
NORMA ITALIANA
Pagina I di IVNº di riferimento UNI EN 692:1997
UNI - Milano 1997Riproduzione vietata. Tutti i diritti sono riservati. Nessuna parte del presente documentopuò essere riprodotta o diffusa con un mezzo qualsiasi, fotocopie, microfilm o altro, senzail consenso scritto dell’UNI.
UNIEnte Nazionale Italianodi Unificazione
Via Battistotti Sassi, 11B20133 Milano, Italia
NNOO
RRMM
AA EE
UURR
OOPP
EEAA
UNI EN 692
SETTEMBRE 1997
Presse meccaniche
Sicurezza
Mechanical presses
Safety
DESCRITTORI
Pressa, sicurezza della macchina, macchina pericolosa, prevenzione degliinfortuni, progettazione, pericolo, misura di sicurezza, dispositivo di sicu-rezza, requisito di sicurezza, area pericolosa, organo di comando, prescri-
zione, informazione tecnica, uso, marcatura
CLASSIFICAZIONE ICS
25.120.10; 13.100; 25.080
SOMMARIO
La norma specifica le misure ed i requisiti tecnici di sicurezza che devonoessere adottati da coloro che si occupano della progettazione, costruzionee fornitura delle presse meccaniche destinate alla lavorazione a freddo deimetalli o di materiali parzialmente metallici, nonché dei dispositivi ausiliari
che sono parte integrante delle presse.
RELAZIONI NAZIONALI
La presente norma sostituisce la UNI 8205.
RELAZIONI INTERNAZIONALI
= EN 692:1996 La presente norma è la versione ufficiale in lingua italiana della norma
europea EN 692 (edizione giugno 1996).
ORGANO COMPETENTE
STANIMUC - Servizio Tecnico Autonomo Normalizzazione Italiana delleMacchine Utensili e Collaudi
Commissione "Sicurezza"
RATIFICA
Presidente dell’UNI, delibera del 25 agosto 1997
RICONFERMA
Gr. 16

Pagina II di IVUNI EN 692:1997
Le norme UNI sono revisionate, quando necessario, con la pubblicazione di nuove edizionio di aggiornamenti.È importante pertanto che gli utenti delle stesse si accertino di essere in possessodell’ultima edizione e degli eventuali aggiornamenti.
PREMESSA NAZIONALE
La presente norma costituisce il recepimento, in lingua italiana, del-la norma europea EN 692 (edizione giugno 1996), che assume cosìlo status di norma nazionale italiana. La traduzione è stata curata dall’UNI. Lo STANIMUC (Servizio Tecnico Autonomo Normalizzazione Italia-na delle Macchine Utensili e Collaudi - via Vespucci 8, 10128 Tori-no), ente federato all’UNI, che segue i lavori europei sull’argomen-to, per delega della Commissione Centrale Tecnica, ha approvato ilprogetto europeo l’8 febbraio 1996 e la versione in lingua italianadella norma il 16 settembre 1996.
Per agevolare gli utenti, viene di seguito indicata la corrispondenzatra le norme citate al punto "Riferimenti normativi" e le norme italia-ne vigenti: EN 292-1 = UNI EN 292-1EN 292-2 = UNI EN 292-2 EN 349 = UNI EN 349 EN 418 = UNI EN 418 EN 563 = UNI EN 563 EN 626-1 = UNI EN 626-1ISO 11161 = UNI ISO 11161

INDICE
Pagina III di IVUNI EN 692:1997
PREMESSA
2
0 INTRODUZIONE
3
1 SCOPO
3
2 RIFERIMENTI NORMATIVI
4
3 DEFINIZIONI
5
figura 1
Esempio di pressa meccanica (protezioni dell’area operativa non indicate)
...........
7
4 ELENCO DEI PERICOLI
8
prospetto 1
Pericoli significativi, zone pericolose, misure preventive
....................................................
9
5 REQUISITI E MISURE DI SICUREZZA
105.1 Introduzione
..............................................................................................................................................
105.2 Criteri fondamentali di progettazione
..........................................................................................
105.3 Pericoli di natura meccanica nell’area degli stampi
............................................................
135.4 Sistema di comando e di sorveglianza
......................................................................................
175.5 Registrazione stampi, cicli di prova, manutenzione e lubrificazione
..........................
225.6 Pericoli di natura meccanica - Altri
...............................................................................................
235.7 Scivolamenti, inciampi, cadute
.......................................................................................................
245.8 Protezione contro altri pericoli
........................................................................................................
24
prospetto 2
Riepilogo dei requisiti per la protezione dell’operatore nell’area degli stampi in funzione di diversi modi di funzionamento - Modo di produzione: ciclo singolo, alimentazione o rimozione manuale
..........................................................................
27
prospetto 3
Riepilogo dei requisiti per la protezione dell’operatore nell’area degli stampi in funzione di diversi modi di funzionamento - Modo di produzione: ciclo automatico, alimentazione o rimozione manuale
.................................................................
29
prospetto 4
Riepilogo dei requisiti per la protezione dell’operatore nell’area degli stampi in funzione di diversi modi di funzionamento - Modo di produzione: ciclo automatico, alimentazione e rimozione esclusivamente automatiche
......................
30
6 VERIFICA DEI REQUISITI E/O DELLE MISURE DI SICUREZZA
32
prospetto 5
Metodi di verifica dei requisiti e/o delle misure di sicurezza
...........................................
32
7 ISTRUZIONI PER L’USO
407.1 Marcatura
...................................................................................................................................................
407.2 Manuale di istruzione
...........................................................................................................................
41
APPENDICE A PRESSE CON INNESTI A CHIAVETTA - REQUISITI DI PROGETTAZIONE
43(normativa)A.1 Progettazione dell’estrattore
............................................................................................................
43A.2 Prevenzione contro l’oltrecorsa ed il ritorno dell’albero
....................................................
43
APPENDICE B RIPARI INTERBLOCCATI
44(normativa)B.1 Presse con innesti a chiavetta
........................................................................................................
44B.2 Presse con innesti a frizione
............................................................................................................
45
figura B.1
Esempio di un riparo interbloccato con ridondanza e sorveglianza
........................... .
46
figura B.2
Esempio di uno schema del circuito di cui alla figura B.1
................................................
47
APPENDICE C CALCOLO DELLE DISTANZE MINIME DI SICUREZZA
49(normativa)
prospetto
C.1
Distanza aggiuntiva
..............................................................................................................................
50

Pagina IV di IVUNI EN 692:1997
APPENDICE D STAMPI CHIUSI
51(informativa)
figura D.1
Stampo chiuso su una pressa meccanica
...............................................................................
51
APPENDICE E SISTEMI DI PROTEZIONE ELETTRO-SENSIBILI CHE UTILIZZANO
(informativa)
DISPOSITIVI OPTO-ELETTRONICI ATTIVI
52
figura E.1
Esempio di applicazione tipica ad una pressa alimentata a mano di un dispositivo opto-elettronico attivo utilizzato per l’avvio ciclo (ripari laterali omessi ai fini della chiarezza dell’illustrazione)
.....................................................................
52
APPENDICE F REGISTRAZIONE DEL SISTEMA A CAMME ROTANTI
53(informativa)F.1 Caratteristiche fondamentali della registrazione dell’eccentrico e del sistema
a camme rotanti
......................................................................................................................................
53
figura F.1
.........................................................................................................................................................................
53
figura F.2
.........................................................................................................................................................................
54
figura F.3
.........................................................................................................................................................................
54
figura F.4
.........................................................................................................................................................................
55
figura F.5
.........................................................................................................................................................................
56
prospetto F.1
Raccomandazione sulle lunghezze delle corse, aumentate dell’angolo
γ
max
.....
57
figura F.6
.........................................................................................................................................................................
58
figura F.7
.........................................................................................................................................................................
59
figura F.8
.........................................................................................................................................................................
59F.2 Determinazione della posizione di inizio dell’inibizione
....................................................
60
figura F.9
.........................................................................................................................................................................
60
figura F.10
.........................................................................................................................................................................
61
APPENDICE G DETERMINAZIONE DEL TEMPO TOTALE DI RISPOSTA
T
62(informativa)
figura G.1
.........................................................................................................................................................................
62
figura G.2
.........................................................................................................................................................................
62
figura G.3
.........................................................................................................................................................................
63
figura G.4
.........................................................................................................................................................................
63
APPENDICE H CONDIZIONI PER LA MISURA DEL RUMORE DELLE PRESSE
(informativa)
MECCANICHE
65
APPENDICE J BIBLIOGRAFIA
66(informativa)

La presente norma europea è stata approvata dal CEN I membri del CEN devono attenersi alle Regole Comuni del CEN/CENELECche definiscono le modalità secondo le quali deve essere attribuito lo status dinorma nazionale alla norma europea, senza apportarvi modifiche.Gli elenchi aggiornati ed i riferimenti bibliografici relativi alle norme nazionalicorrispondenti possono essere ottenuti tramite richiesta alla Segreteria Centra-le oppure ai membri del CEN.Le norme europee sono emanate in tre versioni ufficiali (inglese, francese e te-desca). Traduzioni nella lingua nazionale, fatte sotto la propria responsabilitàda membri del CEN e notificate alla Segreteria Centrale, hanno il medesimostatus delle versioni ufficiali.I membri del CEN sono gli Organismi nazionali di normazione di Austria,Belgio, Danimarca, Finlandia, Francia, Germania, Grecia, Irlanda, Islanda,Italia, Lussemburgo, Norvegia, Paesi Bassi, Portogallo, Regno Unito, Spa-gna, Svezia e Svizzera.
Pagina 1 di 68UNI EN 692:1997
CENCOMITATO EUROPEO DI NORMAZIONE
European Committee for StandardizationComité Européen de NormalisationEuropäisches Komitee für Normung
Segreteria Centrale: rue de Stassart, 36 - B-1050 Bruxelles
CENI diritti di riproduzione sono riservati ai membri del CEN.
EN 692
GIUGNO 1996
NORMA EUROPEA
Presse meccaniche
Sicurezza
EUROPEAN STANDARD
Mechanical presses
Safety
NORME EUROPÉENNE
Presses mécaniques
Sécurité
EUROPÄISCHE NORM
Mechanische Pressen
Sicherheit
DESCRITTORI
Pressa, sicurezza della macchina, macchina pericolosa, prevenzione degli infor-tuni, progettazione, pericolo, misura di sicurezza, dispositivo di sicurezza, requi-sito di sicurezza, area pericolosa, organo di comando, prescrizione, informazionetecnica, uso, marcatura
ICS
25.120.10
il 16 marzo 1996.
1996

Pagina 2 di 68UNI EN 692:1997
PREMESSA
La presente norma europea è stata elaborata dalla Commissione Tecnica CEN/TC 143"Macchine utensili - Sicurezza", la cui segreteria è stata affidata all’UNI.Alla presente norma europea deve essere attribuito lo status di norma nazionale, o me-diante la pubblicazione di un testo identico o mediante notifica di adozione, entro dicem-bre 1996, e le norme nazionali in contrasto devono essere ritirate entro dicembre 1996.La presente norma europea è stata preparata a fronte di un mandato dato al CEN dallaCommissione delle Comunità Europee e dall’Associazione Europea per il Libero Com-mercio, ed è di supporto ai requisiti essenziali della/e Direttiva/e UE.Le appendici da A a C della presente norma sono normative, mentre le appendici da D aJ sono informative.In conformità alle Regole Comuni CEN/CENELEC, i seguenti Paesi sono tenuti ad adot-tare la presente norma europea: Austria, Belgio, Danimarca, Finlandia, Francia, Germa-nia, Grecia, Irlanda, Islanda, Italia, Lussemburgo, Norvegia, Paesi Bassi, Portogallo, Re-gno Unito, Spagna, Svezia e Svizzera.

Pagina 3 di 68UNI EN 692:1997
0 INTRODUZIONE
0.1
La presente norma è applicabile alle presse meccaniche come definite in 3.17.
0.2
La presente norma è stata preparata per essere una norma armonizzata che fornisce unmezzo per adeguarsi ai requisiti essenziali di sicurezza della Direttiva "Macchine" e degliequivalenti Regolamenti EFTA.
0.3
I pericoli trattati sono indicati nello scopo della presente norma. Inoltre le macchine devo-no soddisfare la EN 292 per i pericoli che non sono trattati dalla presente norma.
0.4
Ulteriori indicazioni sono contenute nelle norme di tipo A e B alle quali viene fatto riferi-mento nel testo (vedere 2). Le figure sono destinate ad essere soltanto degli esempi, enon a fornire l’unica interpretazione del testo.
1 SCOPO
1.1
La presente norma specifica le misure e i requisiti tecnici di sicurezza che devono essereadottati da coloro che si occupano della progettazione (come definita al punto 3.11 dellaEN 292-1:1991), costruzione e fornitura delle presse meccaniche destinate alla lavorazio-ne a freddo dei metalli o di materiali parzialmente metallici.
1.2
La presente norma riguarda inoltre le presse, il cui uso previsto principale è la lavorazionea freddo dei metalli, che devono essere utilizzate allo stesso modo per lavorare altri ma-teriali (quali il cartone, la plastica, la gomma o il cuoio), e le polveri metalliche.
1.3
I requisiti contenuti nella presente norma tengono conto dell’uso previsto, come definito alpunto 3.12 della EN 292-1:1991. La presente norma presuppone l’accessibilità alla pressada tutte le direzioni, tratta i pericoli descritti in 4, e specifica le misure di sicurezza sia perl’operatore, sia per le altre persone esposte.
1.4
La presente norma si applica inoltre ai dispositivi ausiliari che sono parte integrante dellapressa. Per la protezione dei sistemi di produzione integrati che utilizzano presse, vedereanche la ISO 11161.
1.5
La presente norma non considera le macchine il cui principale scopo previsto è:
a) la tranciatura a ghigliottina di lamiera metallica;
b) l’applicazione di un elemento di fissaggio, per esempio rivettatura, aggraffatura o pun-tatura;
c) la piegatura o la bordatura;
d) la raddrizzatura;
e) la punzonatura a torretta;
f) l’estrusione;
g) la fucinatura o lo stampaggio per urto;
h) la compattazione di polveri metalliche;
i) macchine punzonatrici mono-scopo progettate esclusivamente per profilati, peresempio per le costruzioni edili.
1.6
La presente norma è applicabile alle macchine costruite dopo la sua data di emissione.
Pagina 4 di 68UNI EN 692:1997
2 RIFERIMENTI NORMATIVI
La presente norma rimanda, mediante riferimenti datati e non, a disposizioni contenute inaltre pubblicazioni. Tali riferimenti normativi sono citati nei punti appropriati del testo evengono di seguito elencati. Per quanto riguarda i riferimenti datati, successive modificheo revisioni apportate a dette pubblicazioni valgono unicamente se introdotte nella presen-te norma come aggiornamento o revisione. Per i riferimenti non datati vale l’ultima edizio-ne della pubblicazione alla quale si fa riferimento.
EN 292-1:1991 Sicurezza del macchinario - Concetti fondamentali - Principi gene-rali di progettazione - Terminologia, metodologia di base
EN 292-2:1991 Sicurezza del macchinario - Concetti fondamentali - Principi gene-rali di progettazione - Specifiche e principi tecnici
(ed Aggiornamento A1:1995)
EN 294:1992 Sicurezza del macchinario - Distanze di sicurezza per impedire ilraggiungimento di zone pericolose con gli arti superiori
EN 349:1993 Sicurezza del macchinario - Spazi minimi per evitare lo schiaccia-mento di parti del corpo
EN 418:1992 Sicurezza del macchinario - Dispositivi di arresto d’emergenza -Aspetti funzionali - Principi di progettazione
EN 563:1994 Sicurezza del macchinario - Temperature delle superficie di con-tatto - Dati ergonomici per stabilire i valori limite delle temperatureper le superficie calde
EN 574:1996 Sicurezza del macchinario - Comandi a due mani
EN 614-1:1995 Sicurezza del macchinario - Principi ergonomici di progettazione -Terminologia e principi generali
EN 626-1:1994 Sicurezza del macchinario - Riduzione dei rischi per la salute de-rivanti da sostanze pericolose emesse dalle macchine - Principi especifiche per i costruttori di macchine
EN 842:1996 Sicurezza del macchinario - Segnali luminosi di pericolo - Requisitigenerali, progettazione e verifica
EN 954-1:1996 Sicurezza del macchinario - Parti dei sistemi di comando legate al-la sicurezza - Principi generali di progettazione
EN 982:1996 Sicurezza del macchinario - Requisiti di sicurezza relativi a sistemie loro componenti per trasmissioni oleoidrauliche e pneumatiche -Oleoidraulica
EN 983:1996 Sicurezza del macchinario - Requisiti di sicurezza relativi a sistemie loro componenti per trasmissioni oleoidrauliche e pneumatiche -Pneumatica
EN 999:1996
*)
Sicurezza del macchinario - Posizionamento dei dispositivi di pro-tezione in funzione delle velocità di avvicinamento di parti del cor-po
EN 1037:1995 Sicurezza del macchinario - Prevenzione dell’avviamento inatteso
EN 1088:1995 Sicurezza del macchinario - Dispositivi di interblocco associati airipari - Principi di progettazione e di scelta
EN 60204-1:1992 Sicurezza del macchinario - Equipaggiamento elettrico delle mac-chine - Regole generali (IEC 204-1:1992, modificata)
EN 61310-2:1995 Sicurezza del macchinario - Indicazioni, marcatura ed organi dicomando - Requisiti relativi alla marcatura (IEC 1310-2:1995)
EN ISO 3746:1995 Acustica - Determinazione dei livelli di potenza sonora emessi dal-le sorgenti di rumore - Metodo di controllo mediante una superficiedi inviluppo su piano riflettente (ISO 3746:1995)
EN ISO 11202:1995 Acustica - Rumore emesso da macchinari ed attrezzature - Misuradei livelli di pressione sonora nella postazione di lavoro ed in altreposizioni specifiche - Metodo di controllo in situ (ISO 11202:1995)
*) Nota nazionale - Attualmente allo stadio di progetto.

