Embed Size (px)
Citation preview

INTERNAL
Cooking and Fiberline
Possibilities forImprovementsPlata Region SeminarJune 13th, 2016Buenos Aires

INTERNAL
Contact information
Richard BarrosManager, Mill ImprovementsPaper and Fiber TechnologiesServices Business Line
Valmet Celulose Papel e Energia LtdaRua Pedro de Alcântara Meira, 130183704-530 Araucária, Paraná StateBrazil
Mobile phone:+55 41 9269 8482Tel: +55 41 3358 4823Fax: +55 41 3358 4728
e-mail: [email protected]
INTERNAL
Agenda
Batch Cooking
Date Author Title INTERNAL3
Brown Stock Screening
MC Machinery
Washing

INTERNAL
Batch Cooking
4

INTERNAL
CHIP SILO(OPTIONAL)
DIGESTERS LIQUOR TANKS
NCG ANDTURPENTINESYSTEM
HEAT EXCHANGERS
DISCHARGE TANK
LIQUORACCUMULATORS
CHIP FEEDING TODIGESTERS WITHSCREW CONVEYORS
LIQUOR PIPES TOAND FROMDIGESTERS
Equipment Introduction

INTERNAL
Equipment Introduction
SCREEN
DIRECT STEAM
SCREEN
CHIP SCREWCONVEYOR
DEGASSING SCREEN CHIP STEAM PACKER
CIRCULATION PUMP
DISCHARGE PUMP
NOZZLES FORDISCHARGE DILUTION
CIRCULATION
CIRCULATION
LIQUORS INTODIGESTER
LIQUORS OUTFROM DIGESTER
CAPPING VALVE

INTERNAL
Single digestor - benefits
ü An extra or new digestor canbring more flexibility forcurrent production
ü Capacity increaseü New designes can attend
higher capacities comparedto existing ones(replacement cases)
ü In normal applications, a newdigestor (in parallel withexisting ones) can increasethe production about 10-20%
INTERNAL
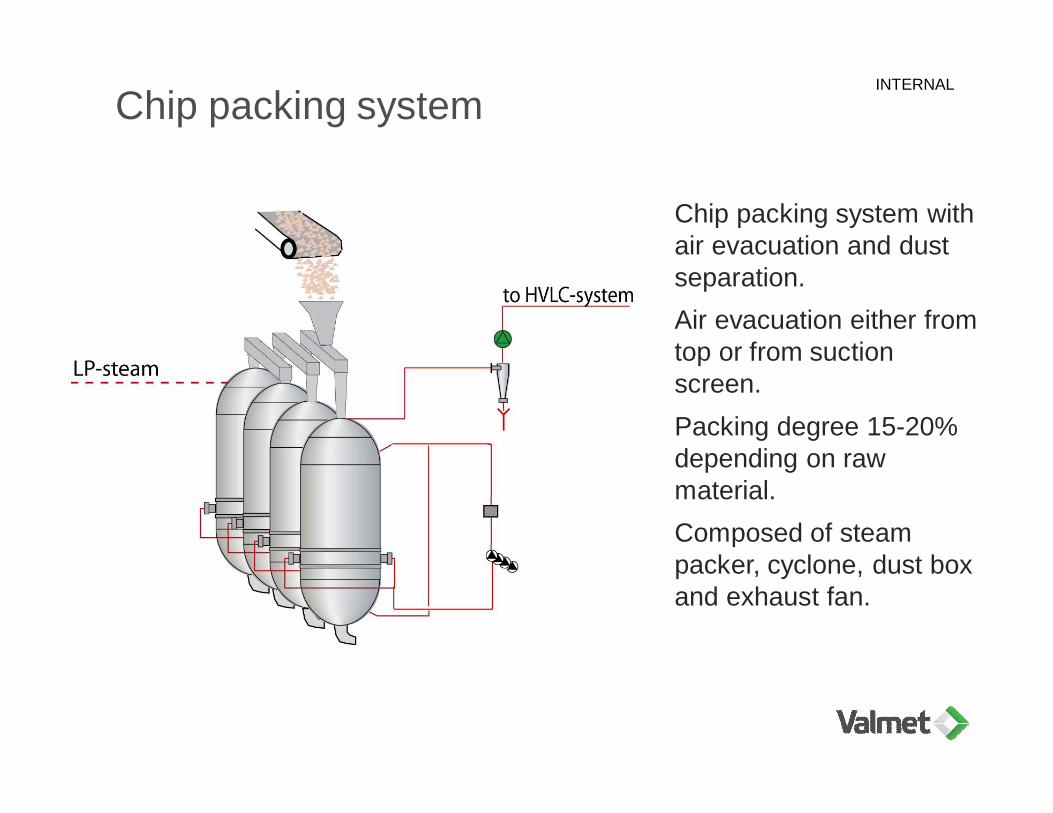
Chip packing system
ü Chip packing system withair evacuation and dustseparation.
ü Air evacuation either fromtop or from suctionscreen.
ü Packing degree 15-20%depending on rawmaterial.
ü Composed of steampacker, cyclone, dust boxand exhaust fan.

