Embed Size (px)
Citation preview

UTILIZAÇÃO DA GEOMETRIA DISCO-DISCO PARA INVESTIGAÇÃO DA
CAPACIDADE DE PROTEÇÃO AO DESGASTE DE LUBRIFICANTES SOB
CONDIÇÕES ELASTOHIDRODINÂMICAS
Diogo Fontes Farias
DISSERTAÇÃO SUBMETIDA AO CORPO DOCENTE DA COORDENAÇÃO DOS
PROGRAMAS DE PÓS-GRADUAÇÃO DE ENGENHARIA DA UNIVERSIDADE
FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS
NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE MESTRE EM CIÊNCIAS EM
ENGENHARIA MECÂNICA.
Aprovada por:
__________________________________________ Prof. Sylvio José Ribeiro de Oliveira, Dr-Ing.
__________________________________________ Prof. Max Suell Dutra, Dr-Ing.
__________________________________________ Profa. Maria Adelina Santos Araújo, D.Sc.
RIO DE JANEIRO, RJ – BRASIL
OUTUBRO DE 2005

FARIAS, DIOGO FONTES
Utilização da geometria disco-disco
para investigação da capacidade de
proteção ao desgaste de lubrificantes sob
condições elastohidrodinâmicas [Rio de
Janeiro] 2005
IX, 116p. 29,7cm (COPPE/UFRJ,
M.Sc., Engenharia Mecânica, 2005)
Dissertação – Universidade Federal
do Rio de Janeiro, COPPE
1. Lubrificação elastohidrodinâmica
2. Coeficiente de Tração em EHD
3. Máquina disco-disco
I. COPPE/UFRJ II. Título (série)
ii

Agradecimentos: À minha família pelo apoio irrestrito ao longo dos anos que
precederam este trabalho.
Ao meu orientador Sylvio José Ribeiro de Oliveira e ao mestre Luiz
Carlos Vidal que tiveram participação fundamental em minha
formação profissional e pessoal.
À toda equipe do Laboratório de Metrologia da UFRJ pelo apoio e
companheirismo a mim dispensados.
À equipe da Gerência de Lubrificantes e Produtos Especiais do
CENPES/PETROBRAS pelas valiosas contribuições a este trabalho.
Ao Prof. José Stockler Canabrava Filho e sua equipe do Laboratório de
Tecnologia Mecânica da UFRJ pelo apoio e fabricação dos corpos de
provas necessários a realização dos ensaios.
Em especial agradeço à Dra Maria Adelina Santos Araújo e ao Prof.
MaxSuell Dutra, não só pela composição da banca examinadora, mas
também pelos ensinamentos ao longo dos anos anteriores a este
trabalho.
Agradeço também à CAPES e ao CNPq pelo apoio financeiro para a
execução deste trabalho.
iii

Resumo da Dissertação apresentada à COPPE/UFRJ como parte dos requisitos
necessários para a obtenção do grau de Mestre em Ciências (M.Sc.)
UTILIZAÇÃO DA GEOMETRIA DISCO-DISCO PARA INVESTIGAÇÃO DA
CAPACIDADE DE PROTEÇÃO AO DESGASTE DE LUBRIFICANTES SOB
CONDIÇÕES ELASTOHIDRODINÂMICAS
Diogo Fontes Farias
Outubro/2005 Orientador: Sylvio José Ribeiro de Oliveira Programa: Engenharia Mecânica A lubrificação elastohidrodinâmica (EHD) ocorre tipicamente em mancais de
rolamento, cames e engrenagens. Devido às elevadas pressões de contato, o filme
lubrificante tem menos de 1µm de espessura. Para desenvolver lubrificantes a serem
utilizados em condições EHD, é necessário o uso de métodos experimentais que
permitam a avaliação da capacidade de proteção ao desgaste dos óleos lubrificantes.
Neste trabalho foi desenvolvida uma metodologia de utilização da máquina disco-disco
do Laboratório de Metrologia da UFRJ para avaliar o desgaste que ocorre na utilização
de discos ao invés de engrenagens, com o beneficio de reduzir os custos de fabricação
de corpos de prova.
iv

Abstract of Dissertation presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Master of Science (M.Sc.)
USE OF DISK-DISK GEOMETRY TO INVESTIGATE THE CAPACITY OF WEAR
PROTECTION BY LUBRICANTS UNDER ELASTOHIDRODYNAMIC
CONDITIONS
Diogo Fontes Farias
October/2005 Advisor: Sylvio José Ribeiro de Oliveira Department: Mechanical Engineering
Typically, elastohydrodynamic (EHD) lubrication happens in roller bearings, cams
and gears. Due to the high contact pressures, the lubricant film thickness is lower than 1
µm. In order to develop a lubricant for EHD conditions, it’s necessary to use
experimental methods that permit the assessment of the wear protection capacity of the
oils. In this work, it’s presented a methodology developed to use the Twin Disk machine
of Metrology Laboratory of UFRJ to evaluate wear using disks instead of gears, with
the benefit of reducing costs for the manufacture of test samples.
v

ÍNDICE
1 – INTRODUÇÃO --------------------------------------------------------------------------- 1
2 – LUBRIFICAÇÃO E DESGASTE EM CONDIÇÕES EHD ----------------------- 3
2.1 – Fundamentos da Lubrificação ----------------------------------------------- 3
2.1.1 – Lubrificação EHD -------------------------------------------------- 7
2.1.2 – Reologia de Lubrificantes em EHD ------------------------------ 17
2.2 – Desgaste em Condições EHD ------------------------------------------------ 23
2.3 – Metodologias de Investigação de Desgaste -------------------------------- 29
2.3.1 – Ensaios FZG para Óleos Lubrificantes de engrenagens ------ 34
2.3.2 – Análise Cinemática do Ensaio FZG ----------------------------- 37
2.4 – Lubrificantes ------------------------------------------------------------------- 41
2.4.1 – Óleos Básicos ------------------------------------------------------- 42
2.4.2 – Aditivos -------------------------------------------------------------- 45
3 – MATERIAIS E MÉTODOS ------------------------------------------------------------ 49
3.1 – Concepção Inicial da Máquina Disco-Disco ------------------------------- 50
3.2 – Metodologia para Ajuste dos Parâmetros do FZG ------------------------ 54
3.3 – Modificações Realizadas na Máquina Disco-Disco ---------------------- 60
3.4 – Procedimentos de Simulação dos Ensaios FZG --------------------------- 64
3.4.1 – Qualificação dos Óleos -------------------------------------------- 64
3.4.2 – Qualificação Superficial e do Material -------------------------- 67
3.4.3 – Montagem, Limpeza e Trocas dos Discos e Óleo -------------- 71
3.5 – Ajuste dos Parâmetros para Obtenção das Curvas de Tração------------ 72
3.6 – Controle e Aquisição de Dados ---------------------------------------------- 74
3.7 – Procedimentos de Levantamento das Curvas de Tração ----------------- 78
4 – RESULTADOS --------------------------------------------------------------------------- 80
4.1 – Curvas de Coeficiente de Tração -------------------------------------------- 80
4.2 – Ensaio Four-Ball --------------------------------------------------------------- 85
4.3 – Ensaio FZG --------------------------------------------------------------------- 86
4.4 – Simulação do FZG na máquina Disco-Disco ------------------------------ 87
vi

4.4.1 – Resultados dos ensaios utilizando discos novos ---------------- 87
4.4.2 – Resultados dos ensaios com discos reutilizados ---------------- 89
5 – DISCUSSÃO DOS RESULTADOS --------------------------------------------------- 92
5.1 – Comparação dos resultados -------------------------------------------------- 93
5.2 – Influência do coeficiente de tração no desgaste --------------------------- 98
6 – CONCLUSÕES --------------------------------------------------------------------------- 101
7 – REFERÊNCIAS BIBLIOGRÁFICAS ------------------------------------------------- 105
ANEXO 01 – Simulação do FZG com discos novos ------------------------------------- 110
ANEXO 02 – Simulação do FZG dos discos retificados após utilizados -------------- 113
ANEXO 03 – Simulação do FZG dos discos polidos após utilizados ----------------- 115
vii

NOMENCLATURA
a – Raio de contato
A – Área
b – Metade da largura de contato
B1B2 – Comprimento da reta de ação
Cat – Coeficiente de atrito
D – Dureza superficial
EHD – Elastohidrodinâmico(a)
EHL – Lubrificação elastohidrodinâmica
E’ = 0,5[(1-ν12)/E1 + (1-ν2
2)/E2]-1 – Módulo de elasticidade equivalente
Fat – Força de atrito
G = α E’ – Elasticidade adimensional
G∞ – Limite do módulo de cisalhamento
Gy – Módulo de Young
h – Espessura de filme
h0 – Espessura mínima de filme
H = h0 / R’ – Espessura de filme adimensional
k – Constante experimental de proporcionalidade
p – Pressão hidrodinâmica
pe – Passo da engrenagem
P – Carga
R – Raio
Rc – Raio de curvatura
Rp – Raio primitivo
Rcab – Raio da cabeça da engrenagem
Rbase – Raio da base da engrenagem
R’ = (1/R1 + 1/R2)-1 – Raio equivalente
R’eng – Raio equivalente para as engrenagens do FZG
R’disc – Raio equivalente para os discos de teste
S – Taxa de deslizamento por rolamento
T – Temperatura
Torq - Torque
viii

U – Velocidade
Urol – Velocidade de rolamento
Udesl – Velocidade de deslizamento
V = µ0U / E’R’ – Velocidade adimensional
w – Carga por unidade de largura
W = w / E’R’ – Carregamento adimensional
x, y e z – Coordenadas cartesianas
α – Coeficiente de pressão viscosidade
β – Coeficiente de tensão de cisalhamento em função da pressão
– Taxa de desgaste .
ϕγ – Taxa de cisalhamento
γ – Deformação angular
µ – Viscosidade dinâmica [cP = m.Pa.s]
µef – Viscosidade efetiva
ν – Viscosidade cinemática [cSt]
ν1, ν2 – Módulo de Poisson
ρ – Densidade
ρo – Densidade a pressão atmosférica
σ=(σ12 + σ2
2)1/2 – Composição das rugosidades superficiais
σ1, σ2 – Rugosidade da superfície 1 e 2 respectivamente
τ – Tensão de cisalhamento
τL – Limite da tensão de cisalhamento
τE – Tensão de cisalhamento de Eyring
τ0 – Limite de tensão de cisalhamento à pressão atmosférica
ω –Velocidade angular
Λ = h0 / σ – Parâmetro de vida dos componentes
ix

1 – Introdução
Em 1978 Kragelsky [1] diz que a evolução da engenharia mecânica leva à
criação de novos campos de estudo, onde o desenvolvimento é ditado pelas
necessidades práticas. A definição deste ramo da engenharia mecânica vem da palavra
grega tribos que significa simplesmente atrito, porém, atualmente a tribologia é
considerada como a parte da engenharia mecânica que estuda atrito, desgaste e
lubrificação. Entre as necessidades práticas que motivam os engenheiros a buscar novos
desenvolvimentos científicos pode-se destacar a busca por maior produtividade, a
redução de custos e também a segurança.
A princípio, quando se fala de lubrificação, logo se imagina redução do atrito,
porém, em alguns casos a lubrificação deve promover aumento do atrito sem prejuízo às
superfícies em contato, é o caso das transmissões continuamente variadas (CVT’s),
onde o atrito é responsável pela transmissão de potência entre os elementos mecânicos.
Já em transmissões por engrenagens, o atrito é responsável por perda de potência na
forma de calor gerado pelo contato entre as superfícies dos dentes das engrenagens,
devendo então ser minimizado com o uso de lubrificantes.
Além das implicações do atrito no custo devido às perdas de potência, o desgaste
dos equipamentos também onera seus usuários. Outra implicação diretamente
relacionada ao atrito é a segurança dos dispositivos mecânicos. Os freios geralmente
utilizam o atrito como forma de dissipar energia, e portanto devem ser projetados de
forma responsável por parte dos engenheiros.
Boa parte do dia-dia da engenharia está formalmente descrita em livros,
manuais, estudos e outras fontes de consulta, porém, sempre existem casos onde o
engenheiro não dispõe de literatura suficiente para embasar seus cálculos, nestes casos é
1

necessário lançar mão de métodos experimentais para a obtenção do conhecimento
necessário ao projeto. A utilização de tal procedimento visa não somente a conclusão do
projeto, mas também o desenvolvimento científico.
Neste trabalho serão abordados diferentes procedimentos experimentais, que
visam principalmente o estudo do desgaste de componentes mecânicos. Os principais
equipamentos utilizados foram a máquina de discos do Laboratório de Metrologia da
UFRJ, e os equipamentos de ensaio FZG e Four-Ball da Gerência de Lubrificantes e
Produtos Especiais do CENPES/PETROBRAS.
Dentre os ensaios realizados está o levantamento das curvas de tração, que
mostra o comportamento do atrito em condições EHD em diferentes condições
operacionais, utilizando a máquina de discos. A mesma máquina foi modificada
possibilitando a realização de simulações do ensaio FZG a um custo bem reduzido.
Ensaios Four-Ball e FZG realizados em tribômetros padrão serão utilizados como
referência para os ensaios realizados na máquina de discos.
Além do desenvolvimento de novos métodos experimentais, este trabalho ainda
apresenta um estudo do comportamento dos óleos lubrificantes utilizados, fornecendo
assim uma visão da influência de determinados grupos de aditivos utilizados em
formulações comerciais.
2

2 - Lubrificação e desgaste em condições EHD.
Apresenta-se nesta revisão bibliográfica a evolução do estado da arte do estudo
tribológico, assim como as ferramentas disponíveis para que os resultados obtidos
possam ser analisados de forma clara e objetiva, tornando possível uma discussão de
forma madura dos fenômenos observados nos experimentos conduzidos. Cabe ressaltar
que o estudo dos fenômenos tribológicos nem sempre partem das equações
fundamentais da engenharia, sendo que, a maior parte das teorias formuladas é feita a
partir de estudos empíricos. Por isso, o desenvolvimento constante de métodos e teorias
sempre será necessário para o estudo da tribologia.
2.1 - Fundamentos da Lubrificação
Por volta de 1880 três pesquisadores desenvolveram simultaneamente, e em
poucos anos, a formulação para o mecanismo de lubrificação hidrodinâmica, que ocorre
na maioria dos componentes mecânicos mais comumente utilizados. Foram eles, o russo
N. P. Petrov (1836-1920), os britânicos B. Tower (1845-1904) e O. Reynolds (1842-
1912), que nos anos de 1883 a 1886 conduziram seus estudos teóricos e experimentais,
fundando assim um novo ramo da engenharia.
A contribuição destes três pesquisadores foi perceber que o processo de
lubrificação estava fundamentado não na interação entre as superfícies dos sólidos, mas
sim na dinâmica do filme lubrificante que separa as mesmas [2].
Petrov inicialmente postulou que a propriedade mais importante do óleo para a
lubrificação, não era a densidade como se imaginava na época, mas sim a viscosidade.
3

Em seguida afirmou que a natureza do atrito existente nos mancais de rolamento é
proveniente do cisalhamento do filme fluido existente no mesmo e não da interação
entre as superfícies.
Entretanto, Petrov não conseguiu explicar a capacidade de suportar carga dos
mancais, o que foi resolvido com sucesso por Tower. Para explicar a força que o mancal
era capaz de suportar, Tower construiu um mancal com medidores de pressão ao longo
da pista de contato. Com o resultado, Tower integrou a pressão ao longo da área do
mancal e constatou que essa integração era equivalente às forças suportadas pelo
mancal.
Tanto Petrov quanto Tower chegaram às suas conclusões a partir dos
experimentos realizados. Faltava então um embasamento teórico para suas observações
experimentais, o que foi conseguido por Reynolds quase simultaneamente aos outros
dois. Em 1886 Reynolds apresentou sua formulação com a forma da equação 2.1 para
um fluido de viscosidade µ .
( )
+−=
∂∂
∂∂
+
∂∂
∂∂
tdhd
xdhdUU
zph
zxph
x26 10
33 µ (2.1)
Com o equacionamento proposto por Reynolds as condições necessárias à
formação de um filme hidrodinâmico, separando as superfícies, estavam definidas.
Estas condições são: a existência de fluido viscoso, velocidade relativa e convergência
geométrica entre as superfícies.
Segundo Dowson [3] a primeira metade do século XX pertenceu ao estudo da
lubrificação hidrodinâmica, porém, na segunda metade é que se intensificam as
pesquisas sobre situações tribológicas, onde a teoria hidrodinâmica até então conhecida,
4

não mais era suficiente para explicar os fenômenos ocorridos em diversos elementos de
máquinas.
Em 1916 Martin tentou explicar a formação de filme em dentes de engrenagens
com a teoria hidrodinâmica, mas segundo seus cálculos as espessuras de filme seriam
bem menores que as observadas na realidade. Os principais problemas com suas
suposições estavam no fato de considerar as superfícies rígidas e a viscosidade
constante.
Estava evidente que era necessário estudar os regimes de lubrificação
separadamente. Pinkus [2], ao descrever a história da evolução cientifica ocorrida nas
últimas décadas apresenta os regimes atualmente reconhecidos: limítrofe, misto,
elastohidrodinâmico e hidrodinâmico. O comportamento básico destes regimes de
lubrificação pode ser entendido com a figura 2.1, denominada diagrama de Stribeck.
Elas
tohi
drod
inâm
ico
Coe
ficie
nte
de a
trito
Hid
rodi
nâm
ico
Lim
ítrof
e
Mis
to
w
Figura 2.1 – Diag
µ U /
rama de Stribeck [4].
5

Com o diagrama de Stribeck é possível determinar em qual regime de
lubrificação os elementos de máquinas estão predominantemente enquadrados.
No regime limítrofe existe uma pequena parcela de fluido lubrificante aderida às
superfícies, que não é capaz de desenvolver pressão suficiente para separar
hidrodinamicamente às superfícies. Neste regime a propriedade mais importante é a
capacidade de suportar cargas da camada de filme aderida à superfície.
O regime misto seria apenas uma condição transitória entre o regime limítrofe e
o elastohidrodinâmico. Trata-se de um regime instável, onde durante uma fração de
tempo o fluido lubrificante formaria uma fina película nos picos de rugosidade podendo
ser rompida, voltando a existir somente pequenas porções de fluido aprisionadas nos
vales das rugosidades e assim sucessivamente.
O que se entende como a região do diagrama de Stribeck denominada de
elastohidrodinâmica seria aquela onde as espessuras de filme encontradas são da ordem
da rugosidade superficial dos corpos em contato. Nesta região a deformação elástica das
superfícies tem papel fundamental no entendimento da geração de pressão que ocorre no
fluido lubrificante, que promove a separação das superfícies por um fino filme de
lubrificante. Além da deformação elástica, a modificação da viscosidade do fluido,
devido a esta geração de pressão hidrodinâmica, também influenciaria na separação das
superfícies. Este regime será melhor abordado adiante devido a sua importância para o
desenvolvimento deste trabalho.
O regime hidrodinâmico apresenta as melhores condições de lubrificação, pois
nele o coeficiente de atrito é determinado pela viscosidade do fluido lubrificante, uma
vez que não há contato direto entre as superfícies, o coeficiente de atrito é então
proveniente do cisalhamento de camadas do fluido.
6

Apresenta-se a seguir exemplos de situações em que ocorrem cada um dos
regimes descritos:
- Limítrofe: Um bom exemplo de onde acontece o regime de lubrificação
limítrofe está nas guias lineares, onde a velocidade relativa entre as partes é
baixa e a carga alta, dificultando assim a formação de filme hidrodinâmico.
A propriedade mais importante para os lubrificantes destes elementos é a
capacidade de aderir as superfícies que se deseja lubrificar e a resistência ao
rompimento devido à compressão.
- Elastohidrodinâmico: Engrenagens, cames e mancais de rolamento são
exemplos clássicos de elementos que trabalham no regime
elastohidrodinâmico, onde a relação entre a carga e a velocidade é suficiente
para formar apenas um filme fino entre as superfícies.
- Hidrodinâmico: Neste regime a relação entre a carga e a velocidade permite
que sejam gerados um filme espesso de lubrificante e um campo de pressões
suficiente para suportar a carga sem que haja contato entre as partes, os
mancais de deslizamento são o melhor exemplo desta categoria.
2.1.1 - Lubrificação Elastohidrodinâmica (EHD)
O fenômeno que ocorre na área de contato entre sólidos elásticos sob cargas
relativamente elevadas separados por um filme líquido é conhecido como lubrificação
EHD. Os exemplos típicos de situações onde encontramos este tipo de lubrificação são
mancais de rolamento, engrenagens e cames.
7

Kragelsky [5] considera como a principal característica do regime
elastohidrodinâmico existir uma espessura de filme de dimensão próxima à dimensão da
rugosidade das superfícies em contato. Cheng [6] faz uma subdivisão da lubrificação
elastohidrodinâmica, onde dois regimes de trabalho elastohidrodinâmicos são
considerados, o primeiro como sendo de filme total e o segundo como sendo de filme
parcial, de acordo com a relação entre a espessura de filme e a composição da
rugosidade das superfícies. Esta relação é conhecida como parâmetro Λ. Na equação 2.2
é apresentada a formulação matemática para o parâmetro Λ, comumente utilizada por
diversos autores.
Λ = h0 / σ (2.2)
Basicamente a diferença entre filme total e filme parcial pode ser avaliada pelo
parâmetro Λ. Quando Λ é maior que 3, o regime é considerado como contato
elastohidrodinâmico de filme total enquanto que quando Λ é menor que 3, representa o
contato elastohidrodinâmico de filme parcial, a figura 2.2 exemplifica os contatos
parcial e total.
Figura 2.2 – Rep
U1
2
Uresentação simplificada de filme total e filme
8
U1
U2
parcial [6].

