Embed Size (px)
Citation preview

Pag
e1
Knitting:
Knitting is the interloping of yarn which is interlocking in various ways to form fabric. Knitting is the process of manufacturing fabric by transforming continuous
strands of yarn into a series of interlocking loops, each row of such loops hanging
from the one immediately preceding it. The basic element of knit fabric structure is
the loop intermeshed with the loop adjacent to it on both sides and above and below
it.
Knitting is the name of the craft that involves two needles and yarn or thread. Loops
in the yarn are manipulated with the needles to make a knitted fabric.
The physical and mechanical properties of knitted fabric can be changed due to use
of various count of yarn, type of yarn (ring, rotor, and compact), quality of yarn,
stitch length / loop length, structural geometry, fiber composition of yarn etc. This study focused on the various stitch length effect of grey single jersey. With an
increase in stitch length, the dimensional properties like CPI, WPI, GSM, thickness
& tightness factor will be decreased for all the structures; while comfort properties
like air permeability & water absorbency will be increased.
Different yarns and knitting needles may be used to achieve different end products by
giving the final piece a different color, texture, weight, and/or integrity. Using
needles of varying shape and thickness as well as different varieties of yarn can also
change the effect.
Knitted fabric has certain special characteristics that make it suitable for creating a
wide range of garments and accessories like tights, gloves, underwear and other close-fitting garments. The structure of the loop of knitted fabric stretches and molds
to fit body shapes. The air trapped by the interlocking loops keeps the wearer warm.
Classification of Knitting:
1. Warp Knitting.
2. Weft Knitting.
1. Warp Knitting: In a warp knitted structure, each loop in the horizontal
direction is made from a different thread and the number of threads are used to
produce such a fabric is at least equal to the no of loops in a horizontal row.
2. Weft Knitting: In a weft knitted structure, a horizontal row of loop can be
made using one thread and the threads run in the horizontal direction.
Differences in Warp and Weft Knitting
1. In weft knitting only one set of yarn is used that form courses along the weft
wise direction of the fabric, while in warp knitting many sets of yarns is used
coming from the warp-wise direction of the fabric.
Pag
e2
2. Warp knitting differs from weft knitting, basically in that each needle loops
has its own thread.
3. In warp knitting the needles produce parallel rows of loops simultaneously that are interlocked in a zigzag pattern, while in weft knitting the needles produces
loops in the widthwise direction of the fabric.
4. In warp knitting the stitches on the face of the fabric appear vertically, but at a
slight angle. While in weft knitting the stitches on the face of fabric appears
vertically straight having v shaped.
5. Warp knits can yield cloth with a dimensional stability almost equal in woven fabrics, but in weft knits their very low dimensional stability and fabric can be
stretched easily.
6. The production rate of warp knitting is very high than that of weft knitting.
7. Warp knits do not ravel or run and are less susceptible to sagging as compared
to weft knits which are easily susceptible to snagging.
8. In weft knitting the needles move in the cams having tracks in a circular direction, while in warp knitting the needles are mounted on a needle board
that can only move up and down.
9. In weft knitting the needles moves alternatively while in warp needles moves simultaneously.
10. Preparations of sectional beams are required for warp knitting whereas in weft
knitting the yarn is directly taken from cones.
Process Flow Chart for Knitting:
Yarn in package form
↓
Place the yarn package in the creel
↓
Feeding the yarn ↓
Set the m/c as per design & GSM
↓
Knitting
↓
Withdraw the roll fabric and weighting ↓
Roll marking
↓
Inspection
↓
Numbering

