Embed Size (px)
Citation preview
1
Universidade Federal de Pernambuco
Centro de Tecnologia e Geociências
Departamento de Engenharia Mecânica
Gerenciamento dos Riscos
Caso de Estudo da RNEST/UDA
Projeto Conceitual
Dayse Duarte
Você foi o engenheiro contratado para estruturar o programa de gerenciamento de riscos da
Unidade de Destilação da RNEST, o qual deverá ser baseado no desempenho. Qual a sua proposta?
Inicie a estruturação da sua proposta respondendo aos seguintes questionamentos.
1 O que pode dar errado? E o mais importante como pode dar errado?
2 Quem são os stakeholders? Qual o desejo dos stakeholders?
3 Há conflitos entre os objetivos (ou seja, desejos) dos stakeholders?
4 Quais os indicadores de danos da Unidade de Destilação Atmosférica-UDA?
O PETRÓLEO
Do latim, petra (pedra) e oleum (óleo), o petróleo, no estado líquido é uma substância oleosa,
flamável, menos densa que a água, com cheiro característico e cor variando entre o negro o
castanho escuro.
Os hidrocarbonetos, principais constituintes do petróleo, são compostos orgânicos formados por
carbono e hidrogênio. O petróleo é então composto por hidrocarbonetos saturados (parafinas,
isoparafinas, naftenos), aromáticos, resinas e asfaltenos. Além dos compostos orgânicos o petróleo
contém outros elementos, como nitrogênio (N), oxigênio (O) e enxofre (S) existem ainda metais e
sais de ácidos orgânicos.
As principais características do tipo de petróleo são: a densidade do óleo, o tipo de hidrocarboneto
(ou base) predominante na mistura e o teor de enxofre. Essa classificação é convencionada de
acordo com as normas do American Petroleum Institute-API, sendo por isso conhecida como grau
API. Quanto menor a densidade do petróleo, maior o grau API e maior o valor comercial do
petróleo, pois com um tipo de petróleo com um grau API maior é possível produzir, em princípio,
uma parcela maior de derivados nobres, de elevados valores comerciais. Petróleos com grau API
2
maior que 32º são considerados leves; entre 24º e 31º API, são médios; abaixo de 23º API, são
considerados pesados; e com grau API igual ou inferior a 10º, são petróleos ultrapesados.
Durante o refino, o petróleo é submetido a uma série de processos:
Processos de Separação:
São processos de natureza física, não alterando a estrutura das moléculas envolvidas.
Eles ocorrem por ação de energia (ou seja, na forma de modificações de temperatura
e/ou pressão) ou de massa (na forma de relações de solubilidade a solventes) sobre o
petróleo ou suas frações. Exemplo: destilação atmosférica.
Processos de Conversão
São processos de natureza química, englobando reações de quebra, reagrupamento e
reestruturação molecular. As reações específicas de cada processo são obtidas por
ação conjugada de temperatura e pressão sobre os cortes, sendo bastante frequente
também a presença de um agente promotor reacional (i.e. o catalisador). Conforme a
presença ou ausência desse agente, estes processos podem ser classificados em
catalíticos ou não catalíticos, como por exemplo, o hidrotratamento e o coqueamento
retardado, respectivamente.
Processos de Tratamento
São processos de natureza química, porém não provocam reações profundas nas
frações e causam a melhoria de cortes de produtos semi-acabados, eliminando ou
reduzindo impurezas presentes em suas constituições; sendo utilizados em frações
leves (tais com gases, GLP e naftas) não requerendo condições operacionais severas
nem de grandes investimentos para sua implantação. Exemplos: tratamento cáustico
simples e regenerativo- Merox e o tratamento com etanolaminas – MDEA.
Processos Auxiliares:
São processos que se destinam a fornecer insumos à operação dos processos de
separação, conversão e tratamento, bem como para o tratamento dos rejeitos desses
mesmos processos. Exemplos: geração de hidrogênio, recuperação de enxofre e
utilidades.
3
A REFINARIA ABREU E LIMA - RNEST Projeto conceitual da RNEST é do domínio público.
O parque de refino do Brasil é majoritariamente controlado pela PETROBRAS que também é a
principal produtora de petróleo. Isto faz com que este parque seja, crescentemente, otimizado para
uma carga de petróleo nacional, logo a operação das refinarias é cooperativa, e não competitiva. A
lógica para a construção das refinarias da PETROBRAS é a minimização do custo do abastecimento
nacional com integração do sistema produtivo de óleo e de refino. O atual parque de refino
brasileiro é composto de 13 refinarias, as quais foram posicionadas de maneira a abastecer o
mercado de combustível ao menor custo de transporte de insumos e produtos finais.
