Embed Size (px)
Citation preview

Surface & Coatings Technology 268 (2015) 77–84
Contents lists available at ScienceDirect
Surface & Coatings Technology
j ourna l homepage: www.e lsev ie r .com/ locate /sur fcoat
Cold spraying: From process fundamentals towardsadvanced applications
S. Grigoriev b, A. Okunkova b, A. Sova a,⁎, P. Bertrand a, I. Smurov a
a University of Lyon, National Engineering School of Saint-Etienne, DIPI Laboratory, 74 rue Des Acieries, 42000 Saint-Etienne, Franceb MSTU Stankin, 1, Vadkovsky Pereulok, 127994, Moscow, Russia
⁎ Corresponding author at: ENISE/DIPI, 74 rueDes AciérTel.: +33 6 73 78 60 06.
E-mail address: [email protected] (A. Sova).
http://dx.doi.org/10.1016/j.surfcoat.2014.09.0600257-8972/© 2014 Elsevier B.V. All rights reserved.
a b s t r a c t
a r t i c l e i n f oAvailable online 5 October 2014
Keywords:Cold sprayPowderCompositeNozzle
Cold spraying (CS) is a relatively newmaterial deposition technique based on the phenomenon of high-velocityparticle/substrate impact. In this process, the powder is accelerated to supersonic speed in specially developedsupersonic nozzles in which air, nitrogen or helium is usually employed as a powder carrier gas. In the absenceofmelting, oxidation and thermal decomposition of a particle in-flight during CS, the deposited coatings demon-strate low residual stresses and preserve the initial phase composition of the source material, which are impor-tant advantages for spraying temperature sensitive powders including nanostructures and nanocomposites. Inthe present paper the review in the field of development of cold spray technology is performed. Different scien-tific and technological aspects of CS such as surface activation, nozzle geometry, powder preheating, powder in-jection, control of spatial resolution of particle flux and proper selection of spraying parameters are discussed.
© 2014 Elsevier B.V. All rights reserved.
1. Introduction
Cold gas-dynamic spray or cold spray is a coating deposition tech-nology which uses metal powders as feedstock material. This technolo-gy was invented in the mid-1980s at the Institute of Theoretical andApplied Mechanics (Novosibirsk, Russia); however real developmentof this technology started only at the end of the 1990s [1]. Hundredsof patents and research articles devoted to the development of coldspray equipment as well as investigation of physical phenomena takingplace in the cold sprayprocess denote high scientific and commercial in-terest to this technology [2]. Cold spraying is recognized as a promisingspray technique capable of producing thick metal and in some casesmetal–ceramic coatings on metal or ceramic substrates at relativelylow temperatures preserving the initial phase composition of feedstockmaterial [3].
The principle of cold spray is based on particularities of the metalparticle deformation behavior during high velocity impact with a solidobstacle. If the particle impact velocity exceeds a certain critical value,the impact energy from the particle–substrate provokes an intensiveplastic deformation of the particle and, in some cases, the surface ofthe substrate. This process breaks thin films on the substrate and theparticle surface establishing intimate contact between “clean” chemi-cally active materials of the substrate and the particle which leads tothe creation of strong bonding [3]. In order to accelerate and heat theparticles, a high-velocity gas jet is delivered by a supersonic spraying
ies, 42000 Saint-Etienne, France.
nozzle. Particles, injected to the gas stream, accelerate and heat due totheir interaction with the gaseous phase.
The comparison of cold spray with other thermal spray techniquesin terms of particle impact velocity and temperature was discussed indetail by Ang et al. [4]. The particle temperature–velocity map present-ed in Fig. 1 shows that the process temperature in cold spray is signifi-cantly lower than that in any other thermal spray technology anddoes not surpass 1000 °C. At the same time the maximum possible im-pact velocity of cold sprayed particles exceeds the corresponding valuesof other techniques except for the warm spray.
Despite the relatively simple principle, the development and im-provement of cold spray technology continue. A deeper understandingof the physical phenomenon involved in the particle accelerating/heating process as well as in the high velocity impact permits this tech-nology to adapt to specific applications or even to find new applicationfields. In this paper the authors perform a review of some scientific andtechnological results obtained in the last decade in thefield of cold sprayand discuss potential interest for further development of the cold spraytechnology. Special accent was made on the “exotic” achievements anddevelopments related with the gas dynamic features of the process.
2. Particle/substrate interaction and surface activationphenomenon
The physical nature of the forces responsible for the bonding mech-anism in cold spray is not completely understood. However, it was de-fined with certitude that the probability of particle bonding isconnected with the adiabatic shear instability phenomenon takingplace at a high deformation rate in the near-surface zone of a particleduring high velocity impact with a substrate under certain conditions.

Fig. 1. Classification of thermal spray processes in accordance with particle velocity and flame temperature [4].
Fig. 2. Scheme of the cold spray system with double powder injection.
