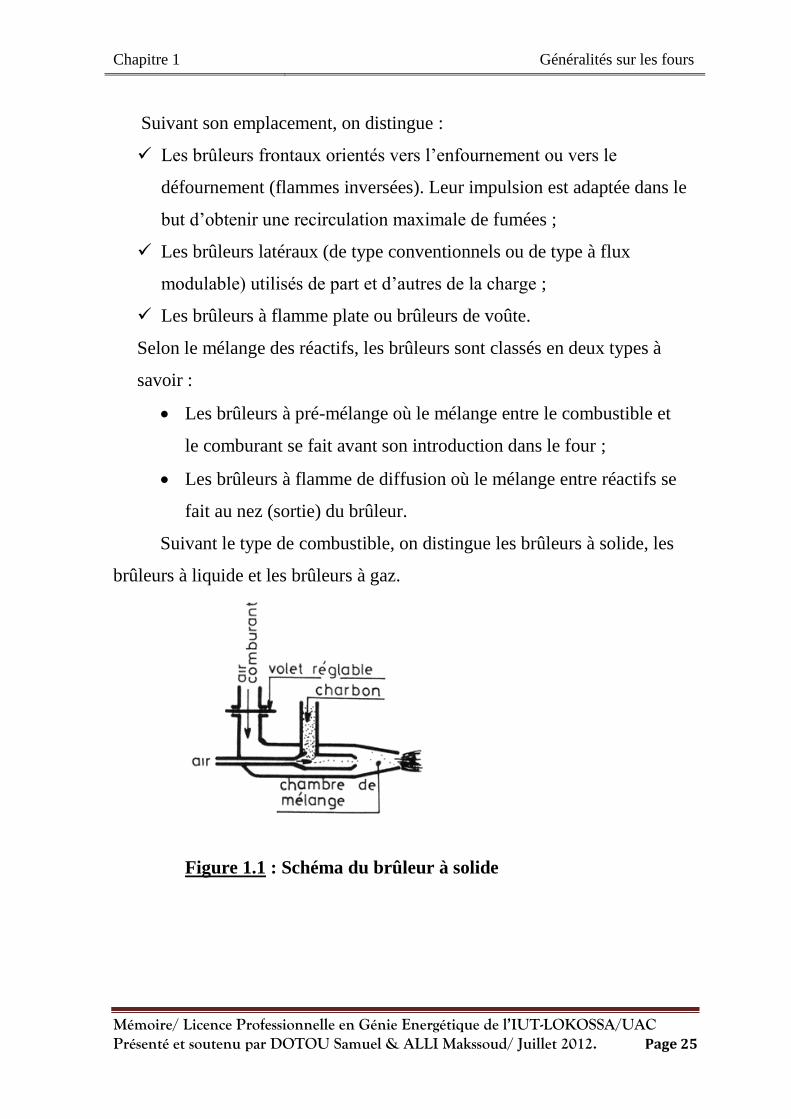
Suivant le type de combustible, on distingue les brûleurs à solide, les
brûleurs à liquide et les brûleurs à gaz.
Figure 1.1 : Schéma du brûleur à solide
Chapitre 1 Généralités sur les fours
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 26
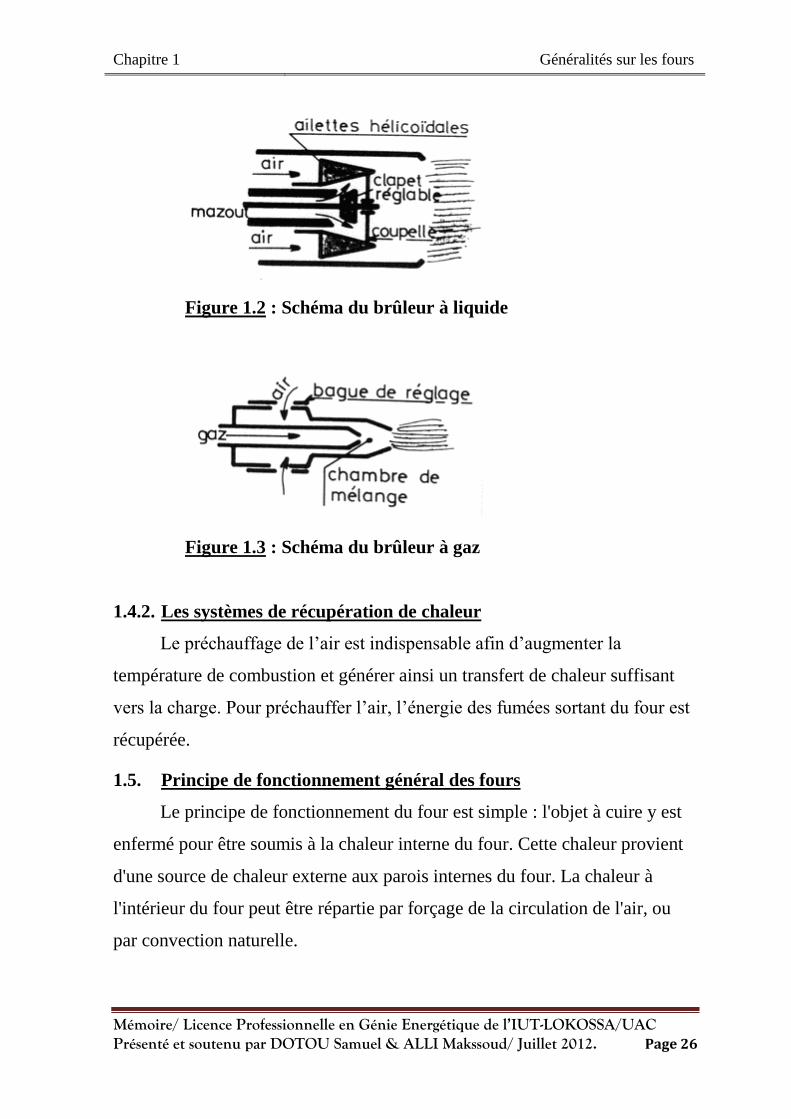
Figure 1.2 : Schéma du brûleur à liquide
Figure 1.3 : Schéma du brûleur à gaz
1.4.2. Les systèmes de récupération de chaleur
Le préchauffage de l’air est indispensable afin d’augmenter la
température de combustion et générer ainsi un transfert de chaleur suffisant
vers la charge. Pour préchauffer l’air, l’énergie des fumées sortant du four est
récupérée.
1.5. Principe de fonctionnement général des fours
Le principe de fonctionnement du four est simple : l'objet à cuire y est
enfermé pour être soumis à la chaleur interne du four. Cette chaleur provient
d'une source de chaleur externe aux parois internes du four. La chaleur à
l'intérieur du four peut être répartie par forçage de la circulation de l'air, ou
par convection naturelle.
Chapitre 1 Généralités sur les fours
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 27
1.6. Avantages et inconvénients des fours à gaz
Un four gaz nécessite d'être souvent présent ponctuellement pendant la
cuisson pour régler la montée en température. Il fonctionne cheminée ouverte,
ce qui engendre forcément des pertes de chaleur. Par contre, il est le seul à
permettre une cuisson en atmosphère oxydante, réductrice, ou neutre, en
fonction du pourcentage d'oxygène incorporé par le réglage des brûleurs, et
l'ouverture du registre de cheminée. Avec ce procédé, on obtient des couleurs
d'émaillage incomparables.
1.7. Les produits traités dans les fours
Dans le secteur de la production céramique en Afrique de l’Ouest, les
matières premières les plus couramment utilisées dans la fabrication de
produits de terre cuite sont les argiles d’une part et les éléments dégraissants
(sables, kaolin…) d’autre part.
Le procédé de fabrication dans les fours céramiques 2 passe par des
étapes successives comme :
- Le stockage et le transport des matières premières ;
- La préparation des matières premières ;
- Le mélange ;
- Le façonnage ou formage des produits céramiques qui fait intervenir
les opérations de pressage (mécanique, hydraulique ou par impact),
d’extrusion, de moulage ;
- Le séchage et la cuisson.
En définitive, il existe une variété de fours avec des accessoires adaptés
pour leur bon fonctionnement. Les combustibles font partie des éléments de
différenciation des fours et il urge de faire un aperçu général sur ceux-ci
afin de comprendre les procédés de leur combustion dans les fours.
Chapitre 2
Généralités sur les combustibles utilisés dans les fours et leur
combustion
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 28
2.1. Les combustibles
2.1.1. Définition
Un combustible est une matière qui, en présence d'oxygène et d'énergie,
peut se combiner à l'oxygène (qui sert de comburant) dans une réaction
chimique générant de la chaleur.
Les corps combustibles industriels contiennent toujours du carbone (C),
presque toujours de l’hydrogène (H2) et parfois du soufre (S). Ils peuvent
également renfermer d’autres éléments ou composés chimiques (l’oxygène
(O2), l’azote (N2), l’eau (H2O), etc.) et des matières non combustibles
(cendres) qui ne participent pas directement aux réactions chimiques de
combustion.
2.1.2. Les différents types de combustibles
D’une manière générale, on distingue les combustibles solides, les
combustibles liquides et les combustibles gazeux. Du fait que ce travail porte
sur le pétrole et le gaz, la notion de combustibles solides ne sera pas
développée ici.
2.1.2.1. Les combustibles liquides
Les deux combustibles liquides les plus courants sont le fioul
domestique (ou gazole) et le fioul lourd. Le pétrole est le combustible fossile
liquide incontesté.
Chapitre 2 : Généralités sur les combustibles utilisés dans
les fours et leur combustion
Chapitre 2
Généralités sur les combustibles utilisés dans les fours et leur
combustion
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 29
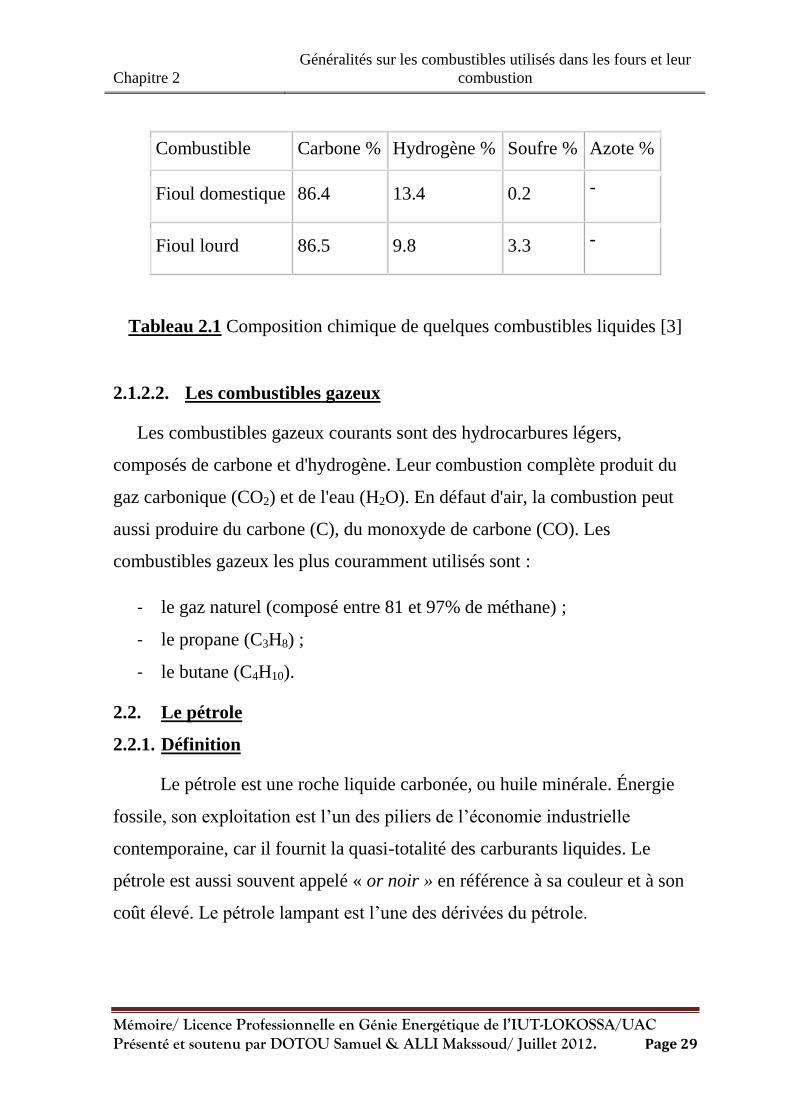
Combustible Carbone % Hydrogène % Soufre % Azote %
Fioul domestique 86.4 13.4 0.2 -
Fioul lourd 86.5 9.8 3.3 -
Tableau 2.1 Composition chimique de quelques combustibles liquides [3]
2.1.2.2. Les combustibles gazeux
Les combustibles gazeux courants sont des hydrocarbures légers,
composés de carbone et d'hydrogène. Leur combustion complète produit du
gaz carbonique (CO2) et de l'eau (H2O). En défaut d'air, la combustion peut
aussi produire du carbone (C), du monoxyde de carbone (CO). Les
combustibles gazeux les plus couramment utilisés sont :
- le gaz naturel (composé entre 81 et 97% de méthane) ;
- le propane (C3H8) ;
- le butane (C4H10).
2.2. Le pétrole
2.2.1. Définition
Le pétrole est une roche liquide carbonée, ou huile minérale. Énergie
fossile, son exploitation est l’un des piliers de l’économie industrielle
contemporaine, car il fournit la quasi-totalité des carburants liquides. Le
pétrole est aussi souvent appelé « or noir » en référence à sa couleur et à son
coût élevé. Le pétrole lampant est l’une des dérivées du pétrole.
Chapitre 2
Généralités sur les combustibles utilisés dans les fours et leur
combustion
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 30
2.2.2. Le pétrole lampant
2.2.2.1. Définition
En raffinerie, le pétrole lampant ou kérosène est issu de la distillation
atmosphérique du pétrole brut. Le pétrole lampant est constitué d’un
ensemble d’hydrocarbures contenant des alcanes (CnH2n+2) de formule
chimique allant de C10H22 à C14H30.
Le pétrole lampant, également connu sous les dénominations « pétrole
blanc », est aussi très utilisé comme combustible pour des poêles à pétrole. Il
est aussi très fréquemment utilisé comme combustible pour cuisinières et,
dans certaines régions d’Afrique, d’Amérique du sud et d’Asie, il est le
combustible le plus utilisé après le bois.
2.2.2.2. Propriétés physico-chimiques
Les pétroles lampants sont des liquides de faible viscosité ou
légèrement jaunes, pratiquement insoluble dans l’eau, mais miscible à un
grand nombre de solvants usuels.
Les principales caractéristiques physiques du pétrole lampant [3] sont les
suivantes :
- intervalle de distillation : entre 140 et 300°C ;
- densité : 0,77 à 0,84 ;
- densité de vapeur (air = 1) : ≥ 5 ;
- point éclair : ≥ 38°C ;
- température d’auto-inflammation : > 220°C ; C'est la température
minimale pour laquelle les pétroles lampants, de pression et de
composition données, s'enflamment spontanément sans contact avec
une flamme;
- température fusion :-48 à -26 °C ;
- température d’ébullition: 150 à 300 °C
- masse volumique: 0,8 g·cm-3 à 15 °C
Chapitre 2
Généralités sur les combustibles utilisés dans les fours et leur
combustion
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 31
- Pouvoir Calorifique Inférieur (PCI) : 43105 kJ/kg.
2.2.3. Le butane
2.2.3.1. Définition
Le butane est un hydrocarbure saturé de la famille des alcanes de formule
brute C4H10. Il existe sous 2 formes isomères, le butane ou n-butane et le 2-
méthylpropane ou isobutane. Le butane est très inflammable, incolore et
facilement liquéfiable. Le nom « butane » vient de la racine but- (de l’acide
butyrique) et du suffixe –ane.
Le n-butane est obtenu par distillation sous pression du G.P.L (gaz de
pétrole liquéfié) ainsi que par la purification du gaz naturel.
2.2.3.2. Propriétés physico-chimiques
Le butane est soluble dans l'alcool et l'éther, mais peu soluble dans
l'eau. Peu réactif, il nécessite un catalyseur pour participer à des réactions
chimiques, sauf bien sûr pour la réaction de combustion avec le dioxygène.
