
A PROJECT REPORT
ON
“PARTIAL REPLACEMENT OF AGGREGATE WITH CERAMIC
TILE IN CONCRETE”
SUBMITTED TO
JAWAHARLAL NEHRU TECHNOLOGICAL UNIVERSITY KAKINADA
IN PARTIAL FULLFILLMENT OF THE REQUIREMENT FOR THE AWARD OF THE DEGREE
MASTER OF TECHNOLOGY
IN
STRUCTURAL ENGINEERING
BY
G.SAI CHAND
(15KQ1D8705)
Under The Esteemed Guidance Of
Mr. P.RAVI KUMAR, M.Tech
ASST.PROFESSOR, DEPT OF CE.
DEPARTMENT OF CIVIL ENGINEERING
PACE INSTITUTE OF TECHNOLOGY AND SCIENCES(AFFLIATED TO JAWAHARLAL NEHRU TECHNOLOGICAL UNIVERSITY KAKINADA & ACCRIDATED BY
NAAC ‘A’ GRADE & AN ISO 9001-2008 CERTIFIED INSTITUTION)
VALLUR,PRAKASAM(Dt).
2015-2017

PACE INSTITUTE OF TECHNOLOGY AND SCIENCES, VALLUR
DEPARTMENT OF CIVIL ENGINEERING
CERTIFICATE
This is to certify that the project work “PARTIAL REPLACEMENT OF AGGREGATE WITH CERAMIC TILE IN CONCRETE” Submitted by G.SAI CHAND
, is examined and adjusted as sufficient as a partial requirement for the MASTER DEGREE IN STRUCTURAL ENGINEERING at Jawaharlal Nehru Technological university, Kakinada is a bonafide record of the work done by student under my guidance and supervision.
Project Guide Head of the DepartmentP.RAVI KUMAR , M.Tech, G.GANESH NAIDU,M.Tech,(P.hd)Asst. Professor Asst. Professor & HOD,DEPARTMENT OF CE DEPARTMENT OF CE
PrincipalDr. C.V.SUBBA RAO, M.Tech , Phd. PROJECT EXTERNAL EXAMINER

ACKNOWLEDGEMENT
I would like to take this opportunity to express my heartiest concern of words to all
those people who have helped me in various ways to complete my project.
I express my profound gratitude to my Project guide Mr.P.RAVI KUMAR, M.Tech,
Asst.Professor, Department of CE for his valuable and inspiring guidance, comments, and
encouragements throughout the course of this project.
We are highly indebted to Mr.G.GANESH NAIDU, M.Tech,Ph.d, Assistant
Professor and Head of Civil Engineering Department. He has been a constant source of
encouragement and has inspired me in completing the project and helped us at various stages
of project work.
First and foremost I express my heartfelt gratitude to our principal Dr.C.V.SUBBA
RAO, M.Tech,Ph.d,Department of Mechanical Engineering of our institution for
forecasting an excellent academic environment which made my project work possible.
Sincerely thanks to our Secretary and Correspondent Sri.M.SRIDHAR, M.Tech, for
his kind support and encouragement.
I extend my sincere thanks to our faculty members and lab technicians for their help
in completing the project work.
G.SAI CHAND(15KQ1D8705)

DECLARATION
I, hereby declare that the work which is being presented in this dissertation entitled
“PARTIAL REPLACEMENT OF AGGREGATE WITH CERAMIC TILE IN
CONCRETE’’, submitted towards the partial fulfillment of requirements for the award of the
degree of Master of Technology in STRUCTURAL ENGINEERING at Pace institute of technology and
sciences, Vallur is an authentic record of my work carried out under the supervision of
Mr.P.RAVIKUMAR M.Tech, Assistant Professor Department of C.E,. at Pace institute of technology
and sciences, Vallur.
The matter embodied in this dissertation report has not been submitted by me for the
award of any other degree. Further the technical details furnished in the various chapters in
this report are purely relevant to the above project and there is no deviation from the
theoretical point of view for design, development and implementation.
G.SAI CHAND(15KQ1D8705)

i
Abstract
Due to the day to day innovations and development in construction field, the
use of natural aggregates is increased tremendously and at the same time, the
production of solid wastes from the demolitions of constructions is also quite high.
Because of these reasons the reuse of demolished constructional wastes like ceramic
tile and granite powder came into the picture to reduce the solid waste and to reduce
the scarcity of natural aggregates for making concrete. The ceramic tile waste is not
only occurring from the demolition of structures but also from the manufacturing unit.
Studies show that about 20-30% of material prepared in the tile manufacturing
plants are transforming into waste. This waste material should have to be reused in
order to deal with the limited resource of natural aggregate and to reduce the
construction wastes.
Crushed waste ceramic tiles, crushed waste ceramic tile powder and Granite
powder are used as a replacement to the coarse aggregates and fine aggregate. The
ceramic waste crushed tiles were partially replaced in place of coarse aggregates by
10%, 20%, 30%, 40% and 50%. Granite powder and ceramic tile powder were
replaced in place of fine aggregate by 10% along with the ceramic coarse tile. M25
grade of concrete was designed and tested. The mix design for different types of
mixes were prepared by replacing the coarse aggregates and fine aggregate at
different percentages of crushed tiles and granite powder. Experimental investigations
like workability, Compressive strength test, Split tensile strength test, Flexural
strength test for different concrete mixes with different percentages of waste crushed
and granite powder after 7, 14 and 28 days curing period has done. It has been
observed that the workability increases with increase in the percentage of replacement
of granite powder and crushed tiles increases. The strength of concrete also increases
with the ceramic coarse tile aggregate up to 30% percentage.
Keywords: Crushed tiles, Compressive strength, Flexural strength, Granite powder,
Split Tensile strength.

ii
CONTENTS
Page No.
ABSTRACT i
CONTENTS ii
LIST OF TABLES v
LIST OF FIGURES vi
SYMBOLS vii
1. INTRODUCTION
1.1 CONCRETE 2
1.2 HISTORICAL BACKGROUND 2
1.3 PROPERTIES OF CONCRETE 3
1.4 LIGHT WEIGHT CONCRETE 4
1.5 CONSTRUCTION WASTE IN INDIA 4
1.6 TILE AGGREGATE CONCRETE 5
1.6.1 ENVIRONMENTAL AND ECONOMIC BENEFITS OF TILE
AGGREGATE CONCRETE 5
2. LITERATURE REVIEW
2.1 GENERAL 7
2.2 LITERATURE REVIEW 7
3. MATERIALS AND PROPERTIES
3.1 MATERIALS USED 12
3.1.1 CEMENT 12
3.1.2 FINE AGGREGATE 13
3.1.3 COARSE AGGREGATE 13
3.1.4 WATER 14

iii
3.1.5 CERAMIC TILE AGGREGATE 15
3.1.6 CERAMIC TILE FINE AGGREGATE 15
3.1.7 GRANITE POWDER 16
4. CONCRETE MIX DESIGN
4.1 MIX DESIGN FOR M25 GRADE OF CONCRETE 18
5. EXPERIMENTAL DETAILS
5.1 GENERAL 24
5.2 WORKABILITY 25
5.2.1 SLUMP CONE TEST 25
5.2.2 COMPACTION FACTOR TEST 27
5.3 COMPRESSIVE STRENGTH TEST 28
5.4 SPLIT TENSILE TEST 29
5.5 FLEXURAL TEST 30
6. TEST RESULTS
6.1 WORKABILITY
6.1.1 SLUMP CONE TEST 33
6.1.2 COMPACTION FACTOR TEST 34
6.2 COMPRESSIVE STRENGTH 34
6.3 SPLIT TENSILE STRENGTH 37
6.4 FLEXURAL STRENGTH 39
7. DISCUSSION
7.1 WORKABILITY
7.1.1 SLUMP CONE TEST 41

iv
7.1.2 COMPACTION FACTOR TEST 41
7.2 COMPRESSIVE STRENGTH 42
7.3 SPLIT TENSILE STRENGTH 43
7.4 FLEXURAL STRENGTH 44
8. SUMMARY AND CONCLUSION
8.1 GENERAL 46
8.2 CONCLUSIONS 46
FUTURE SCOPE OF WORK 47
REFERENCES 48

v
LIST OF TABLES
Table No Description Page No
1 Properties of Cement 13
2 Properties of Fine Aggregate 13
3 Properties of Coarse Aggregate 14
4 Properties of Ceramic Tile Aggregate 15
5 Properties of Granite Powder 16
6 Details of Mix Designations and replacement values 24
7 Slump Cone Test Results 33
8 Compaction Factor Test Results 34
9 Compression Test Results of M25 Grade 35
10 Split Tensile Test Results of M25 Grade 37
11 Flexural Test Results 39

vi
LIST OF FIGURES
Figure No Description Page No
1 Ceramic Tile Aggregate sample 15
2 Slump Cone Test Procedure 26
3 Types of Slump/Slump Pattern 26
4 Compaction Factor Apparatus 28
5 Compression Testing of Cube Specimen 29
6 Compression Testing Machine 30
7 Split Tensile Testing of Cylinder Specimen 30
8 Flexural Testing of Beam 31
9 Comparison of compressive strength at 7days for M25 35
10 Comparison of compressive strength at 14days for M25 36
11 Comparison of compressive strength at 28days for M25 36
12 Comparison of Split Tensile strength at 7days for M25 37
13 Comparison of Split Tensile strength at 14days for M25 38
14 Comparison of Split Tensile strength at 28days for M25 38
15 Comparison of Workability for M25 grade by Slump Cone Test
41
16 Comparison of Workability for M25 grade by Compaction Factor Test
41
17 Comparison of Compressive Strength Gain of M25 concrete at 7, 14 and 28 days
42
18 Comparison of split tensile strength of M25 grade of concrete
43
19 Comparison of Flexural strength of M3 mix and CC of M25 grade.
44

vii
SYMBOLS
C -Cement
CC -Conventional Concrete
CCA -Ceramic Coarse Aggregate
CFA -Ceramic Fine Aggregate
GP -Granite Powder
CA - Coarse Aggregate
FA - Fine Aggregate
NCA – Natural Coarse Aggregate
NFA – Natural Fine Aggregate
M -Mix
OPC – Ordinary Portland Cement
Fck - Characteristic Compressive strength

1
Chapter-1
…………………………………..INTRODUCTION

2
1. INTRODUCTION
1.1 CONCRETE
Concrete is a composite material consist of mainly water, aggregate, and
cement. The physical properties desired for the finished material can be attained by
adding additives and reinforcements to the concrete mixture. A solid mass that can be
easily moulded into desired shape can be formed by mixing these ingredients in certain
proportions. Over the time, a hard matrix formed by cement binds the rest of the
ingredients together into a single hard (rigid) durable material with many uses such as
buildings, pavements etc., The technology of using concrete was adopted earlier on
large-scale by the ancient Romans, and the major part of concrete technology was
highly used in the Roman Empire. The colosseum in Rome was built largely of
concrete and the dome of the pantheon is the World’s largest unreinforced concrete
structure. After the collapse of Roman Empire in the mid-18th century, the technology
was re-pioneered as the usage of concrete has become rare. Today, the widely used
man made material is concrete in terms of tonnage.
1.2 HISTORICAL BACKGROUND
Although high strength concrete is considered as relatively a new material, its
development has been gradually increasing over years. In 1950s, USA considered the
concrete with a compressive strength of 34mpa as high strength. In 1960’s, the
concrete with compressive strength 41mpa to 52mpa was used commercially. In the
early 1970’s, 62mpa concrete was been made. With in the world state of affairs,
however, within the last fifteen years, concrete of terribly high strength entered into the
construction sector of high-rise buildings and long span bridges. The compressive
strength over 110mpa has been thought-about by IS 456-2000 for the applications in
pre-stressed concrete members and cast-in-place buildings.
However, recently reactive concrete could be the one that having a compressive
strength of nearly 250mpa. It is fully supported by pozzolanic materials. The first
distinction between high-strength concrete and nominal-strength concrete refers to the
relation of utmost resistance offered by compressive strength of the concrete sample
for the application of any type of load. Though there is no correct separation between