78 S. Grigoriev et al. / Surface & Coatings Technology 268 (2015) 77–84
In particular it was clearly shown that if the particle impact velocity andtemperature exceed some “critical” values, the metal particles withsizes between 5 and 100 μmcould adhere to the substrate if they deformwith the initiation of shear instability between the layers being in con-tactwith the substrate surface [5]. The research teamof Helmut SchmidtUniversity (Hamburg, Germany) proposed an equation for this criticalvelocity permitting to calculate the value of velocity that particlesshould achieve in order to undergo this type of deformation if the im-pact temperature and particle material properties and size are known[5].
vcr ¼ 0:64
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi16σTS
ρp Tm−293ð Þ þ cp
" #Tm−Tpi
� �vuut
Here cp is the particle specific heat, Tm is the particlemelting temper-ature, ρp is the particle density,σTS is theparticle tensile strength, and Tpiis the particle impact temperature.
It is important to note that this equation does not take into consider-ation either the substrate properties (relief, thickness of oxide films,etc.) or the particularities of the particle surface, whereas experimentalresults show that surface conditions exert a significant effect on the par-ticle–substrate bonding [3]. Some interesting information about the in-fluence of particle surface properties on its deformation behavior andfollowing bonding could be found in the work of Yin et al. [6]. In thispaper the authors demonstrated that particles with increased oxidecontent require a higher critical velocity for adhesion.
Both mechanical interlocking and metallurgical bonding are com-monly considered as two dominant mechanisms of the metallic bond-ing in cold spray. However the contributions of these phenomenastrongly depend on the type of substrate and materials that was clearlyshown by Hussain et al. [7]. Using the copper (powder)–aluminium(substrate)material system they clearly showed that inmost cases, me-chanical interlocking is able to account for a large proportion of the totalbond strength, with metallurgical bonding only contributing signifi-cantly when the substrate had been polished and annealed prior tospraying [9]. Moreover, during the cold spray process the first coatinglayer is deposited on the substrate surface and the bonding mechanismdepends on interaction particularities betweenparticlematerial “A” andsubstrate material “B”. The deposition of subsequent layers is made onpreviously deposited layers thatmeans an interaction between particlesand substrates both made of material “A”. One can conclude thatpredominating adhesion mechanisms responsible for bonding between
thefirst layer and the substrate and between subsequent layers could bedifferent. Therefore, the optimal particle impact parameters necessaryfor the deposition of the first layer may not be the same as those forthe deposition of subsequent layers. The cold spray deposition ofmetal–ceramic mixtures clearly illustrates that critical velocity stronglydepends not only on the particle impact temperature and the materialultimate strength, but also on the surface properties. A number ofworks have been carried out during the past decade to better studythis subject [8,9]. Shkodkin et al. [9] demonstrated an “activating” be-havior of ceramic particles mixed with the metal powder. In particularthey showed that the deposition of aluminium–alumina and copper–alumina powder mixtures occurs with non-zero deposition efficiencyat significantly lower spraying pressure and temperature in comparisonwith the deposition of pure metallic powders. These results were usedfor the development of the so-called “low-pressure” cold spray technol-ogy [8].
This “activating” influence of ceramic powder could be clearly dem-onstrated experimentally if a nozzle with two injection points connect-ed with two separate powder feeders is applied (Fig. 2). In this case, thecomposition of sprayingmixture could be easily varied by changing thepowder feeding rate. Switching between spraying of puremetal powderand metal ceramic mixture could be carried out by toggling the on/offswitch of the feeder 2.
Fig. 3 shows the results of the experimental research performed byauthors using the nozzle with the double powder injection system.