INTERNAL
Chip packing systemBenefits and principal arrangements
ü Cycle time saving fromsimultaneous packingand chip filling
ü Preheating of chips withLP-steam
ü More chips per digestermeans also higherproduction
ü Normal applications achip packing system canincrease the productionabout 10-15%
Lowpressuresteam lineand valveto controleachdigestor
Shut-offvalve for airevacuationfor eachdigestor
Evacuation airfan andcyclone. Oneunit per chipfeeding line.Even if 2 fillingsare occurringsimultaneously,2 lines areapplied

INTERNAL
Hot and White Black Liquor AccumulatorsHot Liquor Fill for Softwoods
ü Hot black liquor treatment– Hot black liquor impregnation– Heating of digester with liquor
displacement– Residual alkali control and profile in
order to ensure optimum conditions– Spent soluble calcium rich
impregnation liquor is taken into K-tankfor futher processing
ü Hot white liquor fill– Fresh alkali charging
Date Author Title10

INTERNAL
Black Liquor AccumulatorProduction increase and more stable steam consumption
ü Higher temperatureduring cooking circulationheating, for instance,120°C instead of 80°C –brings up to 40 min timesaving during the chipfilling and impregnation
ü Continuos heating –stability of steamconsumption
ü In normal applications, aHBL accumulator canincrease the productionabout 20-25%

INTERNAL
Chip screws and chip feeding systemsFor batch digesters with and without capping valve
ü Electric motor and gearbox-driven screw conveyor forchip feeding
ü High safety; no dusting,closed design
ü Possible to run in bothdirections
ü Single machine length up to12 meters
ü Capacity up to 1500 loose m3
of chips / hourü Compared to belt Chip screw
offers even capacity (nooverflows), less dust etc.

INTERNAL
Knot pumpingBenefits
ü Direct pumping of knots tothe digester(s).
ü Pumping consistency 4%to prevent plugging oflines.
ü Trouble-free operation andlow energy consumptiondue to simple and provendesign.
ü No presses or blowersneeded.

INTERNAL
SuperHeaterDirect heating system for the liquor circulations
ü Direct steam heating systemdesigned for trouble-freeoperation
ü Designed and used to replaceheat exchangers and to removethe problems caused by indirectheat transfer (scaling, poor heateconomy)
ü Steam condensate improvesdigester washing
ü As most of the equipment isinstalled inside the existingpipeline, very little space isrequired

INTERNAL
Brown Stock Screening
15
INTERNAL
Valmet’s screening philosophyToday’s development Improvements Area
ü New designs targeting capacityover 5000 adt/d for single lines
ü Focus on reject handlingsystem
ü Product PortfolioCompetitiveness analyses in aregular bases– What is our customer requirements
and how can we reach theirexpectations?
ü Is it your screening roomoperating over designedcapacity?– How does your reject handling looks
like?– Does a process audit/study is
performed in a regular basis?
ü Factors that might affect theefficiency resulting in fiberlosses:– Reject rates– Dilution rates in the screens and over
the stages/system– Pressure balance over the screens– Instruments, calibration– Screen baskets technology and slot
width / hole diameter