Para o processamento dos óleos intermediários e pesados, predominantes da Bacia de Campos, o
parque de refino brasileiro, no curto prazo, ainda continuará importar óleos leves, de maneira a
formar uma blend de carga compatível com sua capacidade de conversão. A despeito dos
investimentos em capacidade e unidades de conversão realizadas, o atual conjunto de refinarias
ainda não logra a maximização da agregação de valor do cru brasileiro. Por outro lado, no que se
refere ao tratamento dos derivados produzidos, o parque brasileiro possui apenas algumas unidades
como hidrodessulfurização para diesel (HDS D) e unidades de hidrotratamento (HDT) de instáveis.
Em outras palavras, a nossa capacidade de hidrotratamento é baixa, visto que inviabilizaria a venda
de combustíveis para os mercados mais exigentes, com referência as características ambientais.
Os investimentos previstos pela PETROBRAS para os próximos anos permitirão ao refino
brasileiro melhores condições de processamento de cru pesado se comparado ao contexto atual.
Dentro desse contexto, a Refinaria Abreu e Lima, no Complexo Industrial e Portuário de SUAPE,
está projetada para processar 230 mil barris/dia de crus pesados. A refinaria brasileira vai processar
um óleo pesado e produzir um óleo diesel com baixíssimos teores de enxofre. O óleo diesel
produzido terá o mesmo padrão do combustível adotado pela Europa. A Refinaria Abreu e Lima
será a primeira refinaria brasileira a produzir um diesel limpo, ou seja, aproximadamente 36 vezes
menos poluente do que o diesel consumido atualmente no Brasil que contém um teor de enxofre de
500ppm.
A Refinaria do Nordeste foi batizada de Refinaria Abreu e Lima em homenagem ao general
pernambucano que lutou junto com Simon Bolívar pela independência da Venezuela.
A Refinaria Abreu e Lima irá processar 230.000 (duzentos e trinta mil) barris de petróleo por dia,