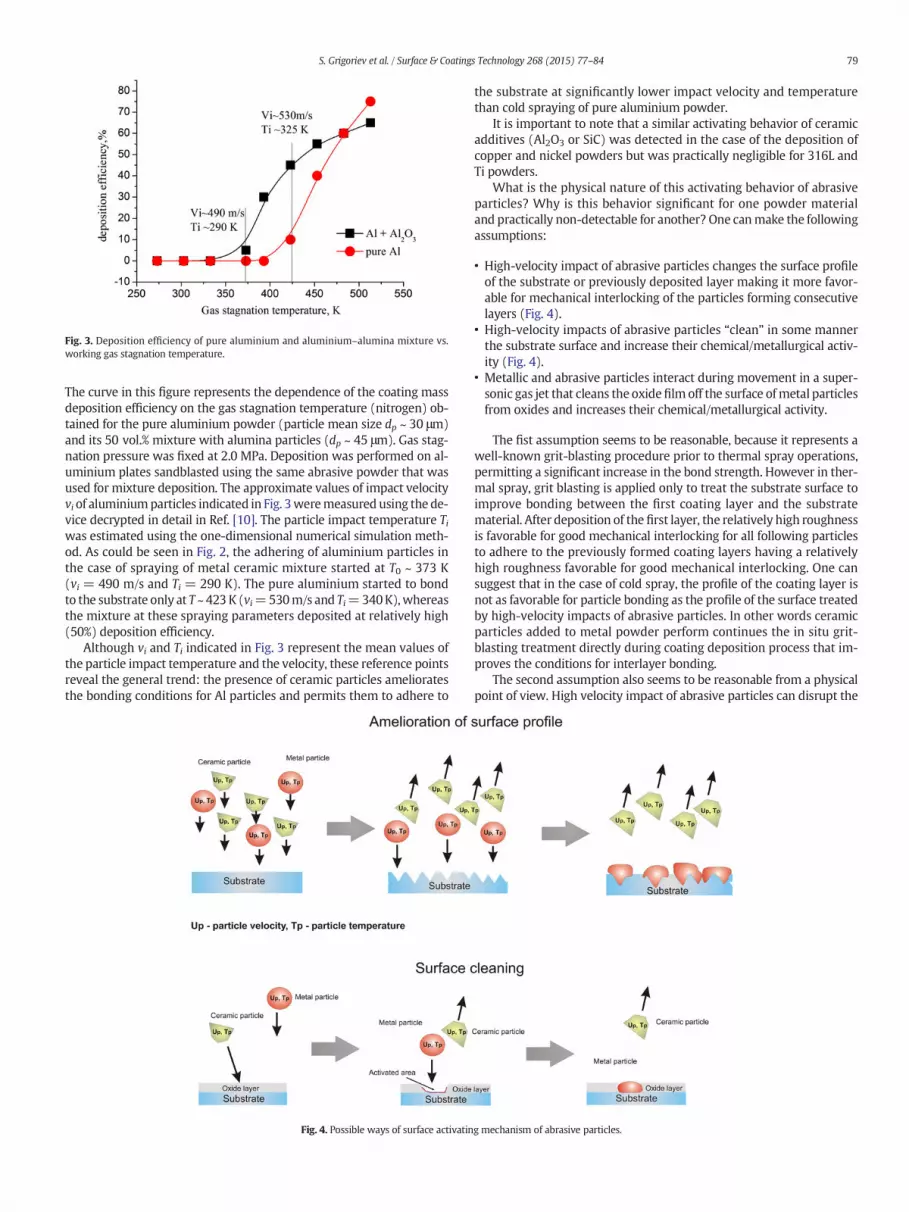
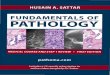
Fig. 3. Deposition efficiency of pure aluminium and aluminium–alumina mixture vs.working gas stagnation temperature.
79S. Grigoriev et al. / Surface & Coatings Technology 268 (2015) 77–84
The curve in this figure represents the dependence of the coating massdeposition efficiency on the gas stagnation temperature (nitrogen) ob-tained for the pure aluminium powder (particle mean size dp ~ 30 μm)and its 50 vol.% mixture with alumina particles (dp ~ 45 μm). Gas stag-nation pressure was fixed at 2.0 MPa. Deposition was performed on al-uminium plates sandblasted using the same abrasive powder that wasused for mixture deposition. The approximate values of impact velocityvi of aluminiumparticles indicated in Fig. 3weremeasured using the de-vice decrypted in detail in Ref. [10]. The particle impact temperature Tiwas estimated using the one-dimensional numerical simulation meth-od. As could be seen in Fig. 2, the adhering of aluminium particles inthe case of spraying of metal ceramic mixture started at T0 ~ 373 K(vi = 490 m/s and Ti = 290 K). The pure aluminium started to bondto the substrate only at T ~ 423K (vi=530m/s and Ti=340K),whereasthe mixture at these spraying parameters deposited at relatively high(50%) deposition efficiency.
Although vi and Ti indicated in Fig. 3 represent the mean values ofthe particle impact temperature and the velocity, these reference pointsreveal the general trend: the presence of ceramic particles amelioratesthe bonding conditions for Al particles and permits them to adhere to
Fig. 4. Possible ways of surface activatin
the substrate at significantly lower impact velocity and temperaturethan cold spraying of pure aluminium powder.
It is important to note that a similar activating behavior of ceramicadditives (Al2O3 or SiC) was detected in the case of the deposition ofcopper and nickel powders but was practically negligible for 316L andTi powders.
What is the physical nature of this activating behavior of abrasiveparticles? Why is this behavior significant for one powder materialand practically non-detectable for another? One canmake the followingassumptions:
• High-velocity impact of abrasive particles changes the surface profileof the substrate or previously deposited layer making it more favor-able for mechanical interlocking of the particles forming consecutivelayers (Fig. 4).
• High-velocity impacts of abrasive particles “clean” in some mannerthe substrate surface and increase their chemical/metallurgical activ-ity (Fig. 4).
• Metallic and abrasive particles interact during movement in a super-sonic gas jet that cleans the oxidefilm off the surface ofmetal particlesfrom oxides and increases their chemical/metallurgical activity.
