Embed Size (px)
Citation preview

Distillation of ionic liquid-water systems ACel program seminar 2015
Ville Alopaeus, Kaj Jakobsson, Petri Uusi Kyyny, Alexandr Ostonen, Waqar Ahmad
Aalto, Chemical Technology

Content
• Focus areas of Chemical Engineering group at Aalto
• Scale up and process development based on small
scale experimentation and modeling
• Distillation and evaporation as separation techniques
• VLE studies for IL
• Piloting and recycling studies in ACel
2

Focus areas of the Chemical Engineering group at Aalto
1. Measurement of phase
equilibria
2. Fundamental phenomenon
based modeling of chemical
process units, mixing research
3. Microprocess technology
3

Traditional process
development

Parallel basic phenomena studies
30
40
50
60
70
80
90
100
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
x1, y1
P/k
Pa
Data, phenomena models Process model
Fast and reliable scale-up directly from small scale
2003
Model based enhanced process
development

Distillation and evaporation
• Distillation and evaporation are very similar unit
operations in their physical basis
• They are based on formation of vapor phase by
adding heat, and distribution of components
based on their volatility
• The difference is that in evaporation there are
typically components that do not vaporize at all
• Distillation is very energy consuming due to the
need for reflux. Evaporation can be much more
effective if multi-stage evaporators can be used
6

Systematic vapor-liquid equilibrium (VLE) study
1. Preliminary vapor pressure measurements and modeling of
DBN and [DBNH][OAc] using vacuum distillation
2. Vapor-liquid equilibria measurements of IL+water systems
using static apparatus
7

Systematic vapor-liquid equilibrium (VLE) study
8
Vapor pressures and vaporization enthalpies of DBN
mol/kJ64.62)K298(m
g
l H

Measured points: 54
Temp. range: 273 - 353 K
VLE measurements, [DBNH][OAc]-water
9

Vapor-liquid equilibria measurements and modeling in Aspen+, [DBNH][OAc]-water
10

Challenges
Limited information about the system for detailed design
• Experimental VLE data
• Physical properties (density, viscosity, heat capacity, thermal conductivity...)
• Reaction equilibrium and kinetic data (ion equilibrium & decomposition /
hydrolysis)
• Desired purity of products (highest amount of water in IL and highest amount
of IL in the bath tolerated by the process)
11

Ionic liquid recycling scheme design and piloting
12
Spin bath volume = 150 L
IL spun per batch = 2-2.5 L
Evaporator feed= 20-22 L /day

Test-runs on thin film evaporator at UIC GmbH Germany
13
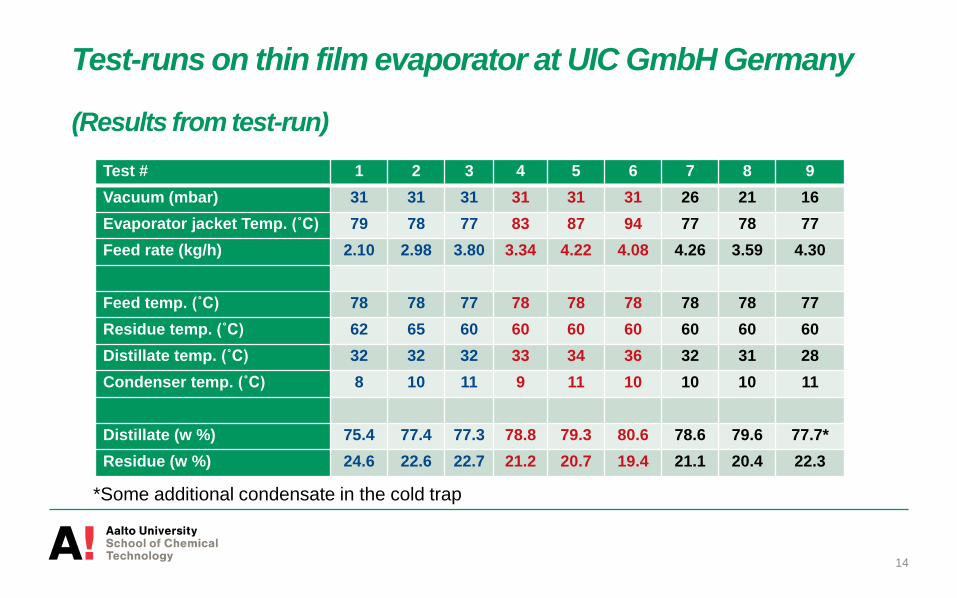
Test-runs on thin film evaporator at UIC GmbH Germany (Results from test-run)
Test # 1 2 3 4 5 6 7 8 9
Vacuum (mbar) 31 31 31 31 31 31 26 21 16
Evaporator jacket Temp. (˚C) 79 78 77 83 87 94 77 78 77
Feed rate (kg/h) 2.10 2.98 3.80 3.34 4.22 4.08 4.26 3.59 4.30
Feed temp. (˚C) 78 78 77 78 78 78 78 78 77
Residue temp. (˚C) 62 65 60 60 60 60 60 60 60
Distillate temp. (˚C) 32 32 32 33 34 36 32 31 28
Condenser temp. (˚C) 8 10 11 9 11 10 10 10 11
Distillate (w %) 75.4 77.4 77.3 78.8 79.3 80.6 78.6 79.6 77.7*
Residue (w %) 24.6 22.6 22.7 21.2 20.7 19.4 21.1 20.4 22.3
14
*Some additional condensate in the cold trap

Ionic liquid recycling scheme design and piloting (Test-runs at UIC GmbH Germany)
Tfeed = 351 K
Tresidue = 335 K
Tdistillate = 305 K
From composition analysis
Residue has 11.7w% water
Distillate has 99.7w% water
15
Feed
Residue
Distillate
373K
299K
Operating
temperature
window
Temperature (pressure)
hydrolysis
Cooling

Conclusions • Scale up and design of industrial processes is best
done by combining small scale experiments into a
unified modeling tool, and using the tool for design
• In separation processes based on vaporization,
vapor-liquid equilibria and enthalpy variables are
the most important
• This approach should be based on carefully
designed experiments and piloting to find potential
pitfalls
16

Thank you!
A? A!




![Data Distillation: Towards Omni-Supervised Learning · Data Distillation model A model A Figure 1. Model Distillation [18] vs. Data Distillation. In data distillation, ensembled predictions](https://img.dokumen.tips/doc/110x75/60a237adb93b13457117b793/data-distillation-towards-omni-supervised-learning-data-distillation-model-a-model.jpg)
