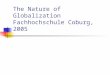
O parâmetro Λ é descrito por vários autores como preponderante na vida dos
componentes em contato, uma vez que quanto menor for a espessura de filme, maior
será a ocorrência de contato entre os picos de rugosidade. Na figura 2.3 é apresentada a
variação qualitativa da vida de um componente em função do parâmetro Λ. O eixo das
abscissas é o valor de Λ, no eixo das ordenadas está representada simbolicamente a vida
do componente, ou seja, alterando o parâmetro Λ de 1 para 3, há um aumento de 3 vezes
na vida do componente.
3
2
1
3 4 2 1
Vid
a
Parâmetro Λ
Figura 2.3 – Parâmetro Λ versus vida de um componente [3]
Os tipos de contato entre as superfícies não planas podem, ainda, ser
classificados conforme a geometria dos sólidos em contato como: contato em linha,
ponto de contato e contato elíptico. Na figura 2.4 são mostrados os três tipos de contato.
9

Figura 2.4 – Representação dos tipo
(a)
As primeiras análises sobre
corpos e suas propriedades mecânica
aumento da carga, foram feitas por
descreve de forma matemática o c
região de contato, possibilitando pre
Estes contatos entre corpos quaisque
Para o entendimento dos fe
EHD é necessário considerar além
deformação elástica que ocorre nas
como o movimento relativo entre
existente proveniente do contato de
s de contatos: (a) ponto, (b) linha e (c) elíptico [7].
(b) (c)
estas situações, onde de acordo com o formato dos
s ocorrem deformações elásticas ou plásticas com o
Heinrich Hertz em 1881. Em seus trabalhos Hertz
omportamento da pressão que atua localmente na
ver o comportamento das deformações superficiais.
r são usualmente conhecidos por contatos de Hertz.
nômenos que ocorrem no regime de lubrificação
da variação da viscosidade com a pressão a
superfícies dos corpos. Na figura 2.5 é mostrado
as superfícies pode modificar a deformação já
Hertz entre as superfícies.
10

P (a)
P (b)
U
Figura 2.5 – Representação da deform
Na figura 2.5(a) o corpo superi
do contato de Hertz, devido à carga
deformação adicional na superfície dev
Em altas taxas de cisalhamento, outr
modificação de certas propriedades do
efetiva que pode tornar o fluido não-new
distribuição de pressão de Hertz e a dist
Figura 2.6 – Distribuição de Pressão
Estacionário
ação das s
or apresent
P. Na fig
ido ao desl
o efeito d
fluido lubr
toniano [8
ribuição rea
em contato
11
Filme viscoso
Deslizando
uperfícies em condições EHD [8].
a somente a deformação proveniente
ura 2.5(b) é possível perceber uma
izamento de uma em relação à outra.
eve ser levado em consideração, a
ificante, em particular a viscosidade
]. Na figura 2.6 estão representadas a
l.
Distribuição real
Distribuição de Hertz
h
hos de Hertz sob condições EHD[3].

A distribuição de Hertz, é devida somente ao efeito da carga, já a distribuição
real EHD apresenta um pico de pressão p na região de espessura mínima de filme ho,
nesta região há um considerável aumento na viscosidade. Para cada um dos tipos de
contato existem modelos matemáticos para se prever a espessura de filme existente
entre os corpos. O contato em linha será aqui abordado, pois representa o contato
existente tanto entre os dentes das engrenagens quanto o contato entre os discos da
máquina disco-disco.
Para o cálculo da espessura de filme, Martin considerou sólidos rígidos e
lubrificante incompressível com viscosidade constante, para modelar o contato entre os
dentes de uma engrenagem, e escreveu que a mínima espessura de contato em termos de
grupos adimensionais seria conforme equação 2.3 [3].
H=4,9 V / W (2.3)
Em 1949 Grubin e Vinogradov apresentaram uma formulação onde agregam o
parâmetro G na avaliação da mínima espessura do filme, conforme equação 2.4 [3].
H=1,95 V8/11G8/11W -1/11 (2.4)
O parâmetro G faz com que o modelo matemático desenvolvido para prever a
espessura de filme, leve em consideração as propriedades elásticas do lubrificante e dos
corpos em contato.
Mais tarde Dowson reviu a espessura de filme para linha de contato, para fazê-la
compatível com as observações experimentais, apresentando então a equação 2.5 [3].
12

H=2,65 G0.54V0.70W -0.13 (2.5)
Apesar de tribologicamente a espessura mínima de filme ter uma maior
importância do ponto de vista do desgaste, outro modelo muito utilizado refere-se à
espessura de filme central h, conforme a equação 2.6 [3].
h=3,06 R’G0,56V0,69W-0,11 (2.6)
A principal dificuldade para o cálculo da espessura de filme utilizando os
métodos acima é a determinação da temperatura na zona de contato. Isto é crítico
porque a temperatura afeta a viscosidade do lubrificante na entrada do contato, onde o
filme elastohidrodinâmico é formado, e conseqüentemente ocorre o atrito [9].
Para determinar a viscosidade ν(T) na temperatura T, será utilizada a equação
2.7, fornecida pela norma ASTM D 341 [10].
Loge[Loge(ν + 0,7)] = A – B(Loge T) (2.7)
Onde ν é a viscosidade cinemática na temperatura T em Kelvin, sendo
necessário fazer sua conversão para viscosidade dinâmica µ. Os valores de A e B são
obtidos a partir de dois resultados de viscosidade para o fluido estudado, bastando medir
sua viscosidade em duas temperaturas distintas, como por exemplo, 40ºC e 100ºC e
teremos um sistema linear de duas equações com as duas incógnitas A e B. A faixa de
viscosidade cinemática onde a constante 0,7 da equação 2.7 é válida está entre 2 e 2x107
cSt.
13

Segundo Höhn e Michaelis [11] apesar da viscosidade diminuir com o aumento
da temperatura poderá ocorrer uma grande atividade química no óleo lubrificante com
conseqüente melhora nas propriedades tribológicas do mesmo, ou seja, há um efeito não
previsto com o aumento da temperatura, dependendo dos aditivos utilizados. Conforme
as concentrações de aditivos poderá tanto ocorrer um aumento no desgaste quanto uma
diminuição.
Na figura 2.7 Riga et al. [12] mostram para o óleo Dexron 32 D, utilizando uma
máquina FZG em diversas temperaturas, que o desgaste inicialmente cresce com o
aumento da temperatura e em seguida cai. Pode-se perceber que a curva de desgaste em
função da temperatura apresenta diferentes inclinações de acordo com a temperatura do
ensaio, sendo que de 30ºC até 90ºC as curvas apresentaram aumento do coeficiente
angular e a partir de então, houve uma queda do mesmo para a curva levantada a 120º.
A metodologia de ensaio utilizada foi bem simples: a cada 24 horas de ensaio
em uma determinada temperatura as engrenagens eram retiradas e pesadas, no total
foram transcorridas 96 horas de teste. Na figura 2.7 estão os gráficos dos resultados
obtidos.
T=90ºCÓleo Dexron 32 D
velocidade 0,05 m/s
Des
gast
e
esgaste após 96 h
Temp
Figura 2.7 – Infl
T=120ºC
T=60ºC
T=30ºC
Temperao de Ensaio
uência da temperatura no desg
14
D
tura do óleo
aste.[12]

Dois tipos de lubrificação EHD podem ser definidos: severo ou suave. O regime
EHD severo acontece quando os materiais têm alto módulo de elasticidade, tal como
metais. Em ambos os casos, a influência da pressão sobre a viscosidade tem um
importante papel junto com a deformação elástica dos corpos. O regime EHD suave
relaciona-se com materiais de baixo módulo de elasticidade, tais como borrachas ou
plásticos. As baixas pressões no contato não afetam a viscosidade do lubrificante
significantemente.
O atrito, ou tração em EHL, é principalmente determinado pelo que ocorre na
região de alta pressão. A tração é definida como a força gerada no contato que resiste ao
movimento relativo das superfícies em contato. Isto está diretamente ligado à perda de
potência em componentes mecânicos. Na figura 2.8 está representado o engrenamento
entre um par de engrenagens de dentes retos, onde é mostrado como o coeficiente de
tração é importante em elementos mecânicos.
Figura 2.8 – Representaçã
Para engrenagens é desejável
menor possível, uma vez que está d
desgaste dos dentes. O deslizamento d
no fim do contato, passando por uma
o do contato entre engrenagens [1
que a tração no contato entre o
iretamente ligada à eficiência
as superfícies tem seu valor máx
região nula exatamente no diâm
15
3].
s dentes seja o
mecânica e ao
imo no início e
etro primitivo.

Porém, no diâmetro primitivo são encontradas as maiores cargas, enquanto que no início
e no fim do engrenamento a carga é bem reduzida. Esta combinação entre a carga e o
deslizamento da superfície será abordada mais especificamente no capitulo seguinte,
devido à sua importância para o trabalho.
O conhecimento da tração no contato é de fundamental importância para o
estudo de diversos elementos de máquinas, como por exemplo, mancais de rolamento,
cames e pistões. Uma curva de tração típica obtida em uma máquina de dois discos,
medida por Johnson e Tevaarwerk, é mostrado na figura 2.9.
Coe
ficie
nte
de tr
ação
(Fat/w
)
1,03GPa
0,68GPa 0,51GPa
0,40GPa
Figura 2.9 – Med
Na figura 2.9 são desta
a primeira é a região linear, on
região não-linear, onde com o
deixa de ter um comportamen
sofre influência do calor gera
uma leve diminuição em seu v
Linear
ida d
cada
de o
aume
to ne
do pe
alor c
Não-Linear
a tração numa
s três regiões c
lubrificante te
nto da relação
wtoniano. Na r
lo cisalhament
om o acréscim
16
Térmica
)
Taxa de deslizamento por rolamento (∆U/Umaquina disco-disco.[6]
om comportamentos muito diferentes,
m resposta newtoniana. A segunda é a
de deslizamento/rolamento S, o fluido
egião térmica, o coeficiente de tração
o do fluido lubrificante, apresentando
o da taxa de deslizamento/rolamento.

2.1.2 - Reologia de Lubrificantes em Lubrificação EHD
A reologia pode ser definida como a ciência que estuda a relação existente entre
deformação de corpos e as tensões que promoveram tais deformações. Geralmente o
estudo da reologia é feito em líquidos e gases, porém, Schramm [14] afirma que tudo é
capaz de fluir. O exemplo mais claro de como os sólidos são capazes de fluir é
encontrado nos equipamentos de laminação, onde o material a ser conformado
mecanicamente sofre uma considerável redução em sua espessura com conseqüente
aumento de seu comprimento a figura 2.10 representa o processo de laminação.
Figura 2.10 – Representação esquemática do processo de laminação de chapas.
Os equipamentos utilizados para medir as propriedades viscoelásticas de sólidos,
semi-sólidos e fluidos são os reômetros. Basicamente pode-se ter um reômetro para
cada tipo de fluxo encontrado. Os modelos de reômetro mais utilizados são mostrados
na figura 2.11.
(e) (a) (c) (d) (b) Figura 2.11 – Reômetros [14].
17

Os reômetros exemplificados acima podem ser utilizados para o estudo de
diversas aplicações de engenharia, como por exemplo: (a) pintura ou aplicação de cola;
(b) mancais de deslizamento; (c) escoamento de fluidos em tubos circulares; (d) e (e)
mancais hidrostáticos.
É importante diferenciar o comportamento reológico dos sólidos e dos fluidos,
pois os sólidos ao serem submetidos a uma tensão de cisalhamento, caso não seja
excedida sua faixa elástica, apresentam uma deformação angular γ tal que, ao cessar a
tensão, retorna ao estado inicial. A figura 2.12 exemplifica este fenômeno.
Figura 2.12 – Deformação de um corpo devido à tensão de cisalhamento [13].
A tensão de cisalhamento pode ser descrita pela equação 2.8.
τ = Gy dL/dz = Gy.tan(γ) ≅ Gy γ (2.8)
Nos líquidos o comportamento é bastante diferente, pois a energia utilizada para
sua deformação é dissipada pelo fluido na forma de calor, não sendo, portanto,
reversível o processo. Nos líquidos o mais importante para o processo de deformação é
a taxa de cisalhamento, que é a medida da deformação por unidade de tempo. A
equação 2.9 mostra a tensão de cisalhamento para fluidos.
18

τ = µ (dγ/dt) (2.9)
Esta relação linear entre a tensão de cisalhamento e a taxa de cisalhamento é
conhecido como comportamento newtoniano, porém, existem diversos fluidos que não
apresentam tal comportamento, ou seja, respondem de forma não linear e, portanto, são
conhecidos como fluidos não-newtonianos. Entre os fluidos não-newtonianos, existem
aqueles cujo µ é independente do tempo e os que o µ é dependente do tempo.
Os independentes do tempo são os pseudoplásticos (soluções poliméricas,
suspensões coloidais), os dilatantes (suspensões de amido e areia) e os plásticos de
Bingham (argila, pasta dental, lama de perfuração). A figura 2.13 apresenta uma
comparação destes comportamentos com o comportamento linear dos fluidos
newtonianos.
Figura 2.13 – Comportamento reológico de vários fluidos: (1)newtoniano;
(2)pseudoplástico; (3)dilatante e (4)plástico de Bingham [14].
Os fluidos que têm comportamento dependente do tempo são os tixotrópicos
(apresentam queda na viscosidade aparente com o tempo, quando submetidos à tensão
de cisalhamento), os reopéticos (apresentam aumento na viscosidade aparente com o
19

tempo, quando submetidos à tensão de cisalhamento) e os viscoelásticos (retorna
parcialmente, depois de cessada a tensão, a sua configuração inicial).
Para a modelagem do comportamento de um corpo qualquer, existem dois
modelos básicos, que combinados entre si, fornecem matematicamente o
equacionamento necessário ao estudo do comportamento da deformação proveniente da
aplicação de uma tensão transversal. Os modelos são o modelo elástico e o viscoso, a
figura 2.14 mostra o comportamento destes dois modelos.
Figura 2.14 – Modelos básicos para deformação em função
da tensão: (A) Elástico e (B) Viscoso [14].
No modelo (A) elástico, a analogia é feita considerando o fluido com
comportamento similar a uma mola, já no modelo (B) viscoso o comportamento do
fluido é comparado a um amortecedor.
Para o estudo de lubrificantes o modelo utilizado é conhecido como
viscoelástico, pois apresenta uma combinação simples dos dois modelos básicos. Os
dois modelos viscoelásticos mais elementares são conhecidos como sólido de Kelvin-
Voigt e líquido de Maxwell, na figura 2.15 são mostradas estas duas modelagens.
20

Figura 2.15 – Modelos viscoelásticos: (A) Kelvin-Voigt e (B) Maxwell [13].
Para o estudo dos óleos lubrificantes o modelo que mais se aproxima da
realidade é modelo de Maxwell, onde a deformação total é igual à soma das
deformações da mola e do amortecedor, e a tensão total é igual à tensão desenvolvida na
mola e no amortecedor. Portanto, a equação 2.10 representa a equação diferencial da
deformação.
tdd
Gtdd
tdd
tdd
tdd molaramortecedo τ
µτγγγγ 1+=⇒+= (2.10)
Entretanto, este modelo viscoelástico de Maxwell por vezes é estritamente
resumido, não condizendo com a realidade dos lubrificantes encontrados na prática.
Diversos autores desenvolveram seus modelos ao longo dos anos, porém Bair e Winer
[15] em 1979 apresentaram resultados experimentais onde a partir de viscosímetros
pressurizados foram obtidos os limites de tensão de cisalhamento, e a partir destes
resultados foi possível perceber que o lubrificante apresentava comportamento elástico,
viscoso e também plástico.
21

Com estes resultados Bair e Winer [16] publicaram outro artigo onde
propuseram modificações na equação básica de Maxwell adicionando o limite de tensão
de cisalhamento plástico, ficando a equação diferencial da deformação conforme
equação 2.11.
−−=
∞ L
L
tdd
G ττ
µττγ 1ln1
0
(2.11) & . γ
Três estados não-lineares foram apresentados por Bair e Winer [16] a partir da
equação 2.11. São eles o viscoelástico, o viscoplástico e o elastoplástico. O
viscoelástico caracteriza-se por um limite de tensão de cisalhamento significativamente
maior que todas as outras tensões de cisalhamento do contato, enquanto que no estado
viscoplástico o valor do limite do modulo de cisalhamento elástico é suficientemente
grande para que todo o fenômeno possa ser governado somente pela segunda parcela da
equação 2.11, já o estado elastoplástico ocorre quando as deformações para baixas
tensões são governadas pelo termo elástico e as grandes deformações são controladas
pela tensão limite, ou seja, toda a equação 2.11 é utilizada na descrição da parcela
elástica e plástica do estado.
Vários autores desenvolveram seus equacionamentos de acordo com o
equipamento utilizado e os fluidos ensaiados. Na figura 2.16 está uma comparação entre
os equacionamentos propostos.
Höglund [17] publicou um trabalho em 1999 onde resume o equacionamento do
comportamento de um lubrificante submetido às condições elastohidrodinâmicas
desenvolvidos ao longo dos anos. Na tabela 2.1 é mostrado estes diferentes modelos
não-Newtonianos propostos.
22