3
high-strength concrete and normal-strength concrete, the Yankee Concrete Institute
defined the compressive strength greater than 42mpa as high strength concrete.
1.3 PROPERTIES OF CONCRETE
Generally the Concrete is a material having high compressive strength than to
tensile strength. As it has lower tensile stress it is generally reinforced with some
materials that are strong in tension like steel. The elastic behavior of concrete at low
stress levels is relatively constant but at higher stress levels start decreasing as matrix
cracking develops. Concrete has a low coefficient of thermal expansion and its
maturity leads to shrinkage.
Due to the shrinkage and tension, all concrete structures crack to some extent.
Concrete prone to creep when it is subjected to long-duration forces. For the
applications various tests be performed to ensure the properties of concrete correspond
to the specifications. Different strengths of concrete are attained by different mixes of
concrete ingredients, which are measured in psi or Mpa. Different strengths of concrete
are used for different purposes of constructions. If the concrete must be light weight a
very low-strength concrete may be used. The Lightweight concrete is achieved by the
addition of lightweight aggregates, air or foam, the side effect is that the strength of
concrete will get reduced. The concrete with 3000-psi to 4000-psi is oftenly used for
routine works. Although the concrete with 5000-psi is more expensive option is
commercially available as a more durable one. For larger civil projects the concrete
with 5000-psi is oftenly used. The concrete strength above 5000 psi was often used for
specific building elements. For example, the high-rise concrete buildings composed of
the lower floor columns may use 12,000 psi or more strength concrete, to keep the
columns sizes small.
Bridges may use concrete of strength 10,000 psi in long beams to minimize the
number of spans required. The other structural needs may occasionally require high-
strength concrete. The concrete of very high strength may be specified if the structure
must be very rigid, even much stronger than required to bear the service loads. For
these commercial reasons the concrete of strength as high as 19000-psi has been used.
4
1.4 LIGHT WEIGHT CONCRETE
One of the disadvantages of concrete is its high self weight. Density of normal
concrete will be in the range of order of 2200 to 2600 kg/m3. This heavy self weight
will make the concrete to some extent as an uneconomical structural material.
Attempts have been done in the past to reduce the self weight of concrete to increase
its efficiency of concrete as a structural material. The light weight concrete density
varies from 300 to 1850 kg/m3 by the use of various ingredients.
Basically there is only one method for making lightweight concrete, by
inclusion of air in concrete. This is achieved in actual practice by three different ways.
(i) By replacing the usual mineral aggregate by cellular porous or lightweight
aggregate.
(ii) Introducing the gas or air bubbles in mortar, known as aerated concrete.
(iii) Omitting the sand from the aggregates, called as No-fines concrete.
Lightweight concrete has become more popular in recent years and have more
advantages over the conventional concrete.
1.5 CONSTRUCTION WASTE IN INDIA:
In the present construction world, the solid waste is increasing day by day from
the demolitions of constructions. There is a huge usage of ceramic tiles in the present
constructions is going on and it is increasing in day by day construction field. Ceramic
products are part of the essential construction materials used in most buildings. Some
common manufactured ceramics include wall tiles, floor tiles, sanitary ware, household
ceramics and technical ceramics. They are mostly produced using natural materials that
contain high content of clay minerals. However, despite the ornamental benefits of
ceramics, its wastes among others cause a lot of nuisance to the environment. And also
in other side waste tile is also producing from demolished wastes from construction.
Indian tiles production is 100 million ton per year in the ceramic industry, about 15%-
30% waste material generated from the total production. This waste is not recycled in
any form at present, however the ceramic waste is durable, hard and highly resistant to
biological, chemical and physical degradation forces so, we selected these waste tiles
as a replacement material to the basic natural aggregate to reuse them and to decrease
the solid waste produced from demolitions of construction. Waste tiles and granite
5
powder were collected from the surroundings. There are some researchers are also
going on solid waste from construction to reuse them again in the construction to
reduce the solid waste and to preserve the natural basic aggregates. These researches
promotes to use the recycled aggregates in the concrete mix and they got good result
when adding some extent percentages of recycled aggregates in place of natural coarse
aggregate.
1.6 TILE AGGREGATE CONCRETE:
Crushed tiles are replaced in place of coarse aggregate and granite powder in
place of fine aggregate by the percentage of 10%. The fine and coarse aggregates were
replaced individually by these crushed tiles and granite powder and also in
combinations that is replacement of coarse and fine aggregates at a time in single mix.
For analyzing the suitability of these crushed waste tiles and granite powder in
the concrete mix, workability test was conducted for different mixes having different
percentages of these materials. Slump cone test is used for performing workability tests
on fresh concrete. And compressive strength test is also conducted for 3, 7 and 28 days
curing periods by casting cubes to analyze the strength variation by different
percentage of this waste materials. This present study is to understand the behavior and
performance of ceramic solid waste in concrete. The waste crushed tiles are used to
partially replace coarse aggregate by 10%, 20%, 30%, 40% and 50%. Granite powder
is also used partial replace fine aggregate by 10%.
1.6.1 ENVIRONMENTAL AND ECONOMIC BENEFITS OF TILE
AGGREGATE CONCRETE:
The usage of tile aggregate as replacement to coarse aggregate in concrete has
the benefits in the aspects of cost and reduction of pollution from construction
industry. The cost of concrete manufacturing will reduce considerably over
conventional concrete by including tile aggregate and granite powder since it is readily
available at very low cost and there-by reducing the construction pollution or effective
usage of construction waste.

6
CHAPTER – 2
………………………………LITERATURE REVIEW

7
2. LITERATURE REVIEW
2.1 General:
Being the major component of structure, many researches have been done on
concrete to improve its properties in every possible manner to develop a sustainable
concrete mass. The concrete can be strengthened only by the replacement of its
ingredients by better ones. Not only replacing by some material but using an waste
material makes the environment friendly at the same time more suitable to
construction. In this aspect lot of researches have been done on using the tile aggregate
in concrete which is a waste material directly from industry or indirectly from
demolition of a structure. The present study is focused only on the literature related to
usage of tile aggregate in concrete as a replacement to coarse aggregate. The details of
literature review are given below.
2.2 Literature Review:
Aruna D (2015)[1]: For tile waste based concrete, coarse aggregates were
replaced by 20mm down size, tile wastes by 0% , 5%, 10%, 15%, 20% and 25% and
also the cement is partially replaced by fly-ash. The average maximum compressive
strength of roof tile aggregate concrete is obtained at a replacement of 25%. A
reduction of 10-15% of strength is observed compared to conventional concrete at 25%
of roof tile aggregate replacement. The workability of roof tile waste concrete is in the
range of medium. Overall, the replacement of tiles in concrete is satisfactory for small
constructions.
Batriti Monhun R. Marwein (2016)[2]: The ceramic waste adopted is broken
tiles. Ceramic waste concrete (CWC)made with these tiles at 0%, 15%, 20%, 25% and
30%. M20 grade concrete is adopted; a constant water cement ratio of 0.48 is
maintained for all the concrete mixes. The characteristics properties of concrete such
as workability for fresh concrete, also Compressive Strength, Split Tensile Strength are
found at 3, 7 and 28 days. The paper suggests that the replacement of waste tile
aggregate should be in the range of 5-30% and also it is suitable to ordinary mixes like
M15 and M20.
8
B. TOPÇU AND M. CANBAZ (2010)[3]: The amount of tile waste generation
is enough to use in concrete as a replacement to coarse aggregate. The use of ceramic
tile waste has a positive effect on environment and in the cost aspects too. By the use
of tile aggregate, the self weight of concrete is reduced about 4% which makes the
structure economical. Coming to the strength aspect, the tile aggregate replacement has
a negative effect on both the compressive and split tensile strength of concrete. But this
paper studied maximum replacements of tile waste which can be further divided into
smaller percentages and can be utilized in concrete with desirable properties.
Julia García-González, Desirée Rodríguez-Robles, Andrés Juan-Valdés,
Julia Ma Morán-del Pozo and M. Ignacio Guerra-Romero (2014)[4]: The study
concentrates on the ceramic waste from industries in Spain. The concrete design is
done as per the Spanish concrete code and the recycled ceramic aggregates met all the
technical requirements imposed by current Spanish legislation. The ceramic aggregates
are replaced up to 100% replacement of coarse aggregate. Appropriate tests were
conducted to compare the mechanical properties with conventional concrete. The
ceramic ware aggregate concrete was exhibited a feasible concrete properties as like
the normal gravel concrete.
Md Daniyal and Shakeel Ahmad(2015)[5]: A large quantity of ceramic
materials goes into wastage during processing, transporting and fixing due to its brittle
nature. The crushed waste ceramic tiles were used in concrete as a replacement for
natural coarse aggregates with 10%, 20%, 30%, 40% and 50% of substitution in
concrete. The study states that the use of ceramic tile aggregate in concrete enhances
its properties and it has been observed an increase in both compression and flexural
strength.
N.Naveen Prasad (2016)[6]: Crushed waste tiles and Granite powder were used
as a replacement to the coarse aggregates and fine aggregate. The combustion of waste
crushed tiles were replaced in place of coarse aggregates by 10%, 20%, 30% and 40%
and Granite powder was replaced in place of fine aggregate by 10%, 20%, 30% and
40% without changing the mix design. M25 grade of concrete was designed to prepare
the conventional mix. Without changing the mix design different types of mixes were
prepared by replacing the coarse aggregates and fine aggregate at different percentages
of crushed tiles and granite powder. Experimental investigation is carried out. The

9
workability of concrete increased with increase in granite powder and it has been
observed that the compressive strength is maximum at 30% of coarse aggregate
replacement.
Parminder Singh and Dr. Rakesh Kumar Singla (2015)[7]: A research paper
on utilization of ceramic waste tiles from industries. A partial replacement to coarse
aggregate has been studied. Three different grades of concrete has been prepared and
tested. The results are not appropriate with the conventional but considering the
strength properties, it is advisable to use ceramic tile aggregate in concrete. It is finally
concluded that, about 20% of ceramic tile usage in M20 grade of concrete is
preferable.
Paul O. Awoyera (2016)[8]: The usage of ceramic tiles in concrete was
observed in this paper. In this, both the coarse and fine aggregates are replaced with
ceramic fine and ceramic coarse aggregates obtained from construction sites of Ota,
Lagos and Nigeria in various percentages. The ceramic fine and coarse aggregates are
replaced in conventional concrete individually and the strength parameters are studied.
Finally, it states that usage of ceramic waste in concrete gives considerable increase in
strength compared to conventional concrete.
P. Rajalakshmi (2016)[9]: Use of ceramic waste will ensure an effective
measure in maintaining environment and improving properties of concrete. The
replacement of aggregates in concrete by ceramic wastes will have major
environmental benefits. In ceramic industry about 30% production goes as waste. The
ceramic waste aggregate is hard and durable material than the conventional coarse
aggregate. It has good thermal resistance. The durability properties of ceramic waste
aggregate are also good. This research studied the fine aggregate replacement by
ceramic tiles fine aggregate accordingly in the range of 10% and coarse aggregate
accordingly in the range of 30%, 60%,100% by weight of M-30 grade concrete. This
paper recommends that waste ceramic tiles can be used as an alternate construction
material to coarse and fine aggregate in concrete irrespective of the conventional
concrete, it has good strength properties i.e., 10% CFA and 60% CCA being the
maximum strength.

10
Prof. Shruthi H. G. (2016)[10]: Ceramic tiles were obtained from
manufacturing industries, from construction and demolition sites, this cause’s
environmental pollution. The utilization of crushed tile as a coarse aggregate in
concrete would also have a positive effect on the economy. study, Ceramic tile waste
were used in concrete as a replacement for natural coarse aggregate with 0%, 10%,
20% and 30% of the substitution and M20 grade concrete were used. The concrete
moulds were casted and tested for Compressive Strength and Split Tensile Strength
after a curing period of 3, 7 & 28 days. The results indicate that, the maximum
compressive strength is obtained for the 30% replacement of ceramic tile aggregate
with natural coarse aggregate.
Wadhah M.Tawfeeq (2016)[11]: This study investigated the effects of using
crushed tiles (CT) as coarse aggregates in the concrete mix. The technology of
concrete recycling is well established in the U.S. Recycling of Portland cement
concrete, as well as asphaltic concrete, has been shown to be a cost-effective
alternative for road, street and highway construction. It includes not only the water
content and tiles but also the gravel/sand ratio. They concluded that as the water-
cement ratio decrease, the compressive strength increases. The paper consists of
replacement of crushed tiles to 50% and 100% only. The results show that replacement
of crushed tiles as coarse aggregate below 50% will have considerable properties.

11
CHAPTER – 3
…………..……………….MATERIALS AND PROPERTIES

12
3. MATERIALS AND PROPERTIES
3.1 MATERIALS USED
In this investigation, the following materials were used:
ÿ Ordinary Portland Cement of 53 Grade cement conforming to IS:
169-1989
ÿ Fine aggregate and coarse aggregate conforming to IS: 2386-1963.
ÿ Water.
3.1.1 CEMENT:
Ordinary Portland cement is the most common type of cement in general use
around the world as a basic ingredient of concrete, mortar, stucco, and most non-
specialty grout. It developed from other types of hydraulic lime in England in mid 19th
century and usually originates from limestone. It is a fine powder produced by heating
materials to form clinker. After grinding the clinker we will add small amounts of
remaining ingredients. Many types of cements are available in market. When it comes
to different grades of cement, the 53 Grade OPC Cement provides consistently higher
strength compared to others. As per the Bureau of Indian Standards (BIS), the grade
number of a cement highlights the minimum compressive strength that the cement is
expected to attain within 28 days. For 53 Grade OPC Cement, the minimum
compressive strength achieved by the cement at the end of the 28th day shouldn’t be
less than 53MPa or 530 kg/cm2. The color of OPC is grey color and by eliminating
ferrous oxide during manufacturing process of cement we will get white cement also.
Ordinary Portland Cement of 53 Grade of brand name Ultra Tech Company,
available in the local market was used for the investigation. Care has been taken to see
that the procurement was made from single batching in air tight containers to prevent it
from being effected by atmospheric conditions. The cement thus procured was tested
for physical requirements in accordance with IS: 169-1989 and for chemical
requirement in accordance IS: 4032-1988. The physical properties of the cement are
listed in Table – 1

13
Table-1 Properties of cement
3.1.2 FINE AGGREGATES:
Sand is a natural granular material which is mainly composed of finely divided
rocky material and mineral particles. The most common constituent of sand is silica
(silicon dioxide, or SiO2), usually in the form of quartz, because of its chemical
inertness and considerable hardness, is the most common weathering resistant mineral.
Hence, it is used as fine aggregate in concrete.
River sand locally available in the market was used in the investigation. The
aggregate was tested for its physical requirements such as gradation, fineness modulus,
specific gravity in accordance with IS: 2386-1963.The sand was surface dried before
use.
Table 2: Properties of Fine Aggregate
S.No Description Test Result
1 Sand zone Zone- III
2 Specific gravity 2.59
3 Free Moisture 1%4 Bulk density of fine aggregate (poured density)
Bulk density of fine aggregate (tapped density)
1385.16 kg/m3
1606.23 kg/m3
SL.NO Properties Test results IS: 169-1989
1. Normal consistency 0.32
2. Initial setting time 50min Minimum of 30min
3. Final setting time 320min Maximum of 600min
4. Specific gravity 3.14
5. Compressive strength
3days strength 29.2 Mpa Minimum of 27Mpa
7days strength 44.6 Mpa Minimum of 40Mpa
28days strength 56.6 Mpa Minimum of 53Mpa