The fist assumption seems to be reasonable, because it represents awell-known grit-blasting procedure prior to thermal spray operations,permitting a significant increase in the bond strength. However in ther-mal spray, grit blasting is applied only to treat the substrate surface toimprove bonding between the first coating layer and the substratematerial. After deposition of the first layer, the relatively high roughnessis favorable for good mechanical interlocking for all following particlesto adhere to the previously formed coating layers having a relativelyhigh roughness favorable for good mechanical interlocking. One cansuggest that in the case of cold spray, the profile of the coating layer isnot as favorable for particle bonding as the profile of the surface treatedby high-velocity impacts of abrasive particles. In other words ceramicparticles added to metal powder perform continues the in situ grit-blasting treatment directly during coating deposition process that im-proves the conditions for interlayer bonding.
The second assumption also seems to be reasonable from a physicalpoint of view. High velocity impact of abrasive particles can disrupt the
g mechanism of abrasive particles.

80 S. Grigoriev et al. / Surface & Coatings Technology 268 (2015) 77–84
oxide layer on a substrate surface, which increases the chemical activity.Taking into account a very small time between the impacts, the activat-ed zone does not have enough time to be re-oxidized and preservesincreased chemical activity till the moment of interaction with themetal particle. The similar phenomena could occur during the in-flightinteraction of metal and abrasive powders (third assumption). Proba-bly, several side collisions of metallic and abrasive particles may leadto the removal of oxide films from their surfaces. Unfortunately, it isnot clear for the moment what characterization technique could beapplied in order to reveal these short-time effects.
Nevertheless, these two assumptions were confirmed by experi-ments of Danlos et al. [11] and Christoulis et al. [12] describing the effectof substrate surface activation by laser radiation prior to cold spraydeposition. In particular, in Ref. [11] the authors applied surface laserpre-treatment in order to remove the oxides from the surface due to ab-lation effect (i), to optimize the substrate relief (ii), and to increase thesurface temperature prior to particle–substrate interaction (iii).
Comparison of substrate roughness parameters Ra, RQ and Rz withadhesion test results showed that surface morphology produced bylaser treatment is more favorable for the improvement of mechanicalinterlocking of impacting aluminium particles than the morphologyproduced by the convenient grit blasting procedure. At the same timethe adhesion strength of the coatings deposited on sandblasted sub-strates was higher than that for the ones produced on the smoothdegreased plates [11]. Hence, it is possible to conclude that the roughsubstrate represents a more favorable surface for particle bonding dur-ing cold spray deposition than the smooth one, but the roughness mor-phology should be optimized. Also, in contrary to the grit blastingoperation, the oxide removal by laser ablation generates no surface pol-lution leading to the improvement of the coating/substrate contact andinducing a better adhesion. The combination of optimal surface reliefwith intimate chemical particle–substrate contact established as a resultof ablation cleaning and heating of the contact zone leads to significantincreasing of coating bonding strength [11].
Thus, activating techniques applied for cold spray deposition couldbe ranged in the following ways:
• Laser ablation/heating: provides an optimal surface roughness and en-hances surface chemical/metallurgical activity.
• Grit blasting: effective procedure for removing oxides from substratesurfaces, however the surface morphology is not optimal.
• Surface degreasing: insignificantly ameliorates particle bondingconditions.
One can conclude that despite the development of the critical veloc-ity equation for cold spray during the last decade, some important phys-ical phenomena occurring during high velocity particle–substrateimpact are still poor understood. In particular, the influence of substratesurface conditions including its chemical/metallurgical properties andprofile should be taken into consideration in further research studiesof high velocity particle impact under cold spray conditions. These re-search studies could help to develop a comprehensive theory of particlebonding in cold spray including the most complicated cases of sprayingwith powder mixtures.
3. Gas dynamics of cold spray: advances in nozzle design
In cold spray, the particles are accelerated and heateddue to their in-tensive interactionwith high-velocity gas flow. Therefore themain pur-pose of spraying nozzle is to form a gas flowwith parameters sufficientfor accelerating and heating of spraying material to velocity and tem-perature necessary for successful deposition. Taking into account theo-retical values of critical velocities calculated for different materials [5]it is clear that the Mach number of the gas flow at the nozzle outletshould be significantly higher than M = 1. To reach this goal converg-ing–diverging supersonic nozzles are typically applied.
3.1. Optimization of axisymmetric nozzle: increasing of impact velocity andtemperature
In cold spray systems of the first generation, axisymmetric converg-ing–diverging nozzles with linear expansion of divergent zone andlength of supersonic part ~80–100 mm were applied. The diameter ofthe nozzle throat was ~3–3.5 mm in order to fix a working gas flowrate near 2–3 kg/min at gas stagnation pressure of 1.5–2MPa and stag-nation temperature of 373–773 K. Particles were injected axially in thesubsonic part of the nozzle. The nozzles of this design were able to per-form successful spraying of material like aluminium and copper and itsalloys, zinc, and with certain limitations nickel [3].
The work of Schmidt et al. [5] devoted to the theory of particle crit-ical velocity and the development of a deposition window for particleimpact parameters significantly simplified the problem of nozzle opti-mization. The main purposes of further nozzle design developmentcould be formulated as follows:
• Optimization of particle impact parameters in order to obtain thehighest possible deposition efficiency.