INTERNAL
Costs mapping in a brown stock screening room
ü There are several factors to be considered when looking for savingsin the screening room
31%
16%13%
9%3%
13%
9% 6%
Cost of good fiber losses
Cost of energy in screening
Cost of energy in pumping
Cost of wear and spare partsin warehouseCost of baskets
Availability loss due tounplannded shutdownPerformance loss due to lowperforming screeningQuality loss due to brokemade

INTERNAL
Costs mapping in a brown stock screening room
ü Example study shows that over 30% of the cost on screening room isrelated to fiber losses
ü Case example, reference mill study;– Laboratory samples showed a fiber content of 60% (good fibers) on final reject to be
send to landfill– Mill has as an average around 18m3 per day of reject
ü What’s the situation with your screening room?
WHERE ARE MY GOOD FIBERS GOING TO ?
Total estimated waste to the landfill ≥ 4 adt/day

INTERNAL
Identifying points of possible losses in yourscreening room
ü When a shive washer and areject press is installed as laststage;– Shive washer equipment should
have ≥ 80% efficiency in fiberrecoveryü Shive washer shall operate with
low inlet consistency ≤1,2% andoutlet consistency ≥ 15%
– Reject pressü Reject press equipment must
dewatering the reject slurry to aconsistency ≥ 30%
ü Recovered filtrate back to rejecttank

INTERNAL
Identifying points of possible losses in yourscreening room
ü When a reject press isinstalled as last stage;– Reject pressü Reject press equipment must
dewatering the reject slurry toa consistency ≥ 30%
ü Recovered filtrate back toreject tank
– Last pressurized stage screenü If equipment is not overloaded,
the reject going to reject pressshall contain an amount ofshives much higher than fibers(70/30)

INTERNAL
Screening
Excessive wear areaPlugged Screen=No Screening
Reject Thickening - Typical Phenomena
Feed
Rejects
Typical wear pattern

INTERNALNimax db provides two stages in one basket

INTERNAL
Nimax db™ with Belt DilutionMajor Benefits
• An additional screening stage is addedwithout adding a new screen. Noadditional piping, motors, etc.
• Increased capacity and screeningefficiency
• Reduced fiber losses at maintainedscreening efficiency because of theaddition of another screening stage
• Reduced and controlled rejectthickening
Nimax db™

INTERNAL
Screen Basket Products
© Valmet | Screen products24
For low and high consistency pulpapplications except machinescreening
For all applicationsDrilledbaskets
Nimax LD
NimLuc
For machine screening applicationsFor machine screening applications
ScreenBoost Recoatings, NimCat, agreements,screening studiesRecoatings, NimCat, agreements,screening studies

INTERNAL
NimLuc screen basket familyFocus on lower cost for targeted pulp quality
ü Designed for low and highconsistency screeningapplicationsü NimLuc has more simple
structure with less stages inmanufacturing compared toNimaxü Seamless support rings of
NimLuc will provide theprecision of the dimensions
25
Nimax
NimLuc
© Valmet | Screen products
Laser cut grooves in support ringsWires welded directly to support ring
Grooves are milled to support ringWires laser welded to support ring