Figura 2.16 – Comparação entre os modelos propostos de fluidos não-newtonianos [17].
Tabela 2.1 – Modelos matemáticos propostos para o comportamento dos fluidos [17].
Modelo fluido Taxa de cisalhamento Viscosidade efetiva
Newtoniano µτ /
Eyring (1936) [ 3/LE ττ = ] )/sinh()/( EE ττµτ
Bair e Winer (1979) 1)/1ln()/( −− LL ττµτ
Gecim e Winer (1980) )/(tan)/( 1LL ττµτ −
Livonen e Hamrock (1989) )/1[()/( 1 −− −LL ττµτ
Lee e Hamrock (1990) 2/12 ])/(1[)/( −− Lττµτ
Elsharkawy e Hamrock (1991) nnL
/1])/(1[)/( −− ττµτ
2.2 - Desgaste em condições EHD
O desgaste de materiais é um processo de destru
acarreta em redução de material das partes na direção p
taxa de desgaste em corpos em deslizamento depende
23
.
[γ] adimensional [µef /µ]1
)]/sinh([/ EE ττττ
)]/1[ln(/)/( LE ττττ −−
)/(tan/)/( 1LL ττττ −
]1 )/1( Lττ−
2/12 ])/(1[ Lττ−
nnL
/1])/(1[ ττ−
ição dos sólidos em atrito, que
erpendicular ao movimento. A
das propriedades dos materiais

em contato, do tratamento das superfícies e do seu acabamento superficial e também das
condições operacionais, carga, temperatura, lubrificação entre outras [1]. O desgaste
apresenta três fases comumente identificadas, a fase de amaciamento, a de desgaste
permanente e o período de desgaste severo [18]. Na figura 2.17 as três fases estão
representadas.
O amaciamento é o estado inicial de desgaste de elementos novos postos a
operar, nesta fase a rugosidade dos materiais em contato é alterada devido ao contato
entre as superfícies. Esta fase apresenta um desgaste mais acentuado das superfícies e,
conseqüentemente, uma maior geração de calor, acompanhado de modificações tanto na
geometria quanto nas propriedades físicas e mecânicas dos materiais.
Severo
Taxa
de
desg
aste
Amaciamento
Permanente
Tempo ou distância
Figura 2.17 – Estágios de desgaste de um componente genérico[18].
A fase de desgaste permanente apresenta as menores taxas de desgaste, uma vez
que as superfícies em atrito já entraram em um regime de trabalho onde as superfícies e
os materiais já se acomodaram aos parâmetros operacionais de funcionamento.
A fase de desgaste severo ocorre devido ao fato de as subcamadas das
superfícies não apresentarem as mesmas propriedades da superfície. Podem ser citadas
como exemplo, os núcleos dos dentes de engrenagens que são mais dúcteis que sua
superfície. Tais subcamadas podem desprender-se, devido à fadiga ou devido ao
24

desgaste natural das partes em contato, a partir de um determinado ponto na vida do
elemento. Deste modo passa a ocorrer o contato entre superfícies sem as características
iniciais.
O desgaste em elementos de máquinas pode ocorrer devido a diferentes
mecanismos, tais como: fadiga da sub superfície, ataques químicos, ação eletrolítica,
entre outros. Segundo Barwell [19] estes mecanismos podem aparecer de forma única
ou combinados entre si, tornando difícil a obtenção de fórmulas matemáticas para
prever a taxa de desgaste, sem que sejam referenciadas as condições operacionais de
cada caso. A equação 2.12 tenta descrever a taxa de desgaste com um número limitado
de variáveis [19].
ϕ = k P U / D (2.12)
Os fatores que afetam a taxa de desgaste são: a carga específica, as propriedades
dos materiais, o coeficiente de atrito, a rugosidade e a ondulação das superfícies, a
interação molecular no contato e os parâmetros operacionais [1].
As principais propriedades dos materiais que têm influência significativa na taxa
de desgaste são o módulo de elasticidade e a tensão de cisalhamento, pois estão ligados
à deformação e ao cisalhamento das superfícies. O coeficiente de atrito tem papel
fundamental no desgaste, porém, é muito difícil determinar matematicamente sua
dependência, porque o atrito varia com outros fatores como a rugosidade das superfícies
e as propriedades mecânicas dos materiais.
A interação molecular no contato talvez seja a forma mais eficiente de se alterar
a taxa de desgaste, visto que, ao adicionar um filme lubrificante entre as superfícies, a
taxa de desgaste diminui vertiginosamente, aumentando assim, de forma exponencial a
25

vida dos componentes. A interação molecular também varia com fatores como a
rugosidade superficial e a tensão de cisalhamento dos materiais.
Os efeitos dos parâmetros operacionais velocidade e temperatura são de difícil
compreensão, uma vez que a velocidade pode interferir de forma substancial na geração
de calor, modificando assim a viscosidade do lubrificante, porém as velocidades das
superfícies também determinam a espessura de filme lubrificante que existirá entre os
corpos em trabalho.
Apesar de diversos autores apresentarem inúmeras formulações matemáticas
para se prever a vida de uma infinidade de componentes mecânicos, nem todos os
elementos de máquinas possuem ainda um equacionamento satisfatório ao seu
entendimento, portanto, diversas vezes são necessários ensaios tribológicos e de campo
para que se possa estudar o comportamento dos componentes utilizados. Durante os
ensaios tribológicos, é possível perceber o tipo de falha ocorrida e a partir disto, estudar
a melhor forma de evitar sua ocorrência na prática. Na figura 2.18 são mostrados os
principais danos ocorridos em superfícies.
Alterações estruturais Modifica as propriedades mecânicas da superfície
Deformação plástica Pode iniciar fadiga ou quebra
Quebra da superfície Não há desgaste, mas pode falhar catastroficamente.
Corrosão Pode acelerar o desgaste
Desgaste Perda continua de material da superfície
Ganho de material Resultado da transferência de material
Figura 2.18 – Representação dos principais dados em superfícies [18].
26

O desgaste em condições EHD pode ser dividido em quatro mecanismos
principais: fadiga, corrosão, abrasão e adesão. Geralmente a falha por desgaste está
relacionada a mais de um tipo de mecanismo.
O desgaste por fadiga é proveniente, como o próprio nome diz, da aplicação
cíclica de carga nas superfícies em contato. Os dentes de engrenagem são um bom
exemplo de superfícies que trabalham com cargas de compressão alternada. A forma
mais comum de fadiga superficial é conhecida como “pitting” e ocorre quando pequenas
partes da superfície são sobrecarregadas. Quando isto ocorre, pequenas trincas nas
subsuperfícies se propagam até a superfície após um determinado número de ciclos.
Outra forma de desgaste muito conhecida é o “breakage”, que é uma falha catastrófica
do núcleo do material por operar em cargas superiores ao limite do material, onde
geralmente uma trinca se propaga após poucos ciclos de trabalho. O desgaste por
“spalling” tem o mesmo mecanismo do “pitting”, porém grandes lascas ou cavacos são
removidos da superfície.
Figura 2.19 – Exemplo de desgaste por “Pitting” [11].
Figura 2.20 – Exemplo de desgaste por “Spalling” [11].
O desgaste corrosivo é proveniente da presença de produtos corrosivos, tais
como água ou ácidos. Em engrenagens, por exemplo, o material corroído é removido a
cada ciclo, deixando livre para um próximo ataque uma nova parte da superfície.
27

Alguns aditivos podem ser utilizados nos lubrificantes de forma a proteger as
superfícies ou inibir a formação de ácidos oriundos da oxidação do próprio lubrificante.
O desgaste abrasivo tem como característica a presença de pequenas partículas
duras, porém maiores que a espessura de filme lubrificante que separa as superfícies. O
tipo mais conhecido de desgaste abrasivo é conhecido como “scratching”, ensaios
laboratoriais podem dizer o material das partículas abrasivas dando, assim, indicações
de qual elemento do sistema está contaminando o lubrificante.
Figura 2.21 – Exemplo de desgaste abrasivo [12].
O desgaste por adesão ocorre quando o filme lubrificante não é capaz de manter
as superfícies totalmente separadas, havendo então, contato entre os picos de
rugosidade. Este contato entre os picos de rugosidade gera micro-soldagens acarretando
a remoção de material. A forma de desgaste por adesão mais conhecida é o “scuffing”
ou “scoring”.
Figura 2.22 – Exemplo de desgaste por “Scuffing” [11].
28

Outras formas de desgaste tais como, “plastic flow” e “burning”, que não se
enquadram em nenhuma das quatro categorias anteriores, também ocorrem na prática. O
“plastic flow” é um tipo de desgaste proveniente da falha do material, e representa uma
deformação da superfície devido a altas cargas de compressão. Geralmente ocorre em
metais leves tais como alumínio ou bronze, e é facilmente identificado por ter parte do
material da superfície extrudado ao longo do inicio e do fim da superfície.
O desgaste chamado “burning” ocorre quando as superfícies dos materiais em
contato são submetidas a temperaturas elevadas, a ponto de modificarem o tratamento
térmico feito nas superfícies, tornando-as menos duras. Esta parte que sofre diminuição
da dureza superficial é rapidamente removida caso a carga entre os corpos não seja
retirada. As superfícies atacadas por “burning” apresentam uma descoloração
característica do aquecimento, caso a fonte de calor seja externa, basta que seja feito um
trabalho de resfriamento do lubrificante para que acabe o problema, porém, esta geração
de calor pode ser oriunda do próprio atrito entre as superfícies, sendo então necessário
que a lubrificação utilizada seja melhorada.
2.3 - Metodologias de investigação de desgaste
O estudo do atrito e do desgaste proveniente do mesmo visa principalmente
obter informações que auxiliem nos projetos, ou desenvolver materiais que melhor se
adaptem às condições impostas de trabalho ou fazer o controle de qualidade dos
elementos em operação. Os testes tribológicos necessários ao estudo do desgaste podem
ser classificados de acordo com o seu grau de realismo, conforme figura 2.23.
29

Teste de componente
Teste de subsistema
Teste de bancada
Teste de campo
Classificação
Aum
ento
do
real
ism
o
Que
da d
o cu
sto
Teste de modelo
Teste simplificado de componente
Figura 2.23 – Classificação dos testes tribológicos [18].
Algumas metodologias de investigação estão disponíveis para que seja possível,
de forma viável economicamente e num espaço de tempo relativamente curto, simular
as condições de trabalho de diversos elementos de máquinas. As metodologias de
investigação do desgaste e atrito mais comuns estão representadas esquematicamente na
figura 2.24.
(a) (b) (c) (d)
(e) (f) (g) (h)
Figura 2.24 – Representação simplificada dos principais equipamentos de
ensaio tribológico de desgaste [20].
30

A vida de um componente pode ser obtida determinando-se o tempo ou a
distância que um determinado corpo de prova suporta até que seu coeficiente de atrito
atinja um valor pré-escolhido [20], que no caso de lubrificantes pode ser Cat=0.2, por
exemplo. Geralmente, em tais ensaios, a força é aplicada de forma gradativa até que
ocorra a falha.
Na figura 2.24(a) está representado o ensaio “Four-Ball”, onde uma esfera é
posta a girar contra outras três esferas estacionárias. Já a figura 2.24(b) mostra o
funcionamento do tribômetro pino-disco, que consiste em aplicar uma carga sobre um
pino em contato com um disco que gira. Outro equipamento padronizado conhecido
como “Timken Test” está mostrado esquematicamente na figura 2.24(c). Na figura
2.24(d) é apresentado um ensaio onde um cilindro é posto a atritar contra uma lâmina,
pressionada sobre o mesmo. A figura 2.24(e) simboliza o ensaio “Falex”, onde dois
blocos com formato em “V” são pressionados contra um pino girando. Outro teste
parecido com o “Falex” é mostrado na figura 2.24(f), que consiste em duas metades de
cilindro em contato com um pino central. Na figura 2.24(g) está representado um teste
de desgaste onde uma das faces de um disco girante é posta a atritar contra uma
superfície plana. Por último, a figura 2.24(h) mostra dois cilindros concêntricos, onde
um é forçado a deslizar por dentro do outro.
No ensaio “Timken” a pista de um mancal de rolamento é posta a atritar contra
um bloco de aço padronizado fixo, enquanto um fluxo constante de lubrificante é
mantido. A rotação é mantida constante e seu valor normalizado, enquanto a carga é
aplicada de forma escalonada através de um braço de alavanca. O resultado é reportado
de acordo com a carga que o sistema suportou antes que a marca de desgaste atingisse
um tamanho pré-estabelecido.
31

Na figura 2.25 é possível perceber que dois blocos em formato de “V” são
pressionados contra um pino, este ensaio é conhecido como “Falex Test”. Este teste
consiste em determinar o limite de carregamento antes que o pino quebre por
cisalhamento. Neste ensaio, basicamente, os dois blocos em “V” são postos a atritar
contra um pequeno eixo com rotação constante, e a carga aplicada aos blocos quando
ocorre o rompimento do eixo é o resultado do teste.
Fi
A máquina de
avaliar as propriedad
pressionar uma esfera
ensaiado [22]. Na figu
Figura 2.26
Trava do eixo
Eixo
Blocos em “V”
gura 2.25 – Representação do teste Falex [21].
testes “Four-Ball” é utilizada para ensaios quando se deseja
es EP (extrema pressão) de lubrificantes. O ensaio consiste em
girando contra outras três fixas imersas no lubrificante a ser
ra 2.26 é mostrada a câmara de testes.
– Representação da câmar
32
Mandril
Esferas de aço
a de tes
Porca de travamento
Cuba
Prato
tes “Four-Ball” [22].

Com este aparato experimental é possível determinar a capacidade de carga de
um fluido lubrificante. Duas medidas podem ser feitas: o índice de carga-desgaste e a
carga de soldagem [23].
O índice de carga-desgaste é a média das dez cargas aplicadas antes da soldagem
das esferas, porém, na prática este índice não é muito utilizado. Um dos ensaios mais
realizados com este equipamento é a medida da cicatriz que ocorre nas três esferas
estacionárias, sob uma determinada rotação e carga aplicada. Esta medida oferece um
bom parâmetro de comparação entre os lubrificantes ensaiados, uma vez que, quanto
maior for a propriedade de proteção das superfícies, menor será o diâmetro das
cicatrizes nas três esferas.
O ensaio de carga de soldagem consiste em aumentar gradativamente a carga
aplicada até que seja determinada a menor carga onde ocorre a soldagem das quatro
esferas. Algumas vezes, devido a propriedades intrínsecas ao lubrificante ensaiado, não
ocorre a soldagem das esferas, porém ocorre um elevado desgaste das mesmas. Quando
isso ocorre, a carga onde o diâmetro das cicatrizes for igual a 4mm é reportada como a
carga de soldagem.
Algumas modificações interessantes podem ser realizadas em uma máquina de
ensaios “Four-Ball” com o intuito de investigar o comportamento tribológico dos
lubrificantes. Piekoszewski et al. [24] em 2001 apresentaram seu trabalho utilizando
uma máquina de ensaios “Four-Ball” modificada, de forma que os acréscimos de carga
não fossem mais feitos de forma discretizada, mas sim de maneira continua até a carga
de soldagem. Na figura 2.27 é apresentada esquematicamente a máquina por eles
modificada.
33

Figura 2.27 – Desenho simplificado da máquina “Four-Ball” modificada [24].
Onde o motor (3) aciona um fuso que desloca a carga (2) ao longo do braço (1).
Ao deslocar a carga com velocidade constante pelo braço de alavanca que faz o
carregamento nas esferas, varia continuamente o carregamento ao longo do tempo,
sendo possível determinar exatamente a carga de soldagem.
2.3.1 - Ensaio FZG para Óleos Lubrificantes de Engrenagens
O ensaio de óleos lubrificantes na máquina FZG com acréscimo escalonado de
carga aplicada, tem por objetivo determinar o limite de solicitação que pode ser aplicado
ao óleo lubrificante. O limite é caracterizado pela ocorrência de riscos e pontos de
corrosão nas superfícies dos dentes das engrenagens [25]. O método consiste em girar as
engrenagens dentro de um banho do óleo lubrificante a ser ensaiado com rotação
constante e temperatura inicial do óleo pré-fixada. Aumenta-se gradualmente o
carregamento nas engrenagens e, a cada nova etapa, verificam-se visualmente as
alterações superficiais dos flancos dos dentes. O aumento da carga é feito aumentando-
34

se o torque na barra de torção (eixo 10), o aumento do torque a cada estágio é feito
desligando-se a máquina, afrouxando-se os parafusos do acoplamento 4, inserindo o
pino de retenção 5, adicionando pesos calibrados na alavanca 6 e após acrescentado a
carga correspondente ao estágio desejado, os parafusos do acoplamento 4 são
novamente apertados e o pino de retenção retirado, transmitindo assim o torque para os
eixos do equipamento. Na figura 2.28 mostra-se a máquina de ensaio FZG com seu
circuito de potência e aplicação de carga.
1 – Pinhão do ensaio 7 – Acoplamento de medição 2 – Engrenagem de ensaio 8 – Sensor de temperatura 3 – Transmissão 9 – Câmara de testes 4 – Acoplamento p/ carga 10 – Eixo 1 5 – Pino de retenção 11 – Eixo 2 6 – Alavanca 12 – Motor elétrico
Figura 2.28 – Desenho simplificado da máquina FZG
segundo norma ASTM D 5182 [26].
35

Existem 12 estágios possíveis nesta máquina, cada um deles caracterizado por
um aumento na carga, ou seja, aumento na força normal entre os dentes das
engrenagens. Na tabela 2.2 são apresentados os valores da força normal e da máxima
compressão de Hertz nos dentes das engrenagens para cada estágio.
Tabela 2.2 – Força aplicada e pressões de Hertz utilizadas no FZG [25].
Grau Força aplicada
no FZG [N]
Pressão de Hertz
[N/mm2] 1 99,0 146 2 407,0 295 3 1044 474 4 1800 621 5 2786 773 6 4007 927 7 5435 1080 8 7080 1232 9 8949 1386 10 11029 1538 11 13342 1691 12 15826 1841
O estágio de falha é aquele no qual a soma do desgaste (todas as estrias e pontos
de corrosão) do pinhão ultrapassar 20mm, que é a largura dos dentes das engrenagens.
Cada estágio tem a duração de 15 minutos, o material que utilizado na fabricação dos
corpos de prova tem um alto teor de manganês e cromo (20MnCr5) e os tratamentos
térmicos empregados visam não só aumentar a sua resistência superficial, mas também
garantir que os mesmos não venham a quebrar durante o ensaio. Na tabela 2.3 estão
descritas as principais informações referentes à fabricação das engrenagens de teste.
36

Tabela 2.3 – Descrição das engrenagens tipo A do FZG segundo ASTM D 5182 [26].
Parâmetro Pinhão Coroa Unidade Largura do dente 20 mm Diâmetro primitivo 73,2 109,8 mm Diâmetro externo 88,7 112,5 mm Módulo 4,5 mm Número de dentes 16 24 Correção do perfil 0,8635 -0,5103 Ângulo de pressão 22,5 Graus Dureza superficial 60 a 62 Rockwell C Rugosidae superficial (Ra) 0,3 a 0,7 µm
2.3.2 - Análise cinemática do ensaio FZG
Embora tanto o contato entre os flancos dos dentes das engrenagens de dentes
retos quanto o contato entre dois cilindros com eixos paralelos sejam classificados como
o contato em linha, ao comparar o engrenamento dos dentes com o contato entre
cilindros, diversos fatores devem ser levados em consideração, visto que a geometria do
engrenamento varia durante a operação, enquanto que na geometria cilíndrica dos discos
é constante.
As engrenagens do FZG possuem perfil evolvental de geração dos dentes,
portanto, o raio de curvatura do ponto de engrenamento varia, conforme o ponto de
contato entre os dentes se desloca [27]. Na figura 2.29 é possível notar a diferença entre
o raio de curvatura no ponto A e no ponto B.
37

Figura 2.29 – Representação esquemática da variação do raio de curvatura [27].
Sabendo que o raio de curvatura varia ao longo do engrenamento, é razoável
perceber que a pressão de contato de Hertz irá variar, uma vez que a mesma é função do
raio das superfícies em contato. Sendo assim, torna-se necessário estabelecer um critério
para a escolha do raio de curvatura característico das engrenagens do FZG, uma vez que
não é possível variar o diâmetro dos discos de teste durante o ensaio conforme ocorre
com o raio de curvatura dos dentes de engrenagens.
Sendo o significado físico do perfil evolvental o desenrolar de uma corda sobre a
circunferência de base, então podemos inferir que o raio de curvatura varia de zero (no
pé do dente) até um valor máximo (na cabeça do dente), passando por um valor
intermediário no diâmetro primitivo. Devido às diferenças na geometria das duas
engrenagens teremos no ponto de contato das duas evolventes valores diferentes de raio
de curvatura para cada uma das engrenagens.
38

Para o cálculo do raio de curvatura no diâmetro primitivo foi utilizada a
definição de envolvente, conforme figura 2.30.
R
∅ primitivo
α Rp
Figura 2.30 – Representação esquemática dos raios de um dente de
engrenagem com perfil evolvental.
Sabendo que o raio de curvatura é perpendicular ao raio de base, temos que o
triângulo formado pelo raio de base, o raio primitivo e o raio de curvatura é um
triângulo retângulo, portanto:
Rc= Rp sen α (2.13)
Sendo o ângulo de pressão α=22,5º e o raio primitivo Rp igual a 36,6 mm para o
pinhão e 54,9 mm para a coroa, respectivamente, teremos que Rc do pinhão igual a 14 mm
e Rc da coroa igual a 21 mm. Portanto, o raio de curvatura equivalente para as engrenagens
R’eng será igual a 8,4 mm.
A velocidade de rolamento (Urol) no contato entre os dentes de engrenagens é
calculada utilizando a equação 2.14.
Urol = ω Rp sen α (2.14)
39

Portanto, Urol será 3,15 m/s. Para o cálculo da velocidade de rolamento, é
indiferente utilizar os dados referentes ao pinhão ou à coroa.
As velocidades de deslizamento no início e no fim do engrenamento, foram
calculadas com a equação 2.15 [28].
Udesl = ω B1B2 (2.15)
Onde B1B2 é o comprimento da reta de ação e ω a velocidade angular, resultando
então, respectivamente em Udesl no inic igual a 4,1 m/s e Udesl no fim igual a 2,7 m/s.
Para montar o gráfico de como a carga P e a velocidade de deslizamento Udesl
variam ao longo da reta de ação foi utilizada a aproximação na qual a carga foi dividida
igualmente quando dois pares de dentes estão engrenados. A fração do tempo em que o
engrenamento tem dois pares engrenados é dado pelo grau de recobrimento. Para o
cálculo do grau de recobrimento utilizou-se a equação 2.16 [28].
GR = 1/pe cosα | (Rcab22–Rbase2
2)1/2+(Rcab12–Rbase1
2)1/2-(Rp1+Rp2)senα | (2.16)
Os valores de α, Rcab e Rp foram retirados da tabela 2.3 e os valores de Rbase
foram calculados, resultando em GR igual a 1,39.
Sabendo que grau de recobrimento é a fração de tempo onde há dois pares de
dentes em funcionamento, temos que em 39% do tempo haverá dois pares engrenados,
ou seja, em 61% do tempo somente um par estará trabalhando. Como a velocidade sobre
a reta de ação de um perfil evolvental não varia, pode-se dizer que em 61% do
comprimento da reta de ação somente um par de dentes estará trabalhando.
40