Les caractéristiques du butane sont les suivantes :
- masse molaire : 58,12 g /mol ;
- masse volumique : 2,48 kg /m3, à l’état gazeux (15° C, 1 atm) et 600°C
kg /m3 à l’état liquide (0°C, 1 atm) ;
- point de fusion : -138,4°C ;
- point d’ébullition : -0,5°C
- solubilité dans l’eau : 6,1mg/100ml (20°C) ;
- Pouvoir Calorifique Inférieur : 29585 kcal/Nm³ ;
- Pouvoir Calorifique Supérieur : 32075 kcal/Nm³ ;
- point éclair : -60°C ;
- température d’auto-inflammation : 500°C ;
- limites explosives : 1,8 – 8,4%.
Une application de la combustion du pétrole lampant sera donnée en
annexe de ce document.
Chapitre 3 Four PL du Docteur SAMAH : état des lieux
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 32
3.1. Fours PL du Docteur SAMAH
3.1.1. Problématiques de la mise au point du four PL
Le four PL a été réalisé par le docteur SAMAH Ouro-Djobo1 et est un
perfectionnement récent des fours céramiques. En effet, cette réalisation n’est
pas sans fondements. Dans ses travaux de recherche, docteur SAMAH a mené
des enquêtes sur la production céramique en Afrique, dans le but de recenser
les difficultés et les problèmes auxquels sont confrontés les producteurs
céramiques. Les résultats issus de ces enquêtes ont révélé plusieurs problèmes
(essentiellement liés aux procédés de cuisson) faces auxquels les utilisateurs
ont manifesté le désir d’avoir un équipement de cuisson plus amélioré. Ce qui
a amené monsieur SAMAH, de par son innovation technologique, à concevoir
et à réaliser un four dont le combustible est du pétrole lampant atomisé à la
vapeur d’eau
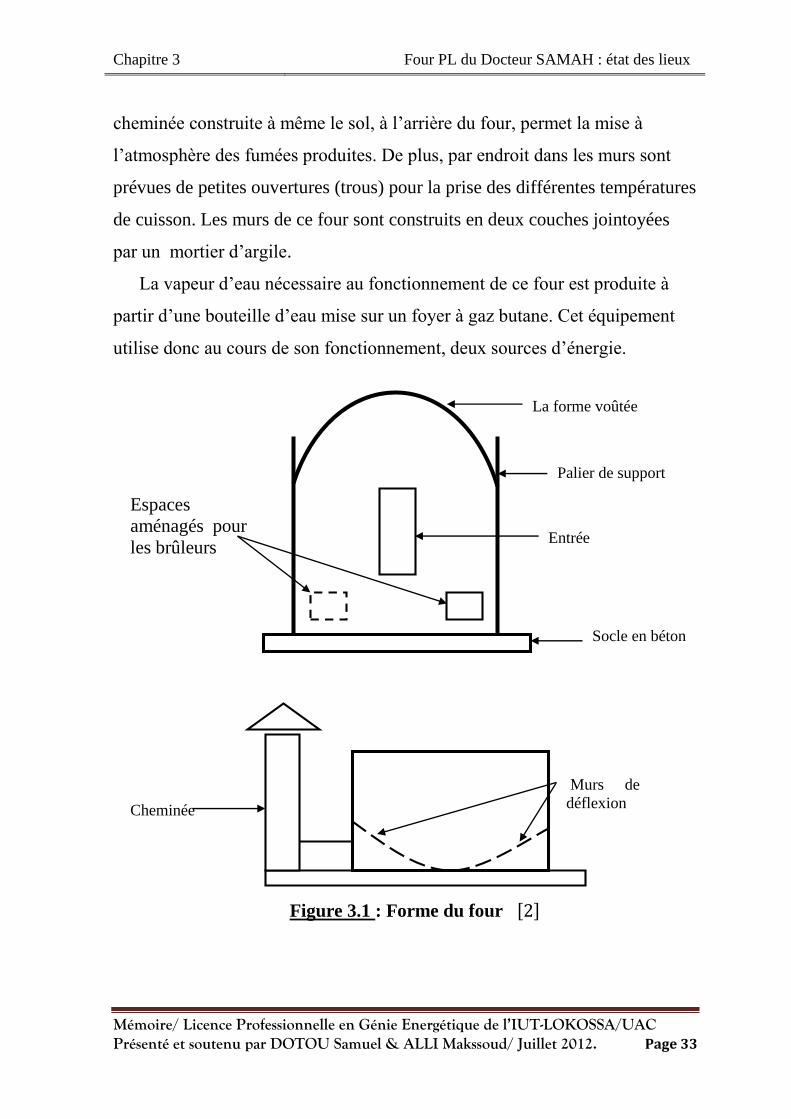
3.1.2. Présentation du four à pétrole lampant atomisé à la vapeur d’eau
Il s’agit d’un four de forme carrée, surmonté au plafond par une voûte, et
reposant sur des piliers de support qui permettent de le rendre plus solide et
donc beaucoup plus résistant. Sa structure prévoit une entrée pour
l’enfournement et le défournement des produits à cuire, laquelle entrée reste
fermée pendant tout le temps de cuisson. Ce four est à flammes renversées ou
à tirage descendant, et est pourvu de deux ouvertures diagonalement opposées
qui abritent chacune un brûleur à combustible liquide. Chaque brûleur dispose
d’un mur de déflexion en forme de « saut de ski », qui permet d’orienter les1
flammes produites vers le haut, afin de favoriser leur renversement. Une
1 Directeur du « Centre de la Construction et de Logement », Cacavelli, BP : 1762 Lomé, Togo
Chapitre 3 : Four PL du Docteur SAMAH : état
des lieux
Chapitre 3 Four PL du Docteur SAMAH : état des lieux
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 33
cheminée construite à même le sol, à l’arrière du four, permet la mise à
l’atmosphère des fumées produites. De plus, par endroit dans les murs sont
prévues de petites ouvertures (trous) pour la prise des différentes températures
de cuisson. Les murs de ce four sont construits en deux couches jointoyées
par un mortier d’argile.
La vapeur d’eau nécessaire au fonctionnement de ce four est produite à
partir d’une bouteille d’eau mise sur un foyer à gaz butane. Cet équipement
utilise donc au cours de son fonctionnement, deux sources d’énergie.
Espaces
aménagés pour
les brûleurs
La forme voûtée
Palier de support
Entrée
Socle en béton
Cheminée
Murs de
déflexion
Figure 3.1 : Forme du four 2
Chapitre 3 Four PL du Docteur SAMAH : état des lieux
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 34
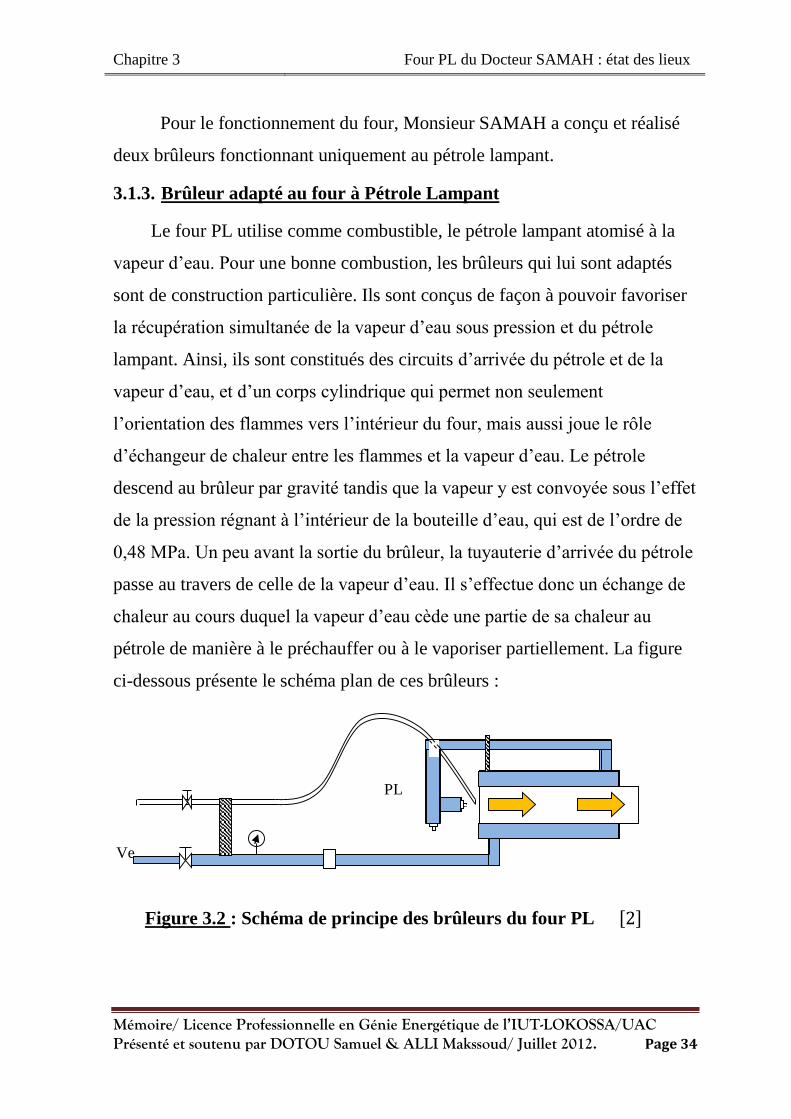
Pour le fonctionnement du four, Monsieur SAMAH a conçu et réalisé
deux brûleurs fonctionnant uniquement au pétrole lampant.
3.1.3. Brûleur adapté au four à Pétrole Lampant
Le four PL utilise comme combustible, le pétrole lampant atomisé à la
vapeur d’eau. Pour une bonne combustion, les brûleurs qui lui sont adaptés
sont de construction particulière. Ils sont conçus de façon à pouvoir favoriser
la récupération simultanée de la vapeur d’eau sous pression et du pétrole
lampant. Ainsi, ils sont constitués des circuits d’arrivée du pétrole et de la
vapeur d’eau, et d’un corps cylindrique qui permet non seulement
l’orientation des flammes vers l’intérieur du four, mais aussi joue le rôle
d’échangeur de chaleur entre les flammes et la vapeur d’eau. Le pétrole
descend au brûleur par gravité tandis que la vapeur y est convoyée sous l’effet
de la pression régnant à l’intérieur de la bouteille d’eau, qui est de l’ordre de
0,48 MPa. Un peu avant la sortie du brûleur, la tuyauterie d’arrivée du pétrole
passe au travers de celle de la vapeur d’eau. Il s’effectue donc un échange de
chaleur au cours duquel la vapeur d’eau cède une partie de sa chaleur au
pétrole de manière à le préchauffer ou à le vaporiser partiellement. La figure
ci-dessous présente le schéma plan de ces brûleurs :
PL
Ve
Figure 3.2 : Schéma de principe des brûleurs du four PL 2
Chapitre 3 Four PL du Docteur SAMAH : état des lieux
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 35
Légende :
Circuit du pétrole lampant
Circuit de la vapeur d’eau
Flamme
Attache métallique
3.2. Principe de fonctionnement du four PL du Docteur SAMAH
La vapeur d’eau est produite sur un foyer au gaz butane. Elle arrive à
travers le brûleur sous la pression minimale de 0,25MPa, et vaporise le pétrole
pour constituer le combustible et la mise à feu est enclenchée. La combustion
qui en découle produit la chaleur, qui est transmise à l’intérieur du four.
La montée en température se fait grâce à l’intensité des flammes que l’on
obtient en régulant à l’aide des robinets d’arrêt les débits de vapeur d’eau sous
pression et de pétrole.
3.3. Améliorations récentes apportées au four PL
Résultat d’un travail de recherche, le four PL fut tout récemment l’objet
d’une étude visant surtout l’amélioration de ses performances. Cette étude a
conduit à la conception d’un modèle de four sur la base du fonctionnement du
four PL.
Il s’agit d’un four de dimensions intérieures 1 × 1 × 1 m3 et de
dimensions extérieures donc 1, 225 × 1, 225 × 1, 225 m3 conçu par deux
étudiants en fin de formation à l’IUT de LOKOSSA sous la direction du
docteur ANJORIN1. Conçu pour être consacré à un usage en laboratoire, ce
four n’a pas été malheureusement construit mais présente dans sa phase
1 Enseignant à l’Ecole Polytechnique d’Abomey-Calavi (EPAC/UAC), Bénin
Chapitre 3 Four PL du Docteur SAMAH : état des lieux
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 36
conceptuelle le mérite d’avoir corrigé en partie les insuffisances relevées sur
celui de SAMAH.
Autre que les éléments de base qu’on retrouve sur les fours que sont la
structure du four elle-même constituée de la chambre de cuisson, de la
cheminée, du foyer ; le dispositif d’alimentation en combustible,
l’amélioration portée sur le four PL de SAMAH intègre les échangeurs de
chaleur qui se retrouvent au niveau des murs du four, de sa cheminée ainsi
qu’à la sortie des fumées produites. Ces derniers assurent à travers les
différents systèmes de régénération la production de la vapeur d’eau
nécessaire à l’atomisation du pétrole lampant qui constitue le combustible
utilisé. L’eau circule à travers un réseau de tuyauteries que forment les
différents échangeurs et une turbopompe. Cette dernière doit fonctionner à
partir des fumées en provenance de la cheminée. Quant au pétrole, il part d’un
fût pour se retrouver directement dans le brûleur où il traversera un ou deux
échangeur (s) suivant la combinaison choisie au niveau de ce dernier.
D’une façon générale, cette étude a permis de passer de deux
combustibles (pétrole lampant et gaz) utilisés simultanément à un seul
combustible (pétrole lampant) puisque le système de production de vapeur est
de l’énergie fluide qui vient vaporiser l’eau de la bouteille. Cette modification
a impliqué la mise en place d’un brûleur adapté au nouveau fonctionnement
du four.
3.3.1. Brûleur conçu dans l’étude
Le dispositif d’alimentation en combustibles est constitué de deux
brûleurs conçus de façon à faciliter l’alimentation simultanée en vapeur d’eau
et en pétrole lampant (kérosène). Ils sont constitués chacun :
Chapitre 3 Four PL du Docteur SAMAH : état des lieux
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 37
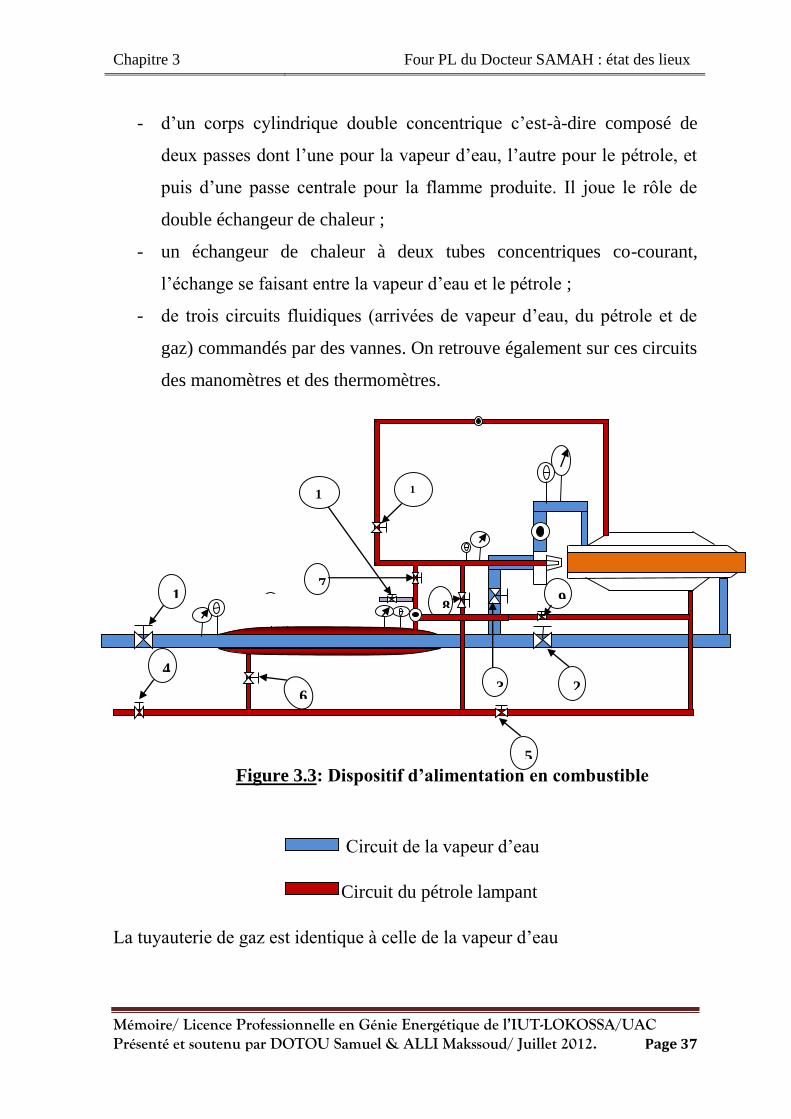
- d’un corps cylindrique double concentrique c’est-à-dire composé de
deux passes dont l’une pour la vapeur d’eau, l’autre pour le pétrole, et
puis d’une passe centrale pour la flamme produite. Il joue le rôle de
double échangeur de chaleur ;
- un échangeur de chaleur à deux tubes concentriques co-courant,
l’échange se faisant entre la vapeur d’eau et le pétrole ;
- de trois circuits fluidiques (arrivées de vapeur d’eau, du pétrole et de
gaz) commandés par des vannes. On retrouve également sur ces circuits
des manomètres et des thermomètres.