Pag
e3
Classification of knitting machine:
Different Parts of Knitting Machine:
Knitting machines are mainly two types; they are circular knitting machine and
flat bed knitting machine. This two types are hugely use in knitting machine. A
knitting machine is composed of lots of parts. Every parts of a machine are important
for run the machine smoothly. Every part has a specific function during operation.
Different knitting machine parts and their functions are given below:
Creel: Creel is called the holder of cone. Cone is placed in a creel for feeding
the yarn to the feeder.
Feeder: Yarn is feed through the feeder. No of feeder is depends on the design
of the fabric.
VDQ Pulley: G.S.M of the knit fabric is controlled by VDQ pulley. VDQ
pulley is used for controlling the stitch length of the fabric.
Guide: Guide is called the supporting element. Guide is used to guide the
yarn.
Pag
e4
Sensor: Sensor is an automatic controlling system. When a yarn pass through
this sensor than if any yarn break down or any problem occur than it
automatically stop by this sensoring system.
Cylinder: Cylinder is the main parts of a knitting machine. Adjustment of a
cylinder is important. Cylinder carries needle, sinker, cam and many more.
Spreader: Spreader is used to spread the knitted fabric before take up roller.
Knit fabrics may be tube or open type. Spreader is adjusted as need.
Fixation Feeder: This type of feeder is used in electrical auto striper knitting