A reta de ação para as engrenagens do FZG tem 18mm, então, podemos dizer
que em aproximadamente 11mm haverá somente um par de dentes engrenado. Na figura
2.31 é mostrado como estes 11mm estão distribuídos sobre a reta de ação, de 3,7mm a
14,7mm.
Carga [P]
100%
50%
4,1 m/s Velocidade [m/s]
Comprimento da linha de ação [mm]
Figura 2.31 – Gráfico da carga e velocidade de deslizamento nas engrenagens do FZG.
2.4 - Lubrificantes
Sempre que se adiciona um elemento entre superfícies em movimento relativo
com a finalidade de modificar o atrito ou o desgaste entre as mesmas, pode-se
considerar tal elemento como um agente lubrificante. Diversos elementos foram
utilizados ao longo dos anos como lubrificantes, alguns exemplos são os óleos de
origem animal ou vegetal e até mesmo a água. Porém, com o uso mais intensivo do
petróleo, estes lubrificantes passaram a ter papel secundário do ponto de vista industrial.
As formas mais comuns de lubrificantes para equipamentos mecânicos são os
lubrificantes fluidos, as graxas e os lubrificantes sólidos. Entre os lubrificantes fluidos,
os mais encontrados na prática são os óleos minerais. Mesmo sendo os óleos
41

lubrificantes minerais os fluidos mais utilizados na lubrificação de engrenagens, as
graxas são muito usadas em sistemas que trabalham com baixa velocidade, pois nesta
condição os óleos não são capazes de formar um filme lubrificante com espessura
suficiente para proteger as superfícies do desgaste e promover a redução do atrito, o que
ocasiona diminuição da eficiência mecânica do engrenamento, além de em baixas
velocidades não haver a necessidade da ação refrigerante que os óleos possuem,
viabilizando assim o uso das graxas.
Os lubrificantes sólidos são utilizados em três principais aplicações, primeiro,
onde as condições de trabalho, como por exemplo a temperatura, são extremamente
altas a ponto de não ser possível a utilização de fluidos ou graxas. Outra aplicação é em
situações onde a geração de calor através do atrito é muito pequena, não necessitando
assim de remoção do calor gerado, por último, em casos onde se deseja aumentar a
capacidade de carga de engrenagens, uma vez que os lubrificantes sólidos formam uma
camada superficial capaz de suportar cargas mais altas que os lubrificantes líquidos.
Os óleos lubrificantes serão abordados mais especificamente neste trabalho
devido às características do objeto de estudo deste trabalho. Os óleos lubrificantes são
formados por um óleo básico com adição de aditivos, normalmente os aditivos são
fornecidos na forma de pacotes, que reúnem um conjunto deles.
2.4.1 - Óleos básicos
Os óleos básicos minerais são obtidos a partir de cortes obtidos na destilação a
vácuo do petróleo. Comumente esses cortes destilados são denominados em função de
sua viscosidade como: “Spindle”, Neutro Leve, Neutro Médio, Neutro Pesado e “Bright
42

Stock”, sendo que a viscosidade cresce do “Spindle” para o “Bright Stock”. Este último,
além do processo de fracionamento a vácuo, necessita de passar pelo processo de
desasfaltação a propano para sua obtenção.
Cada um dos cortes destilados e também o desasfaltado passa por outras etapas
de processamento nas quais se busca o enquadramento de suas propriedades, de acordo
com as especificações vigentes.
Na figura 2.32 é apresentado o processo de destilação fracionada de petróleo
para a obtenção de óleos lubrificantes.
Gás
Gasolina Spindle
Torr
e A
tmos
féric
a
Torr
e de
Vác
uo
Nafta Neutro Leve
Querosene Neutro Médio
Neutro PesadoÓleo Diesel
Resíduo Resíduo de Bright Stock
Figura 2.32 – Resumo do processo de refino dos óleos minerais.
Os óleos básicos com predominância parafínica são bastante utilizados em
formulações para motores, turbinas, engrenagens e sistemas hidraulicos, pois
apresentam naturalmente um elevado índice de viscosidade (IV). O índice de
viscosidade indica o quanto a viscosidade varia com a temperatura, alto IV significa
menor variação da viscosidade com a temperatura.
43

Os óleos de base sintética são empregados quando se necessita de alguma
propriedade não atendida pelo óleo básico mineral. As principais propriedades dos óleos
básicos sintéticos são: melhor estabilidade, menor toxidade, biodegradabilidade, boas
características a baixas temperaturas e alto índice de viscosidade.
Tais óleos são de custo bem mais elevado do que os óleos extraídos
simplesmente do refino do petróleo. Na figura 2.33 estão mostradas as estruturas
químicas de alguns óleos sintéticos encontrados comercialmente e suas principais
propriedades.
Diésteres (biodegradabilidade)
Poliol-ésteres (biodegradabilidade, alto IV)
Poli-alfa-olefina (estabilidade, baixa toxidade)
Poliglicol (solub. em H2O, biodegradabilidade)
Silicone (inerte)
Clorofluorcarbono
alquilbenzeno Éster fosfato (resistência a fogo)
Polifenil éter
Figura 2.33 – Estrutura químicas dos principais lubrificantes sintéticos [30].
44

Destes, o mais importante do ponto de vista de lubrificação industrial e
automotiva é a Poli-alfa-olefina, pois é a mais utilizada em formulações de óleos
sintéticos comerciais, devido as suas boas características de trabalho tanto em baixa
temperatura quanto em alta temperatura.
2.4.2 - Aditivos
Os aditivos são acrescentados aos óleos visando modificar ou conferir
determinadas propriedades aos lubrificantes e proteger o próprio lubrificante contra a
oxidação. Os aditivos mais importantes dos óleos de transmissão são: antidesgaste,
antioxidante, antiespumante, anticorrosivos, detergente-dispersante (ATF’s) e
modificadores de atrito [31].
Os aditivos antidesgaste agem principalmente quando a espessura de filme não é
suficiente para separar as superfícies, em contatos entre superfícies metálicas estes
aditivos são quimicamente adsorvidos e reagem com o metal da superfície, formando
uma camada capaz de se sofrer deformações plásticas e conseqüentemente promover
uma nova distribuição da carga aplicada [32].
O processo de adsorção química inicia-se com o aumento da temperatura local,
que rapidamente forma um filme sólido aderido à superfície que, além de ter
propriedades antidesgaste, também promove redução do atrito. Na figura 2.34 é
mostrado o processo geral de formação de filme antidesgaste.
45

F idesgaste
Temperatura
Fig
O
enxofre,
próprio e
oleofinas
utilizados
poder oca
umidade,
de fósfor
mais utili
O
evitar a
submetid
próximos
compone
se aglom
(ZnDTP)
ura 2.34 – Mecanismo de funcionamento dos adi
s aditivos antidesgaste e EP (extrema pressão) g
compostos clorados ou compostos de fósforo. En
nxofre elementar tem boas propriedades EP m
e polioleofinas sulfurizadas e os dissulfetos são
em aplicações industriais. Os compostos clor
sionar corrosão quando as condições de trabalh
alem de existirem restrições ambientais de uso d
o, em especial o ditiofosfato de zinco (ZnDTP)
zados, pois conferem boa estabilidade à oxidação
s aditivos antioxidantes servem para controlar
formação de borras e vernizes em função do
o [31]. Os produtos de oxidação apresentam, ini
aos dos óleos básicos e, com a continuidade
ntes oxigenados se polimerizam formando mater
erar e se depositar no interior do equipamento [2
também são excelentes aditivos antioxidante além
46
tivo
era
tre o
as
bon
ado
o sã
est
, sã
e b
o a
aqu
cial
do
iais
9].
d
i lme ant
s antidesgaste [32].
lmente são compostos de
s compostos de enxofre o
é corrosivo ao cobre. As
s exemplos de agentes EP
s têm a desvantagem de
o com alta temperatura e
es aditivos. Os compostos
o os aditivos antidesgaste
oa lubricidade aos óleos.
umento de viscosidade e
ecimento a que o óleo é
mente, pesos moleculares
processo de oxidação, os
mais viscosos que podem
Os ditiofosfatos de zinco
e antidesgaste e EP, sendo

o de maior uso atualmente, porém, seu emprego (em óleos para motor) vem sendo
restringido, pois o fósforo reduziria a eficiência e vida útil dos catalisadores de gases do
sistema de exaustão.
Os aditivos antiespumantes ou inibidores de espuma são importantes para evitar
que em decorrência da formação de espuma haja um aumento na área de contato com o
ar, elevando assim a tendência à oxidação do fluido lubrificante. A formação de espuma
é devida à agitação do óleo, que geralmente ocorre quando o óleo trabalha lubrificando
partes em movimento dos equipamentos, podendo, prejudicar a formação de filme
lubrificante, uma vez que a espuma (bolhas de ar) não lubrificam. O aditivo mais
utilizado é o polidimetilsiloxano.
Os aditivos anticorrosivos ou inibidores de corrosão e de ferrugem têm a função
de proteger partes metálicas do ataque corrosivo gerado pelos produtos de oxidação
existentes nos óleos lubrificantes. Seu princípio de funcionamento é simples, suas
moléculas polares aderem ao metal a ser protegido, formando um filme que possui, em
sua parte posterior, uma terminação hidrofóbica, ou seja, não permite que a superfície
metálica entre em contato com a água ou com peróxidos e outros produtos oxigenados.
Os aditivos detergentes e dispersantes atuam de forma a manter o sistema limpo,
os detergentes em especial evitam a formação de depósitos desprendendo os mesmos
das superfícies metálicas e solubilizando-os, enquanto os dispersantes possuem a
capacidade de evitar aglutinação das partículas de sujeira. Os dispersantes também
possuem a característica de promover a solubilização dos aditivos aos óleos básicos. As
Succinimidas são os dispersantes mais utilizados, embora alguns dispersantes
poliméricos atuem também como melhoradores de índice de viscosidade (MIV’s). Os
detergentes e dispersantes e as formulações de lubrificantes que utilizam tais aditivos
47

em sua composição, têm a capacidade de neutralizar produtos ácidos, por possuírem
uma reserva alcalina.
Geralmente, aditivos melhoradores de índice de viscosidade são utilizados em
formulações de óleos lubrificantes que serão empregados em condições com grandes
variações de temperatura, e que se deseje que o óleo tenha uma variação mínima da
viscosidade em função do aumento da temperatura. Esses aditivos teriam um
mecanismo de funcionamento baseado na diferença de solubilidade do polímero com a
temperatura. Em baixas temperaturas a solubilidade é baixa e a estrutura do polímero
adquire uma composição em novelos de pequenas dimensões que pouco influencia a
viscosidade do óleo. Em altas temperaturas, a solubilidade aumenta, os novelos se
abrem formando camadas de maior atrito, elevando a viscosidade a altas temperaturas,
comparativamente à mistura sem o aditivo.
Os aditivos modificadores de atrito atuam principalmente em temperaturas mais
altas de funcionamento, pois em baixas temperaturas a viscosidade dos óleos básicos é
preponderante na formação do filme lubrificante. São empregados como modificadores
de atrito compostos com cadeias longas como os ácidos graxos, por exemplo. Alguns
aditivos como os ditiofosfatos de molibdênio e os ditiocarbamatos de molibdênio
acumulam mais de uma propriedade aditiva, tais como, antioxidante, antidesgaste e
modificadora de atrito.
48

3 - Materiais e métodos
Há diferentes modos de definição de atrito adotados por diversos pesquisadores,
porém, a mais aceita é: o atrito é a resistência ao movimento relativo entre as superfícies
em contato. Algumas classificações de atrito são comumente utilizadas, tais como: atrito
seco, lubrificado, dinâmico, estático, viscoso, entre outros.
A primeira lei para o atrito foi proposta por Leonardo DeVinci (1452-1519). Ele
observou que a força de atrito Fat é proporcional a força normal P. Amontons (1663-
1705) em 1699, reportou para a Academia Francesa que Fat seria igual a P/3 e Fat seria
independente do tamanho da superfície em contato. Coulomb (1736-1806), um
engenheiro e físico francês, também descreveu o atrito como decorrente do contato
entre os picos de rugosidade dos corpos, sendo independente da área de contato. Ainda
hoje o atrito seco é quase universalmente conhecido como “Atrito de Couloumb”. O
coeficiente de atrito Cat é definido como a razão entre a força de atrito e a força normal.
Este valor (Fat/P) foi considerado razoavelmente constante para cada classe de
materiais, porém, na tecnologia moderna, Cat varia bastante com os parâmetros
operacionais, com o lubrificante utilizado e com as propriedades do filme que recobre as
superfícies em contato [33].
O conhecimento de como o coeficiente de atrito se comporta é algumas vezes de
primordial importância para o processo de fabricação de diversos produtos, como por
exemplo, ao se fabricar chapas metálicas pelo processo de laminação, o coeficiente de
atrito deve ser muito bem controlado, pois, a espessura, a largura e principalmente o
acabamento final da superfície são diretamente influenciados pelo atrito existente entre
os rolos de laminação e a chapa que está sendo produzida. Outros exemplos de produtos
que necessitam do prévio conhecimento do comportamento do atrito podem ser
49

encontrados nos diversos setores de produção, porém, o estudo do atrito é importante
também para as partes relacionadas com a segurança e a vida útil dos componentes que
necessitam do atrito para funcionar.
Devido à enorme variedade de condições operacionais nas quais os diversos
equipamentos existentes trabalham, é praticamente impossível estabelecer formulações
matemáticas que, de forma única, possam prever o atrito que ocorre nos mais variados
elementos de máquinas, portanto, é de fundamental importância o desenvolvimento de
métodos de investigação tribológica.
3.1 - Concepção inicial da máquina disco-disco
Com o intuito de investigar as propriedades tribológicas de sistemas que operem
em regime de lubrificação elastohidrodinâmico, foi concebida a máquina de ensaios
disco-disco do Laboratório de Metrologia da UFRJ em parceria com a Gerência de
Lubrificantes e Produtos Especiais do CENPES/PETROBRAS. A figura 3.1 apresenta a
imagem dos principais componentes da máquina.
Figura 3.1 – Máquina disco-disco do Laboratório de Metrologia da UFRJ.
50

Esta concepção de máquina permite que três tipos de geometria de contato sejam
estudados, o contato em linha, semi-elíptico e o totalmente elíptico. O contato em linha
geralmente é encontrado em engrenagens, mancais de deslizamento e em alguns tipos
de cames, já os contatos semi-elíptico e totalmente elíptico são mais comumente
encontrados em mancais de esferas e em determinados tipos de cames e seguidores.
Quando se estuda o regime de lubrificação EHD algumas variáveis têm papel
fundamental no entendimento do fenômeno do contato, uma delas é a máxima pressão
de contato de Hertz. É comum encontrar autores que utilizam as geometrias semi-
elíptica e totalmente elíptica, para ensaios em condições EHD, devido ao fato de que
com baixa carga normal, é possível obter elevadas pressões de contato de Hertz,
enquanto para a geometria de linha de contato é necessária uma carga bem mais elevada
para atingir o mesmo patamar de pressões de Hertz.
O maior inconveniente da utilização da geometria de linha de contato é o fato de
que, sendo a força de atrito diretamente proporcional a força normal, quanto maior for a
força normal, maior será a força de atrito e, portanto, maior o torque necessário. Fica
evidente que esta configuração da bancada de teste tem de ser mais robusta para que o
contato em linha possa ser utilizado. Na figura 3.2 são mostradas as três possibilidades
de contato de Hertz na máquina disco-disco.
(a) (b) (c)
Figura 3.2 – Representação dos contatos de Hertz
(a) linha, (b) semi-elíptico e (c) totalmente elíptico [13].
51

Cada um dos dois discos é acionado independentemente do outro, sendo que o
acionamento de cada eixo é feito separadamente por um motor/redutor e um inversor de
freqüência próprio. A escolha deste acionamento independente torna a máquina muito
versátil do ponto de vista da possibilidade de alteração dos parâmetros operacionais.
Assim, a máquina disco-disco do Laboratório de metrologia da UFRJ pode simular um
grande número de condições de trabalho de elementos de máquinas que operem em
regime EHD.
Esta configuração permite obter quatro possibilidades diferentes de trabalho, de
acordo com o sentido e a magnitude das velocidades dos discos, são elas: rolamento
puro, deslizamento e rolamento, deslizamento reverso e deslizamento puro. Na figura
3.3 são mostradas estas configurações.
(a) (d) (c) (b)
Figura 3.3 – Configurações de testes: (a) rolamento puro, (b) deslizamento e rolamento,
(c) deslizamento reverso e (d) deslizamento puro [13].
No rolamento puro as velocidades dos dois discos são iguais em sentido e
magnitude, na condição de deslizamento e rolamento as velocidades têm mesmo
sentido, porém valores diferentes, já na condição de deslizamento reverso o sentido das
velocidades é diferente, no caso de deslizamento puro somente um dos discos é que está
girando.
A condição de rolamento puro não exige um grande esforço dos motores e
inversores, porém, a condição de deslizamento e rolamento faz com que um dos
motores trabalhe como gerador, fazendo assim um retorno de corrente elétrica ao seu
52

inversor, que por sua vez, transforma esta corrente em calor através de um resistor de
frenagem. Na condição de deslizamento reverso, os dois motores trabalham
intensivamente para promover esta condição de elevado deslizamento entre os discos. Já
o deslizamento puro pode ser conseguido travando-se um dos eixos da máquina.
Inicialmente o projeto da máquina disco-disco do Laboratório de Metrologia da
UFRJ previu a utilização da máquina para cargas de até 100.000N. Para que fosse
possível a aplicação de cargas tão elevadas, foi adquirida uma unidade hidráulica capaz
de produzir pressões de até 250bar, que combinada com um atuador de diâmetro 80mm,
torna possível a obtenção de tal patamar de força. Um modelo bastante compacto de
unidade hidráulica foi especificada e instalada na bancada de testes, promovendo assim
uma considerável economia de espaço no equipamento. Esta unidade hidráulica utiliza
um motor elétrico de 3,7kW acionando uma bomba de engrenagens.
A força desenvolvida pelo cilindro hidráulico atua no suporte dos mancais do
disco 1, pressionando o mesmo contra o disco 2 que é montado no eixo 2, que tem sua
mancalização rigidamente fixa ao fundo da caixa de testes. O suporte dos mancais do
disco 1 é montado sobre uma guia linear do tipo rabo de andorinha para que seja
possível seu deslocamento no sentido de aplicação da carga. Na figura 3.4 é mostrada a
configuração da máquina disco-disco.
Figura 3.4 - Esquema da máquina de Discos do Laboratório de Metrologia da UFRJ.
53

Toda a caixa de testes e seus componentes internos, depois de fabricados,
receberam o tratamento de Níquel Químico, para que não sofresse oxidação e
conseqüentemente não houvesse contaminação do fluido de teste.
Os motores que acionam a máquina são de 5,5kW cada e as redutoras tinham
inicialmente a relação de redução de 1:15. Entre as redutoras e o eixo onde os discos são
montados existem dois torquímetros com capacidade de medir torques de até 500Nm.
Tendo em vista a necessidade de medição da força de contato entre os discos foi
instalada uma célula de carga com capacidade para até 100.000N entre o cilindro
hidráulico e a base dos mancais do disco 1. Encoders de 720 pulsos/rotação medem a
velocidade dos eixos a cada instante do ensaio. Para garantir uma boa medição da
temperatura do banho de lubrificante, um termo-resistor do tipo PT-100 foi instalado
próximo à zona de lubrificação.
3.2 - Metodologia para ajuste dos parâmetros de ensaio FZG
Algumas considerações devem ser feitas para ajustar os parâmetros operacionais
a fim de simular o contato entre engrenagens utilizando uma máquina de discos. Glodež
et al. [34], para simular computacionalmente o desgaste por “pitting”, utiliza um
modelo de contato para os dentes de engrenagens, desconsiderando a variação do raio
de curvatura. Ao utilizar este tipo de modelo para o contato de engrenagens, três fatores
variam durante o engrenamento: a força, a velocidade e o raio de curvatura. Já nos
discos, a força, a velocidade e o raio de curvatura são constantes, tornando necessário o
estabelecimento de critérios para que estes fatores não gerem um desvio muito elevado
54

nos resultados experimentais. Na figura 3.5 é mostrada a equivalência utilizada por
Glodež et al.
Figura 3.5 – Modelo de contato proposto por Glodež et al. [34].
Os parâmetros escolhidos para tornar similar o contato entre as engrenagens e o
contato dos discos foram: a espessura de filme, a pressão de contato de Hertz e a taxa
entre deslizamento e rolamento na máquina de discos. Porém, como visto anteriormente,
estes fatores variam ao longo do engrenamento. Buscou-se assim uma metodologia de
cálculo das velocidades dos discos que representem razoavelmente bem os fenômenos
que ocorrem no contato entre engrenagens, uma vez que na prática é impossível variar
as velocidades dos discos com a freqüência existente no engrenamento.
Para o estudo de como varia a espessura de filme com os parâmetros
operacionais, foi utilizada a fórmula de Dowson-Higginson, pois é a equação mais
aceita e utilizada por diversos pesquisadores.
H = 2,65 G0,54 V0,7 W-0,13 (2.5)
55