permitindo ao Brasil uma significativa redução com importação de derivados de petróleo, a
exemplo do diesel com baixo teor de enxofre, i.e 50ppm. A RNEST ocupará uma área de
6.300.0000m² no Complexo Portuário de SUAPE, município de Ipojuca, no Estado de Pernambuco.
4
Vale ressaltar, que a RNEST será a principal empresa do setor químico pernambucano e a maior
indústria do nordeste do país, com o objetivo de abastecer os mercados do norte e nordeste do Brasil
com derivados de petróleo, visando reduzir as importações.
A refinaria é também o maior investimento individual da PETROBRAS em Pernambuco. A
capacidade de refino prevista é de 31,8 milhões de litros diários de petróleo, equivalentes a 230.000
(duzentos e trinta mil) barris, representando 10,1% da produção nacional, transformados nos
produtos: óleo diesel (65,6%); gás de cozinha – GLP (3,0%); óleos combustíveis (10%); nafta
petroquímica (9,77%); coque (19,6 %) e compostos a base de enxofre (2 %). A refinaria é
interligada ao Porto de SUAPE através de um sistema de dutos para o recebimento do óleo cru e
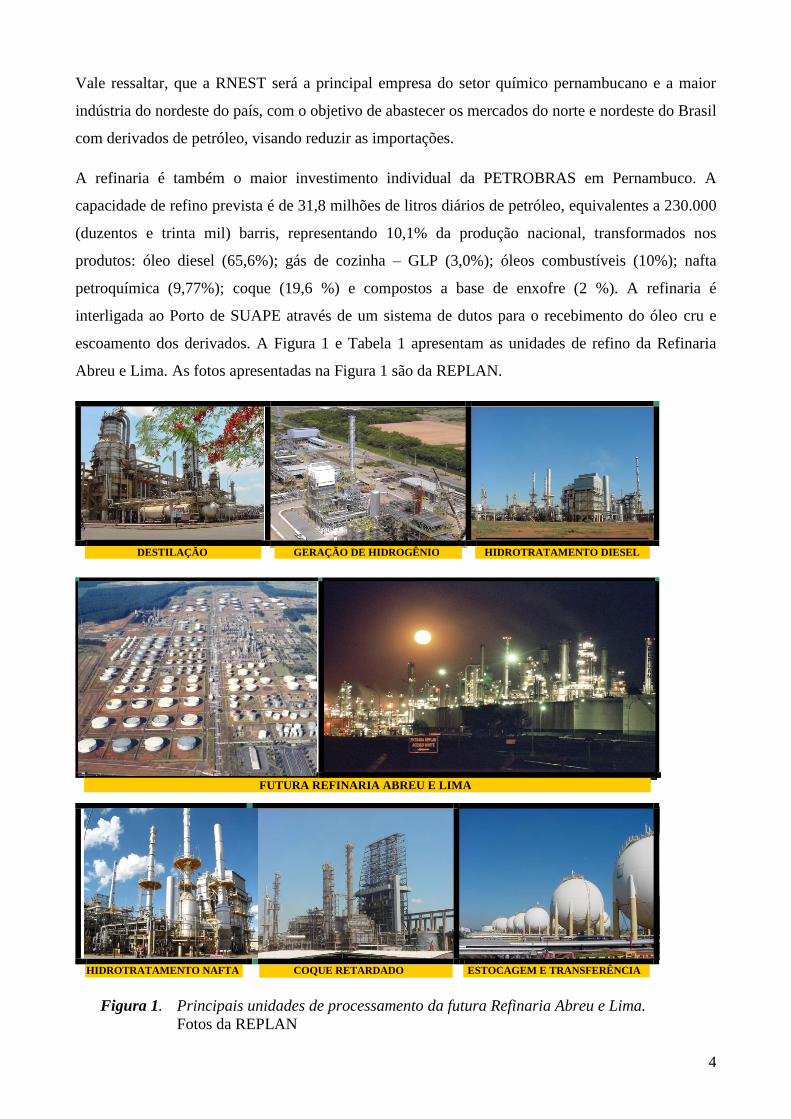
escoamento dos derivados. A Figura 1 e Tabela 1 apresentam as unidades de refino da Refinaria
Abreu e Lima. As fotos apresentadas na Figura 1 são da REPLAN.
Figura 1. Principais unidades de processamento da futura Refinaria Abreu e Lima.
Fotos da REPLAN
DESTILAÇÃO
GERAÇÃO DE HIDROGÊNIO
HIDROTRATAMENTO DIESEL
FUTURA REFINARIA ABREU E LIMA
HIDROTRATAMENTO NAFTA COQUE RETARDADO
ESTOCAGEM E TRANSFERÊNCIA
5
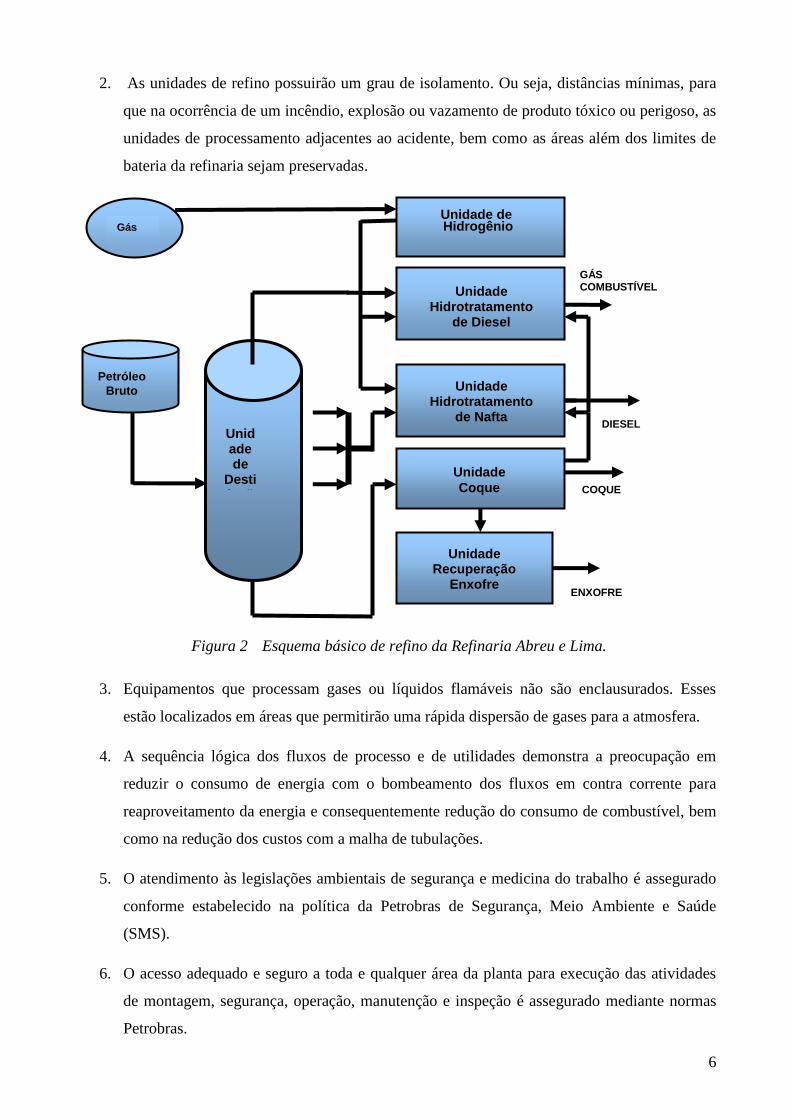
Refino de petróleo constitui a separação do óleo cru, via processos físico-químicos, em frações de
derivados, que são processados em unidades de separação e conversão até os produtos finais. O
petróleo a ser processado na RNEST será proveniente da Bacia de Campos e da Venezuela. Na
Figura 2 encontra-se esquematizado o esquema de refino proposto para a refinaria de SUAPE.