machine to feed the yarn at specific finger.
Rethom: Rethom is used in electrical auto stripper knitting machine.
Different well known companies are manufacturing such types of knitting machine.
Day by day they are trying to add some advance technology two facilities best
opportunity. In this sense we can consider auto stripe, which gives more opportunity two produce multi-color long stripe knit fabrics. Different zigzag design also can be
produced by an auto stripe machine. It is note that, faulty knitting machine parts
create knitting faults. To increase the knitting production we should use latest
knitting machine.
So, before buying a knitting machine we have to consider these above points.
Functions of Machine Parts:
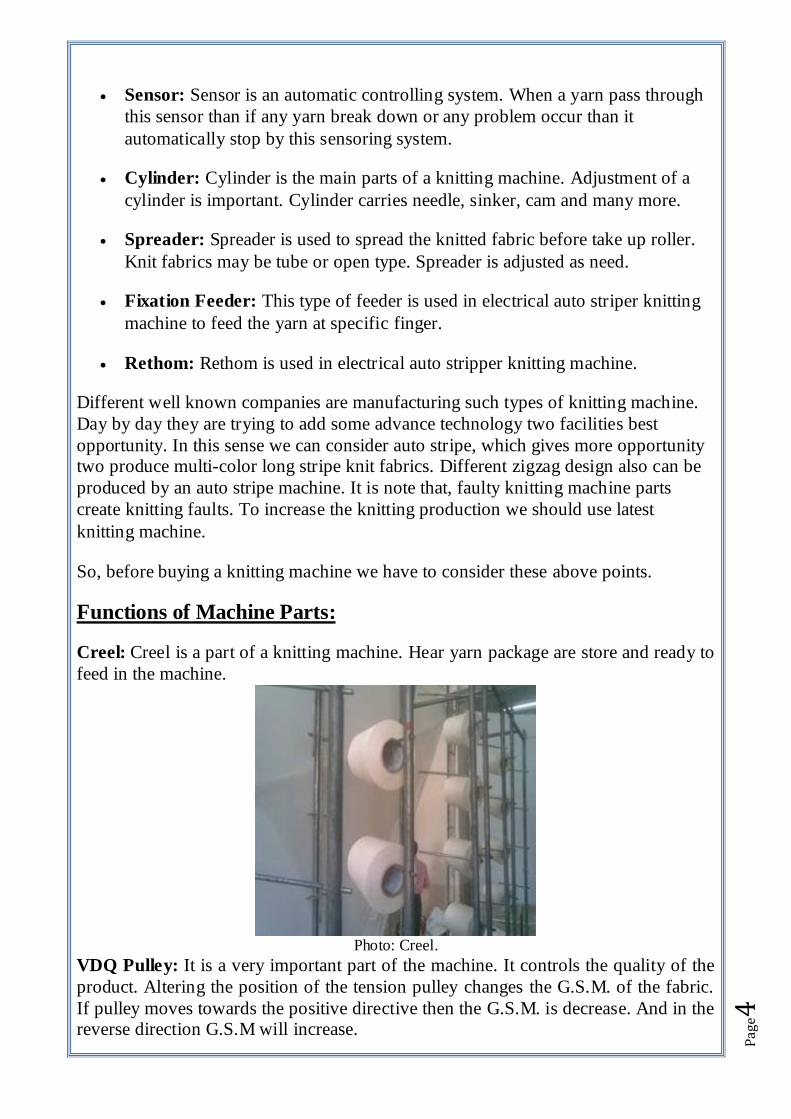
Creel: Creel is a part of a knitting machine. Hear yarn package are store and ready to
feed in the machine.
Photo: Creel.
VDQ Pulley: It is a very important part of the machine. It controls the quality of the
product. Altering the position of the tension pulley changes the G.S.M. of the fabric.
If pulley moves towards the positive directive then the G.S.M. is decrease. And in the reverse direction G.S.M will increase.
Pag
e5
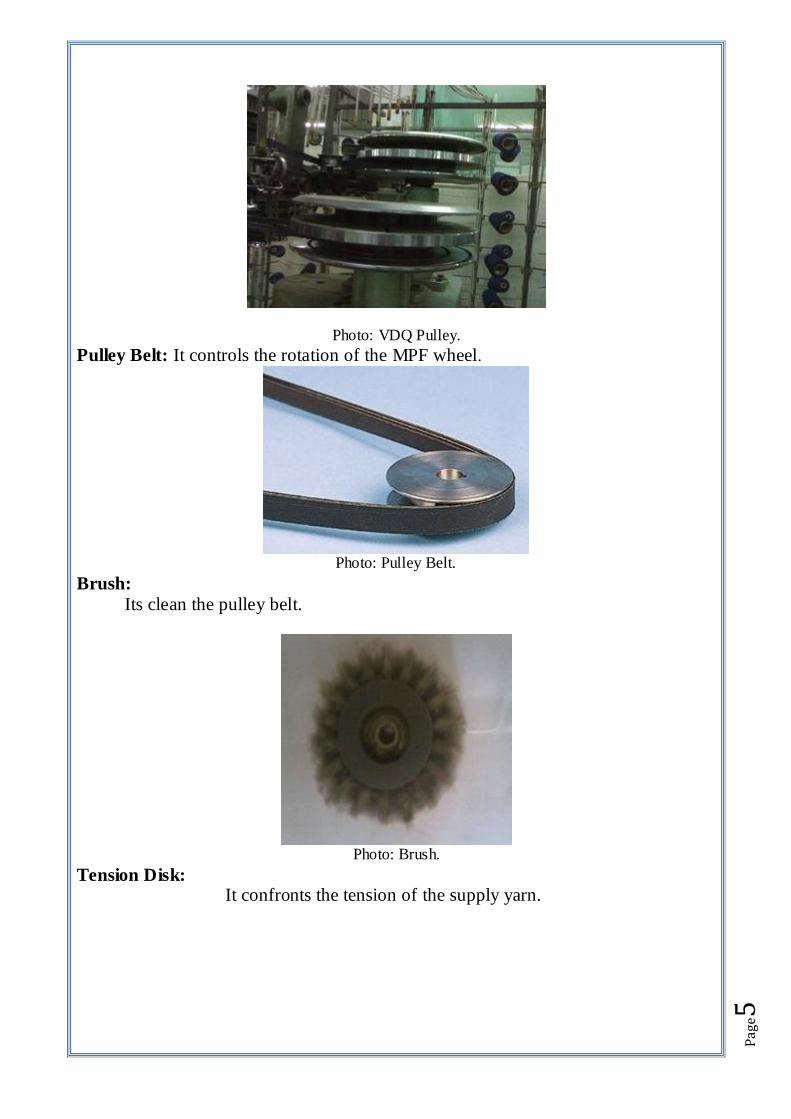
Photo: VDQ Pulley.
Pulley Belt: It controls the rotation of the MPF wheel.
Photo: Pulley Belt.
Brush: Its clean the pulley belt.
Photo: Brush.
Tension Disk: It confronts the tension of the supply yarn.