Trabalhando algebricamente a fórmula de Dowson-Higginson para obter a
influência do raio de curvatura, da velocidade de rolamento e da carga por unidade de
comprimento na espessura de filme, teremos que:
h0 / R’ = 2,65 (α E’)0,54 (µ0U / E’R’)0,7 (w / E’R’)-0,13 (3.1)
h0 = 2,65 α0,54 [ E’](0,54-0,7+0,13) µ00,7
[U]0,7 [R’](1-0,7+0,13) [w] -0,13 (3.2)
Como o material de fabricação dos discos é o mesmo utilizado na fabricação das
engrenagens e o lubrificante utilizado também é o mesmo, a influência de α, E’ e µ0
podem ser desconsiderados, tornando a espessura mínima de filme h0 proporcional
somente a R’, U e w.
h0 ~ R′ 0,43 U0,7 w -0,13 (3.3)
O valor de R’ para as engrenagens já foi determinado no capítulo anterior e vale
R’eng igual a 8,4 mm. Para a máquina de discos temos que os raios dos dois discos são
de 67,5 mm, portanto R’disc igual a 33,75 mm.
A velocidade de rolamento das engrenagens também foi calculada no capítulo
anterior e vale Urol-eng = 3,15m/s , a carga por unidade de largura das engrenagens e dos
discos está na tabela 3.1, sendo que a largura das engrenagens é de 20mm e a largura de
contato dos discos é de 10mm.
56

Tabela 3.1 – Relação entre a carga especifica do FZG e da máquina de discos.
Estágio Força FZG [N]
w FZG [N/mm]
Força Discos [N]
w Discos [N/mm]
Relação wdisc /wFZG
1 99,0 4,95 - - - 2 407,0 20,35 - - - 3 1044 52,20 3000 300 5,75 4 1800 90,00 5000 500 5,56 5 2786 139,30 7500 750 5,38 6 4007 200,35 11000 1100 5,49 7 5435 271,75 14000 1400 5,15 8 7080 354,00 19000 1900 5,37 9 8949 447,45 25000 2500 5,59 10 11029 551,45 30000 3000 5,44 11 13312 665,60 36000 3600 5,41 12 15826 791,30 43000 4300 5,43
Média 5,5
Considerando que a carga por unidade de largura do disco, wdisc, seja 5,5 vezes
maior que a do FZG, wFZG, que por comodidade será designado simplesmente por w,
podemos utilizar a relação de proporcionalidade obtida da equação de Dowson-
Higginson para calcular a velocidade de rolamento que deverá ser utilizada nos discos
para que tenhamos uma espessura de filme igual nos 12 estágios, conforme equação 3.4.
R′eng 0,43 Urol-eng
0,7 weng -0,13 = R′ disc0,43 Urol-disc
0,7 wdisc -0,13 (3.4)
(8,4) 0,43 (3,15)0,7 (weng) -0,13 = (33,75)0,43 Urol-disc0,7 (5,5weng)-0,13 (3.5)
Resultando em Urol-disc = 1,78m/s. Além da proporcionalidade da espessura de
filme, outra característica importante a ser correlacionada é a taxa de deslizamento por
rolamento, uma vez que esta está diretamente ligada ao desgaste que ocorre nas
superfícies em contato. Para o cálculo da taxa de deslizamento por rolamento S, será
necessário calcular a velocidade de deslizamento para as engrenagens do FZG.
57

Para o cálculo da velocidade de deslizamento será utilizada uma média do
produto entre P e Udesl, calculado do engrenamento do FZG. O produto P Udesl relaciona
a carga que atua nas superfícies com a velocidade relativa entre as mesmas, portanto, é
um bom índice para ser utilizado, pois sabemos que num engrenamento, tanto a carga
quanto a velocidade de deslizamento variam ao longo da reta de ação. Na figura 2.30 foi
mostrado como a carga e a velocidade de deslizamento variam no engrenamento do
FZG.
Fazendo a multiplicação ponto a ponto do gráfico de P e Udesl teremos como o
produto P x Udesl varia ao longo do engrenamento. Na figura 3.6 é mostrado o resultado
da multiplicação ponto a ponto.
P x Udesl
3,06 P
2,05 P
1,53 P 1,35 P
3,7 14,7 18 mm 0
Figura 3.6
Como não se pode vari
na máquina Disco-Disco, op
constante, tal que o produto
utilizada fosse equivalente à m
x Udesl pode ser calculada divid
o gráfico da figura 3.7 foi divi
Comprimento da reta de ação [mm]
– Gráfico do produto PUdesl no FZG.
ar continuamente a velocidade de deslizamento e a carga
tou-se por selecionar uma velocidade de deslizamento
entre a força normal e a velocidade de deslizamento
édia da curva P x Udesl da figura 3.7. A média da curva P
indo a área sob a curva pelo valor da abscissa, para tanto,
dido em três partes conforme figura 3.7.
58

As á
Udesl-eng = 1
engrenagen
as velocidad
Tabela 3.2 –
Disco/VelDiscoDisco
Para
discos tinha
mesmos é in
P x Udesl
Comprimento da reta de ação [mm]
Figura 3.7 – Gráfico do produto P x Udesl para o FZG.
reas 1, 2 e 3 da figura 3.7 foram calculadas em função da carga P, portanto,
,43 m/s. Sendo S a taxa de deslizamento por rolamento, temos que para as
s do FZG o valor de S será Udesl / Urol = 0,45. A partir de S e Urol-disc, temos
es dos discos, conforme tabela 3.2.
Velocidades para os discos.
ocidade Velocidade [m/s] Velocidade [rad/s] Velocidade [RPM] 1 2,18 32 305 2 1,38 20 191
o cálculo das velocidades em rad/s e em RPM, foi considerado que os
m diâmetro de 135mm, uma vez que a diferença encontrada na medição dos
significante nos cálculos.
59

3.3 - Modificações realizadas na máquina disco-disco
Para que a máquina disco-disco do Laboratório de Metrologia da UFRJ pudesse
ser utilizada para simular os ensaios em máquinas de engrenagens FZG, foram
necessárias algumas modificações, entre elas a troca das redutoras, a troca do cilindro
hidráulico e a implementação de um sistema de controle da temperatura do banho.
O cilindro hidráulico inicialmente utilizado tem o diâmetro do êmbolo de 80mm
e é capaz de atingir forças da ordem de 100kN, forças tão elevadas são necessárias
quando se deseja estudar o contato com elevadas pressões de Hertz, utilizando a
geometria de linha de contato. Porém, para simular o contato existente entre os dentes
das engrenagens do ensaio FZG, foi escolhida uma largura de contato de 10mm para os
discos, sendo a força máxima necessária para atingir o estágio 12 de 43kN, conforme
tabela 3.3. O sistema hidráulico apresenta dificuldade no controle da força utilizando-se
pressões inferiores à 15bar. As mudanças de estágio com pequena diferença entre as
pressões menores que 10bar também são de difícil execução. Portanto, era necessário
distribuir os 250bar do sistema hidráulico entre os 12 estágios do FZG para que um
controle mais apurado da força aplicada pelo atuador pudesse ser feito.
Utilizando o valor de 43kN como força máxima necessária no atuador e uma
pressão máxima de 220bar (22Mpa) no sistema hidráulico, para não sobrecarregar o
sistema e, em caso de necessidade, ter uma margem de segurança, pode-se calcular qual
o diâmetro ideal de cilindro para este caso. Com a equação 3.6 pode-se calcular área do
êmbolo do cilindro.
A = F / P (3.6)
60

Onde A é a área em mm2, F é a força em N e P é a pressão em MPa, resultando
em A igual a 1955mm2.
Consultando o catálogo do fabricante do sistema hidráulico foi encontrado um
atuador de diâmetro do êmbolo de 50mm, ou seja, com um diâmetro que corresponde a
uma área de 1963mm2. Na tabela 3.3 são mostradas as pressões necessárias ao cilindro
de 50mm para cada estágio do ensaio.
Tabela 3.3 – Forças e pressões em cada estágio de carga para a maquina de discos.
Estágio Força [kN] Pressão [Bar](*)
1 - - 2 - - 3 3 15 4 5 25 5 7,5 40 6 11 55 7 14 75 8 19 100 9 25 125 10 30 155 11 36 185 12 43 220
(*) Pressões abaixo de 15bar não são passíveis de controle.
Utilizando as redutoras com relação de transmissão 1:15, seria necessário ter
rotações em torno de 4.500RPM no disco 1, o que no inversor de freqüência
representaria 150Hz para atingir a velocidade de aproximadamente 300RPM necessárias
ao ensaio. A principio as redutoras com relação de transmissão de 1:7,5 seriam ideais
para os ensaios em questão, uma vez que, para atingir 300RPM seriam necessárias
2250RPM, o que representa 75Hz no inversor de freqüência.
Sabendo que no estagio 12 do ensaio a força normal a ser aplicada nos discos é
de 43kN, considerando um coeficiente de atrito é igual a 0,1 e que os discos têm
diâmetro igual à 135mm, a equação 3.7 fornece o torque necessário ao ensaio.
61

Torq = Cat P R (3.7)
Necessitando de Torq ≅ 290Nm. Os motores de 5,5kW apresentam um torque
máximo de 29Nm, segundo seu fabricante, portanto, utilizando as redutoras de relação
1:7,5 só seria possível atingir torques entorno de 220Nm, não satisfazendo assim a
exigência de 290Nm. A solução então foi utilizar redutoras com relação de transmissão
1:10, o que faz o motor que aciona o eixo 1 trabalhar a 3.000RPM e aproximadamente
100Hz no inversor de freqüência. Apesar desta velocidade de trabalho ser maior que
velocidade nominal dos motores, a perda de torque a isso relacionada não foi suficiente
para inviabilizar o trabalho.
Uma pequena modificação no posicionamento dos encoders foi feita com o
objetivo de obter diretamente o valor da rotação dos eixos de acionamento dos discos.
Os encoders foram remanejados da parte posterior dos motores para o eixo de saída das
redutoras, que são os eixos que diretamente acionam os discos. Na figura 3.8 é mostrada
a configuração atual do sistema de medição de rotação.
Figura 3.8 – Encoders no eixo de saída dos redutores
62

Para tornar a máquina mais versátil do ponto de vista tribológico, foi
implementado um sistema de controle da temperatura do banho. Isto possibilita que
diversos novos testes possam ser realizados na máquina disco-disco, visando o estudo
do comportamento reológico dos óleos lubrificantes em diversas situações de trabalho.
O sistema de aquecimento é bem simples, consiste de uma resistência elétrica de
1.000W controlada por um termostato, este termostato é provido de um bulbo de gás
que é o sensor do dispositivo. Embora o banho de óleo lubrificante apresente uma boa
homogenização da temperatura devido ao movimento rotativo dos discos, o bulbo de
gás foi posicionado próximo à região de entrada da zona de contato entre os discos. Este
sistema apresenta a possibilidade de controle do aquecimento desde a temperatura
ambiente até 120ºC, com uma variação de aproximadamente 3ºC dentro do banho.
A resistência de aquecimento foi inserida bem abaixo do disco 2, próximo ao
fundo da caixa de testes, seu formato foi escolhido de forma a aproveitar ao máximo o
restrito espaço disponível. Na figura 3.9 são mostrados a resistência e o sensor do
termostato.
Sensor de temperatura
Resistência de aquecimento
Figura 3.9 – Resistência e sensor do termostato.
63

3.4 - Procedimentos de simulação dos ensaios FZG
O procedimento de ensaio desenvolvido tem como objetivo possibilitar realizar
ensaios na máquina disco-disco que simulem o desgaste que ocorre nos flancos dos
dentes de engrenagens do teste FZG, levando em conta considerações a respeito dos
parâmetros operacionais. Considerando também outras variáveis que podem influenciar
nos resultados, tais como, o material dos discos, o tratamento térmico utilizado, o
acabamento superficial, os lubrificantes ensaiados e a limpeza da câmara de testes que
serão abordadas nos tópicos a seguir.
A obtenção do estágio de falha na máquina de discos é feita de forma
automática, uma vez que atingido um desgaste acentuado dos corpos de prova, o atrito
entre as superfícies aumenta vertiginosamente, refletindo diretamente no torque medido.
Ao se alcançar um nível elevado do torque requerido, o sistema de acionamento
desarma parando de manter a taxa de deslizamento nominal do ensaio, passando então a
haver rolamento puro entre os discos.
3.4.1 - Qualificação dos óleos
Cinco óleos lubrificantes foram utilizados nos ensaios, dois deles são óleos de
referência para as máquinas de ensaio FZG o RL133 e o RL144, os outros três são óleos
comerciais, ora denominados simplesmente como ENG, HID e TURB.
Os óleos RL133 e RL144 são óleos de referência utilizados para controle de
resultados das máquinas FZG, e são fornecidos prontos para utilização, portanto, não se
sabe que óleo básico e nem que pacote de aditivos são utilizados nos mesmos. Os únicos
64

dados que se recebe juntamente com tais óleos, são os estágios que cada um deve
suportar ao serem ensaiados em máquinas de testes FZG. Na tabela 3.4 são mostradas as
propriedades físicas destes óleos.
Tabela 3.4 – Propriedades físico-químicas.
Propriedade \ Óleo RL 133 RL 144 Densidade (g/cm3) 0,8914 0,8719 Viscosidade à 40°C (cSt) 103,20 49,71 Viscosidade à 100°C (cSt) 13,750 7,148 Índice de Viscosidade 134 101
O óleo ENG é um óleo lubrificante formulado para uso em engrenagens e
redutores industriais em serviços severos sob cargas elevadas, não é corrosivo ao cobre
e suas ligas, é isento de chumbo e de outros agentes tóxicos.
O óleo HID é recomendado para sistemas hidráulicos que operem em condições
severas de pressão e temperatura. É formulado com óleos básicos parafínicos que
possuem natural resistência à oxidação, boa demulsibilidade e boa liberação de ar. É
especialmente recomendado para uso em sistemas hidráulicos de alta pressão, como
elevadores, equipamentos de mineração, máquinas de moldagem e injeção de plástico,
prensas e maquinas operatrizes. Pode também ser utilizado em sistemas hidráulicos
automotivos, como os de máquinas agrícolas, tratores e escavadeiras.
Já o óleo TUR é para uso em turbinas, sistemas circulatórios e hidráulicos em
serviços leves. Também é formulado com óleos básicos parafínicos que lhes confere
boa resistência à oxidação e boa demulsibilidade. É recomendado para turbinas a vapor
e hidráulicas, e também para prensas e elevadores em serviços leves, além de motores
lubrificados a óleo e mancais simples. Na tabela 3.5 estão algumas propriedades físicas
dos três óleos fornecidos pela Petrobrás.
65

Tabela 3.5 – Propriedades físicas dos óleos ENG, HID e TUR. Propriedade \ Óleo ENG HID TUR Densidade (g/cm3) 0,887 0,875 0,873 Viscosidade à 40°C (cSt) 70,36 66,11 63,20 Viscosidade à 100°C (cSt) 8,752 8,750 8,512 Índice de Viscosidade 96 105 105 Ponto de Fluidez(1) (ºC) -9 -18 -15 Ponto de Fulgor(1) (ºC) 236 260 258
(1)Análises típicas, valores de referência.
Os aditivos presentes em cada um dos três óleos acima estão resumidos na tabela
3.6, onde é possível perceber a diferença de uma formulação para a outra, uma vez que
são produzidos utilizando o mesmo óleo básico parafínico.
Tabela 3.6 – Aditivos dos óleos ENG, HID e TUR. Aditivo ENG HID TUR Extrema pressão X X Antidesgaste X X Antiferrugem X X X Antioxidante X X X Antiespumante X X X Abaixador do ponto de fluidez X X X
Os três óleos apresentam uma quantidade mínima de aditivos comuns aos três,
composta pelos aditivos antiferrugem, antioxidante, antiespumante e abaixador do ponto
de fluidez. A diferenciação básica que se faz dos óleos está na utilização ou não dos
aditivos antidesgaste e extrema pressão.
66

3.4.2 - Qualificação da superfície e do material
O material utilizado para a fabricação dos corpos de prova foi o aço 20MnCr5,
aço este utilizado na fabricação das engrenagens do FZG. Este material é recomendado
para a fabricação de engrenagens, pois pode receber o tratamento térmico de
cementação, muito utilizado na prática para promover um aumento na dureza superficial
dos dentes das engrenagens, mantendo seu núcleo dúctil.
Os discos são inicialmente pré-usinados, sendo que nesta fase do processo de
fabricação é deixada uma camada de sobremetal, a ser retirada pelo processo de
retificação que promove o acabamento superficial desejado. Após a pré-usinagem, os
discos são submetidos à cementação para que sua dureza superficial seja de 60 a 62Hc.
Em 1991 Johnson e Spence [35] publicaram um trabalho onde afirmam que em
média os discos retificados circunferencialmente (método usual de retificação
cilíndrica) apresentaram 23% mais atrito que os discos retificados de forma transversal,
para um mesmo valor de rugosidade. Em 2003 Alanou et al. [36], mostraram a
importância do valor das rugosidades para a carga de “scuffing”, conduzindo seus
experimentos com discos retificados transversalmente e também com discos
superpolidos, fazendo assim uma comparação dos resultados obtidos em função do
acabamento superficial dos corpos de prova.
Portanto, é necessário que os discos de prova usados para simular o ensaio FZG
tenham a rugosidade superficial dentro da mesma faixa permitida às engrenagens
padrão, e o sentido de retificação também deve ser o mesmo. Para tanto, foi necessário
desenvolver um método de retificação onde a direção das rugosidades fosse transversal,
e não longitudinal à direção do deslizamento. Uma afiadora de ferramentas do
67

Laboratório de Tecnologia Mecânica da UFRJ foi adaptada para este trabalho, nas
figuras 3.10 e 3.11 são mostradas a afiadora e a retificação de um disco.
Figura 3.10 – Afiadora utilizada na
retificação transversal. Figura 3.11 – Retificação dos
discos de prova.
A retificação feita desta forma faz com que a direção dos sulcos de rugosidade
provenientes do processo de fabricação seja a mesma encontrada nos dentes de
engrenagens. Após a retificação, as rugosidades dos discos foram medidas utilizando
um rugosímetro marca Surtronic, este equipamento fornece a rugosidade “Ra”, que é a
média aritmética do perfil de rugosidade em relação à linha média.
A metodologia de medida da rugosidade é bem simples: basta selecionar a escala
do instrumento para um dos valores de fundo de escala do mostrador e realizar a
medida. Caso o ponteiro do mostrador fique próximo do zero, isto indica que o fundo de
escala selecionado está alto para esta medida, caso o ponteiro do mostrador vá até o
fundo de escala, isto significa que a medida da rugosidade é maior que o valor ajustado
como fundo de escala.
Para se ter uma noção da diferença de rugosidade de um par de discos para
outro, foi utilizado o parâmetro σ de composição das rugosidades. As medidas de
rugosidade dos discos podem variar conforme a posição onde a medida é feita, porém,
as medidas devem manter uma coerência umas com as outras, não sendo admissível
uma discrepância nos resultados. Para minimizar as diferenças entre valores das
68

medidas, tomados em regiões distintas dos discos, foram feitas três medidas de
rugosidade para cada disco, sendo que tais medições foram feitas a aproximadamente
120º umas das outras. Foi considerado como valor da rugosidade a media aritmética
destas três medidas. Na tabelas 3.7 estão as medidas e médias das rugosidades dos
discos novos utilizados nos ensaios.
Tabela 3.7 – Rugosidade dos discos novos.
Óleo Utilização Disco Ra1 Ra2 Ra3 Média σ 1 0,52 0,47 0,52 0,50 1ª Repetição2 0,53 0,48 0,55 0,52
0,72
3 0,55 0,55 0,50 0,53 RL133
2ª Repetição4 0,60 0,62 0,58 0,60
0,80
5 0,50 0,55 0,55 0,53 1ª Repetição6 0,60 0,50 0,50 0,53
0,75
7 0,52 0,55 0,54 0,54 RL144
2ª Repetição8 0,50 0,53 0,53 0,52
0,75
9 0,58 0,52 0,53 0,54 1ª Repetição10 0,48 0,55 0,48 0,50
0,74
11 0,55 0,58 0,57 0,57 ENG
2ª Repetição12 0,47 0,50 0,48 0,48
0,74
13 0,60 0,57 0,53 0,57 1ª Repetição14 0,57 0,52 0,55 0,55
0,79
15 0,60 0,50 0,55 0,55 HID
2ª Repetição16 0,50 0,53 0,55 0,53
0,76
17 0,50 0,55 0,50 0,52 1ª Repetição18 0,45 0,40 0,43 0,43
0,67
19 0,58 0,56 0,52 0,55 TUR
2ª Repetição20 0,35 0,40 0,38 0,38
0,67
Após a primeira seqüência de testes, onde cada óleo foi testado duas vezes
utilizando um novo par de discos, todos os discos foram retificados, sendo que, os
discos utilizados na segunda repetição, além de retificados também passaram por um
processo de polimento grosseiro, visando somente diminuir levemente o valor da
69

rugosidade dos mesmos. Na tabela 3.8 estão os resultados da rugosidade dos discos
reutilizados.
Tabela 3.8 – Rugosidade dos discos reutilizados.
Óleo Acabamento Disco Ra1 Ra2 Ra3 Média σ 1 0,42 0,45 0,43 0,43 Retificado 2 0,55 0,50 0,53 0,53
0,68
3 0,33 0,35 0,32 0,33 RL133
Polido 4 0,28 0,25 0,28 0,27
0,43
5 0,38 0,42 0,40 0,40 Retificado 6 0,50 0,45 0,50 0,48
0,63
7 0,32 0,25 0,28 0,28 RL144
Polido 8 0,25 0,30 0,25 0,27
0,39
9 0,45 0,45 0,50 0,47 Retificado 10 0,38 0,33 0,35 0,35
0,59
11 0,30 0,35 0,30 0,32 ENG
Polido 12 0,25 0,25 0,30 0,27
0,41
13 0,52 0,55 0,52 0,53 Retificado 14 0,35 0,45 0,45 0,42
0,67
15 0,25 0,25 0,30 0,27 HID
Polido 16 0,30 0,25 0,30 0,28
0,39
17 0,50 0,50 0,45 0,48 Retificado 18 0,38 0,45 0,42 0,42
0,64
19 0,30 0,30 0,25 0,28 TUR
Polido 20 0,32 0,35 0,30 0,32
0,43
O objetivo de tal procedimento é investigar a possibilidade de reutilização dos
discos, além da influência de uma pequena variação da rugosidade nos resultados.
Analisando o parâmetro σ dos discos reutilizados, percebe-se que existe uma
diferença significativa entre os pares somente retificados e os polidos, embora o
processo de polimento não seja exatamente o comumente utilizado, onde se conseguem
rugosidades muito menores.
70

