Embed Size (px)
Citation preview

Fuel Processing Technology, 31 (1992) 181-191El evier cience Publishers B.V., Amsterdam
Ash agglomeration during fluidized bed gasification ofhigh sulphur content lignites
181
V. MarinoyS, S.P. Marinovb, L. Lazarovb and M. Stefanovab
• RTI Energydesign, A. Ivanov Str. 51, Sofia 1407 (Bulgaria)bInstitute of Organic Chemistry, Bl. 9, Bulgarian Academy of Sciences, 1040 Sofia (Bulgaria)
(Received August 8th, 1991; accepted in revised form April 24th, 1992)
Abstract
Intensive ash agglomeration has hampered the fluidized bed gasification of lignites from theElhovo deposit (Bulgaria) containing 5.9 wt% sulphur in the dry state. Samples of slag and ag-glomerates from the pilot plant have been examined by means of chemical, X-ray analysis, IRspectroscopy and scanning electron microscopy. Pyrrhotite (FeS) and wUstite (FeO) have beenestablished in the agglomerates, where junctions between ash particles have been found to consistof magnetite, spinel and garnet grains. The chemical reactions leading to garnet formation havebeen studied. Centres of sintering and centres of melting during the ash agglomeration processhave been distinguished. The pyrite product, an eutectic of FeS and FeO melting at 924 °C, isassumed to be responsible for the cessation of lignite gasification with steam and air under pres-sure at a bed temperature of 930°C.
TRODUCTIO
The sulphur content of Elhovo lignite (Bulgaria) reaches up to 10% of thedry material. A proper and environmentally safe utilization of this fuel seemsto be possible only by gasification followed by gas purification from hydrogensulphide. Tests have been carried out for fluidized bed gasification of this fuelwith steam and air under pressure according to the process described in liter-ature [1,2]. These attempts have proved unsuccessful due to intensive ashagglomeration at a bed temperature of about 930°C, which hampered fluidi-zation. A decrease in bed temperature to 920°C, however, is unacceptable be-cause ofthe high consumption of steam, which results in low process efficiency.The aim of this study is to reveal the chemical processes causing ash agglom-
eration in fluidized bed gasifiers that are fed with lignites of high sulphurcontent.
Correspondence to: Dr. V. Marinov, SRTI Energydesign, A. Ivanov Str. 51, Sofia 1407, Bulgaria.
0378-3820/92/$05.00 © 1992 Elsevier Science Publishers B.V. All rights reserved.

182
EXPERIME TAL
v. Marinov et al. / Fuel Processing Technol. 31 (1992) 181-191
Lignites from the Elhovo deposit (Bulgaria) have the following character-istics (%): WB, 10.9; Ad, 35.7; Vd, 36.8; Cd, 36.9; Hd, 3.7; Nd, 0.5; S~, 5.9; Q[kJjkg], 15 000.One sample of slag and two of handly picked probes of agglomerates from
the pilot plant were examined. Lignite coal was tested in order to find out thepeculiarities of the mineral matter and to study the changes during gasifica-tion. Special attention was paid to the components, indicating processes ofmelting and sintering.
RESULTS
The ash content in the lignite sample was found to be 35.7 wt% of the drymatter. Pyrite constituted 3.4 wt% of the latter. The high content of sulphurin sulphates (Table 1) was obviously due to pyrite oxidation. Pyrite usuallyaccount for about 85% of the ferric oxide content in Elhovo lignite ash. Thetotal sulphur content in the lignite sample (5.9 wt%) was far from the extremevalues established for this fuel.The mineral carbon dioxide content in the lignite sample was low (0.3 wt%).