Pag
e6
Photo: Tension Disk.
Inlet and Outlet Stop Motion: It is an important part of the machine. It stops the machine instantly when a
yarn is break.
Photo: Inlet and Outlet Stop Motion.
Yarn Guide:
Its help the yarn to feed in the feeder.
Photo: Yarn Guide.

Pag
e7
MPF Wheel:
It is control the speed of the MPF. Pulley belt gives motion to the wheel.
Photo: MPF Wheel.
MPF: It is Mamenger positive feed. It is also an important part of the machine. It’s
give positive feed to the machine.
Photo: MPF.
Feeder Ring:
It is a ring. Where all feeders are pleased together.
Photo: Feeder Ring.

Pag
e8
Disk Drum: Use in jacquard machine to produce various types of design.
Photo: Disk Drum.
Pattern Wheel: Pattern Wheel use in Pai Lung and Auto Stripe machine because of that that
helps to produce various types of design and stripe.
Photo: Pattern Wheel.
Feeder:
Feeder is help yarn to feed in to the machine.
Photo: Feeder.

Pag
e9
Needle Track: Where all Needles is placed together in a decent design.
Photo: Needle Track.
Needle: It is a principal element of the knitting machine. It is help the yarn to create
a loop. And by this way fabric are produce. Prior to yarn feeding the needle is raised
to clear the old loop from the hook, and received the new loop above it on needle stem. The new loop is then enclosed in the needle hook as the needle starts to
descend.
Photo: Different Types of Needle.
Sinker: It is most important element of the machine. Its help to loop forming, knocking
over and holding down the loop.
Photo: Sinker.

Pag
e1
0
Sinker Ring: Sinker ring is a ring, where all sinkers are pleased together.
Photo: Sinker Ring.
Cam Box: Where the cam are set horizontally. In cam box, practically 4 cams is set.
Photo: Cam Box.
Cam: Cam is device s which converts the rotary machine drive in to a suitable
reciprocating action for the needles and other elements.
Photo: Cam.

Pag
e1
1
Lycra Attachment Device:
Lycra is placed hear and feeding to the machine.
Photo: Lycra Attachment Device.
Lycra Stop Motion: It is one kind of stop motion to stop the machine when the Lycra is break.
Photo: Lycra Stop Motion.
Cylinder:
Needle track are situated hear.
Photo: Cylinder.

Pag
e1
2
Cylinder Balancer:
It helps the cylinder to set in a proper alignment.
Photo: Cylinder Balancer.
Uniwave Lubrication:
The Uniwave lubricator provides uniform lubrication to needles, cam tracks, lifters and other knitting machine components. The patented nozzle construction
separates the air-oil mixture into air and droplets of oil.
Photo: Uniwave Lubrication System.
Adjustable Fan:
This part removes lint, hairy fibre from yarn and others. To clean the dust by
air flow.
Photo: Adjustable Fan.

Pag
e1
3
Expander:
It is used to control the width of the knitted fabric. No distortion of the
knitting courses. Even take down tension in the knitting machine. As a result, an even fabric structure is achieved over the entire fabric width. The deformation of the
knitted fabric goods can be reduced.
Photo: Expander.
Needle Detector: This part detect the any type of faults of needles.
Photo: Needle Detector.
Air Gun Nozzle:
To feed the yarn; sometimes it is used for cleaning purpose.

Pag
e1
4
The Considerable Points for Producing Knit Fabrics:
Knit fabrics are the fashion of new age. Various designed fabrics are produced in knitting machine. Knitting flow chart should follow during operation. During
production processes following machine parameters are considered.
Machine diameter
Machine rpm (revolution per minute)
No. of feeder in use
Machine gauge
Count of yarn
Required time
Machine running efficiency
Relationship between knitting parameter
1. Stitch length increase with decrease of GSM.
2. If stitch length increase then fabric width increase and Wales per inch decrease.
3. If machine gauge increase then fabric width decrease.
4. If yarn count increase (courser) then fabric width increase.
5. If shrinkage increases then fabric width decrease but GSM and Wales/inch
increase. 6. for finer gauge, finer count yarn should use
7. Grey GSM should be less than finish GSM
Considerable points to produce knit fabrics:
Generally knit fabric production runs according to the order of buyer. When a buyer orders for fabric, they mention some points related to production and end product
quality. Before production of knitted fabrics, these factors are needed to consider.
Those are as follow:
Type of fabric or design of fabric:
Knitted fabrics are various in designs. When a buyer order for a product they give a
sample or give the specification of the end product. Different designed fabrics are
produced by changing the cam setting, needle setting and size of loop shape.
Finished G.S.M:
It is technical term that indicates the weight of the fabric per square meter. In knitting
section grey fabrics are produced but the programmer should make his program for
getting the finished G.S.M after dyeing. Some points are considered while setting
grey G.S.M; they are enzyme level, color and shaded or none shaded. G.S.M of the
fabric is controlled by the following way:

Pag
e1
5
→Major controlled by VDQ pulley.
→Minor controlled by stitch length adjustment.
→By altering the position of tension pulley, G.S.M of the fabric can be changed. If
pulley moves towards the positive directive then the G.S.M is decrease and in the
reverse direction G.S.M will increase. This also depends on the machine type.
Yarn Count: Yarn count differ on the finished G.S.M. Higher the yarn count higher
the G.S.M of the fabric. Sometimes spandex or lycra is used with the cotton in that’s
case yarn count of cotton select with the combination of lycra.
Type of yarn:
Different types of yarn are used for knit production. Cotton yarns may be combed or
carded. Also synthetic fiber like lycra(spandex) is used with cotton for some special
case. All depends on the buyer requirement.
” Different Categories of Yarn has used in weft knitting fabric”
Yarn Type Constant Count
100% Cotton CB 26/s
100% Cotton CB 30/s
100% Cotton CB 32/s
100% Cotton CB 40/s
100% Cotton CD 16/s
100% Cotton CD 18/s
100% Cotton CD 20/s
100% Cotton CD 26/s
100% Cotton CD 28/s
100% Cotton CD 30/s
100% Cotton CD 32/s
100% Cotton CD 34/s
100% Cotton CD 36/s
100% Cotton Slub 34/s
100% Cotton Slub 26/s
100% Cotton Slub 24/s
Grey Melange 20/s
Grey Melange 5% 32/s
Grey Melange 15% 32/s
Grey Melange 15% 30/s
Grey Melange 10% 28/s
Grey Melange 10% 26/s
Grey Melange 5% 26/s

Pag
e1
6
Diameter of fabric:
Diameter of the fabric is another factor. Fabric may be open diameter or tube
diameter. Any how grey dia. will be selected with response of finished dia. of the
fabric.
Color depth:
If the depth of color of the fabric is high then loop length should be higher because in
case of fabric with higher loop length is less compact. In dark shade dye take up% is
high so G.S.M is adjusted then. Similarly in case of light shade loop length should be
relatively smaller.
Stitch length
The fundamental unit of a knitted fabric is the loop. Any circular knitted fabric is
composed of row after row of interloping or interlacing of loops. Different types of
fabric are made of different method. The gross dimension of knitted fabric is simply a reflection of any shape & size of individual loops. There are several key variables
in the production which affect the average shape & size of the loops. After knitting
the grey fabric is dyed to required shade & finished to required weight & width.
Stitch lengths vary depending on yarn count and shade of the fabric. If stitch length is
not fixed with respond to finished G.S.M then knitting faults appear.
So, we have to consider above points before knit fabrics production.
Fabric GSM:
The GSM of fabric is one kind of specification of fabric which is very important for a
textile engineer for understanding and production of fabric. ‘GSM’ means ‘Gram per
square meter’ that is the weight of fabric in gram per one square meter. By this we
can compare the fabrics in unit area which is heavier and which is lighter.
GSM cutter