3.4.3 - Montagem, limpeza e troca dos discos e fluido
O projeto da máquina disco-disco do Laboratório de Metrologia da UFRJ torna
simples a substituição dos discos, uma vez que o diâmetro interno dos discos é maior
que o diâmetro externo dos mancais de rolamento utilizados. Por isso, não é necessário
sacar os rolamentos dos eixos a cada troca dos discos de prova. As caixas dos mancais
são bipartidas, facilitando assim a retirada dos eixos para a troca dos discos. Os
acoplamentos dos eixos onde os discos são montados com os eixos de acionamento são
feitos através de uma junta Oldham que, além de possibilitar o trabalho com
desalinhamentos entre eixos de até 10mm, proporciona facilidade de montagem e
desmontagem uma vez que é somente encaixada entre os eixos.
Dos sensores da máquina, somente o termoresistor é removido durante o
processo de montagem e desmontagem, pois o mesmo fica localizado na tampa da caixa
de testes.
A remoção do óleo ensaiado é feita através de um furo no fundo da caixa de
testes, que possui válvula e mangueira para a condução do óleo até um reservatório
apropriado. A limpeza dos discos, dos eixos, dos mancais e da caixa de testes é feita
utilizando o solvente n-heptano e, após o processo de limpeza, a caixa de testes e todos
os componentes internos passam por um processo de lavagem onde parte do fluido a ser
testado posteriormente é utilizado para remover os resíduos de solvente provenientes da
limpeza. Esta parcela de fluido utilizado para a lavagem é descartada e então a caixa é
abastecida com o óleo que se deseja ensaiar.
71

3.5 - Ajuste dos parâmetros para as curvas de coeficiente de tração
Neste trabalho, as curvas de coeficiente de tração dos óleos ensaiados foram
levantadas utilizando duas temperaturas distintas 40ºC e 90ºC. Portanto, os parâmetros
operacionais foram ajustados para que nestas temperaturas existissem uma espessura de
filme suficiente separando os discos, de forma a garantir que os valores medidos fossem
referentes somente à tração nos óleos, e não do contato entre as superfícies. Para tanto,
foi atribuído que o parâmetro Λ deve ser necessariamente maior que 3, garantindo assim
uma espessura de filme maior do que os picos de rugosidade.
A largura da pista de contato dos discos utilizados para o levantamento das
curvas de tração é de 5mm, sendo a rugosidade Rq dos mesmos 0,008µm e 0,021µm.
Utilizando a definição de composição de rugosidade podemos calcular o valor de σ.
σ = (Rq12 + Rq2
2)1/2 (3.8)
Resultando em σ = 0,022µm. As pressões de contato de Hertz escolhidas para os
ensaios foram 0,8GPa, 1,0GPa e 1,2GPa. Para tanto, foram necessárias cargas de
3.000N, 5.000N e 7.000N respectivamente. As viscosidades dos óleos foram medidas
para 40ºC e 100ºC, com isso é possível determinar suas viscosidades à 90ºC, utilizando
equações 2.7. Através da equação 3.9, a densidade pode ser corrigida para a temperatura
de ensaio.
ρ(T) = ρ(20) – 0,00066(T - 20) (3.9)
72

Tabela 3.9 – Densidade à 90ºC dos óleos ensaiados. Óleo ρ à 20ºC [g/ml] ρ à 90ºC [g/ml] RL133 0,891 0,845 RL144 0,872 0,826 ENG 0,887 0,841 HID 0,875 0,829 TUR 0,873 0,827
Com o uso da equação 2.7 são calculadas as viscosidades cinemáticas dos óleos
à 90ºC, que multiplicada pela densidade corrigida para a temperatura de 90ºC fornece a
viscosidade dinâmica à 90ºC, conforme tabela 3.10.
Tabela 3.10 – Viscosidades à 90ºC dos óleos ensaiados.
Óleo A B Visc. cin. [cSt] Visc. din. [cP=mPa.s] RL133 19,66 3,15 17,65 14,91 RL144 22,44 3,67 9,04 7,47 ENG 22,45 3,65 11,25 9,46 HID 21,96 3,57 11,18 9,27 TUR 21,97 3,58 10,86 8,98
Utilizando a equação de Dowson-Higginson 2.5, é possível estimar a espessura
mínima de filme para cada uma das cargas, sendo que a velocidade utilizada foi de
1,5m/s, os resultados são apresentados na tabela 3.11.
Tabela 3.11 – Espessura mínima de filme prevista à 90ºC e velocidade de 1,5m/s.
Óleo h0 (carga de 0,8GPa)[µm]
h0 (carga de 1,0GPa)[µm]
h0 (carga de 1,2GPa)[µm]
RL133 0,25 0,23 0,22 RL144 0,15 0,14 0,14 ENG 0,18 0,17 0,16 HID 0,18 0,17 0,16 TUR 0,17 0,16 0,16
A tabela 3.12 foi construída para 3 valores de carga para os 5 óleos avaliados. Os
parâmetros Λ foram calculados das espessuras mínimas h0 e da composição das
rugosidades σ.
73

Tabela 3.12 – Parâmetro Λ previsto para o ensaio de coeficiente de tração.
Óleo Λ (carga de 0,8GPa) Λ (carga de 1,0GPa) Λ (carga de 1,2GPa)RL133 11 11 10 RL144 7 7 6 ENG 8 8 7 HID 8 8 7 TUR 8 7 7
Analisando-se a tabela 3.12 é possível concluir que as cargas de 0,8GPa, 1,0GPa
e 1,2GPa de pressão de contato de Hertz são compatíveis com a velocidade de trabalho
e os fluidos utilizados, uma vez que o parâmetro Λ é sempre maior que 3 , garantindo
assim que haverá uma formação de filme lubrificante suficiente para separar as
superfícies durante a obtenção das curvas de tração.
3.6 - Controle e aquisição de dados
O controle e a aquisição de dados são realizados de forma independente na
máquina disco-disco do Laboratório de Metrologia da UFRJ, ou seja, nenhum controle
em malha fechada ou realimentação é feito, exceto no caso da temperatura que o próprio
termostato possui um sensor que controla o aquecimento conforme a resposta do sensor.
As variáveis controláveis são: as velocidades dos discos, a força no atuador hidráulico e
a temperatura do banho.
As velocidades dos discos são controladas através de inversores de freqüência
vetorial que mesmo sem a realimentação dos dados oferece um bom controle da
velocidade ou do torque, caso necessário. A força do atuador hidráulico é controlada
através da válvula reguladora de pressão da unidade hidráulica, já o avanço e o recuo do
cilindro é feito através de uma válvula direcional acionada por solenóides que são
comandados por uma chave seletora localizada no painel de controle abaixo dos
74

inversores de freqüência. No painel de controle também estão os disjuntores motor dos
motores de acionamento dos discos e do motor de acionamento do sistema hidráulico.
Na figura 3.12 são mostrados os inversores, os disjuntores, a chave seletora e os fusíveis
da máquina.
s
so
co
se
so
mo
fin
co
gá
bo
Inversore
uDisjuntores dos motores
Figura 3.12 – Painel de controle da máquina de discos [13
Os disjuntores motores têm a capacidade de proteger o si
brecargas de corrente quanto de sobrecargas de tensão, além de p
rrente máxima que se deseja limitar. Tanto a válvula direcional
letora têm três posições, sendo que, na posição central da chav
lenóides é acionado, fazendo com que a válvula direcional permane
las. O circuito hidráulico possui ainda duas válvulas reguladoras d
alidade de regular a velocidade do atuador tanto no avanço quanto no
O controle da temperatura é feito por um sistema simples
ntrolada por termostato, que por sua vez é controlado por um senso
s. O termostato fica localizado na parte frontal da caixa de testes ao
tões de emergência. Para garantir a segurança durante a operação d
75
Chave seletora
Disjuntor da nidade hidráulica
s
].
ste
erm
qu
e
ça
e
re
d
r d
la
o
Fusívei
ma tanto de
itir variar a
anto a chave
nenhum dos
centrada por
fluxo, com a
cuo.
e resistência
e bulbo com
do de um dos
equipamento,

foram instalados dois botões de emergência, um na parte frontal da máquina e outro na
parte posterior, próximo ao cilindro hidráulico.
Os botões de emergência, quando acionados, desligam os motores de
acionamento dos discos e fazem o recuo do cilindro hidráulico, garantindo assim que,
em caso de emergência, a carga seja retirada tão logo um dos botões seja acionado.
A aquisição de dados é feita utilizando uma placa da National Instruments
modelo NI-AT-MIO-16E-10, que possui resolução de 12 bits e freqüência máxima de
aquisição de 100 kHz. Juntamente com a placa é utilizado o software LabView, que
permite a visualização a cada instante de todos os canais utilizados. Na figura 3.13 é
mostrado esquematicamente o sistema de aquisição de dados.
Conversor D/A
Amplificador 1
Conversor D/A
Amplificador 2
Amplificador 3
Amplificador 4
Figura 3.13 – Representação esquemática da aquisição de dado
Na figura 3.14 está uma fotografia dos principais componentes do
aquisição de dados.
76
CPU
s.
sistema de

Amplificadores dos torquímetros e da célula de carga
Caixa de ligação
Amplificador do
termoresistor
Figura 3.14 – Sistema de aquisição de dados.
Cada um dos canais é alimentado por seu respectivo sensor, sendo que alguns
necessitam de amplificação e outros precisam ser convertidos de digitais para
analógicos. Para esta aplicação foram utilizados seis canais, sendo um para a
temperatura, um para a célula de carga, dois para os encoders e dois para os
torquímetros.
A aquisição da temperatura é feita utilizando um termoresistor do tipo PT-100,
que depois de amplificado seu sinal, fornece numa escala de 0 a 10 volts, as respectivas
temperaturas de 0 a 200ºC.
A célula de carga e os torquímetros são fabricados utilizando extensômetros
como elemento de medida, e possuem sinal de 2mV/V, que são amplificados de forma a
obter 10 volts como fundo de escala. A célula de carga tem capacidade de medir forças
de até 100.000N com resolução de 25N.
Os torquímetros são para medidas de no máximo 500Nm com resolução de
0,15Nm, sendo que, a velocidade máxima de operação é limitada em 2.000RPM pois o
sistema de escovas, que transfere os sinais dos extensômetros aos amplificadores,
apresenta elevado nível de ruído acima desta velocidade.
77

Os encoders são de 720 pulsos por revolução e têm a saída de sinal digital. Para
que fosse possível sua aquisição analógica e também para que fosse permitido o
controle da faixa de medida, foram utilizados dois conversores digital/analógico.
As saídas destes conversores D/A são em forma de corrente e não de tensão
como nos instrumentos anteriores. As saídas são de 0 a 20mA, o que adicionando-se
uma resistência de 500Ω com 0,5% de precisão, fornece uma escala de 0 a 10V à placa
de aquisição.
3.7 - Procedimentos de obtenção das curvas de coeficiente de tração
Os discos utilizados na obtenção das curvas de coeficiente de tração foram
fabricados em aço-rolamento SAE 52100 por ser um material utilizado em situações
onde são necessárias elevadas pressões de contato. Os discos após pré-usinados foram
tratados termicamente, retificados e polidos.
Para se levantar a curva de tração ajusta-se inicialmente a temperatura do banho,
que no caso foram feitas à 40ºC e 90ºC, após o aquecimento inicia-se a fase de ajuste
dos parâmetros operacionais. Primeiramente, os dois motores são ligados com
velocidades iguais promovendo uma condição de rolamento com velocidade de 1,5m/s
nos discos. Após ajustada a velocidade, é feito o ajuste da força do atuador, que neste
trabalho foram utilizadas 3.000N, 5.000N e 7.000N para a obtenção de 0,8GPa, 1,0GPa
e 1,2 GPa de pressão de contato de Hertz , respectivamente. Depois de escolhida uma
das cargas de ensaio, o sistema de aquisição de dados é ligado.
O programa de aquisição de dados desenvolvido por Matos [13], coleta os dados
dos sensores durante 60 segundos. Para tanto, é conveniente executar a rampa de
78

aceleração em no máximo 40 segundos, tempo é necessário para que o calor gerado no
cisalhamento do fluido não resulte em alterações das propriedades do fluido. A
aceleração de um dos discos deve ser feita até que se atinja aproximadamente 6% de
taxa de deslizamento por rolamento, permanecendo nesta taxa por alguns segundos, até
que o programa termine a coleta de dados.
79

4 - Resultados
O estudo dos cinco óleos já descritos foi feito utilizando-se quatro ensaios
distintos. Foram levantadas as curvas de tração e realizada uma simulação do ensaio
FZG na máquina de discos do Laboratório de Metrologia da UFRJ. Paralelamente foram
realizados os ensaios Four-Ball e FZG nas instalações da Gerência de Lubrificantes e
Produtos Especiais do CENPES-PETROBRAS.
Cada um dos ensaios apresenta características próprias, que permitem estudar
diferentes tribosistemas. Embora com características diferentes, é previsto que os
ensaios Four-Ball e FZG apresentem resultados qualitativamente semelhantes.
Utilizando-se os recursos disponíveis foram realizados ensaios para comparar os
resultados obtidos na máquina disco-disco com os resultados dos ensaios Four-Ball e
FZG.
4.1 - Curvas de coeficiente de tração
O conhecimento do coeficiente de tração é necessário em diversos casos. Por
exemplo, em transmissões CVT (transmissão continuamente variada) deseja-se que o
coeficiente de tração seja elevado, uma vez que é o atrito entre os elementos que
transmite a potência, já em um mancal de rolamento quanto menor for o coeficiente de
tração, menores serão as perdas por atrito. Os óleos ensaiados são formulados para
utilização em situações onde predominantemente os elementos a serem lubrificados
trabalham em regime EHD. Visando conhecer o comportamento dos lubrificantes a
temperaturas diferentes, foram levantadas as curvas de tração à 40ºC e 90ºC. Três
80

cargas distintas foram utilizadas, visando obter também a influência da elevação de
pressão de Hertz no contato. Na figura 4.1 está a curva de tração levantada para o óleo
RL 144 para a temperatura de 90ºC e pressão de contato de Hertz de 1,0 GPa.
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,00 0,01 0,02 0,03 0,04 0,05
Taxa de deslizamento por rolamento
Coe
ficie
nte
de T
raçã
o
Figura 4.1 – Curva de tração do óleo RL 144 à 90ºC e 1,0 GPa.
No eixo das abscissas é expressa a taxa de deslizamento por rolamento (Slide
Roll Ratio). No eixo das ordenadas expressa-se o coeficiente de tração medido
continuamente durante a aceleração de um dos discos. Como pode ser observado na
figura 4.1 ao se aumentar a taxa de deslizamento o coeficiente de tração aumenta
segundo uma relação linear. Quando a taxa de deslizamento atinge um valor de
aproximadamente 0,03 o coeficiente de tração atinge um patamar, a partir do qual não
apresenta mais crescimento, mantendo basicamente um valor constante em torno de
0,06.
Um pequeno decréscimo no coeficiente de tração após obtido o patamar
representativo do coeficiente de tração é descrito na literatura como proveniente da
influência térmica gerada pelo cisalhamento do fluido lubrificante.
81

Na figura 4.2 são apresentados os resultados do coeficiente de tração para o óleo
RL 144, obtidos para três cargas distintas e duas temperaturas diferentes, onde é
possível perceber uma tendência de aumento do coeficiente de tração com a carga
aplicada, já o aumento de temperatura reduz o coeficiente de tração para este óleo.
0,03
0,04
0,05
0,06
0,07
0,7 0,8 0,9 1 1,1 1,2 1,3Pressão de Hertz [MPa]
Coe
f. de
Tra
ção
40ºC90ºC
Figura 4.2 – Comportamento do coeficiente de tração do óleo RL144.
Porém, para o óleo RL133, o comportamento do coeficiente de tração é
completamente o oposto do anterior, uma vez que a tendência é de queda do coeficiente
de tração com a carga, e aumento com a elevação da temperatura. Na figura 4.3 é
mostrado o comportamento do óleo RL133.
0,03
0,04
0,05
0,06
0,07
0,7 0,8 0,9 1 1,1 1,2 1,3Pressão de Hertz [MPa]
Coe
f. de
Tra
ção
40ºC90ºC
Figura 4.3 – Comportamento do coeficiente de tração do óleo RL133.
82

Os resultados do óleo ENG são apresentados na figura 4.4, onde seu
comportamento em função da carga ou temperatura não pode ser analisado de forma
independente.
0,03
0,04
0,05
0,06
0,07
0,7 0,8 0,9 1 1,1 1,2 1,3Pressão de Hertz [MPa]
Coe
f. de
Tra
ção
40ºC90ºC
Figura 4.4 – Comportamento do coeficiente de tração do óleo ENG.
O mesmo desvio é observado no óleo HID, na figura 4.5 percebe-se que a
alteração do coeficiente de tração com a carga e a temperatura segue o mesmo padrão
do óleo ENG, diferindo somente em seus valores absolutos.
0,03
0,04
0,05
0,06
0,07
0,7 0,8 0,9 1 1,1 1,2 1,3Pressão de Hertz [MPa]
Coe
f. de
Tra
ção
40ºC90ºC
Figura 4.5 – Comportamento do coeficiente de tração do óleo HID.
83

Diferentemente dos últimos dois óleos, o TUR embora seja formulado com o
mesmo óleo básico, tem comportamento menos influenciado pela carga, mas o aumento
da temperatura faz com que seu coeficiente de tração diminua. Na figura 4.6 são
mostrados os resultados do TUR.
0,03
0,04
0,05
0,06
0,07
0,7 0,8 0,9 1 1,1 1,2 1,3Pressão de Hertz [MPa]
Coe
f. de
Tra
ção
40ºC90ºC
Figura 4.6 – Comportamento do coeficiente de tração do óleo TUR.
Separando em dois gráficos é possível analisar a influência da carga para os
cinco óleos ensaiados. Na figura 4.7 estão os resultados dos óleos à 40ºC.
0,03
0,04
0,05
0,06
0,07
0,7 0,8 0,9 1 1,1 1,2 1,3
Pressão de Hertz [MPa]
Coe
f. de
Tra
ção RL144
RL133ENGHIDTUR
Figura 4.7 – Variação dos coeficientes de tração à 40ºC
para diferentes pressões de Hertz.
84