Pagina 5 di 68UNI EN 692:1997
ISO 8540:1993 Presse meccaniche a montante posteriore - Vocabolario
ISO 11161:1994 Sistemi di automazione industriale - Sicurezza dei sistemi di pro-duzione integrati - Requisiti fondamentali
ISO/TR 11688-1:1995 Acustica - Procedure raccomandate per la progettazione di mac-chine ed apparecchiature a bassa rumorosità - Pianificazione
prEN 894-2:1992 Sicurezza del macchinario - Requisiti ergonomici per la progetta-zione di visualizzatori e di attuatori di comando - Visualizzatori
prEN 894-3:1992 Sicurezza del macchinario - Requisiti ergonomici per la progetta-zione di visualizzatori e di attuatori di comando - Attuatori di co-mando
prEN 953:1992 Sicurezza del macchinario - Ripari - Requisiti generali per la pro-gettazione e costruzione di ripari fissi e mobili
prEN 1005-2:1993 Sicurezza del macchinario - Prestazioni fisiche umane - Movimen-tazione manuale di oggetti associati alle macchine
prEN 1050:1993 Sicurezza del macchinario - Principi per la valutazione dei rischi
prEN 1127-1:1993 Sicurezza del macchinario - Incendi ed esplosioni - Prevenzionedelle esplosioni e protezione
prEN 1299:1994 Isolamento dalle vibrazioni delle macchine - Informazioni per l’ap-plicazione o isolamento della fonte
prEN 50100-1:1995 Sicurezza del macchinario - Sistemi di protezione elettrosensibili -Requisiti generali (IEC 1496-1:1995)
prEN 50100-2:1994 Sicurezza del macchinario - Sistemi di protezione elettrosensibili -Requisiti particolari per sistemi che utilizzano dispositivi di prote-zione opto-elettronici attivi (IEC 1496-2:1995)
3 DEFINIZIONI
Ai fini della presente norma si applicano le seguenti definizioni. Ulteriori definizioni sonocontenute nelle relative norme di tipo A e B e nell’appendice A della EN 292-2:1991/A1:1995.
3.1 freno a nastro
: Freno (vedere 3.2) nel quale un nastro flessibile rivestito con materialed’attrito è disposto attorno alla superficie esterna di un tamburo.
3.2 freno
: Meccanismo (in generale ad attrito) che ha lo scopo di arrestare e trattenere la slittaquando l’innesto, se esiste, è disinserito.
3.3 innesto
: Meccanismo utilizzato per trasmettere il moto dal volano alla slitta.
3.4 innesto
-
rotazione completa
: Tipo di innesto che, quando inserito o azionato, non puòessere disinserito fino a quando la slitta ha completato un intero ciclo, per esempio lamaggior parte degli innesti positivi a chiavetta. Comprende anche gli innesti che possonoessere disinseriti solo in determinate posizioni del ciclo operativo.
3.5 innesto
-
rotazione parziale
: Tipo di innesto che può essere inserito o disinserito in qua-lunque punto della corsa della slitta, per esempio la maggior parte degli innesti a frizione.
3.6 ciclo
-
automatico
: Modo operativo nel quale la slitta ripete, con continuità o ad intermit-tenza, tutte le funzioni, effettuandole senza intervento manuale dopo l’avviamento.
3.7 ciclo
-
operativo
: Movimento della slitta dalla posizione di inizio ciclo (normalmente il pun-to morto superiore) al punto morto inferiore e ritorno alla posizione di arresto ciclo (nor-malmente il punto morto superiore). Il ciclo operativo comprende tutte le operazioni effet-tuate durante questo movimento.

Pagina 6 di 68UNI EN 692:1997
3.8 ciclo
-
singolo
: Modo operativo nel quale ogni ciclo operativo della slitta deve essere av-viato in modo positivo dall’operatore.
3.9 punti morti
: Punti nei quali la parte mobile dello stampo (punzone), durante la sua corsa,è
- o nella posizione più vicina alla parte fissa dello stampo (matrice), nota come puntomorto inferiore (in generale corrisponde alla fine della corsa di chiusura);
- o nella posizione più lontana dalla parte fissa dello stampo (matrice), nota come puntomorto superiore (in generale corrisponde alla fine della corsa di apertura).
3.10 matrice
: In generale, la parte fissa dello stampo utilizzato in una pressa.
3.11 cuscino dello stampo
: Accessorio di uno stampo che accumula e restituisce, o assorbe,energia come richiesto in alcune operazioni della pressa.
3.12 comando diretto
: Tipo di trasmissione in cui non si utilizza un innesto: il movimento dellaslitta è realizzato fornendo o togliendo energia al motore, eventualmente in presenza diun freno.
3.13 riparo interbloccato ad apertura anticipata
: Riparo associato ad un dispositivo di inter-blocco che, se aperto quando è cessato qualsiasi movimento pericoloso nell’area dellostampo, non interrompe il ciclo operativo.
3.14 estrattore
: Dispositivo per disinserire un innesto a chiavetta.
3.15 dispositivo di bloccaggio del riparo
: Dispositivo meccanico per mantenere il cancello diun riparo interbloccato nella posizione chiusa e bloccata finché il rischio di lesioni generatodalle funzioni pericolose della macchina è cessato.
3.16 dispositivo di comando per spostamenti limitati
;
dispositivo ad impulsi
: Dispositivodi comando il cui azionamento permette solo uno spostamento limitato di un elemento del-la macchina, rendendo così minimo, per quanto possibile, il rischio; un ulteriore movimen-to è precluso fino all’azionamento successivo e distinto del comando. [punto 3.23.8 dellaEN 292-1:1991]
3.17 pressa meccanica
: Macchina progettata per trasmettere energia da un motore primarioad un utensile (stampo) attraverso mezzi meccanici allo scopo di lavorare (per esempioformare) a freddo metalli o materiali parzialmente metallici fra le due parti dello stampo.Tale energia può essere trasmessa da un volano con un innesto o tramite un meccanismodi trasmissione diretta (vedere figura 1).

Pagina 7 di 68UNI EN 692:1997
figura 1
Esempio di pressa meccanica (protezioni dell’area operativa non indicate)
3.18 sorveglianza
: Funzione di sicurezza che garantisce l’attuazione di una misura di prote-zione se ad un componente o ad un elemento viene ridotta la capacità di svolgere la pro-pria funzione, o se le condizioni del processo vengono modificate in modo tale che si ge-nerino dei rischi.
3.19 inibizione
;
neutralizzazione
: Sospensione temporanea automatica di una o più funzionidi sicurezza attuata da componenti del sistema di comando legati alla sicurezza duranteil funzionamento normale di una macchina. [punto 3.5 della EN 954-1:1996]
3.20 frenatura globale del sistema
;
tempo totale di risposta
: Tempo trascorso fra l’aziona-mento del dispositivo di protezione e l’arresto del movimento pericoloso, o il raggiungi-mento di una condizione sicura da parte della macchina.
3.21 oltrecorsa
: Movimento dell’albero a gomito o eccentrico oltre un punto di arresto definito,per esempio il punto morto superiore.
123456789
10
SlittaFlangia della slitta, portastampoPiastra portastampo inferioreTavolaPedaleCinghiaPuleggia del motoreVolanoGruppo freno/frizioneRiparo del volano
Legenda
_________
__

Pagina 8 di 68UNI EN 692:1997
3.22 dispositivo di sorveglianza dell’oltrecorsa
: Dispositivo che trasmette un segnale perimpedire un ulteriore avviamento della macchina quando l’oltrecorsa supera i limiti prefis-sati.
3.23 interruttore di posizione
: Interruttore azionato da un elemento mobile della macchinaquando questo raggiunge o lascia una posizione prefissata.
3.24 ridondanza
: Applicazione di più dispositivi o sistemi, o più parti di un dispositivo o sistema,al fine di garantire che, in caso di guasto nelle funzioni di uno/a di essi, un altro o un’altrasia disponibile per eseguire tale funzione. [punto 3.47 della EN 60204-1:1992]
3.25 altezza stampo chiuso
: Distanza fra il piano della piastra portastampo inferiore ed il pianodella slitta, misurata al punto morto inferiore, con corsa variabile massima e regolazioneslitta in alto. [punto 3.12 della ISO 8540:1993]
3.26 anti-ripetitore
: Soluzione tecnica utilizzata per limitare il movimento della parte mobiledello stampo (punzone) ad un ciclo operativo ad ogni inserimento dell’innesto anche sel’organo di avviamento della corsa (per esempio un pedale) viene mantenuto azionato.
3.27 slitta
: Elemento principale della pressa dotato di moto alternativo su cui è montata la partemobile dello stampo (punzone).
3.28 punzone
: In generale parte mobile dello stampo.
3.29 stampo
: Combinazione di punzone e matrice.
3.30 stampo
-
chiuso
: Stampo progettato e costruito per essere intrinsecamente sicuro (vede-re figura D.1).
4 ELENCO DEI PERICOLI
4.1
L’elenco dei pericoli contenuto nel prospetto 1 è il risultato di una valutazione dei rischi,effettuata secondo quanto richiesto dal prEN 1050, per tutte le presse meccaniche cherientrano nello scopo della presente norma. Le misure tecniche e le istruzioni per l’uso ri-portate in 5 e 7, e nelle appendici A, B, C, F e G sono basate sulla valutazione dei rischie sono rivolte ai pericoli identificati, eliminandoli o riducendo gli effetti dei rischi che essigenerano.
4.2
La valutazione dei rischi presume l’accessibilità prevedibile da tutte le direzioni, nonchégli oltrecorsa, le corse inattese/impreviste o accidentali, o le cadute per gravità. Sono statiidentificati i rischi sia per gli operatori, sia per le altre persone che potrebbero accederealle zone pericolose, tenendo conto di tutti i pericoli che potrebbero manifestarsi durantela vita della pressa. Tale valutazione comprende un'analisi delle conseguenze dei guastinel sistema di comando.
4.3
Inoltre, l’utilizzatore della presente norma, cioè il progettista, il costruttore o il fornitore, de-ve effettuare una valutazione dei rischi in conformità con il prEN 1050, con particolare at-tenzione a quanto segue:
- l’uso previsto della pressa, comprendente la manutenzione, la registrazione stampi ela pulizia, ed il suo uso scorretto prevedibile;
- l’identificazione dei pericoli significativi associati alla pressa (vedere 4.4).
4.4
Il prospetto 1 della presente norma è un elenco dei pericoli significativi e delle relative zo-ne pericolose normalmente associati ad una pressa meccanica. Nell’ambito della valuta-zione dei rischi, il progettista deve verificare se l’elenco dei pericoli del prospetto 1 è com-pleto ed applicabile alla pressa in considerazione.

Pagina 9 di 68UNI EN 692:1997
prospetto 1
Pericoli significativi, zone pericolose, misure preventive
Pericoli Zona pericolosa Misure preventive: relativi punti della presente norma
Relativi punti della EN 292-1:1991
Pericoli di natura meccanica
Pericolo di schiacciamentoPericolo di cesoiamentoPericolo di taglio o di sezionamentoPericolo di impigliamentoPericolo di trascinamento o di intrappolamento
Area degli stampi:- fra punzone e matrice - slitta- cuscini- estrattori dei pezzi- ripari
da 5.3 a 5.5appendici A, B, D ed E
4.2.1
Pericolo di urto Parti mobili di impianti elettrici, idraulici e pneu-maticiMotore e organi di trasmissioneDispositivo meccanico di movimentazione
da 5.6.1 a 5.6.3da 5.6.1 a 5.6.4
Pericolo di proiezione Componenti della macchinaPezzi in lavorazione e stampi
5.6.57.2.2 i)
Pericolo di eiezione di un fluido ad alta pres-sione
Impianti idraulici 5.8.3 4.2.1
Pericoli di scivolamento, d’inciampo e di caduta
Qualsiasi postazione di lavoro sopraelevataZona di calpestio attorno alla pressa
5.7 4.2.3
Pericoli di natura elettrica
Pericolo di contatto diretto Equipaggiamento elettrico 5.8.1 4.3
Pericolo di contatto indiretto Equipaggiamento elettricoElementi messi in tensione dall’equipaggia-mento elettrico in condizioni di guasto
5.8.1 4.3
Pericolo di irraggiamento termico (bruciature)
Pericoli di natura termica
che causano bru-ciature e scottature, provocate da un even-tuale contatto
Freni, frizioni, parti dell’impianto idraulico 5.8.2 4.4
Pericoli generati da rumore
che provocano perdita della capacità uditiva (sordità)
Qualsiasi area attorno alla pressa nella quale le capacità uditive sono soggette a rischio
5.8.4 4.5
Pericoli generati da vibrazioni
Parti della pressa dove tale rischio è presente, per esempio le postazioni di lavoro
5.8.5 4.6
Pericoli generati da materiali e sostanze trattate, utilizzate o scaricate dalla mac-china
, per esempio:
Pericoli derivanti dal contatto o dall’inalazione di fluidi, gas, nebbie, fumi e polveri che hanno un effetto dannoso
Impianti idraulici; impianti pneumatici e loro comandi; materiali tossici in lavorazione
da 5.8.6.1 a 5.8.6.4 4.8
Pericoli di incendio o di esplosione Impianti di ventilazione e di aspirazione polveri 5.8.6.5 4.8
Pericoli provocati dall’inosservanza dei principi ergonomici in fase di progetta-zione della macchina
(errato abbinamento della macchina con le caratteristiche e le capacità umane) provocati, per esempio, da posizioni insalubri o sforzi eccessivi
La posizione di lavoro ed i comandi per gli ope-ratori ed i manutentori interessati alla movimen-tazione degli stampi
5.8.7 4.9

Pagina 10 di 68UNI EN 692:1997
5 REQUISITI E MISURE DI SICUREZZA
5.1 Introduzione
Le presse meccaniche considerate nella presente norma variano in grandezza da mac-chine di piccole dimensioni ad alta velocità con un solo operatore, che producono pezzipiccoli, a macchine grandi a velocità relativamente bassa con più operatori per pezzigrandi e complessi. Le stesse sono qui classificate, in base alla loro progettazione, comepresse con innesti a frizione e presse con innesti a chiavetta.I metodi o le misure da adottare per eliminare i pericoli significativi o ridurne i rischi asso-ciati sono riportati in dettaglio nel presente capitolo nel modo seguente:
- criteri fondamentali di progettazione per i principali componenti o sistemi (vedere 5.2);
- protezione dai pericoli di natura meccanica nell’area degli stampi in differenti modi diproduzione (vedere 5.3 ed i prospetti 2, 3 e 4);
- protezione dai pericoli provocati dal sistema di comando o dal guasto di suoi compo-nenti (vedere 5.4);
- protezione dai pericoli che possono manifestarsi durante la registrazione stampi, i ciclidi prova, la manutenzione e la lubrificazione (vedere 5.5);
- protezione da altri pericoli (vedere da 5.6 a 5.8).
5.2 Criteri fondamentali di progettazione
5.2.1 Freni ed innesti
5.2.1.1
Non si deve utilizzare la pressione di un fluido o dell’aria per innestare un freno a menoche siano adottati dei mezzi per garantire che, nel caso di caduta di pressione del fluidoo dell'aria, sia mantenuta l’efficienza del freno e sia disinserito l’innesto. Non si devonoutilizzare valvole a diaframma per innestare un freno.
5.2.1.2
Il progettista deve garantire che:
a) le molle impiegate per innestare il freno o disinserire l'innesto siano del tipo a com-pressione;
b) siano utilizzati gruppi multipli di molle;
c) tutte le molle siano strettamente uniformi nelle dimensioni, qualità e caratteristiche;
d) i mezzi per caricare le molle siano tali che, quando registrati, gli ancoraggi delle mollepossano essere bloccati per evitare la possibilità di allentamento;
e) le soluzioni per il contenimento e la guida delle molle, e per le spine di guida, siano talida rendere minima la possibilità di grippaggio;
f) il freno possa funzionare anche se il 50% del gruppo delle molle ha ceduto.
5.2.1.3
L’inserimento ed il disinserimento dell’innesto e del freno non devono compromettere il lo-ro funzionamento sicuro.
Nota
Sono raccomandati gruppi combinati freno-innesto in modo da ridurre la possibilità di inserimentocontemporaneo.
5.2.1.4
Il freno e l’innesto devono essere concepiti in modo che un guasto di qualunque compo-nente non solleciti gli altri componenti in misura tale da rendere possibile un conseguenteguasto pericoloso in breve tempo.
5.2.1.5
Il calore generato che può causare una situazione pericolosa deve essere dissipato.
5.2.1.6
Si devono adottare soluzioni efficaci per impedire la penetrazione di lubrificanti sulle su-perficie d'attrito del freno, quando ciò non è previsto dalla progettazione del freno stesso.

