Embed Size (px)
Citation preview


Annexure-1: Technical Specifications
1. Scope of work: Supply of pipes, tubes, fitting, welding consumables etc, fabrication,
erection, installation and testing of Hastelloy C-276 and SS 316 pipes and fittings as per
technical specification.
2. Applicable Standards:
2.1. ASTM B619/B619M Standard Specification for Welded Nickel and Nickel-Cobalt Alloy
2.2. ASTM B462 Standard Specification for Forged or Rolled Nickel Alloy Pipe Flanges,
Forged Fittings, and Valves and Parts for Corrosive High-Temperature Service Pipe.
2.3. ASME B 16.5 Pipe Flanges and Flanged Fittings
2.4. ASTM B366 Standard Specification for Factory-Made Wrought Nickel and Nickel Alloy
Fittings
2.5. ASTM G-28 Standard Test Methods for Detecting Susceptibility to Intergranular
Corrosion in Wrought, Nickel-Rich, Chromium-Bearing Alloys
2.6. SFA-5.14/SFA-5.14M Specification for Nickel and Nickel- Alloy Bare Welding
Electrodes and Rods.
2.7. ASME B16.9 Factory-Made Wrought Butt welding Fittings
2.8. ASTM A312 Specification for Seamless and Welded Austenitic Stainless Steel Pipe.
2.9. ASTM A999 Standard Specification for General Requirements for Alloy and Stainless
Steel Pipe.
2.10. ASTM A262 Standard practices for detecting susceptibility to intergranular attack in
austenitic Stainless Steel.
2.11. ASTM A380 Standard practice for cleaning, de-scaling and passivation of stainless steel.
2.12. ASTM A403 Standard Specification for Wrought Austenitic Stainless Steel Piping Fittings
2.13. ASME Sec VIII Div 1 and ASME Sec IX
3. Pipes, Fittings, and Flanges:
3.1. Pipes shall be of Sch-40 as per ASTM B619 standards for Hastelloy C-276 (UNS
N10276).
3.2. The fittings shall be as per ASTM B366. Dimensions and tolerances for these fittings shall
be as per ASME B 16.9. The wall thickness of the fittings shall match with 40-schedule
Hastelloy C-276 (UNS N10276) pipe of respective nominal size.
3.3. Flanges shall be SORF, serrated, class 150 ASA flanges and blind flanges RF, class 150 as
per ASME B 16.5 standard. All the flanges shall conform to the ASTM standard B 462.
3.4. Workmanship & finish: The pipes, fittings and flanges shall be free from burrs, crevices,
injuries, defects and shall be smooth from inside and outside. Minor repair may be allowed
for pipes and fittings by grinding provided the wall thickness allows and the grinding is
smooth and leaves no shoulders. No repair by welding is acceptable.
3.5. Quantity: as per Table-1
3.6. Hastelloy C-276 filler metals has to be used for gas-tungsten-arc welding of Hastelloy C-
276 material.
3.7. Applicable standards for welding filler electrode: ASME SFA-5.14, ERNiCrMo-4, UNS-
N10276
3.8. All the fittings shall be heat treated as per ASTM B 366.
3.9. Quantity: as per Table-1.
4. Specifications for SS 316 pipes, fittings and flanges:
4.1. Material shall be conforming to ASTM A 312 and other applicable standards as mentioned
in section 2.
4.2. Dimensional checks and tolerances for the pipes shall be as per the standards ASTM A-
312 and ASTM A-999.
4.3. The fittings shall be as per ASTM B403. Dimensions and tolerances for these fittings shall
be as per ASME B 16.9. The wall thickness of the fittings shall match with 40-schedule