INTERNAL
Rotation direction of foils
26
Nimax LD Screen Basket FamilyNew generation Laminar Design wire
ü The laminar flow pattern after the slotensures outstanding operation withoutfiber blockage or stringingü Increases capacity by minimizing
pressure drop and reducing flowresistance through the slots
0
10
20
30
40
50
60
70
0 0.5 1 1.5 2 2.5 3
PR
ES
SU
RE
DR
OP
[kP
a]
PASSING SPEED THROUGH SLOTS, M/S
Conventional basket
35% lowerpressure drop
INTERNAL
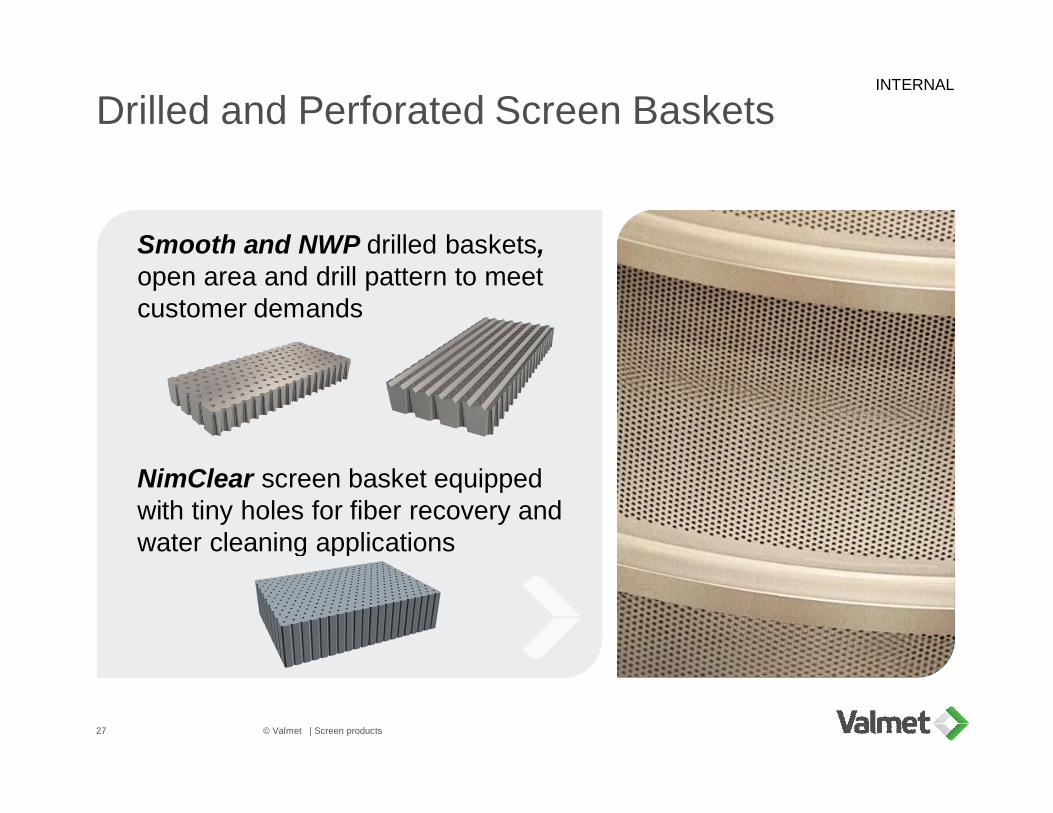
ü Smooth and NWP drilled baskets,open area and drill pattern to meetcustomer demands
ü NimClear screen basket equippedwith tiny holes for fiber recovery andwater cleaning applications
© Valmet | Screen products27
Drilled and Perforated Screen Baskets

INTERNAL
MC Machinery
28

INTERNAL
MC-pumps and chemical mixers
Internalvacuum pump
Thick stock pumpto MC-pump
InducerEnergy savingSMB
SMF-MixerCW-Pump CM-Pump

INTERNAL
FlowHeater™Process Machinery
SMF-Mixer
CM-PumpCW-PumpRFB
SA-D SA-U TMC TSB-T/V
INTERNAL
Where to look for energy savingsPump and mixer system
31
• Optimized pump dimensioning
• Optimized mixing technology
• Pressure losses
• Correct dimensioning of Piping
• Correct dimensioning of Valves
• Degassing
• Inlet levels
• Drive

INTERNAL
Identify pressure lossesExample, 300-500 adt/d
32
• 20-25% valves• 10-15% mixer• 25-30% Piping• 25-30% Static height

INTERNAL
Medium consistency pump CM/CW
33
Consistency 6-8%
CMCW
Consistency 9-14%
27 different sizes
CMD