Pagina 11 di 68UNI EN 692:1997
5.2.1.7
L’innesto ed il freno devono essere concepiti in modo che eventuale umidità, polvere o oliolubrificante, che danneggia o corrode i materiali di tenuta (per esempio guarnizioni), nonpossa influenzare negativamente la funzione richiesta, per esempio ostruendo una con-duttura dell’aria o compromettendo in altro modo la loro efficienza.
5.2.1.8
La progettazione deve essere tale da rendere minimo l’accumulo di polvere, fluidi o detritiin aree nelle quali è probabile che questo provochi un intervento inadeguato del freno.Componenti rotti o allentati non devono causare guasti del freno.
5.2.1.9
Sulle presse meccaniche non si devono impiegare freni a nastro per arrestare la slitta.
5.2.2 Presse con innesti per rotazioni parziali (innesti a frizione)
5.2.2.1
Gli innesti a frizione devono essere in grado di avviare ed interrompere la corsa nella po-sizione corretta, senza eccessivo aumento della temperatura, in condizioni di massimoutilizzo dell’innesto.
5.2.2.2
Si devono prevedere giuochi meccanici sufficienti a garantire che, nelle condizioni di la-voro più gravose, non possa aver luogo un trascinamento per attrito che produca movi-menti indesiderati degli organi condotti.
5.2.2.3
Si devono adottare delle soluzioni che impediscano l’accumulo di detriti provenienti dallesuperficie d’attrito nelle zone in cui si potrebbe provocare un funzionamento inadeguatodella frizione, e che ne permettano uno smaltimento efficace.
5.2.2.4
La frizione ed il suo sistema di comando devono essere concepiti in modo che, in caso diinterruzione dell’alimentazione pneumatica, idraulica o elettrica, si disinserisca la frizionee si innesti immediatamente il freno.
5.2.2.5
Se si utilizzano diaframmi in un gruppo frizione, si devono adottare delle misure per evi-tare danni provocati dall’effetto di taglio di bordi taglienti o di usura da superficie ruvide.Lo scarico dell’aria non deve essere impedito a causa di allentamenti del diaframma, peresempio dovuti a fatica dei materiali.
5.2.3 Presse con innesti per rotazioni complete (innesti a chiavetta)
Per le presse con innesti a chiavetta, si devono soddisfare i requisiti aggiuntivi dell’appen-dice A. Questi requisiti si riferiscono alla progettazione dell’estrattore ed alla prevenzionedi oltrecorse e cadute all’indietro, per impedire una discesa involontaria della slitta.
5.2.4 Impianti idraulici e pneumatici - Caratteristiche comuni
5.2.4.1
Si devono prendere in considerazione i requisiti generali delle norme EN 982 ed EN 983in fase di progettazione di impianti idraulici e pneumatici, che devono soddisfare i requisitiparticolari riportati in 5.2.4, 5.2.5 e 5.2.6.
5.2.4.2
Si devono installare filtri, regolatori di pressione e pressostati di minima.
5.2.4.3 Si devono installare dei dispositivi che garantiscano che la pressione di lavoro sia mante-nuta nei limiti consentiti.
5.2.4.4 Recipienti di vetro e di plastica (a meno che siano resistenti ai solventi) devono essereprotetti per prevenire la diffusione di frantumi di vetro o plastica.
5.2.4.5 Tutte le tubazioni, i raccordi dei tubi, i passaggi, gli accumulatori, i serbatoi ed i fori, sianoessi di fusione o lavorati di macchina, devono essere privi di bave o materiali estranei chepotrebbero causare danni alle valvole o alle parti operatrici dell’innesto e del freno. Vedereil punto 5.3.4.2 della EN 982:1996 ed il punto 5.3.4.2 della EN 983:1996.

Pagina 12 di 68UNI EN 692:1997
5.2.4.6 Ogni ramo di tubazione deve, dove possibile, essere continuo da un elemento dell’impian-to all’altro. Si devono adottare delle precauzioni per evitare danni provocati da dilatazionitermiche. Le tubazioni rigide devono essere fissate in modo sicuro con supporti ad inter-valli frequenti per evitare vibrazioni o movimenti. Si devono accuratamente evitare piega-ture dei tubi flessibili utilizzati per trasportare fluidi. Tali piegature possono causare ostru-zioni che impediscono al fluido di scaricarsi. Questo si applica in particolare alla tubazioneche alimenta il giunto rotante della frizione e del freno.
5.2.4.7 Quando una caduta di pressione potrebbe provocare un movimento pericoloso imprevistodella slitta, i tubi ed i loro raccordi devono essere scelti in modo da impedire tale cadutadi pressione. I raccordi non devono essere realizzati con giunti a compressione, anelli in-collati o dispositivi simili.
5.2.4.8 Le valvole operatrici non devono essere sostenute dalle tubazioni ad esse collegate. Que-sto allo scopo di evitare effetti indesiderati, causati da vibrazioni che potrebbero compro-mettere sia le valvole, sia le tubazioni.
5.2.4.9 Le valvole operatrici devono essere concepite in modo da garantire che, quando sono inposizione di riposo, perdite a valle della valvola di ingresso si disperdano in modo suffi-cientemente libero da impedire che si generi pressione nel cilindro di azionamento dellafrizione.
5.2.4.10 Le valvole operatrici devono essere concepite in modo che non sia possibile che l’aperturadi alimentazione e l’apertura di scarico rimangano chiuse contemporaneamente.
5.2.4.11 Le aperture di scarico e le tubazioni fra i cilindri di azionamento della frizione e le valvoledevono essere sufficientemente dimensionate da assicurare un rapido deflusso del fluidodai cilindri di azionamento della frizione. Si devono adottare delle precauzioni al fine di ga-rantire che le aperture di scarico delle valvole operatrici siano di dimensioni adeguate perprevenire pressioni residue nel cilindro. La valvola deve essere scelta in modo che il rap-porto di pressione fra innesto e freno sia tale che la pressione residua nel cilindro non di-venti eccessiva nel caso di un guasto della valvola.
Nota Normalmente un rapporto di almeno 3,5 a 1 fra pressione delle molle nel freno e pressione residuanel cilindro è soddisfacente.
5.2.4.12 Le valvole di comando devono essere montate in posizioni che permettano una adeguataaccessibilità ed evitino loro danneggiamenti.
5.2.4.13 Quando le valvole sono azionate manualmente o meccanicamente (invece che elettrica-mente), le soluzioni per riportare le valvole alla posizione di frizione disinserita a fine ciclodevono essere ad azionamento positivo. Vedere inoltre 5.4.9.
5.2.5 Impianti pneumatici
5.2.5.1 Quando le valvole o altri organi del sistema di comando della pressa richiedono lubrifica-zione, si devono adottare mezzi automatici visibili per introdurre olio nella condutturadell’aria in forma opportuna.
5.2.5.2 Quando sono montati dei sistemi silenziatori, essi devono essere forniti ed installati se-condo le istruzioni del costruttore della valvola per l’impiego in sistemi di sicurezza, e sideve tener conto della loro influenza sul comportamento del freno.Sono consentiti solo silenziatori anti-ostruzione con scarico diretto dell’aria nell’atmosferasecondo le specifiche del costruttore del gruppo freno/frizione.
5.2.5.3 Si devono installare separatori di condensa.

Pagina 13 di 68UNI EN 692:1997
5.2.6 Impianti idraulici
5.2.6.1 Si devono utilizzare opportune valvole limitatrici di pressione negli impianti idraulici chemontano una pompa idraulica. Si devono adottare dei mezzi per liberare l’aria trattenuta,mediante o un dispositivo di spurgo o un sistema auto-evacuante.
5.2.6.2 Questi impianti devono essere concepiti in modo che le fughe di fluido non causino lesioni.
5.2.6.3 Gli impianti idraulici che comprendono degli accumulatori devono permettere che la pres-sione del fluido cada quando si arresta il generatore di pressione. Se ciò non è possibile,le parti del circuito che sono mantenute in pressione devono essere dotate di una valvoladi scarico manuale, in aggiunta agli altri dispositivi richiesti da norme o regole riguardantigli accumulatori (valvole limitatrici di pressione, manometri, ecc.), e riportare una chiaraindicazione del pericolo (per mezzo di una targa descrittiva).
5.2.7 Regolazione della slitta e regolazione della corsa
5.2.7.1 Si devono adottare dei provvedimenti per garantire che il motore di regolazione della slittanon possa essere messo in moto mentre il circuito di comando dell’innesto è sotto tensio-ne. Questo requisito non si deve applicare quando il motore di regolazione della slitta puòessere comandato in presse a ciclo automatico e sistema di comando programmabile percompensare, per esempio, l’usura degli utensili durante il funzionamento della pressa.
5.2.7.2 I mezzi per comandare la regolazione della slitta devono essere chiaramente identificati.
5.2.7.3 La regolazione della slitta deve essere limitata mediante mezzi adeguati.
5.2.7.4 Si devono fornire dei mezzi per fissare, per esempio mediante bloccaggio, la regolazionedella slitta e la regolazione della corsa nella posizione impostata, durante la produzione.
5.2.7.5 Si devono fornire dei sistemi di sicurezza per impedire l’esecuzione di una corsa mentreil motore di regolazione della corsa è in azione.
5.3 Pericoli di natura meccanica nell’area degli stampi
5.3.1 La principale zona pericolosa sulle presse meccaniche è l’area degli stampi e si devonoadottare delle misure di prevenzione per i relativi pericoli. La presente norma indica da 5.3a 5.5 in quale modo si devono proteggere la zona pericolosa in prossimità degli stampi edelle aree associate, come i cuscini e gli estrattori di pezzi. I prospetti 2, 3 e 4 riassumonoi requisiti per la protezione dell’area degli stampi.
5.3.2 I ripari ed i dispositivi descritti nella EN 292, parti 1 e 2, che sono adatti alla protezione diqualsiasi operatore in prossimità degli stampi sono elencati qui di seguito. Progettisti, co-struttori e fornitori devono scegliere i metodi di protezione che riducono i rischi per quantopossibile, tenendo conto dei pericoli significativi (vedere prospetto 1) e del modo di pro-duzione (vedere prospetti 2, 3 e 4):
a) stampi chiusi (vedere la EN 294, la EN 349, 5.3.8 e l’appendice D);
b) ripari fissi a segregazione totale (vedere la EN 294, il prEN 953 e 5.3.9);
c) ripari interbloccati con bloccaggio del riparo (vedere la EN 1088:1995, il prEN 953, laEN 954-1, 5.3.10 e l’appendice B);
d) ripari con comando dell’avviamento e con bloccaggio del riparo (vedere il punto4.2.2.5 della EN 292-2:1991, la EN 1088:1995, il prEN 953, la EN 954-1 e 5.3.11);
e) ripari interbloccati ad apertura anticipata (vedere la EN 1088:1995, il prEN 953, laEN 954-1, la EN 999, 5.3.12, 5.3.15 e l’appendice B);
f) sistemi di protezione elettrosensibili che utilizzano dispositivi di protezione opto-elettro-nici attivi (vedere la EN 999, il prEN 50100-1, il prEN 50100-2, 5.3.13, 5.3.15 e l’appen-dice E);

Pagina 14 di 68UNI EN 692:1997
g) comandi a due mani (vedere la EN 574:1996, la EN 999, 5.3.14 e 5.3.15);
h) comandi ad azione mantenuta (vedere il punto 3.23.3 della EN 292-1:1991) unita-mente ad una bassa velocità di chiusura (minore di 10 mm/s) principalmente per regi-strazione stampi (vedere 5.5).
Le presse con innesti a chiavetta devono solo essere protette mediante i sistemi indicatiin 5.3.2 a), b), c), e d).I metodi di protezione sopra descritti devono anche proteggere contro i rischi generati daidispositivi ausiliari di carico e scarico che sono parte integrante della macchina.
5.3.3 La combinazione scelta di protezioni deve proteggere tutte le persone esposte, cioè colo-ro che potrebbero accedere alla zona pericolosa durante il funzionamento, gli interventi dimessa a punto, manutenzione, pulizia e verifica, come descritto in 4.2.
5.3.4 I requisiti relativi alle misure di sicurezza elencate in 5.3.2 sono riportati da 5.3.8 a 5.3.15e devono essere soddisfatti in aggiunta a quelli stabiliti dalle relative norme (vedere 2).
5.3.5 L’interfacciamento fra i ripari ed i dispositivi di sicurezza forniti ed il sistema di comandodella pressa deve essere almeno della stessa categoria richiesta per gli stessi ripari e di-spositivi.
5.3.6 Se il lavoro eseguito sulla pressa richiede un accesso alla zona pericolosa da più lati, sidevono fornire dei sistemi per l’applicazione di un riparo che dia lo stesso livello di prote-zione per l’operatore su ogni lato, come specificato nelle appendici B, D ed E.
5.3.7 Quando una pressa molto grande può essere utilizzata per lavorazioni speciali singole digrandi componenti, per esempio fondi di serbatoi in pressione, e non è possibile utilizzareun riparo, il progettista, il costruttore ed il fornitore devono adottare i necessari provvedi-menti per permettere che l’utilizzatore impieghi in questi casi un metodo di lavoro sicuro,per esempio la fornitura di comandi da spostare in una posizione sicura o segnali acusticidi avvertimento o segnali luminosi di pericolo (vedere la EN 842:1996). Questa conces-sione non modifica gli obblighi previsti dalla presente norma di fornire un riparo o altro di-spositivo di protezione per il funzionamento ed il comando normale della pressa.
5.3.8 Gli stampi chiusi devono essere a sicurezza intrinseca. Le loro aperture e le corrisponden-ti distanze devono soddisfare i requisiti contenuti nel prospetto 4 della EN 294:1992. Qua-lunque ulteriore pericolo di schiacciamento deve essere evitato seguendo il prospetto 1della EN 349:1993. Vedere l’appendice D.
5.3.9 I ripari fissi a segregazione totale devono essere in conformità con il prEN 953. Essi de-vono essere fissati in modo sicuro alla macchina, ad un'altra struttura rigida o al pavimento.
5.3.10 I ripari interbloccati con bloccaggio del riparo devono essere in conformità con il prEN 953ed impedire, unitamente ai ripari fissi, l’accesso alla zona pericolosa nell’area degli stam-pi, finché la slitta non è a riposo nella sua corretta posizione d’arresto. L’avviamento dellacorsa deve essere impedito fino a quando il cancello del riparo non è chiuso. I dispositividi interblocco associati devono essere progettati e costruiti in conformità con il punto 6.2.2della EN 1088:1995, e soddisfare la categoria 4 della EN 954-1. Vedere l’appendice B.
5.3.11 I ripari con comando dell’avviamento e con bloccaggio del riparo devono essere in con-formità con il prEN 953 ed impedire, unitamente ai ripari fissi, l’accesso alla zona perico-losa nell’area degli stampi, finché la slitta non è a riposo nella sua corretta posizione d’ar-resto. L’avviamento della corsa deve essere impedito fino a quando il cancello del riparonon è chiuso. I dispositivi di interblocco associati devono essere progettati e costruiti inconformità con il punto 6.2.2 della EN 1088:1995, e soddisfare la categoria 4 dellaEN 954-1.