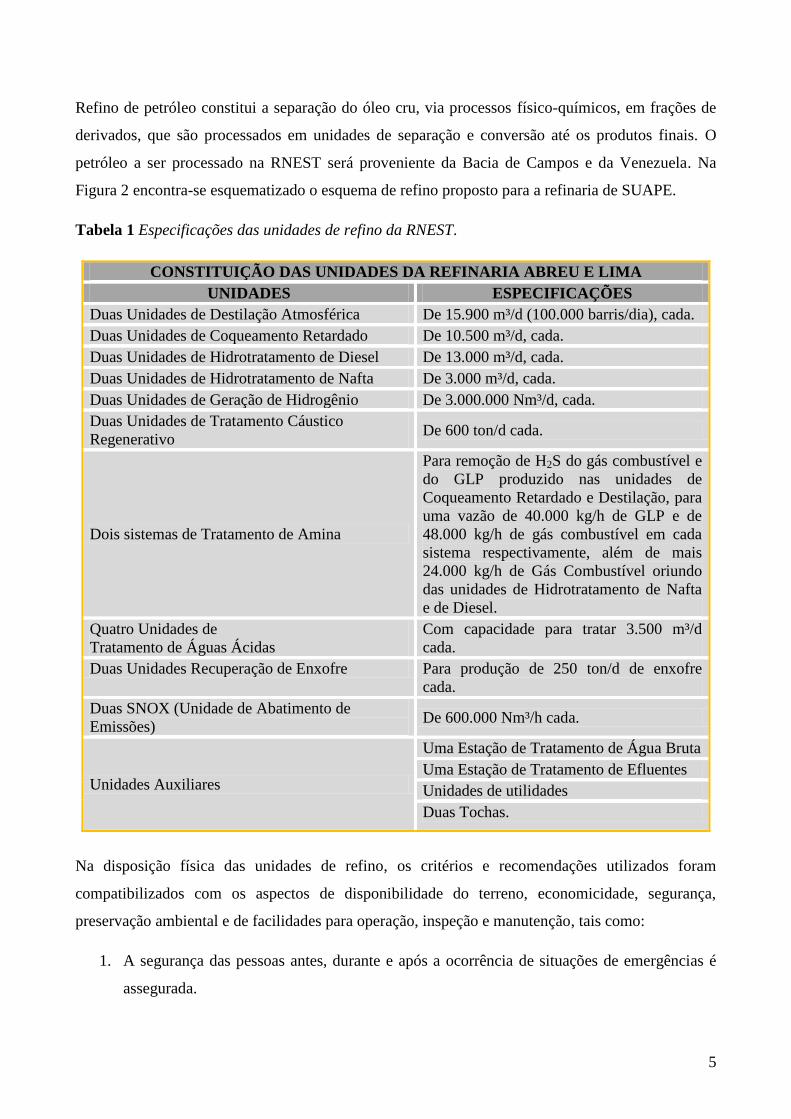
Tabela 1 Especificações das unidades de refino da RNEST.
CONSTITUIÇÃO DAS UNIDADES DA REFINARIA ABREU E LIMA
UNIDADES ESPECIFICAÇÕES
Duas Unidades de Destilação Atmosférica De 15.900 m³/d (100.000 barris/dia), cada.
Duas Unidades de Coqueamento Retardado De 10.500 m³/d, cada.
Duas Unidades de Hidrotratamento de Diesel De 13.000 m³/d, cada.
Duas Unidades de Hidrotratamento de Nafta De 3.000 m³/d, cada.
Duas Unidades de Geração de Hidrogênio De 3.000.000 Nm³/d, cada.
Duas Unidades de Tratamento Cáustico
Regenerativo De 600 ton/d cada.
Dois sistemas de Tratamento de Amina
Para remoção de H2S do gás combustível e
do GLP produzido nas unidades de
Coqueamento Retardado e Destilação, para
uma vazão de 40.000 kg/h de GLP e de
48.000 kg/h de gás combustível em cada
sistema respectivamente, além de mais
24.000 kg/h de Gás Combustível oriundo
das unidades de Hidrotratamento de Nafta
e de Diesel.