This component was not found in the slag and the agglomerate samples. Theassumption of spurrite (5CaO· 2Si02• CO2) formation as a possible cause foragglomeration of lignite ash was rejected. Plogmann and Kuhn [3] have de-tected this mineral in the ash agglomerates formed during gasification ofRhenish lignites.In the absence of pyrite, the sulphide content was found to increase in the
order of slag, < hard agglomerates, < friable agglomerates. In the latter, thesulphur in sulphides amounted to 1.4% (see Table 1).The unburnt matter content was estimated by the loss in weight after heat-
ing at815°C in air (Table 1) and by determination of the carbon dioxide formed
TABLE 1
Residue after incineration and the ulphur forms in the samples (as % of dry matter)
ample Ash
Lignite 35.7Slag 85.2Friable agglomerates 99.4Hard agglomerates 99.9
Sulphur
Total As pyrite A sulphide As sulphate
5.9 1.6 2.11.4 0.5 0.82.0 1.4 0.61.2 0.8 0.3
V.Marinou et a/. / Fuel Processing Techno/. 31 (1992) 181-191 183
during heating of the agglomerates under an oxygen flow. By this method, theamount carbon in the slag was estimated to be about 13%.Since the sodium sulphate-calcium sulphate eutectic is known to melt at 899 °C,a portion of the slag was refluxed with water in an attempt to determine thesereactants in slag, where the sulphate content was higher as compared to thatof the agglomerates. The composition of the soluble fraction given in percent-ages of the dry slag was as follows: AP+, 0.03; So~- , 0.92; K +,0.08; Ca2+, 0.23;CI-,O.OO; a+, 0.11; and Mg2+, 0.05. A low sodium content was established inthis way, which obviously would not influence considerably the ashagglomeration.The chemical analysis of lignite ash (Table 2) did not give any indication as
to the agents acting in the agglomeration process. The chemical compositionof the slag, heated at 815 °C in air, was found to be similar to the ash compo-sition. Calculations of data on sulphate-free matter have indicated that only aslight predominant quantity of ferric oxide occurs with the fly ash in the gas-ifier. The alumina content was higher in the slag than in the lignite ash.In spite of the similarity in chemical composition, a rather different behav-