Pagina 15 di 68UNI EN 692:1997
5.3.12 I ripari interbloccati ad apertura anticipata devono essere in conformità con il prEN 953 edimpedire, unitamente ai ripari fissi, l’accesso alla zona pericolosa nell’area degli stampi.L’avviamento della corsa deve essere impedito fino a quando il cancello del riparo non èchiuso. I dispositivi di interblocco associati devono essere progettati e costruiti in confor-mità con il punto 6.2.2 della EN 1088:1995, e soddisfare la categoria 4 della EN 954-1.Essi devono, in alternativa,
a) essere dotati di bloccaggio del riparo, per impedire l’apertura del cancello del riparofinché non sia cessato qualsiasi movimento pericoloso nell’area degli stampi;
b) oppure, senza bloccaggio del riparo, essere progettati in modo da arrestare il movi-mento pericoloso prima che la zona pericolosa possa essere raggiunta.
I ripari interbloccati ad apertura anticipata possono anche essere ripari con comandodell’avviamento senza bloccaggio del riparo.
5.3.13 I sistemi di protezione elettro-sensibili che utilizzano dispositivi di protezione opto-elettro-nici attivi devono soddisfare i requisiti seguenti:
a) i dispositivi di protezione opto-elettronici devono essere di tipo 4, e progettati e costruitiin conformità con il prEN 50100-2;
b) l’accesso alla zona pericolosa deve solo essere possibile attraversando il campo di in-tercettazione del dispositivo; protezioni aggiuntive devono impedire l’accesso alla zo-na pericolosa da qualunque altra direzione;
c) quando è possibile sostare in una posizione compresa fra una cortina luminosa e lazona pericolosa della pressa, devono essere forniti mezzi aggiuntivi, per esempio rag-gi ulteriori, per rivelare la presenza di una persona in quella posizione. Le fasce nonsorvegliate dai raggi devono avere una dimensione massima consentita di 75 mm;
d) non deve essere possibile avviare alcun movimento pericoloso mentre una parte qualun-que del corpo è presente nel campo di intercettazione del dispositivo opto-elettronico;
e) i mezzi per il ripristino devono essere disposti in modo tale che dalla loro posizione cisia una chiara visione della zona pericolosa; non ci deve essere più di un dispositivodi ripristino per ogni campo di intercettazione; se la pressa è protetta per mezzo di di-spositivi opto-elettronici laterali e posteriori, si deve fornire un dispositivo di ripristinoper ogni campo di intercettazione;
f) quando il dispositivo opto-elettronico lavora per riflessione del raggio di luce trasmes-so lungo il suo stesso percorso, e uno o più riflettori aggiuntivi sono sistemati all’inter-no del campo di intercettazione, la configurazione dei riflettori aggiuntivi non deve per-mettere che un oggetto di spessore uguale o maggiore della dimensione specificatadel cilindro di prova (vedere il punto 4.1.2 del prEN 50100-2:1994) passi inosservatodal dispositivo opto-elettronico in nessun punto del campo di intercettazione, a menoche siano state prese altre misure per garantire che non sia possibile raggiungere lazona pericolosa;
g) quando il dispositivo opto-elettronico è anche utilizzato per l’avvio del ciclo, mediantesingola o doppia interruzione:
i) l’altezza della tavola della pressa rispetto al piano di calpestio dell’operatore deveessere uguale o superiore a 750 mm; se l’altezza della tavola è inferiore a750 mm, questa altezza deve essere raggiunta tramite l’uso di protezioni fisse ag-giuntive, mantenute in posizione in modo permanente, per esempio mediante sal-datura, o barriere interbloccate montate in prossimità della tavola della pressa;non deve essere possibile sostare fra la barriera fisica e la tavola o lo stampo, o difianco alla tavola o allo stampo;
ii) la lunghezza della corsa di apertura deve essere minore o uguale a 600 mm, e/ola profondità della tavola della pressa deve essere minore o uguale a 1 000 mm;
iii) la possibilità di avviare il movimento della pressa liberando la zona sorvegliata de-ve essere limitata ad un periodo proporzionato ad un normale ciclo singolo, tempoprestabilito; questo tempo prestabilito non deve superare 30 secondi a partire dal-la fine del ciclo operativo precedente; il dispositivo opto-elettronico deve richiede-re un ripristino se il tempo prestabilito è stato superato; devono essere forniti mez-zi normali di avvio del movimento della pressa per casi in cui non sia automatica-mente avviato entro quel periodo di tempo limitato;

Pagina 16 di 68UNI EN 692:1997
iv) se sono installati più dispositivi opto-elettronici per la protezione della pressa, inqualsiasi momento solo uno di loro deve essere selezionato per l’avvio del ciclo.
Vedere appendice E.
5.3.14 I comandi a due mani devono soddisfare quanto segue:
a) i comandi a due mani devono essere conformi al tipo III C del prospetto 1 dellaEN 574:1996;
b) il numero di comandi a due mani abilitati deve corrispondere al numero di operatori in-dicati sul selettore;
c) l’emissione di un comando non deve essere possibile usando una mano sola, mano egomito dello stesso braccio, avambraccio/a o gomito/i, mano ed altre parti del corpo.
5.3.15 I ripari interbloccati ad apertura anticipata senza bloccaggio del riparo, i sistemi di prote-zione elettro-sensibili che utilizzano dispositivi opto-elettronici attivi ed i comandi a duemani devono essere piazzati in posizione tale che l’operatore non abbia il tempo di rag-giungere la zona pericolosa prima che qualsiasi movimento pericoloso nell’area dellostampo sia cessato. Il calcolo della distanza di sicurezza deve essere basato sul tempototale di risposta dell’arresto della pressa e sulla velocità di movimento dell’operatore. Ve-dere la EN 999 e l’appendice C.
5.3.16 Condizioni di interblocco del motore e della frizioneLa rotazione inversa deve essere possibile solo nel modo di registrazione. Non deve es-sere possibile azionare il motore se la frizione della pressa è innestata o innestarla o la-sciarla innestata se il motore è fermo, eccetto sotto diverse condizioni di registrazione.
5.3.17 Dispositivi anti-ripetitoriQuando una pressa deve essere utilizzata nel modo operativo del ciclo singolo, deve es-sere installato un dispositivo anti-ripetitore. Questo dispositivo deve impedire l’inizio diuna seconda corsa anche se l’organo di comando viene mantenuto azionato. Una nuovacorsa deve richiedere il rilascio dell’organo di comando ed un suo nuovo azionamento.
5.3.18 Dispositivi di trattenuta meccanici
5.3.18.1 Deve essere fornito un dispositivo di trattenuta meccanico da inserire nella pressa per uti-lizzarlo durante le riparazioni o qualsiasi intervento necessario fra le due parti dello stam-po, salvo la normale alimentazione manuale. Quando il dispositivo non è in grado di as-sorbire l’intera forza della pressa, esso dovrà essere interbloccato al sistema di comandodella pressa in modo che non possa essere effettuata una corsa mentre il dispositivo è inposizione, e la slitta sia trattenuta nella posizione superiore (vedere la EN 1037:1995).
5.3.18.2 Su presse con una corsa di apertura maggiore di 500 mm ed una profondità della tavolamaggiore di 800 mm, il dispositivo di trattenuta meccanico deve essere fissato in modopermanente ed integrato con la pressa. Se un dispositivo di trattenuta meccanico integra-to, quando è in funzione, non può essere facilmente visto dalla posizione dell’operatore,deve essere fornita una chiara indicazione aggiuntiva della posizione del dispositivo.
5.3.19 Altri requisiti
5.3.19.1 La pressa deve essere progettata e costruita in modo che gli stampi possano essere fis-sati ad essa in modo tale che non possano sorgere pericoli nel caso di guasto di un singolocomponente o di interruzione dell’alimentazione d’energia.
5.3.19.2 Tutti gli elementi di fissaggio sulla pressa, quali viti, dadi o giunti incollati, devono essererealizzati in modo tale che i pezzi non si allentino e non causino delle lesioni.

Pagina 17 di 68UNI EN 692:1997
5.3.19.3 I mezzi di regolazione manuale, per esempio della corsa o della slitta, o il cambio dellavelocità, la cui alterazione può causare pericolo, devono avere un dispositivo di bloccag-gio affidabile che permette la regolazione solo con mezzi come un utensile o un codiced’accesso elettronico.
5.3.19.4 Su presse a funzionamento automatico con innesti a frizione e dispositivi di movimenta-zione che formano parte integrante della pressa, dove è possibile, il lembo iniziale del na-stro di lamiera deve essere guidato in modo automatico negli stampi progressivi.Se il lembo iniziale del nastro non può essere guidato in modo automatico durante il cari-camento attraverso il dispositivo di movimentazione e gli stampi progressivi, il costruttoredeve dotare la pressa di
a) comando ad azione mantenuta con tre posizioni e bassa velocità di chiusura (minoredi 10 mm/s);il comando ad azione mantenuta deve essere costituito da un singolo pulsante con leseguenti posizioni:
- 1a = arresto,
- 2a = marcia,
- 3a = nuovo arresto.Dopo aver premuto il pulsante fino alla posizione 3, un nuovo comando deve esserepossibile solo dopo aver riportato il pulsante alla posizione 1;
oppure:
b) un dispositivo ad impulsi (vedere 5.5.11).Questi dispositivi devono essere operativi quando qualunque riparo sulla pressa sia spo-stato dalla sua posizione di sicurezza in modo che il lembo iniziale della lamiera possa es-sere guidato manualmente mediante l'uso di dispositivi ausiliari di manipolazione (pinze,tenaglie, sistemi magnetici).
5.4 Sistema di comando e di sorveglianza
5.4.1 Funzioni di comando e di sorveglianzaI punti seguenti di questo paragrafo si applicano a tutti i componenti legati alla sicurezzache direttamente o indirettamente comandano o sorvegliano il funzionamento delle partimobili della pressa o degli stampi. Per la progettazione degli impianti elettrici si deve se-guire la EN 60204-1 e per la progettazione di impianti elettrici, meccanici, pneumatici edidraulici la EN 954-1.
5.4.1.1 I sistemi di comando devono comprendere funzioni di sicurezza concepite in modo taleche i comandi debbano essere azionati nuovamente per fare effettuare una corsa allapressa:
a) dopo aver cambiato il modo di comando o di funzionamento;
b) dopo che un riparo interbloccato è stato chiuso;
c) dopo un ripristino manuale del sistema di sicurezza;
d) dopo una interruzione nell’alimentazione di energia;
e) dopo una perdita di pressione all’alimentazione;
f) dopo l’azionamento del dispositivo di protezione dell’utensile o del segnalatore di pre-senza pezzo;
g) dopo la rimozione di un dispositivo di trattenuta meccanico interbloccato.
5.4.1.2 Nel caso di intervento di un dispositivo di protezione (riparo interbloccato, sistema di pro-tezione elettro-sensibile mediante dispositivo opto-elettronico attivo) sono richieste dellefunzioni di ripristino manuale separate per abilitare nuovamente il funzionamento normale:
a) se una persona può passare attraverso un riparo interbloccato;
b) se un sistema di protezione elettro-sensibile mediante dispositivo opto-elettronico at-tivo utilizzato per azionare il ciclo non è interrotto in un tempo predeterminato;

Pagina 18 di 68UNI EN 692:1997
c) se un sistema di protezione elettro-sensibile mediante dispositivo opto-elettronico at-tivo è interrotto durante qualsiasi movimento pericoloso nel ciclo;
d) se un sistema di protezione elettro-sensibile mediante dispositivo opto-elettronico at-tivo protegge lati della pressa dai quali la pressa non è comandata.
I comandi di ripristino devono essere ad una distanza che permetta la visione della zonapericolosa, ma non raggiungibili dalla zona pericolosa. Le funzioni di ripristino devono es-sere realizzate da un circuito che sia almeno singolo e sorvegliato.
5.4.1.3 Questo punto si applica alle presse munite di dispositivi di protezione dei seguenti tipi:
- sistemi di protezione elettro-sensibili che utilizzano dispositivi opto-elettronici attivi;
- ripari interbloccati ad apertura anticipata;
- comandi a due mani utilizzati per il funzionamento normale.Se si verifica un guasto nelle parti di questi dispositivi di protezione o del sistema di co-mando legate alla sicurezza, allora:
a) non deve essere possibile una messa in moto accidentale;
b) deve essere mantenuto il funzionamento sicuro del dispositivo di protezione;
c) deve essere possibile arrestare la macchina durante il movimento pericoloso;
d) il sistema di comando deve arrestare immediatamente la macchina durante la fase pe-ricolosa della corsa di chiusura o, in altri casi1), al più tardi alla fine del ciclo operativo;
e) il sistema di comando deve impedire qualsiasi avviamento di un nuovo ciclo operativodi produzione finché il guasto non è stato eliminato.
Per soddisfare questi requisiti, le parti del sistema di comando legate alla sicurezza devo-no essere conformi alla categoria 4 della EN 954-1. Le funzioni di messa in moto e di ar-resto, nelle parti del sistema di comando della pressa legate alla sicurezza, devono esse-re realizzate mediante circuiti cablati, ridondanti e sorvegliati.
5.4.1.4 Quando una pressa è soggetta ad urti e vibrazioni considerevoli, la progettazione del si-stema di comando deve tenere conto dei requisiti riportati ai punti:
a) 3.7.3 della EN 292-2:1991;
b) 5.2 della EN 982:1996;
c) 5.2 della EN 983:1996;
d) 13.1 della EN 60204-1:1992.
5.4.2 Presse con innesto a frizione: ridondanza e sorveglianza dei sistemi di comando del gruppofreno-frizione, e sorveglianza dell’oltrecorsa per l’utilizzo a ciclo singolo (vedere i prospetti 2,3 e 4)
5.4.2.1 Si deve dotare la pressa di ridondanza e sorveglianza dei sistemi di comando del gruppofreno-frizione e di sorveglianza dell’oltrecorsa per proteggere l’operatore in tutti i casi incui il sistema di protezione non impedisce l’accesso alla zona pericolosa prima dell’arrestodella slitta (normalmente al punto superiore), per esempio per:
a) sistemi di protezione elettro-sensibili;
b) ripari interbloccati ad apertura anticipata;
c) comandi a due mani."Sorveglianza" e "ridondanza" sono termini definiti rispettivamente in 3.18 e 3.24.
5.4.2.2 I ripari interbloccati muniti di un dispositivo di bloccaggio del riparo devono essere dotatidi ridondanza e sorveglianza del sistema di comando del gruppo freno-frizione (il disposi-tivo di sorveglianza dell’oltrecorsa non è richiesto).
1) Esempi di questo tipo sono:1) quando si verifica un guasto in un canale di un sistema di comando a due canali, in modo che l'altro canale rimanga
operante;2) quando si verifica un guasto durante parti del ciclo diverse dalla fase pericolosa della corsa di chiusura.

