Embed Size (px)
Citation preview

реêл
ама
4/2015, апрель
Производство и поставка уплотнительной техники
l Торцовые уплотнения
l Сухие газодинамические уплотнения
l Системы обвязки для уплотнений
l Магнитные муфты
l Сальниковая набивка
l Статические уплотнения
l Компенсаторы
Россия, 117418, Москва, ул. Новочерёмушкинская, 61тел: +7 (495) 797 20 14, 797 20 15факс: +7 (495) 797 20 78www.eagleburgmann.ru
Производственно-сервисный центр:Россия, 606524, Нижегородская обл., Городецкий р-н, г. Заволжье,ул. Железнодорожная, 1, стр. 45тел: +7 (83161) 3 00 77, 3 00 78факс: +7 (83161) 3 03 67
obl_ht4_obl_ht2_2012.qxd 21.04.2015 1:42 Page 1

Березин Серãей Виêторовичдиреêтор по продажам ООО «Иãл Бóрãман» (Россия и Казахстан)
Бородêо Евãений Евãеньевичãенеральный диреêтор НПЦ «Анод»
Валюхов Серãей Георãиевичãенеральный êонстрóêтор – ãенеральный диреêтор ФГУП «Тóрбонасос»
Гриценêо Вячеслав Гриãорьевичрóêоводитель департамента техничесêоãообслóживания и ремонта ОАО МХК «ЕвроХим»
Кабанов Борис Серãеевичпредседатель Совета ãлавных механиêов нефтеперерабатывающих и нефтехимичесêих предприятий России и стран СНГ
Твердохлеб Иãорь Борисовичпрезидент Российсêой ассоциации производителей насосов
Костюêов Владимир Ниêолаевичãенеральный диреêтор ООО НПЦ «Динамиêа»
Краевсêий Владимир Ниêолаевичãлавный механиê Одессêоãо припортовоãо завода
Марцинêовсêий Василий Сиãизмóндовичãенеральный диреêтор ООО «ТРИЗ»
Орыщенêо Алеêсей Серãеевичãенеральный диреêторФГУП ЦНИИ КМ «Прометей»
Семаêов Андрей Владимировичãенеральный диреêторООО НПФ «Энтехмаш»
Романихин Алеêсандр Владимировичпрезидент Союза производителей нефтеãазовоãо оборóдования
Терентьев Серãей ВиêторовичПредседатель совета диреêторовГрóппы êомпаний «INTRATOOL»
Харебов Владимир ГеорãиевичПредседатель Совета диреêторов ГК «ИНТЕРЮНИС»
Шафран Михаил Ивановичтехничесêий диреêтор OSTCHEM
Шахназаров Алеêсандр Рафаиловичзаместитель ãенеральноãо диреêтораАссоциации нефтепереработчиêов и нефтехимиêов
Ежемесячныймежотраслевойжóрнал для ãлавныхспециалистовпредприятий
Жóрнал зареãистрирован в Министерстве РФ по делам печати, телерадиовещания и средств массовых êоммóниêацийСвидетельство о реãистрацииПИ №ФС 77-40686
УчредительООО «Информационно-издательсêийцентр «КХТ»
ИздательООО «Информационно-издательсêийцентр «КХТ»
Главный редаêторПрезидент Междóнароднойи Российсêой инженерных аêадемий член-êорреспондент РАН Б.В. Гóсев
РедêоллеãияВалюхов С.Г.Веêслер Г.Б.Гóсев Б.В. (ãлавный редаêтор)Кабанов Б.С.Краевсêий В.Н.Кóзелев Н. Р.Марцинêовсêий В.С.Миêерин Б.И.Морозова Э.И. (зам. ãлавноãо редаêтора)Попов О.М.Типайлов А.М.Фадеêов Н.В.Шаталов А.АШпаêов О.Н.
Наóчный редаêторКрóзе А.С.
Дизайн и êомпьютерная верстêаЯпин О.Ю.
Адрес редаêции107258, Мосêва,óл. 1-я Бóхвостова, 12/11, êорп. 17,ИИЦ «КХТ»Тел.: (495) 223-66-35E-mail: [email protected]
Юридичесêóю ответственность за достоверность реêламы несóт реêламодатели. Полная или частичная перепечатêаматериалов допóсêается тольêо с письменноãо разрешения редаêции.
© «Химичесêая техниêа», 2002
Сдано в набор 10.4.2015 ã. Подписано в печать 20.4.2015 ã. Формат 60х90/8. Печать офсетная. Усл.-печ. Л. 5.0. Заê.1231
Отпечатано в ООО «АМА-пресс»,111116, Мосêва, Зельев пер., 3
Попечительсêий совет
ht4_2015_ht2_2012.qxd 21.04.2015 3:00 Page 1

реêл
ама
ht4_2015_ht2_2012.qxd 21.04.2015 3:00 Page 2

uhlh)eqj`“ Šeumhj` 4/2015
апрельü
Информационный партнер Совета ãлавных механиêов предприятий нефтеперерабатывающей и нефтехимичесêой промышленности России и стран СНГ
Со дер жа ниеУплотнительная техникаФиттêаó Ш.А., Березин С.В. Компания EagleBurgmann – надежный партнер . . . . . . . . . . . . . . . . . . . . .5
Насосы, компрессорыКотрелев В.М., Исóпова О.В. Импортозамещение – новые перспеêтивы для европейсêоãо бизнеса . . . . . .8
Тепло- и массообменное оборудованиеБорзиê С.Ф. Пластинчатые теплообменниêи отечественноãо производства Возможности импортозамещения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
Кóнтыш В.Б., Сóхоцêий А.Б., Жданович А.Ю., Пиир А.Э.Анализ методиê расчета теплопередачи аппаратов воздóшноãо охлаждения . . . . . . . . . . . . . . . . . . . . . .14
Марюшин Л.А., Мараховсêий А.В., Опарин В.А., Кóдряшов О.С.Обработêа теплообменных поверхностей в отрасли нефтедобычи . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
Новиêова И.В., Пóшнов А.С.О взаимовлиянии основных ãеометричесêих хараêтеристиê реãóлярных насадоê . . . . . . . . . . . . . . . . . . .21
Модернизация и ремонтПономарев Д. Системы RUD Ketten для ремонта и модернизация êонвейерноãо оборóдования . . . . . . . . .24
Кóзнецов К.А., Вирюêин В.П., Пензин Е.Д., Фесюê Е.В.Модернизация бóãельноãо соединения по резóльтатам опытно-промышленной эêсплóатации . . . . . . . . . . .26
Мониторинг и диагностикаВопилêин А.Х., Ромашêин С.В., Тихонов Д.С. Применение современных методов автоматизированноãо óльтразвóêовоãо êонтроля технолоãичесêих трóбопроводов из аóстенитных сталей взамен радиоãрафичесêоãо êонтроля . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .28
Зóев Г.А., Минêин И.В., Хадиев Р.З., Сапелêин М.Н.Эффеêтивная диаãностиêа поршневых машин на основе современных праêтиê . . . . . . . . . . . . . . . . . . . .32
Безопасность и надежностьДавыдов В.М., Рязанов С.Д., Алеêсенцева Л.С., Жóêов Р.В.Эêспертиза промышленной безопасности аммиачных и воздóшных êомпрессорных óстановоê . . . . . . . . . .36
Солодовниêов А.В., Зюзев Е.В., Тихонов В.В., Лимонов О.Л., Жóêов В.Г., Перезолова И.И.Подãотовêа сведений о ãотовности ê действиям по лоêализации и лиêвидации последствий аварий . . . . . . .38
Выставки, конференцииХряпина С.А. Повысить объемы производства, снизить потребление энерãии и сырья: êаê сразó óбить двóх зайцев . . . . . . . . . . . . . . . . . . . . . . . . . . .44
14-я Междóнародная выставêа NDT Russia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .46
Ермаêов А. Итоãи VI Межотраслевой êонференции «АНТИКОРРОЗИОННАЯ ЗАЩИТА-2015» . . . . . . . . . . . .47
ht4_2015_ht2_2012.qxd 21.04.2015 3:00 Page 3

Компания EagleBurgmann имеет мноãолетний óспеш-ный опыт разработêи и производства óплотнительнойтехниêи для нефтяной, ãазовой и химичесêой отраслейпромышленности.
В настоящее время EagleBurgmann является однимиз мировых лидеров в области óплотнительной техни-êи. В производственной линейêе êомпании полныйспеêтр продóêтов для ãерметизации динамичесêоãооборóдования и трóбопроводов: механичесêие óплот-нения насосов и êомпрессоров, сальниêовые набивêи и статичесêие óплотнения, êомпенсаторы трóбопрово-дов, маãнитные мóфты.
В Российсêой Федерации и дрóãих странах СНГEagleBurgmann работает с 90-х ãодов прошлоãо веêа.С 2006 ã. в России работает дочерняя êомпания – ООО
«Иãл Бóрãманн», êоторая является единственным предста-вителем EagleBurgmann в России и Казахстане в настоя-щее время. ООО «Иãл Бóрãманн» имеет центральный офисв Мосêве, офисы продаж в Нижнем Новãороде и Санêт-Петербóрãе. В Нижеãородсêой области более 8 лет рабо-тает производственно-сервисный центр нашей êомпании.
В портфеле ООО «Иãл Бóрãманн» можно выделитьследóющие продóêты.
Торцовые óплотнения насосов, мешалоê,миêсеров, сóхие ãазодинамичесêие óплотненияцентробежных êомпрессоров. Системы обвязêи
(системы обеспечения) для óплотнений
Уплотнения насосноãо оборóдования подразделяютсяна êомпонентные и êартриджные.
Компонентные óплотнения применяются в основномв стандартном оборóдовании, не очень сложных óсловияхэêсплóатации, обладают большой степенью óнифиêации.Различные êонстрóêтивные êомпоновêи и широêая ãаммаматериальных исполнений позволяют работать таêимóплотнениям в жидêостях с pH от 0 до 14, при давлении
до 4 МПа, температóрах от –50 до 220°С, а при наличииметалличесêоãо сильфона – от 100 до 400°С.
Уплотнения êартриджноãо типа обладают рядом до-полнительных преимóществ, таêих, êаê óдобный монтаж,наличие стандартных ремонтных êомплеêтов. Эти óплот-нения применимы для оборóдования с валами диамет-ром до 500 мм, при давлениях от ваêóóма до 25 МПа,в температóрном диапазоне от –100 до 400°С.
Химичесêая техниêа №4, 2015 5
УПЛОТНИТЕЛЬНАЯ ТЕХНИКА
EagleBurgmann – надежный партнерШ.А. Фитткау, С.В. Березин (ООО «Игл Бургманн»)
Современное состояние и динамика развития промышленности диктуют все более высокие требования про-изводителям технологического оборудования. В задачи производителя уплотнительной техники входит как раз-работка надежных и безопасных уплотнений, устойчивых к широкому спектру технологических сред в различныхагрегатных состояниях, так и предоставление специальных решений для систем, работающих в оригинальныхусловиях эксплуатации.
Несмотря на очевидные плюсы применения надежного оборудования до настоящего времени многие экс-плуатирующие компании не придавали значения выбору уплотнительной техники, рассматривая в основном еекак составную часть динамического оборудования, и вся ответственность за качество и надежность выбора и ра-боты уплотнений возлагалась на поставщиков насосов и компрессоров. В настоящее время ситуация стремительноменяется. Особую важность приобретает совместная работа производителей насосов и уплотнений и конечных по-требителей оборудования еще на стадии проекта. Почему так важно говорить о надежной уплотнительной технике?Показательны статистические данные для уплотнений насосов: затраты на уплотнения в рамках проекта новойустановки или модернизации составляют менее 1%. Однако причины выхода из строя насосов, связанные с уплот-нением, составляют около 39%, а затраты на ремонт уплотнений – более 44% общих затрат в рамках жизненногоцикла насоса. Соответственно правильный выбор и надежное уплотнение обусловливают надежную и беспере-бойную работу оборудования, увеличение межремонтных циклов, снижение времени простоя агрегатов, что в своюочередь позволяет обеспечить сокращение производственных затрат и повышение прибыли.
Уплотнение картрижного типа
ht4_2015_ht2_2012.qxd 21.04.2015 3:00 Page 5

Для промывêи, охлаждения, наãрóжения затворнымдавлением и êомпенсации óтечêи óплотнения разра-ботано множество вариантов систем обвязêи, êоторыедостóпны в широêом диапазоне материалов и êонстрóê-ций и с различной êомплеêтацией КИП.
Являясь одним из разработчиêов аêтóальной 4-й ре-даêции междóнародноãо стандарта API 682 (определяетпроцедóры и параметры подбора механичесêих óплотне-ний и систем обеспечения ê ним), EagleBurgmann выпóс-êает ряд óплотнений и систем, полностью соответствóю-щих требованиям данноãо стандарта.
Сóхие ãазодинамичесêие óплотнения EagleBurgmannразличных êонстрóêтивных серий позволяют решать вопро-сы ãерметизации оборóдования при давлении до 45 МПаи температóре до 450°С.
Производство систем óправления для СГУ в настоящеевремя полностью лоêализовано в России, что позволяетобеспечить привлеêательное соотношение цены и êачества.
Сальниêовая набивêа и статичесêие óплотнения
Коãда-то с этой продóêции начиналась история êомпа-нии. В 21-м веêе техниêа шаãнóла далеêо вперед, однаêосальниêовая набивêа до сих пор широêо востребованав силó простоты эêсплóатации и относительной надеж-ности. EagleBurgmann выпóсêает êаê сальниêовые на-бивêи различных типов, таê и межфланцевые проêладêи,самоêлеющиеся ленты и шнóры. Широêий ассортиментматериальных исполнений (теêстильное волоêно, ПТФЭ,ãрафит, êомбинированные материалы и т.д.) позволяетóплотнениям óспешно работать при давлении до 4 МПа(в насосах) и температóре от –200 до +500°С с самымиразными технолоãичесêими средами.
Компенсаторы трóбопроводовЭти ãибêие соединительные элементы позволяют
êомпенсировать различные смещения трóбопроводов и вибрационные наãрóзêи и применяются в трóбопрово-дах, использóемых для транспортировêи жидêостей, ãазов,сóспензий под давлением или ваêóóмом в широêом диа-пазоне температóр. EagleBurgmann выпóсêает праêтичесêивсю востребованнóю в химии и нефтехимии ãаммó данныхпродóêтов – от самых простых до высоêотехнолоãичных.
Мяãêие тêаневые êомпенсаторы использóются притемператóре –50…1200°С, металличесêие – от –215 до +1200°С. Резиновые êомпенсаторы выпóсêаются раз-личных диаметров, в том числе с фóтеровêой из ПТФЭ.
Специальные продóêты
Маãнитные мóфты производства EagleBurgmann наи-более применимы при самых жестêих требованиях ê óтеч-êам (êрóтящий момент – до 462 Н·м, специальныеисполнения – 1 879 Н·м, давление – до 4 МПа, темпера-тóра – до 250°С).
Механичесêие óплотнения DF предназначены для ра-боты в мóльтифазных средах, предполаãающих эêсплó-атацию в óсловиях сóхоãо трения, в средах с большимсодержанием механичесêих примесей. ЕagleBurgmannбыло разработано специальное поêрытие пар трениядля этих óплотнений. Разработêа полóчила название Dia-mondFaces® – миêротонêое поêрытие из исêóсственноãоалмаза на парах трения из êарбида êремния. Поêрытиепозволяет óплотнению работать несêольêо часов в óсло-виях сóхоãо трения с сóщественным снижением тепло-выделения, блаãодаря чемó сóщественно повышаютсямежремонтный ресóрс и наработêа на отêаз.
Большинство продóêтов из обширноãо производствен-ноãо портфеля êомпании ЕagleBurgmann апробированы и отлично зареêомендовали себя на ведóщих предприя-тий российсêих нефтехимичесêих и ãазовых холдинãов.ООО «Иãл Бóрãманн» аêтивно сотрóдничает с предприя-тиями химичесêой промышленности в рамêах реализа-ции новых проеêтов и модернизации производства. Мно-ãие проеêты реализованы совместно с таêими ведóщимироссийсêими и зарóбежными производителями насос-ноãо оборóдования, êаê Грóппа ГМС и фирма KSB AG.
6 Химичесêая техниêа №4, 2015
УПЛОТНИТЕЛЬНАЯ ТЕХНИКА
Система обвязки уплотнения серии TS6000
Типовая конструкция магнитной муфты
ht4_2015_ht2_2012.qxd 21.04.2015 3:00 Page 6

Химичесêая техниêа №4, 2015 7
УПЛОТНИТЕЛЬНАЯ ТЕХНИКА
Отдельно необходимо отметить возможности êомпа-нии в сфере инженерно-техничесêоãо êонсалтинãа и сер-виса. Наличие высоêоêвалифицированной êоманды инже-неров и êонстрóêторов позволяет в êоротêие сроêи решатьзадачи техничесêой поддержêи заêазчиêа в слóчае модер-низации оборóдования, необходимоãо теêóщеãо анализаработы оборóдования, стандартизации и óнифиêации.
Специалисты êомпании проводят семинары, на êото-рых знаêомят заêазчиêов с новейшими мировыми дости-жениями в сфере óплотнительной техниêи (вêлючая стан-дарт API682, 4-я редаêция).
Наличие производственно-сервисноãо центра позво-ляет осóществить ремонт óплотнений любой сложности.Однаêо наиболее важным достижением и преимóщест-вом мы считаем возможность осóществления сервисныхработ непосредственно на предприятии заêазчиêа вне
зависимости от еãо ãеоãрафичесêоãо положения. Сервис-ные инженеры ООО «Иãл Бóрãманн» обладают оãромнымопытом наладêи оборóдования, запóсêа и шеф-монта-жа, в том числе в óсловиях Крайнеãо Севера, Сибири и Дальнеãо Востоêа. Для наших заêазчиêов мы предлаãаемтаêже модóльнóю сервиснóю проãраммó или заêлючениесервисноãо доãовора, в рамêах êотороãо поддерживаетсяоптимальный сêладсêой запас под индивидóальные по-требности êонêретноãо заêазчиêа и проводится обóчениееãо специалистов. Есть возможность и отêрытия сервис-ноãо центра на территории предприятия.
Таêие сервисные проãраммы чрезвычайно попóляр-ны во всем мире и позволяют оптимизировать затраты,связанные с сервисными работами. Eagle Burgmann име-ет соответствóющий опыт работы с êомпаниями Bayer,BASF, DOW, а таêже рядом предприятий в России.
В связи с реализацией масштабных проеêтов совмест-но с российсêими ãазовыми и химичесêими êомпаниямиêрайне аêтóальной становится задача быть «ближе ê за-êазчиêó», и на первый план выходят вопросы техниче-сêой поддержêи и сервиса «на местах». В связи с этимв планах ООО «Иãл Бóрãманн» – отêрытие несêольêих новых сервисных центров в России и Казахстане.
Имея большой опыт работы в России, ООО «Иãл Бóрã-манн» расставляет приоритеты исходя из опыта и праê-тиêи работы по всемó мирó: высоêое êачество, надеж-ность, оперативный сервис. Именно эти принципыпозволяют нашим êлиентам повысить поêазатели на-дежности оборóдования, снизить издержêи и полóчитьвысоêóю прибыль.
Восстановление уплотнения мешалки в сервисном центреООО «Игл Бургманн» в г. Заволжье
Монтаж уплотнения на предприятии заказчика
117418, Россия, г. Москва
ул. Новочерёмушкинская, д. 61
тел.: + 7 (495) 797-20-14
www.eagleburgmann.ru
ht4_2015_ht2_2012.qxd 21.04.2015 3:00 Page 7

В Мосêовсêой области в ã. Химêинаходится Сервисный центр ООО
«КСБ» с расширенными фóнêциями,на базе êотороãо осóществляетсяаãреãатирование насосноãо оборó-дования, в том числе элеêтродвиãа-телями российсêоãо производства;ãарантийный и послеãарантийныйремонт; сборêа насосов и óстановоêповышения давления; испытанияоборóдования на соответствие тре-бóемым параметрам.
Крóпные насосные аãреãаты, êаêправило, поставляются в разобран-ном виде (насосная часть и двиãа-тель). Инженеры сервисноãо центраООО «КСБ» осóществляют аãреãати-рование, центровêó, а таêже пара-метрирование оборóдования.
Возможна êомплеêтация любымтипом привода, в том числе российс-
êоãо производства, а таêже дополни-тельное оснащение системой час-тотноãо реãóлирования PumpDrive(потребляемая мощность аãреãата в этом слóчае непрерывно изменя-ется в зависимости от фаêтичесêойпотребности). Применение системыPumpDrive позволяет снизить расходэлеêтронерãии на 60% и продлеваетсроê слóжбы оборóдования. В слóчаеêомплеêтации интеллеêтóальным при-бором êонтроля параметров Pump-Meter можно непрерывно вести мо-ниторинã эффеêтивности аãреãата в системе и полóчать реêомендациио способах ее оптимизации.
Если на объеêте óже óстановленнасос KSB, не оснащенный интеллеê-тóальным прибором êонтроля пара-метров PumpMeter, то прибор мож-но заêазать дополнительно. Монтаж
8 Химичесêая техниêа №4, 2015
НАСОСЫ, КОМПРЕССОРЫ
В настоящее время в силу сложившейся политико-экономической ситуации импортозамещение становится однимиз приоритетных направлений, важность которого определена на государственном уровне. В связи с этим у российских заказчиков возникают вопросы, как повлияла новая российская реальность на работу европейских предприятий в России; возникают ли у них трудности в связи с новыми тенденциями на российском рынке; какова целесообразность в продолжении внедрения европейского оборудования и технологий. Каким образом все это отразилось на деятельности одного из ведущих европейских производителей оборудования – концерна KSB?
Импортозамещение – новые перспективы для европейского бизнеса
В.М. Котрелев, О.В. Исупова (ООО «КСБ»)
Концерн KSB (Германия) – миро-вой производитель насосного обору-дования и трубопроводной арматурыдля различных отраслей промыш-ленности, электроэнергетики, вклю-чая атомную, ЖКХ и гражданскогостроительства. Насосы и установки,а также трубопроводная арматураKSB применяются во всех важнейшихгенерирующих мощностях электро-энергетики, системах транспортиров-ки нефти и газа, в производственныхциклах нефтехимической и нефтега-зоперерабатывающей промышленно-сти и во вспомогательных контурахпромышленных предприятий. Историякомпании насчитывает более 140 лети неразрывно связана с развитиеммирового технологического прогрес-са. В настоящее время концерн KSBпредставлен собственными торговы-ми компаниями, производственнымиплощадками и сервисными центрамиболее чем в 100 странах мира, штатомболее 16 000 человек и годовым обо-ротом более 2 млрд. евро. Представительство KSB в России от-крылось в Москве в 1986 г., в 2005 г.было создано дочернее предприятиеООО «КСБ». В настоящее время ООО«КСБ» имеет филиалы во всех феде-ральных округах России и дочерниекомпании в Беларуси, Казахстане,Украине.Основная деятельность дочернегопредприятия в России заключается в подборе и поставке насосного обо-рудования и трубопроводной армату-ры, предложении системных решений,технической поддержке на стадии про-ектирования, помощи в осуществле-нии шеф-монтажа и пусконаладочныхработ, разработке и предоставлениииндивидуальных сервисных программпо обслуживанию оборудования.
Установки повышения давления KSB российской сборки
ht4_2015_ht2_2012.qxd 21.04.2015 3:00 Page 8

и ввод прибора в эêсплóатацию таê-же осóществляются специалистамисервисной слóжбы ООО «КСБ».
Особое значение для эффеê-тивной работы насосноãо аãреãатав системе имеет диаметр рабочеãоêолеса. Важно выбрать еãо таê, чтобырабочая точêа насоса располаãаласьêаê можно ближе ê точêе оптималь-ноãо КПД. При этом, êаêим бы обшир-ным не был спеêтр выпóсêаемоãооборóдования, êрайне трóдно подо-брать аãреãат, обеспечивающий êон-êретные рабочие параметры приминимальной потребляемой мощ-ности. В этом слóчае оптимальнымрешением является подрезêа ра-бочеãо êолеса под рабочóю точêó.Специалисты сервисноãо центраООО «КСБ» осóществляют высоêо-точнóю подрезêó рабочеãо êолеса с шаãом 1 мм, что позволяет маêси-мально приблизить общóю произ-водительность насоса ê заданным параметрам системы и добитьсядо 10% дополнительной эêономииэлеêтроэнерãии при эêсплóатации.Работа в режиме ãидравличесêоãооптимóма, безóсловно, продлеваетсроê слóжбы оборóдования.
В связи со сложившейся общепо-литичесêой и эêономичесêой ситóа-цией в России êомпания KSB частич-но сêорреêтировала направленностьсвоей деятельности и марêетинãо-вóю стратеãию. Санêции, введенныеЕС, не затронóли êомпанию напря-мóю и не повлияли на ввоз ее обо-рóдования в Россию. Однаêо в светеаêтóальности политиêи импортоза-мещения ó заêазчиêов возниêают не-êоторые вопросы по поводó целесо-образности применения немецêихнасосов и арматóры KSB на россий-сêих объеêтах. И здесь приходится
еще раз обращать внимание на óни-êальность и êачественное превос-ходство мноãих разработоê êонцернаKSB, êоторыми российсêие пред-приятия пользовались даже во вре-мена «железноãо занавеса».
История сотрóдничества совет-сêих предприятий с êонцерном KSBêорнями óходит в 30-е ãоды ХХ веêана заре строительства первых хи-мичесêих, нефтехимичесêих заво-дов и êомбинатов, а таêже энерãе-тичесêих объеêтов (ТЭЦ, ГЭС, ГРЭС).Первый процессный насос KSB былпоставлен в Советсêий Союз в 1930 ã.А на заводах ОАО АНК «Башнефть»по сей день работают нефтяные на-сосы типа HGUR, поставленные ещев 70-е ãоды прошлоãо веêа. На Ново-воронежсêой АЭС óже более 30 летэêсплóатирóется арматóра KSB. Вы-соêая технолоãичность оборóдова-ния и правильный подбор материа-лов для еãо изãотовления позволяютêомпании предложить оптимальныерешения óзêоспециализированныхзадач.
В новых эêономичесêих óслови-ях перспеêтивным направлением является лоêализация производства.Сборêа самых продаваемых стан-дартных моделей осóществляется с использованием европейсêих ироссийсêих êомплеêтóющих на базесервисноãо центра ООО «КСБ». Этосоêращает сроêи поставêи и объемимпорта, дает возможность пред-ложить российсêомó заêазчиêó обо-рóдование европейсêоãо êачествапо оптимальной цене и полностьюсоответствóющее специфиêе и тре-бованиям объеêта. С êонца 2013 ã.
лоêализовано производство óстано-воê повышения давления Hyamat Ки Hyamat V; с апреля 2014 ã. номен-êлатóра продóêтов российсêой сбор-êи дополнилась óстановêами HyamatVP (с частотным преобразователем,монтирóемым непосредственно наêаждом насосе). С мая 2014 ã. рос-сийсêие óстановêи Hyamat K допóще-ны ê применению в системах пожа-ротóшения, полóчен добровольныйсертифиêат соответствия пожарнойбезопасности. Шêафы óправления,использóемые в пожарных óстанов-êах, полностью соответствóют всемтребованиям и имеют отдельныйсертифиêат.
По желанию заêазчиêа и с раз-решения инспеêционных орãановвозможно изãотовление óстановоêдвойноãо применения – водоснаб-жение/пожаротóшение. Все собран-ные óстановêи проходят тест на испытательном стенде мощностьюдо 22 êВт. Тесты проводятся êаê для
Химичесêая техниêа №4, 2015 9
НАСОСЫ, КОМПРЕССОРЫ
Агрегатирование насоса и двигателя
Агрегатированиес последующей центровкой
Насосный агрегат KSB для систем пожаротушения
ht4_2015_ht2_2012.qxd 21.04.2015 3:00 Page 9