14
3.1.3 COARSE AGGREGATES:
Crushed aggregates of less than 12.5mm size produced from local crushing
plants were used. The aggregate exclusively passing through 12.5mm sieve size and
retained on 10mm sieve is selected. The aggregates were tested for their physical
requirements such as gradation, fineness modulus, specific gravity and bulk density in
accordance with IS: 2386-1963. The individual aggregates were mixed to induce the
required combined grading. The particular specific gravity and water absorption of the
mixture are given in table.
Table 3: Properties of Coarse Aggregate
S.No Description Test Results
1 Nominal size used 20mm2 Specific gravity 2.9
3 Impact value 10.5
4 Water absorption 0.15%5 Sieve analysis 20mm
6 Aggregate crushing value 20.19%
7 Bulk density of coarse aggregate (Poured density) Bulk density of coarse aggregate (Tapped density)
1687.31kg/m31935.3 kg/m3
3.1.4 WATER:
Water plays a vital role in achieving the strength of concrete. For complete
hydration it requires about 3/10th of its weight of water. It is practically proved that
minimum water-cement ratio 0.35 is required for conventional concrete. Water
participates in chemical reaction with cement and cement paste is formed and binds
with coarse aggregate and fine aggregates. If more water is used, segregation and
bleeding takes place, so that the concrete becomes weak, but most of the water will
absorb by the fibers. Hence it may avoid bleeding. If water content exceeds
permissible limits it may cause bleeding. If less water is used, the required workability
is not achieved. Potable water fit for drinking is required to be used in the concrete and
it should have pH value ranges between 6 to 9

15
3.1.5 CERAMIC TILE AGGREGATE:
Broken tiles were collected from the solid waste of ceramic manufacturing unit
and from demolished building. The waste tiles were crushed into small pieces by
manually and by using crusher. The required size of crushed tile aggregate was
separated to use them as partial replacement to the natural coarse aggregate. The tile
waste which is lesser than 4.75 mm size was neglected. The crushed tile aggregate
passing through 16.5mm sieve and retained on 12mm sieve are used. Crushed tiles
were partially replaced in place of coarse aggregate by the percentages of 10%, 20%
and 30%, 40% and 50% individually and along with replacement of fine aggregate
with granite powder also.
Figure 1: Ceramic Tile Aggregate Sample
3.1.6 CERAMIC TILE-FINE AGGREGATE:
The tile aggregate after crushing results in some material which is finer in size.
This material is also included in concrete as replacement to fine aggregate since it is
also a waste and similar to that of sand. The aggregate which passes through the
4.75mm sieve is used as a partial replacement to fine aggregate of 10% in combination
with the coarse aggregate replacement.
Table4: Properties of Ceramic tile aggregate
S.No Description Test Results
1 Origin Rock Feldspar
2 Impact value of crushed tiles 12.5%
3 Specific gravity of crushed tiles 2.6
4 Specific gravity of tile powder (C.F.A) 2.5
5 Water absorption of crushed tiles 0.19%
6 Water absorption of Tile powder(C.F.A) 0.13%

16
3.1.7 GRANITE POWDER:
Since granite powder is obtained from crushing of granite rocks, the chemical
and mineral composition of granite is similar to that in cement and natural aggregates.
It is chosen to test the behavior of concrete along with the ceramic tile waste.
Table 5: Properties of Granite Powder
S.No Description Test Results
1 Specific gravity of granite powder 2.4
2 Water absorption of granite powder 0.10%
From Industry granite powder will be collect; 4.75 mm passed materials was
separated to use it as a partial replacement to the fine aggregate. Granite powder was
partially replaced in place of fine aggregate by the percentages of 10% along with
replacement of coarse aggregate with crushed tiles also.

17
CHAPTER-4
…………………………………………MIX DESIGN

18
4. CONCRETE MIX DESIGN (AS PER IS:10262-2009)
4.1 MIX DESIGN FOR M25 GRADE CONCRETE:
Characteristic compressive strength required in the field at 28 days: 20 Mpa
a) The mean strength , f1ck= fck + ks
=25 + (1.65x4)
= 31.6 Mpa
b) For OPC, adopting a water-cement ratio of 0.44
c) Form table 2 of IS: 10262-2009, maximum water content for 20 mm
aggregates is 186 liters.
Adopting a water content of 170 liters
d) Water-cement ratio=0.44
Cement Content, C= . =380 kg/m3
From IS: 456-2000, the minimum cement content is 300 kg/m3for severe
exposure.
Hence O.K.
e) From table 3 of IS:10262-2009, volume of coarse aggregate corresponding
to 20 mm size aggregate and fine aggregate (Zone III) for water-cement
ratio of 0.50 =0.64 %
In the present case water-cement ratio is 0.44. Therefore, volume of
coarse aggregate is required to be increased to decrease the fine aggregate
content. Thus, corrected proportion of volume of coarse aggregate for the
water-cement ratio of 0.44 = 0.652.
Volume of Fine Aggregates = 1- volume of C.A.
= 1- 0.652
= 0.348%
f) Volume of cement = . * =0.121%
Volume of water = * =0.17%
Volume of all in aggregates = 1- volume of (cement + water)
= 1- (0.121+0.17)
= 0.71 %

19
Mass of Coarse aggregate (C.A.) =e x Vol. of C.A. x Sp. gravity of C.A. x 1000
= 0.71*0.652*2.9*1000= 1340.57 kg/m3
Mass of Fine aggregate (F.A.) =e x Vol. of F.A. x Sp. gravity of F.A. x 1000
= 0.71*0.348*2.59*1000= 640 kg/m3
g) Mix proportions:C : FA : CA : WATER
380 : 640 : 1340.57 : 170
h) Site Corrections:
Water Absorption of C.A. = 1340.57 *.
= 2 kg/m3
Moisture content of F.A. = 640 *
= 6.4 kgWeight of C.A. = 1340.57-2
= 1338.57 kg/m3
Weight of F.A. = 640+6.4= 633.6 kg/m3
Adjusted water content = 170-2+6.4= 174.4 liters
i) Final quantities of materials after corrections/adjustments according to the
site:
Cement = 380 kg/m3
Fine aggregates = 634 kg/m3
Coarse aggregates = 1339 kg/m3
Water = 175 kg/m3
Final Mix Proportions:
C : FA : CA : WATER380 : 634 : 1339 : 175
1 : 1.67 : 3.52 : 0.44

20
For 10% CCA Aggregates:
Mix Proportions:
C : NFA : NCA : CCA : WATER
380 : 640 : 1207 : 120 : 174.5
1 : 1.7 : 3.18 : 0.31 : 0.44
For 20% CCA Aggregates:
Mix Proportions:
C : NFA : NCA : CCA : WATER
380 : 640 : 1074 : 241 : 174.5
1 : 1.7 : 2.83 : 0.63 : 0.44
For 30% CCA Aggregates:
Mix Proportions:
C : NFA : NCA : CCA : WATER
380 : 640 : 939 : 359 : 174.5
1 : 1.7 : 2.47 : 0.95 : 0.44
For 40% CCA Aggregates:
Mix Proportions:
C : NFA : NCA : CCA : WATER
380 : 640 : 804 : 481 : 174
1 : 1.7 : 2.12 : 1.26 : 0.44
For 50% CCA Aggregates:
Mix Proportions:
C : NFA : NCA : CCA : WATER
380 : 640 : 671 : 603 : 174
1 : 1.7 : 1.77 : 1.59 : 0.44

21
For 10% CCA+10%CFA Aggregates:
Mix Proportions:
C : NFA : CFA : NCA : CCA : WATER
380 : 574 : 62 : 1207 : 120 : 174
1 : 1.51 : 0.16 : 3.18 : 0.31 : 0.44
For 20% CCA+10%CFA Aggregates:
Mix Proportions:
C : NFA : CFA : NCA : CCA : WATER
380 : 574 : 62 : 1074 : 240.7 : 174
1 : 1.51 : 0.16 : 2.83 : 0.63 : 0.44
For 30% CCA+10%CFA Aggregates:
Mix Proportions:
C : NFA : CFA : NCA : CCA : WATER
380 : 574 : 62 : 939 : 359 : 174.5
1 : 1.51 : 0.16 : 2.47 : 0.95 : 0.44
For 40% CCA+10%CFA Aggregates:
Mix Proportions:
C : NFA : CFA : NCA : CCA : WATER
380 : 574 : 62 : 804 : 481 : 174
1 : 1.51 : 0.16 : 2.12 : 1.26 : 0.44
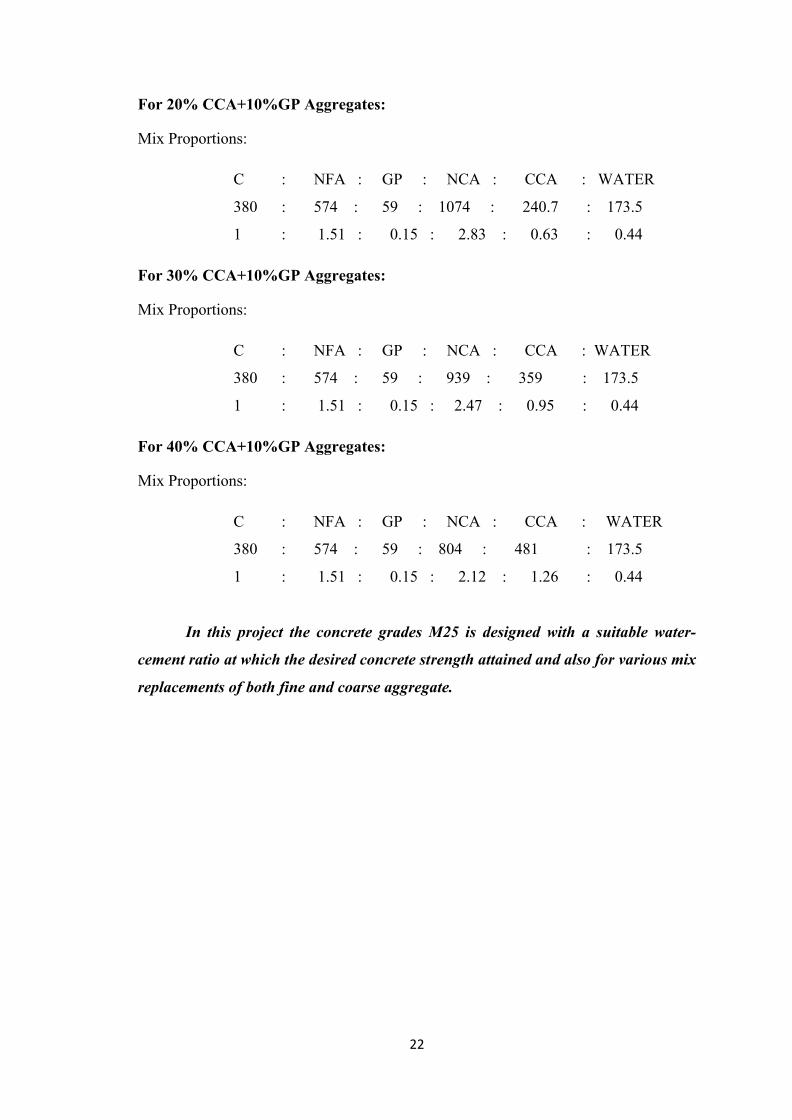
For 10% CCA+10%GP Aggregates:
Mix Proportions:
C : NFA : GP : NCA : CCA : WATER
380 : 574 : 59 : 1207 : 120 : 173.5
1 : 1.51 : 0.15 : 3.18 : 0.31 : 0.44
22
For 20% CCA+10%GP Aggregates:
Mix Proportions:
C : NFA : GP : NCA : CCA : WATER
380 : 574 : 59 : 1074 : 240.7 : 173.5
1 : 1.51 : 0.15 : 2.83 : 0.63 : 0.44
For 30% CCA+10%GP Aggregates:
Mix Proportions:
C : NFA : GP : NCA : CCA : WATER
380 : 574 : 59 : 939 : 359 : 173.5
1 : 1.51 : 0.15 : 2.47 : 0.95 : 0.44
For 40% CCA+10%GP Aggregates:
Mix Proportions:
C : NFA : GP : NCA : CCA : WATER
380 : 574 : 59 : 804 : 481 : 173.5
1 : 1.51 : 0.15 : 2.12 : 1.26 : 0.44
In this project the concrete grades M25 is designed with a suitable water-
cement ratio at which the desired concrete strength attained and also for various mix
replacements of both fine and coarse aggregate.