Pagina 19 di 68UNI EN 692:1997
5.4.2.3 Quando è necessario dotare la pressa di ridondanza e sorveglianza del sistema di coman-do del gruppo freno-frizione, questo deve soddisfare i seguenti requisiti:
a) la pressa deve essere equipaggiata con almeno due elettro-valvole singole o unaelettro-valvola a doppio corpo che controlla direttamente il flusso del fluido al gruppofreno-frizione comandato, o l’equivalente nel caso di altre forme di comando;
b) i solenoidi delle valvole devono essere collegati al circuito di comando mediante ca-blaggi separati in modo che un singolo guasto nel cablaggio non possa azionare en-trambi i solenoidi;
c) deve essere assicurato che un corto circuito fra i collegamenti della valvola di sicurez-za (per esempio da solenoide a solenoide, o da solenoide a sistema auto-sorvegliato)sia individuato in modo automatico e non conduca ad un ulteriore o inaspettato movi-mento della slitta;
d) quando per la funzione di sorveglianza della valvola sono necessari dei sensori chesegnalino lo stato della valvola, questi sensori devono essere parte integrante dellavalvola. La valvola può avere un sistema di sorveglianza intrinseco nel quale un gua-sto della valvola si riveli automaticamente;
e) la sorveglianza deve essere dinamica con una frequenza di almeno una volta per ci-clo e deve assicurare che, in caso di un guasto all’interno della/e valvola/e, si disinne-sti la frizione e si inserisca il freno;
f) deve essere possibile ripristinare l’ulteriore funzionamento della pressa solo mediantemezzi specifici, per esempio mediante un utensile, una chiave o un codice d’accessoelettronico.
5.4.2.4 Quando è necessario dotare la pressa di sorveglianza dell’oltrecorsa, questa deve soddi-sfare i seguenti requisiti:
a) le presse alimentate in modo manuale equipaggiate con dispositivi di protezione deltipo elencato in 5.4.1.3 devono comprendere dispositivi di sorveglianza dell’oltrecorsaper assicurare che, se l’albero a gomito supera la sua normale posizione di arresto diun angolo specificato dal costruttore, massimo 15° e preferibilmente 10°, deve essereimmediatamente inviato un segnale d’arresto e non deve essere possibile l’inizio di unnuovo ciclo;
b) deve essere possibile ripristinare l’ulteriore funzionamento della pressa soltanto me-diante mezzi specifici, per esempio mediante un utensile, una chiave o un codiced’accesso elettronico;
c) quando le camme del dispositivo di sorveglianza dell’oltrecorsa sono portate da un al-bero che è trascinato indirettamente dall’albero a gomito, per esempio mediante unatrasmissione a due catene fra l’albero a camme e l’albero a gomito, la trasmissione in-diretta deve essere sorvegliata in modo che, se si guasta, deve essere inviato un se-gnale d’arresto e non deve essere possibile l’inizio di un nuovo ciclo finché non siastato eliminato il guasto.
5.4.2.5 Le camme ed i relativi interruttori per la sorveglianza dell’oltrecorsa, della funzione di ar-resto del ciclo singolo e dell’inibizione delle protezioni devono essere collegati fra loro inmodo positivo, tale che la posizione relativa fra le camme, e la posizione relativa fra gliinterruttori non possa essere alterata. Tuttavia, su presse dotate di velocità variabile, all’in-terruttore per la funzione arresto del ciclo singolo può essere consentita una regolazioneseparata. Tutte le camme devono essere fissate in modo positivo all’albero. Tutte le cam-me ed i relativi interruttori devono essere collocati in un contenitore chiuso con chiave.
5.4.2.6 Nel caso di lunghezza variabile della corsa, la regolazione delle camme o gli interruttoriazionati dalle camme utilizzati per il comando del ciclo devono essere collegati in modopositivo tale che la loro posizione relativa non possa essere alterata, al fine di minimizzarela probabilità di errore di registrazione da parte dell’utilizzatore, per esempio per compen-sare il peggioramento del comportamento in frenatura al quale si dovrebbe porre rimediomediante manutenzione del freno.
Pagina 20 di 68UNI EN 692:1997
5.4.2.7 Se l’albero a camme è collegato all’albero a gomito mediante un innesto, l’inserimentodell’innesto deve essere positivo, per esempio tramite dentatura.
5.4.2.8 L’alterazione massima della regolazione delle camme rotanti deve essere limitata mecca-nicamente ad un angolo di 60°, preferibilmente di 45°. Vedere appendice F.
5.4.2.9 I dischi delle camme devono essere montati in modo tale che un accoppiamento errato oaccidentale non possa provocare incidenti, e:
a) gli interruttori e le camme per il comando della pressa devono essere fissati l’unoall’altro e bloccati in modo sicuro; non sono consentiti viti o dadi non protetti control’allentamento;
b) deve essere marcata la posizione relativa degli interruttori e dei dischi delle camme;
c) la possibilità di nuova regolazione degli interruttori o delle camme deve essere limitatamediante arresti fissi, in modo tale che il tempo di inibizione durante il movimento dichiusura dello stampo non possa superare il tempo totale di risposta della pressa connessuna combinazione di velocità e lunghezza della corsa;
d) non deve esistere alcuna possibilità di danneggiare il cinematismo dell’interruttorequando viene invertito il movimento dell’albero.
5.4.3 Inibizione delle protezioni
5.4.3.1 Si possono dotare di inibizione i sistemi di protezione elettrosensibili che utilizzano dispo-sitivi opto-elettronici attivi ed i comandi a due mani. Essi devono essere inibiti solo durantela corsa di apertura o quando è cessata la fase pericolosa della corsa di chiusura e nonc’è rischio di lesione nell’area dello stampo. Si devono tenere presenti i punti di intrappo-lamento generati dagli estrattori e dai cuscini inferiori. Il sistema di protezione deve diven-tare nuovamente operativo in coincidenza o prima dell’inizio della corsa di chiusura.Inoltre:
a) il punto di inibizione deve essere protetto contro regolazioni non autorizzate mediantel’impiego di utensili speciali, un’apertura a chiave, o un codice d’accesso elettronico;
b) deve essere prevenuto qualunque pericolo ulteriore esistente durante la corsa diapertura, per esempio mediante ripari fissi;
c) il segnale per l’inizio dell’inibizione deve essere sorvegliato.
5.4.3.2 Si può anche dotare di inibizione il cancello di un riparo interbloccato montato su una pres-sa con innesto a frizione, sulla quale l’apertura anticipata del cancello è consentita quandoè cessata la fase pericolosa della corsa di chiusura (vedere 5.4.2).
5.4.4 Sistemi elettronici programmabili, sistemi pneumatici programmabili e funzioni legate allasicurezza
5.4.4.1 L’uso di sistemi programmabili elettronici e pneumatici non deve ridurre i livelli di sicurezzaspecificati in questa norma.
5.4.4.2 Quando una pressa è comandata da un sistema programmabile elettronico o pneumatico,le funzioni legate alla sicurezza non devono basarsi solo sui sistemi programmabili citati.
5.4.5 Selettori
5.4.5.1 Dove è possibile una selezione dei modi di funzionamento, di avvio ciclo o di sistema diprotezione della pressa (per esempio ciclo singolo, ad impulsi o continuo, comando da-vanti o dietro, o davanti e dietro), devono essere forniti dei selettori. La progettazione deveassicurare che, per ogni posizione non utilizzata, i circuiti siano completamente isolati me-diante contatti ad apertura positiva, o da un cablaggio ridondante e sorvegliato. Se ilselettore è impostato su una posizione intermedia, non deve essere possibile nessunaoperazione della macchina. Un dispositivo di bloccaggio deve garantire che nessun mo-vimento possa essere avviato mentre si sta agendo sul selettore.

Pagina 21 di 68UNI EN 692:1997
5.4.5.2 Quando è presente un solo selettore, questo deve essere utilizzato per selezionare il mo-do corretto di protezione, che può essere costituito da due o più ripari o dispositivi di pro-tezione (vedere 5.3.3). Quando sono presenti due o più selettori ed il modo di protezioneè legato al sistema di comando, il modo di funzionamento scelto deve essere vincolatoautomaticamente al corrispondente modo di protezione.
5.4.5.3 Se una pressa è anche destinata ad essere utilizzata in conformità al 5.3.2 a) o b) e con-temporaneamente comandata, per esempio mediante un comando a pedale, senza alcu-na altra protezione, questo modo operativo deve essere scelto tramite un ulteriore selet-tore, a chiave o posto all’interno di un contenitore a sua volta chiuso con chiave. Tale se-lezione deve automaticamente determinare una chiara indicazione sulla pressa che si de-vono utilizzare solo stampi chiusi o ripari fissi a segregazione totale.
5.4.5.4 Se è presente più di un operatore alla macchina, il livello di protezione deve essere il me-desimo per ogni operatore. Quando possono essere utilizzati più comandi a due mani, lapressa deve poter essere comandata solo se la combinazione scelta corrisponde esatta-mente alla combinazione effettivamente collegata alla pressa.
5.4.5.5 I selettori per le funzioni legate alla sicurezza devono essere del tipo a chiave, secondo ilpunto 9.2.3 della EN 60204-1:1992. La selezione deve essere visibile e chiaramente iden-tificabile.
5.4.6 Interruttore di sezionamento dell’innestoDeve essere installato un interruttore di sezionamento, a portata di mano dell’operatore,per consentire di scollegare in modo sicuro l’innesto o il sistema di comando diretto; tut-tavia, su presse con innesto a chiavetta, un dispositivo di bloccaggio meccanico deve im-pedire l’inserimento dell’innesto.
5.4.7 Interruttori di posizione (vedere il punto 10.1.3 della EN 60204-1:1992)Ci sono due tipi di interruttori di posizione montati sulle presse le cui funzioni di sicurezzasono particolarmente importanti:
a) gli interruttori di posizione ciclici, per esempio gli interruttori dell’inibizione delle prote-zioni, dell’oltrecorsa e del punto morto superiore;
b) gli interruttori dei cancelli dei ripari interbloccati (vedere il punto 5 della EN 1088:1995).
5.4.7.1 Il mezzo di azionamento dell’interruttore e l’interruttore stesso devono essere progettati inmodo da mantenere la corretta interrelazione fra l’uno e l’altro, rispetto alla camma di co-mando e particolarmente rispetto alla corsa.
5.4.7.2 Il meccanismo, per esempio camma e azionatore, deve essere concepito in modo che siapossibile una rotazione inversa senza danneggiamenti.
5.4.7.3 Tutti gli interruttori di posizione dell’albero che comandano il movimento della slitta devonoessere di tipo elettro-meccanico. I requisiti per la ridondanza e la sorveglianza delle fun-zioni sono specificati in 5.4.1.3.
5.4.7.4 Gli interruttori di prossimità sono ammessi per il gruppo delle camme rotanti dell’albero agomito su presse che lavorano soltanto in modo automatico. Se sono richieste la ridon-danza e la sorveglianza (vedere prospetto 4), anche gli interruttori di prossimità devonoessere ridondanti e sorvegliati.

Pagina 22 di 68UNI EN 692:1997
5.4.8 Organi di comando
5.4.8.1 I comandi a pulsante, a pedale, e di messa in moto devono essere adeguatamente protettiper prevenire l’azionamento accidentale. I comandi a pedale devono permettere l’accessoda una sola direzione e mediante un solo piede. Pedali a barra non devono essere utiliz-zati.
5.4.8.2 I comandi d’arresto d’emergenza devono, quando azionati, arrestare qualsiasi movimentopericoloso, intervenendo in conformità alla categoria 0 del punto 4.1.5 della EN 418:1992.
5.4.8.3 Ci deve essere almeno un comando d’arresto d’emergenza a diretta portata di mano diogni operatore compresi gli operatori nella parte posteriore della pressa. Le stazioni di co-mando che possono essere scollegate non devono incorporare comandi d’arresto d’emer-genza.
5.4.8.4 Al fine di evitare avviamenti accidentali, i piedistalli portatili o le pulsantiere pensili che in-corporano organi di avvio ciclo devono essere progettati in accordo con il punto 10.6 dellaEN 60204-1:1992 e, per quanto riguarda la stabilità ed il sostentamento, in accordo con ilpunto 4.4.7 della EN 60204-1:1992.
5.4.9 ValvoleI dispositivi per l’azionamento manuale forzato incorporati nelle valvole devono essereconcepiti in modo da comprendere un coperchio non perdibile o una copertura che richie-da l’uso di un attrezzo o di una chiave per aprirlo/a. I dispositivi per l’azionamento elettricoforzato devono essere comandati mediante una chiave ed il loro azionamento deve soloessere possibile con la slitta al punto morto inferiore, motore spento e volano fermo.
5.5 Registrazione stampi, cicli di prova, manutenzione e lubrificazione
5.5.1 La macchina deve essere progettata in modo tale che la registrazione stampi, la manu-tenzione e la lubrificazione possano essere effettuate in condizioni di sicurezza. La neces-sità di accesso e di intervento manuale durante la registrazione e la manutenzione deveessere ridotta al minimo indispensabile, per esempio può essere utilizzato per la lubrifica-zione un sistema automatico o un comando a distanza.
5.5.2 Devono essere forniti dei mezzi per permettere che il movimento della slitta durante la re-gistrazione degli stampi, la manutenzione e la lubrificazione possa essere comandato coni ripari ed i dispositivi di protezione in posizione e funzionanti (vedere 5.3.2).Quando questo non è possibile, deve essere fornita almeno una delle seguenti possibilità:
a) rotazione a mano dell’albero, con alimentazione sezionata;
b) velocità bassa (minore di 10 mm/s) e dispositivo di comando ad azione mantenuta;
c) comando a due mani dotato almeno di contemporaneità di azionamento (vedere5.5.9), realizzato in modo tale che non possa essere utilizzato per produzione, ossia,per esempio, quando il ciclo si arresta almeno tre volte durante un giro completodell’albero;
d) comando ad impulsi.Per presse con innesti a chiavetta e per presse eccentriche con trasmissione diretta, èammesso solo il 5.5.2 a).
5.5.3 Tutti i cicli di prova (a ciclo singolo) dopo una registrazione stampi o una regolazione sonoconsiderati in questa norma come cicli di produzione, ed i metodi di protezione devonosoddisfare i requisiti indicati in 5.3.
5.5.4 I dispositivi di alimentazione regolabili manualmente devono permettere di registrarli conla slitta ferma.

Pagina 23 di 68UNI EN 692:1997
5.5.5 Se si utilizza una barra od un altro dispositivo per ruotare l’albero a mano:
a) quando il motore principale è spento, un dispositivo deve impedire il reinserimentodell’innesto prima che si sia arrestato il volano. Questo dispositivo può essere un tem-porizzatore non registrabile dall’utilizzatore o un rivelatore di moto, e deve essere sor-vegliato;
b) non deve essere possibile lasciare inavvertitamente in posizione la barra durante ilfunzionamento normale;
c) deve essere possibile vedere almeno una parte del volano per assicurarsi che sia fermo.
5.5.6 A meno che i dispositivi di protezione utilizzati nell’uso normale possano essere mantenutioperanti, il costruttore deve fornire organi di comando su ogni lato accessibile della pressain modo che sia necessaria per un avviamento la presenza di almeno una persona su ognilato, con chiara visibilità dell’area di accesso e dell’area dello stampo.Se, tenuto presente l’uso previsto, è prevedibile che sia presente più di una persona su unlato, devono essere forniti dispositivi supplementari (per esempio dispositivi di abilitazio-ne, selettori, segnali di avvertimento).
5.5.7 Se un riparo mobile deve essere aperto per consentire la registrazione stampi, questo de-ve essere interbloccato (vedere il punto 6.4.3 del prEN 953:1992).
5.5.8 Il minimo livello di interblocco dei ripari mobili aperti o rimossi solo per registrazione stampio manutenzione è un interruttore del tipo ad apertura positiva conforme alla EN 1088:1995.L’interfacciamento con gli elementi operativi del sistema di comando non deve basarsi suun solo relè.
5.5.9 I comandi a due mani devono soddisfare quanto segue:
a) i comandi a due mani devono essere almeno conformi al tipo II del prospetto 1 dellaEN 574:1996;
b) non deve essere possibile l’azionamento del comando usando una sola mano o manoe gomito dello stesso braccio.
5.5.10 I comandi ad azione mantenuta ed i comandi ad impulsi devono essere cablati e conformialla categoria 2 della EN 954-1.
5.5.11 Il movimento prodotto dal dispositivo ad impulsi deve essere così piccolo da prevenire unasituazione pericolosa e deve essere limitato da un controllo di tempo o un controllo di di-stanza. Il movimento della slitta non deve superare 6 mm per impulso con l’albero a 90°.
5.5.12 I comandi a due mani o i comandi ad azione mantenuta forniti solo per la registrazionestampi devono essere realizzati in modo tale da non essere adatti per l’uso normale.
5.5.13 L’interfacciamento fra i comandi ad azione mantenuta, a due mani, o ad impulsi e gli ele-menti operativi del sistema di comando non deve basarsi su un solo relè.
5.6 Pericoli di natura meccanica - Altri
5.6.1 I meccanismi di comando e di trasmissione, ed i dispositivi ausiliari che formano parte in-tegrante della pressa, devono essere almeno muniti delle protezioni seguenti:
a) ripari fissi, quando è richiesto l’accesso non più di una volta per turno di lavoro (vede-re il punto 6.4.1 del prEN 953:1992);
b) ripari mobili interbloccati con il sistema di comando, quando è richiesto l’accesso piùdi una volta per turno di lavoro (vedere il punto 6.4.1 del prEN 953:1992);
c) ripari interbloccati con bloccaggio del riparo ed apertura ritardata, se il movimento pe-ricoloso non si arresta prima che si possa raggiungere la zona pericolosa (vedere ilpunto 4.2.2 della EN 1088:1995).