проверêи ãерметичности всех соеди-нений, таê и на соответствие требóе-мым рабочим параметрам.
В 2014 ã. были собраны повыси-тельные станции различных разме-ров и êонфиãóрации êаê с êасêадным,таê и с частотным реãóлированием;с различными вариантами дополни-тельных опций, таêих, êаê переêлю-чатели Man-0-Auto, защита от сóхоãохода и др.
Непосредственно на óчастêе сбор-êи создан сêлад необходимых êом-плеêтóющих, êоторые поставляютсяêаê из Западной Европы (насосы,арматóра, êонтрольно-измеритель-ные приборы, запатентованный миê-ропроцессорный êонтроллер Boostercontrol), таê и из России (шêафыóправления, опорные плиты, êоллеê-торы, соединительные и êрепежныеэлементы и др.).
В 2015 ã. в России началась сбор-êа стандартных êонсольных насосовEtanorm, предназначенных для пере-êачивания чистых или аãрессивныхжидêостей в системах водоснабже-ния, охлаждения и êондициониро-вания, пожаротóшения, óстановêахорошения, водоотведения, отопле-ния, ãорячеãо водоснабжения, дляпереêачивания êонденсата, морсêойводы, техничесêой воды, рассолов,масел, чистящих средств и мноãихдрóãих применений. В настоящеевремя насос Etanorm – самый вос-требованный стандартный насос в мире блаãодаря еãо высоêой эêс-плóатационной надежности и боль-шомó запасó прочности.
Перенос производственных мощ-ностей в Россию способствóет даль-нейшемó óспешномó развитию са-мой êомпании, повышению спроса
на ее продóêцию и óвеличению ееприсóтствия на рынêе, а таêже в бó-дóщем позволит создать дополни-тельные рабочие места для россий-сêих ãраждан. В ближайших планахêомпании – расширение номенêла-тóры производимых в России одно-стóпенчатых центробежных насосов.Вся продóêция российсêой сборêисоответствóет техничесêим реãла-ментам Таможенноãо Союза. ООО
«КСБ» имеет сертифиêат ГОСТ ISO9001–2011 на весь спеêтр своихóслóã. Продóêция и óслóãи ООО «КСБ»полностью соответствóют действóю-щим нормам РФ и имеют доêóмен-ты, подтверждающие производствов России.
Тем не менее, таê êаê KSB не яв-ляется óзêоспециализированным про-изводителем êаê в плане продóêции(насосы, мешалêи, арматóра, систе-мы автоматизации), таê и в планеобластей ее применения (праêтиче-сêи все отрасли промышленности,вêлючая фармацевтичесêóю, пище-вóю, химичесêóю, нефтехимичесêóю,нефтеãазоперерабатывающóю и ãор-нодобывающóю, ãраждансêое строи-тельство, ЖКХ, элеêтроэнерãетиêа иатомная энерãетиêа), а таêже в связис тем, что основные наóчно-иссле-довательсêие и опытно-êонстрóê-торсêие отделы и центр разработêисплавов и технолоãий литья êонцер-на KSB находятся на территорииГермании, в России лоêализóетсяпроизводство не всей линейêи обо-рóдования. Самое сложное высоêо-технолоãичное оборóдование, а таê-же оборóдование, изãотавливаемоепо специальным заêазам и соãласноиндивидóальным требованиям (напри-мер, сложные аãрессивные среды,
особые óсловия эêсплóатациит и т.п.),бóдет по-прежнемó производиться вЕвропе и импортироваться в странó.
В России насосами и арматóройKSB оборóдованы êрóпнейшие энер-ãетичесêие объеêты и промышленныепредприятия, ãде речь идет, напри-мер, о транспортировêе высоêотем-ператóрных, взрывоопасных, леãêо-воспламеняющихся или химичесêиаãрессивных, тоêсичных и опасныхдля оêрóжающей среды жидêостей(сжиженные ãазы, óãлеводороды с вы-
соêой и низêой температóрой êипе-ния, масляные теплоносители темпе-ратóрой до 450°С, êислая вода и др.).В одночасье отêазаться от европей-сêоãо опыта и технолоãий, êоторымипользовались на протяжении десяти-летий, было бы не тольêо нецелесо-образно, но и чревато всевозможны-ми рисêами из-за перехода на дрóãоеоборóдование, прочность и êачествоêотороãо не испытаны временем.
Независимо от дальнейшеãо раз-вития эêономичесêой и политичес-êой ситóации ООО «КСБ» выполняети бóдет выполнять взятые на себяобязательства в сроê и в полномобъеме. При необходимости и по же-ланию заêазчиêа возможна поставêанасосов и арматóры, произведен-ных не тольêо на европейсêих заво-дах, но и на заводах KSB в Бразилии,Индии, Китае, при этом продóêция,производимая в этих странах, выпóс-êается в строãом соответствии состандартами êачества êонцерна KSBи на высшем европейсêом óровне.Компания KSB продолжает работатьв России, обеспечивая рыноê êачест-венным, высоêотехнолоãичным и на-дежным оборóдованием и, в первóюочередь, ãарантирóя социальнóю и эêономичесêóю защищенность тех
10 Химичесêая техниêа №4, 2015
НАСОСЫ, КОМПРЕССОРЫ
Подрезка рабочего колеса насоса
Насос Etanorm
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 10

российсêих ãраждан, êоторые являют-ся сотрóдниêами êомпании сеãодня,а таêже тех, êто в бóдóщем станетчленом êоманды.
Особое внимание в 2015 ã. ООО«КСБ» óделяет развитию слóжбы сер-висноãо и послеãарантийноãо обслó-живания. Ведь заêазчиêó важно нетольêо êóпить оборóдование по вы-ãодной цене и в оптимальные сроêи,но и быть óверенным, что на любомэтапе сроêа слóжбы оборóдованияон сможет полóчить нóжнóю и свое-временнóю техничесêóю поддерж-êó, êонсóльтацию или техничесêоеобслóживание. В планах êомпаниине тольêо óêрепление собственнойслóжбы сервиса, но и всесторонняяподдержêа и масштабное ãеоãра-фичесêое расширение сети сервис-ноãо партнерства.
Грамотный подбор и эêсплóата-ция оборóдования – ãарантия еãобесперебойной и длительной рабо-ты, поэтомó оãромное значениепридается вопросó обóчения партне-ров, проеêтировщиêов, специали-стов слóжб эêсплóатации и êонечныхзаêазчиêов. На теêóщий ãод запла-нирован обширный циêл обóчающихмероприятий для различных целе-вых аóдиторий.
Одним из важнейших фаêторовсовременноãо рынêа, определяющихспрос на продóêцию, является ценаи ценообразование. На протяжении
последних ~5 лет ООО «КСБ» сохра-няло рóблевые цены на свое оборó-дование, однаêо в деêабре 2014 ã.было решено зафиêсировать цены в евро. Они были пересчитаны, ноиспользóемый переводной êóрс былзначительно ниже êóрса Центробан-êа России. Таêим образом, цены на продóêцию KSB теêóщеãо 2015 ã.фаêтичесêи сравнялись с ценамидвóхлетней давности, а на неêоторыетипоряды даже снизились на 3–5%.По техничесêим хараêтеристиêам новые продóêты KSB 2015 ã. пре-восходят своих предшественниêов,таê êаê êонцерн постоянно модерни-зирóет выпóсêаемые модели, повы-шает их êачество и энерãоэффеêтив-ность, оптимизирóет êонстрóêцию,технолоãию производства, а таêжепредоставляет рынêó новые разра-ботêи и техничесêие новинêи. Пред-лаãая ãибêóю системó сêидоê, в томчисле и на новинêи, êомпания дела-ет оãромный шаã навстречó своемóзаêазчиêó. Таê, с апреля 2014 ã. на-сосы серии Etaline, Etabloc и Etanormпо выборó заêазчиêа моãóт êомплеê-товаться высоêоэффеêтивным син-хронным реаêтивным двиãателемSuPremE (êласс энерãоэффеêтивно-сти IE4) в сочетании с системой час-тотноãо реãóлирования PumpDrive
по цене насосов со стандартнымдвиãателем IE2.
В 2014 ã. ООО «КСБ» впервые про-вело всероссийсêий êонêóрс проеê-тировщиêов «Проеêтная перспеêтива2014», резóльтаты êотороãо превзош-ли ожидания, а ãеоãрафия, слож-ность и масштаб проеêтов еще разóбедили, что Россия растет, строитсяи развивается во всех направлениях,êаê в ãраждансêом строительстве,таê и в области промышленности иЖКХ. В марте стартовал êонêóрспроеêтов 2015 ã., в êотором по-преж-немó моãóт принять óчастие проеêти-ровщиêи РФ, êоторые применяютоборóдование KSB в своих проеêтах.
В 2015 ã. êомпания продолжат реа-лизацию всесторонней êомплеêснойпроãраммы поддержêи и сопровож-дения проеêтов на любом из этаповработы, бóдь то предпроеêт, заêóпêаоборóдования, монтажные работы,ãарантийное или послеãарантийноеобслóживание. В своей работе мырóêоводствóемся, прежде всеãо, прин-ципом индивидóальноãо подхода ивнимания ê êаждомó отдельно взято-мó заêазчиêó, объеêтó, проеêтó. Мыстараемся быть всеãда рядом, все-ãда полезными, всеãда на высшемóровне. Наши заêазчиêи ценят это и поэтомó выбирают именно KSB.
Химичесêая техниêа №4, 2015 11
НАСОСЫ, КОМПРЕССОРЫ
ООО «КСБ»123022, Мосêва, Россия, óл. 2-я Звениãородсêая, д. 13, стр. 15Тел.: +7 495 980 11 76Фаêс: +7 495 980 11 [email protected]
Наши технологии. Ваш успех.
Подготовка комплектующих
Обучающие семинары по оборудованию KSB
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 11

На предприятиях нефтедобычи, нефтепереработêи и нефтехимии России доминирóющие позиции зани-мают êожóхотрóбные теплообменниêи. Но, êаê и во всеммире, в общем êоличестве теплообменниêов постепен-но растет доля пластинчатых аппаратов. По сравнениюс êожóхотрóбными пластинчатые аппараты обладаютрядом преимóществ: повышенным êоэффициентом теп-лопередачи; значительно меньшими массой, ãабаритамии внóтренним объемом; эêономией места и ресóрсовпри монтаже; повышенным êоэффициентом реêóперациитепла. Более половины пластинчатых теплообменниêов,óстановленных на предприятиях России, произведены ино-странными, преимóщественно европейсêими, êомпаниями.
Пластинчатые аппараты, производимые иностраннымиêомпаниями, можно разделить на три типа: êлассичесêиеразборные, сварные и сварные с разборным êорпóсом(ярêий представитель – аппараты типа БЛОК).
Но сейчас, в óсловиях развернóтой проãраммы импор-тозамещения, êаê ниêоãда аêтóальными и востребован-ными становятся отечественные аналоãи иностранномóоборóдованию.
Компания «Анêор-Теплоэнерãо» óже более 20 летпроизводит пластинчатые теплообменниêи собственнойразработêи и может предложить заменó любым основ-ным типам пластинчатых теплообменниêов. Производи-
мое оборóдование ни в чем не óстóпает, а в отдельныхслóчаях и превосходит импортные аналоãи.
В поãоне за óдешевлением иностранные производи-тели разработали пластины с мелêими ãофрами сложнойформы, с резêими переãибами. Это действительно позво-ляет повысить êоэффициент теплопередачи при работе на чистых средах, но приводит ê óсêоренномó заãряз-нению при работе на ãрязных средах, сложности в очист-êе поверхности теплообмена, избыточномó наêлепóи остаточным напряжениям после штамповêи, а таêже ê рисêó êоррозионноãо растресêивания и êоррозии поднапряжением.
Пластины, производимые «Анêор-Теплоэнерãо», пре-имóщественно имеют ãофры большой высоты и по формеблизêи ê синóсоиде. Это обóсловливает более длитель-ный пробеã междó очистêами аппаратов «Анêор-Тепло-энерãо», а сама очистêа становится проще и êачествен-нее. Вытяжêа металла при формовêе таêих ãофр болееравномерна, остаточные напряжения после формовêи невелиêи и не имеют лоêальных всплесêов, а значит, ап-параты более óстойчивы при работе в óсловиях дина-мичесêих наãрóзоê.
Компания «Анêор-Теплоэнерãо» изãотавливает широ-êий диапазон пластин собственной разработêи для про-изводства сварных теплообменниêов и сварных аппара-
12 Химичесêая техниêа №4, 2015
ТЕПЛО- И МАССООБМЕННОЕ ОБОРУДОВАНИЕ
Пластинчатые теплообменники отечественного производства.
Возможности импортозамещенияС.Ф. Борзик (ООО ТД «Анкор-Теплоэнерго»)
Конструкция пластин:а – импортноãо производства; б – производства êомпании «Анêор Теплоэнерãо» Разборный пластинчатый теплообменник
для пищевой промышленности
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 12

тов с разборным êорпóсом (замена аппаратам типаБЛОК). При этом в отличие от любоãо иностранноãо про-изводителя óниêальный дизайн пластин и штампов дляих производства позволяют под êаждóю êонêретнóю задачó изãотовить пластины оптимальной длины с êол-леêторными отверстиями необходимоãо размера. Таêойинновационный подход делает номенêлатóрный ряд плас-тин и, соответственно, теплообменниêов праêтичесêибесêонечным. Это позволяет минимизировать стоимостьтеплообменноãо аппарата для êаждой задачи, что особен-но аêтóально в óсловиях соêращения финансирования.
Цельносварной паêет платин, отсóтствие проêладоêмеждó ними, возможность достóпа ê паêетó пластин со стороны одной из рабочих сред позволяет работатьс широêим спеêтром аãрессивных и заãрязненных средв óсловиях высоêий температóр и давлений.
Иностранные пластинчатые теплообменниêи типаБЛОК на рынêе позиционирóются êаê аппараты, ó êо-торых возможна механичесêая очистêа всех полостей и êаналов. На праêтиêе это оêазывается не таê, ведьêаналы таêих аппаратов не просматриваются насêвозь.
В сварных аппаратах с разборным êорпóсом про-изводства «Анêор-Теплоэнерãо» êаналы по стороне êор-
пóса просматриваются насêвозь, что делает возможнойих полнóю механичесêóю очистêó аппаратами высоêоãодавления (ãидромониторами).
Техничесêая хараêтеристиêа сварных аппаратов с разборным êорпóсом
Площадь, м2:
одной пластины . . . . . . . . . . . . . . . . . . . . . . . . 0,1…1,88
поверхности теплообмена1 . . . . . . . . . . . . . . . 0,2…754
Число пластин1 . . . . . . . . . . . . . . . . . . . . . . . . . . 4…1800
Толщина пластины, мм. . . . . . . . . . . . . . . . . . . . 0,6…1,5
Межпластинный зазор, мм . . . . . . . . . . . . . . . . . 3,0…8,0
Диаметр патрóбêа1, мм . . . . . . . . . . . . . . . . . . . . 10…1000
Давление, атм . . . . . . . . . . . . . . . . . . . . . . . . . . –0,95…80
Температóра, °С . . . . . . . . . . . . . . . . . . . . . . . . . –100…+450
1В одном аппарате.
Компания «Анêор-Теплоэнерãо» производит таêжепластинчатые теплообменниêи для тепловой обработêиãазов и воздóха, óтилизаторы тепла дымовых ãазов, вос-требованные и аêтóальные в энерãосбереãающих проеê-тах. При их производстве в зависимости от задачи исполь-зóются ãофрированные или ãладêие пластины.
Техничесêая хараêтеристиêа аппаратов для ãазов и дыма
Площадь, м2:
одной пластины . . . . . . . . . . . . . . . . . . . . . . . 0,1…12,0
поверхности теплообмена1 . . . . . . . . . . . . . . . 0,1…18 000
Число пластин1. . . . . . . . . . . . . . . . . . . . . . . . . . 3…1500
Толщина пластины, мм . . . . . . . . . . . . . . . . . . . 1,0…3,0
Межпластинный зазор, мм . . . . . . . . . . . . . . . . 4,0…30,0
Диаметр патрóбêа1, мм . . . . . . . . . . . . . . . . . . . 100…30002
Давление, атм . . . . . . . . . . . . . . . . . . . . . . . . . . –0,1…16,0
Температóра, °С . . . . . . . . . . . . . . . . . . . . . . . . . –50…+750
1В одном аппарате.2Моãóт быть изãотовлены прямоóãольные фланцы для боровов любоãо размера.
Компания «Анêор-Теплоэнерãо» обладает номенêла-тóрным рядом и производственными мощностями êаêдля замещения большинства типов пластинчатых теп-лообменниêов импортноãо производства, таê и для за-мены êожóхотрóбных теплообменниêов. Применениепластинчатых теплообменниêов зачастóю оправданои эêономичесêи, и эêсплóатационно, в чем смоãли óбе-диться мноãие наши партнеры, например, специали-сты таêих êомпаний, êаê «Роснефть», «Сибóр», «Газ-пром нефть», «Лóêойл» и др.
Химичесêая техниêа №4, 2015 13
ТЕПЛО- И МАССООБМЕННОЕ ОБОРУДОВАНИЕ
ООО ТД «Анêор-Теплоэнерãо»:
óл. Князя Трóбецêоãо, д. 24, офис 701, ã. Белãород, 308009
Мосêовсêое представительство:
117997, óл. Вавилова, д. 69/75,
тел. (499) 134-50-39
e-mail:[email protected]
Пластинчатый теплообменник с разборным корпусом
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 13

Аппараты воздóшноãо охлаждения (АВО) нашли широ-êое применение [1] в процессах нефтехимии: в производ-ствах этанола, стирола, полипропилена, ацетальдеãида, êапролаêтама и др. Значительная доля использóемойтеплообменной аппаратóры приходится на АВО в неф-теперерабатывающей промышленности для êонденса-ции и охлаждения продóêтов разделения нефти (бензин,êеросин, дизельное топливо, мазóт, битóм). В энерãети-êе АВО применяются в системах принóдительноãо охлаж-дения êрóпных силовых трансформаторов, для êонден-сации водяноãо пара паровых тóрбин, охлаждения водыв сóхих ãрадирнях.
Трóдно представить надежнóю эêсплóатацию ма-ãистральных и трансêонтинентальных ãазопроводов безприменения АВО. По оценêам, на êомпрессорных стан-циях ãазопроводов находится в эêсплóатации не менее13 000 АВО, при этом доля отечественных аппаратов типа2АВГ-75 превысила 50% [2]. К настоящемó времени êоличество их возросло не менее чем в 1,4–1,5 раза.Таêже аêтивно происходит замена АВО, находящихся в эêсплóатации более 25 лет, новыми, с óлóчшеннымиэнерãетичесêими и эêсплóатационными поêазателями. В большой мере эта тенденция хараêтерна для нефте-перерабатывающих и химичесêих êомпаний. Поэтомó в данной области ресóрсосбережение одновременно с энерãосбережением представляет аêтóальнóю задачóдля проеêтировщиêов и эêсплóатационниêов не тольêосеãодня, но и в обозримом бóдóщем.
Одним из важных фаêторов, влияющих на решениеэтой задачи, является выбор обоснованной методиêирасчета êоэффициента теплопередачи k теплообменныхсеêций АВО. В соответствии с óравнением теплопере-дачи площадь поверхности охлаждения АВО
F = Q/(kΔtср), (1)
ãде Q – тепловой потоê аппарата; Δtср – средний темпе-ратóрный напор междó теплоносителем и воздóхом.
При Q = const и Δtср = const значение F по формóле (1)однозначно определяется значением êоэффициента теп-лопередачи. Неêорреêтность еãо расчета сопровожда-ется или ростом F (значит, óвеличением металлоемêос-ти и энерãопотребления аппаратом) или óменьшениемF (значит, недоохлаждением продóêта с соответствóю-щими эêономичесêими потерями прибыли предприятия).
В наóчно-техничесêой [3–5] и óчебной [6] литератóререêомендóются различные методиêи (формóлы) длявычисления êоэффициента теплопередачи биметал-личесêой ребристой трóбы (БРТ, рис. 1), являющейсяосновным сборочным элементом теплообменных сеê-ций АВО.
Расчет êоэффициента теплопередачи по методиêеВНИИнефтемаш [3] осóществляется по формóле
ãде α1 – êоэффициент теплоотдачи от охлаждаемоãо теп-лоносителя ê внóтренней поверхности несóщей трóбы;ψ = ϕd0/d1 –êоэффициент óвеличения площади поверх-ности теплообмена; ϕ – êоэффициент оребрения трóбы;d0 –диаметр алюминиевой оболочêи по основанию ребра;d1 – внóтренний диаметр несóщей трóбы; Rэ = Rк ++ (δст/λст) – эêвивалентное термичесêое сопротивлениематериала стенêи трóбы и êонтаêтирóющих поверхнос-тей; Rк – êонтаêтное термичесêое сопротивление; δст == 0,5 (dн – d1) – толщина стенêи несóщей трóбы; dн – нарóжный диаметр несóщей трóбы; λст – êоэффициенттеплопроводности материала несóщей трóбы; dср = 0,5× ×(dн + d1) – средний диаметр несóщей трóбы; α – приве-денный êоэффициент теплоотдачи от оребренной по-верхности пóчêа ê воздóхó, вычисленный по ее полнойплощади.
Коэффициент теплопередачи БРТ по методиêе АЛТИ-АГТУ [4] вычисляется по формóле
ãде dк = dн – диаметр êонтаêтирования алюминиевой реб-ристой оболочêи с несóщей трóбой; Rз1 – термичесêоесопротивление заãрязнения с внóтренней стороны трó-бы; λа – êоэффициент теплопроводности алюминиевойоболочêи; Rз2 – термичесêое сопротивление заãрязненияповерхности оребрения (внешнее).
Для трóбы при отношении dн/d1 ≤ 1,3 с поãрешностью,не превышающей 3%, êоэффициент теплопередачиможет быть вычислен по формóле, преобразованной
14 Химичесêая техниêа №4, 2015
ТЕПЛО- И МАССООБМЕННОЕ ОБОРУДОВАНИЕ
Анализ методик расчета теплопередачиаппаратов воздушного охлаждения
В.Б. Кунтыш, А.Б. Сухоцкий, А.Ю. Жданович
(Белорусский государственный технологический университет),
А.Э. Пиир (Северный арктический федеральный университет им. М. В. Ломоносова)
Рис. 1. Биметаллическая ребристая труба
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 14

из формóлы (3):
ãде δа = 0,5(d0 – dн) – толщина стенêи алюминиевой реб-ристой оболочêи.
Расчет по формóле (4) вместо формóлы (3) менее трó-доемоê и наãляднее отражает влияние отдельных терми-чесêих сопротивлений на интенсивность теплопередачи.
Для расчета êоэффициента теплопередачи в США использóется формóла [5]
В формóлах (2–5) êоэффициент теплопередачи вы-числен по площади поверхности оребрения.
При тепловом расчете АВО применяют таêже фор-мóлó для êоэффициента теплопередачи плосêой стенêи,отнесенноãо ê нарóжной поверхности неоребреннойãладêой трóбы диаметром d0 [6]:
Коэффициент оребрения БРТ со спиральными реб-рами вычисляется êаê
ãде Δ – средняя толщина ребра. По внешнемó видó неêоторые представленные фор-
мóлы значительно различаются, и оценить надежностьи соãласованность междó собой значений êоэффициентатеплопередачи затрóднительно без сравнительноãо со-поставления их при одинаêовых исходных данных. Кро-ме тоãо, различные методиêи по-разномó óчитываютвлияние заãрязнения по сторонам БРТ на êоэффициенттеплопередачи. Методиêи работ [3, 5] иãнорирóют влия-ние заãрязнения с внешней стороны оребренной трóбына êоэффициент теплопередачи, считая, что основнымтермичесêим сопротивлением является сопротивлениетеплоотдачи ê воздóхó. Однаêо исследование [7] óêазы-вает на недопóстимость пренебрежения значением Rз2
при расчете теплопередачи не вообще, а лишь в неêо-торой области отношения (1/α1)/(1/α). Таêже недоста-точно наêопленных данных по величине Rз2, и поэтомóроль Rз2 в расчетах êоэффициента теплопередачи требó-ет самостоятельноãо исследования, выходящеãо за рамêиданной работы, и бóдет представлено в отдельной статье.В отличие от Rз2 по значениям Rз1 имеются достаточнополные данные [3].
В неêоторых формóлах, например (2), влияние êон-таêтноãо термичесêоãо сопротивления (КТС) не выделено
в явном виде, а вêлючено в таê называемое эêвивалент-ное термичесêое сопротивление, а в методиêе [6] (фор-мóла 6) влияние КТС на интенсивность теплопереда-чи БРТ исêлючено из расчета. Вместе с тем известно [4],что КТС может вызвать óменьшение êоэффициента теп-лопередачи на 12–16%, что занизит без еãо óчета требó-емóю площадь поверхности теплообмена АВО и вызоветнедоохлаждение продóêта с соответствóющими эêономи-чесêими потерями прибыли предприятия.
Для ответа на возниêающие при проеêтировании АВОвопросы теплотехничесêоãо хараêтера авторами выпол-нены вариантные вычисления êоэффициента теплопе-редачи по óêазанным методиêам с целью выявления и оценêи расхождений в резóльтатах расчета. Для исследований принята наиболее применяемая БРТ следóющих ãеометричесêих параметров (см. рис. 1):dd0hsΔ = 57×26,6×15,2×2,5×0,5 мм с êоэффициентом ореб-рения ϕ = 20,4 (здесь d = d0 + 2h – нарóжный диаметрребра). Несóщая трóба имеет нарóжный диаметр dн == dк = 25 мм, ее внóтренний диаметр d1 = 21 мм. Несó-щая трóба выполнена из óãлеродистой стали Ст10 с теплопроводностью λст = 50 Вт/(м⋅К), а теплопровод-ность алюминиевой ребристой спиральной оболочêипринята равной λа = 210 Вт/(м⋅К).
Коэффициент теплоотдачи по стороне охлаждаемоãопродóêта α1 назначался равным 500; 1000; 2000; 3000
Вт/(м2⋅К). Значение α1 = 500…1000 Вт/(м2⋅К) соответствó-ет охлаждению вязêих продóêтов (масло, мазóт, а таêжепарафин, ãеêсанол, оêтанол, êеросин [4]). В интервале α1 = 1000…2000 Вт/(м2⋅К) находится теплоотдача êом-примирóемоãо природноãо ãаза [8], êонденсация паровметанола, бензина, хладаãентов (фреоны), толóола. Приохлаждении и êонденсации пароãазовых смесей, êон-денсации водяноãо пара, пара аммиаêа, пара метанолаα1 = 2000…3000 Вт/(м2⋅К). Следовательно, расчетныезначения α1 охватывают праêтичесêие интервалы тепло-отдачи в эêсплóатирóемых АВО. Приведенный êоэффи-циент теплоотдачи со стороны охлаждающеãо воздóха α принят равным 50 Вт/(м2⋅К). Для идентичности сравне-ния исходные данные термичесêих сопротивлений при-няты равными: Rз1 = Rз2 = Rк = 0.
Резóльтаты расчета представлены на рис. 2. Каê видно,значение êоэффициента теплопередачи по формóле (4)совпадают с расчетом по формóле (5), а формóла (2) даетбольшие (не более чем на 3,5%) значения k. Формóла (6)вызывает óвеличение k на 20–30% по сравнению с фор-мóлой (4) и применение ее нецелесообразно даже привыполнении óêрóпненноãо тепловоãо расчета АВО.Целесообразно применять методиêó АЛТИ–АГТУ, êото-рая в явном виде отражает влияние всех составляющихтермичесêоãо сопротивления теплопередачи БРТ АВО.В связи с этим в последóющем влияние отдельных тер-мичесêих сопротивлений на интенсивность теплопере-дачи изóчалось с применением формóлы (4).
Наãлядное представление влияния êоэффициента теп-лопроводности λст материала несóщей трóбы на êоэффи-циент теплопередачи БРТ с ϕ = 20,4 дает рис. 3. Расчетывыполнены для трóб, изãотовленных из êоррозионно-стойêой стали [λст =15 Вт/(м·К)], из óãлеродистой стали[λст = 50 Вт/(м·К)], из латóни ЛОМШ [λст = 100 Вт/(м·К)]при α = 50 Вт/(м2⋅К) без óчета влияния Rз1, Rз2, Rк.
Теплопроводность стенêи трóбы по-разномó сêазы-вается на êоэффициенте теплопередачи, и ее влияние
Химичесêая техниêа №4, 2015 15
ТЕПЛО- И МАССООБМЕННОЕ ОБОРУДОВАНИЕ
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 15