23
CHAPTER -5
………………………….EXPERIMENTAL DETAILS

24
5. EXPERIMENTAL DETAILS
This chapter deals with the various mix proportions adopted in carrying out the
experiments and experimental results obtained with respect to their workability, compressive
strength, split tensile strength, flexural strength and durability test.
5.1 GENERAL:
Different types of mixes were prepared by changing the percentage of replacement of
coarse and fine aggregates with crushed tiles, crushed tile powder and granite powder. Total
14 types of mixes are prepared along with conventional mixes. The coarse aggregates are
replaced by 10%, 20%, 30%, 40% and 50% of crushed tiles and the fine aggregate is replaced
by 10% of both crushed tile powder and granite powder individually but along with the coarse
aggregate. The details of mix designations are as follows:
Table 6: Details of aggregate replacement for mix codes
S.noMix
Code
Cement
(%)
Coarse Aggregate (%) Fine Aggregate (%)
Natural
Coarse
Aggregate
Crushed
TilesSand
Crushed
tile
powder
Granite
Powder
1 M0 100 100 0 100 0 0
2 M1 100 90 10 100 0 0
3 M2 100 80 20 100 0 0
4 M3 100 70 30 100 0 0
5 M4 100 60 40 100 0 0
6 M5 100 50 50 100 0 0
7 M6 100 90 10 90 10 0
8 M7 100 80 20 90 10 0
9 M8 100 70 30 90 10 0
10 M9 100 60 40 90 10 0
11 M10 100 90 10 90 0 10
12 M11 100 80 20 90 0 10
13 M12 100 70 30 90 0 10
14 M13 100 60 40 90 0 10
25
5.2 WORKABILITY:
The property of fresh concrete which is indicated by the amount of useful
internal work required to fully compact the concrete without bleeding or segregation in
the finished product. Workability is one of the physical parameters of concrete which
affects the strength and durability as well as the cost of labor and appearance of the
finished product. Concrete is said to be workable when it is easily placed and
compacted homogeneously i.e without bleeding or Segregation. Unworkable concrete
needs more work or effort to be compacted in place, also honeycombs &/or pockets
may also be visible in finished concrete.
DIFFERENT TEST METHODS FOR WORKABILITY MEASUREMENT:
Depending upon the water cement ratio in the concrete mix, the workability may
be determined by the following three methods.
1. Slump Test
2. Compaction Factor Test
3. Vee-bee Consistometer Test
In this study, the slump-cone test and compaction factor tests were carried out to
determine the workability of concrete. The test procedures are given below:
5.2.1 DETERMINATION OF WORKABILITY BY SLUMP-CONE TEST:
To find the workability of concrete thoroughly mix cement, sand And coarse
aggregate according to designed mix proportions to form a homogenous mix of
concrete.
Equipments Required for Concrete Slump Test:
Mould for slump test, non porous base plate, measuring scale, temping rod. The
mould for the test is in the form of the frustum of a cone having height 30 cm, bottom
diameter 20 cm and top diameter 10 cm. The tamping rod is of steel 16 mm diameter
and 60cm long and rounded at one end.
ß Clean the internal surface of the mould and apply oil.
ß Place the mould on a smooth horizontal non- porous base plate.
ß Fill the mould with the prepared concrete mix in 3 approximately equal layers.
26
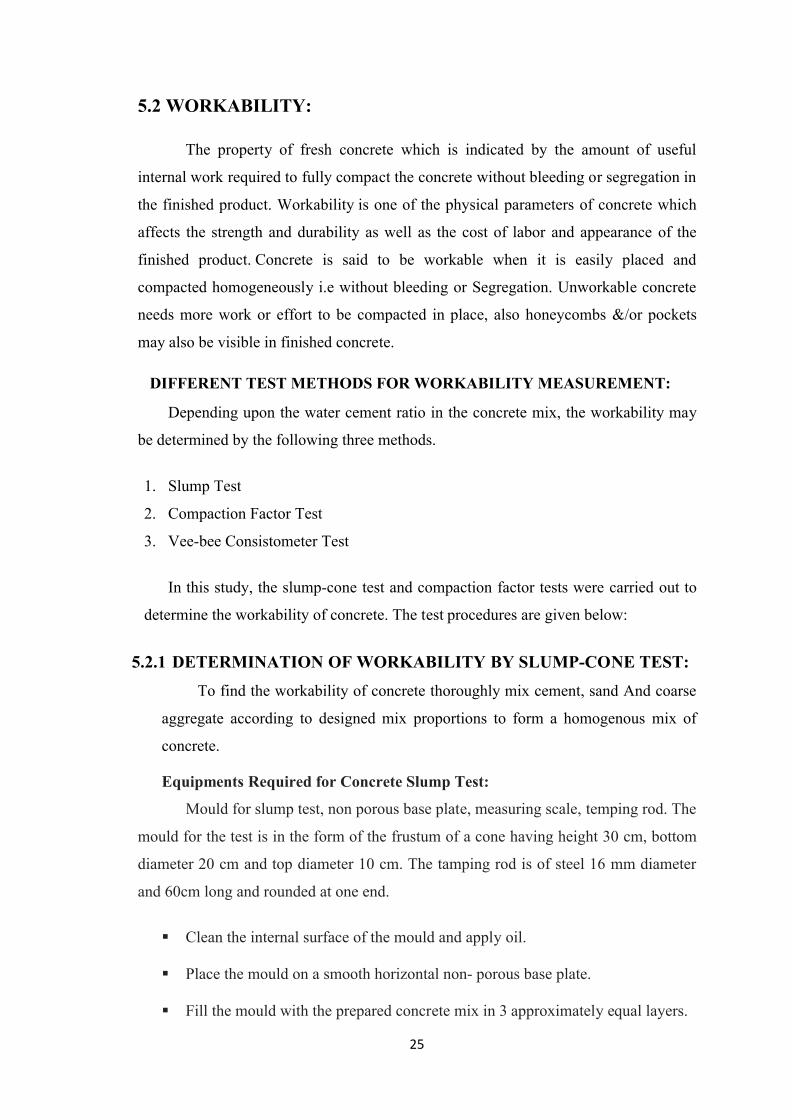
ß Tamp each layer with 25 strokes of the rounded end of the tamping rod in a
uniform manner over the cross section of the mould. For the subsequent layers,
the tamping should penetrate into the underlying layer.
ß Remove the excess concrete and level the surface with a trowel.
ß Clean away the mortar or water leaked out between the mould and the base
plate.
ß Raise the mould from the concrete immediately and slowly in vertical
direction.
ß Measure the slump as the difference between the height of the mould and that
of height point of the specimen being tested.
Figure-2: Concrete Slump Test Procedure
Slump for the given sample= _____mm
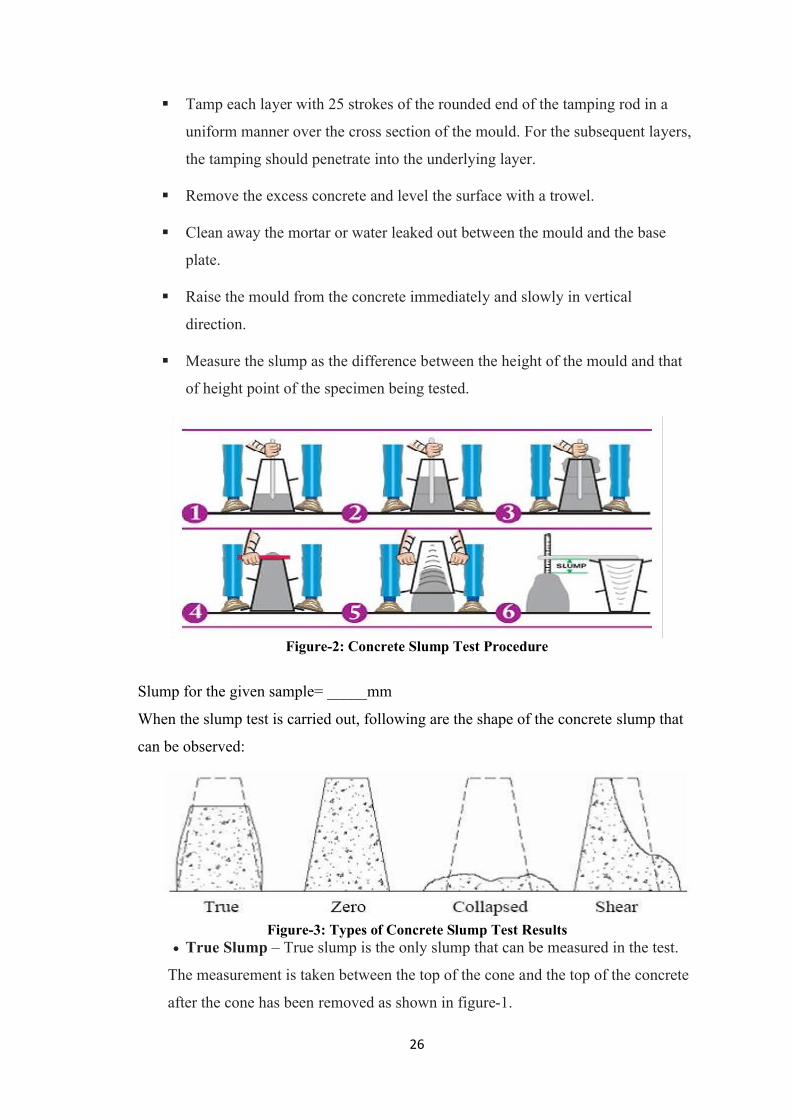
When the slump test is carried out, following are the shape of the concrete slump that
can be observed:
Figure-3: Types of Concrete Slump Test Results∑ True Slump – True slump is the only slump that can be measured in the test.
The measurement is taken between the top of the cone and the top of the concrete
after the cone has been removed as shown in figure-1.

27
∑ Zero Slump – Zero slump is the indication of very low water-cement ratio,
which results in dry mixes. These type of concrete is generally used for road
construction.
∑ Collapsed Slump – This is an indication that the water-cement ratio is too
high, i.e. concrete mix is too wet or it is a high workability mix, for which a slump
test is not appropriate.
∑ Shear Slump – The shear slump indicates that the result is incomplete, and
concrete to be retested.
5.2.2 DETERMINATION OF WORKABILITY BY COMPACION
FACTOR TEST:
APPARATUS
Compaction factor apparatus’ trowels, hand scoop (15.2 cm long), a rod of steel
or other suitable material (1.6 cm diameter, 61 cm long rounded at one end) and a
balance.
Procedure:
ÿ To find the workability of concrete thoroughly mix cement, sand And coarse
aggregate according to designed mix proportions to form a homogenous mix of
concrete.
ÿ Find the Weight of empty cylinder (W1).
ÿ Fill the upper hopper with the freshly prepared concrete and after 2 minutes,
release the trap door of the hopper. Immediately after the concrete has come to
rest, open the trap door of the lower hopper and allow the concrete to fall into
the cylinder which brings the concrete to a partially compacted state.
ÿ Remove the excess concrete over the top of the cylinder by a trowel.
ÿ Clean the cylinder properly and weigh it with the partially compacted concrete
(W2).
ÿ Empty the cylinder and refill it with the same sample of concrete in four layers,
compaction of each layer by giving 25 blows with the tamping rod.
ÿ Level up the mi and weigh the cylinder with the fully compacted concrete
(W3).
28
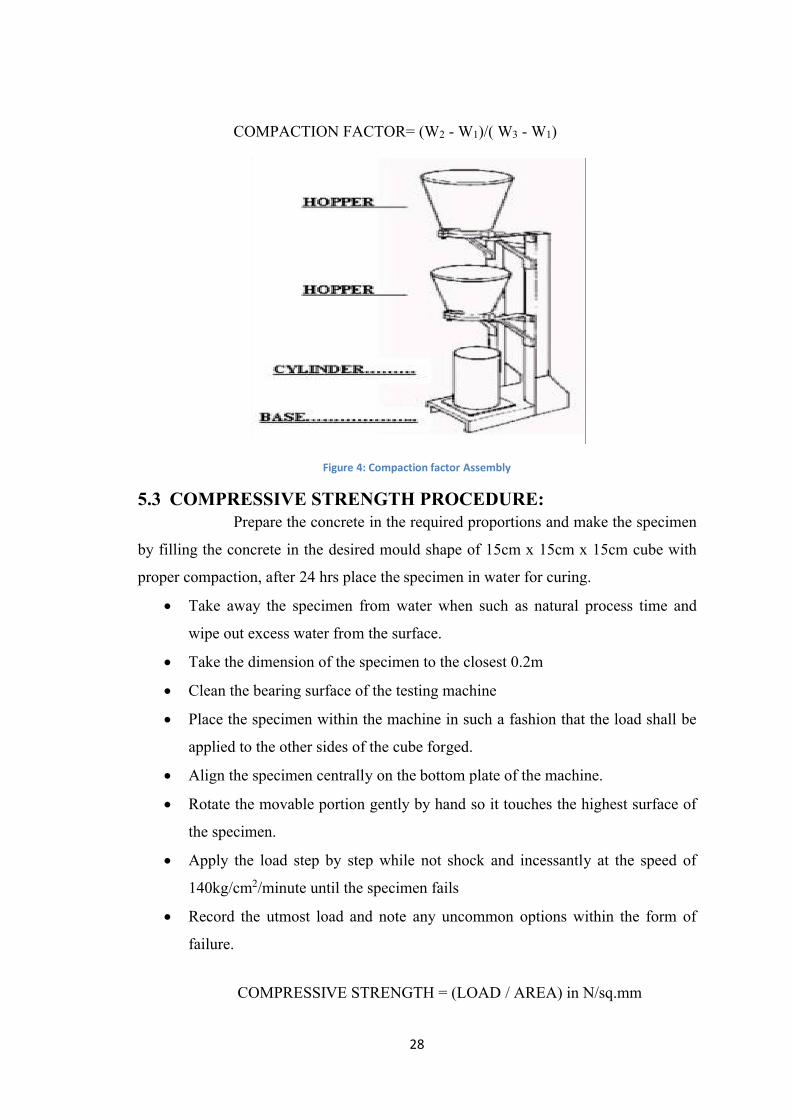
COMPACTION FACTOR= (W2 - W1)/( W3 - W1)
Figure 4: Compaction factor Assembly
5.3 COMPRESSIVE STRENGTH PROCEDURE:Prepare the concrete in the required proportions and make the specimen
by filling the concrete in the desired mould shape of 15cm x 15cm x 15cm cube with
proper compaction, after 24 hrs place the specimen in water for curing.
∑ Take away the specimen from water when such as natural process time and
wipe out excess water from the surface.
∑ Take the dimension of the specimen to the closest 0.2m
∑ Clean the bearing surface of the testing machine
∑ Place the specimen within the machine in such a fashion that the load shall be
applied to the other sides of the cube forged.
∑ Align the specimen centrally on the bottom plate of the machine.
∑ Rotate the movable portion gently by hand so it touches the highest surface of
the specimen.
∑ Apply the load step by step while not shock and incessantly at the speed of
140kg/cm2/minute until the specimen fails
∑ Record the utmost load and note any uncommon options within the form of
failure.
COMPRESSIVE STRENGTH = (LOAD / AREA) in N/sq.mm