Pagina 24 di 68UNI EN 692:1997
I ripari sopra elencati non sono necessari se la zona pericolosa non è accessibile dal bas-so verso l’alto o sporgendosi al disopra dei ripari nelle condizioni illustrate nei prospetti 1e 2 della EN 294:1992 e se non è richiesto l’accesso per la manutenzione regolare (peresempio lubrificazione, registrazione, pulizia).
5.6.2 L’apertura ritardata deve essere realizzata in modo tale che il bloccaggio del riparo siacontrollato da un temporizzatore o da un rivelatore di moto.
5.6.3 I dispositivi di interblocco devono essere conformi almeno alla categoria 1 della EN 954-1.
5.6.4 I dispositivi ausiliari non comandati meccanicamente dalla pressa devono essere ulterior-mente interbloccati al sistema di comando della pressa in modo tale che durante qualsiasiintervento non insorgano situazioni pericolose. Vedere 1.4.
5.6.5 I pericoli di proiezione generati dai componenti della macchina o da loro parti devono es-sere eliminati a livello di progettazione o mediante schermature aggiuntive che siano ingrado di sopportare gli sforzi prevedibili. Vedere il punto 8.1 del prEN 953:1992. Vedereanche 7.2.2 i).
5.7 Scivolamenti, inciampi, cadute
5.7.1 Quando vengono fornite con la macchina delle postazioni di lavoro sopraelevate, esse de-vono essere dotate di adeguati parapetti con arresto al piede. Le postazioni di lavoro de-vono essere munite di mezzi di accesso sicuri. Vedere J.1.
5.7.2 La pressa deve essere progettata, costruita e fornita in modo da minimizzare il rischio discivolamenti, inciampi e cadute nell’area circostante.
5.8 Protezione contro altri pericoli
5.8.1 Pericoli di natura elettricaTutto l’equipaggiamento elettrico deve essere progettato e costruito in modo da prevenirei pericoli di natura elettrica (per esempio scosse, ustioni) in accordo con la EN 60204-1.
5.8.2 Pericoli di natura termicaSi devono prendere delle misure mediante schermatura, isolamento o altro per prevenirele ustioni da parte di elementi accessibili della pressa, per esempio freni, frizioni e partidell’impianto idraulico, che possono superare i valori limite raccomandati di temperaturaspecificati nella EN 563.
5.8.3 Pericoli di eiezione di un fluido ad alta pressioneLe tubazioni flessibili installate in prossimità di una postazione di lavoro di un operatoredevono essere munite di protezioni aggiuntive, per esempio schermi, per ridurre il rischiorisultante da rotture nell’impianto di tubazioni flessibili.
5.8.4 Pericoli generati dal rumore
5.8.4.1 La pressa deve essere progettata e costruita in modo tale che i pericoli generati dall’emis-sione di rumore in aria siano ridotti al minimo, tenendo conto del progresso tecnico e delladisponibilità di mezzi per ridurre il rumore, in particolare alla fonte.Nella progettazione di una pressa si devono seguire le informazioni e le disposizioni tec-niche per contenere il rumore alla fonte indicate nella ISO/TR 11688-1.
5.8.4.2 La progettazione deve prendere in considerazione il rumore emesso da qualsiasi fonte.Misure tecniche appropriate per ridurre il rumore alle principali fonti sonore della pressasono indicate qui sotto:

Pagina 25 di 68UNI EN 692:1997
a) rumore della trasmissione smorzamento del volano e dellacorona dentata;
b) scarico dell’aria silenziatori;
c) motore principale pannelli acustici (parziali o totali);
d) rumore generato dallo stampo sistemi di smorzamento sullapressa;
e) espulsione del pezzo getti silenziati;
f) sistemi di alimentazione e di trasferimento cabine acustiche, smorzamento;
g) rumore trasmesso dalla struttura supporti della macchina anti-vi-branti.
Si possono adottare misure aggiuntive o alternative che abbiano un’efficienza identica opiù elevata ai fini della riduzione. In ogni caso, i valori dichiarati di emissione sonora sonoil parametro decisivo per l’emissione sonora di una determinata macchina. Il costruttoredeve essere in grado di fornire la necessaria informazione riguardo alle misure adottate alfine di ridurre il rumore alla fonte.
5.8.4.3 La misura e la dichiarazione dei valori di emissione sonora devono essere effettuate inconformità alla EN ISO 3746 ed EN ISO 11202, secondo quanto è più appropriato.
Nota Si anticipa che, all’atto di una futura revisione di questa norma, verrà adottato come base per la mi-sura e la dichiarazione del rumore il lavoro attualmente in preparazione in seno all’ISO/TC 39(ISO/CD 230-5 ed ISO/CD 8500).
5.8.4.4 Il contenuto minimo di informazione che deve essere fornito sulla misura dell’emissionesonora è il seguente:
- dati relativi alla macchina:
a) nome ed indirizzo del costruttore,
b) anno di costruzione,
c) designazione della serie o del tipo,
d) numero di matricola o del prototipo della pressa in esame,
e) forza nominale,
f) velocità in funzionamento continuo, in colpi al minuto; minimo e massimo se la ve-locità è variabile;
- condizioni operative durante la misura:
g) velocità in colpi al minuto,
h) lunghezza della corsa,
i) condizioni di installazione e di montaggio (vedere H.1),e, in alternativa
j) forza applicata in kilonewton (kN) [vedere H.3 b)],
k) caratteristiche dello stampo [vedere H.3 c)],
l) tipo e spessore del materiale utilizzato [vedere H.3 d)],oppure
m) condizioni di prova a vuoto, in sostituzione di j), k) ed l) (vedere H.4);
- dati relativi alla misura:
n) posizione della pressa in prova rispetto al piano riflettente (vedere H.2),
o) procedimento di misura (vedere H.5),
p) punti di misura (vedere H.6),
q) durata delle misure (vedere H.7);
- risultati:
r) i livelli di pressione sonora del rumore di fondo, se è necessario un fattore di cor-rezione,
s) il livello equivalente di pressione sonora con rete di ponderazione A nella/e posta-zione/i di lavoro,

Pagina 26 di 68UNI EN 692:1997
t) il livello di pressione sonora di picco con rete di ponderazione C nella/e postazio-ne/i di lavoro,
u) la potenza sonora emessa quando il livello equivalente di pressione sonora conrete di ponderazione A nella/e postazione/i di lavoro è maggiore di 85 dB(A).(Nel caso di presse molto grandi, ossia oltre 10 000 kilonewton (kN), invece del li-vello di potenza sonora possono essere indicati i livelli equivalenti di pressione so-nora in appositi punti attorno alla macchina).
5.8.4.5 Informazioni sulle condizioni di collaudo fonometrico delle presse meccaniche sono indi-cate nell’appendice H.
5.8.5 Pericoli generati da vibrazioniLa progettazione della pressa deve essere tale da evitare vibrazioni che possano causarelesioni, per esempio mediante isolamento delle fondazioni della pressa dal pavimento.Vedere prEN 1299:1994.
5.8.6 Pericoli generati da materiali e sostanze
5.8.6.1 Dovunque possibile non si devono utilizzare sostanze pericolose nella costruzione dellapressa, e si deve eliminare l’uso di materiali che possono causare lesioni o danni alla salute.
5.8.6.2 Non si devono utilizzare guarnizioni di amianto per la frizione ed il freno.
5.8.6.3 Si devono fornire mezzi adeguati per impedire la formazione di aerosol e di nebbie d’oliorespirabili in concentrazioni dannose alla salute, per esempio dall’olio utilizzato per lubri-ficare gli impianti pneumatici.
5.8.6.4 Se si intende che l’utilizzatore lavori sostanze pericolose, per esempio polvere di metalloduro, i sistemi di protezione devono essere progettati in modo da minimizzare l’esposizio-ne dell’operatore e da accogliere, se necessario, un sistema di ventilazione forzata. Ve-dere EN 626-1.
5.8.6.5 Le misure previste in fase di progettazione per l’impianto di aspirazione e di raccolta dellepolveri devono comprendere delle soluzioni per minimizzare il pericolo di incendio edesplosione. Vedere prEN 1127-1:1993.
5.8.7 Pericoli generati dalla inosservanza dei principi ergonomici
5.8.7.1 La pressa ed i suoi organi di comando devono essere progettati in modo da consentireuna posizione di lavoro buona e non affaticante.
5.8.7.2 La collocazione, l’illuminazione (se necessario) dei comandi e le indicazioni in essi conte-nute, nonché le attrezzature per la movimentazione dei materiali e degli stampi devonosoddisfare i principi ergonomici.
5.8.7.3 Quando è necessario, le postazioni di lavoro e le zone in cui sono collocati i comandi, iripari ed i dispositivi di protezione devono essere sufficientemente illuminate in modo dagarantire che si possano vedere adeguatamente tutte le attrezzature ed i materiali in la-vorazione, e che sia evitato l’affaticamento visivo.
5.8.7.4 Le parti della pressa di massa maggiore di 25 kg che richiedono di essere movimentatecon un apparecchio di sollevamento devono essere dotate dei necessari attacchi per per-metterne l’aggancio. Vedere prEN 1005-2:1995.
5.8.7.5 I serbatoi contenenti fluidi idraulici devono essere collocati od orientati in modo tale che sipossano raggiungere facilmente il bocchettone di riempimento ed i tubi di scarico.
5.8.7.6 Indicazioni ulteriori sono fornite nella EN 60204-1, EN 614-1, prEN 894-2, e prEN 894-3.Vedere anche J.2, J.3 e J.4.

Pagina 27 di 68UNI EN 692:1997
prospetto 2 Riepilogo dei requisiti per la protezione dell’operatore nell’area degli stampi in funzione di diversimodi di funzionamento - Modo di produzione: ciclo singolo, alimentazione o rimozione manuale
Sist
ema
di s
icur
ezza
de
ll’ope
rato
re1)
Tipo
di
inne
sto2)
Avvi
amen
to
cicl
oSi
stem
a di
com
ando
fre
no/in
nest
o2), 3)
Sorv
eglia
nza
del’o
ltrec
orsa
Neu
traliz
zazi
one/
inib
izio
neAn
ti-rip
etito
reO
sser
vazi
oni
Elet
trico
Valv
ola
Stam
pi c
hius
iC
o F
Qua
lsia
siSi
stem
a si
ngol
oSi
stem
asi
ngol
o-
--
Vede
re 5
.3.8
.
Rip
aro
fisso
a s
egre
gazi
one
tota
leC
o F
Qua
lsia
siSi
stem
asi
ngol
oSi
stem
asi
ngol
o-
--
Vede
re 5
.3.9
.
Rip
aro
inte
rblo
ccat
o co
n bl
occa
g-gi
o de
l rip
aro
(ved
ere
nota
4)
C o
FQ
uals
iasi
, tra
nne
il rip
aro
stes
so
Vede
re
osse
rvaz
ione
1Ve
dere
osse
rvaz
ione
1-
--
Vede
re 5
.3.1
0.1.
Sono
rich
ieste
rido
ndan
za e
sor
ve-
glian
za q
uand
o no
n vi
è int
erblo
cco
mec
canic
o.Ve
dere
app
endi
ce B
.2.
Canc
elli
ad a
pertu
ra a
ntici
pata
non
cons
entiti
.
Rip
aro
con
com
ando
del
l’avv
ia-
men
to c
on b
locc
aggi
o de
l rip
aro
C o
FIl
ripar
o st
esso
Vede
reos
serv
azio
ne 1
Vede
reos
serv
azio
ne 1
--
-Ve
dere
5.3
.11.
Com
e os
serv
azio
ni
1 e
2 so
pra.
Vede
re
il pu
nto
3.22
.6
della
EN
292-
1:19
91
e il
punt
o 4.
2.2
della
EN 2
92-2
:199
1.
Rip
aro
inte
rblo
ccat
o ad
ape
rtura
an
ticip
ata
FQ
uals
iasi
, tra
nne
il rip
aro
stes
so
Rid
onda
nza
e so
rveg
lianz
aR
idon
danz
a e
sorv
eglia
nza
SiSo
rveg
lianz
aR
idon
danz
a e
sorv
eglia
nza
Dis
tanz
a di
si
cure
zza
appr
opria
ta(v
eder
e 5.
3.15
) o
bloc
cagg
io d
el r
i-pa
ro i
nser
ito d
uran
te i
l m
ovim
ento
peric
olos
o de
gli
stam
pi
(ved
ere
5.3.
12).
Rip
aro
con
com
ando
del
l’avv
ia-
men
to s
enza
blo
ccag
gio
del r
ipar
oF
Il rip
aro
stes
soR
idon
danz
a e
sorv
eglia
nza
Rid
onda
nza
e so
rveg
lianz
aSi
Sorv
eglia
nza
Rid
onda
nza
e so
rveg
lianz
aC
ome
sopr
a. V
eder
e il
punt
o 3.
22.6
della
EN
292
-1:1
991
e il
punt
o 4.
2.2.
5de
lla E
N 2
92-2
:199
1.
Sim
boli
C=
inne
sto
a ch
iave
ttaF
= in
nest
o a
frizi
one
Not
a 1
-Pe
r la
regi
stra
zion
e st
ampi
, ved
ere
5.5.
Not
a 2
-Su
lle m
acch
ine
a tra
smis
sion
e di
retta
sen
za v
olan
o, s
i dev
ono
forn
ire le
ste
sse
prot
ezio
ni ri
chie
ste
per l
e m
acch
ine
con
inne
sti a
friz
ione
. Inv
ece,
sul
le m
acch
ine
a tra
smis
sion
e di
retta
con
vol
ano,
si
devo
no fo
rnire
le s
tess
e pr
otez
ioni
rich
iest
e pe
r le
mac
chin
e co
n in
nest
i a c
hiav
etta
.N
ota
3 -
Per q
uant
o rig
uard
a gl
i obi
ettiv
i del
sis
tem
a di
com
ando
, ved
ere
5.4.
1.1.
Not
a 4
-È
poss
ibile
forn
ire u
n ul
terio
re d
ispo
sitiv
o di
blo
ccag
gio
del r
ipar
o az
iona
to d
a un
seg
nale
che
con
ferm
i il r
itorn
o de
ll’est
ratto
re d
ella
chi
avet
ta n
ella
pos
izio
ne d
i rip
oso.
segu
e ne
lla p
agin
a su
cces
siva

Pagina 28 di 68UNI EN 692:1997
Sist
ema
di s
icur
ezza
dell’o
pera
tore
1)Ti
po d
i in
nest
o2)Av
viam
ento
ci
clo
Sist
ema
di c
oman
do
freno
/inne
sto2)
, 3)
Sorv
eglia
nza
dell’o
ltrec
orsa
Neu
traliz
zazi
one/
inib
izio
neAn
ti-rip
etito
reO
sser
vazi
oni
Elet
trico
Valv
ola
cont
inua
dal
la p
agin
a pr
eced
ente
Sist
ema
di p
rote
zion
e el
ettro
-sen
-si
bile
che
util
izza
il d
ispo
sitiv
o di
pr
otez
ione
opt
o-el
ettro
nico
atti
vo
FQ
uals
iasi
, m
a ve
dere
os
serv
azio
ne 2
Rid
onda
nza
e so
rveg
lianz
aR
idon
danz
a e
sorv
eglia
nza
Si(s
iste
ma
sing
olo
con
sorv
eglia
nza
su o
gnun
o)
Sorv
eglia
nza
Rid
onda
nza
e so
rveg
lianz
aVe
dere
5.3
.13.
1.
Dis
tanz
a di
sic
urez
za a
ppro
pria
-ta
(ved
ere
5.3.
15).
2.Q
uand
o vi
è un
o sp
azio
tra
gli
stam
pi s
uffic
ient
emen
te a
mpi
o da
cons
entir
e di
ent
rarv
i int
eram
ente
,de
ve e
sser
e fo
rnito
un
disp
ositiv
ose
para
to
per
l’avv
iam
ento
de
llaco
rsa.
Com
ando
a d
ue m
ani
FC
oman
do a
du
e m
ani
Rid
onda
nza
e so
rveg
lianz
aR
idon
danz
a e
sorv
eglia
nza
Si(s
iste
ma
sing
olo
con
sorv
eglia
nza
su o
gnun
o)
Sorv
eglia
nza
Rid
onda
nza
e so
rveg
lianz
aVe
dere
5.3
.14.
Dis
tanz
a di
sic
urez
za a
ppro
pria
ta(v
eder
e 5.
3.15
).
Com
ando
ad
azio
ne m
ante
nuta
e
bass
a ve
loci
tà d
i chi
usur
aF
Com
ando
ad
azi
one
man
tenu
ta
Sist
ema
sing
olo
Sist
ema
sing
olo
--
-1.
Prin
cipa
lmen
te p
er l
a re
gist
ra-
zion
e st
ampi
(ved
ere
5.5)
.2.
Mas
sim
a ve
loci
tà d
i chi
usur
a:
10 m
m/s
.3.
Qua
ndo
è po
ssib
ile re
gola
re ta
leve
loci
tà a
l di s
opra
di 1
0 m
m/s
, il
cost
rutto
re
deve
fo
rnire
de
idi
spos
itivi
di
sicu
rezz
a ap
pro-
pria
ti pe
r tut
te le
vel
ocità
di c
hiu-
sura
.
Sim
boli
C=
inne
sto
a ch
iave
ttaF
= in
nest
o a
frizi
one
Not
a 1
-Pe
r la
regi
stra
zion
e st
ampi
, ved
ere
5.5.
Not
a 2
-Su
lle m
acch
ine
a tra
smis
sion
e di
retta
sen
za v
olan
o, s
i dev
ono
forn
ire le
ste
sse
prot
ezio
ni ri
chie
ste
per l
e m
acch
ine
con
inne
sti a
friz
ione
. Inv
ece,
sul
le m
acch
ine
a tra
smis
sion
e di
retta
con
vol
ano,
si
devo
no fo
rnire
le s
tess
e pr
otez
ioni
rich
iest
e pe
r le
mac
chin
e co
n in
nest
i a c
hiav
etta
.N
ota
3 -
Per q
uant
o rig
uard
a gl
i obi
ettiv
i del
sis
tem
a di
com
ando
, ved
ere
5.4.
1.1.
Not
a 4
-È
poss
ibile
forn
ire u
n ul
terio
re d
ispo
sitiv
o di
blo
ccag
gio
del r
ipar
o az
iona
to d
a un
seg
nale
che
con
ferm
i il r
itorn
o de
ll’est
ratto
re d
ella
chi
avet
ta n
ella
pos
izio
ne d
i rip
oso.