Figure 3.3: Schéma du brûleur 2
Légende :
Circuit de la vapeur d’eau
Circuit du pétrole lampant
La tuyauterie de gaz est identique à celle de la vapeur d’eau
Figure 3.3: Dispositif d’alimentation en combustible
1
4
2 3
5
6
7
8
1
0
9
1
1
Chapitre 3 Four PL du Docteur SAMAH : état des lieux
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 38
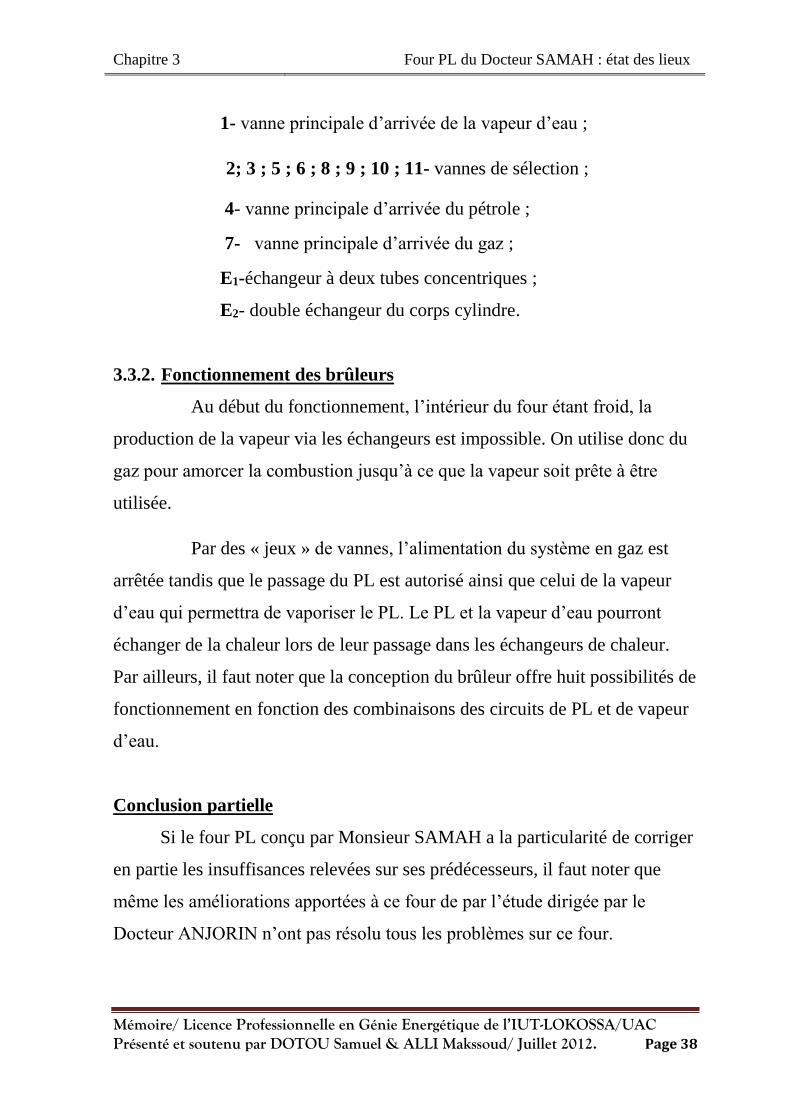
1- vanne principale d’arrivée de la vapeur d’eau ;
2; 3 ; 5 ; 6 ; 8 ; 9 ; 10 ; 11- vannes de sélection ;
4- vanne principale d’arrivée du pétrole ;
7- vanne principale d’arrivée du gaz ;
E1-échangeur à deux tubes concentriques ;
E2- double échangeur du corps cylindre.
3.3.2. Fonctionnement des brûleurs
Au début du fonctionnement, l’intérieur du four étant froid, la
production de la vapeur via les échangeurs est impossible. On utilise donc du
gaz pour amorcer la combustion jusqu’à ce que la vapeur soit prête à être
utilisée.
Par des « jeux » de vannes, l’alimentation du système en gaz est
arrêtée tandis que le passage du PL est autorisé ainsi que celui de la vapeur
d’eau qui permettra de vaporiser le PL. Le PL et la vapeur d’eau pourront
échanger de la chaleur lors de leur passage dans les échangeurs de chaleur.
Par ailleurs, il faut noter que la conception du brûleur offre huit possibilités de
fonctionnement en fonction des combinaisons des circuits de PL et de vapeur
d’eau.
Conclusion partielle
Si le four PL conçu par Monsieur SAMAH a la particularité de corriger
en partie les insuffisances relevées sur ses prédécesseurs, il faut noter que
même les améliorations apportées à ce four de par l’étude dirigée par le
Docteur ANJORIN n’ont pas résolu tous les problèmes sur ce four.
Chapitre 4
Amélioration du four PL et mise au point du four de
laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 39
Introduction
Le recours au four à pétrole lampant atomisé à la vapeur d’eau conçu
par Monsieur SAMAH apparaît dans sa phase conceptuelle comme une
alternative dans la recherche d’un système efficace de production de chaleur à
partir d’un combustible autre que le bois, ainsi qu’une bonne transmission et
répartition de la chaleur à l’intérieur du four. Mais dans son fonctionnement,
le four présente de nombreuses insuffisances.
Dans le présent chapitre, il sera d’abord question d’apporter des
améliorations au four PL en vue de la mise au point d’un autre four qui pourra
combler l’attente des utilisateurs du point de vue des dépenses énergétiques et
de la préservation de l’environnement. Ensuite, il sera présenté la phase
conceptuelle du four objet de notre étude.
4.1. Analyses du four de laboratoire
Dans son approche technologique, le FOUR PL a été réalisé pour
pallier aux difficultés rencontrées par les céramistes à savoir : le manque et
parfois les difficultés de contrôle des températures, la longue durée de cuisson
ainsi que la gestion complexe des cendres lorsqu’on utilise le bois comme
combustible pendant l’opération de cuisson.
Mais à analyser ce four, il est clair qu’une revue de la technologie
adoptée doit être faite.
En effet, vue les enjeux énergétiques et environnementaux actuels, il
urge que tout dispositif puisse dépendre le moins possible de plusieurs
sources d’énergie de façon simultanée. Or, la vapeur d’eau nécessaire au
Chapitre 4 : Amélioration du four PL et mise au point du four de laboratoire.
Chapitre 4
Amélioration du four PL et mise au point du four de
laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 40
fonctionnement du four du docteur SAMAH est produite à partir d’une
bouteille d’eau mise sur un foyer à gaz butane qui constitue en effet une autre
source d’énergie en dehors de celle liée au pétrole lampant utilisé. Dans ces
conditions, la recherche d’une technologie allant dans la suppression de cette
source additionnelle d’énergie est nécessaire, d’où l’étude précédente sur le
four PL conduite par le Docteur ANJORIN.
Cette insuffisance a été en partie corrigée par la précédente étude, mais
il faut noter que même à ce niveau, d’autres apports de technologie se font
encore nécessaires.
4.2. Mise au point du four de laboratoire
4.2.1. Types de four souhaité
Le four à réaliser doit permettre d’avoir :
une parfaite qualité des produits cuits;
une homogénéité de la chaleur à l’intérieur ;
l’accès au combustible;
la facilité évacuer la fumée et de pouvoir le réutiliser ;
le contrôle de la montée de température ;
la possibilité d’adaptation de n’importe quel combustible ;
une facilité dans la cuisson des objets émaillés.
4.2.2. Problèmes résolus par la présente étude
Si le problème de la source d’énergie pour le fonctionnement du four
PL a pu être résolu par l’étude précédente dirigée par le Docteur ANJORIN,
d’autres corrections ne sont pas cependant exclues.
Chapitre 4
Amélioration du four PL et mise au point du four de
laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 41
En effet, dans la présente étude, le système de bouteilles est remplacé
par des échangeurs de chaleur qui se retrouvent au niveau des murs du four,
de sa cheminée ainsi qu’à la sortie des fumées produites. Ces derniers
assurent à travers les différents systèmes de régénération la production de la
vapeur d’eau nécessaire à l’atomisation du pétrole lampant qui constitue le
combustible utilisé. (Voir annexe 4.1)
De même, dans la précédente étude, l’eau est aspirée du réservoir par
une turbopompe qui nécessite d’énergie pour son fonctionnement et constitue
donc une nouvelle dépense d’énergie. Pour remédier à cela dans notre étude,
les réservoirs d’eau et de pétrole lampant sont placés sur un support au-dessus
de la voûte du four afin de permettre leur circulation par gravité. (Voir annexe
4.1)
Il sera aussi question dans cette étude de concevoir un brûleur multi-
combustible à partir duquel on pourra alimenter le système soit au gaz pour le
préchauffage du système ou pour toute l’opération de cuisson, soit au pétrole
liquide (kérosène) atomisé à la vapeur d’eau , ou soit au pétrole-gaz issu de la
montée en température du pétrole liquide. (Voir annexe 4.2)
Par ailleurs, notre étude s’intéresse également à l’importante calorie de
chaleur des fumées déversées jusque-là dans la nature sans aucune mesure de
réutilisation. Dans la présente étude, le réservoir d’eau est placé dans un autre
réservoir de diamètre relativement plus grand afin de canaliser les fumées
dans la partie intermédiaire aux deux réservoirs. Cette même disposition est
adoptée pour le réservoir de pétrole. Ainsi, les fumées issues de la chambre de
combustion du four circulent à l’intérieur d’une tuyauterie, passent par les
échangeurs de la cheminée, elles circulent ensuite dans la partie intermédiaire
au grand réservoir (par rapport à l’eau) avant de sortir pour continuer à
présent sa circulation dans le réservoir du pétrole pour sortir finalement par le
Chapitre 4
Amélioration du four PL et mise au point du four de
laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 42
bout de la cheminée. (Voir annexe 4.1). Le but de cette disposition est de
chauffer les réservoirs d’eau et de pétrole par la chaleur résiduelle existant
dans les fumées et de minimiser donc les pertes de chaleur.
En outre, il est placé à divers endroits du four, des échangeurs de
chaleur de différentes formes, lesquels échangeurs pourront capter et
transférer à l’eau une bonne partie des calories perdues (voir annexe 4.3). Ce
qui permettra, en fonction de la quantité de chaleur transférée, de vaporiser
l’eau et peut-être de conduire à l’obtention d’une vapeur surchauffée.
Enfin, la porte du four PL construit par le Docteur SAMAH est fermée
avec des couches de briques dont les joints sont colmatés avec de la boue.
L’ouverture et la fermeture de cette porte apparaît comme un travail fatigant
et conduit parfois à des pertes de briques par cassure car il faut à chaque
ouverture déplacer une à une ces briques et les remettre en place lors de la
fermeture. Face à tout ce travail pénible, il est conçu dans cette étude, une
porte mobile qui sera ouverte et fermée sans aucune difficulté (voir annexe
4.4).
4.3. Etude du four de laboratoire à pétrole lampant atomisé à la vapeur
d’eau
4.3.1. Choix de la forme et du type de four
En matière du choix de la forme et du type de four, nous retenons dans
cette étude un four mono chambre et à tirage descendant ou à flammes
renversées identique au four PL, mais de dimensions réduites, soit un volume
utile de 1m3.
4.3.2. Choix du pétrole lampant (PL)
Depuis longtemps et même aujourd’hui, les combustibles solides et
surtout ceux ligneux (le bois et ses dérivées, paille, broussailles) demeurent
Chapitre 4
Amélioration du four PL et mise au point du four de
laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 43
les sources d’énergie dans les fours céramiques. Mais face à une déforestation
sans cesse et ses conséquences atroces sur l’environnement, il urge de tourner
vers d’autres sources d’énergie dont le pétrole lampant (voir généralités sur
les combustibles au chapitre 2).
A quoi conduit le fractionnement du pétrole lampant par la vapeur
d’eau ? 1
Le fractionnement du pétrole lampant au moyen de la vapeur d’eau
sous pression, par mélange, doit permettre l’obtention de produits plus légers
et plus volatils, de la famille des essences lourdes et légères et des gaz, le tout
se présentant sous forme « gazeuse » ou de « vapeur » immédiatement brûlée
dans le brûleur du four mis au point.
Dans certaines conditions, notamment de températures élevées, la
vapeur d’eau peut se décomposer, et ses éléments (H2 et O2) se recombinant
aux constituants dérivant du pétrole lampant sous l’effet de la chaleur dans un
processus chimique complexe de décomposition et de recomposition : il s’agit
dans ce cas de l’opération dite de cracking en présence de vapeur d’eau
encore appelé « steam-cracking » comme c’est habituellement réalisé dans le
raffinage de pétrole brut. Une telle opération de cracking de pétrole lampant à
la vapeur d’eau conduirait à l’obtention de fractions de plus faibles masses
moléculaires : gaz et essences.
Dans le cas où la température voire la pression de la vapeur d’eau ne
permettraient pas la décomposition de la vapeur d’eau en vue de la
recomposition précédente, alors la vapeur agit tout simplement comme un
vecteur chaud d’atomisation ou de vaporisation du pétrole lampant en de fines
gouttelettes afin de mieux assurer une plus grande surface de contact avec
l’oxygène de l’air et ainsi favoriser une combustion normalement plus accrue.
Chapitre 4
Amélioration du four PL et mise au point du four de
laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 44
4.4. Conception du four de laboratoire à pétrole lampant atomisé à la
vapeur d’eau
4.4.1. Dimensionnement de la structure du four
4.4.1.1. Dimensionnement des parois du four
Pour chacune des six (06) faces du four à savoir les quatre faces
latérales, la voûte, puis la sole, nous adoptons le même dimensionnement que
celui fait dans l’étude précédente. En effet, les quatre faces latérales, la sole et
le plafond seront construites avec des briques réfractaires, ce qui permettra de
mieux conserver la chaleur qui sera produite, ceci compte tenu de leur
résistance thermique (voir annexe 3). La partie inférieur du four ( cadre de la
sole) est soudée à 04 (quatre) pieds (assemblage de deux fers en U de 60/6) de
longueur 500 mm .
En fonction des contraintes des travaux de génie civil, on pourra
trouver les dimensions de ces briques, mais nous retenons ici les briques dont
les dimensions sont :
- épaisseur e = 6 cm ;
- largeur l = 10 cm ;
- longueur L = 22 cm.
Afin de bien maintenir les couches de briques de la sole, deux traverses en
fer cornière de 80/8 sont posées au milieu du cadre de la sole et reposant
également sur un pied de mêmes caractéristiques que les précédents.