29
Figure 5: Compression testing of Cube Specimen
5.4 SPLIT TUBE TENSILE STRENGTH PROCEDURE:
Prepare the concrete in the required proportions and make the specimen
by filling the concrete in the desired mould shape of 10 cm x 30 cm cylinder with
proper compaction, after 24 hrs place the specimen in water for curing.
ÿ Take the wet specimen from water when seven days of natural process
ÿ Wipe out water from the surface of specimen
ÿ Draw diametrical lines on the 2 ends of the specimen to make sure that they're
on a similar axial place.
ÿ Note the weight and dimension of the specimen.
ÿ Set the compression testing machine for the specified vary.
ÿ Keep are plywood strip on the lower plate and place the specimen.
ÿ Align the specimen so the lines marked on the ends square measure vertical and
targeted over very cheap plate.
ÿ Place the other plywood strip above the specimen.
ÿ Bring down the upper plate to touch the plywood strip.
ÿ Apply the load incessantly while not shock at a rate of roughly 14-
21kg/cm2/minute (Which corresponds to a complete load of 9900kg/minute to
14850kg/minute)
ÿ Note the breaking load(P)
The splitting tensile strength is calculated using the formula=ଶగ
Where, P = applied load
D = diameter of the specimen
L = length of the specimen

30
Figure 6: Compression testing machine
Figure 7: Split Tensile Testing and Specimen (Cylinders)
5.5 FLEXURAL STRENGTH TEST:
Prepare the concrete in the required proportions and make the specimen
by filling the concrete in the desired mould shape of 10x10x50cm prism with proper
compaction, after 24 hrs place the specimen in water for curing.
ÿ Remove the specimens from water after specified curing time and wipe out
excess from the surface.
ÿ Leave the specimen in the atmosphere from 24hours before testing.
ÿ The specimen is then placed in the machine in such a manner that the load is
applied to the uppermost surface as cast in the mould, along the two lines
spaced 20.0cm a part. The axis of the specimen is carefully aligned with the
axis of loading devices.
ÿ The load is then applied without shock and increasing continuously at a rate of
400kg/min.
ÿ Since a < 20.0cm but > 17.0 for 15.0cm specimen or < 13.3 cm but > 11.0cm for 10.0cm
specimen.

31
The Flexural strength or the modulus of rupture is calculated using the
formula:
= ଷୢమ
Where,
P=load applied at failure
b=Width of specimen
d=Depth of the specimen
a= the distance between the line of fracture and the nearer support,
measured on the center line of the tensile side of the specimen
Figure 8: Flexural Testing of Beam Specimen
32
CHAPTER – 6
………………………..……………..TEST RESULTS

33
6. TEST RESULTS
6.1 WORKABILTY:
The ideal concrete is the one which is workable in all conditions i.e, can
prepared easily placed, compacted and moulded. In this chapter, the workability is
assessed by two methods as follows:
6.1.1 Slump Cone Test:. The test was conducted for fresh concrete prepared before
the moulding process. A total of 14 concrete mixes are prepared at different times.
Workability Results obtained from slump cone test for M25 grade of concrete is
shown in table 7.
Table 7: Test results from slump cone test for workability in mm
The workability from the slump cone test is in increasing manner as the mix
proportion replacement increasing. The workability range of concrete increasing as
mentioned while being in medium range overall.
S.NoMix
Designation
Aggregate Replacements % (CCA+CFA+GP )
Workability (mm)
M25
1 M0 0+0+0 62
2 M1 10+0+0 65
3 M2 20+0+0 68
4 M3 30+0+0 73
5 M4 40+0+0 78
6 M5 50+0+0 81
7 M6 10+10+0 63
8 M7 20+10+0 67
9 M8 30+10+0 71
10 M9 40+10+0 76
11 M10 10+0+10 72
12 M11 20+0+10 79
13 M12 30+0+10 86
14 M13 40+0+10 102

34
6.1.2 Compaction Factor Test:
The compaction factor test was conducted to the same mix that tested for
workability by slump cone. The results obtained from the compaction factor test for
the workability of various mixes of replacements of M25 grade of concrete are
tabulated as follows:
Table 8: Test results of compaction factor test for workability
The workability of M25 grade of concrete by compaction factor test is similar
to that of slump cone test. The pattern of increment for the mixes is quite same which
will be discussed in detail further.
6.2 Compressive strength:
A total of 42 cubes of size 150 x 150 x 150mm were casted and tested for 7
days, 14 days and 28 days testing each of 13 specimens after conducting the
workability tests. The results are tabulated below:
S.NoMix
Designation
Aggregate Replacements % (CCA+CFA+GP )
Compaction Factor
M25
1 M0 0+0+0 0.82
2 M1 10+0+0 0.84
3 M2 20+0+0 0.855
4 M3 30+0+0 0.87
5 M4 40+0+0 0.89
6 M5 50+0+0 0.93
7 M6 10+10+0 0.83
8 M7 20+10+0 0.86
9 M8 30+10+0 0.88
10 M9 40+10+0 0.91
11 M10 10+0+10 0.85
12 M11 20+0+10 0.90
13 M12 30+0+10 0.93
14 M13 40+0+10 0.95

35
Table: 09: Compressive strength results of M25 grade of concrete for 7, 24 and 28 days
Figure 9: Comparison of Compressive strength of M25 at 7 days
0
5
10
15
20
25
30
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12 M13
Mix Designation
CC
7 days
S.NoMix
Designation
Aggregate Replacements % (CCA+CFA+GP )
Compressive strength of M25 grade in N/mm2
7 days 14 days 28 days
1 M0 0+0+0 20.57 28.54 33.18
2 M1 10+0+0 24.09 31.39 36.5
3 M2 20+0+0 26.27 32.8 39.5
4 M3 30+0+0 28.05 37.53 43.14
5 M4 40+0+0 23.96 31.77 37.16
6 M5 50+0+0 22.22 28.88 34.18
7 M6 10+10+0 21.98 29 35.17
8 M7 20+10+0 23.41 31.6 37.169 M8 30+10+0 26.5 34.4 39.510 M9 40+10+0 20.01 26.65 32.9
11 M10 10+0+10 21.05 28.64 34.5
12 M11 20+0+10 24.6 33.58 39.5
13 M12 30+0+10 28.1 38.4 42.14
14 M13 40+0+10 21.32 28.09 33.84

36
Figure 10: Compressive strength of M25 concrete at 14 days
Figure 11: Compressive strength of M25 concrete at 28 days
The results obtained from compression testing gives comprehensive outcome of
the project as the replacement the replacement of tile aggregates produces a concrete
with suitable properties as conventional.
0
5
10
15
20
25
30
35
40
45
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12 M13
Mix designation
CC
14 days
0
5
10
15
20
25
30
35
40
45
50
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12 M13
Mix Designation
CC
28 days

37
6.3 Split Tensile strength:
The split tensile strength obtained by testing the cylindrical specimen for M25
grade of concrete to all the mixes designed for various replacements are given below:
Table 10: Split tensile strength results for M25 grade of concrete
Figure 12: Split tensile strength for M25 at 7days
1.6
1.62
1.64
1.66
1.68
1.7
1.72
1.74
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12 M13
CC
Series 2
S.NoMix
Designation
Aggregate Replacements % (CCA+CFA+GP )
Split Tensile Strength of M25 grade in N/mm2
7 days 14 days 28 days1 M0 0+0+0 1.67 2.18 2.562 M1 10+0+0 1.67 2.19 2.613 M2 20+0+0 1.69 2.24 2.615
4 M3 30+0+0 1.71 2.26 2.65
5 M4 40+0+0 1.69 2.21 2.59
6 M5 50+0+0 1.67 2.16 2.52
7 M6 10+10+0 1.69 2.18 2.57
8 M7 20+10+0 1.69 2.21 2.619 M8 30+10+0 1.70 2.23 2.64
10 M9 40+10+0 1.65 2.19 2.50
11 M10 10+0+10 1.68 2.20 2.5812 M11 20+0+10 1.71 2.21 2.6513 M12 30+0+10 1.72 2.24 2.6614 M13 40+0+10 1.69 2.20 2.62

38
Figure 13: Split tensile strength of M25 concrete at 14days
Figure 14: Split tensile strength of M25 concrete at 28days
The strength i.e., the tensile strength, from the results is clearly in an increment way
compared to the conventional concrete at all the curing ages of 7days, 14 days and 28 days.
The replacement of aggregates by various proportions has positive effect on the strength of
the concrete.
2.12
2.14
2.16
2.18
2.2
2.22
2.24
2.26
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12 M13
CC
Series 2
2.4
2.45
2.5
2.55
2.6
2.65
2.7
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12 M13
CC
Series 2

39
6.4 Flexural Strength:
The flexural test was conducted for M3 mix only since it has the highest compressive and split tensile strength to compare it with conventional i.e.,M0. A Total of 6 beams were casted and tested as follows:
Table 11:Flexural test results for 7, 14 and 28 days
S.No Grade of concrete Mix CodeFlexural Strength in N/mm2
7 days 14 days 28 days
2 M25 M0 7.92 8.98 9.95
3 M25 M3 8.88 9.15 10.28
40
CHAPTER – 7
…………………………………………..DISCUSSION

41
7. DISCUSSION
7.1 Workability:
7.1.1 Slump Cone Test:
Figure 15: Comparison of workability for different mixes of M25 Grade
From the results it is observed that the workability is increased by an amount of
4.8%, 9.6%, 17.7%, 25.8%, 30.6%, 1.6%, 8%, 14.5%, 22.5%, 16.1%, 27.4%, 38.7%
and 64.5% for M1, M2, M3, M4, M5,M6,M7,M8,M9,M10,M11,M12,M13 mixes
respectively over conventional M25 concrete grade(M0).
7.1.2 Compaction Factor Test:
Figure 16: Comparison of compaction factor for various mixes with conventional concrete for M25 grade
0
20
40
60
80
100
120
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12 M13
Mix Codes
C.C
C.C.A
C.C.A+C.F.A
C.C.A+G.P
0.75
0.8
0.85
0.9
0.95
1
M0 M1 M2 M3 M4 M5 M6 M7 M8 M9 M10M11M12M13mix Designations
CC
CCA
CCA+CFA
CCA+GPCC

42
From the results it is observed that the workability is increased by an amount of
2.4%, 4.3%, 6.1%, 8.5%, 13.4%, 1.2%, 4.9%, 7.3%, 10.9%, 3.6%, 9.7%, 13.4% and
15.8% and 64.5% for M1, M2, M3, M4, M5,M6,M7,M8,M9,M10,M11,M12,M13
mixes respectively over conventional M25 concrete grade(M0).
The workability from both slump cone and compaction factor tests is similar in
increasing manner. The workability increases with increase in ceramic coarse tile
aggregate but a little deviation with the addition of ceramic fine aggregate. The
addition of granite powder has significant improvement on the workability of concrete.
7.2 Compressive strength:
Figure 17: Strength comparison at 7, 14 and 28 days for M25 concrete
The Compressive strength of concrete varies as 17.11%, 27.7%, 36.36%,
16.4%, 8.02%, 6.85%, 13.8%, 28.82%, -2.72%, 2.33%, 19.59%, 36.6% and 3.64% for
M1, M2, M3, M4, M5, M6, M7, M8, M9, M10, M11, M12 and M13 compared with
the conventional concrete after 7days of curing.
The Compressive strength of concrete varies as 9.99%, 14.92%, 31.49%,
11.31%, 1.19%, 1.61%, 10.72%, 20.53%, -6.62%, 0.3%, 17.65%, 34.54% and -1.57%
for M1, M2, M3, M4, M5, M6, M7, M8, M9, M10, M11, M12 and M13 compared
with the conventional concrete after 14days of curing.
The Compressive strength of concrete varies as 10%, 19.04%, 30%, 11.99%,
3.01%, 5.99%, 11.99%, 19.04%, 0.8%, 3.97%, 19.04%, 27% and 1.98% for M1, M2,
05
10
1520
2530
354045
50
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12 M13
Mix Codes
7days
14days
28days
43
M3, M4, M5, M6, M7, M8, M9, M10, M11, M12 and M13 compared with the
conventional concrete after 28days of curing.
On comparing the strengths of all mixes, M3, M8 and M12 has the highest i.e.,
30% replacement of coarse aggregate. The addition of granite powder has positive
effect on strength while improving the workability also.
7.3 SPLIT TENSILE STRENGTH:
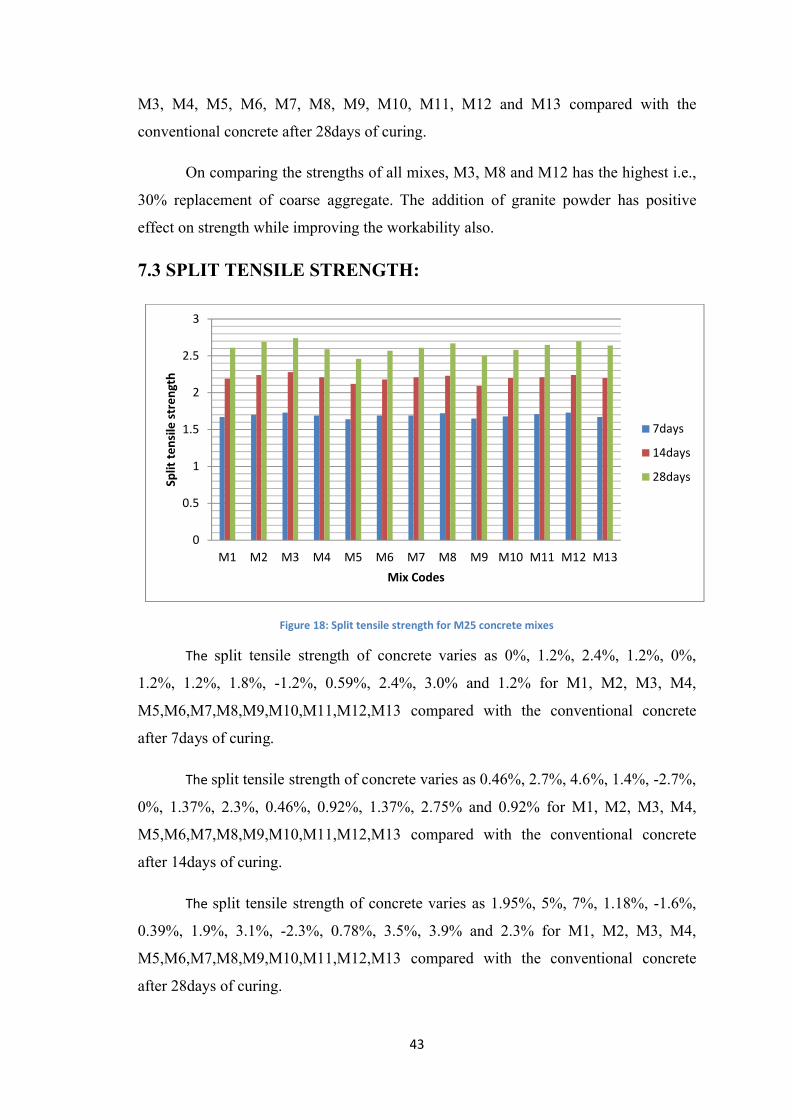
Figure 18: Split tensile strength for M25 concrete mixes
The split tensile strength of concrete varies as 0%, 1.2%, 2.4%, 1.2%, 0%,
1.2%, 1.2%, 1.8%, -1.2%, 0.59%, 2.4%, 3.0% and 1.2% for M1, M2, M3, M4,
M5,M6,M7,M8,M9,M10,M11,M12,M13 compared with the conventional concrete
after 7days of curing.
The split tensile strength of concrete varies as 0.46%, 2.7%, 4.6%, 1.4%, -2.7%,
0%, 1.37%, 2.3%, 0.46%, 0.92%, 1.37%, 2.75% and 0.92% for M1, M2, M3, M4,
M5,M6,M7,M8,M9,M10,M11,M12,M13 compared with the conventional concrete
after 14days of curing.
The split tensile strength of concrete varies as 1.95%, 5%, 7%, 1.18%, -1.6%,
0.39%, 1.9%, 3.1%, -2.3%, 0.78%, 3.5%, 3.9% and 2.3% for M1, M2, M3, M4,
M5,M6,M7,M8,M9,M10,M11,M12,M13 compared with the conventional concrete
after 28days of curing.
0
0.5
1
1.5
2
2.5
3
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12 M13Mix Codes
7days
14days
28days