INTERNAL
Efficient pumping – Valmet MC Pump
34
Low energy consumption
MC pump T2 (E-stage) MC pump T3 (P-stage) MC pump T4 (Storage)
VALMET EXIST. VALMET EXIST. VALMET EXIST.
Pump type CM 2015-440 MCA 42-200 CM 2015-440 MCA 42-200 CM 2015-440 MPP-15-P1
Production 720 adt/d 720 adt/d 720 adt/d 720 adt/d 720 adt/d 720 adt/d
Head(Pressure)
90 mwc 90 mwc 90 mwc 90 mwc 65 mwc 65 mwc
Consistency 12 % 12 % 12 % 12 % 12 % 12 %
Drive VFD Direct VFD Direct VFD Direct
Cons.energy
120 kW 315 kW 120 kW 315 kW 83 kW 115 kW
Install. Motor 160 kW 300 kW 160 kW 400 kW 110/132 kW 200 kW
Pump speed 1805 rpm 1500 rpm 1805 rpm 1500 rpm 1555 rpm 1868 rpm
TotalConsumption
today
730kW
TotalConsumption
Valmet
323 kW
Reduction– 407 kW
CASE Study

INTERNAL
Valmet SMF MixerModern mixing technology
ü “All-in-One” solutionü Applicable on whole fiberlineü Low chemical consumptionü Low energy consumptionü Low installation costü Low maintenance cost
– Few spare and wear parts– Easy maintenance– Low wear and tear
35
Considered to be the best on the market!

INTERNAL
ALL-IN-ONEIS OUR CONCEPT
ü We add everything directlyinto the mixer
ü Highly effective mixingzone
ü Perfect control of mixingü Can be used as heater up
to 20°Cü Covers production levels
up to 6400 admt/dü Low impact on fiber quality
36

INTERNAL
Valmet SMF Mixer
37
Low energy consumption
CASE STUDYHardwood - Existing mixers Hardwood - New installationsPosition Cons.in
[%]Production
[adt/d]Consumedpower [kW]
Mixer type Installedpower [kW]
Consumedpower [kW]
EnergyReduction
[%]D0 5 600 74 SMF-3040 45 30 59%D1 A 10 600 77 SMF-1525 30 21 72%D1 B 10 600 98 SMF-1525 30 21 79%
Mill case shows up to 70% energy savingscompared to conventional mixers.
INTERNAL
Washing
38

INTERNAL
Washing Technology – Upgrades & RebuildsChallenges through the years...
ü Production increaseü Energy consumption decreaseü Improve washing efficiency
– Reduce chemical consumption
ü Improve availabilityü Press conditions:
– Mechanical problems?– Outlet consistency?– Feeding consistency?ü Plugging problems? ü Mechanical Improvements
ü Capacity & ProcessImprovements

INTERNAL
ProDry Description
ü Insert cassettes for the TwinRollpress filtrate channels
ü Minimizes the pulp re-wettingü ProDry makes your washing
more efficient and reduces thewash loss carry over.
40
Standard With ProDry
Mantle section(Circumferential rings)
Longitudinal filtratechannel
Perforated plate

INTERNAL
ProDry™ Benefits & Mill resultsMill in Chile, DPA-1555
ü DPA-1555 pre-bleach plantü ProDry was recommended due to poor outlet consistency caused by
high production levels– The outlet pulp consistency has increased by from 25,3% up to 31,2%.– The outlet COD (kg/adt) has been reduced in 2,5 kgCOD/adt.– The mill reduced consumption of sulphuric acid, ClO2 and sodium hydroxid with
the Prodry.
41 2012.09.21 Richard Barros - MIL41