iour was observed between the specimens prepared from slag and from lignitein the heating microscope. In air, the temperature of softening was 1195 °C forthe lignite ash and only 980 °C for the slag specimen (Table 3). Thus, it couldbe assumed that (1) since softening of the slag specimen is due to melting at atemperature equal to or lower than 980°C, attention had to be driven to theeutectic FeS'FeO, which melts at 924°C [4] and (2) the difference in thebehaviour of lignite ash and of slag on heating should be ascribed to the diver-sity in the mineral composition.
TABLE 2
Chemical composition of the mineral residue of lignite and slag (wt% of dry matter)
Sample Si02 Al203 Fe203 CaO MgO Na20 K20 S03
Lignite 51.4 23.1 12.9 2.8 2.4 0.5 1.0 5.9Slag 53.1 25.6 12.8 2.7 2.3 0.5 0.8 1.3
TABLE 3
Characteristic points in the melting of lignite ash and slag
Temperature (: C) of: Lignite ash Slag
Sintering 890 910Softening 1195 980Hemisphere 1285 1360Fluid 1330 1400
184 v. Marinou et al. / Fuel Processing Technol. 31 (1992) 181-191
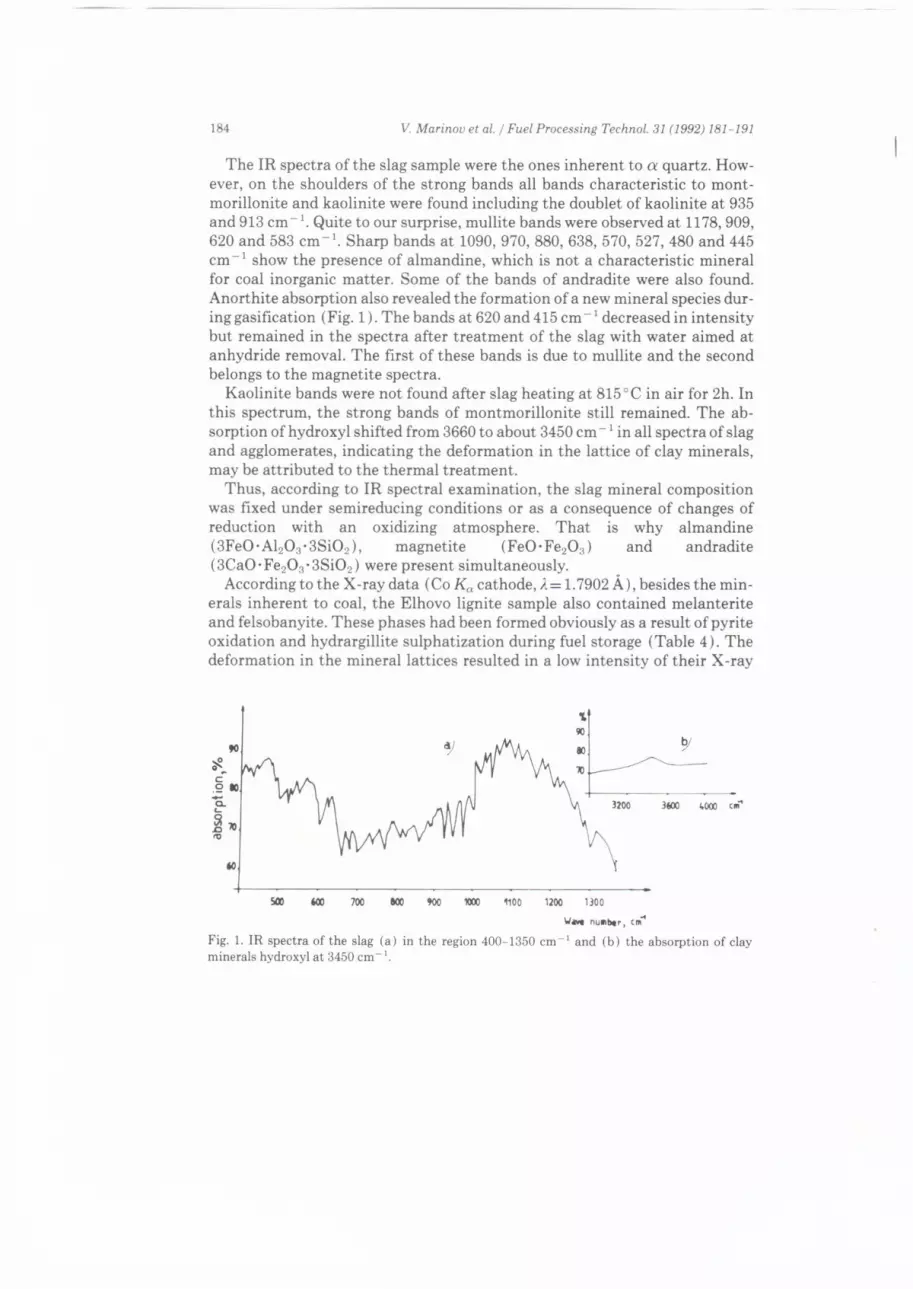
The IR spectra of the slag sample were the ones inherent to a quartz. How-ever, on the shoulders of the strong bands all bands characteristic to mont-morillonite and kaolinite were found including the doublet of kaolinite at 935and 913 em -I. Quite to our surprise, mullite bands were observed at 1178,909,620 and 583 em-I. Sharp bands at 1090, 970, 880, 638, 570, 527, 480 and 445em -I show the presence of almandine, which is not a characteristic mineralfor coal inorganic matter. Some of the bands of andradite were also found.Anorthite absorption also revealed the formation of a new mineral species dur-ing gasification (Fig. 1). The bands at 620 and 415 em -I decreased in intensitybut remained in the spectra after treatment of the slag with water aimed atanhydride removal. The first of these bands is due to mullite and the secondbelongs to the magnetite spectra.
Kaolinite bands were not found after slag heating at 815°C in air for 2h. Inthis spectrum, the strong bands of montmorillonite still remained. The ab-sorption of hydroxyl shifted from 3660 to about 3450 em -I in all spectra of slagand agglomerates, indicating the deformation in the lattice of clay minerals,may be attributed to the thermal treatment.
Thus, according to IR spectral examination, the slag mineral compositionwas fixed under semireducing conditions or as a consequence of changes ofreduction with an oxidizing atmosphere. That is why almandine(3FeO·AI203·3Si02), magnetite (FeO'Fe203) and andradite(3CaO' Fe203· 3Si02) were present simultaneously.