Pagina 29 di 68UNI EN 692:1997
prospetto 3 Riepilogo dei requisiti per la protezione dell’operatore nell’area degli stampi in funzione di diversimodi di funzionamento - Modo di produzione: ciclo automatico, alimentazione o rimozione manuale
Sist
ema
di s
icur
ezza
dell’o
pera
tore
1)Ti
po d
i in
nest
o2)Av
viam
ento
cicl
oSi
stem
a di
com
ando
inne
sto/
freno
2), 3
)So
rveg
lianz
ade
ll’oltr
ecor
saN
eutra
lizza
zion
e/in
ibiz
ione
Anti-
ripet
itore
Oss
erva
zion
i
Elet
trico
Valv
ola
Stam
pi c
hius
iC
o F
Qua
lsia
siSi
stem
asi
ngol
oSi
stem
asi
ngol
o-
--
Vede
re 5
.3.8
.
Rip
aro
fisso
a s
egre
gazi
one
tota
leC
o F
Qua
lsia
siSi
stem
asi
ngol
oSi
stem
asi
ngol
o-
--
Vede
re 5
.3.9
.Ac
cess
o de
lle m
ani
tra g
li st
ampi
impo
ssib
ile d
uran
te l
a pr
oduz
ione
(alim
enta
zion
e m
anua
le d
all’e
ster
-no
del
ripa
ro, p
er e
sem
pio
attra
ver-
so u
na fe
ritoi
a).
Rip
aro
inte
rblo
ccat
o co
n bl
occa
g-gi
o de
l rip
aro
(ved
ere
nota
4)
C o
FQ
uals
iasi
,tra
nne
il rip
aro
stes
so
Vede
reos
serv
azio
ne 1
Vede
reos
serv
azio
ne 1
--
-Ve
dere
5.3
.10.
1.So
no ri
chie
ste
ridon
danz
a e
sor-
vegl
ianz
a qu
ando
non
vi è
inte
r-bl
occo
mec
cani
co.
Vede
re a
ppen
dice
B.
2.C
ance
lli ad
ape
rtura
ant
icip
ata
non
cons
entit
i.3.
Se s
ulle
pre
sse
di g
rand
i dim
en-
sion
i è
poss
ibile
res
tare
nel
lazo
na
peric
olos
a co
n rip
aro
chiu
so,
usar
e un
dis
posi
tivo
dirip
ristin
o sp
ecia
le
all’e
ster
no(s
iste
ma
sing
olo
e so
rve-
glia
nza)
.
Sist
ema
di p
rote
zion
e el
ettro
-sen
-si
bile
che
util
izza
il d
ispo
sitiv
o di
pr
otez
ione
opt
o-el
ettro
nico
atti
vo
FQ
uals
iasi
,tra
nne
il di
spo-
sitiv
o st
esso
Rid
onda
nza
e so
rveg
lianz
aR
idon
danz
a e
sorv
eglia
nza
Si(s
iste
ma
sing
olo
con
sorv
eglia
nza
su o
gnun
o)
Sorv
eglia
nza
Rid
onda
nza
e so
rveg
lianz
aVe
dere
5.3
.13.
Dis
tanz
a di
sic
urez
za a
ppro
pria
ta(v
eder
e 5.
3.15
).
Sim
boli
C=
inne
sto
a ch
iave
ttaF
= in
nest
o a
frizi
one
Not
a 1
-Pe
r la
regi
stra
zion
e st
ampi
, ved
ere
5.5.
Not
a 2
-Su
lle m
acch
ine
a tra
smis
sion
e di
retta
sen
za v
olan
o, s
i dev
ono
forn
ire le
ste
sse
prot
ezio
ni ri
chie
ste
per l
e m
acch
ine
con
inne
sti a
friz
ione
. Inv
ece,
sul
le m
acch
ine
a tra
smis
sion
e di
retta
con
vol
ano,
si
devo
no fo
rnire
le s
tess
e pr
otez
ioni
rich
iest
e pe
r le
mac
chin
e co
n in
nest
i a c
hiav
etta
.N
ota
3 -
Per q
uant
o rig
uard
a gl
i obi
ettiv
i del
sis
tem
a di
com
ando
, ved
ere
5.4.
1.1.
Not
a 4
-È
poss
ibile
forn
ire u
n ul
terio
re d
ispo
sitiv
o di
blo
ccag
gio
del r
ipar
o az
iona
to d
a un
seg
nale
che
con
ferm
i il r
itorn
o de
ll’est
ratto
re d
ella
chi
avet
ta n
ella
pos
izio
ne d
i rip
oso.

Pagina 30 di 68UNI EN 692:1997
prospetto 4 Riepilogo dei requisiti per la protezione dell’operatore nell’area degli stampi in funzione di diversimodi di funzionamento - Modo di produzione: ciclo automatico, alimentazione e rimozione esclusiva-mente automatiche
Sist
ema
di s
icur
ezza
dell’o
pera
tore
1)Ti
po d
iin
nest
o2)Av
viam
ento
ci
clo
Sist
ema
di c
oman
doin
nest
o/fre
no2)
, 3)
Sorv
eglia
nza
dell’o
ltrec
orsa
Neu
traliz
zazi
one/
inib
izio
neAn
ti-rip
etito
reO
sser
vazi
oni
Elet
trico
Valv
ola
Stam
pi c
hius
iC
o F
Qua
lsia
siSi
stem
asi
ngol
oSi
stem
asi
ngol
o-
--
Vede
re 5
.3.8
.
Rip
aro
fisso
a s
egre
gazi
one
tota
leC
o F
Qua
lsia
siSi
stem
asi
ngol
oSi
stem
asi
ngol
o-
--
Vede
re 5
.3.9
.
Rip
aro
inte
rblo
ccat
o co
n bl
occa
g-gi
o de
l rip
aro
(ved
ere
nota
4)
CQ
uals
iasi
,tra
nne
ilrip
aro
stes
so
Vede
reos
serv
azio
ne 1
Vede
reos
serv
azio
ne 1
--
-Ve
dere
5.3
.10.
1.So
no ri
chie
ste
ridon
danz
a e
sor-
vegl
ianz
a qu
ando
non
vi è
inte
r-bl
occo
mec
cani
co.
Vede
re a
ppen
dice
B.
2.C
ance
lli ad
ape
rtura
ant
icip
ata
non
cons
entit
i.3.
Se s
ulle
pre
sse
di g
rand
i dim
en-
sion
i è
poss
ibile
res
tare
nel
lazo
na p
eric
olos
a co
n rip
aro
chiu
-so
, usa
re u
n di
spos
itivo
di r
ipri-
stin
o sp
ecia
le
all’e
ster
no
(si-
stem
a si
ngol
o e
sorv
eglia
nza)
.
Rip
aro
inte
rblo
ccat
o co
n bl
occa
g-gi
o de
l rip
aro
FQ
uals
iasi
,tra
nne
il rip
aro
stes
so
Rid
onda
nza
e so
rveg
lianz
aSi
stem
asi
ngol
o-
--
Vede
re 5
.3.1
0.Se
sul
le p
ress
e di
gra
ndi d
imen
sion
iè
poss
ibile
res
tare
nel
la z
ona
peri-
colo
sa c
on r
ipar
o ch
iuso
, usa
re u
ndi
spos
itivo
di
rip
ristin
o sp
ecia
leal
l’est
erno
(sis
tem
a si
ngol
o e
sorv
e-gl
ianz
a).
Sim
boli
C=
inne
sto
a ch
iave
ttaF
= in
nest
o a
frizi
one
Not
a 1
-Pe
r la
regi
stra
zion
e st
ampi
, ved
ere
5.5.
Not
a 2
-Su
lle m
acch
ine
a tra
smis
sion
e di
retta
sen
za v
olan
o, s
i dev
ono
forn
ire le
ste
sse
prot
ezio
ni ri
chie
ste
per l
e m
acch
ine
con
inne
sti a
friz
ione
. Inv
ece,
sul
le m
acch
ine
a tra
smis
sion
e di
retta
con
vol
ano,
si
devo
no fo
rnire
le s
tess
e pr
otez
ioni
rich
iest
e pe
r le
mac
chin
e co
n in
nest
i a c
hiav
etta
.N
ota
3 -
Per q
uant
o rig
uard
a gl
i obi
ettiv
i del
sis
tem
a di
com
ando
, ved
ere
5.4.
1.1.
Not
a 4
-È
poss
ibile
forn
ire u
n ul
terio
re d
ispo
sitiv
o di
blo
ccag
gio
del r
ipar
o az
iona
to d
a un
seg
nale
che
con
ferm
i il r
itorn
o de
ll’est
ratto
re d
ella
chi
avet
ta n
ella
pos
izio
ne d
i rip
oso.
segu
e ne
lla p
agin
a su
cces
siva

Pagina 31 di 68UNI EN 692:1997
Sist
ema
di s
icur
ezza
dell’o
pera
tore
1)Ti
po d
i in
nest
o2)Av
viam
ento
ci
clo
Sist
ema
di c
oman
doin
nest
o/fre
no2)
, 3)
Sorv
eglia
nza
dell’o
ltrec
orsa
Neu
traliz
zazi
one/
inib
izio
neAn
ti-rip
etito
reO
sser
vazi
oni
Elet
trico
Valv
ola
cont
inua
dal
la p
agin
a pr
eced
ente
Rip
aro
inte
rblo
ccat
o ad
ape
rtura
an
ticip
ata
FQ
uals
iasi
,tra
nne
il rip
aro
stes
so
Rid
onda
nza
e so
rveg
lianz
aR
idon
danz
a e
sorv
eglia
nza
--
-1.
Dis
tanz
a di
si
cure
zza
appr
o-pr
iata
(ve
dere
5.3
.15)
o b
loc-
cagg
io
del
ripar
o in
serit
o du
-ra
nte
il m
ovim
ento
pe
ricol
oso
degl
i sta
mpi
(ved
ere
5.3.
12).
2.Se
sul
le p
ress
e di
gra
ndi d
imen
-si
oni
è po
ssib
ile r
esta
re n
ella
zona
pe
ricol
osa
con
ripar
och
iuso
, us
are
un d
ispo
sitiv
o di
ripris
tino
spec
iale
al
l’est
erno
(sis
tem
a si
ngol
o e
sorv
eglia
n-za
).
Sist
ema
di p
rote
zion
e el
ettro
-sen
-si
bile
che
util
izza
il d
ispo
sitiv
o di
pr
otez
ione
atti
vo o
pto-
elet
troni
co
FQ
uals
iasi
,tra
nne
il di
spo-
sitiv
o st
esso
Rid
onda
nza
e so
rveg
lianz
aR
idon
danz
a e
sorv
eglia
nza
--
Vede
re 5
.3.1
3.D
ista
nza
di s
icur
ezza
app
ropr
iata
(ved
ere
5.3.
15).
Sim
boli
C=
inne
sto
a ch
iave
ttaF
= in
nest
o a
frizi
one
Not
a 1
-Pe
r la
regi
stra
zion
e st
ampi
, ved
ere
5.5.
Not
a 2
-Su
lle m
acch
ine
a tra
smis
sion
e di
retta
sen
za v
olan
o, s
i dev
ono
forn
ire le
ste
sse
prot
ezio
ni ri
chie
ste
per l
e m
acch
ine
con
inne
sti a
friz
ione
. Inv
ece,
sul
le m
acch
ine
a tra
smis
sion
e di
retta
con
vol
ano,
si
devo
no fo
rnire
le s
tess
e pr
otez
ioni
rich
iest
e pe
r le
mac
chin
e co
n in
nest
i a c
hiav
etta
.N
ota
3 -
Per q
uant
o rig
uard
a gl
i obi
ettiv
i del
sis
tem
a di
com
ando
, ved
ere
5.4.
1.1.
Not
a 4
-È
poss
ibile
forn
ire u
n ul
terio
re d
ispo
sitiv
o di
blo
ccag
gio
del r
ipar
o az
iona
to d
a un
seg
nale
che
con
ferm
i il r
itorn
o de
ll’est
ratto
re d
ella
chi
avet
ta n
ella
pos
izio
ne d
i rip
oso.