Pour des raisons de résistances, la chambre de cuisson sera maintenue sur
des fers corniers en formant un cadre de forme parallélépipédique. Pour les
raisons de stabilité, de solidité de la structure du four et surtout celle de
l’isolation, on adoptera un mur composé de deux couches de ces briques et
dont l’épaisseur de chaque face sera deux fois l’épaisseur d’une brique. La
face contenant la porte et celle qui lui est parallèle ne contiendront pas
e
L l
l
Chapitre 4
Amélioration du four PL et mise au point du four de
laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 45
d’échangeurs muraux. Les deux autres faces auront une épaisseur égale à
deux fois l’épaisseur d’une brique plus un joint de liaison de couches
(mortier) d’épaisseur 2,5 cm dans lequel seront logés les échangeurs de
chaleur. Les dimensions intérieures du four étant 1 × 1 × 1 m3, les dimensions
extérieures seront donc 1,45 × 1,4 × 1,25 m3 soit une arrête extérieure de 125
mm.
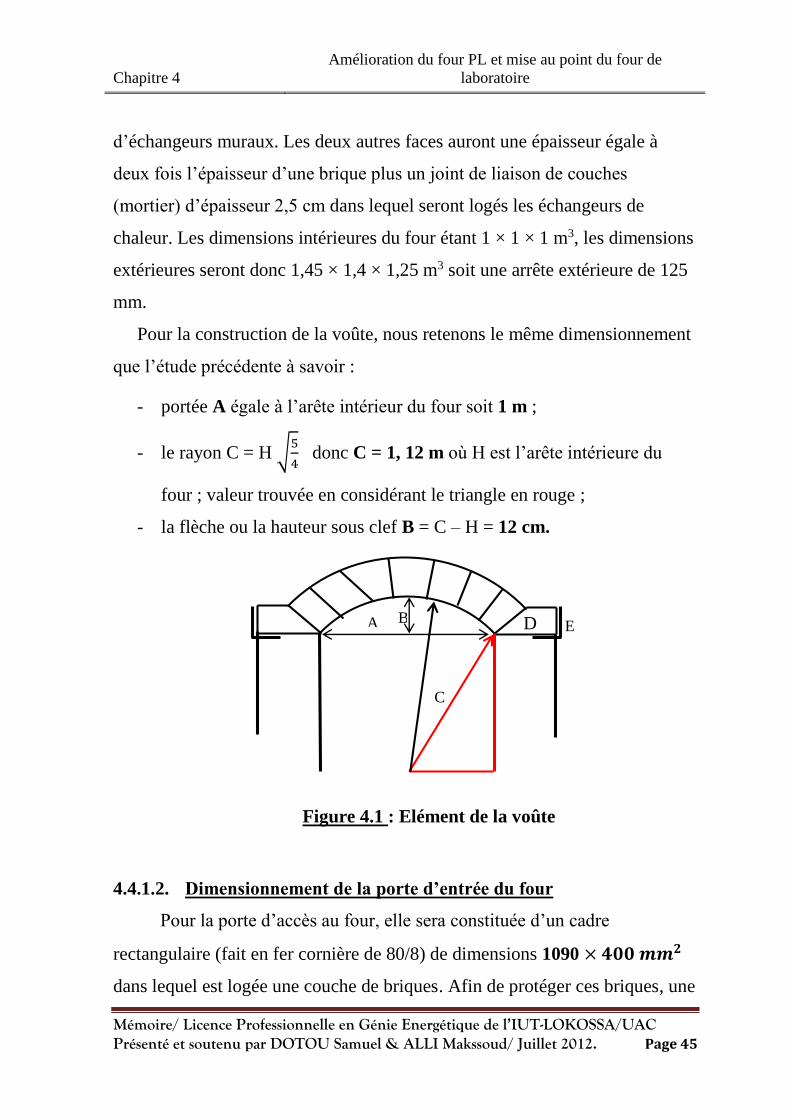
Pour la construction de la voûte, nous retenons le même dimensionnement
que l’étude précédente à savoir :
- portée A égale à l’arête intérieur du four soit 1 m ;
- le rayon C = H √5
4 donc C = 1, 12 m où H est l’arête intérieure du
four ; valeur trouvée en considérant le triangle en rouge ;
- la flèche ou la hauteur sous clef B = C – H = 12 cm.
D
Figure 4.1 : Elément de la voûte
4.4.1.2. Dimensionnement de la porte d’entrée du four
Pour la porte d’accès au four, elle sera constituée d’un cadre
rectangulaire (fait en fer cornière de 80/8) de dimensions 1090 × 𝟒𝟎𝟎 𝒎𝒎𝟐
dans lequel est logée une couche de briques. Afin de protéger ces briques, une
E A B
C
Chapitre 4
Amélioration du four PL et mise au point du four de
laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 46
feuille de tôle recouvre l’une des faces tandis que la seconde face porte des
fers ronds qui maintiennent les briques dans le cadre. La porte est mobile
autour d’une charnière et placée au milieu de la face de grande dimension ne
contenant pas de mortier entre les couches de briques (voir annexe 4.4).
4.4.1.3. Dimensionnement du cadre de support des réservoirs
Les réservoirs de pétrole et d’eau sont placés sur un support sous forme
de cadre situé à 500 mm en-dessus du cadre de la voûte avec lequel ce
support-réservoirs forment un ensemble démontable en un. Ce support des
réservoirs est dimensionné en fonction du diamètre du grand fût (environ 580
mm) et par rapport à la grandeur dimension du cadre de la voûte (1450 mm),
soit une dimension de 1450× 𝟔𝟎𝟎 𝒎𝒎𝟐 (voir annexe 4.1).
4.4.2. Dimensionnement de la cheminée
« La cheminée doit avoir un diamètre égal au quart ou au cinquième de
diamètre du four », telle est la recommandation de Bernard LEACH, dans son
livre « the Potter's Book ». Dans le cas de l’étude précédente sur le four PL, il
a été adopté pour le diamètre de cheminée, une proportion de 1/5 du diamètre
correspondant au four ; ce qui avait permis de trouver que le diamètre de la
cheminée sera d = 0, 20 m soit d = 20 cm.
Mais l’indisponibilité d’un tuyau de 200 mm sur le marché nous amène
dans cette étude à choisir un diamètre de tuyau disponible et proche de 200
mm, soit un tuyau de diamètres 102/114 mm. Ce tuyau permettra d’obtenir les
deux tubes de sortie de fumées placés dans chacun des trous faits dans la sole
pour la sortie de fumées. Ces deux tubes convergent ensuite dans un seul tube
de diamètre 200 mm qui sera obtenu en roulant une feuille de tôle d’épaisseur
Chapitre 4
Amélioration du four PL et mise au point du four de
laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 47
convenable. La cheminée sera donc circulaire et spirale, puis du fait de la
mobilité du four, elle sera construite en métal et démontable.
4.4.3. Dimensionnement des échangeurs de chaleur
Les deux fûts contenant l’eau à vaporiser et le pétrole sont placés en
hauteur au-dessus de la voûte pour assurer la circulation de ces fluides dans
le four par gravité. En interposant entre les deux couches de briques et à
différents autres endroits des échangeurs, on pourra capter et transférer de la
chaleur à l’eau pour sa vaporisation et au pétrole pour sa montée en
température.
Par définition, un échangeur de chaleur est un appareil qui permet de
transférer un flux de chaleur d’un fluide chaud à un fluide froid à travers une
paroi. Il existe plusieurs types d’échangeurs de chaleur à savoir : les
échangeurs à plaques, les échangeurs à double tubes concentriques co-courant
ou contre-courant, les échangeurs à faisceau tubulaire et à calandre, les
échangeurs spiraux, les échangeurs serpentins…Ceux utilisés dans la
conception du four de laboratoire sont semblables aux trois derniers.
4.4.3.1. Echangeur des murs
Il est interposé entre les deux couches des parois dans l’espace aménagé
pour le joint, d’une épaisseur de 25 mm. Il occupe deux parois latérales (sans
la face de la porte et celle qui lui est opposée), une partie de la sole et au
niveau de la voûte. Il est composé de nourrices supérieures, de nourrices
inférieures, et des tubes traverses intermédiaires. Il fonctionne donc comme
un faisceau tubulaire. Les dimensions de cet échangeur dépendront de
l’architecture du four (sans aucun calcul thermique) vu notre niveau d’étude.
Chapitre 4
Amélioration du four PL et mise au point du four de
laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 48
Nous disposons de deux sortes d’échangeurs qui sont les échangeurs internes
et les échangeurs externes :
- Les échangeurs internes
Ils sont juxtaposés aux briques réfractaires à l’intérieur du four.
Au niveau des 2 faces latérales, en considérant N comme le nombre de
faces, l la longueur interne de chaque traverse et e le nombre de traverses, on
trouve la longueur L des traverses de 10/12 par la formule L = N.l.e, soit 𝐿 =
2 × (1000 × 8) = 𝟏𝟔 𝟎𝟎𝟎 𝒎𝒎. Par la même formule, on trouve que la
longueur des 2 nourrices de 20/27 vaut 4000 mm.
En ce qui concerne la voûte, la longueur de l’arc intérieur est 𝐿 =
𝑅. 𝛼, où R est le rayon de cercle et 𝛼 l’angle orienté, soit L = 1 120 mm × 𝜋/2 =
1 760 mm. Par suite, la longueur des huit (08) traverses de 10/12 vaut L=
14 080 mm. Par rapport aux deux nourrices de 2O/27, la longueur vaut 𝑳 =
𝟐𝟎𝟎𝟎 𝒎𝒎 et cette valeur est également valable pour les nourrices 20/27
utilisées au niveau de la sole.
Par rapport à la sole, la longueur des 8 traverses de 10/12 vaut
L= 1 000mm × 𝟖 = 8 000 mm
- Les échangeurs externes
Ils sont interposés entre les deux couches de briques réfractaires dans
l’espace aménagé pour le joint, d’une épaisseur de 25 mm
Au niveau des 2 faces latérales, en considérant N comme le nombre de
faces, l la longueur interne de chaque traverse et e le nombre de traverses, on
trouve la longueur L des traverses de 10/12 par la formule L = N.l.e, soit 𝐿 =
Chapitre 4
Amélioration du four PL et mise au point du four de
laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 49
2 × (1250 × 8) = 𝟐𝟎𝟎𝟎𝟎 𝐦𝐦. Par la même formule, on trouve que la
longueur des 2 nourrices de 20/27 vaut 5600 mm.
En ce qui concerne la voûte, la longueur de l’arc extérieur E est
𝐿 = 𝑅. 𝛼, où R est le rayon de cercle et 𝛼 l’angle orienté, soit L = (1 120 + 100 +
25) mm × 𝜋/2 = 1 956 mm. Par suite, la longueur des huit (08) traverses de
10/12 vaut L= 15 648 mm. Par rapport aux deux nourrices de 2O/27, la
longueur vaut 𝑳 = 𝟐𝟖𝟎𝟎 𝒎𝒎 .
4.4.3.2. L’échangeur de la cheminée
Comme nous avons précédemment dit, les échangeurs seront de deux
sortes à savoir les échangeurs horizontaux (sortie des deux trous de la
cheminée) et les échangeurs verticaux. Ils seront en tubes serpentins (à spires
jointives) de diamètres intérieurs respectifs 114 mm (par enroulement des
tuyaux de 20/27 sur une longueur de 600 mm) et 200 mm (par enroulement
des tuyaux de 26/34 sur une longueur de 1500 mm).
Au niveau de l’échangeur de la cheminé de diamètre 114 mm, le
diamètre extérieur est D = 114 mm + 2 × 27 mm = 168 mm ; le périmètre
extérieur vaut P= 168 mm × 𝜋 = 527,52 mm et par suite, le nombre de spires
sur une longueur de 600 mm est N= 600 mm ÷ 27 = 22,22 spires. Par
conséquent, la longueur des tuyaux de 20/27 pour faire les 2 tubes de sortie de
fumées vaut L= 2 N × P = 23 442,99 mm.
Pour l’échangeur de la cheminé de diamètre 200 mm, le diamètre
extérieur est D = 200 mm + 2 × 34 mm = 268 mm ; le périmètre extérieur
vaut P= 268 mm × 𝜋 = 841,52 mm et par suite, le nombre de spires sur une
longueur de 1500 mm est N= 1500 mm ÷ 34 = 44,12 spires. Par conséquent,
la longueur des tuyaux de 26/34 vaut L= N × P = 37 125,34 mm.

Chapitre 4
Amélioration du four PL et mise au point du four de
laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 50
4.4.3.3. Les déflecteurs
Pour s’assurer de la production effective de la vapeur d’eau surchauffée
pouvant atomiser le pétrole, il est prévu un surchauffeur (déflecteur) sur le
circuit de la vapeur d’eau. Ce surchauffeur est aussi un échangeur de chaleur
mais de forme différente que les précédents. En effet, chaque foyer dispose
d’un déflecteur qui permet d’orienter la flamme de façon à la renverser. Ainsi,
pour ce four de laboratoire nous adoptons des déflecteurs (en forme de « saut
de ski ») qui seront construits comme des échangeurs muraux, couverts de
feuilles de tôle, dans lesquels circulera la vapeur d’eau quittant la cheminée.
Figure 4.2 : Disposition des déflecteurs dans le four 2
Chaque déflecteur aura 8 traverses et 2 nourrices sur une longueur La =
600 mm et sur une largeur l = 200 mm à l’intérieur du four.
Pour les échangeurs de chaque déflecteur, la longueur des 8 traverses de
10/12 vaut L= 2× (200 × 8) = 3 200 mm et celle des nourrices de 20/27 est
L= 2× (600 × 2) = 2400 mm.
Four
+
Feuille de tôle
h
Surchauffeur
l
La
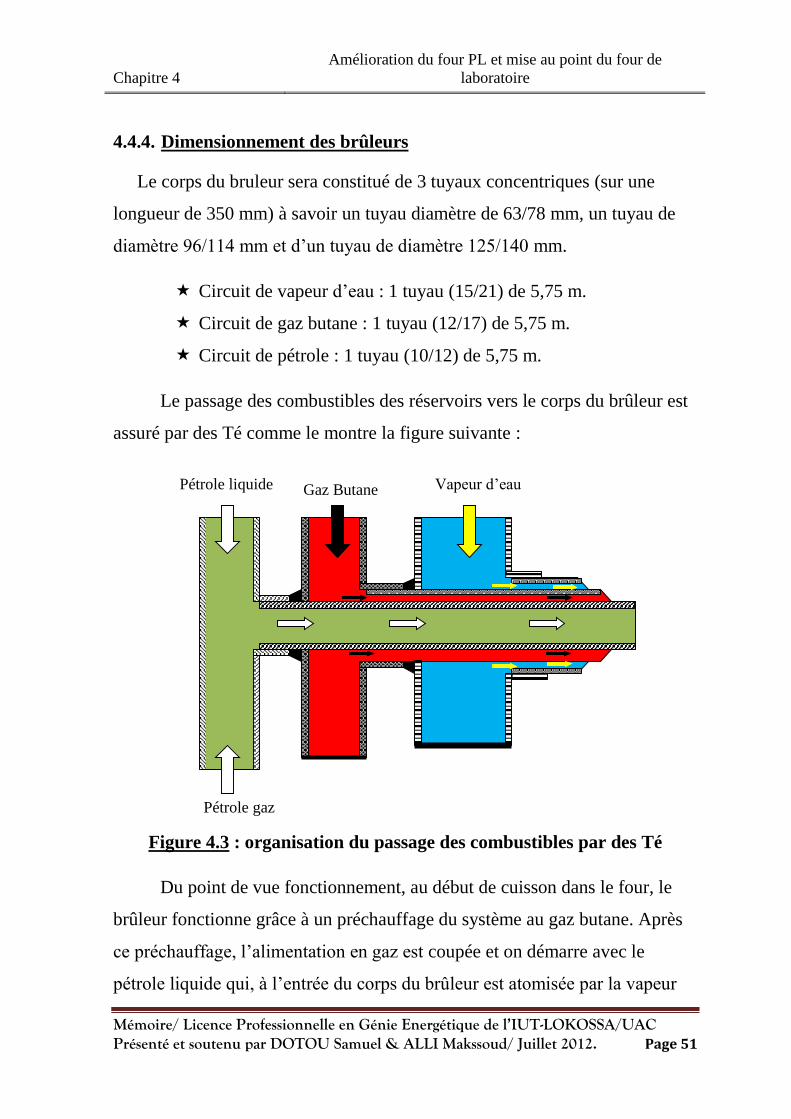
Chapitre 4
Amélioration du four PL et mise au point du four de
laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 51
4.4.4. Dimensionnement des brûleurs
Le corps du bruleur sera constitué de 3 tuyaux concentriques (sur une
longueur de 350 mm) à savoir un tuyau diamètre de 63/78 mm, un tuyau de
diamètre 96/114 mm et d’un tuyau de diamètre 125/140 mm.