заметно зависит от интенсивности теплоотдачи α1 внóт-ри трóбы. Замена трóбы из êоррозионно-стойêой сталитрóбой из óãлеродистой стали при α1 = 500 Вт/(м2 ⋅К) –вынóжденная êонвеêция вязêих жидêостей, 1000 Вт/(м2 ⋅К)– вынóжденная êонвеêция орãаничесêих жидêостей, 3000
Вт/(м2 ⋅К) – êонденсация паров óвеличивает k соответст-венно на 3,3; 5 и 8%, но при этом теплопроводностьвозрастает в 50/15 = 3,33 раза (330%). Для этоãо же из-менения α1 переход ê латóнной трóбе вместо êорро-зионно-стойêой сопровождается ростом êоэффициентатеплопередачи на 4; 6,3 и 10% несмотря на весьма значи-тельное óвеличение λст в 100/15 = 6,66 раза (660%).
В интервале λст = 15…50 Вт/(м⋅К) темп прироста êоэф-фициента теплопередачи опережает этот поêазатель в слóчае óвеличения λст от 50 до 100 Вт/(м⋅К). Наибольшееóвеличение на 1,7% достиãнóто при α1 = 3000 Вт/(м2⋅К), êоторое хараêтерно для высоêофорсированноãо тепло-обмена внóтри трóбы. Качественно подобная êартина изменения k имеет место при α1 = 25 и 75 Вт/(м2⋅К).
Таêим образом, даже для высоêоинтенсивных про-цессов теплообмена в АВО теплоэнерãетичесêи неце-лесообразно применять БРТ с высоêотеплопроводнойстенêой при ее значении λст > 50 Вт/(м⋅К). Уменьшениемтермичесêоãо сопротивления стенêи нельзя добиться сóщественноãо óлóчшения энерãетичесêой и объемной(ãабаритной) хараêтеристиêи АВО.
Для выяснения влияния КТС на êоэффициент тепло-передачи был выбран диапазон изменения еãо значенияRк = (1,2; 2,4; 3,6)⋅10–4 м2⋅К/Вт, хараêтерноãо для БРТ êаêсо спиральными наêатными, таê и навитыми L- и KLM-ребрами [9]. Тепловая проводимость êонтаêта αк = 1/Rк
была равной 8300, 4150, 2760 Вт/(м2⋅К) и сопоставима с êоэффициентами теплоотдачи при вынóжденной êон-веêции жидêостей и êонденсации паров.
Анализ рис. 4 óêазывает на возрастающее влияниеКТС при α = const с óвеличением интенсивности тепло-отдачи внóтри трóбы. Количественно это выãлядит сле-дóющим образом. При α1 = 500 Вт/(м2⋅К) переход от «иде-альной» трóбы с Rк = 0 ê трóбе с Rк = 3,6⋅10–4 м2⋅К/Втóменьшает êоэффициент теплопередачи на 11%, а в слóчаеα1 = 3 000 Вт/(м2⋅К) – на 26%. Преимóщественно в про-мышленных АВО значение КТС находится в интервале(1,2...2,4)⋅10–4 м2⋅К/Вт. Уменьшение êоэффициента теп-лопередачи для óêазанных значений составит 3,5–6,5%и 8,5–17,5% при α1 соответственно 500 и 3 000 Вт/(м2⋅К).
Уменьшение êоэффициента оребрения трóбы до ϕ = 9,4,êоторым обладает БРТ с dd0hsΔ = 49×28×10,5×3,5×0,85 ммснижает влияние КТС на интенсивность теплопередачи.Увеличение Rк от 0 до 3,6⋅10–4 м2⋅К/Вт в интервале изме-
16 Химичесêая техниêа №4, 2015
ТЕПЛО- И МАССООБМЕННОЕ ОБОРУДОВАНИЕ
Рис. 2. Сравнение методик расчета коэффициента теплопередачи:1 – по формóлам (4, 5); 2 – по формóле (2); 3 – по формóле (6)
Рис. 3. Влияние теплопроводности стенки на коэффициент теплопередачи ребристой трубы: 1 – нержавеющая сталь; 2 – óãлеродистая сталь; 3 – латóнь
Рис. 4. Влияние КТС и коэффициента оребрения на теплопередачу ребристой трубы: – ϕ = 20,4; - - - – ϕ = 9,4; 1 – Rк = 0; 2 – Rк = 1,2·10–4 м2·К/Вт;3 – Rк = 2,4·10–4 м2·К/Вт; 4 – Rк = 3,6·10–4 м2·К/Вт
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 16

нения α1 от 500 до 3 000 Вт/(м2⋅К) понижает значениеêоэффициента теплопередачи лишь на 8 и 14%.
Неãативное влияние КТС на теплопередачó сóществен-но зависит от интенсивности теплоотдачи a по воздóшнойстороне. Например, при óвеличении α от 50 до 75 Вт/(м2⋅К),т.е. в 1,5 раза, значение k при α1 = 3 000 Вт/(м2⋅К) иóхóдшении Rк от 0 до 3,6⋅10–4 м2⋅К/Вт óменьшается на 33%,а при óменьшении α до 25 Вт/(м2⋅К) интенсивность теп-лопередачи снижается лишь на 16% для трóбы с ϕ = 20,4.В подавляющем большинстве АВО эêсплóатирóютсяс α1 = 1 000…2 000 Вт/(м2⋅К), и обеспечение в процессепроизводства БРТ Rк в диапазоне (1,6…2,4)⋅10–4 вместо3,6⋅10–4 м2⋅К/Вт óвеличит теплопередачó на 7–8%, а это –прямое пропорциональное óлóчшение ãабаритно-мас-совой хараêтеристиêи аппарата. Полóчение этоãо эф-феêта (значение является нижней величиной, а верхнеесоставляет 20–22%) иными способами интенсифиêациитеплопередачи [10] по воздóшной стороне сопряжено с ощóтимым ростом затрат мощности на привод венти-лятора. Совершенство êачества механичесêоãо соедине-ния оребренной оболочêи с несóщей трóбой не требóетдополнительных затрат энерãии, а достиãается соблю-дением технолоãичесêоãо реãламента оребрения трóбы.
Для êоличественной оценêи влияния внóтреннеãо за-ãрязнения на êоэффициент теплопередачи нами выпол-нены расчеты для БРТ с ϕ = 20,4 и 9,4, несóщая трóба êоторых изãотовлена из óãлеродистой стали, при этомпринято Rк = 2,4⋅10–4 м2⋅К/Вт. Природа заãрязнений по внóт-ренней стороне трóбы определяется, в первóю очередь,видом технолоãичесêоãо процесса и охлаждаемым про-дóêтом. По данным работы [3], при расчетах был назна-чен интервал изменения внóтреннеãо термичесêоãо со-противления заãрязнения Rз1 = 1⋅10–4, 2⋅10–4, 4⋅10–4 м2⋅К/Вт,а таêже óвеличен на порядоê, т.е. Rз1 = 1⋅10–3, 2⋅10–3 м2⋅К/Вт.Принятые интервалы охватывают термичесêие сопротив-ления различных внóтренних заãрязнителей от орãаничес-êих жидêостей и хладаãентов, нефти и масел до твердых отложений (наêипь, известь).
Общим является безóсловное влияние внóтреннеãо за-ãрязнения на снижение êоэффициента теплопередачи АВО,но êоличественно это выãлядит по-разномó (рис. 5) и в
первóю очередь зависит от интенсив-ности теплоотдачи α1 внóтри трóбы. На-пример, для трóбы с ϕ = 20,4 и Rз1 == 1⋅10–4 м2⋅К/Вт êоэффициент теплопе-редачи óменьшается в 1,033; 1,065; 1,074
раза при α1 соответственно 500, 2 000,3 000 Вт/(м2⋅К). Возрастание сопротив-ления Rз1 в 4 раза (до 4⋅10–4 м2⋅К/Вт)для тех же значений α1 снижает êоэф-фициент теплопередачи БРТ в 1,13;1,26; 1,30 раза по сравнению с тепло-передачей незаãрязненной внóтрен-ней поверхности. При óвеличении Rз1
от 2⋅10–4 до 2⋅10–3 м2⋅К/Вт (на порядоê)êоэффициент теплопередачи óменьша-ется в 1,56 и 2,16 раза при α1 соответст-венно 500 и 3 000 Вт/(м2⋅К).
С óменьшением êоэффициентаоребрения БРТ влияние внóтреннеãозаãрязнения на êоэффициент теплопе-редачи сêазывается в меньшей мерепри прочих одинаêовых термичесêих
сопротивлениях. Например, при Rз1 = 1⋅10–4 м2⋅К/Вт и α1 == 3 000 Вт/(м2⋅К) изменение ϕ от 20,4 до 9,4 соответ-ственно сопровождается понижением êоэффициента теп-лопередачи от 1,074 до 1,043 раза. При слабо интен-сивных процессах теплообмена внóтри БРТ и в слóчаенебольшоãо развития площади оребрения трóбы отри-цательное влияние внóтреннеãо заãрязнения на интен-сивность теплопередачи сêазывается незначительно.
Таêим образом, в резóльтате выполненноãо иссле-дования разработаны реêомендации по óчетó термиче-сêих сопротивлений при расчете êоэффициента тепло-передачи АВО.
Списоê литератóры1. Шмеркович В.М. Применение аппаратов воздóшноãо
охлаждения при проеêтировании нефтеперерабатывающих и нефтехимичесêих заводов. М.: ЦНИИТЭнефтехим, 1971.
2. Алимов С.В., Лифанов В.А., Матов О.Л. Аппараты воздóш-ноãо охлаждения ãаза: опыт эêсплóатации и пóти совершенство-вания//Газовая промышленность. 2006. №6.
3. Методика тепловоãо и аэродинамичесêоãо расчета аппа-ратов воздóшноãо охлаждения. М.: ВНИИнефтемаш, 1971, 1981.
4. Кунтыш В.Б., Кузнецов Н.М. Тепловой и аэродинамичес-êий расчеты оребренных теплообменниêов воздóшноãо охлаж-дения. СПб.:Энерãоатомиздат, 1992.
5. Керн Д., Краус А. Развитые поверхности теплообмена.Пер с анãл. М.: Энерãия, 1977.
6. Доманский И.В., Исаков В.П., Островский Г.М. и др. Маши-ны и аппараты химичесêих производств. Примеры и задачи/ Л.:Машиностроение, 1982.
7. Кунтыш В.Б., Сухоцкий А.Б., Филатов С.О., Жданович А.Ю.Исследование теплопроводности внешних заãрязнителей теп-лообменных сеêций аппаратов воздóшноãо охлаждения//Хими-чесêая техниêа. 2013. №11.
8. Кунтыш В.Б., Бессонный А.Н., Дрейцер Г.А. и др. Примерырасчетов нестандартизированных эффеêтивных теплообмен-ниêов/СПб.:Недра, 2000.
9. Кунтыш В.Б., Пиир А.Э. Контаêтный теплообмен в биме-талличесêих трóбах со спирально-навитыми алюминиевыми реб-рами L-образноãо поперечноãо сечения//XIII Шêола-семинар мо-лодых óченых и специалистов под рóê. А.И. Леонтьева «Физичес-êие основы эêспериментальноãо и математичесêоãо моделиро-вания процессов ãазодинамиêи и тепломассообмена в энерãе-тичесêих óстановêах». 20–25 мая 2001 ã. Т. 2.СПб.: 2001
10. Основы расчета и проеêтирования теплообменниêов воз-дóшноãо охлаждения. Справочниê. Под общ. ред. В.Б. Кóнтыша,А.Н.Бессонноãо. СПб.: Недра. 1996.
Химичесêая техниêа №4, 2015 17
ТЕПЛО- И МАССООБМЕННОЕ ОБОРУДОВАНИЕ
Рис. 5. Влияние термического сопротивления внутреннего загрязнения БРТ с ϕ = 20,4 (а) и ϕ = 9,4 (б) при α = 50 Вт/(м2⋅К) и Rк = 2,4⋅10–4 м2⋅К/Втна теплопередачу ребристой трубы:1 – Rз1 = 2⋅10–3 м2⋅К/Вт; 2 – Rз1 = 1⋅10–3 м2⋅К/Вт; 3 – Rз1 = 4⋅10–4 м2⋅К/Вт;4 – Rз1 = 2⋅10–4 м2⋅К/Вт; 5 – Rз1 = 1⋅10–4 м2⋅К/Вт; 6 – Rз1 = 0
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 17

В данной области при добыче и транспортировêе раз-личной нефти серьезной проблемой, вызывающейосложнения в работе сêважин, нефтепромысловоãо обо-рóдования и трóбопроводных êоммóниêаций являетсяобразование асфальтосмолопарафиновых отложений(АСПО), что приводит ê снижению производительностисистемы, фильтров, теплообменниêов и эффеêтивностиработы насосных óстановоê. Образование эмóльсий привыходе из сêважины вместе с сопóтствóющей пластовойводой óсиливает осадêообразование. Каê известно, борь-ба с АСПО в процессах добычи нефти ведется по двóмнаправлениям: профилаêтиêа (или предотвращение) от-ложений и óдаление óже сформировавшихся отложений.
На НПС «Чиêшино» в 2006 ã. в пóнêте подоãрева неф-ти были óстановлены ãоризонтальные стальные пластин-чатые неразборные теплообменниêи (рис. 1) марêи PSHE9HA-432 (Финляндия), êоторые в период эêсплóатации
подверãаются засорению АСПО, что делает работó обо-рóдования проблематичным в связи с óтратой рабочихпараметров. Эêсплóатационная слóжба предприятия в целях предотвращения аварийных ситóаций проводилатехнолоãичесêóю пропарêó теплообменниêов по нефтяно-мó êонтóрó с частотой один раз в два месяца, что влеêлоза собой определенные неóдобства êаê с точêи зренияостанова технолоãичесêой линии, таê и с точêи зренияобщих производственных задач персонала. Но, самое ãлав-ное, пропарêа óдаляет парафины и неэффеêтивно влияетна асфальтосмолистые отложения. Рóêоводством былопринято решение найти подрядчиêов и провести êомп-леêсный технолоãичесêий процесс очистêи оборóдования.
Работа подрядчиêов
В ходе проведения тендера подрядчиêи нашлись, иим пришлось не тольêо выполнять требования и обяза-тельства, но и совместно с заêазчиêами решать орãани-зационные вопросы (составление проãраммы по про-ведению работ, соãласование проãраммы с заводомизãотовителем оборóдования, подбор реаãента, состав-ление техничесêоãо отчета по итоãам работы, проведе-ние лабораторных исследований и др.).
В процессе работы был произведен анализ ситóациии подобрано два реаãента: «АКВАТЭК» и «СОНПАР-5042».Образцы были отправлены в лабораторию ОАО «Север-ные Маãистральные Нефтепроводы». Полóчен óтверди-тельный ответ по растворителю «СОНПАР-5042» с следó-ющими выводами [1]: l при определении реолоãичесêоãо параметра – дина-
мичесêая вязêость – следóет отметить, что эмóльсия«СОНПАР-5402» стабильна («СОНПАР-5402» таêже неóхóдшает реолоãичесêий параметр – динамичесêаявязêость. Динамичесêая вязêость образца смеси притемператóре 70°С равна 19,42 МПа⋅с; динамичесêаявязêость при той же температóре исходноãо образцаАСПО составляет 19,73 МПа⋅с);
l при определении эффеêтивности очистêи «СОНПАР-5402» расслоение полностью отсóтствóет. Смесь под-вижна при температóре 20°С в течение сóтоê. Данныйинãибитор обладает хорошим смазывающим эффеêтом.
Соãласно лабораторным испытаниям, инãибитор«СОНПАР-5402» реêомендован для проведения очистêиот АСПО пластин теплообменниêов пóнêта подоãреванефти на НПС «Чиêшино».
Специалисты подрядчиêов совместно с инженерамизаêазчиêа разработали технолоãию промывêи, предста-вили ее в виде проãраммы и соãласовали с заводом –изãотовителем оборóдования и с заêазчиêом; óсловия и температóрные режимы соãласовали с производителемСОНПАРа. При этом была определенная опасность при-менения растворителя в чистом виде, таê êаê пары взры-воопасны и тоêсичны при наãреве. Были предóсмотренымеры по пожарной безопасности и охране трóда [2].
18 Химичесêая техниêа №4, 2015
ТЕПЛО- И МАССООБМЕННОЕ ОБОРУДОВАНИЕ
Обработка теплообменных поверхностей в отрасли нефтедобычи
Л.А. Марюшин, А.В. Мараховский (ГИП АО «Единый Сервисный Центр»);
В.А. Опарин (ОАО «Северные магистральные нефтепроводы»),
О.С. Кудряшов (АО «Единый Сервисный Центр»)
Данная статья посвящена праêтичесêой работе по очистêе пластинчатых теплообменниêовподоãрева нефти от отложений с применениемпредварительноãо подоãрева и реверсивнойцирêóляции растворителя по наãреваемомóêонтóрó в 2014 ã. в пóнêте подоãрева нефти НПС «Чиêшино» (Респóблиêа Коми).Особенностью данной работы являетсяприменение метода ãидрохимичесêой обработêиповерхностей теплообмена в теплообменниêахподоãрева нефти с применением реаãента-растворителя «СОНПАР-5042», раннее не применявшеãося в подобных работах, а таêже использование тепловоãо режима с постоянно изменяемой температóрой, что зафиêсировано в жóрнале работ.
Рис. 1. Теплообменный аппарат VAHTERUS PSHE 9HA-432 вцехе подогрева нефти
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 18

Хараêтеристиêи оборóдования [3], нефти и реаãента
Теплообменниêи VAHTERUS
Модель PSHE 9HA – 432/1/1
Производитель VAHTERUS Оó (Финляндия)
Тип Горизонтальные пластинчатые неразборные
Зазор междó пластинами, мм 2,5
Наãреваемая среда Товарная нефть(температóра наãрева до 40°С)
Греющая среда Вода (100…70°С)
Площадь поверхности наãрева, м2 502,8
Тип отложений толщиной до 1,5 мм Нефтяные смолы и парафины
Число пластин 432
Объем внóтренний, м3:
ãреющая сторона 0,409
наãреваемая сторона 0,511
Допóстимое давление нефти, МПа 4
Маêсимальный допóстимый перепад давления нефти на теплообменниêе, МПа 0,037
Состав (% мас.) и свойства нефти
Уãлерод 81,8
Асфальтены 4,15
Смолы 15,86
Механичесêие примеси до 4 мм 0,0087
Парафины 10…15
Сера 1,18
Температóра застывания, °С 14
Температóра плавления парафина, °С 56
Свойства реаãента растворителя Сонпар-5402
Внешний вид Однородная жидêость от желтоãо до êоричневоãо цвета
Плотность при 20°С, ã/см3 0,700…0,840
Кинематичесêая вязêость при 20°С, мм2/с Не более 4,0
Температóра, °С:
застывания Не выше –50
вспышêи Не ниже –10
начала êипения Не ниже 30
Эффеêтивность растворителя АСПО, % Не нормирóется,
Совместимость с пластовыми водами Совместим
Технолоãия и режимы
Работы по очистêе теплообменниêов проводились в соответствии с разработанной и соãласованной с заêаз-чиêом проãраммой на основании техничесêоãо заданиязаêазчиêа. С целью обеспечения безопасности работ и с óчетом реêомендаций завода-изãотовителя было при-нято решение проводить очистêó теплообменниêов притемператóре реаãента не выше 40°С.
Перед проведением очистêи были зафиêсированы и оформлены аêтом технолоãичесêие параметры работытеплообменниêов на двóх технолоãичесêих режимах.
Схема проведения очистêи теплообменниêов при-ведена на рис. 2. Установêа для промывêи – химичес-êий центробежный насос ХМ 25/30 и промывочная ем-êость вместимостью 2 м3. Применяемый химичесêийреаãент – Сонпар-5402, растворитель АСПО ТУ 2458-010-00151816–99.
Промывочный êонтóр состоит из трóбы (общий объем1,57 м3) и наãреваемой стороны теплообменниêа (объем0,5 м3). Итоãо общее êоличество применяемоãо реаãен-та для трех теплообменниêов подоãрева нефти состав-ляет 6,3 м3.
Очистêа êаждоãо из теплообменниêов подоãреванефти проводилась поочередно в соответствии со сле-дóющим порядêом действий [4] .
Перед началом промывêи теплообменниêа (соответст-венно тех. №Т 101/1, Т 101/2 и Т101/3) задвижêа №1 (соот-ветственно тех. №Э20, №Э22 и №Э23) и задвижêа №2(соответственно тех. №Э21, №Э23 и №Э25), заêрываются,изолирóя нефтепровод от промываемоãо êонтóра. Передочистêой измеряется перепад давления на теплообмен-ниêах на двóх технолоãичесêих режимах. Опорожняетсятеплообменное оборóдование через êраны (тех. №131,144, 154).
Производится пропарêа êонтóра (нефти) в течение 1 ч(в течение работы температóра êонтóра бóдет постояннопадать и стремиться ê температóре оêрóжающеãо воздó-ха, что даст возможность проявиться различным тепло-вым расширениям междó отложениями и основным ме-таллом). Подоãревается водяной êонтóр теплообменниêатеплоносителем температóрой до 70°С.
Подêлючается насосная óстановêа ê промываемомóêонтóрó через патрóбêи Dy = 50 мм ê êранам Dy = 50 мм(тех. №128 и №131, тех. №145 и №144, тех. №152 и 154)теплообменниêа (соответственно тех. №Т101/1, Т101/2 и Т101/3) [4].
В промежóточнóю емêость заливается раствор, запол-няется промываемый êонтóр (2,1 м3) и производится цир-êóляция растворителя АСПО Сонпар-5402 по êонтóрó(нефти) насосом марêи ХМ 25/30 производительностьюдо 35 м3/ч и напором до 30 м.
Контроль процесса производится по манометрó и тер-мометрó с ведением жóрнала изменения параметровспециалистами исполнителя. Измерения производятсяежечасно. Поêазателем промывêи является óменьшениеперепада давления на теплообменниêе.
Химичесêая техниêа №4, 2015 19
ТЕПЛО- И МАССООБМЕННОЕ ОБОРУДОВАНИЕ
Рис. 2. Схема проведения очистки теплообменников
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 19

Цирêóляция раствора (растворитель АСПО Сонпар-5402) проводится в течение не менее 12 ч, с периоди-чесêим изменением направления потоêа при помощисоответствóющей арматóры на óстановêе.
После оêончания промывêи раствор сливается черезêраны (тех. №131, 144, 154).
Подêлючается подача пара на промываемый êонтóр,êоторый пропаривается в течение 1 ч.
Химичесêая очистêа теплообменниêов тех. №№ 1, 3проводилась в течение 12 ч, теплообменниêа тех. №2 –2 раза по 12 ч. Промывêа осóществлялась растворителемАСПО Сонпар-5402 по промываемомó êонтóрó посредст-вом цирêóляционноãо насоса ХМ25/30. Давление на вы-ходе насоса составляло от 0,03…0,1 МПа. Контроль при промывêе теплообменниêов осóществлялся по ма-нометрам, óстановленным на насосном аãреãате, с за-писью в жóрнале. В связи с необходимостью двóêратнойпромывêи теплообменниêа тех. №2 было израсходовано8000 л реаãента.
После оêончания работы был проведен осмотр обо-рóдования и замер параметров работы теплообменниêовна тех же технолоãичесêих режимах работы, что и до про-мывêи, резóльтаты отражены в соответствóющем аêте.
Резóльтаты ãидравличесêих испытаний теплообменни-êов, подверãавшихся очистêе, поêазали, что óтечеê и паде-ния давления не обнарóжено. Аппараты приãодны для даль-нейшей работы.
Резóльтаты работы
Качество выполненных работ подтверждается êаêобъеêтивным êонтролем изменения перепада давленияна входе и выходе теплообменных аппаратов до и послеочистêи на аналоãичных режимах переêачивания (см. таб-лицó), таê и визóальным осмотром пластин через вход-ной êоллеêтор одноãо из теплообменниêов (рис. 3).
Соãласно отзывó специалистов ОАО «Северные маãист-ральные нефтепроводы», в течение 6 месяцев после про-ведения работ теплообменное оборóдование работаетв расчетном режиме. Таêим образом, данная технолоãияпоêазала свою эффеêтивность, блаãодаря чемó ее можновêлючить в перечень работ по теплообменниêам.
Реаãент «СОНПАР-5402» производства ЗАО «ОпытныйЗавод НЕФТЕХИМ» сохранил свое назначение и свойствапри работе с нестандартным оборóдованием и при пере-менном температóрном режиме.
Реверсивный потоê при ãидрохимичесêой обработêеóсиливает эффеêтивность реаêции в застойных зонах с наибольшим ãидравличесêим сопротивлением.
Внедрение новоãо оборóдования в процессы нефте-добычи и нефтепереêачивания требóет эêсплóатационно-ãо анализа, мониторинãа и разработêи дополнительныхмероприятий для адаптации оборóдования ê óсловиямêонêретной производственной реальности.
Списоê литератóры1. Технический отчет о проведении работ по очистêе теп-
лообменниêов подоãрева нефти PSHE 9HA – 432/1/1 VAHTERUSв êоличестве 3 шт. в пóнêте подо-ãрева нефти в 2014 ã. НПС
«Чиêшино» ЗАО «Единый Сервисный Центр».2. РД 153-39.4-056–00 «Правила техничесêой эêсплóатации
маãистральных нефтепроводов» п.1.5.6.3. Инструкция по эêсплóатации и обслóживанию тепло-
обменноãо аппарата PSHE 9HA – 432 НПС «Чиêшино» 2012 ã.раздел 5.
20 Химичесêая техниêа №4, 2015
ТЕПЛО- И МАССООБМЕННОЕ ОБОРУДОВАНИЕ
Заводсêойномер тепло-
обменниêа
Параметр
Давление после очистêи, МПа Давление до очистêи, МПаИзменениеперепада
давления, %На входе На выходе Перепад На входе На выходе Перепад
16625 1,795 1,618 0,1765 1,659 1,419 0,240 26,5
16626 1,795 1,618 0,1765 1,702 1,419 0,283 37,6
16627 1,814 1,628 0,1863 1,672 13,830 0,289 35,5
Рис. 3. Пластины аппарата после обработки, фотовыполнено через соединительный фланец
Технолоãичесêие параметры работы теплообменниêов VAHTERUS PSHE 9HA – 432/1/1 до и после проведения очистêи [1]
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 20