INTERNAL
ProStream™
42

INTERNAL
ProStream™
ü Automatic system for highpressure cleaning of the pressrolls– Control via DCS system– Cleaning interval can be set to match
extent of scaling problems
ü Manual cleaning not needed– Personnel safety– Reduced labor cost– Reduced production downtime
ü Improved press performance– Optimized filtrate evacuation– Less fiber accumulation– Secure washing efficiency and press
capacity
43
INTERNAL
4444
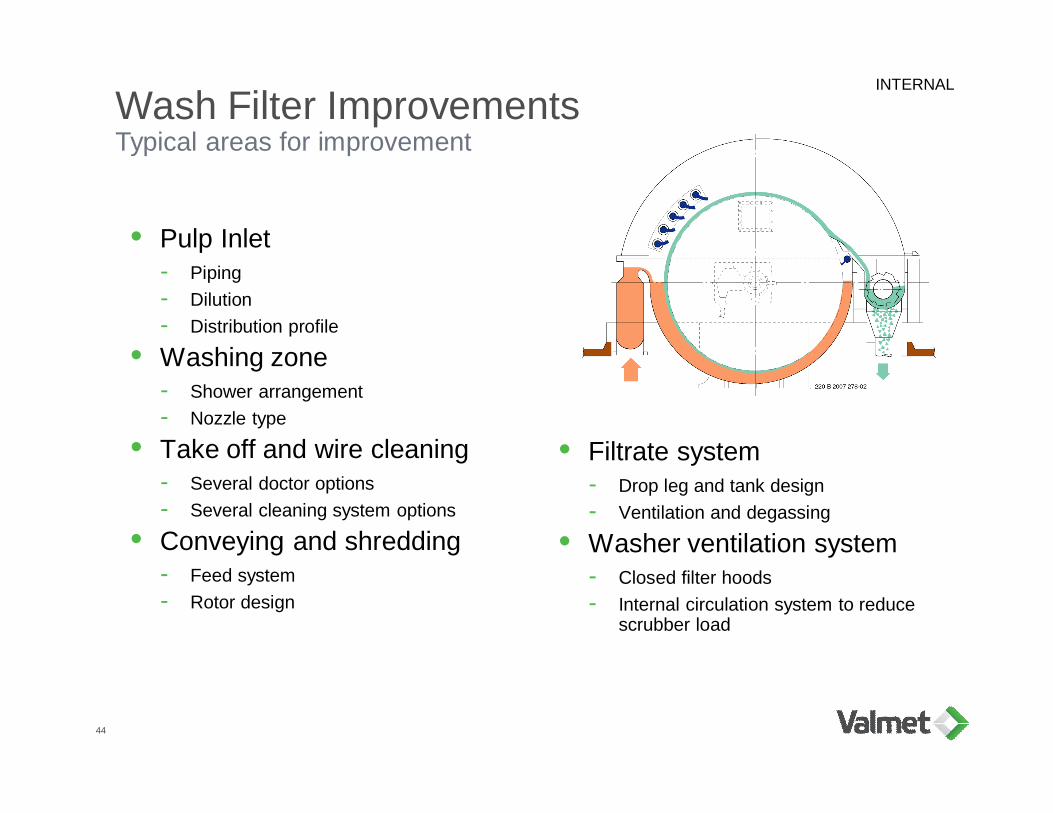
Wash Filter ImprovementsTypical areas for improvement
• Pulp Inlet- Piping- Dilution- Distribution profile
• Washing zone- Shower arrangement- Nozzle type
• Take off and wire cleaning- Several doctor options- Several cleaning system options
• Conveying and shredding- Feed system- Rotor design
• Filtrate system- Drop leg and tank design- Ventilation and degassing
• Washer ventilation system- Closed filter hoods- Internal circulation system to reduce
scrubber load

INTERNAL
Valmet nozzle is designedto facilitate an evendistribution of washingcleaning fluid.
Valmet nozzles
CSDU_H_2018_618-02

INTERNAL
BackgroundWashing distribution
CSDU_H_2018_618-02
• Old SS steel standard nozzles
• Valmet nozzles
Valmet nozzles

INTERNAL
Benefits
ü More even distribution ofcleaning fluid
ü Strong and reliableconstruction due to PVDF”Kynar” material
ü Reduced risk of blockageü Reduced wash water
consumptionü Reduced chemical
consumption
CSDU_H_2018_618-02

INTERNAL
Wire cleaning device
48
Advantages• Hand- or automatically
operated brush device• Filtrate to flush away fiber
accumulations• More efficient wire cleaning
increases filter runnability.
Available for All filter-types:as CCA, VFA/B and MFA etc.

INTERNAL
Wire cleaning deviceAutomatic spray pipe type
1. Motor2. Housing3. Ball valves4. Actuator device
49

INTERNAL





