Circuit de vapeur d’eau : 1 tuyau (15/21) de 5,75 m.
Circuit de gaz butane : 1 tuyau (12/17) de 5,75 m.
Circuit de pétrole : 1 tuyau (10/12) de 5,75 m.
Le passage des combustibles des réservoirs vers le corps du brûleur est
assuré par des Té comme le montre la figure suivante :
Figure 4.3 : organisation du passage des combustibles par des Té
Du point de vue fonctionnement, au début de cuisson dans le four, le
brûleur fonctionne grâce à un préchauffage du système au gaz butane. Après
ce préchauffage, l’alimentation en gaz est coupée et on démarre avec le
pétrole liquide qui, à l’entrée du corps du brûleur est atomisée par la vapeur
Vapeur d’eau
Pétrole gaz
Pétrole liquide Gaz Butane
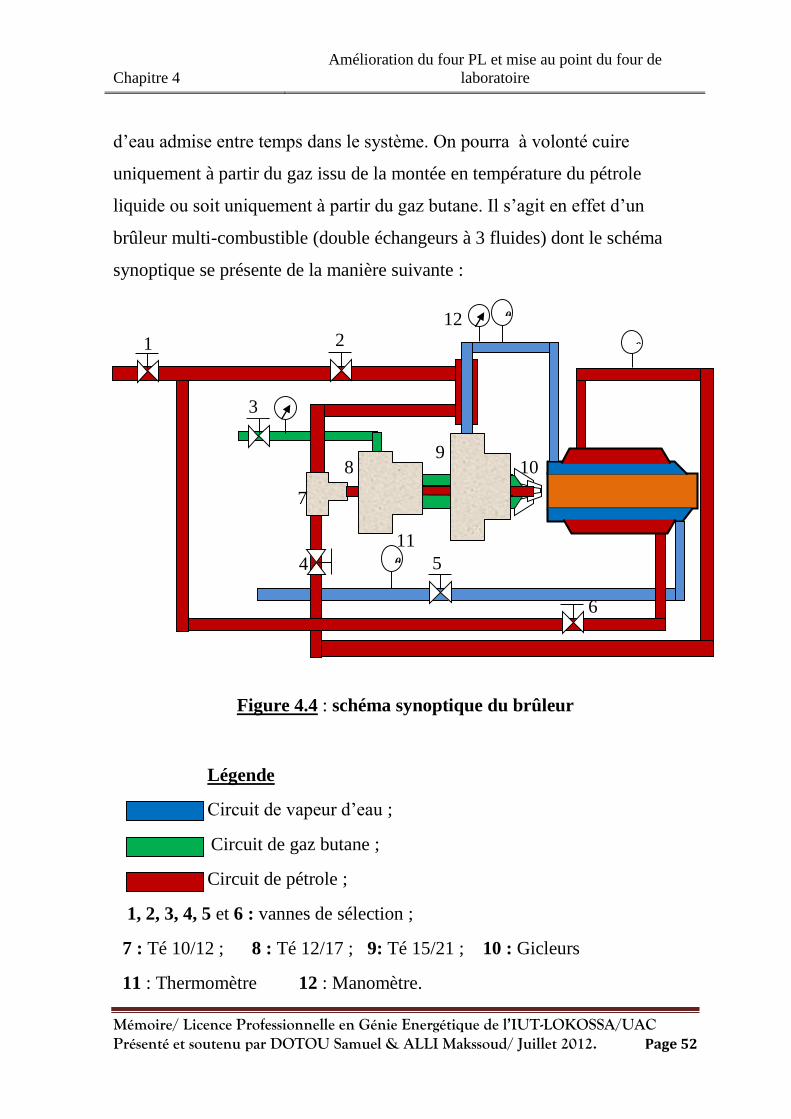
Chapitre 4
Amélioration du four PL et mise au point du four de
laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 52
d’eau admise entre temps dans le système. On pourra à volonté cuire
uniquement à partir du gaz issu de la montée en température du pétrole
liquide ou soit uniquement à partir du gaz butane. Il s’agit en effet d’un
brûleur multi-combustible (double échangeurs à 3 fluides) dont le schéma
synoptique se présente de la manière suivante :
Figure 4.4 : schéma synoptique du brûleur
Légende
Circuit de vapeur d’eau ;
Circuit de gaz butane ;
Circuit de pétrole ;
1, 2, 3, 4, 5 et 6 : vannes de sélection ;
7 : Té 10/12 ; 8 : Té 12/17 ; 9: Té 15/21 ; 10 : Gicleurs
11 : Thermomètre 12 : Manomètre.
10
12
11
9
7
2
6
5 4
1 𝜽
𝜽
𝜽
3
8
Chapitre 5 Construction et fonctionnement du four PL de laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 53
5.1. Construction du four
Avant le début des travaux de construction, il était question de sillonner
les quincailleries afin de faire une mise au point des matériaux. En fonction
des matériaux trouvés sur le marché, des modifications successives ont été
apportées sur le dimensionnement.
En effet, la réalisation du four PL de laboratoire concerne la
construction du cadre du four, des 2 brûleurs, des 2 déflecteurs, de la
cheminée, la porte et des échangeurs de chaleurs. Cependant, en raison de
l’important retard accumulé dans la mobilisation du matériel et de
l’épuisement du temps imparti au travail de fin d’études, jusqu’à présent nous
n’avons construit que la structure du four (cadre) et la porte malgré notre
volonté d’aller au bout des travaux.
5.1.1. Construction du cadre du four
La structure du four est construite en deux parties indépendantes les unes
des autres pour la mobilité :
- la partie regroupant le cadre de la sole et les pieds du four en un seul
ensemble ;
- une autre partie composée de la voûte et du support des réservoirs ;
Ces deux parties sont reliées par 4 traverses verticales visées chacune sur
chaque sommet du cadre de la sole et du cadre haut.
D’une manière générale, les travaux ont commencé par la découpe des
4 barres de fers corniers de 80/8 (réceptionnées en début des travaux) suivant
les dimensions extérieures du four afin de former le cadre de la sole, du
réservoir ainsi qu’à l’obtention des traverses verticales. Après avoir percé des
Chapitre 5 : Construction et fonctionnement du four PL de laboratoire.
Chapitre 5 Construction et fonctionnement du four PL de laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 54
trous de diamètre 20 mm pour le vissage des traverses, les cadres furent
formés par soudure des fers coupés.
5.1.2. Construction de la porte
Avant la réalisation de la porte, un support constitué de deux traverses
est construit pour la fixation des gons de la porte et la mise en place de la
serrure de la porte. Du fait de la mobilité du four, ces deux traverses sont
visées sur les cadres (inférieur et supérieur) du four. (Voir annexe 4.4)
5.2. Fonctionnement général du four
5.2.1. Circuit de l’eau
L’eau descend par gravité du fût, arrive au niveau des nourrices
supérieures de la voûte, passe par les traverses en forme d’arc de la voûte et
continue son chemin jusqu’aux nourrices inférieures. Elle arrive ensuite dans
les nourrices supérieures des deux faces latérales du four, passe par les
traverses verticales et arrive au niveau des nourrices inférieures. Au cours de
ce trajet, elle subit au niveau des échangeurs extérieurs un 1er échange de
chaleur.
Après cet échange, « la vapeur d’eau » est admisse dans les tubes en
serpentins de la cheminée, traverse les échangeurs horizontaux et l’échangeur
vertical de la cheminée : c’est le 2ème échange de chaleur.
Par la suite, elle s’achemine vers les échangeurs internes et fait le même
trajet que celui décrit dans le premier paragraphe. Après ce trajet, l’eau passe
par les échangeurs de la sole et subit pendant le trajet un 3ème échange de
chaleur. Elle passe enfin par les échangeurs des déflecteurs avant de regagner
le brûleur en face du déflecteur pour vaporiser le PL.
Chapitre 5 Construction et fonctionnement du four PL de laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 55
5.2.2. Circuit de pétrole
Après sa sortie du fût, le pétrole quant à lui passe par les échangeurs du
déflecteur avant d’aller au brûleur où elle est fragmentée en de fines
gouttelettes par la vapeur d’eau avant l’enclenchement de la combustion.
Chapitre 6 Théorie du Calcul thermique du four PL de laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 56
Introduction
L’un des objectifs de notre travail réside dans la maîtrise de la
répartition de la chaleur dans le four. Pour ce faire, le présent chapitre sera
consacré à l’étude des échanges de chaleur dans le four.
6.1. Processus d’échange thermique dans les fours
Les échanges thermiques dans les fours sont de deux types :
- Les échanges externes caractérisés par le processus d’échange entre
le porteur de chaleur (flamme, gaz) ou une source d’énergie
rayonnante (arc électrique, résistances) et la surface de chauffe ;
- Les échanges internes mis en évidence par l’échange de chaleur à
l’intérieur du corps (solide, liquide, gazeux) chauffé.
Trois modes de transfert,à savoir le rayonnement, la convection et la
conduction peuvent séparément ou simultanément avoir lieu. Cependant, la
conduction dans les échanges externes et le rayonnement dans les échanges
internes ne jouent pas le rôle du type d’échange thermique prédominant.
Ainsi, dans les échanges externes, les régimes caractéristiques sont :
* le régime de rayonnement (orienté direct et orienté indirect) ;
* le régime de convection.
Dans les échanges internes, les régimes caractéristiques sont les
suivants:
* le régime de conduction ;
* le régime de convection.
Chapitre 6 : Théorie du calcul thermique du four PL de laboratoire.
Chapitre 6 Théorie du Calcul thermique du four PL de laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 57
Afin de déterminer un modèle adéquat, nous devons identifier le type
de four conçu par l’intermédiaire du régime de transfert mis en place. Pour ce
faire, une connaissance des régimes et des conditions de fonctionnement des
différents fours existants s’avère nécessaire.
6.1.1. La Convection
Le régime de convection est applicable aux fours qui fonctionnent à une
température inférieure à la température d’inflammation du combustible.
Le domaine d’application du régime de fonctionnement convectif des
fours est assez limité. Le plus souvent, ce régime est employé dans les
installations de séchage à destination technologique variée, fonctionnant aux
températures qui ne dépassent pas 400°C. On peut de ce fait penser que notre
four en étude qui fonctionne à des températures allant à 1000°C et au-delà,
n’est pas exactement de type à convection.
6.1.2. Le Rayonnement
Nous distinguons deux orientations pour le rayonnement :
le rayonnement orienté direct largement répandu pour le chauffage des
pièces minces ou massives ;
le rayonnement orienté indirect aussi largement utilisé sauf dans le cas
où la température de la surface à chauffer se rapproche de la
température limite admissible du briquetage et sauf également le cas du
chauffage de corps massif dont l’éclairement uniforme de la surface à
chauffer est difficile à obtenir.
Dans les fours où le rayonnement est l’un des modes de transfert, il est
recommandé de supposer qu’il y existe deux zones :
- la zone représentant celle d’échange de chaleur au voisinage de la
surface en céramique entre la couche de combustible en combustion
et cette surface ; on peut considérer que cette couche ne participe
Chapitre 6 Théorie du Calcul thermique du four PL de laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 58
pratiquement pas à l’échange de chaleur entre la surface à chauffer
et les autres éléments du four. Conventionnellement, cette zone
représente le générateur de chaleur ;
- la deuxième zone du four proprement dite, est celle d’échange entre
la surface de céramique, la surface à chauffer, et les autres éléments
de la voûte en présence d’un milieu absorbant le rayonnement.
Ce milieu possède une certaine température intermédiaire entre la
température du mélange en combustion et la température de la surface à
chauffer.
Une telle représentation est conventionnelle et semble cependant
répondre aux conditions concrètes de fonctionnement de tels fours, tant que la
température du mélange en combustion est essentiellement différente de celle
de l’atmosphère des gaz du four.
6.2. Régime des tempérarures
Conformément au second principe de la thermodynamique, la forme
généralisée dans le processus d’échange de chaleur est représentée par une
différence de potentiels ou différence des températures. La transformation
dans le temps d’un champ en un autre caractérise le régime de ce champ ( 𝝏𝑻
𝝏𝒕
en degré/heure). L’égalité des températures dans le système indique
l’absence des échanges thermiques et caractérise l’état d’équilibre
thermodynamique. La constance du champ des températures dans le temps
( 𝝏𝑻
𝝏𝒕 = 0) caractérise un état stationnaire.
Le régime des températures s’observe en trois étapes :
l’étape de la montée des températures dont le début correspond à
celui de la mise à feu des brûleurs ;
l’étape de plein palier où le régime de chauffe ne varie plus ;
et l’étape de refroidissement où les brûleurs sont éteints.

Chapitre 6 Théorie du Calcul thermique du four PL de laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 59
6.2.1. Phase de montée en température
A l’instant 𝑡, la montée de température est caractérisée par la relation :
Φ =Δ𝑄
Δ𝑡= 𝑐.𝑚.
Δ𝑇
Δ𝑡 𝑒𝑛 𝑊𝑎𝑡𝑡 (6.1)
Où :
Q Tmc .. quantité de chaleur reçue par la matière à cuire 𝑒𝑛 𝐽𝑜𝑢𝑙𝑒
c chaleur spécifique de la matière à cuire 𝑒𝑛 𝐽/𝑘𝑔 ;
m = masse de la matière 𝑒𝑛 𝑘𝑔 ;
différence de température 𝑒𝑛 𝐾𝑒𝑙𝑣𝑖𝑛 ;
Δ𝑡 = variation de temps ;
puissance de chaleur .
A l’intérieur du four, le phénomène de convection entre les parois du four
et les combustibles liquides brûlés est caractérisé par l’expression :
𝑄 = ℎ. 𝑆. (𝑇0 − 𝑇𝑝𝑖) 𝑒𝑛 𝐽𝑜𝑢𝑙𝑒 (6.2)
Où :
𝑆 = surface de la paroi 𝑒𝑛 𝑚2 ;
𝑇𝑝𝑖 = température de la paroi intérieure 𝑒𝑛 𝐾𝑒𝑙𝑣𝑖𝑛 ;
𝑇0 = température du fluide 𝑒𝑛 𝐾𝑒𝑙𝑣𝑖𝑛 ;
ℎ = coefficient d’échanges superficiels 𝑒𝑛 𝐽/𝑚2𝐾 .
Pendant ce temps, les températures locales varient en fonction du
temps, cela signifie que l’équilibre thermique peut être alors qualifié de
transitoire.
6.2.2. Phase de palier
Pendant le palier, à l’intérieur du four, il y a uniquement le transfert par
conduction. Ce phénomène est exprimée par la relation :
Φ = 𝑐.𝑚.Δ𝑇
Δ𝑡 𝑒𝑛 𝑊𝑎𝑡𝑡 (6.3)

Chapitre 6 Théorie du Calcul thermique du four PL de laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 60
A l’extérieur du four, il est observé le phénomène de transfert par
convection à partir des parois du four vers l’air ambiant exprimée par la
relation :
𝑄 = ℎ. 𝑆. (𝑇𝑝𝑒 − 𝑇𝑎𝑖𝑟) 𝑊𝑎𝑡𝑡 (6.4)
Avec :
𝑇𝑝𝑒 = température sur la paroi extérieure du four ;
𝑇𝑎𝑖𝑟 = température de l’air ambiant ;
ℎ = coefficient d’échange par convection 𝑊/𝑚2. 𝐾 ;
𝑆 = surface d’échange entre parois du four et air ambiant. 𝑚2
Au niveau de la sole, il se produit aussi le phénomène de transfert par
conduction.