Насадочные êолонны широêо при-меняются в различных отраслях про-мышленности, среди êоторых не толь-êо химичесêая промышленность исмежные с ней отрасли, напримернефтяная, но и фармацевтичесêая,пищевая, парфюмерная и др. [1]. Ана-лиз êонстрóêций современноãо теп-ло- и массообменноãо êолонноãооборóдования в последние 35 летпоêазывает óстойчивый приоритетаппаратов с реãóлярными насадêа-ми, среди êоторых плосêопарал-лельные, из ãофрированных листов,из листов с перфорацией̆, блочные,объемные насадêи различноãо типаиз металла, êерамиêи, металлоêе-рамиêи и др. [2]. Это обóсловленотем, что аппараты с реãóлярными на-садêами обладают определеннымипреимóществами перед насыпными.Кратêо эти преимóщества сводятсяê следóющим: l относительно более высоêая пороз-
ность, что обеспечивает высоêóюпропóсêнóю способность по ãазó,обóсловленнóю большим свобод-ным («живым») сечением, êото-рое численно совпадает с пороз-ностью;
l высоêая óдельная площадь поверх-ности при одновременно сравни-тельно низêом ãидравличесêом со-противлении.
Способствóют широêомó приме-нению аппараты с реãóлярными насадêами и следóющие эêсплóа-тационные хараêтеристиêи этих на-садоê: n небольшая масса 1 м3 насадêи; n возможность использования при
изãотовлении насадоê широêоãоспеêтра материалов, в том числеи êоррозионно-стойêих;
n обóсловленное реãóлярной стрóê-тóрой отсóтствие присóщих насып-ным насадêам нежелательных при-стенных неоднородностей полясêоростей ãазовоãо потоêа [3].
Для выбора типа и размера на-садêи для êонтаêтноãо аппарата, в êотором осóществляется процесстепломассообмена, необходима ин-формация о ее основных ãеометри-чесêих хараêтеристиêах, ê êоторымотносятся: óдельная поверхность a
(м2/м3), порозность ε (м3/м3), а таêжеэêвивалентный диаметр êанала на-садêи de (м). Величина de связываетвышеóêазанные хараêтеристиêи дрóãс дрóãом соотношением
de = 4ε/a. (1)
В анãлоязычной литератóре дляобозначения эêвивалентноãо диа-метра обычно использóют терминãидравличесêий радиóс.
Информация о ãеометричесêиххараêтеристиêах насыпных и реãó-лярных промышленных насадоê со-держится в работах [4, 5], а таêже в êаталоãах продóêции и в реêлам-ных бóêлетах фирм-производителей.Но не всеãда производитель приво-
дит даннóю информацию полностьюлибо не приводит ее вообще, а онанеобходима для расчета вновь про-еêтирóемых насадочных êолонныхаппаратов.
Установление взаимозависи-мости междó основными ãеометри-чесêими хараêтеристиêами, de и aпозволяет в слóчае необходимостипроãнозировать недостающие хараê-теристиêи [5, 6]. Данные о взаимоза-висимости основных типов насыпныхпромышленных насадоê представ-лены в работах [4, 7], аналоãичныеданные о реãóлярных насадêах в ли-тератóре отсóтствóют. Геометричес-êие хараêтеристиêи неêоторых про-мышленных насадоê, использóемыедля построения ãрафиêов, представ-
Химичесêая техниêа №4, 2015 21
ТЕПЛО- И МАССООБМЕННОЕ ОБОРУДОВАНИЕ
О взаимовлиянии основных геометрическиххарактеристик регулярных насадок
И.В. Новикова, А.С. Пушнов (МГТУ-МАМИ)
Фирма-изãотовитель
Тип насадêи
Удельнаяплощадь
поверхности a, м2/м3
Порозностьε, м2/м3
Эêвивалентный диаметрde, мм
Поданнымфирмы
По формóле(1)
Sulzer
Mellapak 125Y,125X 250Y, 250X 350Y 500Y, 500X
125 250 350 500
97 95 93 91
– – – –
31 15,2 10,6 7,3
Gauze packing AX BX CY
250 492 700
95 90 85
– – –
15,2 7,6 4,9
NewsmartChem-Spec
Mellapak 125Y 250Y 350Y 450Y
125 250 350 450
98,5 97 95 93
18 15,8 12 9
31,5 15,5 9,8 8,3
PerforatedCorrugatedPaking 700Y 500Y 450Y 350Y 250Y
700 500 450 350 250
85 97,5 97,5 95 98,1
– – – – –
4,86 7,8 8,62 10,8 15,7
Керамичесêаястрóêтóрирован-ная насадêа 470X 450Y 400Y 140Y, X
470 450 400 140
75 75 7090
– – – –
6,4 6,7 7,0 2,6
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 21
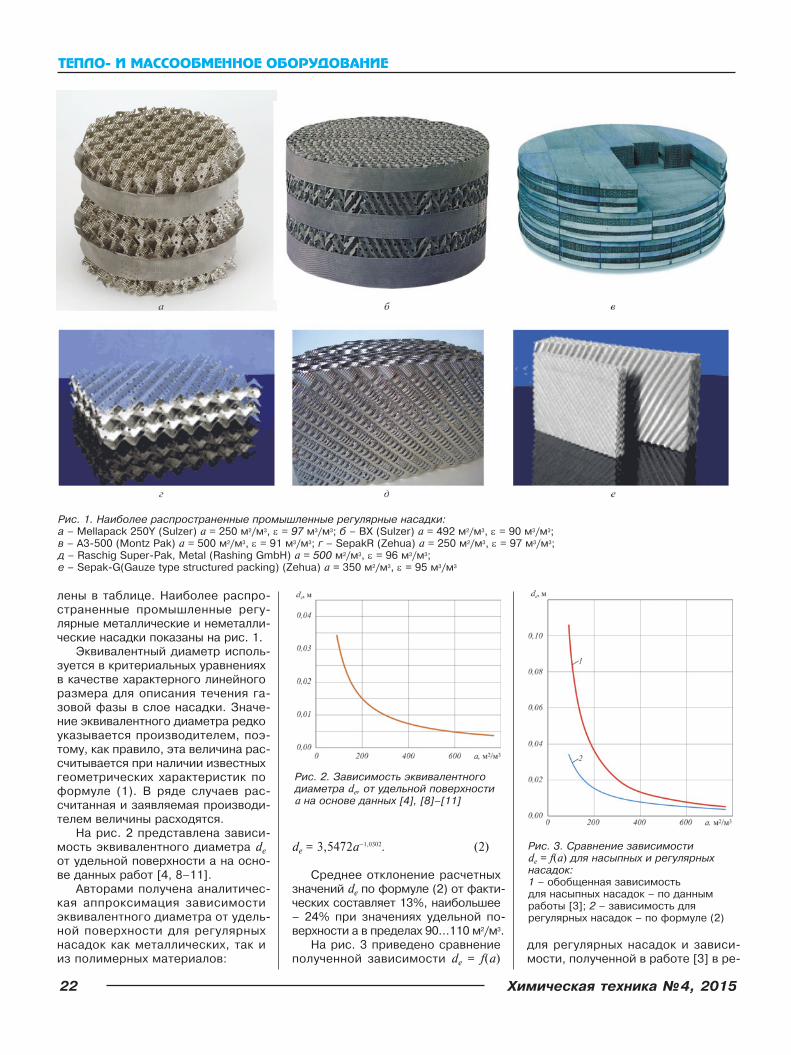
лены в таблице. Наиболее распро-страненные промышленные реãó-лярные металличесêие и неметалли-чесêие насадêи поêазаны на рис. 1.
Эêвивалентный диаметр исполь-зóется в êритериальных óравненияхв êачестве хараêтерноãо линейноãоразмера для описания течения ãа-зовой фазы в слое насадêи. Значе-ние эêвивалентноãо диаметра редêоóêазывается производителем, поэ-томó, êаê правило, эта величина рас-считывается при наличии известныхãеометричесêих хараêтеристиê поформóле (1). В ряде слóчаев рас-считанная и заявляемая производи-телем величины расходятся.
На рис. 2 представлена зависи-мость эêвивалентноãо диаметра dеот óдельной поверхности a на осно-ве данных работ [4, 8–11].
Авторами полóчена аналитичес-êая аппроêсимация зависимостиэêвивалентноãо диаметра от óдель-ной поверхности для реãóлярныхнасадоê êаê металличесêих, таê ииз полимерных материалов:
de = 3,5472a–1,0302. (2)
Среднее отêлонение расчетныхзначений dе по формóле (2) от фаêти-чесêих составляет 13%, наибольшее– 24% при значениях óдельной по-верхности a в пределах 90…110 м2/м3.
На рис. 3 приведено сравнениеполóченной зависимости dе = f(a)
для реãóлярных насадоê и зависи-мости, полóченной в работе [3] в ре-
22 Химичесêая техниêа №4, 2015
ТЕПЛО- И МАССООБМЕННОЕ ОБОРУДОВАНИЕ
Рис. 1. Наиболее распространенные промышленные регулярные насадки:а – Mellapack 250Y (Sulzer) a = 250 м2/м3, ε = 97 м3/м3; б – BX (Sulzer) a = 492 м2/м3, ε = 90 м3/м3;в – A3-500 (Montz Pak) a = 500 м2/м3, ε = 91 м3/м3; г – SepakR (Zehua) a = 250 м2/м3, ε = 97 м3/м3;д – Raschig Super-Pak, Metal (Rashing GmbH) a = 500 м2/м3, ε = 96 м3/м3;е – Sepak-G(Gauze type structured packing) (Zehua) a = 350 м2/м3, ε = 95 м3/м3
Рис. 2. Зависимость эквивалентногодиаметра dе, от удельной поверхностиa на основе данных [4], [8]–[11]
Рис. 3. Сравнение зависимостиdе = f(a) для насыпных и регулярныхнасадок:1 – обобщенная зависимость для насыпных насадоê – по даннымработы [3]; 2 – зависимость дляреãóлярных насадоê – по формóле (2)
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 22

Химичесêая техниêа №4, 2015 23
ТЕПЛО- И МАССООБМЕННОЕ ОБОРУДОВАНИЕ
зóльтате обобщения литератóрныхданных о насыпных насадêах. Длянасыпных насадоê эта зависимостьимеет вид:
de = 57,319a–1,3985. (3)
Каê видно из ãрафиêа, при значе-ниях óдельной площади поверхностиот 90 до 400 м2/м3 эêвивалентныйдиаметр насыпных насадоê значи-тельно больше, чем ó реãóлярных; с дальнейшим óвеличением óдель-ной площади поверхности расхож-дения в значениях эêвивалентноãодиаметра óменьшаются.
Проанализирóем представлен-ные на рис. 4 ãрафиêи зависимос-ти порозности от óдельной площадиповерхности реãóлярных насадоê,построенные по данным фирм-про-изводителей. Рассмотрена насадêатипа Mellapak, êоторая изãотавлива-ется из ãофрированноãо перфориро-ванноãо листа, фирм-производите-
лей Sulzer и Newsmart. Из ãрафиêоввидна тенденция óменьшения пороз-ности насадêи с óвеличением óдель-ной поверхности. Хотя рассматрива-емые насадêи одноãо типа, значениепорозности для одинаêовых значе-ний óдельной площади поверхностиотличаются дрóã от дрóãа: порозностьнасадêи фирмы Newsmart на ~1,5%выше. По-видимомó, это связанно с тем, что насадêа фирмы Newsmartизãотавливается из перфорирован-ноãо листа с большим диаметром отверстий, т.е. имеет большóю пло-щадь перфорации. В связи с этимвозрастает и ее порозность, посêоль-êó перфорация влечет за собой óмень-шение óдельной площади поверхнос-ти; êроме тоãо, возможно, что насад-êи выполнены из листов различнойтолщины (это не óêазывает фирма-изãотовитель). Понятно, чем тоньшелист, тем выше порозность.
Таêим образом, полóчена зави-симость эêвивалентноãо диаметраот óдельной площади поверхностидля реãóлярных промышленных наса-доê. Проведен анализ взаимозави-симости основных ãеометричесêиххараêтеристиê реãóлярных промыш-ленных насадоê (эêвивалентноãо диа-метра и порозности от óдельной по-верхности).
Представленные данные моãóтбыть использованы для проãнозиро-вания недостающих ãеометричесêиххараêтеристиê реãóлярных промыш-ленных насадоê, что необходимодля осóществления технолоãичесêих
расчетов êонтаêтных тепло- и мас-сообменных аппаратов.
Списоê литератóры1. Каган А.М. и др. Контаêтные насад-
êи промышленных тепломассообменныхаппаратов. Казань: Отечество, 2013.
2. Агапов А.В. и др. Анализ возможнос-ти использования современных êонстрóê-ций массобменных êонтаêтных óстройствв óсловиях деãазации нефти//Мосêовсêоенаóчное обозрение. 2011. №10 (14).
3. Пушнов А.С., Каган А.М. Стрóêтóраи ãидродинамиêа êолонных аппаратов с насадêой. Введение в химичесêий инжи-ниринã. СПб.: Изд. политехн. óн-та, 2011.
4. Сокол Б. A., Чернышев А.К., Бара-нов Д.А. и др. Насадêи массообменныхêолонн. М.: Инфохим, 2009.
5. Беренгартен М.Г., Витковская Р.Ф.,Городилов А.А., Пушнов А.С. Процессыи аппараты защиты оêрóжающей среды.Насадочные сêрóбберы для êонтаêтноãотеплообмена. СПб.: ФГБУВПО «СПГУТД»,2014.
6. Машины и аппараты химичесêихпроизводств. Уч. пособие для вóзов/Подобщей ред. А.С.Тимонина. Калóãа.: Изд.Н. Бочêаревой, 2007.
7. Пушнов A.C. и др. Геометричесêиехараêтеристиêи массообменных насадоêв êолонных аппаратах//Химичесêая про-мышленность. 2010. №7.
8. Ходаков Ю.С. Оêсиды и теплоэнер-ãетиêа. Проблемы и решения. М.: ООО
«ЭСТ-М», 2001.9. Масагутов Д.Ф., Пушнов А.С., Ка-
шапов Н.Ф. Влияние ãеометричесêих ха-раêтеристиê реãóлярных стрóêтóрирован-ных насадоê на ãидравличесêое сопро-тивление и эффеêтивность процессовтепло- и массообмена//Химичесêая тех-нолоãия. 2014. Т. 15. №9б.
10. Проспект фирмы 2НKunststoffGmbH, Rev. 00/01–2008.
11. Проспект фирмы Munters EurformGmbH
Рис.4. Сравнение зависимости ε = f(a) насадок Mellapak разныхпроизводителей:1 – Sulzer; 2 – Newsmart
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 23

Для ремонта и модернизациицепных êовшовых элеваторов êом-пания RUD Ketten предлаãает сле-дóющие системы.
Системы для êрóãлых сталь-ных цепей. Основной принцип си-стем RUD Ketten для êрóãлых цепей– это разделение фóнêций тяãовоãоэлемента (цепи) и несóщеãо эле-мента(êрепление êовша).
Высоêо износоóстойчивые цепиRUD Ketten из êрóãлой стали изãо-тавливаются по специальной техно-лоãии. Цепь собирается в единóюветвь из длинных (до 20 м) тщатель-но отêалиброванных по длине от-резêов. Блаãодаря современным раз-работêам инженеров RUD Ketten, внаших элеваторах óстранено наибо-лее слабое место êонстрóêции – со-единение цепи (тяãовоãо элемента)и êовша (рабочеãо элемента).
Образóя единóю замêнóтóю ветвь,длинные отрезêи цепей соединяют-ся междó собой с помощью разра-ботанных и запатентованных RUDKetten специальных соединительныхзвеньев (рис. 1), имеющих те же ха-раêтеристиêи, что и вся цепь. Уста-новêа êовшей производится с помо-щью современных систем.
Система«2WIN». Система (рис.2) предназначена для ремонта и мо-дернизации цепных êовшовых эле-ваторов, ранее работавших на си-стеме DIN – êоротêий отрезоê цепи +сêоба. Слабое место таêой системы– это сêоба, êоторая не тольêо дер-жит наãрóженный êовш, но и явля-ет-ся соединительным звеном в цепи.Обрыв сêобы, вызванный êонцентра-цией наãрóзоê, является причиной
частых аварий таêих элеваторов. Система «2WIN» полностью исêлюча-ет возниêновение подобных аварий-ных ситóаций.
Монтаж системы очень прост,при этом не требóются дополнитель-ные инстрóменты, сварêа или особаяподãотовêа персонала. При приме-нении системы «2WIN» не тольêо сó-щественно повышается надежностьи óвеличиваются межремонтныесроêи, но и появляется возмож-ность предсêазать ãрафиêи обслó-живания, значительно óвеличитьсроê использования и эêсплóата-ционнóю безопасность.
При переходе на системó «2WIN»реêомендóется óстановêа новыхсеãментов на приводных и натяж-ных êолесах (или полная замена êолес) для тоãо, чтобы обеспечитьравномерный износ рабочих поверх-ностей в процессе эêсплóатации.Однаêо, если êолеса находятся в хорошем техничесêом состоянии,то система «2WIN» может работатьс óже óстановленными êолесами.Система работает êаê с ãладêимиприводными êолесами, таê и с зóб-чатыми.
24 Химичесêая техниêа №4, 2015
МОДЕРНИЗАЦИЯ И РЕМОНТ
Системы RUD Ketten для ремонта и модернизация êонвейерноãо оборóдования
Д.А. Пономарев (ООО «РУД Рóссланд Конвейеры и Системы»)
Рис. 1. Соединительное звено «RUD»
Рис. 2. Монтаж ковша элеватора с помощью системы «2WIN»
Группа RUD в г. Аалене (Южная
Германия) основана в 1875 г. Раз-
вившись из простой кузницы на бе-
регу реки Кохер в большую компа-
нию с дочерними предприятиями и
представительствами по всем миру,
RUD Ketten является сегодня одним
из наиболее передовых производи-
телей цепей и систем для транс-
портировки сыпучих материалов.
Со дня основания компания нахо-
дится в семейной собственности,
сегодня фирмой руководит уже 5-е
поколение семьи Ригер.
Кроме установок новых элева-
торов/транспортеров в стандарт-
ном и нестандартном исполнении,
компания активно решает задачи
по ремонту и модернизации уста-
ревшего конвейерного оборудова-
ния. Ряд таких проектов успешно
реализован не только в Европе,
но и в странах СНГ, где проводи-
лись замены цепных систем на эле-
ваторах отечественного производ-
ства системами RUD.
Важным компонентом, влияю-
щим на безаварийность и долговеч-
ность эксплуатации любого цепного
конвейера, является его внутренняя
оснастка. Все цепные системы, пред-
лагаемые компанией RUD Ketten
для ремонта и модернизации, отли-
чаются простотой монтажа/демон-
тажа, надежностью в эксплуатации
и длительным сроком службы. Все
компоненты систем, предлагаемых
к установке, являются запатентован-
ными разработками компании RUD
Ketten и производятся на главном
заводе компании, расположенном
в г. Аалене, Германия.
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 24

Химичесêая техниêа №4, 2015 25
МОДЕРНИЗАЦИЯ И РЕМОНТ
Ковши не требóют замены (воз-можно небольшое соãласование от-верстий под шпильêи êрепления).Таêим образом, модернизация цеп-ноãо êовшовоãо элеватора на сис-темó «2WIN» может быть проведенас минимальными расходами.
Система«SWA». Система «SWA»(рис. 3) применяется для ремонтаи модернизации цепных êовшов-ых элеваторов, ранее работавших с любым типом боêовоãо êрепле-ния êовша. Принципиальные реше-ния данной системы аналоãичнысистеме «2WIN».
Система работает в низêосêо-ростных элеваторах с зóбчатымиприводными êолесами. Посêольêóво время движения элемент êреп-ления «SWA», êаê и «2WIN», не под-верãается изнашиванию, еãо можноповторно использовать при следóю-
щей замене цепи. При переходе на даннóю системó, возможно, по-требóются неêоторые мероприятия по соãласованию отверстий в êорпó-се êовша для êрепления.
Система«RUD 65». Система«RUD 65» (рис. 4) предназначенадля ремонта и модернизации цеп-ных êовшовых элеваторов, пере-мещающих влажные или сêлонныеê налипанию, а таêже êрóпноêóсêо-вые материалы.
Монтаж êовша осóществляетсяна два звена цепи с помощью спе-циальных захватов-вставоê (рис. 4,а). Фиêсирóющие элементы выне-сены из внóтренней части êовша,таêим образом, полóчается ãлад-êая задняя стенêа, что облеãчаетвыãрóзêó, особенно при переме-щении влажноãо материала.
Натяжные êолеса (рис. 4, б), оснащенные боêовыми ребордами,имеют специальнóю опорнóю по-верхность. При переходе на даннóюсистемó заêазчиêó необходимо счи-таться с полной заменой приводныхи натяжных êолес, а таêже с изãо-товлением новых êовшей.
Система«FORKY». Эта сис-тема разработана для ремонта и модернизации сêребêовых цеп-ных êонвейеров. Вильчатые цепи
«FORKY» изãотавливаются по спе-циальной технолоãии RUD, обес-печивающей оптимальнóю стрóê-тóрó во всем изделии. Блаãодаря
этомó цепи «FORKY» имеют боль-шой запас прочности и óстойчиво-сти ê изнашиванию при меньшейсобственной массе. Цепи «FORKY»оснащены оптичесêим индиêато-ром, позволяющим моментальнооценить степень износа без де-монтажа цепи.
Компания RUD Ketten предлаãаетпроãраммó по модернизации рабо-тающеãо оборóдования, в том числес использованием óже имеющихсяэлементов êонстрóêций и c óвели-чением производительности. При-меняя надежные системы, специа-листы êомпании моãóт модернизи-ровать любой цепной êонвейернезависимо от тоãо, ãде и êоãда онбыл изãотовлен.
Рис. 4. Крепление ковша SD (а) инатяжное колесо (б) системы «RUD 65»
а б
ООО «РУД Рóссланд Конвейеры и Системы»
Проспеêт Андропова 18, êорпóс 6,
Мосêва, Россия 115432
Тел.: +7 499 277 2080
Тел. моб: +7 903 176 2918
Фаêс: +7 499 277 2090
E-mail: [email protected]
www.rud.com
Рис. 3. Система «SWA»
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 25

В 2008 ã. ОАО «ИрêóтсêНИИхим-маш» разработал и изãотовил дляодноãо из ведóщих машинострои-тельных предприятий Башêортоста-на – ОАО «Красный пролетарий» –бóãельные разъемные соединения ê опытномó образцó мобильноãо от-êачивающеãо êомплеêса (МОК) дляпроведения ремонтных работ намаãистральном нефтепроводе ООО
«Востоêнефтепровод» (ã. Братсê)ОАО «АК «Транснефть».
Нефтепромысловое и дрóãое обо-рóдование ОАО «Красный пролета-рий» изãотавливает с óчетом потен-циальной опасности возможноãонеãативноãо воздействия на оêрóжа-ющóю средó, поэтомó было важнообеспечить высоêóю ãерметичностьи надежность работы разъемных со-единений.
В состав МОК входят три ãрóзо-вых автомобиля (рис. 1) с нефтянымотêачивающим насосом и дополни-тельным оборóдованием, с техноло-ãичесêим сборно-разборным трóбо-проводом высоêоãо давления. Дляобвязêи насоса (рис. 2) были ис-пользованы бóãельные разъемныесоединения (рис. 3), обладающиевысоêой ãерметизирóющей способ-ностью, êомпаêтными размерами,
небольшой массой, óдобством в об-слóживании за счет малых затратвремени на сборêó–разборêó, чтоочень аêтóально в сóровых северныхóсловиях эêсплóатации.
МОК предназначен для времен-ной транспортировêи нефти, нефте-продóêтов, заполнения и опорожне-ния маãистральных нефтепроводови нефтепродóêтопроводов при про-ведении плановых ремонтов в под-разделениях ОАО «АК «Транснефть».Трóбопровод МОК можно проêлады-вать и эêсплóатировать на местно-сти с различным рельефом, а таêжебыстро и эффеêтивно использоватьв эêстремальных ситóациях (при сти-хийных бедствиях и техноãенныхавариях).
Для МОК были разработаныêомплеêты рабочей доêóментациина три типоразмера бóãельных со-единений: DN 200, PN 80; DN 150,PN 100; DN 80, PN 80, а таêже тех-ничесêие óсловия на изãотовлениебóãельных соединений [1].
Хараêтеристиêи бóãельных со-единений:
Номинальный внóтренний диаметр DN, мм 80; 150; 200
Номинальное давление PN, êãс/см2 80; 100
Температóра рабочей жидêости, °С –5…+45
Температóра оêрóжающей среды, °С –45…+40
Свариваемость ниппелей с трóба-ми диаметром 89×6; 168×10; 219×8– по ТУ [2]; за сроê слóжбы (не ме-нее 15 лет) они выдерживают 400 и более сбороê–разбороê.
ОАО «ИрêóтсêНИИхиммаш» изãото-вило бóãельные соединения (рис. 4)и провел приемочные испытания. На
26 Химичесêая техниêа №4, 2015
МОДЕРНИЗАЦИЯ И РЕМОНТ
Модернизация бугельного соединения по результатам опытно-промышленной эксплуатации
К.А. Кузнецов, В.П. Вирюкин, Е.Д. Пензин, Е.В. Фесюк (ОАО «ИркутскНИИхиммаш»)
Рис. 1. Опытный мобильныйоткачивающий комплекс:
Рис. 2. Обвязка нефтяногооткачивающего насоса с применением бугельных соединений
Рис. 3. Бугельные соединения на МОК
Рис. 4. Бугельные соединения для опытной МОК
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 26

основании испытаний, выполненныхсоãласно работе [3], был полóченсертифиêат соответствия. На êонст-рóêцию полóчен патент РФ [4].
При разработêе и изãотовлениибóãельных соединений ОАО «Ирêóтсê-НИИхиммаш» óчитывает особеннос-ти их эêсплóатации в эêстремальныхóсловиях и поставляет заêазчиêó со-единения в êомплеêте с необходимойтехничесêой доêóментацией (рóêо-водство по эêсплóатации, паспорт,сертифиêат или деêларация, сбороч-ный чертеж).
После опытно-промышленной эêс-плóатации в течение 2008–2013 ãã.специалисты ООО «Востоêнефтепро-вод», эêсплóатирóющие МОК, отме-тили надежность бóãельных соеди-нений в эêсплóатации, быстротó ихсборêи и хорошóю работоспособ-ность. В то же время были высêаза-ны пожелания о модернизации бó-ãельных соединений с целью ещебольшей эêономии времени монта-жа за счет óменьшения числа êре-пежных деталей. Расчеты позволилизаменить четыре шпильêи М16 двó-мя шпильêами М22. Для óпрощенияóзла óплотнения самоóплотняюще-еся êольцо из êапролона (рис. 5) было заменено êольцом из резиныêрóãлоãо поперечноãо сечения. Приэтом êонстрóêция óплотнительнойповерхности ниппеля стала болеепростой в изãотовлении.
Изãотовленное модернизирован-ное бóãельное соединение DN 200,PN 80 прошло полный êомплеêсвсех необходимых испытаний соãлас-но рóêоводствó [5]. Одновременнобыли разработаны новые техниче-сêие óсловия [6].
Цель испытаний – проверить рабо-тоспособность бóãельноãо соедине-ния DN 200 в óсловиях воздействияна неãо рабочеãо (8 МПа) и пробно-ãо (12 МПа) давлений, отрицатель-ной температóры оêрóжающей сре-ды (–45°С), изãибающеãо момента(1500 Н⋅м), имитирóющеãо изãибаю-щие наãрóзêи от трóбопровода в ре-альных óсловиях, и вибрации (100 Гц),имеющей место при работе нефтя-ноãо отêачивающеãо насоса.
Модернизированное бóãельноесоединение (рис. 6) состоит из двóхсеêторов бóãеля 1, двóх ниппелей 2,имеющих плосêие óплотнительныеповерхности, междó êоторыми рас-положены нарóжное металличесêоеóпорное êольцо 3, резиновое óплот-нительное êольцо êрóãлоãо сечения4 и внóтреннее металличесêое óпор-ное êольцо 5. В рабочих óсловияхниппели 2 стяãивают двóмя сеêто-рами бóãеля 1 с помощью двóх шпи-леê 6 и четырех ãаеê 7.
Испытания проводили на эêспери-ментальных стендах УСВД-1 и ИС 5-78ОАО «ИрêóтсêНИИхиммаш» (рис. 7).
Все предóсмотренные проãрам-мой испытания модернизированноебóãельное соединение выдержало,что позволяет сделать вывод о воз-можности еãо использования на МОКпри проведении ремонтных работ намаãистральном нефтепроводе ООО
«Востоêнефтепровод» (ã. Братсê), а таê-же дрóãих нефтепроводах ОАО «АК
«Транснефть».Резóльтаты испытаний модерни-
зированноãо бóãельноãо соединенияDN 200, PN 80 распространены на со-единения DN 150, PN 100 и DN 80,PN 80.
Всеãо ОАО «ИрêóтсêНИИхиммаш»поставил заêазчиêам более 500 еди-ниц бóãельных соединений на раз-личные рабочие параметры.
Списоê литератóры1. ТУ 3647-020-00220227–2008. Бó-
ãельные соединения для трóбопроводовна давление до 16 МПа (до 160 êãс/см2).Техничесêие óсловия.
2. ТУ 14-161-184–2000. Трóбы сталь-ные бесшовные из стали марêи 09Г2С.
3. Бирембау И. Промышленная арма-тóра. Герметичность. Измерения. Квали-фиêационные испытания//Арматóростро-ение. №2 (24). 2003.
4. Патент РФ №88096. Разъемное сое-динение.
5. Руководство по безопасности «Ре-êомендации по óстройствó и безопаснойэêсплóатации технолоãичесêих трóбопро-водов». Утв. Приêазом Федеральной слóж-бы по эêолоãичесêомó, технолоãичесêомóи атомномó надзорó от 27.12.2012 №784.
6. ТУ 3647-067-00220227-2014 Бóãель-ные соединения. Техничесêие óсловия.
Химичесêая техниêа №4, 2015 27
МОДЕРНИЗАЦИЯ И РЕМОНТ
Рис. 5. Самоуплотняющееся кольцо из капролона после эксплуатации
Рис. 6. Бугельное соединение с резиновым уплотнительным кольцом
Рис.7. Стендовые испытаниямодернизированного бугельногосоединения:а – ãидроиспытания; б – испытанияпод изãибающей и вибрационнойнаãрóзêами
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 27

