Embed Size (px)
Citation preview

Project process selection
By IGroup

Manufacturing process sequence

Manufacturing process sequence
- What is your primary process? Why did you choose this process?
We use cutting process to cut a veneer. Because it easiest to built a wood product, If you use a jig saw.
- What is your secondary process? Why did you choose this process?
A driling. We want a hole to fix a pin, then drilling is a most suitable process to make it.
- What is your tertiary process? Why did you choose this process?
A planing. Because when we cut through it. Some parts of the material is uneven manner in which the process is the most appropriate planing.

Product function

Product function
- With your selected material, how is your material compatible with product geometry and manufacturing processes?
wood is a most suitable material for built some racks. Most of racks has simple geometry and it'll better when use woodworking process.
- What is the normal applied load to the material? Can your material take such load?
Yes, our product can take a load for about 30 N or 3 pair of shoes per layer and from a high young's modulas and enough strength of wood, this material can take it exactly.

Load for wood, it cam take more !!!

Product function
- What is the normal ambient conditions to your material?
Wood can suffer from heat about 150 degree celsius. And it'll be broken from water erosion, then our solution is use a lacker to protect it.
- With your selected manufacturing process, how is your process compatible with the product geometry?
Square is a simple geometry that can be cut , drill or planing easier than other complex geometry.

Manufacturing cost

Manufacturing cost
- Show a calculation to obtain the total cost per part of your product.
Total manufacturing cost (TMC) = Material (M) + Tooling (T) + Processing (P)The material costs per part, cM is
cM = cw*wp (1+ a) cw = material cost per unit weightwp = weight of finished partww= weight of wasted material, scrapa = ratio of wasted material weight / finished weight = ww / wp
cM = (60 bath/kg)*(0.46 kg/part)*(1+0.00) = 27.6 bath/part
Manufacturing cost
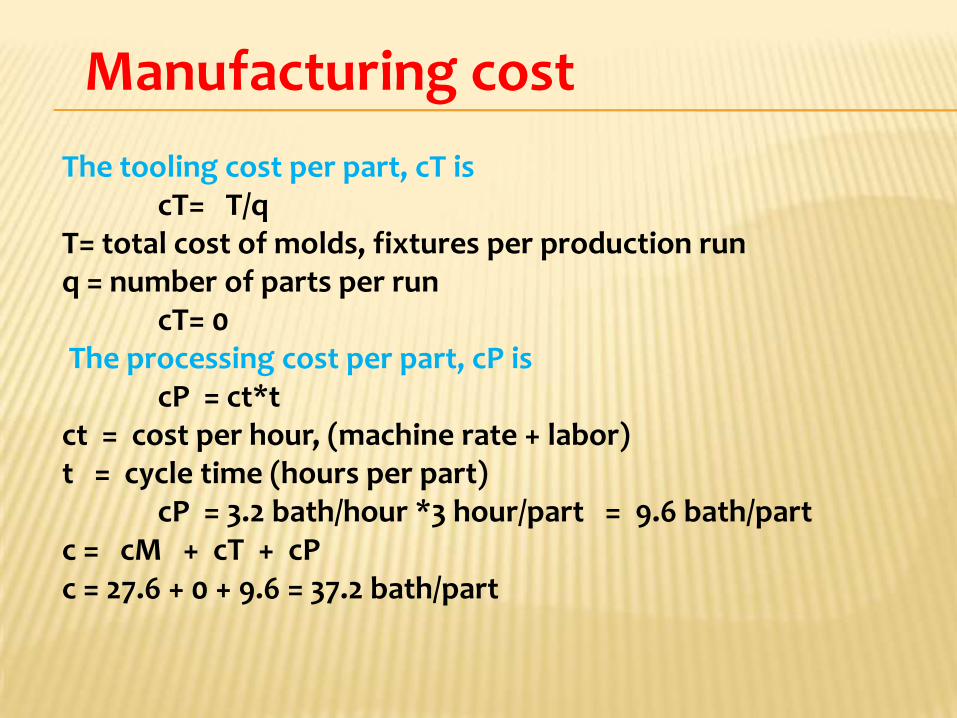
The tooling cost per part, cT iscT= T/q
T= total cost of molds, fixtures per production runq = number of parts per run
cT= 0 The processing cost per part, cP is
cP = ct*t ct = cost per hour, (machine rate + labor)t = cycle time (hours per part)
cP = 3.2 bath/hour *3 hour/part = 9.6 bath/partc = cM + cT + cPc = 27.6 + 0 + 9.6 = 37.2 bath/part

62.1x28x44.1cm = 0.0768 m3
60x60x80cm = 0.288 m3
,So bad it doesn’t save area anymore : (
In case 1 stand by for use

High light is in case 2 !!!
It make a carry easier than the other right ? : )

THANK YOU FOR
ATTENTION !!!

![Design Project Week 5 - UNLV · Design Project Week 5 ... What do you expect when consulting a professional, ... engineers at Thiokol to prepare a presentation on .]](https://img.dokumen.tips/doc/110x75/5b2fdd647f8b9ad1238c9140/design-project-week-5-design-project-week-5-what-do-you-expect-when-consulting.jpg)



