According to the X-ray data (Co Ka cathode, A.= 1.7902 A), besides the min-erals inherent to coal, the Elhovo lignite sample also contained melanteriteand felsobanyite. These phases had been formed obviously as a result of pyriteoxidation and hydrargillite sulphatization during fuel storage (Table 4). Thedeformation in the mineral lattices resulted in a low intensity of their X-ray
3600 4000 c ••••
700 lIOO 900 1000 1100 1200 1300
Fig. 1. IR spectra of the slag (a) in the region 400-1350 em -1 and (b) the absorption of clayminerals hydroxyl at 3450 em - 1.

V. M arinou et at. / Fuel Processing Technol. 31 (J992) 1 1-191
TABLE 4
Mineral composition of the samples
185
No.
12
345678910
Lignite mineral matter
Quartz, a-Si02Montmorillonite,AI2[Si.0101 (OHh'4H20Kaolinite, Al2 [Si2051 (OH).Orthoclase, K [AISi30alPyrite, FeS2p-Hydrohematite, Fe(OH)Selenite and gypsum, CaSO.· 2H20Hydrargillite, AI(OHl3Melanterite, FeSO.· 7H20Felsobanyite, AI. (OH) IOS0.· 5H20
Slag and agglomerate
Quartz, cristobaliteAmorphous matter
Anorthite, Ca [A12Si20alMagnetite, Fe30. and wlistite, FeOHematite, Fe30.Anhydrite, CaSO.Mullite, A16(SiO.)205.0-Pyrrhotite
55
II dna 3,)~ 3.37
.s
" b)>. 2 51 • .ot~.III~.C 25- 2,4ll9
3D
15
10
23 22 21 20 19 18 17 l' 15 1ft 13 12 9,°•• 71
Fig. 2. Parts of the diffractograrns of lignite sample (a) and a sample of hard agglomerate (b).

186 V. Marinou et al. / Fuel Processing Technol. 31 (1992) 1 1-191
-ti.:10 JI m 3 0.0 k U 1.2 5 E 3 1 8.4 7 / 0 0
~.~~ . I'''' __ m,' "j.l
Fig. 3. Magnetite-alumo ilicate agglomerate in slag.
.. '-
SE
TABLE 5
Microsound drilling analyser data on the composition of magnetite and ortho ilicate in agglom-erate junctions
Specimen Mineral Element content (in wt%)o.
a Mg Al Si S K Ca Ti Fe 0
Magnetite and spinel 5.12 4.58 2.69 1.06 54.65 31. 4Garnet 5.41 6.34 19.79 12.76 12.53 42.67
2 Magnetite and spinel 2.35 3.79 1.24 0.84 3.61 57.23 30.94Garnet 0.48 11.05 21.90 11.51 10.75 44.31
3 Magnetite and spinel 2.36 10.63 2.14 1.01 50.66 33.20Garnet 2.69 6.92 18.60 14.65 15.50 41.63
4 Magnetite and spinel 2.77 4.11 3.10 1.14 57.46 31.41Garnet 0.48 14.26 21.62 12.71 6.39 44.54
5 Magnetite and spinel 4.57 3. 3 0.65 61.00 29.96Garnet 1.47 0.70 9.00 1 .6 0.28 O. 16.5 0.65 9. 42.07
6 Magnetite and spinel 3.95 7.34 4.45 1.85 0.52 4 .20 33.69Garnet 1.1 11.96 20.6 0.77 9.07 0.48 10.54 43.9Garnet 1.73 7.71 21.66 0.35 0.7 13.8 0.72 9.72 43.53

V. Marinou et al. FueL Processing TechnoL. 31 (1992) 181-191 187
diffraction (XRD) lines. This is obviously the cause of the lines of selenite andgypsum dominating the diffractogram of coal (Fig. 2). An important revelationof the X-ray analysis was the identification of p-pyrrhotite (FeS) and wi..istite(FeO) in the slag and agglomerate samples. This fact confirmed the assump-tion that the FeS ° FeO eutectic had been responsible for ash agglomeration inthe pilot plant. In these samples magnetite was detected as well as mullite.Since X-ray analysis indicated the presence of p-pyrrhotite and wustite it couldbe supposed that some fractions of magnetite could result from FeSo FeO eu-tectic oxidation. The latter could be interpreted as a condition for the forma-tion of solid agglomerates since the sulphide content was found to be lower inthe hard agglomerates (Table 1).