• Optimization of particle feed rate regarding theworking gas flow ratein order to achieve maximum possible process productivity withoutdecreasing deposition efficiency.
One of the most powerful instruments that could be applied foroptimization of nozzle design is numerical simulation. The simplestsimulation approach is based on the application of the isentropicone-dimensional model of gas flow. In this case, the gas density, tem-perature, Mach number and other parameters are calculated usingwell-known equations of ideal gas. After determination of gas flowcharacteristics, parameters of the particles are calculated using theLagrangian approach and equations of heat and impulse transfer[13]. These one-dimensional flow calculations can only describe thegas-dynamic flow within the nozzle and can only approximate theflow along the axis of a three dimensional nozzle. However, this ap-proach was successfully applied for adaptation of axisymmetric noz-zle for spraying of different materials. More precise results could beobtained using the finite element simulation approach based on nu-merical resolving of Navier-Stokes equations with coupling of turbu-lence modeling equations and taking into account an influence ofsolid phase on gas flow behavior. This finite volume, two-phaseflow analysis was successfully used to obtain information on veloci-ties and temperatures over the whole cross section of the nozzle, tostudy the influence of intermixing with the environmental air inthe free jet and to investigate the effects of the bow shock in frontof the substrate [14–16]. In order to validate numerical simulationresults the methods of experimental diagnostics of gas flow parame-ters as well as particle in-flight parameters are applied. For exampleKosarev et al. [17] applied the Schlieren visualization method andthe Pitot tube in order to obtain information about the gas flow pa-rameters in the free jet. The particle velocity is measured using opti-cal monitoring devices based on PTV or PIV techniques [18].
The principal progress in nozzle optimization achieved in the last de-cade could be summarized as follows:
• Increased stagnation pressure and temperature of working gas. Actuallythe typical values ofworking gas stagnation pressure and temperatureare 2.5–5.0 MPa and up to 1273 K for the nozzles with Mach numbers~2.5–3.5. In other words, increasing the kinetic and thermal operatingparameters of the nozzles allowed enlarging the cold spray tempera-ture–velocity bar presented in Fig. 1 to the right and upward. The di-ameter of the nozzle throat varies between 2 and 3 mm whichpermits performing spraying at working gas flow rate not higherthan 120 m3/h and powder feed rate up to 20 kg/h [5,19,20].
• Increased length of supersonic (diverging) part. Modern multi-purposecold spray nozzle has an accelerating part ~130–200 mm. In thiscase almost all types of metal powders with granulometry 5–60 μm

81S. Grigoriev et al. / Surface & Coatings Technology 268 (2015) 77–84
could achieve the critical impact parameters. The expansion of the di-verging part is no longer linear: nozzles with a bell-shaped designprovide a more homogenous velocity distribution [5]. In some casesthe converging–diverging-barrel design is considered as optimal[14].
• Elongated prechamber. In order to increase the particle impact temper-ature thepowder injection is performed in the nozzlewith anelongat-ed prechamber. Due to the high intensity of heat transfer betweenparticles and hot high-density subsonic working gas flow, the particletemperature rapidly increases and, if the length of the prechamber islong enough the particle temperature can reach the value of the staticgas temperature in the prechamber [3]. Subsequently, the heated par-ticles are carried by the gas flow to the diverging (supersonic) regionwhere their velocity increases but the temperature drops down due tothe diminishing gas static temperature. However, the particles “pre-serve” some amount of the heat captured in the subsonic nozzlearea, and their impact temperature is still higher than the gas staticoutlet temperature [5].
3.2. Control of spray spot dimensions
Another important direction of cold spray nozzle development andoptimization pursued by researchers and practitioners working in thisfield is the control of the dimensions of spray spot [2,16,21]. In thecase of axisymmetric nozzles, the particle distribution in the gas flowhas a quasi-Gaussian shape that leads to the formation of a convextrack, whose cross-section shape is triangular for low nozzle traversespeed [22]. This shape of spraying track is not favorable for the deposi-tion of relatively thin coatings with regular shape. To increase the coat-ing thickness homogeneity, the special software permitting to calculatean optimal relationship between nozzle traverse speed, distance be-tween spraying passes and other spraying parameters could be applied[23]. Another possibility of obtaining a more uniform particle distribu-tion is the application of a rectangular nozzle [3]. The nozzles of thistype are capable of producing spraying wide (up to 30 mm) trackswith high thickness uniformity (Fig. 5). The principle disadvantage ofthese nozzles is the significant rising of the boundary layer on thewalls that exerts a significant effect on the flow parameters and de-creases the gas outlet velocity. Therefore, usage of the rectangular noz-zle is sprightly limited and only lightmaterials like aluminiumormetalsdemanding low critical velocity like copper or zinc could be deposited athigh deposition rate.