Quatro Unidades de
Tratamento de Águas Ácidas
Com capacidade para tratar 3.500 m³/d
cada.
Duas Unidades Recuperação de Enxofre Para produção de 250 ton/d de enxofre
cada.
Duas SNOX (Unidade de Abatimento de
Emissões) De 600.000 Nm³/h cada.
Unidades Auxiliares
Uma Estação de Tratamento de Água Bruta
Uma Estação de Tratamento de Efluentes
Unidades de utilidades
Duas Tochas.
Na disposição física das unidades de refino, os critérios e recomendações utilizados foram
compatibilizados com os aspectos de disponibilidade do terreno, economicidade, segurança,
preservação ambiental e de facilidades para operação, inspeção e manutenção, tais como:
1. A segurança das pessoas antes, durante e após a ocorrência de situações de emergências é
assegurada.
6
2. As unidades de refino possuirão um grau de isolamento. Ou seja, distâncias mínimas, para
que na ocorrência de um incêndio, explosão ou vazamento de produto tóxico ou perigoso, as
unidades de processamento adjacentes ao acidente, bem como as áreas além dos limites de
bateria da refinaria sejam preservadas.
Figura 2 Esquema básico de refino da Refinaria Abreu e Lima.
3. Equipamentos que processam gases ou líquidos flamáveis não são enclausurados. Esses
estão localizados em áreas que permitirão uma rápida dispersão de gases para a atmosfera.
4. A sequência lógica dos fluxos de processo e de utilidades demonstra a preocupação em
reduzir o consumo de energia com o bombeamento dos fluxos em contra corrente para
reaproveitamento da energia e consequentemente redução do consumo de combustível, bem
como na redução dos custos com a malha de tubulações.
5. O atendimento às legislações ambientais de segurança e medicina do trabalho é assegurado
conforme estabelecido na política da Petrobras de Segurança, Meio Ambiente e Saúde
(SMS).
6. O acesso adequado e seguro a toda e qualquer área da planta para execução das atividades
de montagem, segurança, operação, manutenção e inspeção é assegurado mediante normas
Petrobras.
Petróleo
Bruto
Unidade de
Destilaçã
o
Unidade Hidrotratamento
de Nafta Diesel
Unidade
Coque
Unidade Recuperação
Enxofre
Unidade de Hidrogênio Gás
COQUE
ENXOFRE
DIESEL
GÁS COMBUSTÍVEL Unidade
Hidrotratamento de Diesel
Nafta de Coque
7
7. Redução das emissões por hidrocarbonetos na área de tancagem, através da utilização de
tanques com teto flutuantes, selo flutuante ou selagem de nitrogênio, além de tratamento
com filtros de carvão e biológico. Cabe ressaltar que todas as bocas de visita dos tanques
serão seladas e somente utilizadas quando o tanque estiver vazio e disponível para a
manutenção. Os tanques também possuirão radar para controle de nível, dispensando a
medição através dos bocais que serão selados, com consequente redução das emissões
fugitivas.
O processo de refino se caracteriza por elevadas temperaturas e pressões. As torres, vasos,
trocadores de calor, entre outros dispõem de válvulas de segurança que descarregarão no evento de
uma situação anormal gases e produtos combustíveis para um sistema coletor e deste para as
chaminés de segurança (i.e. tochas) onde serão queimados em condições seguras. Cada sistema
coletor foi projetado com a possibilidade de usar duas chaminés o que permitirá uma maior
flexibilidade operacional e de manutenção. A RNEST possuirá duas tochas com 110m de altura:
tocha convencional e tocha química.
Uma tocha (ou flare) é um dispositivo de segurança utilizado para queima de gases quando da
despressurização de equipamentos, os quais não podem ser enviados para atmosfera. Isso acontece
tanto em operação normal como em emergências operacionais. A tocha convencional recebe
descartes gasosos de equipamentos de altas e baixas pressões das Unidades de Processo e do Setor
de Transferência e Estocagem. A tocha química que recebe o desvio de gases ácidos da Unidade de
Águas Ácidas (UTAA), gases desviados da Unidade de recuperação de Enxofre (URE) e todos os
outros tipos de gases corrosivos.