44
7.4 Flexural Test:
The flexural test is conducted for the mixe, which has maximum
compressive strength and split tensile strength i.e., M3 (30% of CCA) and the results
are plotted below:
Figure 19: Flexural strength comparison M25 grades for M3 mix with conventional
The strength gaining of beam is linearly increasing. The strength variation for
three grades is in increasing manner. The flexural strength of conventional varies as
12.6%, 1.8% and 3.32% of increment at 7, 14 and 28 days respectively for M3 mix.
The 7days strength gain is quite same for three grades but after 14 days M25 has the
rapid growth of strength. Even though we are not comparing with the conventional
concrete but the attainment of strength for is satisfactory.
0
2
4
6
8
10
12
7Days 14 Days 28 DaysAge Of Concrete
CC
M3

45
CHAPTER -8
……………………SUMMARY AND CONCLUSION

46
8. SUMMARY AND CONCLUSION
8.1 General:
The basic objective of the study is to prepare a concrete much more stable and
durable than the conventional by replacing aggregates both coarse and fine. Mix
designs for all the replacements of materials has done and a total of 90 specimens (42
cubes, 42 cylinders, 6 beams) are prepared and tested in the aspect of strength
calculation and also comparisons has done.
8.2 Conclusions:
The following conclusions are made based on the experimental investigations
on compressive strength, split tensile strength and flexural strength considering
the―environmental aspects also:
ÿ The workability of concrete increases with the increase in tile aggregate
replacement. The workability is further increased with the addition of granite
powder which acts as admixture due to its chemical properties.
ÿ The properties of concrete increased linearly with the increase in ceramic
aggregate up to 30% replacement later it is decreased linearly.
ÿ M3 mix of concrete produced a better concrete in terms of compressive
strength, split tensile strength and flexural strength than the other mixes. But
the mixes up to 50% of ceramic coarse aggregate can be used.
ÿ The usage of ceramic fine aggregate has some effect on the properties of
concrete in decrement manner.
ÿ Granite powder using as fine aggregate has more influence on the concrete
than the ceramic fine because of chemical composition it is made of and works
as admixture.
ÿ The addition of granite powder along with the ceramic coarse aggregate
improves the mechanical properties of concrete slightly since mineral and
chemical properties are of granite.
ÿ The split tensile strength of ceramic tile aggregate is very much in a straighter
path compared to the conventional grades of concrete.

47
FUTURE SCOPE OF WORK
There is a vast scope of research in the recycled aggregate usage in concrete
especially ceramic tile wastes in the future. The possible research investigations that
can be done are mentioned below:
∑ The usage of marble floor tiles can be studied as it is similar to that of tile
waste generation and also it is quite hard compared to the natural crushed stones using
in conventional concrete.
∑ The usage of granite powder in concrete as an admixture to improve the
workability of concrete and the strength parameters can also be studied at various
percentages.
∑ A combination of different tiles (based on their usage) in different proportions
in concrete and their effects on concrete properties like strength, workability etc can be
determined.
∑ By the use of ceramic tile aggregate in concrete, the physical properties like
durability, permeability etc., can be analyzed to prepare a concrete with more
advantageous than conventional concrete.
∑ A study on properties of concrete made with combination of recycled aggregate
and tile aggregate in different proportions can be investigated to enhance the concrete
properties and also to reduce the pollution or waste generation from construction
industry.
∑ A further investigation on the use of granite powder alone as a replacement to
fine aggregate can be carried out the possibility of using such waste generation from
industries.
∑ The mechanical properties of concrete with marble aggregate (waste) either
from manufacturing units or from construction demolition can be investigated to
improve the properties like permeability; resistance to sound can also be studied.
∑ Ceramic tile aggregate in high strength concrete can be studied further to check
the possibility of its use in high rise buildings.

48
REFERENCES
1. Aruna D, Rajendra Prabhu, Subhash C Yaragal, Katta Venkataramana
IJRET:eISSN: 2319-1163 | pISSN: 2321-7308.
2. Batriti Monhun R. Marwein, M. Sneha, I. Bharathidasan International Journal
of Scientific & Engineering Research, Volume 7, Issue 4, April-2016 ISSN 2229-5518.
3. Iranian Journal of Science & Technology, Transaction B, Engineering, Vol. 31,
No. B5, pp 561-565 Printed in The Islamic Republic of Iran, 2007
4. Department of Engineering and Agricultural Sciences, University of Leon,
Avenida Portugal 41, Leon 24071, Spain.
5. International Journal of Innovative Research in Science,Engineering and
TechnologyISSN(Online): 2319-8753 ISSN (Print): 2347-6710.
6. N.Naveen Prasad, P.Hanitha, N.C.Anil IOSR Journal of Mechanical and
Civil Engineering (IOSR-JMCE) e-ISSN: 2278-1684,p-ISSN: 2320-334X, Volume 13,
Issue 6 Ver. V (Nov. - Dec. 2016), PP 168-176.
7. Journal of Multidisciplinary Engineering Science and Technology (JMEST)
ISSN: 3159-0040 Vol. 2 Issue 11, November - 2015
8. Paul O. Awoyera , Julius M. Ndambuki , Joseph O. Akinmusuru , David O.
Omole-4048 2016 Housing and Building National Research Center. Production and
hosting by Elsevier B.V. 15 November 2016)
9. P.Rajalakshmi, Dr.D.Suji, M. Perarasan, E.Niranjani International Journal of
Civil and Structural Engineering Research ISSN 2348-7607 (Online) Vol. 4, Issue 1,
pp: (114-125), Month: April 2016 - September 2016.
10. Prof. Shruthi. H. G, Prof. Gowtham Prasad. M. E Samreen Taj, Syed Ruman
Pasha International Research Journal of Engineering and Technology (IRJET) e-ISSN:
2395 -0056 Volume: 03 Issue: 07 | July-2016 p-ISSN: 2395-0072)
11. Int'l Journal of Research in Chemical, Metallurgical and Civil Engg. (IJRCMCE)
Vol. 3, Issue 2 (2016) ISSN 2349-1442 EISSN 2349-1450 .

International Journal of Engineering Research-OnlineA Peer Reviewed International Journal
Articles available online http://www.ijoer.in; [email protected]
Vol.5., Issue.3, 2017May-June
RESEARCH ARTICLE ISSN: 2321-7758
PARTIAL REPLACEMENT OF AGGREGATE WITH CERAMIC TILE IN CONCRETE
G.SAI CHAND1, P.RAVI KUMAR2
1 M.Tech student, IV semester, PACE Institute of technology and sciences, Ongole 2Assistant Professor, Department of Civil Engineering, PACE Institute of technology
ABSTRACTDue to the day to day innovations and development in construction field, the use of natural aggregates is increased tremendously and at the same time, the production of solid wastes from the demolitions of constructions is also quite high. Because of thesereasons the reuse of demolished constructional wastes like ceramic tile and granite powder came into the picture to reduce the solid waste and to reduce the scarcity of natural aggregates for making concrete. The ceramic tile waste is not only occurring from the demolition of structures but also from the manufacturing unit. Studies show that about 20-30% of material prepared in the tile manufacturing plants are transforming into waste. This waste material should have to be reused in order to deal with the limited resource of natural aggregate and to reduce the construction wastes.
Crushed waste ceramic tiles, crushed waste ceramic tile powder and Granite powder are used as a replacement to the coarse aggregates and fine aggregate. The ceramic waste crushed tiles were partially replaced in place of coarse aggregates by 10%, 20%, 30%, 40% and 50%. Granite powder and ceramic tile powder were replaced in place of fine aggregate by 10% along with the ceramic coarse tile. M15, M20 and M25 grades of concrete were designed and tested. The mix design for different types of mixes were prepared by replacing the coarse aggregates and fine aggregate at different percentages of crushed tiles and granite powder. Experimental investigations like workability, Compressive strength test, Split tensile strength test, Flexural strength test for different concrete mixes with different percentages of waste crushed and granite powder after 7, 14 and 28 days curing period has done. It has been observed that the workability increases with increase in the percentage of replacement of granite powder and crushed tiles increases. The strength of concrete also increases with the ceramic coarse tile aggregate up to 30% percentage.
Keywords: Crushed tiles, Compressive strength, Flexural strength, Granite powder,Split Tensile strength.
1. Introduction
1.1 General: In the present construction world, the solid waste is increasing day by day from the demolitions of constructions. There is a huge usage of ceramic tiles in the present constructions is going on and it is increasing in day by day construction field. Ceramic products are part of the essential
construction materials used in most buildings. Some common manufactured ceramics include wall tiles, floor tiles, sanitary ware, household ceramics and technical ceramics. They are mostly produced using natural materials that contain high content of clay minerals. However, despite the ornamental benefits of ceramics, its wastes among others cause a lot of
173 G.SAI CHAND, P.RAVI KUMAR

International Journal of Engineering Research-OnlineA Peer Reviewed International Journal
Articles available online http://www.ijoer.in; [email protected]
Vol.5., Issue.3, 2017May-June
disturbance to the environment. And also in other side waste tile is also producing from demolished wastes from construction. Indian tiles production is 100 million ton per year in the ceramic industry, about 15%-30% waste material generated from the total production. This waste is not recycled in any form at present, however the ceramic waste is durable, hard and highly resistant to biological, chemical and physical degradation forces so, we selected these waste tiles as a replacement material to the basic natural aggregate to reuse them and to decrease the solid waste produced from demolitions of construction. Waste tiles and granite powder were collected from the surroundings.
1.2 Crushed Tile Concrete: Crushed tiles arereplaced in place of coarse aggregate and granite powder in place of fine aggregate by the percentage of 10%. The fine and coarse aggregates were replaced individually by these crushed tiles and granite powder and also in combinations that is replacement of coarse and fine aggregates at a time in single mix.
For analyzing the suitability of these crushed waste tiles and granite powder in the concrete mix, workability test was conducted for different mixes having different percentages of these materials. Slump cone test is used for performing workability tests on fresh concrete. And compressive strength test is also conducted for 3, 7 and 28 days curing periods by casting cubes to analyze the strength variation by different percentage of this waste materials. This present study is to understand the behavior and performance of ceramic solid waste in concrete. The waste crushed tiles are used to partially replace coarse aggregate by 10%. Granite powder is also used partial replace fine aggregate by 10%.
1.3 ENVIRONMENTAL AND ECONOMIC BENEFITS OF TILE AGGREGATE CONCRETE: The usage of tileaggregate as replacement to coarse aggregate in concrete has the benefits in the aspects of cost and reduction of pollution from construction industry. The cost of concrete manufacturing will reduce considerably over conventional concrete by including tile aggregate and granite powder since it is readily available at very low cost and there-by reducing the construction pollution or effective usage of construction waste.
2. MATERIALS AND PROPERTIES2.1 MATERIALS USED
In this study, the following materials wereused:
∑ OPC of 53 Grade cement conforming to IS: 169-1989
∑ Fine aggregate and coarse aggregate conforming to IS: 2386-1963.
∑ Water. 2.1.1 CEMENT: Ordinary Portland Cement of 53
Grade of brand name Ultra Tech Company, available in the local market was used for the investigation. Care has been taken to see that the procurement was made from single batching in air tight containers to prevent it from being effected by atmospheric conditions. The cement thus procured was tested for physical requirements in accordance with IS: 169-1989 and for chemical requirement in accordance IS: 4032-1988. The physical properties of the cement are listed in Table – 1Table-1 Properties of cement
IS: 169-results 1989
Normal
Initialsetting time
320min oftime
600minSpecific
Mpa
Mpa28days
Mpa
2.1.2 FINE AGGREGATES: River sand locally availablein the market was used in the investigation. The aggregate was tested for its physical requirements such as gradation, fineness modulus, specific gravity in accordance with IS: 2386-1963.The sand was surface dried before use.
174 G.SAI CHAND, P.RAVI KUMAR