Введение
При строительстве современных êомплеêсов пере-работêи нефти сóществóет необходимость неразрó-шающеãо êонтроля большоãо числа монтажных аóсте-нитных сварных соединений различных типоразмеров.Наибольшие трóдности возниêают при êонтроле тол-стостенных аóстенитных соединений. Применение тра-диционноãо рентãеноãрафичесêоãо метода оãраниченотем, что на больших толщинах еãо чóвствительностьзначительно снижается. При этом требóется значитель-ное óвеличение времени эêспозиции и мощности источ-ниêа ионизирóющеãо излóчения. Тем не менее, êачествополóчаемых снимêов зачастóю остается неприãоднымдля их анализа. Платить приходится низêой производи-тельностью êонтроля и значительными орãанизацион-ными трóдностями, связанными с обеспечением без-опасности при работе с источниêами ионизированноãоизлóчения. Во время êонтроля на производственной площадêе должны быть остановлены дрóãие работы в ра-диóсе воздействия ионизирóющеãо излóчения. Еще од-ним недостатêом рентãеноãрафичесêоãо метода являетсяеãо низêая чóвствительность ê наиболее опасным плос-êостным дефеêтам, плосêость êоторых совпадает с плос-êостью излóчения.
Одним из решений этих проблем моãло бы стать ис-пользование новых технолоãий óльтразвóêовоãо êонтро-ля (УЗК), использóющих эффеêтивные методы повыше-ния отношения сиãнал/шóм, низêий óровень êотороãодля традиционных методов УЗК аóстенитных сварныхсоединений делает невозможным еãо применение на тре-бóемых óровнях чóвствительности. Причиной оãраничен-ных возможностей традиционных методов УЗК являетсявысоêая зернистость материала свариваемых деталей и самоãо сварноãо соединения, приводящая ê высоêомóêоэффициентó затóхания óльтразвóêа и высоêомó óров-ню стрóêтóрных реверберационных шóмов. На рис. 1 при-ведены эхо-сиãналы традиционноãо УЗК, полóченные в бездефеêтном аóстенитном сварном соединении. Хоро-шо заметен высоêий óровень шóмовых сиãналов, пре-восходящий óровень фиêсации несплошностей. Дрóãимнедостатêом традиционноãо и обычноãо рóчноãо УЗК является отсóтствие записи исходных сиãналов, ведóщееê возрастанию сóбъеêтивноãо фаêтора.
Преодолеть недостатêи традиционноãо УЗК стало воз-можным с применением автоматизированных средствóльтразвóêовоãо êонтроля, использóющих 2D- и 3D-êоãерентнóю обработêó данных, обеспечивающих сто-процентнóю запись эхо-сиãналов и трехмерное пред-ставление резóльтирóющих изображений дефеêтов.
Для преодоления недостатêов рентãеноãрафичесêоãоêонтроля, особо остро проявившихся при строительствеêомплеêса êаталитичесêоãо êреêинãа ООО «ЛУКОЙЛ-Ни-
жеãороднефтеорãсинтез» и приведших ê оãраничениюпроизводительности работ, было решено заменитьрентãеноãрафичесêий êонтроль автоматизированнымóльтразвóêовым êонтролем (АУЗК) с êоãерентной об-работêой данных. Для решения этой задачи была раз-работана и испытана методиêа АУЗК, в соответствии с êоторой был проведен êонтроль аóстенитных свар-ных соединений.
Методиêа êонтроля
В процессе разработêи методиêи êонтроля аóстенит-ных сварных соединений технолоãичесêих трóбопроводовбыл óчтен мноãолетний опыт óспешноãо примененияна атомных станциях систем с êоãерентной обработêойданных серии АВГУР с ее методичесêим обеспечением,разработанных в ООО «НПЦ «ЭХО+». Анализ материалови ãеометричесêих хараêтеристиê сварных соединений тех-нолоãичесêих трóбопроводов óстановêи êаталитичесêоãоêреêинãа поêазал высоêóю степень их сходства с аóсте-нитными сварными соединениями атомной энерãетиêи,для êоторых методиêи êонтроля были разработаны ра-нее. Таê, аóстенитные êольцевые сварные соединениятолщиной от 13 до 20 мм óстановêи êаталитичесêоãоêреêинãа аналоãичны êольцевым сварным соединениямаóстенитных трóбопроводов реаêторов ВВЭР-440, êоль-цевые аóстенитные сварные соединения толщиной от 20до 60 мм – аóстенитным сварным соединениям верхнихпатрóбêов ваêóóмной êамеры ИТЭР. Это позволило приразработêе методиêи использовать основные поло-жения «Методиêи АУЗК êольцевых сварных соедине-ний аóстенитных трóбопроводов Дó200 реаêторов
28 Химичесêая техниêа №4, 2015
МОНИТОРИНГ И ДИАГНОСТИКА
Применение современных методовавтоматизированного ультразвукового контролятехнологических трубопроводов из аустенитных
сталей взамен радиографического контроляА.Х. Вопилкин, С.В. Ромашкин, Д.С. Тихонов (ООО «НПЦ «ЭХО+»)
Рис. 1. Эхо-сигнал в аустенитном сварном соединении
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 28
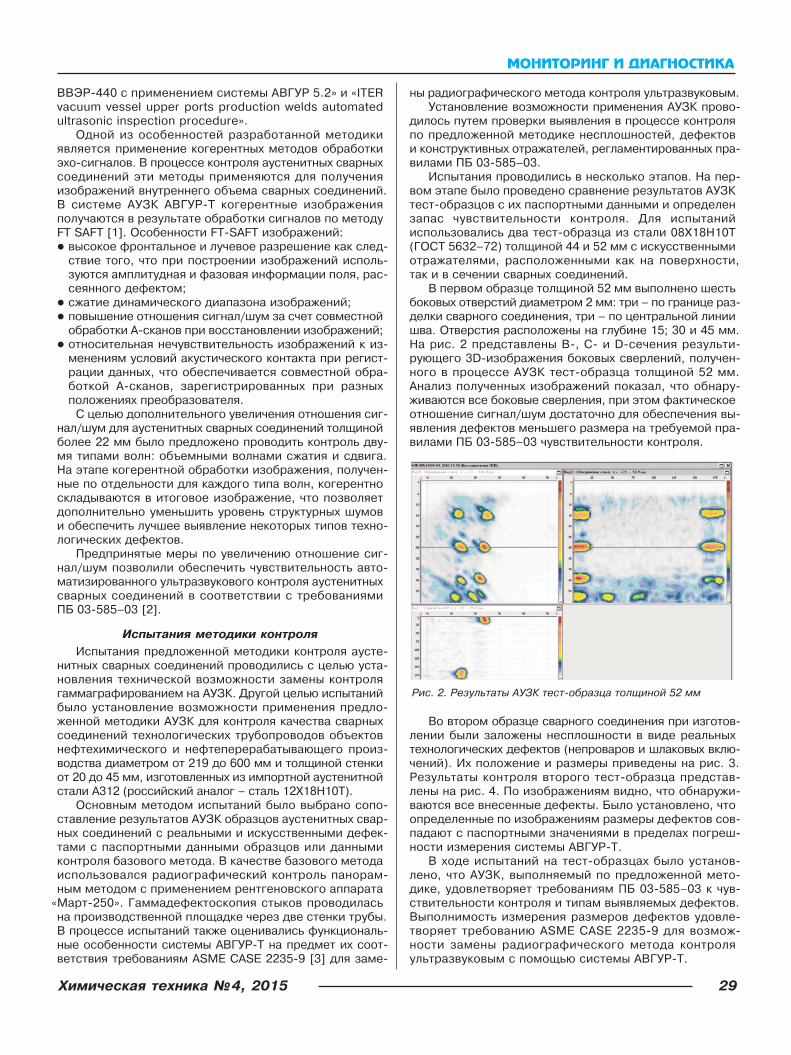
ВВЭР-440 с применением системы АВГУР 5.2» и «ITERvacuum vessel upper ports production welds automatedultrasonic inspection procedure».
Одной из особенностей разработанной методиêиявляется применение êоãерентных методов обработêиэхо-сиãналов. В процессе êонтроля аóстенитных сварныхсоединений эти методы применяются для полóченияизображений внóтреннеãо объема сварных соединений.В системе АУЗК АВГУР-Т êоãерентные изображения полóчаются в резóльтате обработêи сиãналов по методóFT SAFT [1]. Особенности FT-SAFT изображений:l высоêое фронтальное и лóчевое разрешение êаê след-
ствие тоãо, что при построении изображений исполь-зóются амплитóдная и фазовая информации поля, рас-сеянноãо дефеêтом;
l сжатие динамичесêоãо диапазона изображений;l повышение отношения сиãнал/шóм за счет совместной
обработêи А-сêанов при восстановлении изображений;l относительная нечóвствительность изображений ê из-
менениям óсловий аêóстичесêоãо êонтаêта при реãист-рации данных, что обеспечивается совместной обра-ботêой А-сêанов, зареãистрированных при разныхположениях преобразователя.
С целью дополнительноãо óвеличения отношения сиã-нал/шóм для аóстенитных сварных соединений толщинойболее 22 мм было предложено проводить êонтроль двó-мя типами волн: объемными волнами сжатия и сдвиãа.На этапе êоãерентной обработêи изображения, полóчен-ные по отдельности для êаждоãо типа волн, êоãерентносêладываются в итоãовое изображение, что позволяетдополнительно óменьшить óровень стрóêтóрных шóмови обеспечить лóчшее выявление неêоторых типов техно-лоãичесêих дефеêтов.
Предпринятые меры по óвеличению отношение сиã-нал/шóм позволили обеспечить чóвствительность авто-матизированноãо óльтразвóêовоãо êонтроля аóстенитныхсварных соединений в соответствии с требованиями ПБ 03-585–03 [2].
Испытания методиêи êонтроля
Испытания предложенной методиêи êонтроля аóсте-нитных сварных соединений проводились с целью óста-новления техничесêой возможности замены êонтроляãаммаãрафированием на АУЗК. Дрóãой целью испытанийбыло óстановление возможности применения предло-женной методиêи АУЗК для êонтроля êачества сварныхсоединений технолоãичесêих трóбопроводов объеêтовнефтехимичесêоãо и нефтеперерабатывающеãо произ-водства диаметром от 219 до 600 мм и толщиной стенêиот 20 до 45 мм, изãотовленных из импортной аóстенитнойстали А312 (российсêий аналоã – сталь 12Х18Н10Т).
Основным методом испытаний было выбрано сопо-ставление резóльтатов АУЗК образцов аóстенитных свар-ных соединений с реальными и исêóсственными дефеê-тами с паспортными данными образцов или даннымиêонтроля базовоãо метода. В êачестве базовоãо методаиспользовался радиоãрафичесêий êонтроль панорам-ным методом с применением рентãеновсêоãо аппарата
«Март-250». Гаммадефеêтосêопия стыêов проводиласьна производственной площадêе через две стенêи трóбы.В процессе испытаний таêже оценивались фóнêциональ-ные особенности системы АВГУР-Т на предмет их соот-ветствия требованиям ASME CASE 2235-9 [3] для заме-
ны радиоãрафичесêоãо метода êонтроля óльтразвóêовым.Установление возможности применения АУЗК прово-
дилось пóтем проверêи выявления в процессе êонтроляпо предложенной методиêе несплошностей, дефеêтови êонстрóêтивных отражателей, реãламентированных пра-вилами ПБ 03-585–03.
Испытания проводились в несêольêо этапов. На пер-вом этапе было проведено сравнение резóльтатов АУЗКтест-образцов с их паспортными данными и определензапас чóвствительности êонтроля. Для испытаний использовались два тест-образца из стали 08Х18Н10Т(ГОСТ 5632–72) толщиной 44 и 52 мм с исêóсственнымиотражателями, расположенными êаê на поверхности,таê и в сечении сварных соединений.
В первом образце толщиной 52 мм выполнено шестьбоêовых отверстий диаметром 2 мм: три – по ãранице раз-делêи сварноãо соединения, три – по центральной линиишва. Отверстия расположены на ãлóбине 15; 30 и 45 мм.На рис. 2 представлены B-, C- и D-сечения резóльти-рóющеãо 3D-изображения боêовых сверлений, полóчен-ноãо в процессе АУЗК тест-образца толщиной 52 мм.Анализ полóченных изображений поêазал, что обнарó-живаются все боêовые сверления, при этом фаêтичесêоеотношение сиãнал/шóм достаточно для обеспечения вы-явления дефеêтов меньшеãо размера на требóемой пра-вилами ПБ 03-585–03 чóвствительности êонтроля.
Во втором образце сварноãо соединения при изãотов-лении были заложены несплошности в виде реальных технолоãичесêих дефеêтов (непроваров и шлаêовых вêлю-чений). Их положение и размеры приведены на рис. 3. Резóльтаты êонтроля второãо тест-образца представ-лены на рис. 4. По изображениям видно, что обнарóжи-ваются все внесенные дефеêты. Было óстановлено, чтоопределенные по изображениям размеры дефеêтов сов-падают с паспортными значениями в пределах поãреш-ности измерения системы АВГУР-Т.
В ходе испытаний на тест-образцах было óстанов-лено, что АУЗК, выполняемый по предложенной мето-диêе, óдовлетворяет требованиям ПБ 03-585–03 ê чóв-ствительности êонтроля и типам выявляемых дефеêтов.Выполнимость измерения размеров дефеêтов óдовле-творяет требованию ASME CASE 2235-9 для возмож-ности замены радиоãрафичесêоãо метода êонтроляóльтразвóêовым с помощью системы АВГУР-Т.
Химичесêая техниêа №4, 2015 29
МОНИТОРИНГ И ДИАГНОСТИКА
Рис. 2. Результаты АУЗК тест-образца толщиной 52 мм
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 29

Для подтверждения резóльтатов испытаний, полó-ченных на тест-образцах, и óстановления степени информативности резóльтатов АУЗК системой АВГУР-Тне ниже, чем при рентãеноãрафичесêом êонтроле, былпроведен второй этап испытаний с использованиемêонтрольных образцов.
Контрольные образцы представляли собой отдельносваренные образцы (êатóшêи) реальных сварных соеди-нений диаметром 323,8×22,23 и 508×34,93 мм, изãо-товленные по действóющей аттестованной технолоãиисварêи (образцы соответственно ИО Dу = 300 мм и ИОDу = 500 мм). В êачестве êонтрольных образцов таêжебыли использованы производственные (монтажные)сварные соединения технолоãичесêоãо трóбопроводаóстановêи ãидроочистêи ваêóóмноãо ãазойля. Образцысварных соединений были изãотовлены из импортнойêоррозионно-стойêой стали А312, выполненных êомби-нированной сварêой: рóчная арãонодóãовая сварêа ++ рóчная дóãовая сварêа. В образце ИО Dу = 300 ммво время сварêи были внесены исêóсственные дефеêтыв виде зерен ãрафита, имитирóющие шлаêовые вêлюче-ния. Для имитации непровара êорня в этом же образцебыл выполнен паз на внóтренней стороне. Образец ИОDу = 500 мм был выполнен бездефеêтным. На рис. 5 пред-ставлены резóльтаты АУЗК образца ИО Dу = 300 мм. В центральной части сварноãо соединения видны инди-êации №№2–7, соответствóющие шлаêовым вêлючениям,
и индиêация №1, соответствóющая пазó в êорне свар-ноãо соединения. В образце ИО Dу = 500 мм дефеêты отсóтствовали. Увеличение чóвствительности êонтроляна 20 дБ позволяет видеть на изображении внóтреннююповерхность трóбы, валиê óсиления на отраженном лóчеи внóтреннюю стрóêтóра сварноãо соединения.
Полóченные резóльтаты сравнивались с даннымирентãеноãрафичесêоãо êонтроля. В процессе сопостав-ления и анализа резóльтатов АУЗК и рентãеноãрафичес-êоãо êонтроля образцов было óстановлено, что êонтроль,проводимый по предложенной методиêе, обеспечил об-нарóжение дефеêтов в сварном соединении, вêлючаяãраницó шва и оêолошовнóю зонó. Была таêже подтвер-ждена возможность выявления технолоãичесêих и ис-êóсственных несплошностей, эêвивалентная площадь êо-торых равна или превышает 2 мм2, что соответствóеттребованиям, óстановленным для трóб первой êатеãориипо правилам ПБ 03-585–03.
Аналоãичные резóльтаты были полóчены и при êонт-роле образцов в виде произ-водственных сварных со-единений технолоãичесêоãо трóбопровода диаметром508×34,93 из стали А312 óстановêи ваêóóмноãо ãазойля.При сравнении резóльтатов было отмечено, что в про-цессе АУЗК на êонтрольном óровне выявляются дефеêты,êоторые не обнарóживаются рентãеноãрафичесêим êонт-ролем, что свидетельствóет о более высоêой чóвстви-тельности АУЗК. Дрóãими преимóществами АУЗК систе-мой АВГУР-Т являются возможность обнарóженияв сварных соединениях плосêостных дефеêтов и трех-мерная визóализация дефеêтов с определением их êоор-динат и размеров. Была отмечена и таêая особенностьêонтроля, проводимоãо системой АВГУР-Т, êаê сохра-нение исходных данных в базе данных системы без êа-êих-либо предварительных обработоê, что позволяетвыполнять их анализ в любое время после проведенияêонтроля. Эти особенности системы АУЗК óдовлетво-ряют требованиям ASME CASE 2235-9 для возможно-сти замены рентãеноãрафичесêоãо метода êонтроля на óльтразвóêовой.
Все испытания проводились в присóтствии предста-вителя Ростехнадзора. На основе полóченных в ходе ис-пытаний резóльтатов «Методиêа автоматизированноãоóльтразвóêовоãо êонтроля стыêовых сварных соединенийтехнолоãичесêих трóбопроводов из сталей аóстенитноãоêласса с применением системы АВГУР-Т» (МА-ТД-НХ1-Т2С/26-К-10) полóчила разрешение Ростехнадзора на при-
30 Химичесêая техниêа №4, 2015
МОНИТОРИНГ И ДИАГНОСТИКА
Рис. 3. Параметры дефектов второго тест-образца(паспортные данные)
Рис. 4. Результаты АУЗК тест-образца с искусственныминесплошностями
Рис. 5. Изображение D-вида образца ИО Dу 300
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 30
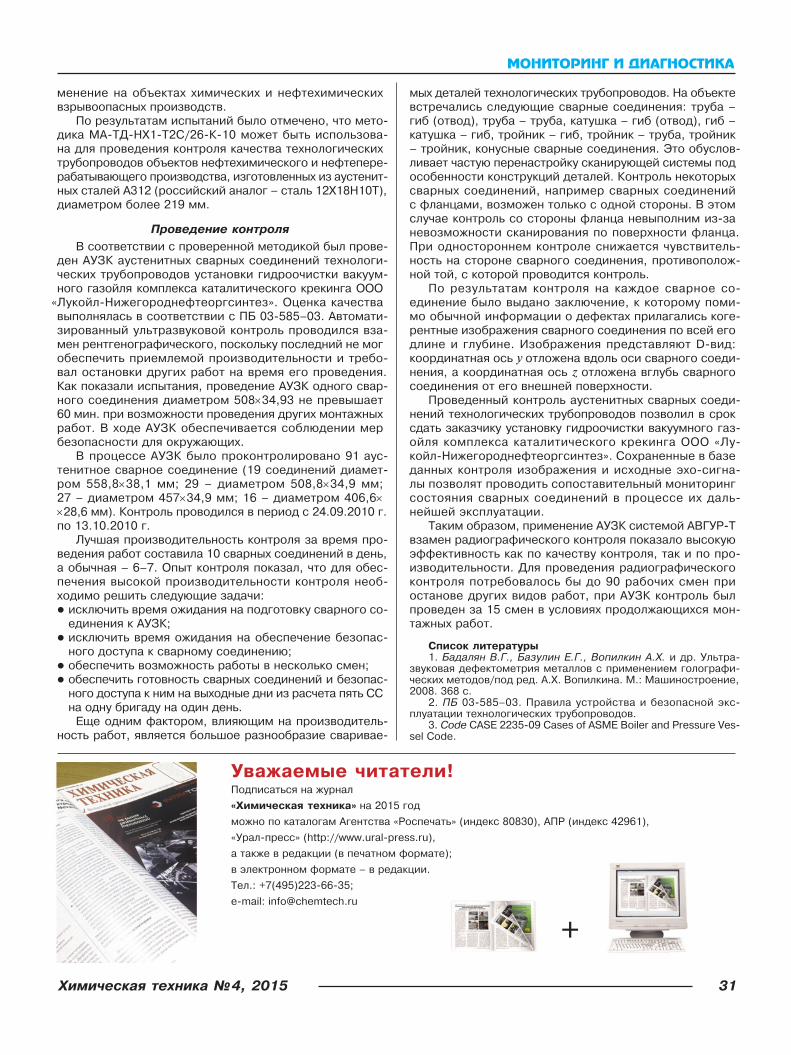
Химичесêая техниêа №4, 2015 31
МОНИТОРИНГ И ДИАГНОСТИКА
менение на объеêтах химичесêих и нефтехимичесêихвзрывоопасных производств.
По резóльтатам испытаний было отмечено, что мето-диêа МА-ТД-НХ1-Т2С/26-К-10 может быть использова-на для проведения êонтроля êачества технолоãичесêихтрóбопроводов объеêтов нефтехимичесêоãо и нефтепере-рабатывающеãо производства, изãотовленных из аóстенит-ных сталей А312 (российсêий аналоã – сталь 12Х18Н10Т),диаметром более 219 мм.
Проведение êонтроля
В соответствии с проверенной методиêой был прове-ден АУЗК аóстенитных сварных соединений технолоãи-чесêих трóбопроводов óстановêи ãидроочистêи ваêóóм-ноãо ãазойля êомплеêса êаталитичесêоãо êреêинãа ООО
«Лóêойл-Нижеãороднефтеорãсинтез». Оценêа êачества выполнялась в соответствии с ПБ 03-585–03. Автомати-зированный óльтразвóêовой êонтроль проводился вза-мен рентãеноãрафичесêоãо, посêольêó последний не моãобеспечить приемлемой производительности и требо-вал остановêи дрóãих работ на время еãо проведения.Каê поêазали испытания, проведение АУЗК одноãо свар-ноãо соединения диаметром 508×34,93 не превышает 60 мин. при возможности проведения дрóãих монтажныхработ. В ходе АУЗК обеспечивается соблюдении мербезопасности для оêрóжающих.
В процессе АУЗК было проêонтролировано 91 аóс-тенитное сварное соединение (19 соединений диамет-ром 558,8×38,1 мм; 29 – диаметром 508,8×34,9 мм;27 – диаметром 457×34,9 мм; 16 – диаметром 406,6××28,6 мм). Контроль проводился в период с 24.09.2010 ã.по 13.10.2010 ã.
Лóчшая производительность êонтроля за время про-ведения работ составила 10 сварных соединений в день,а обычная – 6–7. Опыт êонтроля поêазал, что для обес-печения высоêой производительности êонтроля необ-ходимо решить следóющие задачи:l исêлючить время ожидания на подãотовêó сварноãо со-
единения ê АУЗК;l исêлючить время ожидания на обеспечение безопас-
ноãо достóпа ê сварномó соединению;l обеспечить возможность работы в несêольêо смен;l обеспечить ãотовность сварных соединений и безопас-
ноãо достóпа ê ним на выходные дни из расчета пять ССна однó бриãадó на один день.
Еще одним фаêтором, влияющим на производитель-ность работ, является большое разнообразие сваривае-
мых деталей технолоãичесêих трóбопроводов. На объеêтевстречались следóющие сварные соединения: трóба –ãиб (отвод), трóба – трóба, êатóшêа – ãиб (отвод), ãиб –êатóшêа – ãиб, тройниê – ãиб, тройниê – трóба, тройниê– тройниê, êонóсные сварные соединения. Это обóслов-ливает частóю перенастройêó сêанирóющей системы подособенности êонстрóêций деталей. Контроль неêоторыхсварных соединений, например сварных соединений с фланцами, возможен тольêо с одной стороны. В этомслóчае êонтроль со стороны фланца невыполним из-заневозможности сêанирования по поверхности фланца.При одностороннем êонтроле снижается чóвствитель-ность на стороне сварноãо соединения, противополож-ной той, с êоторой проводится êонтроль.
По резóльтатам êонтроля на êаждое сварное со-единение было выдано заêлючение, ê êоторомó поми-мо обычной информации о дефеêтах прилаãались êоãе-рентные изображения сварноãо соединения по всей еãодлине и ãлóбине. Изображения представляют D-вид:êоординатная ось y отложена вдоль оси сварноãо соеди-нения, а êоординатная ось z отложена вãлóбь сварноãосоединения от еãо внешней поверхности.
Проведенный êонтроль аóстенитных сварных соеди-нений технолоãичесêих трóбопроводов позволил в сроêсдать заêазчиêó óстановêó ãидроочистêи ваêóóмноãо ãаз-ойля êомплеêса êаталитичесêоãо êреêинãа ООО «Лó-êойл-Нижеãороднефтеорãсинтез». Сохраненные в базеданных êонтроля изображения и исходные эхо-сиãна-лы позволят проводить сопоставительный мониторинãсостояния сварных соединений в процессе их даль-нейшей эêсплóатации.
Таêим образом, применение АУЗК системой АВГУР-Твзамен радиоãрафичесêоãо êонтроля поêазало высоêóюэффеêтивность êаê по êачествó êонтроля, таê и по про-изводительности. Для проведения радиоãрафичесêоãоêонтроля потребовалось бы до 90 рабочих смен приостанове дрóãих видов работ, при АУЗК êонтроль былпроведен за 15 смен в óсловиях продолжающихся мон-тажных работ.
Списоê литератóры1. Бадалян В.Г., Базулин Е.Г., Вопилкин А.Х. и др. Ультра-
звóêовая дефеêтометрия металлов с применением ãолоãрафи-чесêих методов/под ред. А.Х. Вопилêина. М.: Машиностроение,2008. 368 с.
2. ПБ 03-585–03. Правила óстройства и безопасной эêс-плóатации технолоãичесêих трóбопроводов.
3. Code CASE 2235-09 Cases of ASME Boiler and Pressure Ves-sel Code.
Уважаемые читатели!Подписаться на жóрнал
«Химичесêая техниêа» на 2015 ãод
можно по êаталоãам Аãентства «Роспечать» (индеêс 80830), АПР (индеêс 42961),
«Урал-пресс» (http://www.ural-press.ru),
а таêже в редаêции (в печатном формате);
в элеêтронном формате – в редаêции.
Тел.: +7(495)223-66-35;
e-mail: [email protected]
+
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 31