UNIDADE DE DESTILAÇÃO ATMOSFÉRICA
A Unidade de Destilação Atmosférica é a etapa inicial de transformação do petróleo bruto. A
destilação é o processo básico de separação do petróleo que consiste na vaporização e posterior
condensação de seus componentes, ou seja, os hidrocarbonetos e as impurezas, devido à ação da
temperatura e da pressão. O processo está baseado nas diferenças entre os pontos de ebulição dos
diversos constituintes do petróleo. O petróleo bruto na Unidade de Destilação é transformado em
querosene, diesel leve, diesel pesado, resíduo atmosférico - RAT e os produtos do topo da coluna
(i.e., hidrocarbonetos leves e naftas).
A Unidade de Destilação Atmosférica é constituída de dois sistemas de destilação. Cada sistema
tem a capacidade de 15.900 m3/d (100.000 barris/dia).
8
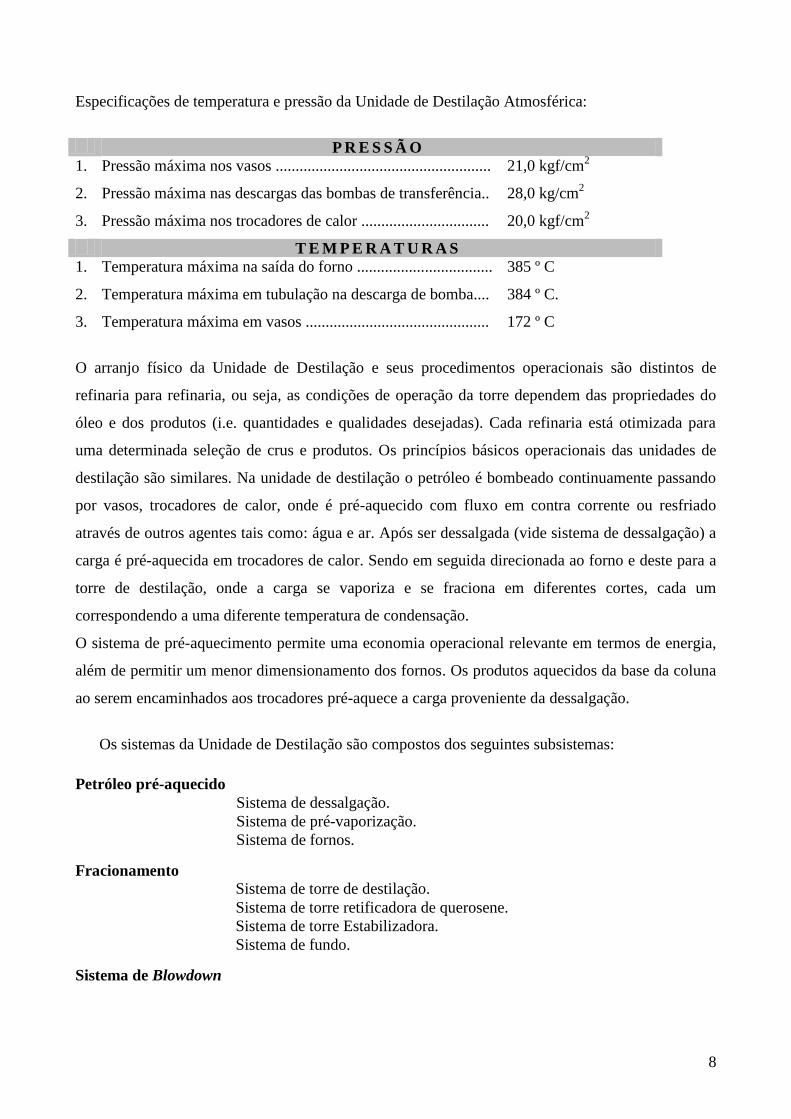
Especificações de temperatura e pressão da Unidade de Destilação Atmosférica:
P R E S S Ã O
1. Pressão máxima nos vasos ...................................................... 21,0 kgf/cm2
2. Pressão máxima nas descargas das bombas de transferência.. 28,0 kg/cm2
3. Pressão máxima nos trocadores de calor ................................ 20,0 kgf/cm2
T E M P E R A T U R A S
1. Temperatura máxima na saída do forno .................................. 385 º C
2. Temperatura máxima em tubulação na descarga de bomba.... 384 º C.
3. Temperatura máxima em vasos .............................................. 172 º C
O arranjo físico da Unidade de Destilação e seus procedimentos operacionais são distintos de
refinaria para refinaria, ou seja, as condições de operação da torre dependem das propriedades do
óleo e dos produtos (i.e. quantidades e qualidades desejadas). Cada refinaria está otimizada para
uma determinada seleção de crus e produtos. Os princípios básicos operacionais das unidades de
destilação são similares. Na unidade de destilação o petróleo é bombeado continuamente passando
por vasos, trocadores de calor, onde é pré-aquecido com fluxo em contra corrente ou resfriado
através de outros agentes tais como: água e ar. Após ser dessalgada (vide sistema de dessalgação) a
carga é pré-aquecida em trocadores de calor. Sendo em seguida direcionada ao forno e deste para a
torre de destilação, onde a carga se vaporiza e se fraciona em diferentes cortes, cada um
correspondendo a uma diferente temperatura de condensação.