Rather original approach allowing to increase the spraying spotwidth was developed by Klinkov et al. [17]. In this case the gas flow is
Fig. 5. Cross-section profiles of one-pass coatings deposited at low nozzle traverse velocityusing axisymmetric and rectangular nozzles.
swirled in a prechamber using a specially designed swirler and injectedin the barrel nozzle with oblique side cuts. Experiments demonstratedthat the nozzle with an exit diameter of 5 mm can produce the spotwith dimensions of 40 × 2 mm (Fig. 6) [17]. It is also important thatthe nozzle of such type could be used for coating deposition on the sur-faces with interior angles and internal surfaces of tubes (Fig. 7).
In some cases, it is important to significantly decrease the spray spotsize in order to increase the spatial resolution of cold spray [16]. Exper-imental and theoretical research studies show that the spatial resolutionof cold spray nozzle could be significantly improved by the applicationof so-called micro-nozzles with exit diameter of 1 mm or less. Thestudy proofing the feasibility of such approach gave promising results[24]. It was demonstrated that simultaneous decreasing of the nozzlelength and the nozzle diameter creates a small nozzle capable of pro-ducing narrow spray spots with a diameter less than 1 mm. The princi-ple limitation of this approach is that it is necessary to apply powders ofsmall granulometry, because the length of the nozzle is not sufficient foracceleration of large particles.
3.3. Subsonic injection vs. supersonic injection, multi-injection and powderpreheating
Typically, the powder injection in cold spray nozzle is preformed inthe subsonic part (prechamber) of the nozzle. Themain advantage of in-jection to the prechamber is the possibility of increasing the particle im-pact temperature due to the intensive heat exchange interaction withthe working gas in the prechamber [5]. The main technological disad-vantage of prechamber injection is the necessity to keep the stagnationpressure of the carrier gas flow higher than the static pressure of theworking gas in the nozzle prechamber, therefore specially developedhigh-pressure powder feeders have to be applied [3,5]. Generally, theinjection tube is positioned axially in order to provide symmetric pow-der distribution in the working gas flow [5].
In some cases, the powder is injected in the supersonic zone of thenozzle [8]. Generally, it is done in order to take advantage of the lowstatic pressure in the diverging nozzle section that allows powder feed-ing at significantly lower carrier gas pressure than in the case ofprechamber injection. The main disadvantage of supersonic injectionis the lower particle impact temperature due to the low intensity ofgas–particle heat exchange in the supersonic zone. However, this typeof injection has another important disadvantage related to the particu-larities of supersonic gas flow: strong perturbing of supersonic workinggas streamby low velocity carrier gas and solid surface of injecting tube.
Fig. 6. Single spot of copper coating deposited by the nozzle with oblique cuts and a flowswirler developed at the Institute of Theoretical and Applied Mechanics by Klinkov et al.[17]. Nozzle exit diameter is 5 mm.

Fig. 7. Potential application of the nozzle with oblique cuts [17] for coating deposition onthe surfaces with interior angles.
82 S. Grigoriev et al. / Surface & Coatings Technology 268 (2015) 77–84
It is well known that solid obstacles introduced in isoentropicallyexpanding supersonic gas flow provokes arising of the shock wavesleading to significant losses of stagnation pressure and gas velocity [3].In the case of radial or coaxial supersonic injection, the shock wavesarise at the zone of powder injection that finally leads to significant per-turbation of the gas flow and diminishing of particle impact velocity.Discussions on this subject are poorly presented in literature, howeversome results demonstrating the trends discussed above could befound for example in Ref. [25].
In some cases, for example for cold spraying of powder mixtures, in-jection could be performed through several injection points includingboth the subsonic and supersonic zones. The selection of location ofpowder injection tube position is made in accordance with values ofcritical impact velocity and temperature of each mixture component.Moreover, in order to optimize the particle impact temperature ofeach component of mixture, one can propose to apply several indepen-dent powder preheaters (Fig. 8). Powder preheating in this case is car-ried out by preheating of the carrier gas as was described by Kim et al.[26].
4. Main application trends
Obviously, cold spray could not replace conventional thermal spraymethods due to certain technological limitations. However, the uniquecharacteristics of cold spray coatings permitted the development of anew application field, where the convenient thermal spray methods
Fig. 8. Nozzle unit with several powder injection
are not applicable. In general, the preferences are given to the coldspray coatings in the following cases:
• Coatings should have low oxide content. This advantage of cold spraycoatings is used for the deposition of electro- or thermo-conductivecoatings deposited on metal or ceramic surfaces [27] and productionof biomedical coatings [28].
• Coatings should be in compressive residual stresses. One of themost im-portant features of cold spray coating distinguishing them from thethermal spray ones is the direction of residual stresseswhich is almostalways compressive [29]. This particularity is important in some casesrelatedwith application of cold spray as additive manufacturing tech-nology [22,24].
• Coatings should be deposited on thermally sensitive substrates such as onaluminium alloy. The absence of a high temperature during depositionpermits depositing titanium, steel and nickel-based coatings on alu-minium substrate without inducing thermal stresses or creating brit-tle intermetallic phases on substrate–coating interface.