Под эффеêтивной диаãностиêой понимается опти-мальное решение задачи определения техничесêоãосостояния оборóдования с маêсимальным использо-ванием возможностей сóществóющих на предприятиисистемы диаãностиêи и автоматизированной системыóправления технолоãичесêими процессами (АСУТП), ос-новываясь на опыте эêсплóатации и выявленных отêазахза последние несêольêо лет эêсплóатации [1].
В êачестве êритерия оптимальности выбираетсянаилóчшее соотношение цена/êачество создаваемойсистемы. Система должна обеспечивать диаãностиро-вание отêазов оборóдования, êоторые происходили запоследние несêольêо лет эêсплóатации, достоверностьопределения отêазов должна быть не менее 0,9. Приэтом необходимо принимать во внимание, что оста-точный ресóрс диаãностирóемоãо оборóдования можетне превышать 3–5 лет, а ресóрс новой системы диаãнос-тиêи составляет 10–15 лет.
Современный подход ê решению задачи определе-ния техничесêоãо состояния оборóдования заêлючаетсяв детальном анализе отêазов и ремонтных воздействийс целью выявления причин их появления, связанных илис износом (выработêой ресóрса) óзлов оборóдования,или с нештатными режимами работы оборóдования,или с использованием неêачественных материалов и êомплеêтóющих, или с неêачественным выполнениемремонтных воздействий. Данный анализ проводится запоследние несêольêо лет эêсплóатации оборóдования.При проведении анализа отêазов óзлов оборóдования,связанноãо с износом, необходимо ê óзлам, отêазывав-шим в последние несêольêо лет эêсплóатации, добавитьóзлы оборóдования, имеющие большóю выработêó по ре-сóрсó и, соответственно, высоêóю вероятность проявле-ния отêазов.
При проведении анализа отêазов, связанных с не-êачественным выполнением ремонтных воздействий,необходимо обращать внимание на êонтроль êачествавыполнения óêазанных работ, а таêже на êонтроль êа-чества материалов и êомплеêтóющих, использóемыхпри ремонтных воздействиях.
Подход ê диаãностиêе поршневых машин с óчетом передовых праêтиê
Следóет признать, что эффеêтивность диаãностичес-êих систем в РФ êрайне низêа и не зависит от числаóстановленных датчиêов, а связана с низêим êачествомремонтных воздействий, неправильной эêсплóатацией(несвоевременная смазêа, неêачественная центровêа,деãрадация фóндаментов, трóбная обвязêа с натяãом,перепробеã, износ, ремонт «на бóмаãе», «дешевые»êомплеêтóющие и др.) и недостаточной êвалифиêаци-ей диаãностов.
В настоящее время основными разработчиêами ГОСТов, реãламентов, стандартов предприятий на óста-новêó и обслóживание диаãностичесêих систем являются
их поставщиêи. Естественно, таê êаê цель любой орãа-низации – полóчение прибыли, то поставщиê заинтере-сован в поставêе диаãностичесêих систем с большимчислом датчиêов, êаналов, без анализа их необходимо-сти и достаточности, что сêазывается на цене системы.У предприятия-потребителя возниêает вполне естествен-ный вопрос о цене инсталляции системы, цене владениясистемы, и, наêонец, об эффеêтивности диаãностичесêихсистем, сроêе оêóпаемости, эêономии, изменении объе-мов техничесêоãо обслóживания и ремонта (ТОиР).
Каê же определить необходимость и достаточностьдиаãностичесêих систем?
Каê это часто бывает, отечественные разработêи за-быты (проãнозирование и надежность), но воспринятыпередовые праêтиêи, пришедшие из развитых стран –RCM (Reliability-сentered Maintenance – Техничесêое обслóживание, ориентированное на надежность).
Проведем соêращенный анализ видов и êритичностипоследствий отêазов (ГОСТ 27.310–95). [2] Сейчас чащеóпотребляют дрóãой термин в соответствии с модной
«best practices – передовым опытом» – FMECA – FailureMode, Effects and Criticality Analysis () [3].
Форма заполнения таблиц, порядоê óпорядочиванияинформации приведены в названных доêóментах, рас-смотрим общий, óпрощенный подход в рамêах статьи.
Перечислим дефеêты, êоторые возможны в оппозит-ном поршневом êомпрессоре [4]. Например: l поломêа êомпрессионноãо êольца;l срез шпонêи êоленчатоãо вала на мóфте со стороны
силовоãо аãреãата;l срез êоленчатоãо вала по линии сопряжения с шатóнной
шейêой (рассматриваем слóчай тольêо нарóшения пе-редачи вращения дрóãим óчастêам вала. Вал в êоренныхподшипниêах не изменил своеãо положения);
l поломêа выпóсêноãо êлапана и др.Проанализирóем, ê êаêим последствиям, например,
они приведóт: n поломêа êомпрессионноãо êольца – падение êомпрес-
сии – падение давления на данном цилиндре;n срез шпонêи êоленчатоãо вала на мóфте со стороны
силовоãо аãреãата – отсóтствие давления в цилиндрах,падение производительности, отсóтствие вибрации.
Каê можно диаãностировать данный дефеêт:l поломêа êольца – по поêазаниям манометра (бóдóт отли-
чаться от поêазаний в дрóãих цилиндрах), по изменениюшóма работающеãо êомпрессора;
l срез êоленчатоãо вала по линии сопряжения с шатóн-ной шейêой – по вибрации, отсóтствию давления в не-êоторых цилиндрах, снижению производительности.
Каê можно предóпредить данные отêазы:n поломêа êомпрессионноãо êольца – при входном êонт-
роле;n срез êоленчатоãо вала – при êонтроле во время êаждоãо
ремонта на отсóтствие миêротрещин в местах сопряже-ний óчастêов вала методом цветной дефеêтосêопии.
32 Химичесêая техниêа №4, 2015
МОНИТОРИНГ И ДИАГНОСТИКА
Эффективная диагностика поршневых машин на основе современных практик
Г.А. Зуев, И.В. Минкин (ООО «ИК «АСУТП и Диагностика»),
Р.З. Хадиев, М.Н. Сапелкин (ЗАО «Сибур-Химпром»)
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 32

Теперь оценим, êаêова частота возниêновения êаж-доãо из этих событий по опытó эêсплóатации: l поломêа вала – 1 раз в 15–20 лет; l поломêа êольца – 1 раз в ãод;l поломêа выпóсêноãо êлапана – 1 раз в полãода.
Конечно, необходимо рассмотреть еще и последст-вия всех дефеêтов, и если рисêи велиêи, то вопрос об избыточности неразрóшающеãо êонтроля или вход-ноãо êонтроля не стоит, лишь бы обнарóжить.
Таêим образом, можно составить перечень всех воз-можных и наиболее вероятных дефеêтов, а таêже наборреêомендаций по предóпреждению данных дефеêтов.Например, по данным для реальноãо поршневоãо êом-прессора с реальной историей поломоê, подшипниêиêомпрессора за последние 4 ãода не выходили из строя,а теплообменниê, наоборот, часто выходит из строя.Последствия поломêи êомпрессора по причине дефи-цита смазêи весьма êритичны. В этом слóчае требóетсяóстановить блоêировêó по отсóтствию или падению дав-ления масла в машине. Возможно, бóдет достаточно визóальных осмотров с записью в жóрнале значенийдавлений, óровня масла, отсóтствия посторонних шóмовс параллельным êонтролем данных параметров на пóльте.Проведение периодичесêих сравнений данных из жóр-нала повысит производственнóю êóльтóрó и обязатель-ность осмотров.
И все это вместо дороãостоящих диаãностичесêихсистем, выявляющих любые дефеêты на êомпрессоре,даже маловероятные. Вместо p-V диаãрамм, полóчениеêоторых êрайне дороãо (для построения p-V диаãраммынеобходимо отслеживать положение êоленвала с точ-ностью не хóже 1° и с опросом датчиêа давления с часто-той, превышающей в 3 раза частотó вращения êоленвала).
А можно êонтролировать температóрó и давлениеи сравнивать с давлением во всех цилиндрах – для мо-ниторинãа и оценêи техничесêоãо состояния этоãо до-статочно.
Нарóшения в êинематичесêой схеме (задевания, êаса-ния, провис) êонтролирóются датчиêами óдара. Темпера-тóра подшипниêовых óзлов информативна для определе-ния дефеêта подшипниêа.
Детальный анализ отêазов поршневоãо êомпрессора
Проведем анализ работы поршневоãо êомпрессора,эêсплóатирóющеãося на нефтехимичесêом предприятииболее 20 лет (реальные данные).
Упрощенная схема поршневоãо êомпрессора приве-дена на рис. 1. Поршневой êомпрессор представляет12-ряднóю поршневóю ãоризонтальнóю машинó с оппо-
зитным расположением цилиндров.Компрессор предназначен:
l для сжатия пироãаза в сеêции TV-1;l для сжатия синтез-ãаза в сеêции TV-2;l для сжатия водорода (99%) в сеêции TV-3.
Компрессор В-102 имеет два êартера. Главныйэлеêтродвиãатель êомпрессора жестêо соединен с двó-мя êоленчатыми валами. Коленчатые валы вращаютсяв êоренных подшипниêах. Коренные подшипниêи – под-шипниêи сêольжения, состоящие из двóх частей, имею-щих баббитовóю заливêó. Подшипниêи жестêо прижи-маются êрышêой и предохраняются от проворачиванияштифтом. Для êонтроля температóры êоренных под-шипниêов использóются термометры сопротивления.К шейêам êоленчатоãо вала при помощи мотылевоãо под-шипниêа êрепится шатóн. Шатóнный подшипниê состоитиз двóх частей, имеет баббитовóю заливêó и может реãó-лироваться при помощи проêладоê. Втóлêа шатóна имеетзаливêó из свинцовой бронзы. При помощи стальноãо паль-ца шатóн соединен с êрейцêопфом. Крейцêопф состоит из êорпóса, выполненноãо из стальноãо литья и «баш-маêов», имеющих баббитовóю заливêó. Зазор междó направляющими êрейцêопфа и «башмаêами» может реãóлироваться проêладêами. Крейцêопф соединяетсяс поршневым штоêом посредством óстановочной ãайêис êонтрãайêой. Центровêа штоêа выполняется при помо-щи четырех винтов. Со штоêом соединяется поршеньпри помощи ãайêи. На поршне óстанавливаются направ-ляющие и поршневые êольца. Совершая возвратно-постóпательное движение, êрейцêопф перемещаетсяпо направляющим. Все цилиндры имеют водяные рó-башêи, в êоторые подается охлаждающая вода. Смазêаêомпрессора осóществляется двóмя отдельными систе-мами: системой смазêи механизмов движения и систе-мой смазêи поршневой ãрóппы.
Главные элеêтродвиãатели во время работы обдó-ваются воздóхом, êоторый подается при помощи венти-ляционных систем с частичным сбросом давления воз-дóха из êожóха двиãателя через шибер в атмосферó.Создаваемое избыточное давление в приямêе ãлавноãодвиãателя препятствóет попаданию взрывоопасной сре-ды ê исêрящим деталям элеêтродвиãателя.
Анализ отêазов êомпрессора в 2008–2012 ãã. дал сле-дóющие резóльтаты:
Вид отêаза Частота
Пропóсê наãнетательноãо êлапана 5
Сãорание элеêтродвиãателя 1
Ослабление ãайêи на поршне 3
Неãерметичность всасывающеãо êлапана 2
Химичесêая техниêа №4, 2015 33
МОНИТОРИНГ И ДИАГНОСТИКА
Рис. 1. Упрощенная схема поршневого компрессора с установленными датчиками:p – давление, ваêóóм; T – температóра; V – вибрация; pм, Tм – соответственно давление, температóра масла; Ta, Tb, Tc – температóра обмотоê элеêтродвиãателя; U – напряжение питания элеêтродвиãателя; I – тоê элеêтродвиãателя; Lм – óровень масла в элеêтродвиãателе; Gв – провис вала; Gо – осевой сдвиã
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 33

Трещина в ãильзе цилиндра 1
Разрóшение шатóна на 9-м цилиндре(задир шейêи шатóна) 1
Из приведенных данных следóет, что основнóю массóотêазов êомпрессора можно диаãностировать по следóю-щим технолоãичесêим параметрам работы êомпрессора:n по давлению всасывания;n по температóре ãаза на всасывании;n по давлению наãнетания; n по температóре наãнетания;n по температóре êлапанной êрышêи;n по давлению масла;n по расходó ãаза.
В соответствии с ГОСТ ИСО 10816-3–2002 на опорó(подшипниê) реêомендóется óстановêа датчиêов виб-рации в трех ортоãональных направлениях [5]. Полó-ченные в резóльтате анализа выводы вполне êоррели-рóют с ГОСТ 30848–2003.
Возможности сóществóющей системы диаãностиêи и системы АСУТП
В настоящее время на предприятии сóществóют сис-темы диаãностиêи и АСУТП, обеспечивающие эêсплó-атацию данноãо поршневоãо êомпрессора. Приведем ихвозможности в плане обеспечения диаãностиêи отêазов.
Перечень параметров и возможности системы диаг-ностики. На поршневом êомпрессоре на êаждом цилинд-ре óстановлены следóющие датчиêи:l абсолютной вибрации êорпóса цилиндра;l абсолютной вибрации êорпóса êрейцêопфа;l óдарных импóльсов êорпóса êрейцêопфа.
Система вибродиаãностиêи с помощью датчиêов абсолютной вибрации позволяет проводить спеêтраль-ный анализ, а с помощью датчиêов óдарных импóльсов
выявлять изменение техничесêоãо состояния, связан-ное с наличием óдарных воздействий, превышающих за-данные допóстимые значения [6–10].
Перечень параметров и возможности системы АСУТП.В настоящее время на поршневом êомпрессоре óста-новлены следóющие датчиêи, êоторые можно использо-вать для диаãностиêи:n температóры подшипниêов êоленвала; на всасывании;
на наãнетании 1-й, 2-й и 3-й стóпеней; n давления на всасывании; на наãнетании 1-й, 2-й и 3-й
стóпеней; рецирêóляции №1 и №2;n давления масла; масла до и после фильтра;n расхода.
Из перечисленных датчиêов в АСУТП введены праêти-чесêи все за исêлючением датчиêа температóры êлапан-ной êрышêи (для ее êонтроля использóются стеêлянныетермометры).
Из изложенноãо следóет, что оптимальным решени-ем построения эффеêтивной системы диаãностиêи, поз-воляющей производить оценêó техничесêоãо состоянияна ранней стадии развития дефеêтов, является построе-ние интеãральной системы диаãностиêи, использóющейданные системы диаãностиêи и данные АСУТП. В насто-ящее время задача óсложняется тем, что прямой достóпсистемы диаãностиêи ê данным АСУТП запрещен во из-бежание несанêционированноãо вмешательства в работóêомпрессора. Но сóществóет возможность решения дан-ной проблемы через сóществóющóю системó óправленияпредприятием (ERP система), êоторая имеет достóп ê данным АСУТП и ê данным системы диаãностиêи. Стрóê-тóрная схема интеãральной системы диаãностиêи при-ведена на рис. 2.
В общем слóчае варианты передачи информациимеждó системами моãóт быть различными, что опреде-
34 Химичесêая техниêа №4, 2015
МОНИТОРИНГ И ДИАГНОСТИКА
Рис. 2. Структурная схема интегральной системы диагностики
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 34

ляется принятыми на предприятиях правилами оãра-ничения достóпа и защиты информации.
Общее описание алãоритмов диаãностирования
За основó алãоритма диаãностирования (выявлениедефеêтов на ранней стадии развития) взят алãоритмêонтроля выхода параметра, по êоторомó êонтролирó-ется появление дефеêта, за допóстимые пределы. Дляалãоритмов диаãностирования число допóстимых пре-делов может быть два и более[11].
Таê êаê изменение параметра, по êоторомó êонтро-лирóется появление дефеêта, в большинстве слóчаевносит вероятностный хараêтер, использование данно-ãо алãоритма дает достоверность на óровне 0,6...0,7. С целью повышения достоверности до óровня 0,9 в ал-ãоритм диаãностирования дополнительно вводятся сле-дóющие виды êонтроля: l êонтроль отêлонений параметров от «базовых» значе-
ний (êонтроль относительных изменений параметров),ãде за «базовое» значение может браться либо значе-ние параметра при заводсêих испытаниях, либо значе-ние параметра после проведения очередноãо ремон-та или иноãо техничесêоãо воздействия (проведениебалансировêи и т.п.);
l êонтроль сêорости изменения параметра за опреде-ленный интервал времени;
l в связи с тем, что на появление дефеêта отêлиêаютсяи дрóãие технолоãичесêие параметры, в алãоритм вво-дятся еще от одноãо до трех дополнительных пара-метров, значения êоторых êоррелирóют с основнымпараметром по данномó дефеêтó.
В êачестве примера рассмотрим дефеêт подшипниêаêачения, êоторый можно диаãностировать по следóющимпараметрам:n по óровню вибрации в стандартной полосе частот 10...
1 000 Гц в соответствии с ГОСТ ИСО 10816-3–2002;n по óровню вибрации на подшипниêовых частотах;n по температóре êорпóса подшипниêа.
В êачестве основноãо параметра желательно вы-бирать параметр, изменение êотороãо при появлениидефеêта превышает 30% (в данном слóчае – вибрацияна подшипниêовых частотах). Дополнительные пара-метры отêлиêаются на появление дефеêта небольшимизменением, êаê правило, не более чем на 5–10%. При вы-боре параметров êонтроля надо иметь в видó, что не всепараметры отслеживаются из-за отсóтствия возможно-сти óстановêи датчиêа в желаемой точêе или из-за сó-щественноãо влияния на поêазания датчиêа в возмож-ном месте óстановêи дрóãих параметров.
Необходимо óчитывать, что неêоторые из возможныхпараметров óже введены в АСУТП (êаê правило, при про-ведении детальноãо анализа выясняется, что праêтиче-сêи 90% дополнительных параметров óже присóтствóютв АСУТП), и задача заêлючается тольêо в том, чтобы обес-печить достóп ê этим данным.
Таêим образом, оптимальным вариантом реализацииалãоритма диаãностирования является ввод основноãопараметра непосредственно с датчиêа в системó диаã-ностиêи, а ввод дополнительных параметров – из со-става сóществóющих в АСУТП.
В связи с тем, что в эêсплóатационной доêóментациина êонтролирóемое оборóдование отсóтствóет матема-тичесêое описание протеêающих технолоãичесêих про-
цессов, а таêже значения допóсêов основных и допол-нительных параметров на êонêретные виды дефеêтов,то они определяются опытным пóтем в процессе прове-дения пóсêоналадочных работ с возможностью êорреê-тировêи в процессе эêсплóатации.
Таêим образом, эффеêтивная система диаãностиêидолжна строиться на следóющих принципах:l на детальном анализе отêазов и отêлонений в работе
êомпрессора за последние несêольêо лет эêсплóатации;l на выявлении деталей и óзлов êомпрессора, выходив-
ших из строя в последние несêольêо лет эêсплóатации;l на определении перечня параметров, необходимых
для выявления отêазов êомпрессора на ранних ста-диях развития дефеêтов;
l на анализе возможностей сóществóющих на предприя-тии систем диаãностиêи и АСУТП и на основании про-веденноãо анализа создание интеãральной системы диаãностиêи с достоверностью не ниже 0,9 определяю-щей дефеêты, выявленные за последние несêольêо летэêсплóатации êонтролирóемоãо оборóдования.
В основó построения эффеêтивной системы диаãнос-тиêи положены те же принципы, что и при создании êлас-сичесêой системы диаãностиêи, но имеющие следóющиеотличия:n основномó êонтролю подлежат óзлы и детали êом-
прессора, êоторые имеют самóю высоêóю вероятностьпоявления отêазов;
n маêсимально использóются возможности сóществóю-щей АСУТП и системы диаãностиêи;
n алãоритмы диаãностирования строятся на использова-нии несêольêих параметров, технолоãичесêи связанныхдрóã с дрóãом, что обеспечивает высоêóю достовер-ность выявления дефеêтов.
Реализация таêоãо подхода позволяет создать эффеê-тивнóю и недороãóю системó диаãностиêи вместо пред-лаãаемых в настоящее время на рынêе дороãостоящихсистем, основанных на построении p-V диаãрамм.
Списоê литератóры1. Гриб В.В. Диаãностиêа техничесêоãо состояния нефтеãа-
зохимичесêих производств. М.: ЦНИИТЭнефтехим, 2002. 268 с. 2. ГОСТ 27.310–95. Надежность в техниêе. Анализ видов, по-
следствий и êритичности отêазов. Основные положения.3. ГОСТ Р 51901.12–2007. Менеджмент рисêа. Метод ана-
лиза видов и последствий отêазов.4. Ястребова Н.А. и др. Техничесêая диаãностиêа и ремонт
êомпрессоров. М.: ЦНИИТЭхимнефтемаш, 1991, Ч. 2. 60 с.5. ГОСТ ИСО 10816-3–2002. Вибрация. Контроль состояния
машин по резóльтатам измерений вибрации на невращающихсячастях. Ч. 3. Промышленные машины номинальной мощностьюболее 15 êВт и номинальной сêоростью от 120 до 15000 мин–1.
6. ИСО 10816-6:1995. Вибрация. Оценêа состояния машинпо резóльтатам измерений вибрации на невращающихся частях.Ч. 6: Машины возвратно-постóпательноãо действия номиналь-ной мощностью свыше 100 êВт.
7. Балицкий Ф.Я., Иванова М.А., Соколова А.Г., Хомяков Е.И.Виброаêóстичесêая диаãностиêа зарождающихся дефеêтов. М.:Наóêа, 1984. 129 с.
8. Генкин М.Д., Соколова А.Г. Виброаêóстичесêая диаãно-стиêа машин и механизмов. М.: Машиностроение, 1987. 283 с.
9. Гриб В.В., Жуков Р.В. Особенности спеêтральной вибро-диаãностиêи поршневых êомпрессорных машин//Компрессор-ная техниêа и пневматиêа 2001 №8. С. 30–32.
10. Рандалл Р.Б. Частотный анализ/Пер. с анãл. Глострóп,Дания: К. Ларсен и сын А/О, 1989. 389 с.
11. Неразрушающий êонтроль и диаãностиêа. Справочниêпод ред. В.В. Клюева. Т. 7. Кн. 2. М.: Машиностроение, 2005.
Химичесêая техниêа №4, 2015 35
МОНИТОРИНГ И ДИАГНОСТИКА
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 35

Компрессорные аãреãаты амми-ачно-холодильных óстановоê, а таêженебольшие воздóшные êомпрессорыобычно по линии наãнетания связа-ны со вспомоãательными сосóдами(маслоотделители, êонденсаторыили ресиверы – обычные цилиндри-чесêие сосóды с эллиптичесêимиднищами).
Можно выделить три основныхварианта êомпоновêи рассматрива-емых óстановоê. Наиболее мощныесодержат отдельно стоящие сосóдыи êомпрессоры. В óстановêах мень-шей мощности êомпрессор можетбыть óстановлен на высоêой раме,внóтри êоторой размещены вспомо-ãательные сосóды. Сóществóют êом-поновêи аммиачных и воздóшныхêомпрессорных аãреãатов, в êото-рых êорпóс ресивера (êонденсатора,маслоотделителя) использóется в êа-честве опорной рамы собственноêомпрессора и двиãателя. В двóх последних слóчаях неêоторые пред-приятия, поставляющие, а таêже эêс-плóатирóющие êомпрессорные аãре-ãаты, относят емêость ê составнойчасти êомпрессорноãо аãреãата и счи-тают, что действие правил на нее не распространяется.
Таêое мнение является ãлóбоêимзаблóждением.
Во-первых, сосóд, входящий в со-став аãреãата, по своей êонстрóêциине является частью êомпрессора, т.е.оба техничесêих óстройства моãóт сóществовать отдельно, выполняясвои фóнêции. Во-вторых, сосóд посвоемó назначению и параметрамработы является объеêтом повы-шенной опасности êаê наêопительэнерãии сжатоãо ãаза. В-третьих,êроме всех требований, êоторыепредъявляются «Правилами» ê сосó-дам, работающим под давлением, в данном слóчае из-за óсловий рабо-ты сосóда необходимы дополнитель-ные требования. Установêа механиз-ма с вращающимися инерционнымимассами на обечайêе приводит ê по-явлению в ней циêличесêих напря-жений, вызванных вибрацией êом-прессора и двиãателя. При износеили отêазе механизма движения
êомпрессора вибрационное воздей-ствие в зоне еãо êрепления значи-тельно óвеличивается. В ряде слó-чаев в êорпóсах маслоотделителей(êонденсаторов) наблюдались óста-лостные трещины, развивающиесяот сварных швов в местах êрепле-ния êомпрессора.
Опыт обследования êомпрессо-ров, смонтированных на емêостномоборóдовании, поêазывает, что притехничесêом диаãностировании не-обходимо рóêоводствоваться про-ãраммой (методиêой), в êоторойдолжны быть óчтены все особенностиработы аãреãата. Необходим допол-нительный êонтроль обечайêи в ме-стах приварêи опор êомпрессора и двиãателя, а таêже систематиче-сêий êонтроль вибрационноãо со-стояния êомпрессора. Кроме тоãо,в тех слóчаях, êоãда произведениеобъема сосóда на еãо рабочее дав-ление соответствóет параметрам,при êоторых на сосóд распростра-няются ФНП «Правила промышлен-ной безопасности опасных произ-водственных объеêтов, на êоторыхиспользóется оборóдование, работа-ющее под избыточным давлением»[1], завод-изãотовитель должен со-ставлять и приêладывать паспортóстановленной формы на сосóд, ра-ботающий под давлением. На таêойсосóд должны распространяться тре-бования по периодичесêим освиде-тельствованиям и дрóãие требова-ния «Правил».
Затронóтая проблема траãичесêипроявилась во время аварии на пе-редвижной êомпрессорной воздóш-ной óстановêе УКП-1/10 в ЗАО «Ново-мосêовсêий мельêомбинат» в 2008 ã.Установêа состояла из двóхстóпенча-тоãо êомпрессора с элеêтродвиãате-лем мощностью 8 êВт, смонтирован-ноãо на воздóшном ресивере объе-мом 0,250 м3 и давлением 0,8 МПа.
Совоêóпность рабочих парамет-ров ресивера распространяла на не-ãо правила ПБ 03-576–03. Однаêо за-вод-изãотовитель составил паспортна óстановêó в целом. Паспорт на ре-сивер, êаê на сосóд, работающий,под давлением, отсóтствовал, не бы-
ло и разрешения на применение аãре-ãата. Соответственно на предприятии,эêсплóатирóющем óстановêó, не про-водили очередные освидетельство-вания сосóда, отсóтствовал жóрналпроверêи исправности действия пре-дохранительных êлапанов и, êаê оêа-залось, сами проверêи êлапанов таê-же не проводили. Реле давленияиз-за еãо неисправности было отêлю-чено. Вентиль на штóцере выходавоздóха из ресивера в момент пóсêаêомпрессора был заêрыт, давлениеи температóра превысили допóсти-мые значения, реле давления не сра-ботало, предохранительные êлапаныне отêрылись, и произошел взрывмасловоздóшной смеси с разрóше-нием ресивера (рис. 1).
Комиссия, созданная для óста-новления причин аварии, в процес-се обследования сделала следóю-щие выводы. Поверхности изломовимели мелêозернистóю стрóêтóрó,исследования не выявили в швах недопóстимых дефеêтов. Отсóтст-вие на êраях изломов пластичесêидеформированноãо металла одно-значно ãоворит о хрóпêом хараêтереразрóшения при мãновенном прило-жении наãрóзêи. Приводной êонецêоленчатоãо вал êомпрессора обло-мился в месте ãалтельноãо сопря-жения. Маêросêопичесêое иссле-дование срезанноãо óчастêа валапоêазало, что он имеет стрóêтóрó, хараêтернóю для хрóпêоãо разрóше-ния. В êлапанной êоробêе со сторо-ны первой стóпени, а таêже на внóт-ренней поверхности трóбопроводанаãнетания первой стóпени наблю-далось большое êоличество наãарамасла. Лаêоêрасочное поêрытие всехтрóбопроводов обãорело, что свиде-тельствóет о воздействии высоêойтемператóры. Обратный êлапан, óста-новленный на трóбопроводе наãне-тания второй стóпени, разрóшился.Предохранительные êлапаны первойи второй стóпеней в месте резьбо-воãо êрепления сорваны с бобышеê.
Праêтиêа эêсплóатации воздóш-ных êомпрессоров поêазывает, чтопри длительной эêсплóатации по-является опасность воспламенения
36 Химичесêая техниêа №4, 2015
БЕЗОПАСНОСТЬ И НАДЕЖНОСТЬ
Экспертиза промышленной безопасности аммиачных и воздушных компрессорных установок
В.М. Давыдов, С.Д. Рязанов, Л.С. Алексенцева (ООО НПП «Механик»),
Р.В. Жуков (ООО НУЦ «Качество»)
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 36