6.2.3. Phase de refroidissement
Après l’arrêt du feu, tant que la température à l’intérieur du four est
supérieure à celle de l’extérieur, les échanges sont toujours dirigés de
l’intérieur du four vers l’extérieur. Ils cesseront seulement dès que les
conditions intérieures égaleront celles extérieures. Nous allons avoir un
processus tel que :
𝑄 = ℎ. 𝑆. (𝑇𝑖 − 𝑇𝑒) − 𝑐.𝑚. 𝛥𝑇 = 0 (6.5)
Soit ℎ. 𝑆(𝑇𝑖 − 𝑇𝑒) = 𝑐.𝑚. Δ𝑇 (6.6)
Ce phénomène s’observe au niveau des parois du four et des produits à
cuire. Au niveau de la paroi du four en contact avec la terre (sole), les
produits à cuire vont libérer une chaleur qui sera transportée par conduction à
travers la maçonnerie et le socle en béton. Le phénomène est exprimé par la
relation :
𝑐.𝑚.𝑑𝑇
𝑑𝑡= −𝑆. 𝜆.
𝑑𝑇
𝑑𝑥 (6.7)
Où :
Chapitre 6 Théorie du Calcul thermique du four PL de laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 61
𝑑𝑥 : épaisseur de la maçonnerie ;
𝜆 : conductivité thermique des briques de la sole 𝑒𝑛 𝑊/𝑚.𝐾 ;
𝑆: surface d’échange
6.3. Bilan énergétique du four
6.3.1. Quelques hypothèses simplificatrices
Pour simplifier l’étude des échanges thermiques à l’intérieur du four
nous avons admis les hypothèses simplificatrices suivantes :
- la température, paramètre le plus important en terme d’exploitation et
d’utilisation reste la même partout à l’intérieur du four mais croît
(montée), devient constante (palier) , et diminue (refroidissement)
comme nous venons de l’expliquer plus haut ;
- les produits à cuire sont de formes régulières ;
- les parois du four ont des températures uniformes ;
- les produits à cuire reçoivent la même intensité de chaleur.
Il est proposé un modèle du régime de températures qui caractérise la
montée et le palier. Ce qui permet de déterminer à n’importe quel instant la
valeur moyenne de la tempérarure à l’intérieur du four .
L’équation qui explique ce régime de températures se traduit par le
bilan énergétique.
6.3.2. Bilan énergétique
Quel que soit le four, l’objectif est de fournir aux produits une quantité
de chaleur déterminée par :
- sa température initiale ou température d’enfournement ;
- la température finale désirée ou température de défournement ;
- la masse des produits à chauffer ;
Chapitre 6 Théorie du Calcul thermique du four PL de laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 62
- la chaleur massique des produits et, s’il a lieu, les chaleurs de
transformation durant la montée en température.
Le flux de chaleur traversant le volume du four (limité par la surface totale
de l’enveloppe) pendant un temps infiniment petit 𝑑𝑡 est celui provenant du
brûleur diminué des déperditions (parois et fumées à la cheminée).
Cette énergie, donnée par le flux de chaleur dans l’enceinte, permet de
faire varier l’énergie interne du gaz (air) contenu dans l’enceinte de volume V
Le bilan énergétique peut s’écrire sous la forme :
𝑭(𝑻𝒎 − 𝑻). 𝒅𝒕 = 𝝆. 𝑪𝒑. 𝑽. 𝑻(𝒕 + 𝒅𝒕) − 𝑻(𝒕) (6.8)
avec :
𝑭 : variable qui dépend du 𝑃𝐶𝐼 ( pouvoir calorifique inférieur) du
pétrole, de l’état de la vapeur d’eau, et de l’état de l’air admis ;
𝑻𝒎 : température maximale de palier atteinte par les gaz chauds à
l’intérieur du volume 𝑉 𝑒𝑛 °𝐾 ;
𝑇 = 𝑻(𝒕): température instantatnée des gaz chauds ;
𝝆 : masse volumique du gaz dans 𝑉 𝑒𝑛 𝑘𝑔/𝑚3 ;
𝑪𝒑: chaleur spécifique du gaz dans 𝑉 𝑒𝑛 𝐽/𝑘𝑔. 𝐾 ;
𝑉: volume de l’enceinte du four (intérieur) 𝑒𝑛 𝑚3 ;
𝑻(𝒕 + 𝒅𝒕): température à l’instant 𝒕 + 𝒅𝒕.
La variable 𝑭 peut être réécrite en fonction des puissances 𝑃𝐵 et
𝑃𝑃 sous forme de :
𝐹 = 𝑃𝐵 − 𝑃𝑃 (6.9)
Avec :
𝑃𝐵: Puissance du feu émise par le brûleur,
𝑃𝑃 ∶ Puissance évacuée en pertes.
𝐹. (𝑇𝑚 − 𝑇). 𝑑𝑡 = 𝜌. 𝐶𝑝. 𝑉. 𝑑𝑇 (6.10)

Chapitre 6 Théorie du Calcul thermique du four PL de laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 63
⟹𝐹.(𝑇𝑚−𝑇)
𝜌.𝐶𝑝.𝑉=
𝑑𝑇
𝑑𝑡 (6.10.a)
Soit 𝒅𝑻
𝑻−𝑻𝒎= −
𝑭
𝝆.𝑪𝒑.𝑽𝑑𝑡 (6.10.b)
En intégrant la relation (6.12.b) par rapport au temps, nous pouvons
avoir accès à l’évolution de la température dans le four. En effet, nous avons :
𝐥𝐧 𝑻 − 𝑻𝒎 = −𝑭.𝒕
𝝆.𝑪𝒑.𝑽+ 𝒄 où c est une constante. (6.11)
A 𝑡 = 0, 𝑇 = 𝑇0 et 𝑐 = ln(𝑇0 − 𝑇𝑚)
Par suite,
ln 𝑇 − 𝑇𝑚 = −𝐹.𝑡
𝜌.𝐶𝑝.𝑉+ ln(𝑇0 − 𝑇𝑚) (6.11.a)
⟹ ln𝑇−𝑇𝑚
𝑇0−𝑇𝑚= −
𝐹.𝑡
𝜌.𝐶𝑝.𝑉 (6.11.b)
𝑇−𝑇𝑚
𝑇0−𝑇𝑚= exp (−
𝐹.𝑡
𝜌.𝐶𝑝.𝑉) (6.11.c)
𝑇(𝑡) = 𝑇𝑚 + (𝑇0 − 𝑇𝑚). 𝑒𝑥𝑝 (−𝐹.𝑡
𝜌.𝐶𝑝.𝑉) (6.12)
Si le rapport 𝜏 =𝜌.𝐶𝑝.𝑉
𝐹 est égal à une Constante, alors :
𝑻(𝒕) = 𝑻𝒎 − (𝑻𝒎 − 𝑻𝟎). 𝒆𝒙𝒑 (−𝒕
𝝉) (6.13)
Où 𝑇0 est prise égale à la température au temps t = 0 du lancement du feu dans
le four.
6.3.3. Rendement énergétique du four
Le rendement 𝑟 d’un four est le rapport de l’énergie utile 𝑄𝑢 à
l’énergie 𝑄 qu’il faut fournir au four sous forme de combustible.
En appelant 𝑄𝑝 les diverses pertes thermiques, il vient :
𝑄 = 𝑄𝑢 + 𝑄𝑝 (6.14)
et 𝒓 =𝑸𝒖
𝑸=
𝑸−𝑸𝒑
𝑸 𝑒𝑛 % (6.15)

Chapitre 6 Théorie du Calcul thermique du four PL de laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 64
Le terme 𝑄𝑝 comprend :
- les pertes par les fumées 𝑄𝑓 ;
- les pertes par les parois 𝑄𝑣 ;
- l’énergie nécessaire au réchauffage des parois 𝑄𝑚𝑣 ;
- les pertes par les ouvertures des portes 𝑄𝑒 .
Il y a lieu de déterminer ces pertes afin de calculer le rendement du four.
6.3.3.1. Les pertes par les fumées
Les pertes par les fumées s’écrivent :
𝑸𝒇 = 𝑽𝒇. 𝑪𝒑𝒇. 𝑻𝒇 (6.16)
Avec : 𝑇𝑓: la température de sortie des fumées (en °C) ;
𝑉𝑓: le volume des fumées (en Nm3/kg) ;
𝐶𝑝𝑓: la capacité thermique volumique moyenne à pression constante
dans l’intervalle de température 0°C à 𝑇𝑓.
6.3.3.2. Les pertes par les parois
Dans les fours continus, en régime thermique établi, on applique pour les
parois planes (murs, sole, voûte) la relation :
𝑸𝒗 = 𝑲. 𝑺. (𝑻𝒊 − 𝑻𝒆) (6.17)
Avec :
𝑲 =𝟏
𝟏
𝒉𝒆+∑
𝒆𝒊𝝀𝒊
(6.18)
𝑒𝑖: épaisseur des 𝑖 couches successives de réfracteurs ou
d’isolants 𝑒𝑛 𝑚 ;
𝜆𝑖: conductivité thermique des 𝑖 couches successives de réfracteurs ou
d’isolants ;
ℎ𝑒 : coefficient d’échange de la paroi externe avec l’ambiance ;
𝑇𝑖 : température de la paroi interne du four ;
Chapitre 6 Théorie du Calcul thermique du four PL de laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 65
𝑇𝑒 : température externe ambiante ;
S : surface externe du four.
Les pertes par les parois calculées de cette façon sont dans le cas général
légèrement majorées pour tenir compte des effets de bords et d’angles où les
déperditions peuvent être sensiblement plus importantes que celles calculées
pour un mur plan. Cette majoration ne dépasse pas 10 à 15 % de la valeur
obtenue par le calcul.
6.3.3.3. L’énergie nécessaire au réchauffage des parois
Le calcul de l’énergie nécessaire au réchauffage des parois Qmv demande
la connaissance de la distribution de température dans les parois lorsque
l’équilibre thermique est atteint, ainsi que celle des caractéristiques physiques,
à la température considérée, des matériaux composants ces parois. Pour
chacun des composants des parois, on a :
𝑸𝒎𝒗𝒊 = 𝑴𝒊. 𝑪𝒊. (𝑻𝒇 − 𝑻𝒊) (6.19)
𝑀𝑖 : masse du matériau considéré ;
𝐶𝑖 : capacité thermique massique du matériau considéré ;
𝑇𝑖 𝑒𝑡 𝑇𝑓: températures initiales et finales du matériau.
- 𝐶𝑖 étant le plus souvent fonction de la température, on prendra la valeur
moyenne entre 𝑇𝑖 𝑒𝑡 𝑇𝑓 ;
- Les températures 𝑇𝑖 𝑒𝑡 𝑇𝑓 variant dans l’épaisseur de la paroi, on
prendra les valeurs moyennes entre les deux faces de la paroi.
Les fours continus étant assez peu souvent arrêtés et refroidis, l’énergie
utilisée durant les périodes de mise en température est souvent négligeable
dans le bilan global d’exploitation.
Chapitre 6 Théorie du Calcul thermique du four PL de laboratoire
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 66
D’une façon générale, le calcul du rendement se fait sur une base
horaire ; la chaleur utile 𝑄𝑢 et les pertes 𝑄𝑣 et 𝑄𝑒 seront déterminées sur une
heure.
Pour un four, nous distinguons le rendement de combustion et le
rendement en exploitation. Le rendement de combustion (application à la
combustion du PL) sera traité en annexe de ce document.
6.3.4. Rendement en exploitation
En exploitation les conditions sont variables :
- le four n’est pas utilisé en permanence à sa production maximale ;
- certaines installations fonctionnent d’une façon discontinue.
Cela entraîne une consommation énergétique qui peut être sensiblement
supérieure à celle obtenue lors d’un essai limité dans le temps. On utilise alors
la notion de consommation spécifique Cs qui est le rapport de l’énergie totale
utilisée pendant une période donnée (par exemple un mois) à la quantité de
produit chauffé ou traité durant la même période :
𝑪𝒔 =é𝒏𝒆𝒓𝒈𝒊𝒆 𝒄𝒐𝒏𝒕𝒆𝒏𝒖𝒆 𝒅𝒂𝒏𝒔 𝒍𝒆 𝒄𝒐𝒎𝒃𝒖𝒔𝒕𝒊𝒃𝒍𝒆
𝒎𝒂𝒔𝒔𝒆 𝒅𝒆 𝒑𝒓𝒐𝒅𝒖𝒊𝒕𝒔 𝒄𝒉𝒂𝒖𝒇𝒇é𝒔 (6.20)
Chapitre 7 Impacts de la réalisation du four PL
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 67
Comme tout travail de réalisation, le four réalisé a des impacts qu’ils
soient directs ou indirects. Dans son concept de four de laboratoire, ces
impacts concernent surtout le niveau didactique. Si ce four venait à être
vulgarisé, les impacts s’aperçoivent à deux niveaux : au niveau socio-
économique et du développement humain, et au niveau environnemental.
7.1. Impacts au niveau pédagogique
Le four réalisé permettra sur le plan pédagogique aux étudiants de
consolider leur savoir dans le domaine des échanges thermiques et surtout
d’avoir une notion assez claire du rôle des échangeurs de chaleur. C’est dire
donc que le four sera dans cette dénomination consacré à des expériences en
laboratoire et limitera ainsi le manque de matériels auxquels nos
établissements sont confrontés dans les recherches.
7.2. Impacts au niveau socio-économique et du développement humain
Lorsque le four à pétrole lampant atomisé à la vapeur d’eau est
vulgarisé, il engendrera des conséquences au plan économique et dans
l’amélioration des conditions de vie et de travail des utilisateurs
(développement humain).
Ces impacts seront perçus sur deux niveaux, c’est-à-dire les impacts
directs et la rentabilité économique à moyen et long termes.
7.2.1. Impacts directs
Les conséquences directes sont essentiellement liées :
à la création d’emploi lors de la réalisation, la fourniture de matériel et
de prestation de services qui s’ensuivent par les entreprises locales ;
Chapitre 7 : Impacts de la réalisation du four PL.
Chapitre 7 Impacts de la réalisation du four PL
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 68
à la transformation des habitudes de la population riveraine à travers la
réalisation de petites activités économiques.
En effet, pendant la construction et l’exploitation de l’équipement, il y
aura des activités économiques qui vont se créer : vente de nourriture,
transport, communication, et diverses prestations de services.
7.2.2. Au niveau de la rentabilité économique
En termes de rentabilité économique, il s’agit :
de la réduction du taux de chômage car la production et la
commercialisation des matériaux céramiques engendreront l’emploi des
jeunes ;
des nouvelles techniques de production qui apporteront inévitablement
un changement socio-économique positif au développement régional.
7.3. Impacts environnementaux
La plupart des problèmes environnementaux sont dus aux activités
humaines et trouvent leur origine dans la production, la transformation, le
transport et l’utilisation finale de l’énergie.
En effet, lors de l’exploitation du four PL pour la fabrication de produits
céramiques, nous assisterons à des émissions dans l'air, dans l'eau, dans le
sol (déchets) et des émissions de bruit.
7.3.1. Emissions dans l’air
Les émissions dans l’air concernent le rejet dans l’atmosphère des
particules/poussières, de la suie, … En effet, le traitement des argiles et
autres matières premières céramiques conduit inévitablement à la formation
de poussières en particulier, dans le cas de matières sèches. Le séchage
(notamment le séchage par atomisation), la fragmentation (concassage,
broyage), le criblage, le mélange et le convoyage peuvent tous provoquer le
soulèvement de fines poussières, ce qui demande un équipement de
Chapitre 7 Impacts de la réalisation du four PL
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 69
dépoussiérage. Des poussières se forment également au cours de la décoration
et de la cuisson des céramiques, et pendant les opérations d'usinage ou de
finition effectuées sur les céramiques cuites. La poussière est l'un des
principaux polluants, en termes quantitatifs, produits par les procédés
céramiques.
A tout cela s’ajoute le rejet des gaz de combustion qui contribue à la
dégradation de l’environnement par la présence des gaz à effet de serre (CO2,
H2O etc.) et dont l’impact sur l’environnement est local, régional et mondial.
Ces émissions gazeuses concernent : le dioxyde de souffre et autres composés
de souffre SOx (SO2 principalement), les oxydes d’azote (NOx) et autres
composés de l'azote, le monoxyde de carbone et le dioxyde de carbone (CO et
CO2), les Composés Organiques Volatils (COV), les métaux et leurs
composés, le chlore et ses composés.