International Journal of Engineering Research-OnlineA Peer Reviewed International Journal
Articles available online http://www.ijoer.in; [email protected]
Vol.5., Issue.3, 2017May-June
Table 2: Properties of Fine AggregateS.No Description Test Result
1 Sand zone Zone- III
2 Specific gravity 2.59
3 Free Moisture 1%
4 Bulk density of fine 1385.16aggregate (poured density) kg/m3
Bulk density of fine 1606.23aggregate (tapped density) kg/m3
2.1.3 COARSE AGGREGATES: Crushed aggregates of20mm size produced from local crushing plants were used. The aggregate exclusively passing through 25mm sieve size and retained on 10mm sieve is selected. The aggregates were tested for their physical requirements such as gradation, fineness modulus, specific gravity and bulk density in accordance with IS: 2386-1963. The individual aggregates were mixed to induce the required combined grading. The particular specific gravity and water absorption of the mixture are given in table.
Table 3: Properties of Coarse AggregateS.No Description Test Results
1 Nominal size used 20mm
2 Specific gravity 2.9
3 Impact value 10.5
4 Water absorption 0.15%5 Sieve analysis 20mm
6 Aggregate crushing value 20.19%
7 Bulk density coarse 1687.31kg/m3aggregate (Poured 1935.3 kg/m3density)Bulk density coarseaggregatedensity)
2.1.4 WATER: Water plays a vital role in achievingthe strength of concrete. It is practically proved that minimum water-cement ratio 0.35 is required for conventional concrete. Water participates in chemical reaction with cement and cement paste is formed and binds with coarse aggregate and fine
aggregates. If more water is used, segregation and bleeding takes place, so that the concrete becomes weak, but most of the water will absorb by the fibers Potable water fit for drinking is required to be used in the concrete and it should have pH value ranges between 6 to 9
2.1.5 CERAMIC TILE AGGREGATE: Broken tiles werecollected from the solid waste of ceramic manufacturing unit and from demolished building. The waste tiles were crushed into small pieces by manually and by using crusher. The required size of crushed tile aggregate was separated to use them as partial replacement to the natural coarse aggregate. The tile waste which is lesser than 4.75mm size was neglected. The crushed tile aggregate passing through 16mm sieve and retained on 12.5mm sieve are used. Crushed tiles were partially replaced in place of coarse aggregate by the percentages of 10%, 20% and 30%, 40% and 50% individually and along with replacement of fine aggregate with granite powder also.
Figure 1: Ceramic Tile Aggregate Sample 2.1.6 CERAMIC TILE-FINE AGGREGATE: The tile aggregate after crushing results in some material which is finer in size. This material is also included in concrete as replacement to fine aggregate since it is also a waste and similar to that of sand. The aggregate which passes through the 4.75mm sieve is used as a partial replacement to fine aggregate of 10% in combination with the coarse aggregate replacement.Table4: Properties of Ceramic tile aggregate
Results
of crushed 12.50%tiles
175 G.SAI CHAND, P.RAVI KUMAR

International Journal of Engineering Research-OnlineA Peer Reviewed International Journal
Articles available online http://www.ijoer.in; [email protected]
Vol.5., Issue.3, 2017May-June
Specific3
Specific
4
(C.F.A)
5 absorption of 0.19%
6 absorption of 0.13%
2.1.7 GRANITE POWDER: Since granite powder isobtained from crushing of granite rocks, the chemical and mineral composition of granite is similar to that in cement and natural aggregates. It is chosen to test the behaviour of concrete along with the ceramic tile waste.
Table 5: Properties of Granite Powder
S.No DescriptionTestResults
1Specific gravity of granite
2.4powder
2Water absorption of granite
0.10%powder
From Industry granite powder will be collect; 4.75 mm passed materials was separated to use it as a partial replacement to the fine aggregate. Granite powder was partially replaced in place of fine aggregate by the percentages of 10% along with replacement of coarse aggregate with crushed tiles also.
3. Methodology: The methodology of research includes the collection of required materials from the various sources and determining the properties of all the materials gathered. Designing the concrete mix proportions for all types of replacements and Preparation of the concrete mix, Moulding and curing. The testing of concrete includes Slump cone test, compaction factor test for determining workability of concrete in fresh state and compressive strength, split tensile test and flexural test for determining the strength of concrete in hardened state.
Total 13 types of mixes are prepared along with conventional mixes. The coarse aggregates are replaced by 10%, 20%, 30%, 40% and 50% of
crushed tiles and the fine aggregate is replaced by 10% of both crushed tile powder and granite powder individually but along with the coarse aggregate. The details of mix designations are as follows:Details of aggregate replacement for mix codes
Coarse Aggregate (%) Fine Aggregate (%)Cement Crushed
(%) tilepowder
1 M0 100 0 0 02 M1 10 0 03 M2 20 0 04 M3 30 0 05 M4 40 0 06 M5 50 0 07 M6 10 90 08 M7 20 90 09 M8 30 90 0
10 M9 40 90 011 10 90 012 20 90 013 30 90 014 40 90 0
4. CONCRETE MIX DESIGN
Since, the properties of concrete are dependent on the quantities of materials used, the concrete mixes for desired strength are calculated. The mix design for M15, M20 and M25 grades of concrete for all the replacements are determined as per the IS: 10262-2009 code.4.1 MIX DESIGN FOR M15 GRADE CONCRETE:
Final Mix Proportions:
4.2 MIX DESIGN FOR M20 GRADE CONCRETE: Final Mix Proportions:
4.3 MIX DESIGN FOR M25 GRADE CONCRETE: Final Mix Proportions:
5. TEST RESULTS5.1 WORKABILTY
5.1.1 Slump Cone Test: The pattern of workabilityobtained is True Slump. Workability Results obtained from slump cone test for various grades of concrete are shown in following
176 G.SAI CHAND, P.RAVI KUMAR

International Journal of Engineering Research-OnlineA Peer Reviewed International Journal
Articles available online http://www.ijoer.in; [email protected]
Vol.5., Issue.3, 2017May-June
Table 7: Test results from slump cone test for workability in mm
Aggregate
Workability (mm)S.No Designat
ion
A+GP )
10+10+020+10+030+10+040+10+010+0+1020+0+1030+0+1040+0+10 102
5.1.2 Compaction Factor Test: The results obtainedfrom the compaction factor test for the workability of various mixes of replacements of M15, M20 and M25 grades of concrete are tabulated as follows:
Table 8: Test results of compaction factor test for workability
Aggregate
Compaction FactorS.No Designat
ion
A+GP )
0.820.82 0.840.820.85 0.870.86 0.890.87 0.93
10+10+0 0.82 0.8320+10+0 0.82 0.8630+10+0 0.84 0.8840+10+0 0.84 0.9110+0+10 0.84 0.8520+0+10 0.87 0.930+0+10 0.91 0.9340+0+10 0.92 0.95
Comparison of workability for different mixes of all Grade
5.2 Compressive strength: A total of 126 cubes ofsize 150 x 150 x 150 mm were cast for 7 days, 14
days and 28 days testing. For each grade of concrete 42 cubes are tested, 14 each for 7, 14 and 28 days and the results are tabulated below:S.No MIX Grade Compressive strength at
Code Of 7 days 14 28Conc days days
1 M0 M15 12.96 18.06 21.252 M0 M20 16.56 22.87 28.03 M0 M25 20.57 28.54 33.18
Strength gain and comparison of M15 concrete at 7, 14 and 25 days
Strength gain and comparison of M20 concrete at 7, 14 and 25 days
Strength comparison at 7, 14 and 28 days for M25 concrete
5.3 Split Tensile strength: The split tensile strengthobtained by testing the cylindrical specimen for M15, M20 and M25 grades of concrete to all the mixes designed for various replacements are given in graphical representation as follows:
177 G.SAI CHAND, P.RAVI KUMAR
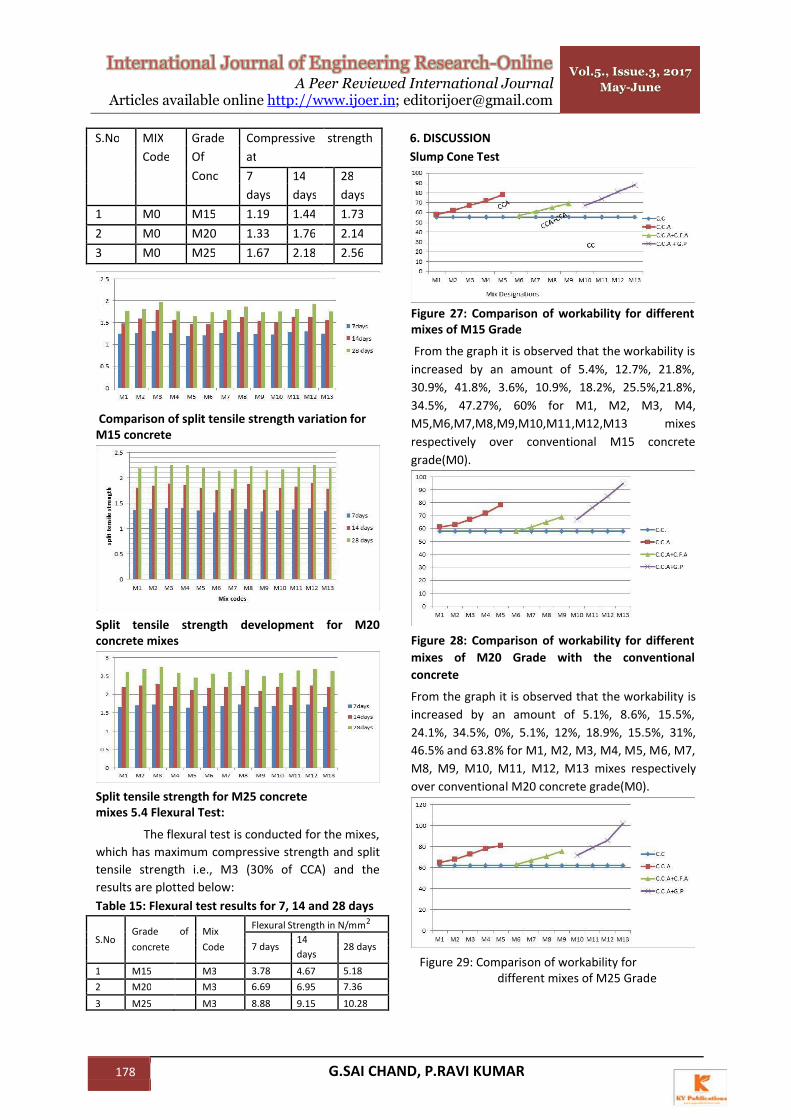
International Journal of Engineering Research-OnlineA Peer Reviewed International Journal
Articles available online http://www.ijoer.in; [email protected]
Vol.5., Issue.3, 2017May-June
S.No MIX Grade Compressive strength 6. DISCUSSIONCode Of at
Conc 7 14 28days days days
1 M0 M15 1.19 1.44 1.732 M0 M20 1.33 1.76 2.143 M0 M25 1.67 2.18 2.56
Comparison of split tensile strength variation for M15 concrete
Figure 27: Comparison of workability for different mixes of M15 Grade
From the graph it is observed that the workability is increased by an amount of 5.4%, 12.7%, 21.8%, 30.9%, 41.8%, 3.6%, 10.9%, 18.2%, 25.5%,21.8%, 34.5%, 47.27%, 60% for M1, M2, M3, M4, M5,M6,M7,M8,M9,M10,M11,M12,M13 mixes respectively over conventional M15 concrete grade(M0).
Split tensile strength development for M20 concrete mixes
Split tensile strength for M25 concrete mixes 5.4 Flexural Test:
The flexural test is conducted for the mixes, which has maximum compressive strength and split tensile strength i.e., M3 (30% of CCA) and the results are plotted below:Table 15: Flexural test results for 7, 14 and 28 days
Grade of Mix Flexural Strength in N/mm2
S.No 14concrete Code 7 days 28 days
days
1 M15 M3 3.78 4.67 5.182 M20 M3 6.69 6.95 7.36
3 M25 M3 8.88 9.15 10.28
Figure 28: Comparison of workability for different mixes of M20 Grade with the conventional concrete
From the graph it is observed that the workability is increased by an amount of 5.1%, 8.6%, 15.5%, 24.1%, 34.5%, 0%, 5.1%, 12%, 18.9%, 15.5%, 31%, 46.5% and 63.8% for M1, M2, M3, M4, M5, M6, M7, M8, M9, M10, M11, M12, M13 mixes respectively over conventional M20 concrete grade(M0).
Figure 29: Comparison of workability for different mixes of M25 Grade
178 G.SAI CHAND, P.RAVI KUMAR