Examination of the agglomerates and slag samples by a scanning electronmicroscope equipped with a micro sound drilling analyser was undertaken withthe purpose of identifying minerals in the junctions between coarse ash parti-cles building the agglomerates. These observations showed that the junctionsconstituted magnetite crystals smaller than 10 ).lm in size (Fig. 3). At somesites, magnetite crystals formed a junction core surrounded by minerals iden-tified according to the microsound analysis data (Table 5) as a series betweengrossular (Ca3A12(Si0413) and andradite (Ca3Fe2 (Si041 3) mixed with otherminerals of the garnet group, similar to pyrope (Mg3A12 (Si04 h) and alman-dine (Fe3AI2(Si04h).
The microsound analysis data showed that magnesium and alumina werepresent in quantities corresponding to spinel molecules in magnetite grains,where calcium and silicon were also distinguished. K, a, Ti and S were foundto occur irregularly in the silicate matrix (see Table 5).
DISCUSSIO
The presence of kaolinite in the slag established by IR spectroscopy can beconsidered incompatible with the mullite presence, confirmed by X-ray anal-ysis. Mullite is known to be formed from meta-kaolinite at temperatures higherthan 1200°C, but this mineral is produced also by the interaction betweenboehmite and quartz at low temperatures. A calculation carried out using stan-dard thermodynamic data published by Barin and Knacke (51 has shown thatthe equilibrium (1):
3 (A1203o HOH) +3Si02!::>AI3 (Si041205 + H20
boehmite mullite
-438.2 kJ (1)
is shifted to the right at 155°C when the change in Gibbs energy becomesnegative. According to the X-ray data, the ash obtained from the Elhovo sam-ple at 370°C in air contains not only mullite but also diaspore (y-AI203° HOH).Consequently, boehmite should be related to the thermal degradation of hy-

188 V. Marinov et al. / Fuel Processing Technol. 31 (1992) 181-191
drargillite, which has been found in the mineral matter of Elhovo lignite (seeTable 4 ) .These facts indicate undoubtedly that agglomerates in the pilot planthave been affected by the high temperatures at which the appearance of manyeutectics is possible. The presence of montmorillonite and especially of kaolin-ite' in the slag implies that the time of residence at a temperature of about900°C is not sufficient for complete conversion of these minerals into theirresidues. It is obvious, however, that under the same time temperature condi-tions pyrite degradation and oxidation proceed sufficiently fast to produce pyr-rhotite and wtistite. Hence the occurrence of an eutectic and agglutination ofcoarse particles and aerosols at 930°C.
0,
co. co2, 02
coarse particles----agglomerate
FeSO.: + so + so]
FeS FeO Fe 10.:
/ aerosolFeS FeO -------eutectic surrounding
This scheme will be disputable till the identification of droplets or mixtureof pyrrhotite and wiistite crystals in the core of the agglomerate junctions.
The surroundings of the magnetite crystals in junctions is also of interest.This was found to consist of minerals of the garnet group. Their formation isobviously due to fine-grain clay minerals, oxides derived from organically boundCa and Mg, and products of pyrite oxidation, e.g. substances of high dispersity.The mineral species derived from a mixture containing silicates at chemicalequilibrium can be predicted [6] using the parameter b,
b=8-2 [O/Si +AI + Fe3+]
where concentrations are expressed as atomic fractions. A value of 4 corre-sponds to complete three-dimensional cross-linking between the oxide tetra-hedra in silicate. The value of the same parameter for garnet§) is zero and thiscorresponds to isolated tetrahedra. The high silica content in Elhovo ligniteash (see Table 2) determines the value of b as equal to 4.3 units, in the case offull ash oxidation and equal to 3.9 units, when iron ions are fully reduced toFe3+. Consequently, this ash tends to form feldspars.