Cependant, le choix du pétrole lampant comme combustible apparait
paradoxalement comme une solution au problème de l’émission de CO2 qui,
faut-il le rappeler demeure le principal GES. En effet, en développant un autre
combustible autre que le bois, le couvert végétal va s’agrandir et bien se
développer. Or, les végétaux absorbent une partie du CO2 de l’atmosphère au
cours de la photosynthèse ; donc plus ces végétaux seront nombreux et moins
il y a aura de CO2 dans l’atmosphère. Par ailleurs, la très faible teneur en
soufre dans le pétrole lampant limite les émissions de dioxyde de soufre
(SO2) à un niveau extrêmement bas.
7.3.2. Emissions dans l’eau
Par rapport aux émissions dans l’eau, il faut noter qu’il s’agit
principalement des matières en suspension (argiles, frittes et silicates
insolubles en général, des anions dissous (sulfates), des métaux lourds
en suspension et dissous (plomb et zinc par exemple), de bore en
Chapitre 7 Impacts de la réalisation du four PL
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 70
petites quantités et des traces de matière organique (colles utilisées
dans les opérations d’émaillages).
7.3.3. Déchets de production
Les déchets engendrés par la fabrication des produits céramiques sont
essentiellement constitués de différents types de boues, de déchets de casse,
de moules en plâtre usagés, d'agents de sorption usés, de résidus solides
(poussières, cendres) et de déchets d'emballage
7.3.4. Emissions sonores
Les émissions sonores sont liées à du bruit qui se produit lors des
différentes étapes des procédés de fabrication de produits céramiques, en
raison principalement du fonctionnement de machines génératrices de bruit et
du fait de la mise en œuvre de procédures de travail bruyantes.
7.3.5. Mesures de prévention des problèmes environnementaux
Les mesures de prévention des problèmes environnementaux suscités
par le fonctionnement du four PL et de la collecte des matières premières vont
de la réduction de la consommation d’énergie à la prévention des émissions
gazeuses.
7.3.5.1. Réduction de la consommation d’énergie
La réduction de la consommation d’énergie passe par une meilleure
étanchéité et isolation thermique des fours, l’utilisation des brûleurs à haute
impulsion, la récupération de la chaleur résiduelle du four et par la
modification des pâtes céramiques et la conception améliorée des fours.
7.3.5.2. Préventions des émissions de poussière (particules)
Les techniques et les mesures destinées à empêcher les émissions
diffuses et les émissions canalisées de poussière concernent :
Chapitre 7 Impacts de la réalisation du four PL
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 71
- les mesures pour les opérations génératrices de poussières ;
- les mesures pour les zones de stockage en vrac ;
- les systèmes de séparation/filtration.
7.3.5.3. Prévention des émissions gazeuses
Cette prévention fait appel à l’utilisation des matières premières et
d’additifs à basse teneur en Soufre, en Fluor ou en Chlore pour réduire les
émissions respectivement de SOX, de fluorure et de chlore et la minimisation
des composés azotés dans les matières premières et les additifs, les
agglomérats, etc., pour réduire les émissions de NOX et de COV.
CONCLUSION GENERALE
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 72
CONCLUSION GENERALE
Avec l’évolution du monde et l’inauguration des nouveaux plans de
développement, nous assistons à une forte concentration de la population dans
les centres urbains entraînant un impérieux besoin en logements. Dans les
pays de la sous-région ouest-africaine, la production et l’emploi des matériaux
de construction faits à base de matières premières localement disponibles
(argile, terre rouge etc.) demeurent un facteur économiquement avantageux.
En effet, sans les fours, le domaine de la production et l’emploi des
produits céramiques à diverses fins ne peut connaître un réel essor et il urge
de repenser la conception des fours afin d’optimiser leur performance.
Dans cette étude, les améliorations apportées au four conçu par les
étudiants VODOUNON et HOUANVO concernent entre autres la structure
du four, la mise au point au point d’un brûleur double échangeurs et à trois
fluides, le système de récupération de la chaleur des fumées et l’intégration
des échangeurs de chaleur au niveau de la voûte du four. L’étude va plus loin
en proposant le champ de température dans le fonctionnement du four afin de
maîtriser la température de cuisson. Malheureusement, ce four n’a pas pu être
réalisé dans son entièreté pour diverses raisons.
L’adaptation à ce four d’une forme d’énergie renouvelable (le solaire
par exemple) serait un atout majeur et pour cela d’autres études ne sont pas
exclues surtout que nous n’imaginons pas avoir fait un travail parfait.
BIBLIOGRAPHIE
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 73
BIBLIOGRAPHIE
[1] Ouro-Djobo SAMAH - Etude et mise au point d’un four à pétrole lampant atomisé
à la vapeur d’eau : application à la cuisson céramique – Thèse, EPAC, 2005
[2] Enock VODOUNON & Arnaud HOUANVO Etude et conception d’un four de
laboratoire à pétrole lampant atomisé à la vapeur d’eau- Mémoire, IUT-LOKOSSA, 2010
[3] Maxime SEHOU & Hervé ABBO- Etude et conception d’un réchaud multi-
combustibles (à pétrole et à gaz) – Mémoire, IUT-LOKOSSA, 2010
[4] Diala ABDO - Modélisation dynamique et supervision des fours de réchauffage
continus de la sidérurgie, Thèse, Ecole des Mines de Paris, Octobre 2006
[5] Ing René AKAKPO - Cours : Thermique I (IUT/Lokossa) - 2011-2012
[6] Grandes Installations de Combustion, Commission Européenne, Juillet 2006
[7] O.D. SAMAH, A. VIANOU, E. SANYA, E.K. Atcholi, Echanges thermiques
dans un four à combustible eau sous pression et pétrole lampant : modélisation d’un cycle
de cuisson, Journal des Sciences pour l’Ingénieur N°6/2006 – p. 11- 17
[8] Sites Internet et moteurs de recherches
http/www.theses.abes.fr
(2012) « Combustibles et combustion », http://smart2000.pagesperso
orange.fr/combustibles_et_combustion.htm
INRS,(2012) : « PETROLES LAMPANTS », http://www.inrs.fr/INRS-
PUB/inrs01.nsf/IntranetObject-accesParReference/FT+140/$File/ft140.pdf
« Fours et chaudières industrielles (Isidore JACUBWEIZ) », http://
www.techniques-de-lingenieur.com
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 74
ANNEXES
Annexe 1 : Quelques définitions
ARGILE : (ou terre, ou terre glaise) Matériau de la céramique provenant de
la décomposition des roches sous-jacentes. Imbibée d’eau, elle est
imperméable et malléable.
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 75
ATOMISATION : réduction d’un corps en particules très fines ou en
minuscules gouttelettes.
BRULEUR : appareil qui assure le contact et le réglage entre le combustible
et l’oxygène de l’air pour permettre la combustion.
CERAMIQUE : Toute argile ayant subi une cuisson à une température de
600°C au moins, entraînant une modification chimique irréversible.
CHEMINEE : construction destinée à l’évacuation des fumées dans les
installations de combustion.
CONDUCTION : c’est la transmission de proche en proche de la chaleur à
travers les corps solides opaques sous l’influence d’une différence de
température et sans déplacement de matière.
CONVECTION : transfert de chaleur entre un solide et un fluide avec
déplacement de la masse du fluide.
DEFLECTEUR : dispositif destiné à modifier la direction d’un flux.
RAYONNEMENT : émission d’ondes électromagnétiques par un corps
chauffé.
VAPORISTION : Passage d’un corps de l’état liquide à l’état gazeux sous
l’effet de la chaleur ou du vide.
Annexe 2 : Application de la combustion du pétrole lampant
Notion de combustion
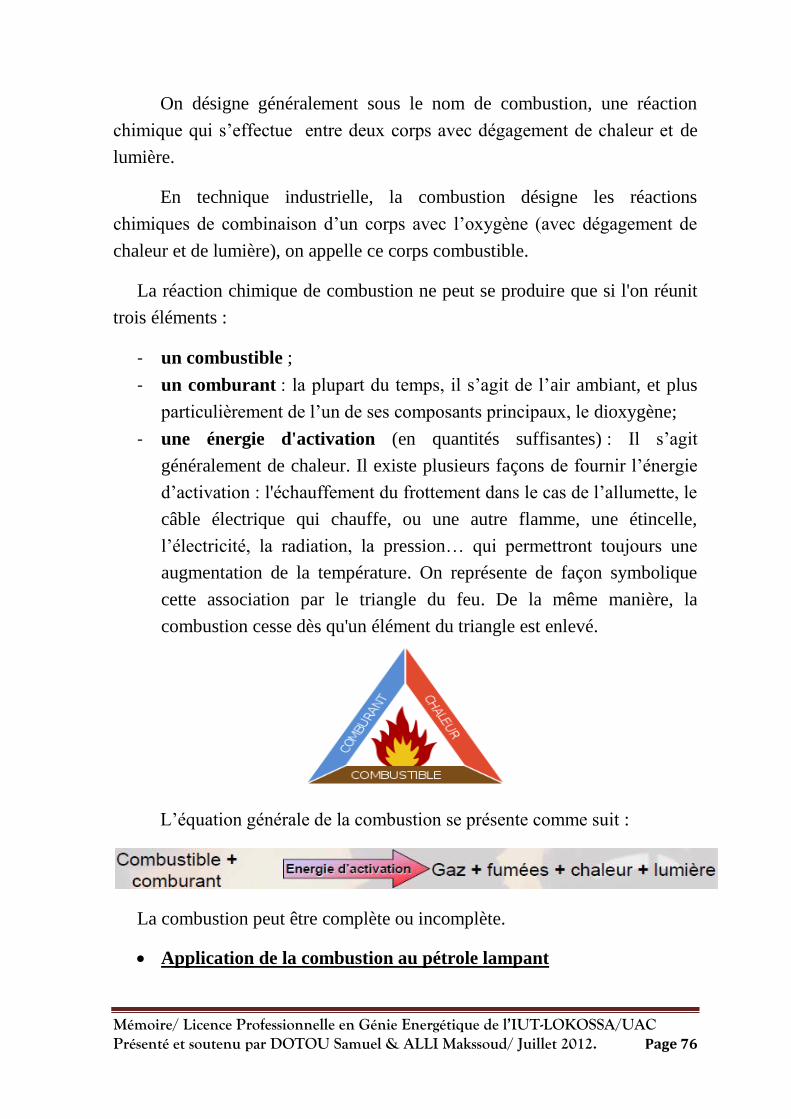
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 76
On désigne généralement sous le nom de combustion, une réaction
chimique qui s’effectue entre deux corps avec dégagement de chaleur et de
lumière.
En technique industrielle, la combustion désigne les réactions
chimiques de combinaison d’un corps avec l’oxygène (avec dégagement de
chaleur et de lumière), on appelle ce corps combustible.
La réaction chimique de combustion ne peut se produire que si l'on réunit
trois éléments :
- un combustible ;
- un comburant : la plupart du temps, il s’agit de l’air ambiant, et plus
particulièrement de l’un de ses composants principaux, le dioxygène;
- une énergie d'activation (en quantités suffisantes) : Il s’agit
généralement de chaleur. Il existe plusieurs façons de fournir l’énergie
d’activation : l'échauffement du frottement dans le cas de l’allumette, le
câble électrique qui chauffe, ou une autre flamme, une étincelle,
l’électricité, la radiation, la pression… qui permettront toujours une
augmentation de la température. On représente de façon symbolique
cette association par le triangle du feu. De la même manière, la
combustion cesse dès qu'un élément du triangle est enlevé.
L’équation générale de la combustion se présente comme suit :
La combustion peut être complète ou incomplète.
Application de la combustion au pétrole lampant
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 77
Lorsque l’oxygène est en quantité suffisante, la combustion du pétrole
lampant dans l’air donne comme produits le dioxyde de carbone et de l’eau.
Cependant, une quantité insuffisante d’oxygène entraîne aussi la formation du
monoxyde de carbone.
Nous établirons à titre d’exemple les équations chimiques de
combustion du pétrole lampant de formule brute C10H22. Ces équations
caractéristiques de la combustion complète et incomplète de ce combustible
dans le dioxygène se présentent comme suit :
2 C10H22 + 31 O2 → 20 CO2 + 22 H2O
2 C10H22 + 21 O2 → 20 CO + 22 H2O
L’équation caractéristique de la combustion du pétrole lampant de formule
brute C10H22 dans l’air est :
C10H22 + 15,5 O2 + 58,28 N2 → 10 CO2 + 11H2O + 58,28 N2
Evaluation du potentiel énergétique de la combustion
du pétrole lampant
La composition centésimale du pétrole lampant est énumérée comme
suit :
c + h + o + n + s + ω
85, 7 + 14, 3 + 0 + 0 + 0 + 0 (%)
Evaluons les différents paramètres caractérisant le kérosène dans la réaction
de combustion d’une unité de masse de ce combustible.
- Le Pouvoir Calorifique
Le pouvoir calorifique est c'est la quantité de chaleur produite par
la combustion totale d'une quantité unitaire de combustible. On distingue le
Pouvoir Calorifique Inférieur (PCI) et le Pouvoir Calorifique Supérieur (PCS)
Le Pouvoir Calorifique Inférieur (PCI)
C’est la quantité d'énergie dégagée par la combustion complète
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 78
d'un kg ou d'un m3 de combustible, l'eau étant produite à l'état vapeur (unité
kJ.kg-1 ou kJ.m3).
Le pouvoir calorifique inférieur PCI du pétrole lampant est égal à
43105 kJ/kg.
Le Pouvoir Calorifique Supérieur (PCS)
Il s’agit l'énergie dégagée par la combustion complète d'un kg ou
d'un m3 de combustible, l'eau étant produite à l'état liquide (unité kJ.kg-1 ou
kJ.m3).
La différence entre PCI et PCS étant due à la chaleur de
condensation de l’eau contenue dans les fumées, alors on donne dans les
manuels la formule suivante du PCS :
PCS = PCI + 5400 h + 600 ω (kcal/kg)
Appliquée au cas de la combustion du pétrole lampant, cette
relation nous permet d’écrire à partir de la composition centésimale et du PCI
du pétrole lampant que le PCS du pétrole lampant est :
PCS = 43105
𝟒,𝟏𝟖+ 5400× 𝟎, 𝟏𝟒𝟑 + 600× 𝟎 (kcal/kg)
PCS = 11084, 4009 (kcal/kg)
- Le pouvoir comburivore
C'est la quantité d'air nécessaire pour brûler une quantité unitaire
de combustible, en kg d'air par kg de combustible (pour les solides) ou en
Nm3 d'air par Nm3 de combustible (pour les gaz).
Pour les combustibles solides et liquides, le pouvoir comburivore
s’exprime par :
𝑉𝑎 = 8,89 c + 26,67 h + 3,33 (s – o) 𝑁𝑚3/kg
Pour la combustion du pétrole lampant, on obtient :
𝑉𝑎 = 8,89 × 0,857 + 26,67 × 0,143 + 3,33 × 0

Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 79
𝑽𝒂 =𝟏𝟏, 𝟒𝟑𝟐𝟓𝟒 𝑵𝒎𝟑
𝐤𝐠
- Le pouvoir fumigène
C'est la quantité de fumées produites par la combustion à l'air
d'une quantité unitaire de combustible, en kg de fumées par kg de combustible
ou Nm3 de fumées par Nm3 de combustible.
Pour le calcul du pouvoir fumigène, il conviendra de considérer un
coefficient d’excès d’air égal à 1, soit une combustion neutre.
Le pouvoir fumigène sec des combustibles liquides est donné par :
𝑉𝑠 = 8,89 𝑐 + 21,07 ℎ + 3,33 𝑠 + 0,8 𝑛 – 2,63 𝑜 𝑁𝑚3
𝑘𝑔
Pour la combustion du PL, nous avons:
𝑉𝑠 = 8,89 × 0,857 + 21,07 × 0,143 + (3,33 + 0,8– 2,63 ) × 0
𝑽𝒔 = 𝟏𝟎, 𝟔𝟑𝟏𝟕𝟒 𝑵𝒎𝟑
𝒌𝒈
Le volume de vapeur d’eau résultant de combustion d’hydrogène.