SS316 pipe of respective nominal size.
4.4. Flanges shall be SORF, serrated, class 150 ASA flanges and blind flanges RF, class 150 as
per ASME B 16.5 standard.
4.5. Workmanship & finish: The pipes, fittings and flanges shall be free from burrs, crevices,
injuries, defects and shall be smooth from inside and outside. Minor repair may be allowed
for pipes and fittings by grinding provided the wall thickness allows and the grinding is
smooth and leaves no shoulders. No repair by welding is acceptable.
4.6. All pipes and fittings shall be heat treated as per ASTM A 312 and ASTM A 403.
4.7. Quantity: as per Table-1
5. Erection, installation at Site:
5.1. All the pipes, fittings and flanges are required to be fabricated, erected and installed at the
site in CEL-3 and AC plant area, behind CEL-4 as per the piping layout provided by the
purchaser. All these jobs are included in the scope of supply.
5.2. No. of weld joints, no of spools are mentioned in the table-1.
5.3. All the piping shall be provided with necessary MS supports, pipe clamps, bolting etc.. The
supply and fabrication, installation of supports is also in the scope of supply.
5.4. All the supports needs to be tak welded on appropriate locations and two coats of red oxide
painting is to be applied.
6. Inspection & Testing:
6.1. The raw materials procured by the manufacturer shall be tested at a NABL approved
laboratory as per standards mentioned in section 2 and annexure-1. The manufacturer shall
arrange for the testing such as chemical analysis, tensile tests (yield, tensile and elongation),
IGC at their own cost.
6.2. The test certificates of the raw materials including the original Mill Test Certificates for all
the items shall be submitted to the purchaser.
6.3. The finished pipes and fittings shall be subjected for 100% DP testing in presence of
purchaser`s inspector. After D.P. test, the fittings should be chemically cleaned so as not to
leave any contamination on the product. DP testing will be carried out after installation at
site.
6.4. All the finished pipes, fittings and flanges shall besubjected to 100% visual and random
dimensional inspection at the supplier’s premises.
6.5. After fabrication, erection and installation, all the pipes & fittings in assembled position
will be hydro tested for 1.5 times operating pressure and acceptance criteria is mentioned in
annexure-1. If required pneumatically tested at 1.1 times the operating pressure.
6.6. 10 % of theweld joints will be radiographed. The selection of joints for radiography will be
in the scope of purchaser.
6.7. The radiography shall be done as per ASME VIII Div 1 UW-11. Acceptance criterial shall
be as per ASME VIII Div. 1 UW-51.
6.8. RT sensitivity 2 2T for ASTM plate type IQI.
6.9. All the expenses for inspection and testing is in the scope of supplier.
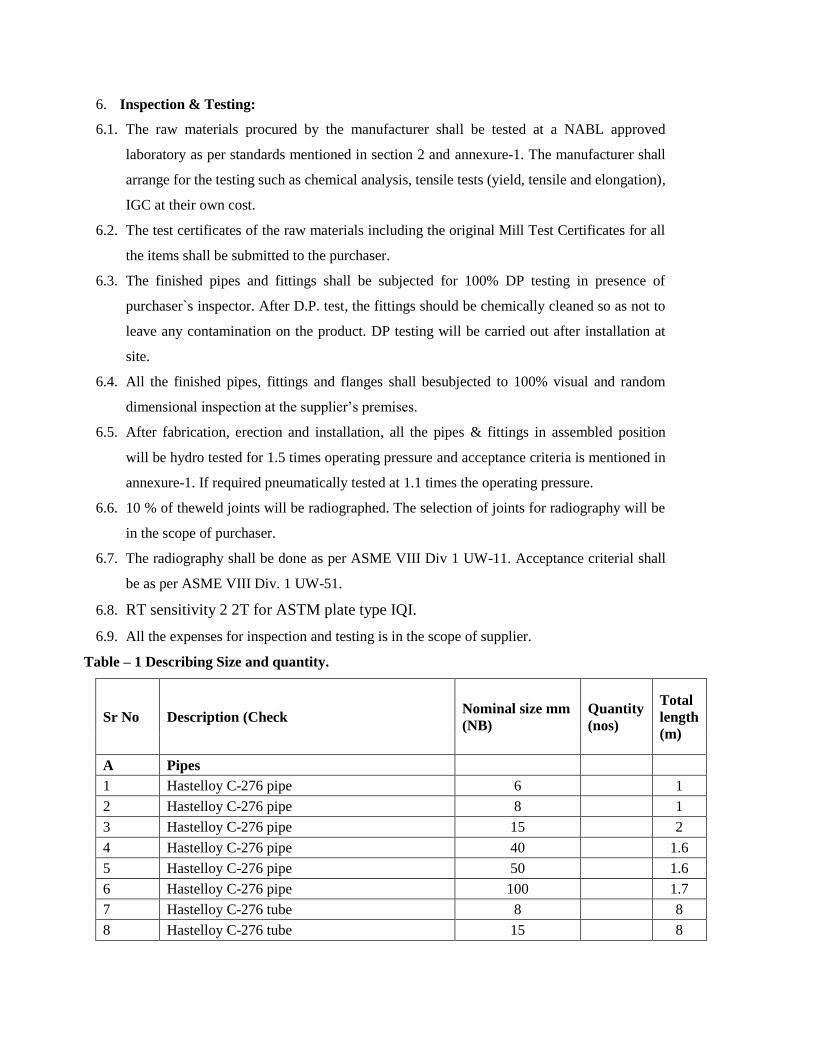
Table – 1 Describing Size and quantity.
Sr No Description (Check Nominal size mm
(NB)
Quantity
(nos)
Total
length
(m)
A Pipes
1 Hastelloy C-276 pipe 6 1
2 Hastelloy C-276 pipe 8 1
3 Hastelloy C-276 pipe 15 2
4 Hastelloy C-276 pipe 40 1.6
5 Hastelloy C-276 pipe 50 1.6
6 Hastelloy C-276 pipe 100 1.7
7 Hastelloy C-276 tube 8 8
8 Hastelloy C-276 tube 15 8

