Embed Size (px)
Citation preview


Injection Molding
PRESENTED BY :
Fahad Rafiq2014-UET-KIT-Mech-21
Cell No:+923334040537

D.R AQ Khan Instetute Mianwali
Subject Code : 244
Name Of Subject : Manufacturing Technology
Name of Unit : Molding
Topic : Injection Molding

INJECTION MOULDING
3 Major Functional Units: Injection, Mold, Clamping

CORPORATE TRAINING AND PLANNING
Historical Background
• A single-action hydraulic injection machine was designed in the U.S.A. in 1870 by Hyatt
• Heating-cylinder design was first recognised in a patent issued to Adam Gastron in 1932.
• Large-scale development of injection moulding machinery design towards the machines we know today did not occur until the 1950's in Germany

CORPORATE TRAINING AND PLANNING
Injection Moulding Process – Over View
Solid Wide neck, Flat Product is made like bucket, cabinets, Automobile & Industrial parts etc.by injecting molten thermoplastic material in to a closed mould which is relatively cool.

Process Studied
"Injection molding”DEFINITION: Injection molding is a manufacturing process for producing parts from both thermoplastics and thermosetting plastic or other materials. For this purpose injection molding machine is used. Used for manufacturing of variety of parts from small
components to entire body panel of cars.
7

What Is Plastic Injection Moulding
Injection moulding is often ranked as the one of the commonly used processes in the production of plastic items. The popularity of plastic injection moulding is
often due to the fact that it is a fast process which can be used to produce vast quantities of identical plastic
items ranging from disposable consumer goods to high precision engineering components.

INJECTION MOLDING
• Injection molding is one of the most commonly used processing method for the plastic components
• It is defined as “ A manufacturing process for forming objects, as
of plastic or metal, by heating the molding material to a fluid state and injecting it into a mold “.

INJECTION BLOW MOLDING
• The injection blow molding is used for the production of hollow objects in large quantities . The main applications are bottles, jars and other containers.
• The process is divided into three sectionsi) Injectionii) Blowingiii) Ejection

What is Injection Moulding?• Injection moulding is a manufacturing process
for making parts from thermoplastic materials
• Thermoplastics are materials, such as polystyrene, that can be formed into different shapes once heated and pressured in a mould
• An engineer/industrial designer will design the desired product and then a mouldmaker will make a mould from metal
• Used to manufacture a range of parts such as
body panels for cars vido

• Blow moulding is a manufacturing process similar to injection moulding
• Hollow plastic parts are formed through the
use of blow moulding vido
What is Blow Moulding?

Main Differences
Injection Moulding
• Makes solid parts
• Thermoplastic is injected into a mould
• A part’s thickness is influenced by the mould and core relationship
• 90% of the time spent on the job is needed for making the mould
Blow Moulding
• Makes hollow parts
• Thermoplastic is a sheet/ parison that is pushed into a mould by air
• A part’s thickness will differ from place to place
• 50% of the time spent on the job is needed for making the mould

Main Differences
Injection Moulding
• Minimising the presence of air in the injected plastic is a key concern
• When the plastic cools at the end of the process the machine opens and the part is released
• Parts tend to be solid plastic parts or components
Blow Moulding
• As a hollow interior is required, air is needed to force the plastic to expand
• The process may end in the first mould or the air may be injected in another section of the machine
• Parts tend to be hollow containers such as bottles

Injection Moulding

Blow Moulding
Extrusion Blow Moulding – one of 3 types of Blow Moulding

CORPORATE TRAINING AND PLANNING
Type of Injection Moulding Machine
• Hand Injection Moulding M/C
• Plunger type Injection Moulding M/C
• Reciprocating Screw Type Injection Moulding M/C

CORPORATE TRAINING AND PLANNING
Hand Injection Moulding Machine
vertical machine consists of Barrel, Plunger, Band Heaters along with energy regulator, Rack & Pinion system for Injecting the material by the plunger, a torpedo and nozzle.

CORPORATE TRAINING AND PLANNING
Plunger Type Injection Moulding Machine
Vertical & Horizontal Plunger Type Injection Moulding Machine

CORPORATE TRAINING AND PLANNING
The Reciprocating Screw • The feeding zone • The compressing (or transition) zone • The metering zone

CORPORATE TRAINING AND PLANNING
Machine components

CORPORATE TRAINING AND PLANNING
The Injection Process
• Plasticises the material by reciprocating Screw.• Injects the molten material to a closed mould – via a channel system of gates and runners.
• Cools the Mould.• Refills the material for the next cycle.• Ejects the Product.• Closes the Mould for further cycle.