Pag
e1
7
The weight of a fabric can be expressed in two ways, either as the ‘weight per unit
area’ or the ‘weight per unit length’; the former is self explanatory but the latter
requires a little explanation because the weight of a unit length of fabric will obviously be affected by its width. In woven fabric, the weight per unit length is
usually referred to as the ‘weight per running yard’. It is necessary therefore to know
the agreed standard width upon which the weight per running yard is based. Usually
this width depends upon the width of loom. Before coming the term ‘GSM’ there
was another term called ‘lb/100 yards’. This expression is used by British Standard.
For measuring this there are a template and a quadrant balance. The template area is 1/100 square yards of which each arm is 1/10 yards in length. For measuring GSM, a
GSM cutter is used to cut the fabric and weight is taken in balance. Both of these
measurement and method is equally used for both woven and knitted fabrics.
Apparatus: 1.GSM cutter
2.Electric balance.
Working Procedure of Measuring GSM of a Fabric:
1. For Measuring GSM, fabric sample is cut by GSM cutter
2. Now weight is taken by electric balance.
3. By this way we get the weight in gram per one square meter fabric.
4. Here GSM of the fabrics by the GSM cutter is obtained by the multiplying the sample weight with 100.
Calculation of knitted fabric GSM:
Weight per unit area can be measured by a portable balance by cutting the fabric in
10″×10″ with the template or by calculation with the formula:
GSM = (Course/cm × Wales/cm× 100 × 100 × l × tex)/1000 × 1000
l = stitch length in millimeter.
The result is expressed in gm/sq.meter, popularly known as GSM.
GSM or weight per unit area of fabric is an important property that is again related to
a host of their properties. The weight is determined by two factors that interact the
loop size and the yarn size. The effect of loop size is simple express. If the sizes of
the yarn remain constant, then increase the loop size produce a decrease of weight
per unit area.
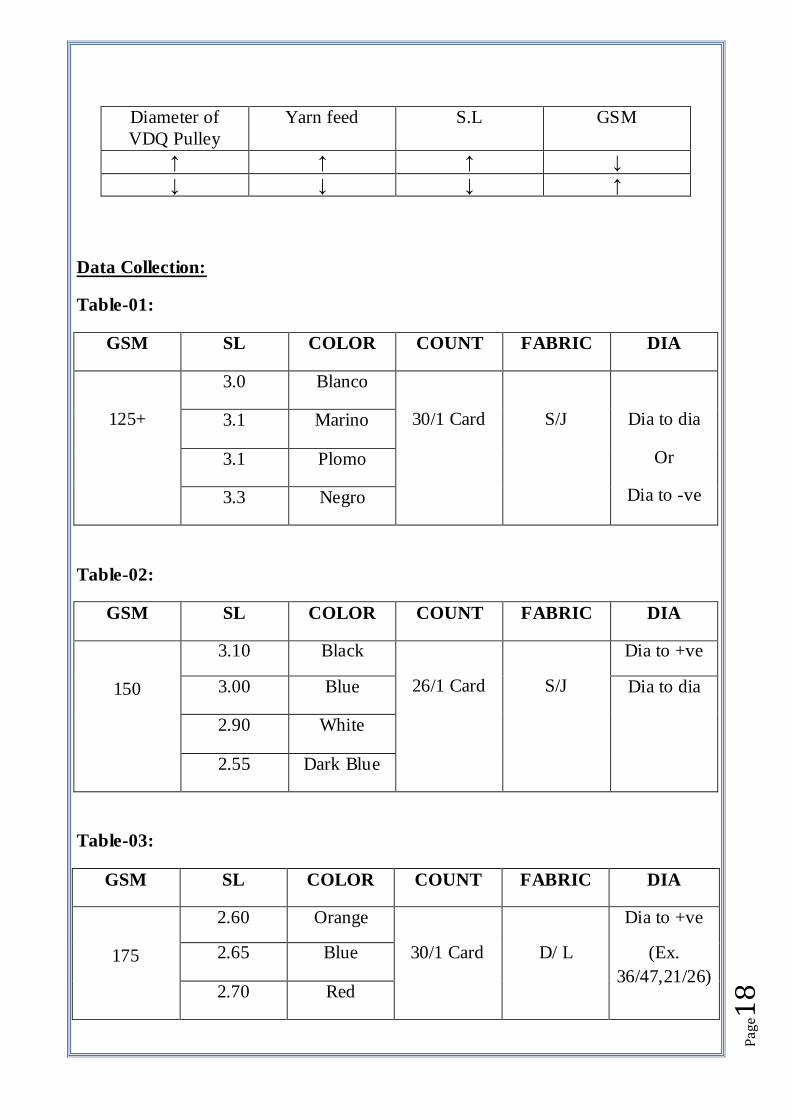
We can control GSM by controlling stitch length (SL) which is controlled by VDQ pulley diameter.
If we increase diameter of VDQ pulley then increase yarn feed, stitch length and
decrease GSM and vice verse.
Pag
e1
8
Diameter of
VDQ Pulley
Yarn feed S.L GSM
↑ ↑ ↑ ↓
↓ ↓ ↓ ↑
Data Collection:
Table-01:
GSM SL COLOR COUNT FABRIC DIA
125+
3.0 Blanco
30/1 Card
S/J
Dia to dia
Or
Dia to -ve
3.1 Marino
3.1 Plomo
3.3 Negro
Table-02:
GSM SL COLOR COUNT FABRIC DIA
150
3.10 Black
26/1 Card
S/J
Dia to +ve
3.00 Blue Dia to dia
2.90 White
2.55 Dark Blue
Table-03:
GSM SL COLOR COUNT FABRIC DIA
175
2.60 Orange
30/1 Card
D/ L
Dia to +ve
(Ex.
36/47,21/26)
2.65 Blue
2.70 Red