International Journal of Engineering Research-OnlineA Peer Reviewed International Journal
Articles available online http://www.ijoer.in; [email protected]
Vol.5., Issue.3, 2017May-June
From the results it is observed that the workability is increased by an amount of 4.8%, 9.6%, 17.7%, 25.8%, 30.6%, 1.6%, 8%, 14.5%, 22.5%, 16.1%, 27.4%, 38.7% and 64.5% for M1, M2, M3, M4, M5,M6,M7,M8,M9,M10,M11,M12,M13 mixes respectively over conventional M25 concrete grade(M0).6.1.2 Compaction Factor Test
Figure 30: Comparison of compaction factor for various mixes with conventional concrete for M15 grade
From the results it is observed that the workability is increased by an amount of 2.5%, 2.5%, 6.25%, 7.5%, 8.75%, 2.5%, 2.5%, 5%, 5%, 5%, 8.75%, 13.75% and 15% for M1, M2, M3, M4, M5,M6,M7,M8,M9,M10,M11,M12,M13 mixes respectively over conventional M15 concrete grade(M0).
Figure 31: Comparison of compaction factor for various mixes with conventional concrete for M20 grade
From the results it is observed that the workability is increased by an amount of 0.61%, 2.4%, 3.66%, 7.3%, 10.9%, 1.2%, 3.65%, 4.8%, 8.5%, 2.4%, 8.5%, 12.2% and 15.8% for M1, M2, M3, M4, M5,M6,M7,M8,M9,M10,M11,M12,M13 mixes respectively over conventional M20 concrete grade(M0).
Figure 32: Comparison of compaction factor for various mixes with conventional concrete for M25 grade
From the results it is observed that the workability is increased by an amount of 2.4%, 4.3%, 6.1%, 8.5%, 13.4%, 1.2%, 4.9%, 7.3%, 10.9%, 3.6%, 9.7%, 13.4% and 15.8% and 64.5% for M1, M2, M3, M4, M5,M6,M7,M8,M9,M10,M11,M12,M13 mixes respectively over conventional M25 concrete grade(M0).
The workability from both slump cone and compaction factor tests is similar in increasing manner. The workability increases with increase in ceramic coarse tile aggregate but a little deviation with the addition of ceramic fine aggregate. The addition of granite powder has significant improvement on the workability of concrete.
7.2 Compressive Strength: On comparing thestrengths of all mixes, M3, M8 and M12 has the highest i.e., 30% replacement of coarse aggregate. The addition of granite powder has positive effect on strength while improving the workability also.
M15 Grade: The Compressive strength of concrete varies as 9%, 12.8%, 24.5%, 19.1%, 5.4%, 6.7%, 13.4%, 23.1%, 11.9%, 7.4%, 15.9%,25% and 14.9% for for M1, M2, M3, M4, M5, M6, M7, M8, M9, M10, M11, M12, M13 compared with the conventional concrete after 7days of curing.
The Compressive strength of concrete varies as 8%, 15.33%, 22.5%, 9.3%, -1.4%, 6.3%, 9.6%, 17.67%, -3.1%, 0.94%, 12.9%, 22.7% and 0% for M1, M2, M3, M4, M5,M6,M7,M8,M9,M10,M11,M12,M13 with the conventional concrete after 14 days of curing period.
The Compressive strength of concrete varies as 4.3%, 13.3%, 23.8%, 14.3%, 5%, 5%,12.9%,20.3%, 1.6%, 4%, 14%, 24.3% and4.9% forM1, M2, M3, M4,
179 G.SAI CHAND, P.RAVI KUMAR

International Journal of Engineering Research-OnlineA Peer Reviewed International Journal
Articles available online http://www.ijoer.in; [email protected]
Vol.5., Issue.3, 2017May-June
M5,M6,M7,M8,M9,M10,M11,M12,M13 with the conventional concrete after 28 days of curing period.
M20 Grade: The Compressive strength of concretevaries as 7.6%, 14.7%, 25.4%, 13.67%, 0.25%, 4.6%, 8.4%, 20.5%, 8.6%, 8.4%, 14.3%, 24.7% and 0.06% for M1, M2, M3, M4, M5, M6, M7, M8, M9, M10, M11, M12, M13 compared with the conventional concrete after 7days of curing.
The Compressive strength of concrete varies as 2.1%, 6.2%, 16%, 6.9%, -3.9%, -0.5%, 8.7%, 10.8%, 0.3%, 3.4%, 11.5%, 13.8% and 0.3% for M1, M2, M3, M4, M5, M6, M7, M8, M9, M10, M11, M12, M13 compared with the conventional concrete after 14days of curing.
The Compressive strength of concrete varies as -3%, 2.7%, 9.5%, -0.4%, -1.4%, -1.1%, -0.3%, 7.5%, 2%, -6%, 1.8%, 9% and 2% for M1, M2, M3, M4, M5,M6,M7,M8,M9,M10,M11,M12,M13 compared with the conventional concrete after 28days of curing.
M25 Grade of Concrete: The Compressive strengthof concrete varies as 17.11%, 27.7%, 36.36%, 16.4%, 8.02%, 6.85%, 13.8%, 28.82%, -2.72%, 2.33%, 19.59%, 36.6% and 3.64% for M1, M2, M3, M4, M5, M6, M7, M8, M9, M10, M11, M12 and M13 compared with the conventional concrete after 7days of curing.
The Compressive strength of concrete varies as 9.99%, 14.92%, 31.49%, 11.31%, 1.19%, 1.61%, 10.72%, 20.53%, -6.62%, 0.3%, 17.65%, 34.54% and - 1.57% for M1, M2, M3, M4, M5, M6, M7, M8, M9, M10, M11, M12 and M13 compared with the conventional concrete after 14days of curing.
The Compressive strength of concrete varies as 10%, 19.04%, 30%, 11.99%, 3.01%, 5.99%, 11.99%, 19.04%, 0.8%, 3.97%, 19.04%, 27% and 1.98% for M1, M2, M3, M4, M5, M6, M7, M8, M9, M10, M11, M12 and M13 compared with the conventional concrete after 28days of curing.
6.3 Split Tensile: The linear development of strength can be seen from the graph. The strengths are quite good compared to the conventional concrete. M3 being the maximum of all mixes along with the M12 mix which uses the granite powder.
6.3.1 M15 Grade: The split tensile strength ofconcrete varies as 5%, 6.7%, 10%, 5.8%, -0.84%, 1.7%, 5.8%, 8.4%, 4.2%, 3.36%, 7.5%, 9.2% and 5%
for M1, M2, M3, M4, M5, M6, M7, M8, M9, M10, M11, M12, M13 compared with the conventional concrete after 7days of curing.
The split tensile strength of concrete varies as 2.8%, 10.4%, 24.3%, 9%, 1.4%, 1.4%, 7.6%, 13.8%, 6.25%, 4.9%, 13.2%, 13.9% and 7.6% for M1, M2, M3, M4, M5,M6,M7,M8,M9,M10,M11,M12,M13 compared with the conventional concrete after 14days of curing.
The split tensile strength of concrete varies as 1.7%, 5.2%, 14.5%, 1.2%, -4.6%, 0.58%, 3.5%, 8%, 0.58%, 1.2%, 4.6%, 11.6% and 1.2% for M1, M2, M3, M4, M5, M6, M7, M8,M9,M10,M11,M12,M13 compared with the conventional concrete after 28days of curing.
M20 Concrete: The split tensile strength of concretevaries as 3%, 4.5%, 6%, 6%, 2.3%, -0.75%, 2.3%, 4.5%, 0.75%, 2.25%, 3.75%, 5.3% and 1.5% for M1, M2, M3, M4, M5, M6, M7, M8, M9, M10, M11, M12, M13 compared with the conventional concrete after 7days of curing.
The split tensile strength of concrete varies as 2.8%, 5.1%, 7.4%, 5.7%, 2.27%, 0%, 1.7%, 6.8%, 0.56%, 2.3%, 3.9%, 7.9% and 1.7% for M1, M2, M3, M4, M5, M6, M7, M8, M9, M10, M11, M12 and M13 compared with the conventional concrete after 14days of curing.
The split tensile strength of concrete varies as 0.93%, 2.3%, 3.7%, 2.8%, 2.3%, 0%, 1.4%, 2.8%, 0.46%, 1.4%, 2.8%, 4.2% and 2.3% for M1, M2, M3, M4, M5, M6, M7, M8, M9, M10, M11, M12 and M13 compared with the conventional concrete after 28days of curing.
M25 Concrete: The split tensile strength of concretevaries as 0%, 1.2%, 2.4%, 1.2%, 0%, 1.2%, 1.2%, 1.8%, -1.2%, 0.59%, 2.4%, 3.0% and 1.2% for M1, M2, M3, M4, M5, M6, M7, M8, M9, M10, M11, M12, M13 compared with the conventional concrete after 7days of curing.
The split tensile strength of concrete varies as 0.46%, 2.7%, 4.6%, 1.4%, -2.7%, 0%, 1.37%, 2.3%, 0.46%, 0.92%, 1.37%, 2.75% and 0.92% for M1, M2, M3, M4, M5,M6,M7,M8,M9,M10,M11,M12,M13 compared with the conventional concrete after 14days of curing.
The split tensile strength of concrete varies as 1.95%, 5%, 7%, 1.18%, -1.6%, 0.39%, 1.9%, 3.1%, -2.3%, 0.78%, 3.5%, 3.9% and 2.3% for M1, M2, M3,
180 G.SAI CHAND, P.RAVI KUMAR

International Journal of Engineering Research-OnlineA Peer Reviewed International Journal
Articles available online http://www.ijoer.in; [email protected]
Vol.5., Issue.3, 2017May-June
M4, M5, M6, M7, M8, M9, M10, M11, M12, M13 compared with the conventional concrete after 28days of curing.6.4 Flexural Strength:
Figure 39: Flexural strength comparison of M15,M20 and M25 grades for M3 mix
The strength gaining of beam is linearly increasing. The strength variation for three grades is in increasing manner. The 7days strength gain is quite same for three grades but after 14 days M25 has the rapid growth of strength. Even though we are not comparing with the conventional concrete but the attainment of strength for three grades is satisfactory7. SUMMARY AND CONCLUSION
7.1 General: The basic objective of the study is toprepare a concrete much more stable and durable than the conventional by replacing aggregates both coarse and fine. Mix designs for all the replacements of materials has done and a total of 261 specimens (126 cubes, 126 cylinders, 9 beams) are prepared and tested in the aspect of strength calculation and also comparisons has done. 7.2 Conclusions
The following conclusions are made based on the experimental investigations on compressive strength, split tensile strength and flexural strength considering the―environmental aspects also:
∑ The workability of concrete increases with the increase in tile aggregate replacement. The workability is further increased with the addition of granite powder which acts as admixture due to its chemical properties.
∑ The properties of concrete increased linearly with the increase in ceramic aggregate up to 30% replacement later it is decreased linearly.
∑ M3 mix of concrete produced a better concrete in terms of compressive strength,
split tensile strength and flexural strength than the other mixes. But the mixes up to 50% of ceramic coarse aggregate can be used.
∑ The usage of ceramic fine aggregate has some effect on the properties of concrete in decrement manner.
∑ Granite powder using as fine aggregate has more influence on the concrete than the ceramic fine because of chemical composition it is made of and works as admixture.
∑ The addition of granite powder along with the ceramic coarse aggregate improves the mechanical properties of concrete slightly since mineral and chemical properties are of granite.
∑ The split tensile strength of ceramic tile aggregate is very much in a straighter path compared to the conventional grades of concrete.
FUTURE SCOPE OF WORK
There is a vast scope of research in the recycled aggregate usage in concrete especially ceramic tile wastes in the future. The possible research investigations that can be done are mentioned below:
∑ The usage of marble floor tiles can be studied as it is similar to that of tile waste generation and also it is quite hard compared to the natural crushed stones using in conventional concrete.
∑ The usage of granite powder in concrete as an admixture to improve the workability of concrete and the strength parameters can also be studied at various percentages.
∑ A combination of different tiles (based on their usage) in different proportions in concrete and their effects on concrete properties like strength, workability etc can be determined.
∑ By the use of ceramic tile aggregate in concrete, the physical properties like durability, permeability etc., can be analyzed to prepare a concrete with more advantageous than conventional concrete.
∑ A study on properties of concrete made with combination of recycled aggregate and tile aggregate in different proportions can be investigated to enhance the concrete properties and also to reduce the pollution or waste generation from construction industry.
181 G.SAI CHAND, P.RAVI KUMAR

International Journal of Engineering Research-OnlineA Peer Reviewed International Journal
Articles available online http://www.ijoer.in; [email protected]
∑ A further investigation on the use of granite powder alone as a replacement to fine aggregate can be carried out the possibility of using such waste generation from industries.
∑ The mechanical properties of concrete with marble aggregate (waste) either from manufacturing units or from construction demolition can be investigated to improve the properties like permeability; resistance to sound can also be studied.
∑ Ceramic tile aggregate in high strength concrete can be studied further to check the possibility of its use in high rise buildings.
REFERENCES
[1]. Aruna D, Rajendra Prabhu, Subhash C Yaragal, Katta Venkataramana IJRET:eISSN: 2319-1163 | pISSN: 2321-7308.
[2]. Batriti Monhun R. Marwein, M. Sneha, I. Bharathidasan International Journal of Scientific & Engineering Research, Volume 7, Issue 4, April-2016 ISSN 2229-5518.
[3]. N.Naveen Prasad, P.Hanitha, N.C.Anil IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-ISSN: 2278-1684,p-ISSN: 2320-334X, Volume 13, Issue 6 Ver. V (Nov. - Dec. 2016), PP 168-176.
[4]. Paul O. Awoyera , Julius M. Ndambuki , Joseph O. Akinmusuru , David O. Omole-4048 2016 Housing and Building National Research Center. Production and hosting by Elsevier B.V. 15 November 2016)
[5]. P.Rajalakshmi, Dr.D.Suji, M. Perarasan, E.Niranjani International Journal of Civil and Structural Engineering Research ISSN 2348-7607 (Online) Vol. 4, Issue 1, pp: (114-125), Month: April 2016 - September 2016.
[6]. Prof. Shruthi. H. G, Prof. Gowtham Prasad. M. E Samreen Taj, Syed Ruman Pasha International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395 -0056 Volume: 03 Issue: 07 | July-2016 p-ISSN: 2395-0072)
Vol.5., Issue.3, 2017May-June
182 G.SAI CHAND, P.RAVI KUMAR
Recommended

