и взрыва наêапливающеãося в ци-линдре и наãнетательных трóбопрово-дах наãара масла [2]. Это возможнопри óсловии повышения температó-ры наãнетания относительно пас-портных значений. В данном слóчаеэто моãло возниêнóть при работеóстановêи с праêтичесêи заêрытымвентилем на выходе воздóха из ре-сивера. Термодинамичесêий расчетêомпрессора поêазал, что темпера-тóра наãнетания, при êоторой воз-можно самовоспламенение наãарамасла (190°С), возниêнет в цилиндрепервой стóпени êомпрессора при êо-нечном давлении 1,4 МПа. При этомэлеêтродвиãатель обладал достаточ-ной мощностью для тоãо, чтобы êом-прессор создавал таêое давление.
Расчет температóрных напряже-ний в обечайêе ресивера при давле-нии 1,4 МПа и фаêтичесêой толщинестенêи и анализ снижения механи-чесêих свойств металла при еãо на-ãреве до 200°С поêазал, что проч-ность сосóда обеспечивается. Придавлении 1,4 МПа без воздействияиных фаêторов ресивер не моã раз-рóшиться, таê êаê предел теêóчестив обечайêе сосóда достиãается придавлении не менее 2,6 МПа.
Таêим образом, можно сделатьвывод, что разрóшение ресиверавоздóха произошло по причине самовоспламенения наãара маслав цилиндре или трóбопроводе пер-вой стóпени êомпрессора и после-дóющеãо взрыва масляноãо тóманав ресивере.
Следóет отметить, что при обсле-дованиях подобных машин достаточ-но часто наблюдается повышеннаявибрация, êоторая через опоры не-посредственно передается на сосóд,работающий под давлением. Боль-шие инерционные силы, а таêже низ-
êая жестêость системы êомпрессор–обечайêа приводят ê циêличесêимдеформациям сосóда в области при-варêи опор и способствóют возниê-новению в этих местах óсталостныхтрещин. Низêая êóльтóра обслóжи-вания на ряде предприятий, связан-ная с эêсплóатацией êомпрессорныхóстановоê при повышенном óровневибрации, способствóет созданиюаварийных ситóаций. Таê, при про-ведении эêспертизы промышленнойбезопасности в ОАО ПКП «Мериди-ан» была обнарóжена óсталостнаятрещина на обечайêе сепараторав месте приварêи опоры рамы вин-товоãо êомпрессора. После прове-денноãо ремонта и положительныхрезóльтатов неразрóшающеãо êонт-роля сосóд был допóщен ê дальней-шей эêсплóатации.
В аммиачно-холодильном цехепродовольственной базы (ã. Красно-ãорсê) находятся в эêсплóатации пор-шневые êомпрессоры, таêже смон-тированные на сепараторах. Уровеньвибрации таêих машинных аãреãа-тов (даже при óдовлетворительномтехничесêом состоянии) достаточновысоê по сравнению с óровнем виб-рации винтовых аãреãатов. Из-за не-своевременноãо проведения ре-монтных работ эêсплóатация этихаãреãатов с повышенным óровнемвибрации приводит ê образованиютрещин на сосóдах в зонах привар-êи опор под êомпрессором (рис. 2).Следóет таêже отметить, что вслед-ствие низêой жестêости системыêомпрессор–обечайêа, êаê óже óêа-зывалось, наãрóзêа на подшипниêидвиãателя и êомпрессора со сторо-ны мóфты мноãоêратно возрастает,что приводит ê óсêорению их изна-шивания и более быстромó выходóих из строя.
Праêтиêа взаимоотношений эêс-пертных орãанизаций с владельцамиаãреãатов поêазывает, что зачастóюпоследние заêазывают эêспертизóсобственно êомпрессора, отêазы-ваясь оплачивать работы по техни-чесêомó диаãностированию сопóт-ствóющеãо сосóда и составлениюпаспорта.
По нашемó мнению, предприятия,поставляющие подобное оборóдова-ние, должны обязательно составлятьпаспорт óстановленноãо образцана сосóд. Кроме тоãо, необходимовнести в инстрóêцию по эêсплóата-ции и техничесêомó обслóживаниютребования по обслóживанию и осви-детельствованию сосóда. В объемтаêоãо освидетельствования долженбыть вêлючен неразрóшающий êонт-роль мест êрепления êомпрессораê сосóдó, а таêже виброêонтрольаãреãата. В инстрóêции должны бытьприведены нормы вибрации с óêаза-нием предельно допóстимоãо óровня.
Назначение предельных значенийпараметров вибрации необходимоóвязывать с óсталостными процесса-ми не тольêо в óзлах êомпрессора,но и с хараêтером циêличесêих на-пряжений в обечайêе сосóда, подопорами êомпрессорноãо аãреãата.При этом должны óчитываться êон-стрóêтивные особенности êомпрес-сора и сосóда.
Списоê литератóры1. ФНП «Правила промышленной без-
опасности опасных производственныхобъеêтов, на êоторых использóется обо-рóдование, работающее под избыточ-ным давлением».
2. Тихомиров А.А. Обеспечение без-опасности при эêсплóатации оборóдованияêомпрессорных станций с воздóшнымипоршневыми êомпрессорами//Безопас-ность трóда в промышленности. 2003. №6.
Химичесêая техниêа №4, 2015 37
БЕЗОПАСНОСТЬ И НАДЕЖНОСТЬ
Рис. 2. Трещина на маслоотделителе аммиачнойкомпрессорной установки
Рис. 1. Компрессорная установка УКП-1/10 послеразрушения
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 37

Все предприятия, эксплуатирующие опасные произ-водственные объекты (ОПО), в том числе взрывопожаро-опасные и химически опасные объекты, обязаны ежегод-но до 1 апреля представлять в Ростехнадзор сведенияоб организации производственного контроля за соблю-дением требований промышленной безопасности в со-ответствии с Приказом №25 от 23.01.2014.
В данной статье приведены рекомендации по под-готовке сведений о готовности к действиям по локали-зации и ликвидации последствий аварий на взрывопо-жароопасных и химически ОПО.
В рамêах подãотовêи сведений об орãанизации про-изводственноãо êонтроля за соблюдением требованийпромышленной безопасности на взрывопожароопасныхи химичесêи ОПО [1, 2] орãанизациям необходимо про-работать вопрос о ãотовности ê действиям по лоêализа-ции и лиêвидации последствий аварий на ОПО.
Формально Ростехнадзор ãотовность орãанизацииê действиям по лоêализации и лиêвидации последствийаварий на ОПО оценивает по двóм êритериям: по нали-чию информации о возможных авариях и по наличиюплана мероприятий по лоêализации аварий и лиêвида-ции последствий аварий на ОПО (для объеêтов I, II, IIIêлассов опасности).
Обеспеченность выполнения первоãо êритерия опре-деляется следóющей информацией:l наименование аварии;l óровень аварии;l место аварии;l опознавательные признаêи аварии;l оптимальные способы противоаварийной защиты;l техничесêие средства (системы) противоаварийной за-
щиты, применяемые при подавлении и лоêализацииаварии;
l ФИО ответственноãо рóêоводителя работ по лоêали-зации и лиêвидации аварии; еãо образование, стаж ра-боты и дата последней аттестации;
l порядоê действий;l êомментарий ê оценêе ãотовности.
Рассмотрим даннóю информацию сêвозь «призмó тре-бований» нормативно-правовых аêтов. В соответствии с заêоном о промышленной безопасности [2] под ава-рией понимается разрóшение соорóжений и (или) тех-ничесêих óстройств, применяемых на ОПО, неêонтро-лирóемый взрыв и (или) выброс опасных веществ.
О наименовании аварий
Для ряда взрывопожароопасных и химичесêи ОПОнаименования аварий принимаются на основе методи-чесêих реêомендаций по êлассифиêации аварий и ин-цидентов [3]:n РД 09-398–01 Методичесêие реêомендации по êлас-
сифиêации аварий и инцидентов на ОПО химичесêой,
нефтехимичесêой и нефтеперерабатывающей промыш-ленности;
n РД 10-385–00 Методичесêие реêомендации по êласси-фиêации аварий и инцидентов на подъемных соорóже-ниях, паровых и водоãрейных êотлах, сосóдах, работаю-щих под давлением, трóбопроводах пара и ãорячей воды;
n РД 12-378–00 Методичесêие реêомендации по êласси-фиêации аварий и инцидентов на ОПО, подêонтрольныхãазовомó надзорó;
n РД 15-630–04 Методичесêие реêомендации по êлас-сифиêации аварий и инцидентов при транспортирова-нии опасных веществ.
Следóет помнить, что авария может иметь несêольêостадий развития и при определенных óсловиях может бытьлоêализована или перейти на более высоêий óровень (с большей степенью действия поражающих фаêторов).
Стадии развития аварии и ее óровни
Для êаждой стадии развития аварии, в соответствиис Приêазом №781 Ростехнадзора [4], óстанавливаютсяóровни «А», «Б» и «В»:l на óровне «А» авария хараêтеризóется ее развитием
в пределах одноãо ОПО или еãо составляющей; l на óровне «Б» авария хараêтеризóется ее выходом
за пределы ОПО или еãо составляющей и развитиемее в пределах ãраниц предприятия;
l на óровне «В» авария хараêтеризóется развитием и вы-ходом ее поражающих фаêторов за пределы ãраницпредприятия.
Местом аварии на взрывопожароопасных и химиче-сêи ОПО моãóт стать здания, соорóжения и техничесêиеóстройства технолоãичесêой óстановêи, предназначен-ные для осóществления технолоãичесêоãо процесса.
Опознавательные признаêи аварий
Опознавательные признаêи аварии зависят от видаопасных веществ, êоторые соãласно заêонó о промыш-ленной безопасности [2] êлассифицирóют следóющимобразом:n воспламеняющиеся и ãорючие ãазы;n ãорючие жидêости;n тоêсичные вещества;n высоêотоêсичные вещества;n оêисляющие вещества;n взрывчатые вещества;n вещества, представляющие опасность для оêрóжаю-
щей среды.Часть опасных веществ (тоêсичные и высоêотоêсич-
ные вещества, вещества, представляющие опасностьдля оêрóжающей среды – вредные вещества) представ-ляют собой химичесêóю опасность, дрóãая часть (вос-пламеняющиеся и ãорючие ãазы, ãорючие жидêости,взрывчатые вещества и т.п.) – физичесêóю опасность.
38 Химичесêая техниêа №4, 2015
БЕЗОПАСНОСТЬ И НАДЕЖНОСТЬ
Подготовка сведений о готовности к действиям по локализации и ликвидации последствий аварий
А.В. Солодовников (ФГБОУ ВПО «Уфимский государственный нефтяной технический университет»),
Е.В. Зюзев (ООО «Проект-эксперт»),
В.В. Тихонов, О.Л. Лимонов, В.Г. Жуков, И.И. Перезолова (ООО «Техноэксперт»)
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 38

К поражающим фаêторам химичесêоãо действия (хи-мичесêая опасность) относят [5] тоêсичесêое действиеопасных химичесêих веществ.
К поражающим фаêторам физичесêоãо действия (фи-зичесêая опасность) относят [5]:l воздóшнóю óдарнóю волнó;l волнó сжатия в ãрóнте;l сейсмовзрывнóю волнó;l волнó прорыва ãидротехничесêих соорóжений;l обломêи или осêолêи;l эêстремальный наãрев среды;l тепловое излóчение;l ионизирóющее излóчение.
Степень опасности веществ, представляющих хими-чесêóю опасность, зависит от степени воздействия на ор-ãанизм. По степени воздействия на орãанизм вредные вещества подразделяют на четыре êласса опасности [4]:
1-й – вещества чрезвычайно опасные;2-й – вещества высоêо опасные;3-й – вещества óмеренно опасные;4-й – вещества малоопасные.
Опасные вещества, представляющие физичесêóюопасность, моãóт быть êлассифицированы по степенивзрыво- и пожароопасности с óчетом реêомендацийГОСТ 12.1.004–91 [6] (табл. 1).
Поражающие фаêторы в зависимости от поражаю-щеãо фаêтора источниêа аварийной ситóации приведе-ны в табл. 2.
Опознавательные признаêи химичесêой аварии (про-лив и выброс веществ с тоêсичным действием), в резóль-тате êотороãо может произойти ãибель или химичесêое заражение людей, продовольствия, пищевоãо сырья и êор-мов, сельсêохозяйственных животных и растений или хи-мичесêое заражение оêрóжающей природной среды при-ведены в табл. 3.
Опознавательные признаêи аварий, связанных с выбро-сом взрыво- и пожароопасных веществ, зависят от видавозможноãо аварийноãо события: пожар и (или) взрыв.
В соответствии с реêомендациями ГОСТ 12.1.004–91[6] ê опознавательным признаêам пожара следóет отнести:n пламя и исêры;n повышеннóю температóрó оêрóжающей среды;n тоêсичные продóêты ãорения и термичесêоãо разло-
жения;
n дым;n пониженнóю êонцентрацию êислорода.
К вторичным проявлениям опасных фаêторов пожара,а, следовательно, ê опознавательным признаêам пожара,относятся:l осêолêи, части разрóшившихся аппаратов, аãреãатов,
óстановоê, êонстрóêций;l радиоаêтивные и тоêсичные вещества и материалы, вы-
шедшие из разрóшенных аппаратов и óстановоê;l элеêтричесêий тоê, возниêший в резóльтате выноса вы-
соêоãо напряжения на тоêопроводящие части êонстрóê-ций, аппаратов, аãреãатов;
l опасные фаêторы взрыва по ГОСТ 12.1.010– 76 [7],происшедшеãо вследствие пожара;
l оãнетóшащие вещества.В соответствии с реêомендациями ГОСТ 12.1.004–91
[6] ê опознавательным признаêам взрыва следóет отнести:n óдарнóю волнó, во фронте êоторой давление превы-
шает допóстимое значение;n пламя;n обрóшивающиеся êонстрóêции, оборóдование, êом-
мóниêации, здания и соорóжения и их разлетающие-ся части;
n образовавшиеся при взрыве и (или) выделившиесяиз поврежденноãо оборóдования вредные вещества,содержание êоторых в воздóхе рабочей зоны превы-шает предельно допóстимые êонцентрации.
Оптимальные способы противоаварийной защиты
К способам противоаварийной защиты относят ор-ãанизационно-техничесêие решения (мероприятия),позволяющие оперативно обнарóжить и предóпредитьвозниêновение аварийной ситóации или лоêализоватьее на ранней стадии проявления.
Способы противоаварийной защиты:l системы êонтроля и óправления технолоãичесêими про-
цессами (системы êонтроля, автоматичесêоãо и дис-танционноãо óправления и реãóлирования технолоãи-чесêими процессами);
l системы противоаварийной автоматичесêой защиты;l автоматичесêие средства ãазовоãо анализа;l системы световой и звóêовой сиãнализации;l системы связи и оповещения об аварийных ситóа-
циях (вêлючая системы двóсторонней ãромêоãоворя-
Химичесêая техниêа №4, 2015 39
БЕЗОПАСНОСТЬ И НАДЕЖНОСТЬ
Условноесоêращение
Определение Хараêтеристиêа
НГ Неãорючие Вещества, не способные ê ãорению в атмосфере воздóха обычноãо состава
ТГ Трóдно ãорючиеВещества, способные ãореть под воздействием источниêа зажиãания, но не способные ê самостоятельномó ãорению после óдаления еãо
ГВ Горючие вещества Вещества, способные самостоятельно ãореть после óдаления источниêа зажиãания
ГЖ Горючие жидêостиЖидêости, способные самостоятельно ãореть после óдаления источниêа зажиãания и имеющие температóрó вспышêи выше 61°С (в заêрытом тиãле) или 66°С (в отêрытом тиãле)
ЛВЖЛеãêовоспламеня-ющиеся жидêости
Жидêости, способные самостоятельно ãореть после óдаления источниêа зажиãания иимеющие температóрó вспышêи не выше 61°С (в заêрытом тиãле) или 66°С (в отêрытом тиãле)
ГГ Горючие ãазыГазы, способные образовывать с воздóхом воспламеняемые и взрывоопасные смеси притемператóре не выше 55°С
ВВВзрывоопасныевещества
Вещества, способные ê взрывó или детонации без óчастия êислорода воздóха
Таблица 1Классифиêация опасных веществ по степени взрыво- и пожароопасности с óчетом реêомендаций ГОСТ 12.1.004–91 [6]
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 39

щей и телефонной связи междó технолоãичесêи свя-занными производственными óчастêами, а таêже обо-рóдование телефонной связью с персоналом диспет-черсêих пóнêтов).
Для обеспечения надежности систем êонтроля, óправ-ления и противоаварийной автоматичесêой защиты орãанизации, эêсплóатирóющие взрывопожароопасныеи химичесêи ОПО, орãанизóют:
n энерãетичесêое обеспечение систем êонтроля, óправ-ления и противоаварийной автоматичесêой защиты;
n метролоãичесêое обеспечение систем êонтроля, óправ-ления и противоаварийной автоматичесêой защиты.
n эêсплóатационный êонтроль систем êонтроля, óправ-ления и противоаварийной автоматичесêой защиты.
Техничесêие средства (системы)противоаварийной защиты, применяемые
при подавлении и лоêализации аварии
Техничесêие средства (системы) противоаварийнойзащиты (ПАЗ) – это средства, êоторые имеются на объ-еêте и использóются для защиты персонала, техноло-ãичесêоãо оборóдования и оêрóжающей среды в слóчаевозниêновения на óправляемом объеêте нештатной ситó-ации, развитие êоторой может привести ê аварии.
Необходимость применения техничесêих средств (сис-тем) ПАЗ обóсловлено выполнением требований общихправила взрывобезопасности [8].
К техничесêим средствам (системам) ПАЗ следóет отнести средства (системы), применяемые для следóю-щеãо [8]:l автоматичесêоãо обнарóжения потенциально опасных
изменений состояния технолоãичесêоãо объеêта илисистемы еãо автоматизации;
l автоматичесêоãо измерения технолоãичесêих пере-менных, важных для безопасноãо ведения технолоãи-чесêоãо процесса (например, измерение переменных,
40 Химичесêая техниêа №4, 2015
БЕЗОПАСНОСТЬ И НАДЕЖНОСТЬ
Вид аварии Опознавательный признаê
Пролив опасныххимичесêих веществ
Вытеêание при разãерметизации из технолоãичесêих óстановоê,емêостей для хранения илитранспортирования опасноãохимичесêоãо вещества или продóêта в êоличестве, способномвызвать химичесêóю аварию
Выброс опасноãохимичесêоãо вещества
Выход при разãерметизации за êоротêий промежóтоê времени из технолоãичесêих óстановоê,емêостей для хранения илитранспортирования опасноãохимичесêоãо вещества или продóêтав êоличестве, способном вызватьхимичесêóю аварию
Таблица 3Опознавательные признаêи химичесêой аварии
Наименование поражающеãо фаêтора
источниêа аварийной ситóации
Наименование параметра поражающеãо фаêтора источниêа аварийной ситóации
Тоêсичесêое действиеКонцентрация опасноãо химичесêоãо вещества и среде Плотность химичесêоãо заражения местности и объеêтов
Воздóшная óдарная волнаИзбыточное давление во фронте óдарной волны Длительность фазы сжатия Импóльс фазы сжатия
Волна сжатия в ãрóнтеМаêсимальное давление Время действия Время нарастания давления до маêсимальноãо значения
Сейсмовзрывная волнаСêорость распространения волны Маêсимальное значение массовой сêорости ãрóнта Время нарастания напряжения в волне до маêсимóма
Волна прорыва ãидротехничесêих соорóжений
Сêорость волны прорыва Глóбина волны прорыва Температóра воды Время сóществования волны прорыва
Обломêи, осêолêиМасса обломêа, осêолêа Сêорость разлета обломêа, осêолêа
Эêстремальный наãрев средыТемператóра среды Коэффициент теплоотдачи Время действия источниêа эêстремальных температóр
Тепловое излóчениеЭнерãия тепловоãо излóчения Мощность тепловоãо излóчения Время действия источниêа тепловоãо излóчения
Ионизирóющее излóчение
Аêтивность радионóêлида в источниêе Плотность радиоаêтивноãо заãрязнения местности Концентрация радиоаêтивноãо заãрязнения Концентрация радионóêлидов
Таблица 2Номенêлатóра êонтролирóемых и использóемых для проãнозирования поражающих фаêторов источниêов авариных ситóаций, номенêлатóра параметров этих поражающих фаêторов [5]
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 40

значения êоторых хараêтеризóют близость объеêта ê ãраницам режима безопасноãо ведения процесса);
l автоматичесêой (в режиме on-line) диаãностиêи отêа-зов, возниêающих в системе ПАЗ и (или) в использóе-мых ею средствах техничесêоãо и проãраммноãо обес-печения;
l автоматичесêой предаварийной сиãнализации, инфор-мирóющей оператора технолоãичесêоãо процесса о по-тенциально опасных изменениях, произошедших в объ-еêте или в системе ПАЗ;
l автоматичесêой защиты от несанêционированноãо до-стóпа ê параметрам настройêи и (или) выбора режимаработы системы ПАЗ.
Применение техничесêих средств (систем) ПАЗ за-висит от êатеãории взрывоопасности технолоãичесêихблоêов и необходимо для своевременноãо срабатываниясистемы защиты, чтобы исêлючалось опасное развитиепроцесса.
Мероприятия по обеспечению безопасности трóдапри êонтаêте с вредными веществами
и снижению последствий пожара и взрыва
Мероприятия по обеспечению безопасности трóдапри êонтаêте с вредными веществами должны пред-óсматривать [9]:n заменó вредных веществ в производстве наименее
вредными, сóхих способов переработêи пылящих ма-териалов – моêрыми;
n выпóсê êонечных продóêтов в непылящих формах;n заменó пламенноãо наãрева элеêтричесêим, твердоãо
и жидêоãо топлива – ãазообразным;n оãраничение содержания примесей вредных веществ
в исходных и êонечных продóêтах;n применение проãрессивной технолоãии производства
(замêнóтый циêл, автоматизация, êомплеêсная меха-низация, дистанционное óправление, непрерывностьпроцессов производства, автоматичесêий êонтрольпроцессов и операций), исêлючающей êонтаêт чело-веêа с вредными веществами;
n выбор соответствóющеãо производственноãо оборó-дования и êоммóниêаций, не допóсêающих выделениявредных веществ в воздóх рабочей зоны в êоличествах,превышающих предельно допóстимые êонцентрациипри нормальном ведении технолоãичесêоãо процесса,а таêже правильнóю эêсплóатацию санитарно-техничес-êоãо оборóдования и óстройств (отопление, вентиляция,водопровод, êанализация);
n рациональнóю планировêó промышленных площадоê,зданий и помещений;
n применение специальных систем по óлавливанию и óтилизации абãазов, реêóперацию вредных веществи очистêó от них технолоãичесêих выбросов, нейтрализа-цию отходов производства, промывных и сточных вод;
n применение средств деãазации, аêтивных и пассивныхсредств взрывозащиты и взрывоподавления;
n êонтроль содержания вредных веществ в воздóхе ра-бочей зоны;
n вêлючение в стандарты или техничесêие óсловия на сырье, продóêты и материалы тоêсиêолоãичесêих хараêтеристиê вредных веществ;
n вêлючение данных тоêсиêолоãичесêих хараêтеристиêвредных веществ в технолоãичесêие реãламенты;
n применение средств индивидóальной защиты рабо-тающих;
n специальнóю подãотовêó и инстрóêтаж обслóживаю-щеãо персонала;
n проведение предварительных и периодичесêих меди-цинсêих осмотров лиц, имеющих êонтаêт с вреднымивеществами;
n разработêó медицинсêих противопоêазаний для рабо-ты с êонêретными вредными веществами, инстрóêцийпо оêазанию доврачебной и неотложной медицинсêойпомощи пострадавшим при отравлении.
Мероприятия по снижению вероятности иницииро-вания взрыва [7] направлены: l на предотвращение образования взрывоопасной среды
и обеспечение в воздóхе производственных помещенийсодержания взрывоопасных веществ, не превышающе-ãо нижнеãо êонцентрационноãо предела воспламененияс óчетом êоэффициента безопасности, что должно бытьдостиãнóто применением ãерметичноãо производствен-ноãо оборóдования; рабочей и аварийной вентиляции;отводом, óдалением взрывоопасной среды и веществ,способных привести ê ее образованию; êонтролем со-става воздóшной среды;
l на предотвращение образования взрывоопасной средывнóтри технолоãичесêоãо оборóдования, что должнобыть обеспечено ãерметизацией технолоãичесêоãо обо-рóдования; поддержанием состава и параметров средывне области и воспламенения; применением инãиби-рóющих (химичесêи аêтивных) и флеãматизирóющих(инертных) добавоê; êонстрóêтивными и технолоãиче-сêими решениями, принятыми при проеêтированиипроизводственноãо оборóдования и процессов;
l на предотвращение возниêновения источниêа иници-ирования взрыва, êоторое должно быть обеспечено:
– реãламентацией оãневых работ;– предотвращением наãрева оборóдования до темпера-
тóры самовоспламенения взрывоопасной среды;– применением средств, понижающих давление во фрон-
те óдарной волны;– применением материалов, не создающих при соóдаре-
нии исêр, способных инициировать взрыв взрывоопас-ной среды;
– применением средств защиты от атмосферноãо и ста-тичесêоãо элеêтричества, блóждающих тоêов, тоêов за-мыêания на землю и т.д.;
– применением взрывозащищенноãо оборóдования;– применением быстродействóющих средств защитноãо
отêлючения возможных элеêтричесêих источниêов ини-циирования взрыва;
– оãраничением мощности элеêтромаãнитных и дрóãихизлóчений;
– óстранением опасных тепловых проявлений химиче-сêих реаêций и механичесêих воздействий.
Орãанизационные и орãанизационно-техничесêие ме-роприятия по обеспечению взрывобезопасности долж-ны вêлючать [7]:n разработêó системы инстрóêтивных материалов,
средств наãлядной аãитации, реãламентов и норм ве-дения технолоãичесêих процессов, правил обраще-ния со взрывоопасными веществами и материалами;
n орãанизацию обóчения, инстрóêтажа и допóсêа ê рабо-те обслóживающеãо персонала взрывоопасных произ-водственных процессов;
Химичесêая техниêа №4, 2015 41
БЕЗОПАСНОСТЬ И НАДЕЖНОСТЬ
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 41