The magnetite surroundings, built up of garnets, provides some evidencethat quartz has been eliminated by other minerals in the process of ash particlesticking. Due to a lack of thermodynamic data for the minerals of the garnetgroups, the following considerations, referring to a representative of the olivinegroup, reveal the cause for this peculiarity.
j1-Ca2Si04 may be formed from free oxides (Equilibrium (2)

V. Marinou et al. / Fuel Processing Technol. 31 (1992) 181-191 189
-136.7 kJ (2)even at low temperatures according to the calculation made using the standarddata published by Kireev (7]. The change in Gibbs energy is about - 146 kJmol-1 for the whole range from 130 to 1530°C (Table 6).When kaolinite interacts with calcium oxide (Equilibrium (3)),
4CaO+Al203·2Si02·2H20~2Ca2Si04 +Al203· HOH + H20 -208.7 kJ
kaolinite boehmite
(3 )
the change in Gibbs energy is nearly the same (see Table 6), but the orthosil-icate formation is favoured by water release and evaporation.The probability of orthosilicate formation increases sharply when calcium
oxide interacts with the kaolinite residue (Equilibrium (4)),
meta-kaolinite corundum
-559.7 kJ (4 )
(5 )
because of a big change in Gibbs energy, which is almost constant and equal to- 558.3 kJ mol-1 in the interval from 530 to 1530° C.It can be concluded that Equilibrium (5)
6CaO + 3 (AI203·2Si02) ~2Ca3A12 (Si04h + Al203grossular
proceeds during Elhovo lignite gasification because of a lower concentration offree calcium oxide. It is facilitated with regard to the interactions between free
TABLE 6
Thermodynamic data
T Change in the energy of Gibbs(K) [kJ mol-I]
Equilibrium No.
400 + 10.2 -137.3 +35.5600 -77.1 -138.4 -99.4800 -139.5 -359.21000 -140.7 -558.01200 -142.2 -569.81400 -144.3 -557.01600 -146.7 -557.61800 -142.1 -558.9
2 3 4 5 6
-41.9 -69.5-40.7 -70.9-40.3 -75.0-40.0 -79.4-39.3 -83.4-38.7 -87.2-40.8 -89.4-42.5 -74.2

190 v. Marinov et a/. / Fuel Proces ing Techno/. 31 (1992) 181-191
oxides (3CaO+ Al203 +3Si02) by (1) the simultaneous formation of more thanone product leading to stronger exothermal effects, from a thermodynamicpoint of view, and (2) the high degree of dispersion of both reactants, from akinetic point of view.The formation of hercynite (FeO'AI203), found in magnetite grains (see
Table 5) may be ascribed to the alumina resulting from the interaction be-tween metal oxides and the residue of clay minerals. Briefly, microscopic ob-ervations and some theoretical considerations suggest that the agglomerationof ash particles is a result of the latter sticking on melted eutectics, as well asof coalescence of coarse particles due to solid-state reactions with and betweenaerosols settled on their surfaces. In other words, mass transfer can convertthe particles, which have been bound initially by physical forces, into a moreor less hard agglomerate. Thus centres of melting and centres of sintering maybe distinguished in the agglomeration process.In the process of sintering, magnetite grains could provide iron oxide to the
silicate matrix or would remain intact and surrounded by this matrix, if anexcess of other more reactive metal oxide is present. The melting of fayalite(Fe2Si04) has been reported to cause ash agglomeration [8]. The presence offayalite in lignite ashes is less probable, since their high clay minerals contentdetermines the domination of aluminosilicate formation under the productionof silicates. Fayalite melting, however, offers conditions for slagging of ligniteashes in some cases, but fayalite formation seems to be sufficient for ashagglomeration.This study has confirmed the investigation results of Mason and Petel [9].