B Butt weld pipe fittings
1 Hastelloy C-276 Reducing flange 25 x 50 2
2 Hastelloy C-276 Reducing flange 25 X 40 2
3 Hastelloy C-276 Reducing flange 25 X 15 2
4 Hastelloy C-276 Reducing flange 25 X 100 2
5 Hastelloy C-276 Reducing flange 50 X 100 1
6 Hastelloy C-276 Reducing flange 40 X 100 1
Tube fittings
1 Hastelloy C-276 Equal Tee ½ inch 2
2 Hastelloy C-276 Equal Cross ½ inch 2
3 Hastelloy C-276 Elbow ½ inch 3
4 Hastelloy C-276 Union ½ inch 3
5 Hastelloy C-276 unequal Tee ¼ X ½ inch 3
6 Hastelloy C-276 Ferrule set ¼ inch 5
7 Hastelloy C-276 Ferrule set ½ inch 5
C Forged, SORF, ASA flanges and blind
flanges
1 Hastelloy C-276 flange 15 4
2 Hastelloy C-276 flange 40 4
3 Hastelloy C-276 flange 50 4
4 Hastelloy C-276 flange 100 4
5 Hastelloy C-276 blind flange 15 4
6 Hastelloy C-276 blind flange 25 2
7 Hastelloy C-276 blind flange 40 2
8 Hastelloy C-276 blind flange 50 2

9 Hastelloy C-276 blind flange 100 2
D Hastelloy Filler Rods
1 Plate , 115 mmOD,8 mmthk 4
2 Plate , 22 mmOD,6 mmthk 4
3 plate, 200 X 200 X 6 mm 1
4 Blind cap 150 class 1/4 inch 4
5
6 No of Weld Joints HC 276 – INCH DIA 6 NB TO 100 NB 70 Inch
dia
E SS 316 pipes and fittings
1 Pipe Sch 40 6 2
2 Pipe Sch 40 8 2
3 Pipe Sch 40 15 2
4 Pipe Sch 40 40 2
5 Pipe Sch 40 50 2
6 Pipe Sch 40 100 1
7 Flange 8 5
8 Flange 15 5
9 Flange 40 4
10 Flange 50 4
11 Flange 100 2
12 Blind Flange 8 4
13 Blind Flange 15 4
14 Blind Flange 25 4
15 Blind Flange 40 4
16 Blind Flange 50 4
17 Blind Flange 100 2
18 No of Weld Joints of SS 316 along with filler
material
Suitable for 25 NB
pipes &fittings 30
19
Pipe support-MS angles along with pipe clamps
and bolting arrangements for each support
(pipe clamp suitable for 1 “ pipe with two nuts
for each set)
40X40X5 mm 100 KGS
20 Blind Cap 150# SS 316 5
21 Plate , 115 mmOD,8 mmthk 5
22 Plate , 22 mmOD,6 mmthk 5
23 Plate 157mm OD, ID 33.4 mm, 8 mmth 5
7. Qualification Criteria For Bidders:
7.1. The past supply performance of the firm with respect to quality of Job/ Supply and delivery
shall be satisfactory. The supplier shall submit documents like performance feedback,
dispatch documents etc. with contact details of the clients.
7.2. Details of major orders executed by the firm for similar supplies in past five years for
DAE/PSU or any other Govt Labs. Details of orders shall indicate Purchase Order. No. &
Date, name and contact of client, supplied quantity, cost of order. Supporting documents
like copies of orders and delivery/dispatch documents shall be submitted.
8. Criteria for Bid Evaluation:
8.1. Critical requirement: Fabrication experience in Hastelloy C 326 /Inconel/Monel etc
fabrication is critical requirement for qualification.
8.2. Verifiable Purchase order details, fabrication drawings, WPS, welder qualification records,
radiography records for fabrication as per the "critical requirement above" for alloys shall
be submitted without price.
8.3. Source of Hastealloy and the welding electrodes as per the requirement specified.
8.4. Bidder should submit offer for all Material, Quantity, erection and installation details. Offer
will be evaluated on Totality, i.e.based on overall technically suitable offer. Offer for
supply of material and quantity partially will not be considered, as entire quantity is
required together for completion of timely Project Execution.Quotations from original
manufacturers or authorized dealers will be preferably considered.
9. Criteria for Acceptance:
9.1. Final acceptance will be given only after successful execution of entire Job mentioned in
this Document and the inspection plan as per ANNEXURE-1.
9.2. The acceptance test mentioned in the section -7 and annexure -1 of this specification shall
be carried out in the presence of purchaser’s representative.
9.3. Verification as per final bill of material and drawings
9.4. Check-up for proper workmanship, identification etc