Pag
e1
9
2.90 White
Table-04:
GSM SL COLOR COUNT FABRIC DIA
200
2.80 Blue
26/1 Card
D/ PK
Dia to +ve
(Ex.
34/47,20/26)
2.75 Red
2.65 Blue
D/L 2.60 Black
S/J = Single Jersey.
D/L = Double Lacoste
D/PK= Double Piqua
Result Analysis:
Above the chart we can say that when stitch length of knitted fabric increase
this time fabric GSM will be decrease. In other hand, when stitch length of knitted
fabric will be decrease this time fabric GSM will be increase.
Pag
e2
0
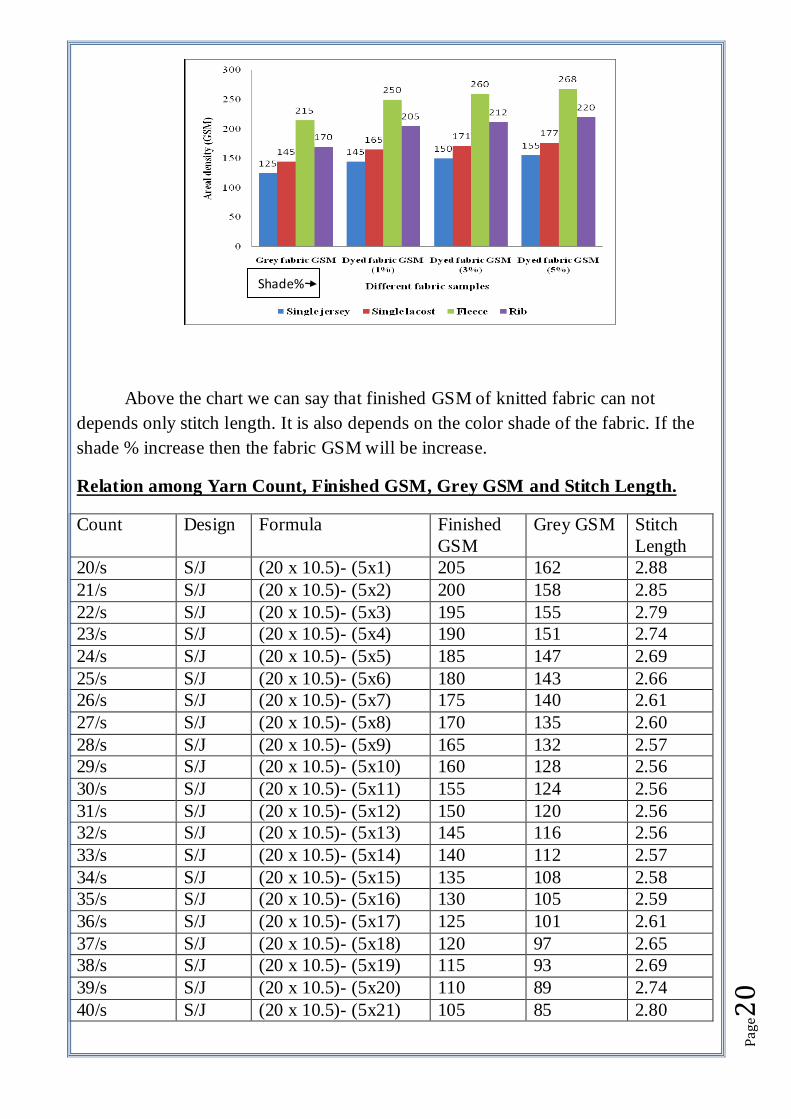
Above the chart we can say that finished GSM of knitted fabric can not
depends only stitch length. It is also depends on the color shade of the fabric. If the
shade % increase then the fabric GSM will be increase.
Relation among Yarn Count, Finished GSM, Grey GSM and Stitch Length.
Count Design Formula Finished
GSM
Grey GSM Stitch
Length
20/s S/J (20 x 10.5)- (5x1) 205 162 2.88
21/s S/J (20 x 10.5)- (5x2) 200 158 2.85
22/s S/J (20 x 10.5)- (5x3) 195 155 2.79
23/s S/J (20 x 10.5)- (5x4) 190 151 2.74
24/s S/J (20 x 10.5)- (5x5) 185 147 2.69
25/s S/J (20 x 10.5)- (5x6) 180 143 2.66
26/s S/J (20 x 10.5)- (5x7) 175 140 2.61
27/s S/J (20 x 10.5)- (5x8) 170 135 2.60
28/s S/J (20 x 10.5)- (5x9) 165 132 2.57
29/s S/J (20 x 10.5)- (5x10) 160 128 2.56
30/s S/J (20 x 10.5)- (5x11) 155 124 2.56
31/s S/J (20 x 10.5)- (5x12) 150 120 2.56
32/s S/J (20 x 10.5)- (5x13) 145 116 2.56
33/s S/J (20 x 10.5)- (5x14) 140 112 2.57
34/s S/J (20 x 10.5)- (5x15) 135 108 2.58
35/s S/J (20 x 10.5)- (5x16) 130 105 2.59
36/s S/J (20 x 10.5)- (5x17) 125 101 2.61
37/s S/J (20 x 10.5)- (5x18) 120 97 2.65
38/s S/J (20 x 10.5)- (5x19) 115 93 2.69
39/s S/J (20 x 10.5)- (5x20) 110 89 2.74
40/s S/J (20 x 10.5)- (5x21) 105 85 2.80
Shade%