• Coatings should be relatively thick (up to several centimeters). A rela-tively low level of residual stresses [29] permits increasing coldspray coating thickness up to hundreds of millimeters without riskof coating cracking [22,24].
4.1. Composite coatings
Current trends in thermal spraying are to fabricate multifunctionalcoatings which combine several functional properties. However, it isoften impossible to achieve the desired multifunctionality by usingone-material coatings with isotropic structure. To reach a distinct func-tional property several compounds should be selected and deposited attheir appropriate position inside the coating. It means that a strong andlogical link must be established between the coating composition andthe coating design (the latter could also be understood as the coating ar-chitecture) [30]. The coating design typically means the elaboration ofgraded or multilayered structures and their combinations.
Composite coatings could be deposited by cold spray in three differ-ent ways: deposition of powder mixtures (i), deposition of compositepowders obtained by agglomerating–sintering or mechanical milling(ii), and deposition of clad or coated powders (iii). These approachesare illustrated in Fig. 9.
Examples of successful application of the first approach are reportedin numbers of articles. The largest part of them is devoted to the
points and independent powder preheaters.

Fig. 9. Different approaches of composite coating deposition by cold spray.
83S. Grigoriev et al. / Surface & Coatings Technology 268 (2015) 77–84
deposition of metal–ceramic coatings or so-called Metal Matrix Com-posites (MMC). In particular successful deposition of Al–Al203, Cu–Al2O3, Zn–Al2O3, and Ni–Al2O3 coatings was performed [8,31,32].Some publications are devoted to the deposition of multimaterialmetal coatings [30,33]. The composite coatings obtained by the first ap-proach have a specific structure, where the grains of mixture powderswith sizes ~10–50 μm are distributed uniformly in the coating. Fig. 10shows the example of multicomponent metal and metal–ceramic coat-ings developed by authors for applications in automotive industry.These coatings combine elevated wear-resistance, machinability andreasonable thermal conductivity. The advantages of such approach areobvious: (a) low cost due to application of mixtures of commerciallyavailable powders and (b) possibility of varying easily the compositionof coating by controlling the composition of spraying blend.
The second approach involving cold spray deposition of compositeparticles with complex internal structure is also discussed in theliterature. In this case the special composite particles with smallmicro- or even submicron-sized grains of components are commonlyapplied [34]. This approach permits obtaining the coatings with veryhigh level of homogeneity of component distribution in micro-scale.However the deformation behavior of composite particles significantlydiffers from that of monomaterial powders and the theory of critical
Fig. 10. Cross-section of composite multifunctional cold spray coating WC–Co + copperbased alloy + stainless steel deposited using preliminary prepared powder mixture.
velocity developed for typical one-material powders could not be ap-plied in this case. Therefore, research and optimization of spraying pa-rameters for successful deposition of such powders are not an easy task.
Rather innovative andpromising approach permitting to deposit rel-atively hard coatings with high content of ceramics or hard metals iscold spraying of clad or coated powders was described in [35]. In thiscase, a soft thin clad layer on a particle surface plays a role of bindingmaterial that should undergo intensive plastic deformation during im-pact following an adiabatic shear instability mechanism, whereas thefunctional properties of coatings are defined mainly by the hard centralcore material. The main open question in this case is the optimal thick-ness of the soft clad layer that should be thick enough for successfulbonding of the core but not too thick to diminish the coating hardness.
5. Conclusion
Significant progress in scientific explanation of cold spray phenome-non was achieved in last decade. However, some “blank spots” are stillpresent in understanding the physics of the process. In particular,deep comprehensive characterization of the bond forces arising duringhigh velocity particle impact is needed; especially in the case ofmultimaterial coating deposition involving composite and cladpowders.
Results presented in literature demonstrate that innovative and un-expected ideas that initially arose in other technological and scientificareas could be successfully used for cold spray technology development.
It should be clear that this deposition process cannot replace existingspray methods. However the unique coating properties as well as theparticularities of deposition process permit the implementationof cold spray in the fields inaccessible to other coating depositiontechnologies.
Acknowledgment
The study was supported by a grant from the Government of theRussian Federation (decree N220).
References
[1] A.P. Alkhimov, A.N. Papyrin, V.F. Kosarev, N.I. Nesterovich, M.M. Shushpanov, Gas-dynamic spraying method for applying a coating, US5302414; WOWO9119016;EP0484533, Year of Priority (Issued)1990.
[2] E. Irissou, J.-G. Legoux, A.N. Ryabinin, B. Jodoin, C. Moreau, J. Therm. Spray Technol.17 (4) (2008) 495–516.
[3] A. Papyrin, V. Kosarev, S. Klinkov, A. Alkhimov, V. Fomin, Cold Spray Technology,Elsevier Science, Amsterdam, 2007.
[4] A.S.M. Ang, N. Sanpo, M.L. Sesso, S.Y. Kim, C.C. Berndt, J. Therm. Spray Technol. 22(7) (2013) 1170–1183.