CORPORATE TRAINING AND PLANNING
Injection Moulded Items

CORPORATE TRAINING AND PLANNING
Injection Moulded Items

CORPORATE TRAINING AND PLANNING
Injection Moulded Items

CORPORATE TRAINING AND PLANNING
Machine operation sequence The mould closes and the screw begins moving forward for injection.
The cavity fills as the reciprocating screw moves forward, as a plunger.

CORPORATE TRAINING AND PLANNING
Machine operation sequence The cavity is packed as the screw continuously moves forward.
The cavity cools as the gate freezes off and the screw begins to retract to plasticize material for the next shot.

CORPORATE TRAINING AND PLANNING
Machine operation sequence The mould opens for part ejection
The mould closes and the next cycle begins

INJECTION MOLDING (CONTINUED)
It is used to process thin walled plastic parts for a wide variety of shapes and products .
BASIC PRINCIPLEPlastic material is melted in a heated chamber and then injected in the mold ,
where it cools and finally the finished plastic part is ejected out of the cavity .

INJECTION MOLDING MACHINE
• The raw material in the form of powder/pellets is introduced through hopper into the cylinder

• Advantages– More uniform melting– Improved mixing or additives and dispersion
throughout the resin– Lower injection pressure– Fewer stresses in the part– Faster total cycle
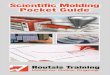
Reciprocating Screw Injection Molding Machine

Machine parts• Hopper is a tapered container working with a hopping motion
to transfer grains into cylinder
• Inside the cylinder there is a piston /plunger which is used to move the material from cylinder into the mold
• Heating arrangement is placed above and below the cylinder .
• The mold is in two halves , it has a mold cavity and the mold has two ejector pins.

Process
• As soon as the plastic is melted it will be pushed by the piston into the sprue through which the material would go into the mold cavity .
• The cavity will be filled by the pressure of the piston and the mold should not be opened until the plastic solidifies.
• When the plastic solidifies the ejector pins are hydraulically moved backwards .

Stages of Injection molding
• Clamping : The two halves of mold are tightly closed before the molten plastic is injected.
• Injection : Injection of raw material from hopper into cylinder to the cavity is called the injection stage.
• Cooling : The material is cooled for at least 30-60 sec
• Ejection : The 2nd mold plate moves back by ejector pins and the product is tapped out

Mold of REHL
35

Mold for Chair
36

Types of plastics:
Thermoplastics Can be reused e.g. PP
Thermosetting plastics Can not be reused
37

38

39

Advantages:
• High production rate• Can process a wide range of materials• Relatively low labor• Less or no finishing of parts required• Scrap material can be recycled and reused• Low operation cost• Smooth surfaces• Full automation is possible with injection molding• More uniform melting
40

CORPORATE TRAINING AND PLANNING
Advantages of Injection Moulding Process
• Parts can be produced at high production rates.• Large volume production is possible.• Relatively low labour cost per unit is obtainable.• Process is highly susceptible to automation.• Parts require little or no finishing.• Many different surfaces, colours, and finishes are available.• Good decoration is possible.• For many shapes this process is the most economical way to
fabricate.• Process permits the manufacture of very small parts which are
almost impossible to fabricate in quantities by other methods.

Disadvantages:
• High initial equipment investment• High startup and running costs• Difficulty in designing molds• Contamination of raw material affect the quality of final
product• Requires high pressures• Problems with required heating/cooling of the plastic
material
42

RECYCLING
43
• Used broken tables, chairs etc. are crushed in crusher.
• Crushed parts are melted.• Small grains are made.

The most commonly used thermoplastic materials are:
Polystyrene (low-cost, lacking the strength and longevity of other materials)
ABS or acrylonitrile butadiene styrene (a co-polymer or mixture of compounds used for everything from Lego parts to electronics housings)
Nylon (chemically resistant, heat-resistant, tough and flexible - used for combs)
Polypropylene (tough and flexible - used for containers PVC (more common in extrusions as used for pipes,
window frames, or as the insulation on wiring where it is rendered flexible by the inclusion of a high proportion of plasticiser).

Raw material used:
• Polypropylene PP
45

What is polypropylene??
Thermoplastic polymer used in a wide variety of application including packaging and labeling chairs, tables etc.Melting point 130-171C266-340 F
46

Why polypropylene????
• Low cost• Flexible• Tough • Light weight• Low moisture absorption• Easy to maintain and clean• Can be recycled
47

FINAL PRODUCTS:
48

Material wasted:
49
Less material is wastedCan be used again after melting

MATERIALS USED
• Acetate• Acrylonitrile butadiene styrene (ABS)• Cellulose acetate• PVC ( poly vinyl chloride)• Polycarbonate• Polyesterse.t.c.

APPLICATIONS
• It can be used to produce thin walled plastic products of varying size and dimensions e.g.
• Medical devices such as surgical syringes • Open container like buckets • Plastic housings of different tools • Daily use products such as tooth brushes

Any question?

The end