O sistema de pré-aquecimento permite uma economia operacional relevante em termos de energia,
além de permitir um menor dimensionamento dos fornos. Os produtos aquecidos da base da coluna
ao serem encaminhados aos trocadores pré-aquece a carga proveniente da dessalgação.
Os sistemas da Unidade de Destilação são compostos dos seguintes subsistemas:
Petróleo pré-aquecido
Sistema de dessalgação.
Sistema de pré-vaporização.
Sistema de fornos.
Fracionamento
Sistema de torre de destilação.
Sistema de torre retificadora de querosene.
Sistema de torre Estabilizadora.
Sistema de fundo.
Sistema de Blowdown
9
1. PETRÓLEO PRÉ-AQUECIDO
Antes de ser fracionada a carga da destilação é bombeada para uma bateria de pré-aquecimento (i.e.
permutadores e fornos). No percurso, o petróleo recebe uma injeção de água visando facilitar a
retirada dos sais. Nesta bateria o petróleo passa por permutadores de calor, onde há troca de calor
com as correntes de resíduo atmosférico, diesel leve, diesel pesado, querosene ao mesmo tempo
também está sendo resfriado para serem estocados. Esse sistema de pré-aquecimento permite
economia operacional significativa, economizando combustível que seria necessário para
aquecimento total da carga propiciando um menor dimensionamento dos fornos.
1.1 Sistema de Dessalgação
Tem a função de remover as impurezas do petróleo bruto, tais como: sais corrosivos, sólidos em
suspensão, alguns metais, areias e óxido ferroso.
No processo de dessalgação o petróleo é lavado sob condições controladas para dissolver sais, diluir
a água residual dispersa e remover parte das impurezas insolúveis em água, por arraste na fase
gasosa, sendo aquecido através de permutadores após ser misturado com água, tendo por objetivo
melhorar a dissolução das impurezas indesejáveis. Como resultado, há a formação de uma lama
oleosa, conhecida como borra, a qual é enviada para a estação de tratamento de efluente.
Se a remoção das impurezas do óleo cru não é realizada de forma satisfatória durante a sua
dessalgação há probabilidade de danos na própria torre de destilação e demais unidade de refino,
tais como:
1) Danos na coluna de destilação devido ao aparecimento de incrustações nas suas bandejas.
2) O surgimento de incrustações nas paredes dos trocadores de calores resultará em entupimentos
com consequente redução da sua eficiência, reduzindo a integridade mecânica dos tubos dos
trocadores.
3) Danos aos catalisadores (ou seja, reduz a seletividade do catalisador) que são usados nos
sistemas de hidrotratamento de diesel e nafta, na unidade de geração de hidrogênio.
4) Redução do tempo de campanha da torre de destilação com consequente aumento do custo
operacional. E aumento da probabilidade de falhas no decorrer da vida útil das demais unidades
de refino.
5) Concentração elevada de sais e sólidos nos produtos resultantes da destilação atmosférica
poderá resultar em um elevado teor de cinzas, desvalorizando o produto final (i.e. o diesel) e
provavelmente inviabilizando o investimento.
10
1.2 Sistema de Pré-Vaporização
Este sistema permite que os hidrocarbonetos leves e a água sejam parcialmente vaporizados sob
condições de pressão controlada, atuando no alívio dos vapores de topo do vaso, através de
permutadores a jusante da dessalgadora, os quais elevam a temperatura da corrente de petróleo para
uma determinada temperatura transferindo para um vaso de armazenagem (V-11001). Do topo deste
vaso um fluxo constituído de gases contendo hidrocarbonetos leves é transferido diretamente para a
linha de transferência dos fornos atmosféricos para alimentação da torre (T-11001) e a fase líquida é
transferida para o forno (F-11001 A/B).
1.3 Sistema de Fornos
O forno possui uma geometria de forma a garantir melhor distribuição de calor nos dutos,
uniformizando a temperatura, tendo por objetivo eliminar pontos com elevadas temperaturas. Está
dividido em zonas de convecção e radiação com distribuição de dutos nessas zonas dispostos em
forma de passes.
São constituídos por:
1. Sistema de prevenção de sobrepressão e explosão.
2. Fotocélula indicadora de presença de chama.
3. Janelas de explosão para atuação quando houver aumento súbito de pressão e temperatura.
4. Sistema de intertravamento em redundância para atuação quando houver variação de fluxo,
temperatura e pressão.