[5] T. Schmidt, H. Assadi, F. Gartner, H. Richter, T. Stoltenhoff, H. Kreye, T. Klassen, J.Therm. Spray Technol. 18 (2009) 794–808.
[6] S. Yun, X. Wang, W.Y. Li, H.L. Liao, H. Jie, Appl. Surf. Sci. 259 (2012) 294–300.[7] T. Hussain, D.G. McCartney, P.H. Shipway, D. Zhang, J. Therm. Spray Technol. 18 (3)
(2009) 364–379.

84 S. Grigoriev et al. / Surface & Coatings Technology 268 (2015) 77–84
[8] R.G. Maev, V. Leshchynsky, Introduction to Low Pressure Gas Dynamic Spray: Phys-ics & Technology, Wiley-VCH, Weinheim, 2008.
[9] A. Shkodkin, A. Kashirin, O. Klyuev, T. Buzdygar, J. Therm. Spray Technol. 15 (2006)382–385.
[10] M. Doubenskaia, D. Novichenko, A. Sova, D. Pervoushin, Surf. Coat. Technol. 205(2010) 1092–1095.
[11] Y. Danlos, S. Costil, X. Guo, H. Liao, C. Coddet, Surf. Coat. Technol. 205 (2010)1055–1059.
[12] D.K. Christoulis, S. Guetta, E. Irissou, V. Guipont, M.H. Berger, M. Jeandin, J.G. Legoux,C. Moreau, S. Costil, M. Boustie, Y. Ichikawa, K. Ogawa, J. Therm. Spray Technol. 19(5) (2009) 1062–1073.
[13] D.L. Gilmore, R.C. Dykhuizen, R.A. Neiser, T.J. Roemer, M.J. Smith, J. Therm. SprayTechnol. 8 (1999) 576–582.
[14] W.Y. Li, H.L. Liao, H.T. Wang, C.J. Li, G. Zhang, C. Coddet, Appl. Surf. Sci. 253 (2006)708–713.
[15] B. Samareh, O. Stier, V. Luthe, A. Dolatabadi, J. Therm. Spray Technol. 18 (5–6)(2009) 934–943.
[16] R. Lupoi, W. O'Neill, Surf. Coat. Technol. 206 (2011) 1069–1076.[17] S.V. Klinkov, V.F. Kosarev, V.N. Zaikovskii, J. Therm. Spray Technol. 20 (4) (2011)
837–844.[18] B. Jodoin, F. Raletz, M. Vardelle, Surf. Coat. Technol. 200 (14–15) (2006) 4424–4432.[19] http://www.plasma.co.jp/en/.[20] http://www.impact-innovations.com/.[21] V.F. Kosarev, S.V. Klinkov, A.A. Sova, Recent Pat. Eng. 1 (2007) 35–42.
[22] J. Pattison, S. Celotto, R. Morgan, M. Bray, W. O'Neill, Int. J. Mach. Tools Manuf. 47(3–4) (2007) 627–634.
[23] Z. Cai, S. Deng, H.L. Liao, C. Zeng, G. Montavon, J. Therm. Spray Technol. 23 (3)(2014) 354–362.
[24] A. Sova, S. Grigoriev, A. Okunkova, I. Smurov, Int. J. Adv. Manuf. Technol. 69 (2013)2269–2278.
[25] H. Guosheng, G. Daming, L. Xiangbo, X. Lukuo, W. Hongren, J. Mater. Process.Technol. 214 (11) (2014) 2497–2504.
[26] H.J. Kim, C.H. Lee, S.Y. Hwang, Mater. Sci. Eng. 391 (1–2) (2005) 243–248.[27] B. Wielage, T. Grund, C. Rupprecht, S. Kuemmel, Surf. Coat. Technol. 205 (4) (2010)
1115–1118.[28] B. Al-Mangour, R. Mongrain, E. Irissou, S. Yue, Surf. Coat. Technol. 216 (2013)
297–307.[29] K. Spencer, V. Luzin, N. Matthews, M.X. Zhang, Surf. Coat. Technol. 20 (2012)
4249–4255.[30] A. Sova, D. Pervushin, I. Smurov, Surf. Coat. Technol. 205 (2010) 1108–1114.[31] H. Koivuluoto, P. Vuoristo, J. Therm. Spray Technol. 19 (5) (2010) 1081–1092.[32] V. Champagne, D. Helfritch, J. Adv. Mater. 40 (1) (2008) 20–26.[33] X. Wu, X. Zhou, H. Cui, X. Zheng, J. Zhang, J. Therm. Spray Technol. 21 (5) (2012)
792–799.[34] I. Odzemir, K. Ogawa, K. Sato, Surf. Coat. Technol. 240 (2014) 373–379.[35] C. Feng, V. Guipont, M. Jeandin, O. Amsellem, F. Pauchet, R. Saenger, S. Bucher, C.
Iacob, J. Therm. Spray Technol. 21 (3–4) (2012) 561–570.