They have put forward the idea of pyrite influence on coal ash agglomeration.It is necessary, however, to point out the difference in the behaviour of bitu-minous coal ash during gasification. The ferric oxide content in this ash typeis over 28%, while the calcium oxide content is less than 3%. Such an ashcomposition determines a high apparent density ofthe agglomerate, especiallyin the case of bed temperatures raised up to 980-1200°C. This high densityensures limited growth of agglomerates, since, when their size reaches 1 cm indiameter [10], they become so heavy that they fall down to the bottom of thegasifier. The high lignite ash residue coupled with the specific ash compositionexcludes such a behaviour. The growth of lignite ash agglomerates cannot belimited.However, it is possible that allothermal gasification [11] is an appropriate
technique for utilization of high sulphur content lignites. This is due to themore complete conversion of reactive metal oxides into sulphides and becauseof some decomposition of sintering centres (Equilibria (6) and (7))
FeO+ H2S=:;FeS+ H20 -48.7 kJ
Fe2Si04 + H2S=:;2FeS+Si02+ H20 -74.9 kJ
(6)(7)

V. Marinou et al. / Fuel Processing Technol. 31 (1992) 181-191 191
determined by the higher concentration of hydrogen sulphide in the gasifier.
CONCLUSIO S
Two kinds of ash agglomeration centres can be distinguished: centres ofmelting and centres of sintering. The first should be held responsible for theash agglomeration considered in this study because of the coincidence of themelting temperatures of FeS· FeO eutectic and the temperature (9300 C ), atwhich the process of gasification of Elhovo lignites is broken off in the pilotinstallation. This conclusion is supported by the identification of If-pyrrhotiteand wtistite in agglomerate samples taken from the pilot plant.
ACK OWLEDGEME T
The electron microscopic examinations of agglomerates, described in thisstudy, have been carried out by Dr. M. Tarassov. The authors greatly acknowl-edge his work, which has contributed to a better understanding the chemistryof ash melting.
REFERENCES
Chernenkov, J.J., Shafir, G.S. and Gavrilova, A.A., 1978. Coal fluidized bed gasification inpilot installation MKG3 under high temperature and pressure, supplied by gas cleaning. KhimiaTuerdogo Topliua, 4: 137 (in Russian).
2 Efremov, U.M., Suslov, A.A., Chernenkov, J.J. and hestakov, N .. , 1985. Coal gasificationin energetical installations. Khimia Tuerdogo Topliua, 4: 85 (in Russian).
3 Plogmann, H. and Kuhn, L., 1987. Agglomerate formation during gasification of lignite. In:J.A. Moulijn, K.A. Nater and HAG. Chermin (Eds.), 1987 Int. Conf. Coal cience, CoalScience and Technology Series, Vo!. 11. Elsevier, Amsterdam, p. 567.
4 MacDonald, G.R., 1984. Control of solid fuel slagging. Power Eng., 8: p. 48.5 Barin, J. and Knacke, 0.,1973. Thermochemical Properties of Inorganic Substances. Sprin-
ger Verlag, Berlin, p. 37.6 Mrow, S.C., de Nenfville, C.J., Freund, H., Baset, L., Gorbaty, M.L. and Wright, F.J., 1983.
The science of mineral matter of coa!. In: M.L. Gorbaty, J.W. Larsen and I. Wender (Eds.),Coal cience, Vo!. 2. Academic Press, New York, Y, p. 56.
7 Kireev, V.A., 1970. Methods for practical calculations of thermochemical reactions. Pub. H.Khimia (Moscow), pp. 405-417 (in Russian).
8 Morgan, M., Jenkis, R.G. and Walker, P.L., 1981. Inorganic constituents in American lig-nite . Fuel, 60: 189.
9 Mason, D.M. and Petel, J., 1980. Chemistry of ash agglomeration in U-gas process. FuelProcessing Techno!., 3: 181.
10 Kikuchi, K., Suzuki, A., Moshizuki, T., Endo, Sh., Imai, E. and Tanji, Y., 1985. Ash-agglom-eration gasification of coal in a spouted reactor. Fuel, 64: 368.
11 Rost, M., van Heek, K.H. and Knop, K., 1987. Proc. 83 VGB Kongress Kraftwerke 1987.Wien, 15-18 September (in German).





