No coeficiente de tração medido à 40ºC nota-se uma diferença considerável nos
resultados obtidos, tanto quantitativamente quanto qualitativamente. Na figura 4.8 estão
os resultados para os óleos medidos à temperatura de 90ºC.
0,03
0,04
0,05
0,06
0,07
0,7 0,8 0,9 1 1,1 1,2 1,3
Pressão de Hertz [MPa]
Coe
f. de
Tra
ção RL144
RL133ENGHIDTUR
Figura 4.8 – Variação dos coeficientes de tração à 90ºC
para diferentes pressões de Hertz.
Já os resultados obtidos a partir do levantamento das curvas à 90ºC, mostraram-
se mais próximos uns dos outros, embora ainda exista uma diferença considerável entre
os mesmos.
4.2 - Ensaio Four-Ball
Os ensaios Four-Ball realizados seguiram as orientações da norma ASTM
D2783 [23], foram medidas as cicatrizes das três esferas estacionárias para cada óleo
testado e os resultados estão na tabela 4.1. Todos os ensaios tiveram duração de 1 hora
sob carga de 40kg e 1200RPM.
85

Tabela 4.1 – Resultados do Four-Ball. Óleo RL 144 RL 133 ENG HID TUR
Diâmetro* [mm] 0,64 0,33 0,29 0,47 0,61 *Refere-se à média dos diâmetros das cicatrizes das três esferas estacionárias.
Os resultados mostraram que os óleos RL 144 e RL 133 têm capacidade de
proteção ao desgaste muito diferentes entre si, tornando-os uma boa referência para
comparação dos resultados. Os outros três óleos também tiveram resultados importantes
do ponto de vista da investigação tribológica, uma vez que apresentaram resultados
coerentes com o esperado. O óleo ENG teve o menor desgaste no ensaio Four-Ball
ficando próximo ao RL 133, o óleo TUR resultou em um desgaste próximo ao RL 144,
enquanto que o óleo HID teve resultado intermediário.
4.3 - Ensaio FZG
A norma ASTM D5182 [26] regulamenta os ensaios de engrenagens na máquina
FZG, e prevê 12 estágios de carga possíveis sendo que quanto maior for o estágio de
falha, mais severas podem ser as condições operacionais de utilização do lubrificante.
Na tabela 4.2 estão os resultados dos cinco óleos ensaiados.
Tabela 4.2 – Resultados do FZG.
Óleo RL 144 RL 133 ENG HID TUR Estágio 6 11 12 11 7
A partir da tabela 4.2 pode-se perceber que o óleo RL144 apresenta menor
resistência ao desgaste, enquanto que o óleo ENG suportou todas as cargas previstas
pela norma, sendo então considerado o mais indicado para utilização em operações onde
o filme lubrificante seja solicitado por elevadas pressões de Hertz.
86

4.4 - Simulação do FZG na máquina Disco-Disco.
A simulação de ensaios FZG utilizando uma máquina de discos torna viável
economicamente a realização de um número maior de testes, possibilitando assim o
desenvolvimento de uma gama de formulações ensaiadas.
A metodologia utilizada nestes ensaios tem caráter experimental, ou seja, não
substitui o ensaio FZG padrão, porém, oferece um caminho no sentido da investigação
tribológica uma vez que a máquina de discos utiliza um par de discos com mesmo
material e dureza superficial que as engrenagens do ensaio padronizado, porém com
custo de fabricação bem menor. Fazendo então com que os parâmetros operacionais
sejam equivalentes, é possível se ter uma idéia do resultado a ser obtido no ensaio
padronizado.
Os resultados completos de todos os ensaios de simulação do FZG utilizando a
máquina disco-disco estão nos anexos 01, 02 e 03.
4.4.1 - Resultados dos ensaios utilizando discos novos.
Conforme descrito no capítulo 3, foi desenvolvido um procedimento para que
utilizando a geometria de discos, pudessem ser realizados ensaios FZG na máquina de
discos. A curva do ensaio de simulação do FZG para o óleo ENG é mostrada na figura
4.9, neste gráfico os números logo acima da curva de força de carregamento
representam o estágio correspondente ao ensaio padronizado de engrenagens FZG do
tipo A.
87

0
5
10
15
20
25
30
35
40
45
0
Forç
a [k
N]
40
60
80
100
120
140
160
180
200
Torq
ue [N
m]
ForçaTorque
Figura 4.9
98
7
5
O ensaio
seja, o estágio 1
dinâmicas gera
fabricação e m
simulados são m
0
2
4
6
8
10
12
Está
gio
de F
alha
Figura
4
– Simu
come
2. As
das pe
ontage
ostrad
RL 1
1º ERep
4.10 –
2000
lação do
çou no
variaçõe
lo desa
m dos
os a seg
44
nsaioetição
Result
6
ensaio
estágio
s dos s
linhame
compo
uir.
RL 133
ados do
4000Temp
FZG
4 e co
inais d
nto e
nentes
EÓleo E
s estág
8
o [s]
na máq
nsegui
e força
excen
da m
NGnsaiad
ios de
8
6000
uina
u ati
e to
tricid
áqu
o
falha
10
de di
ngir o
rque
ade i
ina. O
HID
na si
11
800
scos pa
nível
são pro
ntrínse
s resu
mulaçã
12
00
20
ra o óleo ENG.
máximo do FZG, ou
venientes das forças
cos ao processo de
ltados dos ensaios
TUR
o do FZG.

O primeiro e segundo ensaio do óleo RL 144 mostraram uma diferença de um
estágio nos resultados, sendo que o esperado para este óleo é que a falha ocorresse no
estágio 6, porém esta divergência nos resultados não desqualifica o ensaio.
Nos resultados obtidos para o óleo RL 133 nota-se repetibilidade dos resultados,
embora fosse esperado que a falha seria no estágio 11, o que pode ser considerado
normal uma diferença de até um estágio.
No óleo ENG os resultados foram exatamente o esperado, conforme mostrado
anteriormente o estagio de falha esperado deveria ser o 12.
Na figura 4.10 percebe-se que os valores encontrados para o óleo HID são
condizentes com o esperado, embora o estágio de falha esperado fosse o 11.
O óleo TUR foi o que apresentou maior divergência dos resultados obtidos com
a máquina de discos em comparação com os resultados esperados do ensaio FZG, o
estágio de falha esperado era o 7, porém em ambos os ensaios na máquina de discos o
resultado foi falha no estágio 9, gerando assim uma divergência de 2 estágios, o que não
pode ser considerado como correto.
4.4.2 - Resultados dos ensaios com discos reutilizados.
Os discos utilizados nos ensaios foram retificados novamente após os ensaios e
reutilizados, visando estudar a possibilidade de reaproveitamento dos mesmos. Nas
figuras a seguir são mostrados os resultados obtidos.
89

0
2
4
6
8
10
12
RL 144 RL 133 ENG HID TUR
Óleos ensaiados
Está
gio
de F
alha
Figura 4.11 – Resultados dos estágios de falha para os discos
retificados após a utilização .
Os resultados com os discos reutilizados mostraram-se bastante satisfatórios, não
apresentando grandes diferenças entre os dois primeiros testes e o ensaio com os discos
remanufaturados. Na figura 4.12 é apresentada uma comparação entre os ensaios.
0
2
4
6
8
10
12
14
RL 144 RL 133 ENG HID TUR
Está
gio
de fa
lha
1º EnsaioRepetiçãoReutilizado
Figura 4.12 – Gráfico de comparação entre os ensaios com discos novos e reutilizados.
90

Um par de discos retificados após sua utilização foi polido, com o intuito de
estudar a influência da rugosidade superficial nos resultados. Uma comparação entre os
discos somente retificados e os discos polidos é feita na figura 4.13, onde é possível
perceber uma certa coerência entre os resultados, indicando assim que a rugosidade não
teve papel muito expressivo nos resultados, não apresentando entretanto uma tendência,
pode-se perceber que em alguns casos houve diminuição do estágio de falha, em um
caso ocorreu aumento do estágio de falha e em outro permaneceu constante.
0123456789
101112
RL 144 RL 133 ENG HID TUR
Está
gio
de F
alha
.
RetificadoPolido
Figura 4.13 – Comparação entre os resultados dos discos retificados e polidos.
91

5 – Discussão dos resultados
Ao escolher os óleos lubrificantes utilizados neste trabalho procurou-se
empregar formulações que apresentassem algumas características semelhantes e outras
distintas, por exemplo, utilizando um mesmo tipo de óleo básico com diferentes
aditivações. Tal procedimento é importante devido ao fato de os óleos lubrificantes
possuírem uma gama enorme de propriedades que podem influenciar de forma direta ou
indireta no seu desempenho. Por muitos anos acreditou-se que a propriedade mais
importante dos óleos lubrificantes fosse a viscosidade, e realmente a viscosidade tem
papel fundamental na formação da espessura de filme, porém, quando deixa-se de
trabalhar no regime de lubrificação hidrodinâmico e passa-se para o
elastohidrodinâmico, onde nem sempre a espessura de filme é suficiente para separar as
superfícies, a influência dos aditivos é preponderante na lubrificação e na proteção ao
desgaste dos corpos em contato.
Como discutido anteriormente, cinco óleos foram utilizados nos ensaios, sendo
dois deles de formulação desconhecida e os outros três formulados com óleos básicos
parafínicos com viscosidade semelhante e aditivação distinta. Estes dois primeiros
visavam testar o comportamento da máquina disco-disco quanto à sua capacidade de
diferenciar os estágio de falha do FZG, já os outros três permitem que seja feita uma
comparação entre os aditivos presentes em suas formulações.
Nos ensaios de coeficiente de tração, além da utilização destes óleos com
formulação distinta, foi possível avaliar também a interferência da temperatura de
ensaio, utilizando duas temperaturas bastante diferentes. Foram encontrados resultados
interessantes para o comportamento da tração nos óleos.
92

Outra variável importante para o estudo do regime de lubrificação
elastohidrodinâmico é a máxima pressão de contato de Hertz, que também foi avaliada a
partir da medida do coeficiente de tração para três cargas distintas.
Para a avaliação do desgaste foram utilizados três ensaios distintos, o FZG, o
Four-Ball e a simulação do ensaio FZG na máquina de discos. A partir da comparação
destes testes foi possível perceber que a máquina de discos é uma ferramenta
importante, devido à sua conformidade dos resultados e versatilidade operacional, uma
vez que os diversos parâmetros operacionais podem ser ajustados de forma a estudar as
diversas características que os lubrificantes podem apresentar na prática.
5.1 – Comparação dos resultados
A primeira comparação a ser feita é do coeficiente de tração a diferentes cargas e
temperaturas, separando também em dois grupos distintos, o primeiro composto pelos
dois óleos de referência para o FZG e o segundo utilizando os três óleos de base
parafínica com diferentes aditivos.
0,05
0,055
0,06
0,065
0,07
0,8 0,9 1 1,1 1,2
Pressão de Hertz [MPa]
Coe
f. de
Tra
ção
RL 144 à 40ºCRL 133 à 40ºCRL 144 à 90ºCRL 133 à 90ºC
Figura 5.1 – Gráfico de comparação entre os óleos RL 144 e RL 133.
93

Da figura 5.1 é possível perceber diferenças muito significativas para os dois
óleos ensaiados, para o óleo RL 144 há uma tendência de aumento do coeficiente de
tração com o aumento da carga, tanto à 40ºC quanto à 90ºC. Já para o óleo RL 133 a
tendência é de queda do coeficiente de tração. Outra diferença grande no
comportamento dos óleos é o fato de o RL 144 apresentar à 40ºC coeficientes de tração
maiores que à 90ºC, enquanto que com o RL 133 acontece exatamente o contrário, os
maiores coeficientes de tração são à 90ºC.
Na tentativa de explicar esta diferença de comportamento foram realizados
ensaios adicionais de desgaste uma vez que somente a viscosidade não é capaz indicar
uma possível explicação. Na tabela 5.1 estão os resultados da viscosidade à 40ºC e
90ºC, Four-Ball e FZG.
Tabela 5.1 – Viscosidades e desgaste para os óleos RL 144 e RL 133. Óleo Visc. à 40ºC [cSt] Visc. à 90ºC [cSt] Four-Ball [mm] FZG RL 144 49,71 9,04 0,64 6 RL 133 103,20 17,65 0,33 11
Com a tabela acima percebe-se que o óleo RL 133 apresentou elevada proteção
ao desgaste, uma vez que apresentou o menor valor para o ensaio Four-Ball e o maior
para o FZG, isto indica que nesta formulação devem ter sido utilizados aditivos de
extrema pressão ou antidesgaste. Já o óleo RL 144 tem baixa resistência ao desgaste e
suas viscosidades são parecidas com óleos básicos sem aditivação, isto leva a crer que
possivelmente a utilização de aditivos extrema pressão ou antidesgaste podem modificar
enormemente o comportamento do coeficiente de tração.
Neste primeiro grupo, onde não se conhecem os componentes das formulações, é
muito difícil tentar uma explicação para os resultados levantados, porém, os próximos
três óleos são conhecidos, a figura 5.2 apresenta uma comparação entre os três.
94

0,03
0,04
0,05
0,06
0,07
0,8 0,9 1 1,1 1,2
Pressão de Hertz
Coe
f. de
Tra
ção ENG à 40ºC
HID à 40ºCTUR à 40ºCENG à 90ºCHID à 90ºCTUR à 90ºC
Figura 5.2 – Comparação entre os óleos ENG, HID e TUR.
As formulações ENG e HID apresentaram comportamento semelhante, ambos
apresentaram tendência de aumento do coeficiente de tração com o aumento da pressão
de Hertz à 40ºC e queda à 90ºC, indicando assim alterações significativas do
comportamento em função da variação da temperatura. Já o óleo TUR não apresentou
tendência de queda ou aumento, porém, foi observada tendência de maiores coeficientes
de tração para a temperatura de 40ºC.
Novamente as viscosidades não foram suficientes para diferenciar o
comportamento dos óleos, uma vez que são bastante parecidas. Na tabela 5.2 estão
listadas as viscosidades e os resultados de desgaste para os três óleos referidos.
Tabela 5.2 – Viscosidades e desgaste para os óleos ENG, HID e TUR. Óleo Visc. à 40ºC [cSt] Visc. à 90ºC [cSt] Four-Ball [mm] FZG ENG 70,36 11,25 0,29 12 HID 66,11 11,18 0,47 11 TUR 63,20 10,86 0,61 7
95

A utilização de aditivos antidesgaste e extrema pressão sugerem uma tendência
de modificar o comportamento dos óleos básicos, no que se refere ao coeficiente de
tração. Analisando a formulação TUR, onde não estão presentes tais aditivos, não se
percebe uma tendência de influência da carga aplicada, mas sim da temperatura, onde
quanto menor a temperatura maior deverá ser o coeficiente de tração. Estes resultados
estão de acordo com a teoria de funcionamento dos aditivos, conforme descrito
anteriormente. Os aditivos EP formariam uma fina camada sobre as superfícies que têm
papel fundamental na proteção das superfícies principalmente a elevadas temperaturas e
altas cargas, porém quando estão trabalhando com menores temperatura e carga, estes
aditivos praticamente não têm função, sendo a proteção das superfícies feita pelo filme
de óleo formado, onde a viscosidade é que tem papel primordial para garantir espessuras
de filme suficientes para separar as superfícies.
Esta queda do coeficiente de tração nas maiores cargas e temperaturas mais
elevadas é acompanhado do aumento da resistência ao desgaste, como pode-se observar
na tabela 5.4, onde as formulações ENG e HID apresentam as menores cicatrizes para o
Four-Ball e os maiores estágios de falha para o FZG. Porém, um fato chamou a atenção,
apesar dos coeficientes de tração e os estágios de falha para estes dois óleos serem
muito próximos, as cicatrizes das esferas do ensaio Four-Ball apresentaram uma
diferença significativa em tamanho, embora o esperado fosse que as mesmas tivessem
tamanhos parecidos.
Os resultados da simulação do FZG com a máquina de discos mostraram-se
relativamente consistentes com os resultados esperados, na tabela 5.3 está a comparação
entre os ensaio realizados com a máquina de discos e o FZG padrão.
96

Tabela 5.3 – Comparação dos resultados obtidos na máquina de discos e no FZG. RL 144 RL 133 ENG HID TUR FZG 6 11 12 11 7 1º Ensaio 8 10 12 9 9 Repetição 7 10 12 10 9
Analisando os óleos ENG e HID, que têm aditivos antidesgaste e extrema
pressão, e o óleo RL 133 que possivelmente também tem, a máquina foi capaz de
diferenciá-los dos demais. Os estágios de falha dos óleos ENG, HID e RL 133
aconteceram em níveis de carga superiores aos estágios de falha observados nos óleos
RL 144 e TUR, tanto na máquina disco-disco, como no FZG.
Outra comparação importante a ser feita é quanto a reutilização dos discos para
os ensaios, verificando assim a possibilidade de redução dos custos de fabricação para
os corpos de prova. A influência da rugosidade superficial também é interessante de ser
estudada, na tabela 5.4 estão os resultados para os discos que foram retificados
novamente após o uso e para os discos que além de retificados após sua utilização
também foram polidos.
Tabela 5.4 – Comparação dos resultados dos discos com o FZG. RL 144 RL 133 ENG HID TUR FZG 6 11 12 11 7 1º Ensaio 8 10 12 9 9 Repetição 7 10 12 10 9 Retificado 7 9 11 8 9 Polido 6 9 10 9 8
A utilização de discos remanufaturados apresentou resultados um pouco
diferentes dos esperados, principalmente para o óleo HID que o resultado obtido com o
FZG foi de 11, porém a falha na simulação com a máquina disco-disco ocorreu no
estágio 8, tendo assim uma diferença de três estágios, não sendo portanto aceitável.
97

A principal explicação para a não recomendação da reutilização dos discos está
no tratamento térmico, a cementação dos discos provavelmente não foi capaz de
garantir as mesmas durezas da superfície antes e depois dos ensaios. Talvez, uma
maneira de poderem ser reutilizados os discos seja não somente retificando-os
novamente, mas também cementando-os.
Considerando que os discos remanufaturados e os polidos já haviam sido
utilizados anteriormente nas mesmas condições, é razoável acreditar que a única
diferença entre os mesmos esteja no acabamento superficial. Portanto, pode-se comparar
os resultados dos discos remanufaturados com os polidos, a fim de verificar se uma
pequena diferença das rugosidades interferiria significativamente nos resultados.
A utilização de uma rugosidade superficial menor não apresentou diferenças
significativas em comparação com os resultados dos discos remanufaturados, embora
fosse de se esperar que os discos com menor rugosidade tivessem um desempenho
melhor do ponto de vista do desgaste, uma vez que com menores rugosidades, menores
são as espessuras de filme necessárias para separar as superfícies. Porém, mais uma vez
a explicação para tal fenômeno, pode ser imputada ao filme de aditivo depositado sobre
as superfícies é que efetivamente protege as mesmas.
5.2 – Influência do coeficiente de tração no desgaste
Ao analisar os resultados do coeficiente de tração sob diferentes condições
experimentais foram observadas diferenças significativas no comportamento do mesmo,
isso leva a crer que os resultados dos ensaios de desgaste também sofram influência das
condições experimentais. Para que fosse possível estudar a influência da natureza físico-
98

química dos óleos utilizados neste trabalho no desgaste, os ensaios de tração foram
realizados à 90ºC, tal como os ensaios de desgaste FZG.
0,03
0,04
0,05
0,06
0,07
0,7 0,8 0,9 1 1,1 1,2 1,3
Pressão de Hertz [MPa]
Coe
f. de
Tra
ção RL144
RL133ENGHIDTUR
Figura 5.3 – Coeficientes de tração à 90ºC.
Da figura 5.3 é possível perceber uma tendência de queda do coeficiente de
tração com o aumento da pressão de contato de Hertz nos óleos RL 133, ENG e HID.
Na tabela 5.5 estão os resultados dos ensaios de desgaste FZG e Four-Ball, onde nota-se
que justamente estes três óleos apresentam os melhores resultados de desgaste, ou seja,
os maiores estágios de falha para o FZG e as menores cicatrizes para o Four-Ball.
Tabela 5.5 – Resultados dos ensaios FZG e Four-Ball. Óleo RL 144 RL 133 ENG HID TUR
FZG [estágio] 6 11 12 11 7 Four-Ball [mm] 0,64 0,33 0,29 0,47 0,61
Já os óleos RL 144 e TUR apresentaram tendência de aumento do coeficiente de
tração para a temperatura de 90ºC e são justamente estes dois óleos que têm as piores
capacidades de proteção ao desgaste das superfícies.
99