Ve = 11,2 h Nm3
Le pouvoir fumigène humide quant à lui, est égal à:
𝑉𝑓 = 𝑉𝑠 + 11,2 ℎ 𝑁𝑚3
𝑘𝑔
Soit 𝑉𝑓 = 12,23334 𝑁𝑚3
𝑘𝑔
Rendement de la combustion du PL
- Les pertes de chaleur par les fumées s’écrivent : 𝑄𝑓 = 𝑉𝑓 . 𝐶𝑝𝑓 . 𝑇𝑓
(confère chapitre 4 de ce rapport) ;
- La chaleur apportée par l’air s’écrit : 𝑄𝑎 = 𝑉𝑎. 𝐶𝑝𝑎. 𝑇𝑎 où 𝑇𝑎 est la
température de l’air à son entrée dans le four (en °C) et 𝐶𝑝𝑎 la capacité
thermique volumique à pression constante de l’air ;
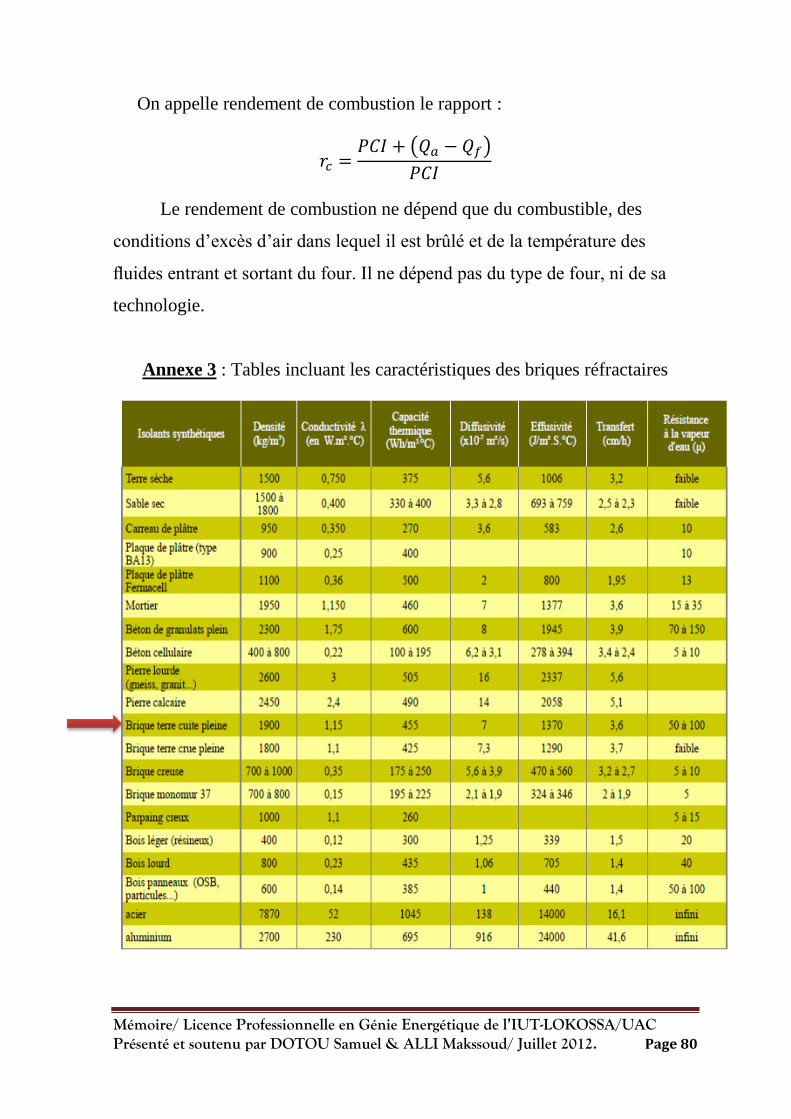
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 80
On appelle rendement de combustion le rapport :
𝑟𝑐 =𝑃𝐶𝐼 + (𝑄𝑎 − 𝑄𝑓)
𝑃𝐶𝐼
Le rendement de combustion ne dépend que du combustible, des
conditions d’excès d’air dans lequel il est brûlé et de la température des
fluides entrant et sortant du four. Il ne dépend pas du type de four, ni de sa
technologie.
Annexe 3 : Tables incluant les caractéristiques des briques réfractaires
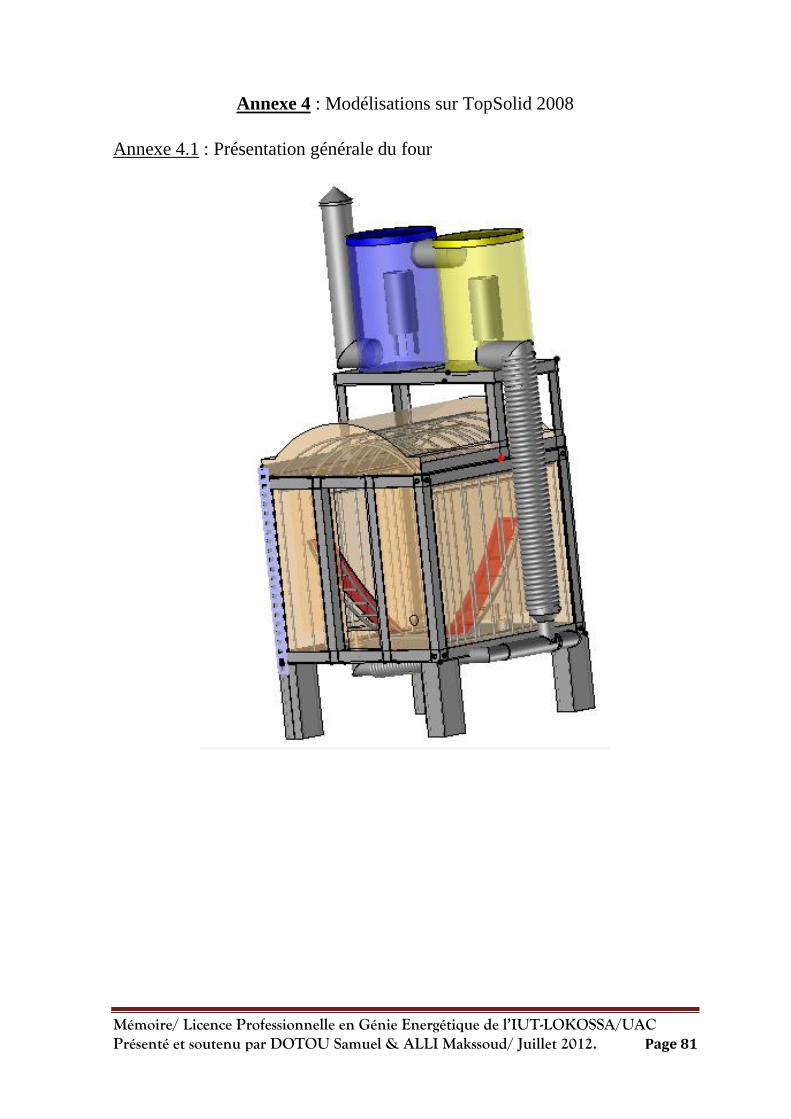
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 81
Annexe 4 : Modélisations sur TopSolid 2008
Annexe 4.1 : Présentation générale du four
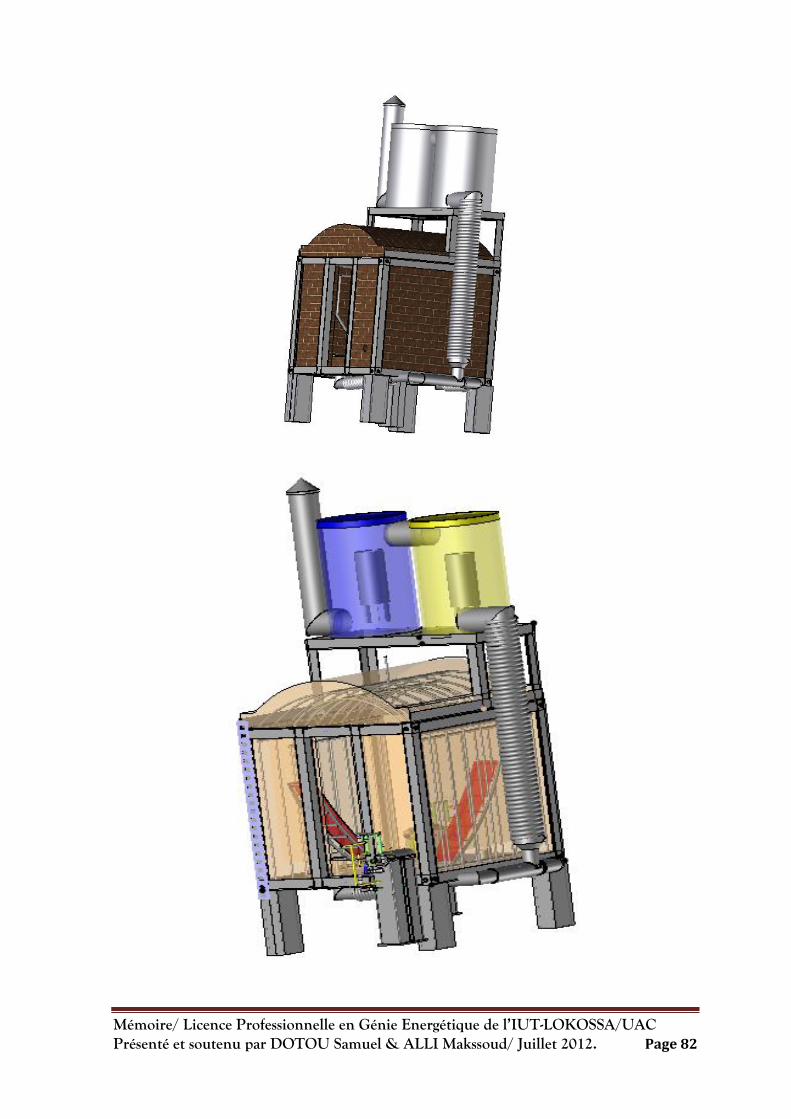
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 82
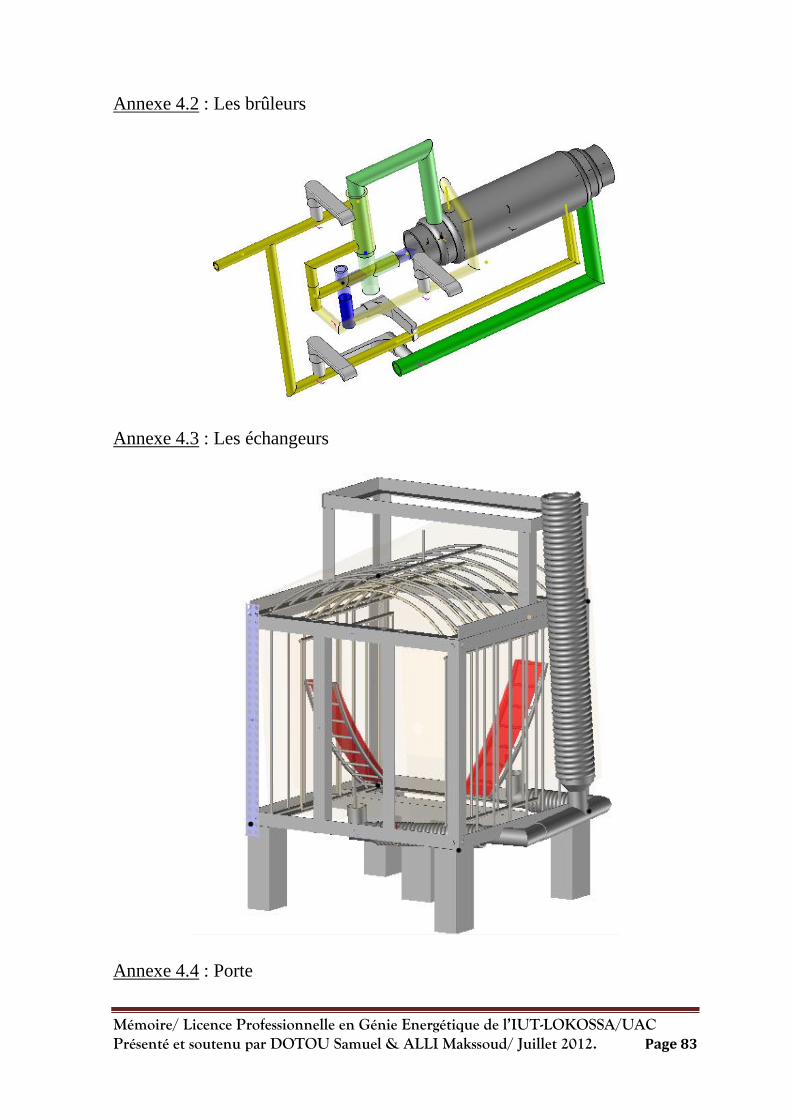
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 83
Annexe 4.2 : Les brûleurs
Annexe 4.3 : Les échangeurs
Annexe 4.4 : Porte
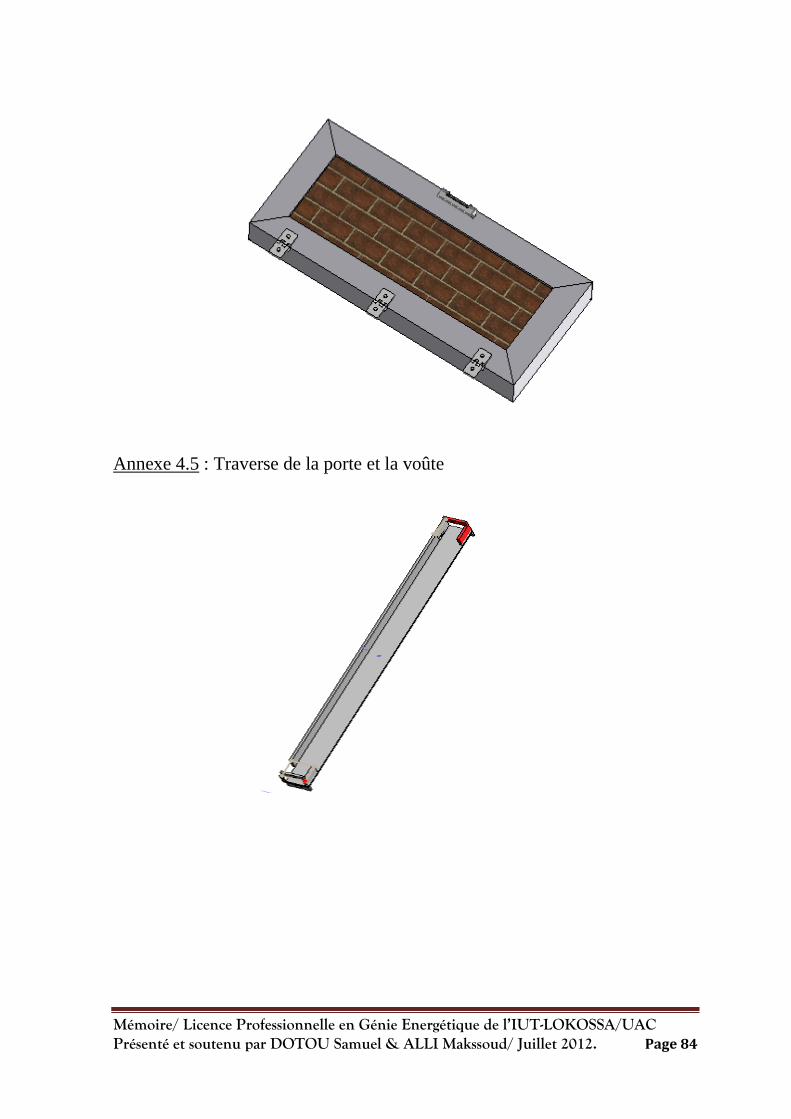
Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 84
Annexe 4.5 : Traverse de la porte et la voûte

Mémoire/ Licence Professionnelle en Génie Energétique de l’IUT-LOKOSSA/UAC Présenté et soutenu par DOTOU Samuel & ALLI Makssoud/ Juillet 2012. Page 85





