Pag
e2
1
0
50
100
150
200
250
20 22 23 25 27 29 31 33 35 37 39
Finished GSM S/J Grey GSM S/J
Above the chart I show the relation among yarh count, Finished GSM & Grey
GSM.we can say that finished GSM of knitted fabric always 1.3 times higher than
grey GSM.We can make the single jersey fabric in different GSM by using different
yarn count with approx. same stitch length.
For S/J fabric
590.5 x 16.1countS/L=Grey GSM
590.5 x 16.1count Grey GSM = S/L
590.5 x 16.1 Grey GSM S/L = count
Finished GSM1.3= Grey GSM+5
For Interlock fabric
590.5 x 32.2countS/L=Grey GSM
590.5 x 32.2count Grey GSM = S/L
590.5 x 32.2 Grey GSM S/L = count
Finished GSM1.3= Grey GSM+5
For Rib fabric
590.5 x 19.1countS/L=Grey GSM
590.5 x 19.1count Grey GSM = S/L
590.5 x 19.1 Grey GSM S/L = count
Finished GSM1.3= Grey GSM+5
For Lacoste /Pique fabric
590.5 x 18.1countS/L=Grey GSM
590.5 x 18.1count Grey GSM = S/L
590.5 x 18.1 Grey GSM S/L = count
Finished GSM1.3= Grey GSM+5
Yarn Count
Fabric
GSM

Pag
e2
2
For Thermal fabric
590.5 x 1.4countS/L=Grey GSM
590.5 x 1.4count Grey GSM = S/L
590.5 x 1.4 Grey GSM S/L = count
Finished GSM1.3= Grey GSM+5
Conclusion:
For this lab report I have visited in the JK Knit composite Ltd. Knitting department
are performing to produce different types of weft knitted fabric. The Knitting
capacity of JK knit per day 14 tones. There are 62 knitting machines; 11 Rib/interlock machine, 3 Engineering stripe (jacquard), 6 three thread fleeces, 22
single jersey and 8 flat knit collar machine. A process of fabric manufacturing by
converting yarn into loop form and then these loops interlock together, which forms a
structure, is called knitting. Stitch/Loop length is the fundamental unit which controls
all the properties of weft knitted fabrics. Mainly stitch length & knit structure affects
all the dimensional, comfort, handle & other properties. I worked on different parts of knitting machine and also parameters of knitted fabric with structure also. But
feeding is very important to control stitch length, stitch length also plays a great roll
on other structures also. From the analysis, I can get idea about Knits are most
commonly known for their natural softness, bulk, stretch, recovery and
conformability. However, knit fabrics also offer excellent engineering opportunities
because of the knitting process’s inherent ability to manipulate, control and secure individual yarn placement. Weft knits are formed by a yarn or multiple yarns fed as
one to all selected needles. On weft-knitting machines, the yarn is directed to the
needles across the machine’s flow direction. For this reason, weft-knit stripes
generally run across the width of the fabric. Also understand the weft knitted fabric
quality, cost & profit of the industry depends upon the good production planning
with proper maintenance.
…………..000000END000000…………..





