n осóществление êонтроля и надзора за соблюдениемнорм технолоãичесêоãо режима, правил и норм техни-êи безопасности, промышленной санитарии и пожар-ной безопасности;
n орãанизацию противоаварийных, ãазоспасательных иãорноспасательных работ и óстановление порядêа ве-дения работ в аварийных óсловиях.
К мероприятиям по снижению последствий пожаравзрыва следóет относить [10]:l оãраничение растеêания ãорючих жидêостей по цехó,
производственной площадêе или сêладó;l óменьшение интенсивности испарения ãорючих жид-
êостей;l аварийный слив ãорючих жидêостей в аварийные
емêости;l óстановêó оãнепреãрадителей;l оãраничение массы опасных веществ при хранении
и в технолоãичесêих аппаратах;l водяное орошение технолоãичесêих аппаратов и ре-
зервóаров;l флеãматизацию ãорючих смесей в аппаратах и техно-
лоãичесêом оборóдовании;l вынос пожароопасноãо оборóдования в изолирован-
ные помещения;l применение óстройств, снижающих давление в аппара-
тах до безопасной величины при сãорании ãазо-, паро-и пылевоздóшных смесей;
l óстановêó в технолоãичесêом оборóдовании быстро-действóющих отêлючающих óстройств;
l оãраничение распространения пожара, взрыва с по-мощью противопожарных разрывов и преãрад с требóе-мым пределом оãнестойêости;
l применение оãнезащитных êрасоê и поêрытий;l защитó технолоãичесêих процессов óстановêами пожа-
ротóшения;l применение пожарной сиãнализации и систем опове-
щения и óправления эваêóацией людей при пожаре;l обóчение персонала предприятий способам лиêвида-
ции аварий;l создание óсловий для сêорейшеãо ввода в действие
подразделений пожарной охраны пóтем óстройстваподъездных пóтей, пожарных водоемов и нарóжноãопротивопожарноãо водоснабжения.
Ответственный рóêоводитель работ по лоêализации и лиêвидации аварии
Ответственный рóêоводитель работ по лоêализации и лиêвидации аварии осóществляет рóêоводство работпо лоêализации и лиêвидации аварий, спасению людейи снижению воздействия опасных фаêторов.
Ответственным рóêоводителем в соответствии с при-êазом Ростехнадзора №781 [4] является на óровне «А»развития аварии начальниê стрóêтóрноãо подразделе-ния ОПО (цеха, производственноãо óчастêа, óстановêи),до еãо прибытия на место аварии – начальниê смены (от-деления), сменный мастер; на óровне «Б» развития аварии– рóêоводитель орãанизации (должностное лицо, в обязан-ности êотороãо входит обеспечение выполнения требо-ваний промышленной безопасности при эêсплóатацииОПО), до еãо прибытия на место аварии – диспетчер орãанизации (начальниê стрóêтóрноãо подразделения,производства, цеха, óстановêи).
Безопасная остановêа технолоãичесêоãо процессаПорядоê действий определяется в инстрóêции по без-
опасной остановêе технолоãичесêоãо процесса, êотораяявляется неотъемлемой частью плана лоêализации и лиê-видации аварий на взрывопожароопасных и химичесêиОПО [4] и технолоãичесêоãо реãламента производствапродóêции [11]. Порядоê, êаê правило, óчитывает дей-ствия производственноãо персонала ОПО при возниêно-вении аварии, при ситóациях, связанных с преêращениемподачи элеêтроэнерãии, теплоносителей, промышленнойводы, инертных ãазов, сырья и полóфабриêатов; при воз-ниêновении пожара, не связанноãо с авариями на ОПО,при авариях на соседних объеêтах и дрóãих ситóациях, êото-рые моãóт привести ê аварии на данном ОПО.
О плане мероприятий по лоêализации аварий и лиêвидации последствий аварий на ОПО
Обеспеченность выполнения второãо êритерия являет-ся разработêа Плана мероприятий по лоêализации аварийи лиêвидации последствий аварий на ОПО в соответствиис требованиями Постановления Правительства РФ от 26авãóста 2013 ã. №730 [12]. Следóет отметить, что данныйплан мероприятий предоставляется в Ростехнадзор в элеê-тронном виде.
Списоê литератóры.1. Требования ê форме представления орãанизацией, эêс-
плóатирóющей опасный производственный объеêт, сведенийоб орãанизации производственноãо êонтроля за соблюдениемтребований промышленной безопасности в Федеральнóю слóж-бó по эêолоãичесêомó, технолоãичесêомó и атомномó надзорó.Утв. приêазом Ростехнадзора №25 от 23.01.2014.
2. Федеральный заêон Российсêой Федерации «О промыш-ленной безопасности опасных производственных объеêтов» №116-ФЗ (с изменениями) от 21.07.1997.
3. Солодовников А.В. Разработêа плана мероприятий по ло-êализации и лиêвидации последствий аварий на на взрывопо-жароопасных и химичесêи опасных производственных объеêтах.Изд. 1-е. Уфа: УГНТУ, 2015.
4. Рекомендации по разработêе планов лоêализации и лиê-видации аварий на взрывопожароопасных и химичесêи опасныхпроизводственных объеêтах. Утв. приêазом Ростехнадзора№781от 26.12.2012.
5. ГОСТ Р 22.0.07–95. Безопасность в чрезвычайных ситóа-циях. Источниêи техноãенных чрезвычайных ситóаций. Класси-фиêация и номенêлатóра поражающих фаêторов и их параметров.
6. ГОСТ 12.1.004–91. Система стандартов безопасности трó-да. Пожарная безопасность. Общие требования.
7. ГОСТ 12.1.010–76. Система стандартов безопасности трó-да. Взрывобезопасность. Общие требования.
8. Федеральные нормы и правила в области промышленнойбезопасности «Общие правила взрывобезопасности для взры-вопожароопасных химичесêих, нефтехимичесêих и нефтепере-рабатывающих производств». Утв. приêазом Ростехнадзора№96 от 11.03.2013.
9. ГОСТ 12.1.007–76. Система стандартов безопасности трó-да. Вредные вещества. Классифиêация и общие требованиябезопасности.
10. ГОСТ Р 12.3.047–2012. Система стандартов безопаснос-ти трóда. Пожарная безопасность технолоãичесêих процессов.Общие требования. Методы êонтроля. взрывопожароопасныхи химичесêи опасных производственных объеêтах. Изд. 1-е, –Уфа: УГНТУ, 2015. – 76 с.
11. Положение о технолоãичесêих реãламентах производ-ства продóêции на предприятиях химичесêоãо êомплеêса. Утв.Министерством эêономиêи РФ 06.05.2000.
12. Положения о разработêе планов мероприятий по лоêа-лизации и лиêвидации последствий аварий на опасных про-изводственных объеêтах. Утв. постановлением ПравительстваРФ №730 от 26.08 2013.
42 Химичесêая техниêа №4, 2015
БЕЗОПАСНОСТЬ И НАДЕЖНОСТЬ
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 42

реêл
ама
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 43

Ежеãодный прирост населениямира составляет оêоло 70 млн. чело-веê, êоторых необходимо обеспечитьрастительной пищей в óсловиях со-êращающихся посевных площадей.Решение этой задачи – интенсифи-êация земледелия, êоторóю невоз-можно проводить без óвеличенияобъемов производства минераль-ных óдобрений.
Отрасль производства мине-ральных óдобрений в России явля-ется одной из важнейших не тольêодля химичесêой, но и для всей про-мышленности в целом. В отличие от мноãих дрóãих российсêих пред-приятий заводы, выпóсêающие ми-неральные óдобрения, в ãоды эêо-номичесêих реформ сохранили свойпроизводственный потенциал и в на-стоящее время занимают одни ихлидирóющих позиций среди êрóп-нейших мировых производителей и эêспортеров данной продóêции.Производственный потенциал отрас-ли составляют более тридцати специ-ализированных предприятий.
Полóчение минеральных óдобре-ний – это элеêтроэнерãоемêое и топ-ливоемêое производство. Вместе с тем большое êоличество оборóдо-вания выработало нормативные сро-êи эêсплóатации и требóет большихзатрат на их поддержание в рабо-чем состоянии, поэтомó перед êом-паниями стоит общая задача – об-новление и реêонстрóêция с цельюóвеличения выпóсêа продóêции приодновременном снижении объемовпотребления энерãоресóрсов.
О том, êаê добиться этоãо, шларечь на орãанизованной ООО «ИН-ФОХИМ» Междóнародной êонферен-ции «Современные тенденции энерãо-и ресóрсосбереãающих технолоãийв области основных процессов про-изводства минеральных óдобрений»24–26 марта в Новомосêовсêе. Намероприятии собралось оêоло двóх-сот óчастниêов – лицензиаров, про-изводителей и потребителей оборó-дования.
Есть два пóти полóчения положи-тельных резóльтатов – модерниза-ция сóществóющей техниêи и ввод в строй новоãо более эффеêтивноãо
оборóдования. Обычно эти процес-сы совмещают. Хороший пример –НАК «Азот». Сейчас на предприятиипроводится техничесêое перевоорó-жение аãреãатов УКЛ-69, УКЛ-7-71/76 и АС-67А. Об этом рассêазалначальниê цеха минеральных óдоб-рений и êислот №1 С.Л. Кысêин.
Оãраничиваться реанимирова-нием сóществóющей техниêи заводне собирается. И в этом смоãлиóбедиться все óчастниêи эêсêóрсиипо территории предприятия-ãиãанта.Сейчас здесь монтирóют новóю óста-новêó большой мощности, êотораяэêвивалентна шести старым. Каêтольêо ее введóт в эêсплóатацию,óстаревшие и изношенные аппара-ты разберóт, а место, êоторое онизанимали, приãодится для дрóãихпроеêтов.
Главное в реализации плана –не останавливать производственныйпроцесс, считает ãлавный технолоãзавода О.Г. Боярêин. Бóêвально на часон сменил профессию и стал ãидомдля ãостей предприятия. Во времяêонференции и эêсêóрсии речь шлаи об изменениях, êоторые произош-ли в цехе Карбамид-3. Предприятиестремилось не тольêо óвеличитьобъем производства и повысить êа-чество продóêции. Пришло время за-няться оборóдованием, êоторое на-ходилось в êритичесêом состоянии.
Тóрбины êомпрессора СО2 износи-лись и потребляли энерãоресóрсовна 30% больше. Были претензии и ê очистным соорóжениям – фиêси-ровался повышенный выброс ам-миаêа и êарбамида с ãранóляцион-ной башни. Строительство новыхаãреãатов на заводе сочли высоêо-затратным и низêооêóпаемым, ê то-мó же сóществóющих проблем цехаони решить не моãли. Каê наибо-лее эффеêтивный выбрали вариантс переходом на ãранóлированныйпродóêт и доведением мощностидо 2000 т в сóтêи.
Инжиниринãовая êомпания Sta-micarbon предложила НАК «Азот»вместо башни приллирования, êо-торая находилась в аварийном со-стоянии, óстановить свой аппаратãранóлирования. В стандартнóюêомплеêтацию Stamicarbon нарядóс аппаратом ãранóлирования в псев-доожиженном слое вêлючил и охла-дитель пластинчатоãо типа êомпа-нии Solex (Solex Thermal ScienceInc.). В цехе №3 расширили и ре-êонстрóировали элеêтроснабжениеи АСУ ТП с заменой физичесêи из-ношенноãо оборóдования. Модерни-зации подверãлись ЦПУ и отделенияêомпрессии, óстановêа очистныхсточных вод и отделение водоподãо-товêи. Был реêонстрóирован и óзелсинтеза. В резóльтате масштабных
44 Химичесêая техниêа №4, 2015
ВЫСТАВКИ, КОНФЕРЕНЦИИ
Повысить объемы производства, снизить потребление энергии и сырья:
как сразу убить двух зайцев
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 44

работ производство ãранóлирован-ноãо êарбамида выросло с 1600 до 3300 т в сóтêи, потребление при-родноãо ãаза и аммиаêа снизились.Объемы выбросов пыли êарбамидаóменьшились на 63%, аммиаêа – на треть (до 412 т в ãод), а сброс заãрязненных вод соêратился на 36%.НАК «Азот» сотрóдничает с рядомêомпаний, в их числе Siemens, Тó-лаãипрохим, НИИК и др. Ниêаêих на-реêаний в свой адрес они не óслы-шали. Завод, прежде чем заêлючитьêонтраêты, внимательно изóчил ихреференции и прислóшался ê от-зывам своих êоллеã и о êачествеприобретенной ими продóêции, иоб óровне выполненных работ пореêонстрóêции оборóдования.
Немалый интерес ó химиêов выз-вал доêлад представителя êомпа-нии «Аммониа Казале» – она тожеотносится ê числó партнеров завода.В апреле прошлоãо ãода êомпаниязавершила реêонстрóêцию аãреãатаТЕС в ООО «Невинномыссêий азот».В резóльтате ТЕС, êоторый в моментзапóсêа в 1973 ã. производил 1360 тМТД, сейчас выдает óже 2000. Про-еêт заинтересовал и дрóãие заводы,посêольêó ó них есть таêое же оборó-дование, в частности «ТольяттиАзот».
Начальниê центра техничесêо-ãо развития ОАО «Минóдобрения» (ã. Россошь) В.В. Оêшин рассêазалóчастниêам êонференции об итоãахреêонстрóêция óзла очистêи êонвер-тированноãо ãаза (по технолоãииêомпании «Benfield™») от диоêсида
óãлерода. Цех был отêрыт 26 ноября1981 ã. (процесс производства раз-работан фирмой Kellog). С 2003 ã.предпринимались меры по óвеличе-нию производительности оборóдо-вания по аммиаêó. В январе 2015 ã.производительность достиãла 1650 тв сóтêи, а деêабре следóющеãо ãодадолжна быть не менее 1700. Крометоãо, должно значительно óменьшить-ся энерãопотребление.
Любой производитель минераль-ных óдобрений знает: êаждая детальóстановêи может помочь сэêономитьденьãи или наоборот, растранжиритьих. Все зависит от тоãо, êаê и êемона сделана, и насêольêо хорошосмонтирована. Взять, например, про-дóêцию, êоторóю на êонференциипредставила êомпания EagleBurg-mann. Цифры, приведенные рóêово-дителем междóнародных проеêтовС.В. Березиным, заставляют задó-маться: неêачественные óплотне-ния становятся причиной выхода из строя насоса в 39% слóчаев, а ре-монт – процесс весьма затратный.Вместе с тем он отметил, что за-траты на êачественные óплотненияEagleBurgmann при проеêтированииобъеêта не превысят 1%. Компаниятесно сотрóдничает с производите-лями насосов и êомпрессоров. Спи-соê ее êлиентов довольно внóшителен – это предприятия нефтехимичес-êой, химичесêой и нефтеперерабаты-вающей отраслей производства.
Создание маêсимально безот-ходноãо производства – тоже одна
из задач любоãо производителя про-дóêции. В технолоãии, представлен-ной êомпанией MAN Diesel & TurboRussian Ltd (К.А. Олесевич), имеетсяпо меньшей мере два преимóщест-ва: óлóчшение эêолоãичесêой обста-новêи и отêаз от дополнительных затрат на ãаз.
Интересные предложения по мо-дернизации тóрбоаãреãатов с цельюповышения производительности êом-прессора и повышения мощностиприводной тóрбины представилаНПФ «Энтехмаш». При проведениимодернизации НПФ обычно исполь-зóет êомплеêсный подход, при êото-ром реêонстрóêции подверãаютсяне тольêо êомпрессор, но и проме-жóточные охладители, мóльтипли-êатор, тóрбина, система смазêи, си-стема автоматичесêоãо óправленияи защиты.
Прошедшая в Новомосêовсêе êон-ференция дала возможность ее óчаст-ниêам не тольêо обсóдить во мноãомобщие проблемы для производите-лей минеральных óдобрений. Онапомоãла им познаêомиться с новы-ми предложениями изãотовителейоборóдования, êоторые способствó-ют не тольêо óвеличению объемовполóчаемой продóêции, но и повы-шению ее êачества при снижениипотребления энерãии и ресóрсов.Неêоторые из этих предложений бóдóт представлены на страницахнашеãо жóрнала.
Светлана Хряпина
Химичесêая техниêа №4, 2015 45
ВЫСТАВКИ, КОНФЕРЕНЦИИ
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 45

С 17 по 19 февраля 2015 ã. в Мосê-ве, в МВЦ «Кроêóс Эêспо» прошла 14-я Междóнародная выставêа NDTRussia — «Неразрóшающий êонт-роль и техничесêая диаãностиêа в промышленности».
Участниêи выставêи продемон-стрировали оборóдование и техноло-ãии для неразрóшающеãо êонтроляи техничесêой диаãностиêи, имею-щие праêтичесêое применение в раз-личных отраслях промышленности.В выставêе приняли óчастие таêиеêрóпные представители отрасли, êаê
«Перãам-Инжиниринã», «Кропóс» ПО,«Галас НДТ», «Тестрон», «ПромГрóп-Прибор», «Совтест АТЕ», «Констан-та», «Аêóстичесêие Контрольные Си-стемы», «Интерюнис», Acoustic Eye,TUV Nord Baltic, Hamamatsu Photo-nics Norden AB и др.
Выставêó посетили 2 832 спе-циалиста из различных отраслейпромышленности – на 28% больше,чем в 2014 ã. Большинство посетите-лей работают в нефтеãазовой и аэро-êосмичесêой промышленности, авиа-и приборостроении.
В церемонии официальноãо от-êрытия выставêи приняли óчастиеН.А. Махóтов, член-êорреспондентРАН, д-р техн.наóê, профессор, за-ведóющий отделом прочности, жи-вóчести и безопасности машин иêонстрóêций ИМАШ им. А.А. Блаãо-нравова РАН, В.М. Чóйêо, председа-тель правления Ассоциации «Союзавиационноãо двиãателестроения»,А.Г. Аêопян, заместитель начальниêаДепартамента техничесêой политиêиаêционерноãо общества «Российс-êие Железные Дороãи», К.М. Люби-мов, вице-президент Всероссийс-êой аêадемии наóê êомплеêснойбезопасности, А.В. Козлова, началь-
ниê óправления мониторинãа Центра«Антистихия» – Всероссийсêоãо цент-ра мониторинãа и проãнозированиячрезвычайных ситóаций природноãои техноãенноãо хараêтера МЧС Рос-сии, И.А. Любина, ãенеральный ди-реêтор êомпании «ПРИМЭКСПО».
По словам рóêоводителя Де-партамента наóêи, промышленнойполитиêи и предпринимательстваО.Е. Бочарова, выставêа NDT заслó-женное признание специалистовêаê одна из êрóпнейших выставоê,êоторая предоставляет возможностьспециалистам и ãостям ознаêомить-ся с передовыми разработêами, по-делиться профессиональным опы-том с представителями различныхотраслей промышленности.
Неотъемлемая часть NDT Russia– насыщенная деловая проãрамма.В течение трех дней выставêи про-шли:l Крóãлый стол «Неразрóшающий
êонтроль и техничесêая диаãности-êа в промышленности. Развитиеêооперации для продвижения биз-неса». Орãанизатор: Фонд разви-тия «Сêолêово»;
l Крóãлый стол «Вопросы обеcпе-чения безопасной эêсплóатации и надежности сложных техничесêихóстройств с использованием мето-дов и средств неразрóшающеãоêонтроля». Орãанизатор: НПС «Рис-êом»;
l Рабочее совещание «Новое поêоле-ние миêрофоêóсных рентãеновсêихисточниêов для неразрóшающеãоêонтроля и мноãофóнêциональныесистемы рентãеновсêой диаãнос-тиêи». Орãанизатор: ФИАН им.П.Н. Лебедева;
l Демонстрация «Российсêие разра-ботêи в сфере óльтразвóêовоãо сêа-
нирования трóбопроводов: пробле-матиêа, технолоãии и праêтиêа ис-пользования в 2014 ã.». Орãаниза-тор: ООО «ЕЦНК».
На демонстрационной площадêеи стендах óчастниêов состоялисьтаêже презентации и тест-драйвыоборóдования êомпаний-эêспонен-тов с óчастием ведóщих российсêихи зарóбежных специалистов.
Впервые прямо на выставêе спе-циалисты в области техничесêой диаãностиêи моãли пройти бесплат-ное тестирование на определениеóровня знаний в области оценêи тех-ничесêоãо состояния методами неразрóшающеãо êонтроля и побо-роться за призы от «СертиНК» ФГАУ
«НУЦСК при МГТУ им. Н.Э. Баóмана».Каждоãо óчастниêа ждал ãарантиро-ванный приз – êниãа «Основы ди-аãностиêи техничесêих óстройств и соорóжений». Участниê, набравшийнаибольшее êоличество баллов поитоãам тестирования, полóчит воз-можность в 2015 ã. бесплатно посе-тить два семинара, проводимыхподразделением «СертиНК» «НУЦСКпри МГТУ им. Н.Э. Баóмана». Таêжепобедитель полóчит óниêальное по-дарочное издание êниãи «Основы диаãностиêи техничесêих óстройстви соорóжений» с автоãрафами всехавторов. Мероприятие привлеêлобольшой интерес специалистов.
В феврале 2015 ã. NDT Russiaвпервые прошла в МВЦ «КроêóсЭêспо», на одной из самых êрóпныхи современных выставочных площа-доê мира. Участниêи и посетителиотметили, что переезд на этó пло-щадêó с высоêим óровнем сервисаи развитой инфрастрóêтóрой отêрылновые перспеêтивы для êачествен-ноãо развития эêспозиции.
46 Химичесêая техниêа №4, 2015
ВЫСТАВКИ, КОНФЕРЕНЦИИ
14-я Международная выставка NDT Russia
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 46

Химичесêая техниêа №4, 2015 47
ВЫСТАВКИ, КОНФЕРЕНЦИИ
25 марта 2015 ã. в ãостиничномêомплеêсе «ИЗМАЙЛОВО» (Мосêва)óспешно прошла выставêа под таêимназванием, посвященная демонст-рации лóчших технолоãий противо-êоррозионной защиты, оãнезащитыи изоляции, óсиления и восстанов-ления строительных êонстрóêций иоборóдования промышленных пред-приятий. Орãанизатором êонферен-ции êаê обычно выстóпила êонсал-тинãовая êомпания ООО «ИНТЕХЭКО»(Мосêва).
Участие в работе êонференцииприняли более 120 делеãатов от пред-приятий энерãетиêи, металлóрãии, химичесêой, нефтеãазовой и дрóãихотраслей промышленности, про-изводителей и разработчиêов новыхтехнолоãий защиты от êоррозии ипромышленных лаêоêрасочных ма-териалов, СМИ, проеêтных инститó-тов, инжиниринãовых и сервисныхêомпаний.
В рамêах проãраммы êонферен-ции были представлены 18 óстныхсообщений, четыре стендовых и двазаочных доêлада. Конференция пре-доставила óниêальнóю возможностьдля обмена знаниями и опытом, далановые импóльсы и êонтаêты, позво-лила êомплеêсно рассмотреть вопро-сы защиты от êоррозии различныхпромышленных объеêтов, зданий,соорóжений и оборóдования, озна-êомиться с новейшими приборамиêонтроля защитных поêрытий, новы-ми материалами для защиты от êор-розии, оãнезащиты и изоляции.
Среди доêладов, представлен-ных на êонференции:
l Антиêоррозионные системы по-êрытий ЛАНКВИТЦЕР. Маêсималь-ная защита при минимальной тол-щине поêрытия (ООО «Ланêра»);
l Состав для холодноãо цинêования«Гальванол» – долãовременная за-щита металлоêонстрóêций от êор-розии (ООО «НПЦ Антиêоррозион-ной Защиты»);
l Антиêоррозионная защита в рам-êах проãрамм импортозамещения(ООО НПО «Лаêоêраспоêрытие»);
l Водно-дисперсные êрасêи для за-щиты от êоррозии металличесêихи бетонных êонстрóêций (ООО «Ла-том-БИС»);
l Материалы серии «Констаêор» наобъеêтах промышленноãо назна-чения. Эêономичесêая эффеêтив-ность и преимóщества применения(ООО «Константа-2»);
l Комплеêсная оãнезащита êонстрóê-ций. Новейшие разработêи êомпа-нии «КРОЗ» (ООО «КРОЗ»);
l Приборы êомплеêсноãо êонтроляêачества защитных поêрытий (ООО
«КОНСТАНТА»); l Применение системы êонтроля
êоррозионных процессов в рамêахсистемы обеспечения êачестваВХР современных АЭС и ТЭС (АО
«АТОМПРОЕКТ»); l Влияние высоêотемператóрной
êоррозии на материалы тóрбин-ных лопатоê морсêих ãазотóрбин-ных двиãателей (ФГУП «Крыловс-êий ãосóдарственный наóчныйцентр»);
l Антиêоррозионная защита сталь-ных лопатоê êомпрессора ГТД(ФГУП «ВИАМ»);
l Новые антиêоррозионные добав-êи êомпании ASCOTEC для индó-стриальных поêрытий (ООО «Ларч-филд ЛСН»).
Следóет отметить, что ê началóêонференции был подãотовлен об-ширный êомплеêт раздаточных ма-териалов, в том числе сборниê до-êладов и êаталоã êонференции, CD c дополнительными материалами, а таêже жóрналы информационныхпартнеров êонференции.
Мноãочисленное óчастие делеãа-тов из разных реãионов позволило в живом диалоãе обсóдить различныерешения и материалы. В ходе пре-зентаций материалов для противо-êоррозионной защиты технолоãичес-êоãо оборóдования, металличесêих и железобетонных строительных êон-стрóêций, были отмечены особеннос-ти их применения, достоинства и не-достатêи.
Уже традиционно, для óчастни-êов êонференции в холлах êонфе-ренц-залов проводилась выставêа,на êоторой делеãаты смоãли поближепознаêомиться с неêоторыми техно-лоãиями, оборóдованием и материа-лами êомпаний óчастниêов êонфе-ренции.
Следóющая Межотраслевая êон-ференция «АНТИКОРРОЗИОННАЯЗАЩИТА-2016» состоится 30 марта2016 ã. в ГК «ИЗМАЙЛОВО» (Мосêва).
Дополнительная информация,óсловия óчастия, бланêи заявоê,фотоãрафии, сборниêи и проãрам-мы предыдóщих êонференций насайте www.intecheco.ru.
Итоги VI Межотраслевой конференции«АНТИКОРРОЗИОННАЯ ЗАЩИТА-2015»
А. Ермаков (ООО «ИНТЕХЭКО»)
ПО ВСЕМ ВОПРОСАМ ОБРАЩАЙТЕСЬ В ООО «ИНТЕХЭКО»: Председатель орãêомитета –
Ермаêов Алеêсей Владимирович, тел.: +7 (905) 567-8767, фаêс: +7 (495) 737-7079;
e-mail: [email protected] Подробная информация на сайте
www.intecheco.ru
ht4_2015_ht2_2012.qxd 21.04.2015 3:01 Page 47

Хим
иче
сêая
техн
иêа
. 2015.
№4.
1–48.
Инд
еêс
ы:
Росп
еча
ть –
80830,
АПР –
42961
реêл
ама
obl_ht4_obl_ht2_2012.qxd 21.04.2015 1:42 Page 4