10. General Notes:
10.1. Operating Conditions: Temperature – 450oC, Pressure – 5 bar (g)
10.2. The prices quoted should be per unit item as indicated in the enquiry (Table-1).
10.3. Any deviations from the specifications shall be clearly mentioned in the offer.
10.4. Guarantee/Warrantee: The materials shall be guaranteed/warranted for at least one years
after receipt of items at purchaser’s place. The manufacturer shall replace any material
developing any sort of defect or malfunctioning in service, during the above period.
10.5. All the items would be inspected by the purchaser's representative at the supplier's place
before clearance of dispatch.
10.6. The test procedure shall be according to the respective standards mentioned in section 2.
Qualitiy Assurance plan is to be submitted by the party before start of fabrication. All the
subsequent steps will be according to the approved QAP. The party needs to take the
approval of QAP from the purchaser
10.7. After obtaining clearance from the purchaser for dispatch, the supplier shall arrange to
transport the material in a clean and safe manner to the Purchaser's stores in Mumbai.
11. Completion period: 16 weeks from the date of receipt of work order.
12. Terms of payments:
12.1. Full payment shall be made once, after completion of the work and supply of the entire
items.
12.2. The contractor shall have to submit in advance duly signed and stamped receipt along with
the bills & necessary papers for the payment.
12.3. Necessary documents for release of payments shall be raised in the name of " Accounts
Officer, BARC, Mumbai-400085 and forward the same to Nafees V., Scientific Officer "F",
Chemical Technology Division, BARC (Govt of India), Trombay, Mumbai-400085.
12.4. GST exemption certificate duly approved by competent authority will be provided for
availing concessional GST applicable for R & D.
13. The following confidentiality clause shall be maintained
13.1. No party shall disclose any information to any third party concerning the matters under this
contract generally. In particular, any information identified as “Proprietary” in nature by
disclosing the party shall be kept strictly confidential by the receiving party and shall not be
disclosed to any third party without the prior written consent of the original disclosing party.
The clause shall apply to the sub-contractors, advisers, or the employees engaged by a party
with equal force.

13.2. “Restricted information” categories under Section 18 of the Atomic Energy Act 1962
and “Official Secrets” under Section 5 of the Official Secrets Act,1923 :-Any
contravention of the above-mentioned provisions by any contractor, sub-contractor,
consultant, adviser or the employees of the contractor will invite penal consequences under
the aforesaid legislation.
13.3. Prohibition against use of BARC’s name without permission for publicity purposes
The contractor or sub-contractor, consultant, adviser or the employees engaged by the
contractor shall not use BARC’s name for any publicity purpose through any public media
like, Press, Radio, T.V. and Internet without the written approval of BARC.

ANNEXURE 1: Inspection plan
Description
Test for conformance Witnessing
Acceptance for process Party BARC
Pipes
TC (from the original
source)
100% 100% Conformance to applicable
standard, ASTM B-619
ASTM A-312, ASTM A-999.
Chemical 100% -
Tension test 100% -
IGC 100%
(1 in
each
lot)
100% IGC Method-A as per ASTM
G-28.
Acceptance condition-
corrosion rate 0.25 mm/year
for Hastelloy C276, IGC-
ASTM A-262 Practice E after
A, if not qualified for A for
SS 316.
Fittings &
Flanges
TC (from the original
source)
100% 100% Conformance to applicable
standard ASTM B366, ASME
B 16.9
ASTM B462, ASTM A 403
ASME B 16.5
Chemical 100% -
Mechanical 100% -
IGC 100%
(1 in
each
lot)
100% IGC Method-A as per ASTM
G-28.
Acceptance condition-
corrosion rate 0.25 mm/year
for Hastelloy C276, ASTM
A-262 IGC-Practice E after
A, if not qualified for A for
SS 316.
Fabrication
Welder
Qualification
WPS 100% -- As per ASME section IX
PQR 100% 100%
Welding
consumable
AWS 100% 100% Conformance to standard
Root Pass D.P test 100% 100% No linear defects
Final Pass D.P test 100% 100% No linear defects
Radiography 5% 5% 2 2T plate type IQI sensitivity,
No round or linear defects.
As per ASME VIII Div. 1

Description Test for conformance Witnessing Acceptance for process
UW-51.
D.P test 100% 100%
Hydro test of
piping
ASTM A 999 10% 10% Section 22.2 of ASTM A 999
Leak
Detection for
assembly
with all
fittings
Soap Bubble test of
joints
100% 100% <10-3 mbar litre/sec
Dimensional
Inspection
Dimension indicated 100% 100% As per details given in table-1
for pipes and Relevant ASTM
standards given in section-2
along with tolerances.
Surface finish/geometric
features
100% 100% Relevant ASTM standards
given in section-2 along with
tolerances.





