Como já discutido anteriormente, o mecanismo de funcionamento dos aditivos
antidesgaste e extrema pressão atuam somente a partir de uma determinada carga
aplicada as superfícies em contato, passando então a ter forte influencia na resistência
ao desgaste em elevadas pressões de contato de Hertz. Porém, a viscosidade também se
mostrou um importante fator na proteção ao desgaste, na tabela 5.6 vemos que
justamente os óleos que apresentaram os melhores resultados nos ensaios de desgaste
também têm as maiores viscosidades, o que promove a formação de filmes lubrificante
de espessuras maiores.
Tabela 5.6 – Viscosidade dos óleos à 90ºC. Óleo RL 144 RL 133 ENG HID TUR
9,04 17,65 11,25 11,18 10,86 Visc. cin. [cSt]
Entretanto, é fácil notar que se fosse a viscosidade o fator primordial na redução
do desgaste, o óleos RL 133 deveria ter apresentado resistência ao desgaste muito
superior em comparação com os óleos ENG e HID, uma vez que tem viscosidade muito
maior.
100

6 – Conclusões
A máquina de discos projetada e construída no Laboratório de Metrologia da
UFRJ com financiamento do CENPES/PETROBRAS, é capaz de simular as condições
de lubrificação elastohidrodinâmicas presentes em diversos elementos de máquinas.
Este tribômetro apresenta uma grande versatilidade devido às suas características de
projeto, permite o controle e monitoramento de diversos parâmetros operacionais ao
mesmo tempo, tornando-se assim um recurso valioso para investigação tribológica. O
controle independente das velocidades dos discos representa um recurso poderoso na
investigação das condições tribológicas que se deseja estudar, uma vez que possibilita o
ajuste da taxa de deslizamento por rolamento. Outro fator de destaque é o
monitoramento do torque através de torquímetros instalados diretamente nos eixos de
acionamento dos discos, o que proporciona a obtenção de resultados diretos do torque
nos eixos.
Os testes de tração revelaram-se de grande importância na investigação dos
fenômenos que ocorrem na zona de lubrificação, que no caso desta máquina apresentou
boa repetibilidade, embora a aceleração dos discos seja feita de forma manual através da
utilização de inversores de freqüência.
Os ensaios de simulação do FZG utilizando a máquina de discos mostraram-se
satisfatórios embora necessitem de aprimoramento na forma de aplicação da carga, que
atualmente é feita manualmente através de uma válvula controladora de pressão
localizada na unidade hidráulica. A utilização de um sistema de controle na unidade
hidráulica seria mais indicada, embora represente investimento elevado. Outra
modificação que beneficiaria muito a execução dos ensaios seria a utilização de um
101

sistema de malha fechada para o controle da velocidade dos discos, através de
realimentação dos inversores por parte dos encoders já existentes.
Porém, mesmo ainda não tendo sido implementada a automação da máquina de
discos, a mesma mostrou-se uma ferramenta suficientemente robusta a ponto de ser
possível realizar testes simulando os ensaios FZG com vantagem econômica, através da
metodologia desenvolvida.
Os discos utilizados para o levantamento das curvas de tração permaneceram
com as mesmas características iniciais, levando a crer que foi obtida a condição de
formação plena do filme elastohidrodinâmico. Já os discos utilizados nos ensaios de
simulação do FZG sofreram desgaste acentuado, como era de se esperar, tendo sido
retificados uma segunda vez para que fosse feita a avaliação da possibilidade de
reutilização dos mesmos, reduzindo assim os custos dos ensaios. Entretanto, alguns
resultados com discos remanufaturados não foram compatíveis com os resultados
obtidos nos ensaios iniciais. O fato de nem todos os discos terem a possibilidade de
reutilização deve-se principalmente ao fato de não se ter controle do tratamento térmico
(cementação) utilizado, acredita-se que a espessura de endurecimento alcançada na
cementação dos discos não tenha sido suficiente para que após a retirada do material
danificado na superfície, mantivessem a mesma dureza superficial encontrada
inicialmente. Outro fato importante é que em alguns casos a temperatura da superfície
dos discos pode ter alcançado valores suficientes para modificar as propriedades
superficiais dos discos.
A Gerência de Lubrificantes e Produtos Especiais do CENPES/PETROBRAS
forneceu os óleos lubrificantes utilizados, com suas características físico-quimicas e
resultados dos ensaios de desgaste padrão utilizados (Four-Ball e FZG). Tais
lubrificantes foram escolhidos pois apresentavam diferenças significativas entre si, o
102

que é proveniente principalmente por conta dos aditivos utilizados em cada formulação.
Três dos óleos foram produzidos a partir do mesmo tipo de óleo básico, tendo
viscosidades semelhantes, diferindo-se somente pelo pacote de aditivos utilizado. Em
um deles a predominância é de aditivos para uso em condições de extrema pressão, em
outro está presente o aditivo antidesgaste, e no terceiro o pacote de aditivos utilizados
não apresentava nenhum melhoramento nas propriedades tribológicas da formulação.
Com isso foi possível avaliar a diferença encontrada nos óleos com distintas
aditivações. Outros dois óleos foram utilizados nos ensaios, tais óleos são formulações
próprias para verificação da máquina de ensaios FZG, considerados óleos de referencia
para tal ensaio.
O levantamento das curvas de tração foi realizado em duas temperaturas
distintas, 40ºC e 90ºC, fornecendo resultados interessantes do ponto de vista do
comportamento dos fluidos lubrificantes utilizados. Para cada uma destas temperaturas
foram obtidas as curvas de tração para três pressões de contato de Hertz diferentes,
0,8MPa, 1,0MPa e 1,2MPa, com isso pode-se avaliar tanto a influencia térmica quanto a
influência da carga utilizadas nos ensaios.
Para os ensaios de simulação do FZG na máquina de discos foi utilizada a
temperatura do ensaio padrão (90ºC), sendo que em estágios mais elevados a
temperatura passou dos 100ºC. O acréscimo de temperatura em estágios elevados de
carga é previsto também pelo ensaio padrão FZG, pois devido ao grande cisalhamento
das moléculas de fluido é esperada a geração de calor. Outro fator que proporciona o
aumento da temperatura é a interação entre os picos de rugosidade.
Na tentativa de estudar a influência da rugosidade no processo de desgaste foram
realizados testes de simulação do FZG com níveis de rugosidades distintos, porém os
resultados não se mostraram suficientemente diferentes a ponto de ser possível afirmar
103

que uma pequena variação da rugosidade dos discos seria responsável por diferenças
significativas nos resultados de desgaste.
Os ensaios de desgaste Four-Ball apresentaram os resultados esperados para as
cinco formulações utilizadas, sendo que foi possível perceber dois mecanismos distintos
de proteção ao desgaste das superfícies, o primeiro é função da viscosidade do fluido
utilizado, e o outro parte do princípio de funcionamento dos aditivos antidesgaste e
extrema pressão utilizados. Foi observado que mesmo formulações com viscosidades
parecidas podem ter resistência ao desgaste muito distintas, não sendo então a
viscosidade o único fator determinante na proteção das superfícies em contato.
Acreditava-se que o coeficiente de tração fosse influenciado principalmente pela
viscosidade e características do óleo básico utilizado nos ensaios, porém, o coeficiente
de tração sofreu forte influência dos aditivos utilizados, mudando não somente seu
valor, mas também o comportamento da curva para diferentes temperaturas e pressões
de contato de Hertz utilizadas. Os óleos que apresentaram os melhores resultados de
proteção ao desgaste (RL 133, ENG e HID) apresentaram uma tendência de queda do
coeficiente de tração com o aumento da pressão de Hertz utilizada nos ensaios. Isto
mostra que é possível associar o coeficiente de tração com a proteção ao desgaste das
superfícies.
Como possível desenvolvimento futuro, pode-se destacar a necessidade de
estudar a influência do óleo básico no desgaste, uma vez que a natureza dos óleos
básicos está ligada à capacidade de gerar tração no contato EHD, portanto, a formulação
e testes de óleos com óleos básicos de natureza distinta com viscosidade e aditivação
parecidas poderia confirmar o comprometimento do coeficiente de tração com o
desgaste das superfícies ensaiadas.
104

7 - Referências Bibliográficas
[1] Kragelsky I. V., “Friction wear lubrication”, vol. 1, ed. Mir Publishers, Moscow,
1978.
[2] Pinkus, O., “The Reynolds Centenial: A Brief History of the Theory of
Hidrodynamic Lubrication”, Journal of Tribology, vol 109, n. 1, pp. 2-15, January
1987.
[3] Dowson, D., “Elastohydrodynamic and micro-elastohydrodynamic lubrication”,
Wear, vol 190, pp. 125-138, April 1995.
[4] Jones, W. R., Jansen, M. J., “Modern Tribology Handbook”, ed. CRC Press, New
York, vol. 2 , 2001.
[5] Kragelsky I. V., “Friction wear lubrication”, vol. 2, ed. Mir Publishers, Moscow,
1981.
[6] Cheng, H. S., “Handbook of Lubrication”, ed. CRC Press, New York, vol. 2, pp.
139-162, 1983.
[7] Williams, J. A., Joyce, R. S. D., “Modern Tribology Handbook”, ed. CRC Press,
New York, vol. 1 , 2001.
105

[8] Israelachvili, J. N., Berman, A. D., “Handbook of Micro/Nano Tribology”, ed. CRC
Press, 2nd edition, New York, 1999.
[9] Olver A. V., Gear lubrication-a review, Proc Instn Mech Engrs, vol 216 Part J, pp.
255-267, 2002.
[10] ASTM D341, “Standard Viscosity-Temperature Charts for Liquid Petroleum
Products”, 2003.
[11] Höhn B. R., Michaelis K., Influence of oil temperature on gear failures, Tribology
International, vol. 37 (2004) pp. 103-109.
[12] Riga, A., Cahoon, J., Pistillo, W. R.,”Organophosphorus chemistry structure and
performance relationships in FZG gear tests”, Tribology Letters, Vol. 9, n. 3-4, pp.
219-225, 2000.
[13] Matos, T. F., “Propriedades Reológicas de Fluidos Lubrificantes sob Condições
Elastohidrodinâmicas”, Tese de Mestrado COPPE/UFRJ, Rio de Janeiro, 2004.
[14] Schramm, G., “A Practical Approach to Rheology and Rheometry”, 2ª ed.,
Gebrueder Haake GmbH, Karlsruhe, Federal Replublic of Germany, 2000.
[15] Bair, S., Winer, W. O., “Shear Strength Measurements of Lubricants at High
Pressure”, Journal of Lubrication Technology, vol. 101, pp. 251-257, July 1979.
106

[16] Bair, S., Winer, W. O., “A Rheological Model for Elastohydrodynamic Contacts
Based on Primary Laboratory Data”, Journal of Lubrication Technology, vol. 101,
pp. 258-265, July 1979.
[17] Höglund, E., “Influence of Lubricant Properties on Elastohidrodinamic
Lubrication”, Wear, vol. 232, pp. 176-184, 1999.
[18] Axén, N., Hogmark, S., Jacobson, S., “Modern Tribology Handbook”, ed. CRC
Press, New York, vol. 1 , 2001.
[19] Barwell, F. T., “Handbook of Lubrication”, ed. CRC Press, New York, vol. 2, pp.
163-184, 1983.
[20] Lancaster, J. K., “Handbook of Lubrication”, ed. CRC Press, New York, vol. 2, pp.
269-290, 1983.
[21] Krishnaraj, N., Iyer, K. J. L., Sundaresan, S., “Scuffing resistance of salt bath
nitrocarburized medium carbon steel”, Wear, vol. 210, pp. 237-244, 1997.
[22] Masjuki, H. H., Maleque, M. A., “Investigation of anti-wear characteristics of palm
oil methyl ester using a four-ball tribometer test”, Wear, vol. 206, pp. 179-186,
1997.
[23] ASTM D2783, “Standard Test Method for Measurement of Extreme Pressure
Properties of Lubricating Fluids”, 1988.
107

[24] Piekoszewski, W., Szczerek, M., Tuszynski, W., “The action of lubricants under
extreme pressure conditions in a modified four-ball tester”, Wear, vol. 249, pp.
188-193, 2001.
[25] DIN 51354, “Ensaio de lubrificantes”, Máquina de ensaios FZG, 1990.
[26] ASTM D 5182, “Standard Test Method for Evaluating the Scuffing Load Capacity
of Oils (FZG Visual Method)”, 1997.
[27] Mabie, H. H., Ocvirk, F. W., “Mecanismos”, ed. Livros Técnicos e Científicos, 2ª
edição, Rio de Janeiro, 1980.
[28] Oliveira, N. C. G., “Engrenagens”, ed. Grêmio Politécnico da Universidade de São
Paulo, 2ª edição, São Paulo, 1980.
[29] Lastres, L. F. M., “Lubrificantes e Lubrificação em Motores de Combustão
Interna”, seminário de lubrificação da Petrobrás, 2004.
[30] Blau, P. J., “Friction, Lubrication and Wear Technology”, vol. 18, ASM
Handbook, 1992.
[31] Araújo, M. A. S., “Óleos de Transmissão”, seminário de lubrificação da Petrobrás,
2004.
108

[32] Bartz, W. J., “Engine Oils and Automotive Lubrication”, ed. Expert Verlag GmbH,
Germany, 1993.
[33] Ludema, K. C., “Handbook of Lubrication”, ed. CRC Press, New York, vol. 2, pp.
31-48, 1983.
[34] Glodež, S., Aberšek, B., Flašker, J., Ren, Z., “Evaluation of the Service Life of
Gears in Reard to Surface Pitting”, Engineering Fracture Mechanics, vol. 71, pp.
429-438, 2004.
[35] Johnson, K. L., Spence, D. I., “Determination of Gear Tooth Friction by Disc
Machine”, Tribology International, vol. 24, n. 5, pp. 269-275, October 1991.
[36] Alanou, M. P., Evans, H. P., Snidle, R. W., “Effect of Different Surface Treatments
and Coatings on the Scuffing Performance of Hardened Steel Discs at Very High
Sliding Speeds”, Tribology International, Article in Press, 2003.
109

Anexo 01
Resultados dos ensaios de simulação do FZG
110

A seguir são apresentadas as tabelas com os resultados dos estágios de falha dos
ensaios de simulação do FZG, para cada uma dos cinco óleos ensaiados. Estes
resultados referem-se aos primeiros ensaios realizados e as suas respectivas repetições.
O estágio de falha para cada um dos testes é o ultimo que aparece nas tabelas a seguir.
Tabela A.1 – Resultado do 1º ensaio de desgaste para o óleo RL 144. Estágio 3 4 5 6 7 8 Força [kN] 2,9 5,1 7,8 11,1 14,7 19,8 Torque [Nm] 5,9 10,9 18,0 27,1 36,3 49,4
Tabela A.2 – Resultado da repetição do ensaio de desgaste para o óleo RL 144. Estágio 3 4 5 6 7 Força [kN] 2,9 5,1 7,9 11,0 14,8 Torque [Nm] 10,6 15,8 22,9 31,3 41,0
Tabela A.3 – Resultado do 1º ensaio de desgaste para o óleo RL 133. Estágio 3 4 5 6 7 8 9 10 Força [kN] 2,9 5,0 7,7 10,8 14,8 19,2 24,8 30,1 Torque [Nm] 5,0 9,7 16,9 25,9 37,8 46,9 59,3 71,6
Tabela A.4 – Resultado da repetição do ensaio de desgaste para o óleo RL 133. Estágio 3 4 5 6 7 8 9 10 Força [kN] 3,0 5,1 7,9 11,0 15,0 19,7 24,7 29,7 Torque [Nm] 4,8 9,3 15,8 23,3 33,8 42,4 54,6 67,1
Tabela A.5 – Resultado do 1º ensaio de desgaste para o óleo ENG. Estágio 4 5 6 7 8 9 10 11 12 Força [kN] 4,8 7,8 10,8 15,0 19,6 24,7 30,4 35,9 42,7 Torque [Nm] 9,1 15,5 22,7 30,0 38,8 48,2 62,6 73,3 82,3
Tabela A.6 – Resultado da repetição do ensaio de desgaste para o óleo ENG. Estágio 4 5 6 7 8 9 10 11 12 Força [kN] 5,4 8,3 11,2 14,9 20,0 24,7 30,2 36,3 43,0 Torque [Nm] 9,3 16,2 22,6 31,8 41,6 53,9 67,7 78,6 88,5
111

Tabela A.7 – Resultado do 1º ensaio de desgaste para o óleo HID. Estágio 4 5 6 7 8 9 Força [kN] 5,2 7,9 11,1 14,8 19,5 24,0 Torque [Nm] 11,0 17,7 26,2 35,4 44,7 57,1
Tabela A.8 – Resultado da repetição do ensaio de desgaste para o óleo HID. Estágio 4 5 6 7 8 9 10 Força [kN] 5,1 7,8 11,0 15,0 19,9 24,7 30,8 Torque [Nm] 12,8 19,5 28,2 38,7 47,3 59,8 93,9
Tabela A.9 – Resultado do 1º ensaio de desgaste para o óleo TUR. Estágio 4 5 6 7 8 9 Força [kN] 5,1 7,7 11,1 15,2 19,8 24,6 Torque [Nm] 6,9 13,0 20,5 27,9 37,0 56,4
Tabela A.10 – Resultado da repetição do ensaio de desgaste para o óleo TUR. Estágio 4 5 6 7 8 9 Força [kN] 4,9 8,2 11,5 15,3 19,8 24,9 Torque [Nm] 10,1 17,1 24,7 33,7 42,5 56,2
112

Anexo 02
Resultados dos ensaios de
simulação do FZG com discos retificados após o
primeiro ensaio
113

Nas tabelas A.11 a A.15 são mostrados os resultados dos ensaios com os discos
que foram retificados após a primeira bateria de testes.
Tabela A.11– Resultado do ensaio com discos reutilizados para o óleo RL 144. Eatágio 3 4 5 6 7 Força [kN] 3,1 5,1 7,5 10,9 13,8 Torque [Nm] 14,1 18,3 24,7 35,7 53,5
Tabela A.12– Resultado do ensaio com discos reutilizados para o óleo RL 133. Eatágio 3 4 5 6 7 8 9 Força [kN] 3,2 5,1 7,8 10,8 14,7 19,4 25,3 Torque [Nm] 6,5 11,6 19,9 31,1 45,6 47,8 71,3
Tabela A.13– Resultado do ensaio com discos reutilizados para o óleo ENG. Eatágio 3 4 5 6 7 8 9 10 11 Força [kN] 3,1 5,2 7,7 10,5 14,5 19,4 24,7 29,5 36,2 Torque [Nm] 8,0 13,8 21,2 29,1 40,9 47,4 59,0 72,1 83,3
Tabela A.14– Resultado do ensaio com discos reutilizados para o óleo HID. Eatágio 3 4 5 6 7 8 Força [kN] 2,7 4,7 7,7 11,2 15,7 19,7 Torque [Nm] 17,3 23,2 36,3 45,5 57,2 74,0
Tabela A.15– Resultado do ensaio com discos reutilizados para o óleo TUR. Eatágio 3 4 5 6 7 8 9 Força [kN] 3,2 5,2 7,9 11,0 14,8 19,6 24,8 Torque [Nm] 7,2 13,3 22,3 31,7 42,0 47,9 74,9
114

Anexo 03
Resultados dos ensaios de simulação do FZG com
discos retificados e polidos após o primeiro ensaio
115

Nas tabelas A.16 a A.20 são mostrados os resultados dos ensaios com os discos que
foram retificados e polidos após a primeira bateria de testes.
Tabela A.16– Resultado do ensaio com discos polidos para o óleo RL 144. Eatágio 3 4 5 6 Força [kN] 3,4 5,5 8,0 10,8 Torque [Nm] 5,8 11,5 18,9 27,4
Tabela A.17– Resultado do ensaio com discos polidos para o óleo RL 133. Eatágio 3 4 5 6 7 8 9 Força [kN] 3,6 5,4 8,0 10,7 14,9 18,4 24,8 Torque [Nm] 7,8 12,5 19,6 26,4 36,3 84,0 105,9
Tabela A.18– Resultado do ensaio com discos polidos para o óleo ENG. Eatágio 3 4 5 6 7 8 9 10 Força [kN] 3,4 5,1 7,7 10,8 14,5 18,9 23,1 29,7 Torque [Nm] 6,1 11,1 18,7 29,0 41,3 67,0 76,5 90,0
Tabela A.19– Resultado do ensaio com discos polidos para o óleo HID. Eatágio 3 4 5 6 7 8 9 Força [kN] 3,6 5,5 7,9 10,8 14,6 19,2 24,1 Torque [Nm] 5,1 8,1 14,2 21,5 29,2 40,9 59,6
Tabela A.20– Resultado do ensaio com discos polidos para o óleo TUR. Eatágio 3 4 5 6 7 8 Força [kN] 3,2 5,4 7,8 10,9 14,6 19,6 Torque [Nm] 4,4 8,4 14,7 23,8 33,6 52,2
116