5. Malha de controle de temperatura, pressão e fluxo.
6. Sistema de abafamento de vapor.
2. FRACIONAMENTO
2.1 Sistema Torre de Destilação
O efluente parcialmente vaporizado nos fornos, após se combinar com os vapores do vaso de pré-
vaporização, na linha de transferência, é direcionado para a torre T-11001 iniciando o processo de
fracionamento atmosférico.
A função da torre de destilação, também é conhecida como torre fracionamento, é de efetuar a
separação de hidrocarbonetos sem transformação química.
A torre de fracionamento no seu interior é constituída por várias bandejas com borbulhadores
valvulados. O petróleo aquecido ascende através da coluna e à medida que passa pelas bandejas
11
sofre condensação sendo fracionado. O produto de base sendo o mais pesado é transferido para a
unidade de coque retardado para purificação. O produto intermediário forma a corrente de diesel
(i.e. querosene, diesel leve e o diesel pesado) que é purificado na unidade hidrotratamento. O
produto de topo, i.e, mistura de gases é enviada para unidade hidrotramento de nafta e para a
unidade de coque retardado.
A torre de destilação do topo para o fundo é composta por:
1. Seção de troca térmica de refluxo circulante de topo.
2. Seção de fracionamento de nafta versus querosene.
3. Seção de fracionamento de querosene versus diesel leve.
4. Seção de troca térmica de refluxo circulante intermediário.
5. Seção de fracionamento de diesel leve versus diesel pesado.
6. Seção de troca térmica de refluxo circulante de fundo.
7. Seção de fracionamento de diesel pesado versus sobre vaporizado.
8. Região de retificação de fundo.
9. Seção de fundo.
2.2. Sistema Torre Retificadora de Querosene (T-11002)
As correntes no sentido do topo para o fundo como querosene seguem para uma retificadora lateral
(T-1102) para remoção de componentes leves que retornam como vapor para a torre atmosférica (T-
11001) e produto de fundo, após passar por permutadores para aproveitamento da carga térmica
minimizando o consumo de combustível, em seguida se junta às demais correntes de diesel leves e
pesados, as quais são submetidas a um aproveitamento da carga térmica. Estes fluxos (i.e.
querosene, diesel leve e diesel pesado) são direcionados para tanques de acúmulo através de malhas
de controle de pressão, localizadas no alinhamento a montante dos permutadores, os quais são
tratados na unidade de hidrotratamento de diesel.
2.3. Sistema Torre Estabilizadora (T-11003)
Os vapores de topo da torre atmosférica são parcialmente condensados e direcionados para um vaso
de acúmulo. A fase líquida é devolvida para o topo da torre como refluxo. A temperatura neste vaso
de acúmulo é controlada de forma que não haja condensação de água minimizando o surgimento de
prováveis processos corrosivos. Vapores deste vaso são condensados e enviados para outro vaso de
acúmulo. A fase gasosa é transferida como gás combustível para a unidade de coqueamento
retardado. Enquanto a fase líquida que é a nafta instabilizada é tratada na torre estabilizadora (T-
11003), o gás combustível e o GLP são removidos do topo da torre. A nafta instabilizada é o
12
produto de fundo que é direcionada para um vaso de acúmulo através de uma malha de controle de
pressão no alinhamento do vaso e deste para a unidade de hidrotratamento de nafta.
De forma a neutralizar componentes ácidos e controlar possíveis processos corrosivos nos sistemas
de topo é prevista a adição de produtos químicos que atuam como inibidores de corrosão como, por
exemplo, uma amina fílmica e uma amina neutralizante. Esta solução é preparada com diluente
denominado de querosene.
2.4. Sistema de Fundo
O resíduo de fundo da torre é retirado de forma contínua através de um controle de vazão e
temperatura.
Devido à elevada temperatura deste fluxo a carga é aproveitada para elevar as temperaturas de
outros fluxos inerentes ao sistema através de permutadores, o qual é direcionado para um vaso de
acúmulo e deste para unidade de coqueamento retardado.
3. SISTEMA DE BLOWDOWN
As descargas das válvulas de Seguranças (PSV) de líquido são enviadas para um tanque
denominado de vaso de blowdown. O efluente de vapor deste tanque é enviado para um sistema de
tocha com controle de fluxo do tipo ultra-sônico. A fase aquosa é enviada para o sistema de água
oleosa. A fase líquida de hidrocarbonetos é enviada para um tanque de slop.





