Pagina 32 di 68UNI EN 692:1997
6 VERIFICA DEI REQUISITI E/O DELLE MISURE DI SICUREZZAIl prospetto 5 indica i metodi mediante i quali i requisiti e le misure di sicurezza descritti in5 devono essere verificati, ed il riferimento ai punti corrispondenti della presente norma.
prospetto 5 Metodi di verifica dei requisiti e/o delle misure di sicurezza
Punto Requisiti e/o misure di sicurezza
Verifica visiva1)
Prova funzionale2)
Misurazione3) Disegni/Calcoli4)
5.2 Criteri fondamentali di progettazione
5.2.1 Freni ed innesti
5.2.1.1 Mezzi per esercitare pressione x x x x
Diaframmi x
5.2.1.2 a) Molle a compressione nel freno x x x
Molle a compressione nella frizione x x x
5.2.1.2 b) Gruppi multipli di molle x x x
5.2.1.2 c) Molle uniformi x x
5.2.1.2 d) Prevenzione degli allentamenti x x
5.2.1.2 e) Contenimento e guida delle molle x x
5.2.1.2 f) Funzionamento con il 50% delle molle x x x
5.2.1.3 Funzionamento sicuro x x x
5.2.1.4 Guasti consequenziali x x x
5.2.1.5 Dissipazione del calore x x
5.2.1.6 Prevenzione della penetrazione di lubrificanti x x
5.2.1.7 Materiali estranei x x x
5.2.1.8 Accumulo di sporcizia x x x
5.2.1.9 Freni a nastro x
5.2.2 e B.2 Presse con innesti per rotazioni parziali (innesti a frizione)
5.2.2.1 Capacità dell’innesto x x x x
5.2.2.2 Giuochi meccanici x x x
5.2.2.3 Accumulo e smaltimento di detriti x x x
5.2.2.4 Interruzione nell’alimentazione di energia x x x
5.2.2.5 Bordi taglienti e superficie ruvide x x x
Scarico dell’aria x x x
B.2.1 Riparo interbloccato
B.2.1 a) Due interruttori di posizione x x x
Azione degli interruttori in posizione chiusa x x x
B.2.1 b) Ridondanza e sorveglianza x x x
Nota 1 - L’ispezione visiva è utilizzata per verificare le caratteristiche necessarie a soddisfare il requisito mediante esame visivo dei componenti forniti.Nota 2 - Una prova funzionale verifica che le caratteristiche fornite svolgano la loro funzione in modo tale da soddisfare il requisito.Nota 3 - La misura verifica mediante l’uso di strumenti che i requisiti siano soddisfatti entro i limiti specificati.Nota 4 - I disegni ed i calcoli servono a verificare che le caratteristiche di progetto dei componenti forniti soddisfino i requisiti.
segue nella pagina successiva

Pagina 33 di 68UNI EN 692:1997
Punto Requisiti e/o misure di sicurezza
Verifica visiva1)
Prova funzionale2)
Misurazione3) Disegni/Calcoli4)
continua dalla pagina precedente
B.2.2 Riparo ad apertura anticipata
Sistema di comando x x x
Sistema di frenatura x x x
Chiuso prima del punto morto inferiore x x x
B.2.3 Ciclo automatico: interruttori in serie x x x
5.2.3, A e B.1 Presse con innesti per rotazioni complete (innesti a chiavetta)
A.1.1 Non ritorno dell’estrattore x x x
A.1.2 Movimento dell’estrattore oltre i limiti x x x
Arresto in contatto diretto x x
A.1.3 Interblocco meccanico x x x
A.1.4 Dispositivo di smorzamento x x x
A.1.5 Collegamento albero/volano x x x
A.2.1 Discesa accidentale della slitta x x x
B.1.1 Chiusura manuale del riparo x x x
B.1.2 Variazione della corsa x x x
B.1.3 Dispositivi di interblocco x x
B.1.4 a) Bloccaggio dell’estrattore x x
B.1.4 b) Posizione specificata dell’estrattore x x
B.1.4 c) Regolazione manuale del dispositivo di interblocco x x
B.1.4 d) Posizione bloccata x x
B.1.5 a) Collegamento con l’estrattore x
B.1.5 b) Sistema di comando sorvegliato x x x
B.1.5 c) Guasto di un componente x x x
B.1.5 d) Posizione di arresto dell’estrattore x x x
5.2.4 Impianti idraulici e pneumatici - caratteristiche comuni
5.2.4.2 Filtri x x
Regolatori di pressione x x x
Pressostati di minima x x x
Nota 1 - L’ispezione visiva è utilizzata per verificare le caratteristiche necessarie a soddisfare il requisito mediante esame visivo dei componenti forniti.Nota 2 - Una prova funzionale verifica che le caratteristiche fornite svolgano la loro funzione in modo tale da soddisfare il requisito.Nota 3 - La misura verifica mediante l’uso di strumenti che i requisiti siano soddisfatti entro i limiti specificati.Nota 4 - I disegni ed i calcoli servono a verificare che le caratteristiche di progetto dei componenti forniti soddisfino i requisiti.
segue nella pagina successiva
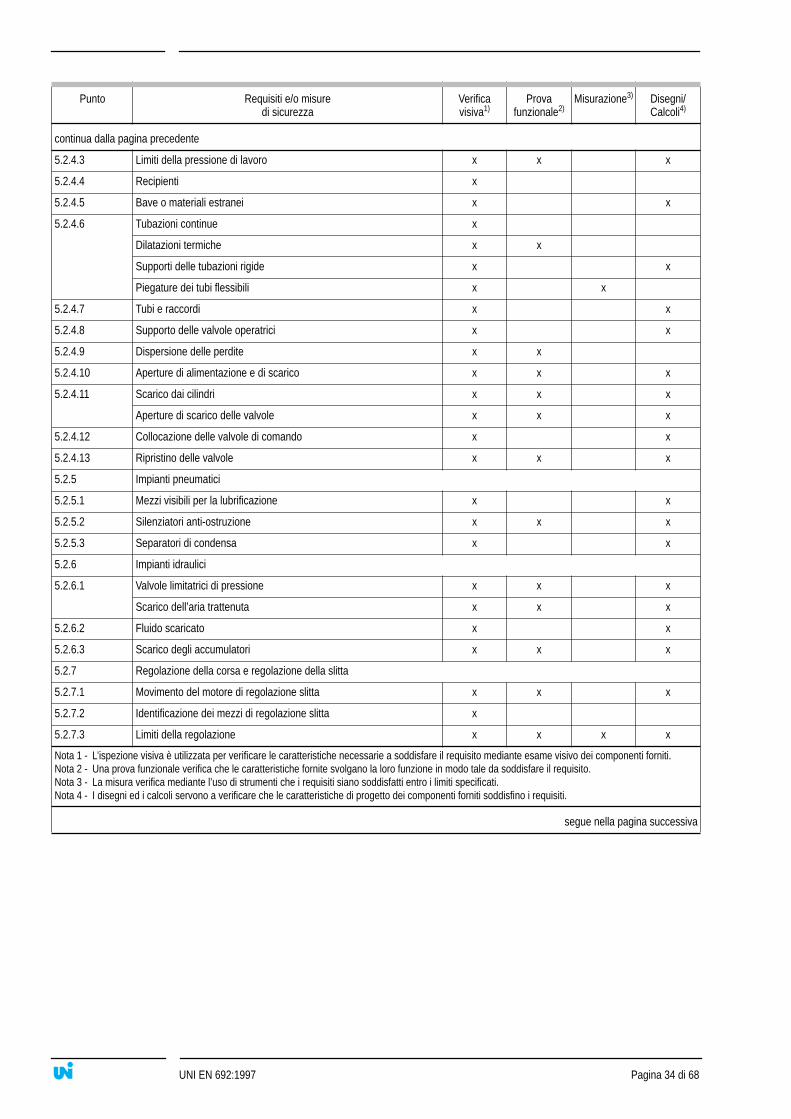
Pagina 34 di 68UNI EN 692:1997
Punto Requisiti e/o misure di sicurezza
Verifica visiva1)
Prova funzionale2)
Misurazione3) Disegni/Calcoli4)
continua dalla pagina precedente
5.2.4.3 Limiti della pressione di lavoro x x x
5.2.4.4 Recipienti x
5.2.4.5 Bave o materiali estranei x x
5.2.4.6 Tubazioni continue x
Dilatazioni termiche x x
Supporti delle tubazioni rigide x x
Piegature dei tubi flessibili x x
5.2.4.7 Tubi e raccordi x x
5.2.4.8 Supporto delle valvole operatrici x x
5.2.4.9 Dispersione delle perdite x x
5.2.4.10 Aperture di alimentazione e di scarico x x x
5.2.4.11 Scarico dai cilindri x x x
Aperture di scarico delle valvole x x x
5.2.4.12 Collocazione delle valvole di comando x x
5.2.4.13 Ripristino delle valvole x x x
5.2.5 Impianti pneumatici
5.2.5.1 Mezzi visibili per la lubrificazione x x
5.2.5.2 Silenziatori anti-ostruzione x x x
5.2.5.3 Separatori di condensa x x
5.2.6 Impianti idraulici
5.2.6.1 Valvole limitatrici di pressione x x x
Scarico dell’aria trattenuta x x x
5.2.6.2 Fluido scaricato x x
5.2.6.3 Scarico degli accumulatori x x x
5.2.7 Regolazione della corsa e regolazione della slitta
5.2.7.1 Movimento del motore di regolazione slitta x x x
5.2.7.2 Identificazione dei mezzi di regolazione slitta x
5.2.7.3 Limiti della regolazione x x x x
Nota 1 - L’ispezione visiva è utilizzata per verificare le caratteristiche necessarie a soddisfare il requisito mediante esame visivo dei componenti forniti.Nota 2 - Una prova funzionale verifica che le caratteristiche fornite svolgano la loro funzione in modo tale da soddisfare il requisito.Nota 3 - La misura verifica mediante l’uso di strumenti che i requisiti siano soddisfatti entro i limiti specificati.Nota 4 - I disegni ed i calcoli servono a verificare che le caratteristiche di progetto dei componenti forniti soddisfino i requisiti.
segue nella pagina successiva

Pagina 35 di 68UNI EN 692:1997
Punto Requisiti e/o misure di sicurezza
Verifica visiva1)
Prova funzionale2)
Misurazione3) Disegni/Calcoli4)
continua dalla pagina precedente
5.2.7.4 Mezzi di bloccaggio x x x
5.2.7.5 Prevenzione dell’avvio ciclo x x x
5.3 Pericoli di natura meccanica nell’area degli stampi
5.3.2 Presse con innesti a chiavetta x
Dispositivi ausiliari x x x
5.3.3 Protezione di tutte le persone esposte x x
5.3.5 Categoria di interfacciamento x x x
5.3.6 Protezioni su ogni lato x x
5.3.7 Lavorazioni speciali x x x
5.3.8 Stampi chiusi x x x
5.3.9 Ripari fissi a segregazione totale x x x
5.3.10 Ripari interbloccati con bloccaggio del riparo x x x x
5.3.11 Ripari con comando dell’avviamento con bloccaggio del riparo x x x x
5.3.12 Ripari interbloccati ad apertura anticipata x x x x
5.3.13 Dispositivi di protezione opto-elettronici attivi (sistemi di protezione elettro-sensibili)
x x x x
5.3.13 a) Tipo 4 x
5.3.13 b) Accesso possibile x x x
5.3.13 c) Presenza nella zona sorvegliata x x x
5.3.13 d) Prevenzione della messa in moto x x x
5.3.13 e) Funzione di ripristino x x x
5.3.13 f) Riflettori aggiuntivi, protezione x x x
5.3.13 g) Interruzione singola/doppia x x x
5.3.13 g i) Altezza: 750 mm x x
5.3.13 g ii) Corsa: 600 mm e/o profondità della tavola: 1 000 mm x x
5.3.13 g iii) Tempo prefissato: 30 s x x
5.3.13 g iv) Avviamento ciclo tramite un solo dispositivo opto-elettronico attivo x x
5.3.14 Comandi a due mani x x x x
5.3.14 a) Tipo III C x x x
Nota 1 - L’ispezione visiva è utilizzata per verificare le caratteristiche necessarie a soddisfare il requisito mediante esame visivo dei componenti forniti.Nota 2 - Una prova funzionale verifica che le caratteristiche fornite svolgano la loro funzione in modo tale da soddisfare il requisito.Nota 3 - La misura verifica mediante l’uso di strumenti che i requisiti siano soddisfatti entro i limiti specificati.Nota 4 - I disegni ed i calcoli servono a verificare che le caratteristiche di progetto dei componenti forniti soddisfino i requisiti.
segue nella pagina successiva

Pagina 36 di 68UNI EN 692:1997
Punto Requisiti e/o misure di sicurezza
Verifica visiva1)
Prova funzionale2)
Misurazione3) Disegni/Calcoli4)
continua dalla pagina precedente
5.3.14 b) Un dispositivo per ogni operatore x x x
5.3.14 c) Uso scorretto x x x
5.3.15 Distanza di sicurezza x x x x
5.3.16 Interblocco del motore e della frizione x x x
5.3.17 Dispositivi anti-ripetitori x x x
5.3.18 Dispositivi di trattenuta meccanici
5.3.18.1 Resistenza x x x
Interblocco x x x
5.3.18.2 Integrati nella pressa x x x
Indicazione della posizione x x x
5.3.19 Altri requisiti
5.3.19.1 Fissaggio dello stampo x x x
5.3.19.2 Elementi di fissaggio x x
5.3.19.3 Bloccaggio della regolazione x x
5.3.19.4 Lembo iniziale del nastro x x x
5.3.19.4 a) Comando ad azione mantenuta e velocità bassa x x x x
5.3.19.4 b) Dispositivo ad impulsi x x x x
5.4 Il sistema di comando e di sorveglianza
5.4.1 Funzioni di comando e di sorveglianza
5.4.1.1 Nuovo azionamento dei comandi x x x
5.4.1.2 Funzioni di ripristino manuale x x x
5.4.1.3 Condizione di guasto sicuro, funzioni ridondanti e sorvegliate x x x
5.4.1.4 Urti e vibrazioni x x x
5.4.2 Presse con innesto a frizione: ridondanza e sorveglianza
5.4.2.1 e 5.4.2.2 Ridondanza e sorveglianza dei sistemi di comando del gruppo freno/frizione
x x x
5.4.2.1 Sorveglianza dell’oltrecorsa x x x x
5.4.2.3 a) Valvola doppia x x
5.4.2.3 b) Cablaggio separato x x
Nota 1 - L’ispezione visiva è utilizzata per verificare le caratteristiche necessarie a soddisfare il requisito mediante esame visivo dei componenti forniti.Nota 2 - Una prova funzionale verifica che le caratteristiche fornite svolgano la loro funzione in modo tale da soddisfare il requisito.Nota 3 - La misura verifica mediante l’uso di strumenti che i requisiti siano soddisfatti entro i limiti specificati.Nota 4 - I disegni ed i calcoli servono a verificare che le caratteristiche di progetto dei componenti forniti soddisfino i requisiti.
segue nella pagina successiva

Pagina 37 di 68UNI EN 692:1997
Punto Requisiti e/o misure di sicurezza
Verifica visiva1)
Prova funzionale2)
Misurazione3) Disegni/Calcoli4)
continua dalla pagina precedente
5.4.2.3 c) Individuazione dei corti circuiti x x
5.4.2.3 d) Sensori integrati nelle valvole x x
5.4.2.3 e) Sorveglianza dinamica delle valvole x x x
Funzione della frizione e del freno x x
5.4.2.3 f) Ripristino x x x
5.4.2.4 a) Oltrecorsa normale: da 10° a 15° x x x
Segnale d’arresto x x
5.4.2.4 b) Ripristino x x x
5.4.2.4 c) Trascinamento indiretto delle camme x x x
5.4.2.5 Collegamento positivo x x x
Contenitore chiuso con chiave x x
5.4.2.6 Collegamento positivo della regolazione corsa x x
5.4.2.7 Inserimento positivo dell’innesto x x x
5.4.2.8 Alterazione della regolazione delle camme x x x x
5.4.2.9 a) Bloccaggio di interruttori e camme x x
5.4.2.9 b) Indicazione della posizione di interruttori e camme x x
5.4.2.9 c) Arresti fissi x x x x
5.4.2.9 d) Immunità da rotazione inversa x x x x
5.4.3 Inibizione delle protezioni
5.4.3.1 Cessati tutti i movimenti pericolosi x x
5.4.3.1 a) Prevenzione di regolazioni illecite x x x
5.4.3.1 b) Prevenzione dei rischi ulteriori x x x x
5.4.3.1 c) Segnali sorvegliati x x x
5.4.3.2 Inibizione dei ripari interbloccati x x x
5.4.4 Sistemi programmabili e funzioni legate alla sicurezza
5.4.4.2 Funzioni legate alla sicurezza x x x
5.4.5 Selettori
Nota 1 - L’ispezione visiva è utilizzata per verificare le caratteristiche necessarie a soddisfare il requisito mediante esame visivo dei componenti forniti.Nota 2 - Una prova funzionale verifica che le caratteristiche fornite svolgano la loro funzione in modo tale da soddisfare il requisito.Nota 3 - La misura verifica mediante l’uso di strumenti che i requisiti siano soddisfatti entro i limiti specificati.Nota 4 - I disegni ed i calcoli servono a verificare che le caratteristiche di progetto dei componenti forniti soddisfino i requisiti.
segue nella pagina successiva

Pagina 38 di 68UNI EN 692:1997
Punto Requisiti e/o misure di sicurezza
Verifica visiva1)
Prova funzionale2)
Misurazione3) Disegni/Calcoli4)
continua dalla pagina precedente
5.4.5.1 Isolamento dei circuiti x x x
Contatti ad apertura positiva x x
Cablaggio ridondante e sorvegliato x x x
Posizione intermedia x x
Dispositivo di bloccaggio x x
5.4.5.2 Scelta dei modi di protezione x x
Collegamento fra funzionamento e protezione x x
5.4.5.3 Stampi chiusi/ripari fissi a segregazione totale x x x
Indicazione x x
5.4.5.4 Comandi a due mani scelti x x x
5.4.5.5 Selettori a chiave x x
5.4.6 Interruttore di sezionamento dell’innesto x x x
5.4.7 Interruttori di posizione
5.4.7.1 Interrelazione x x x x
5.4.7.2 Rotazione inversa x x
5.4.7.3 Apertura positiva degli interruttori ciclici x x
5.4.7.4 Interruttori di prossimità x x x
5.4.8 Organi di comando
5.4.8.1 Protezione adeguata x x x
5.4.8.2 Arresto di tutti i movimenti pericolosi x x x
5.4.8.3 Collocazione dei pulsanti di arresto di emergenza x x x
5.4.8.4 Pulsantiere portatili di avvio ciclo x x
5.4.9 Valvole
Azionamento manuale forzato: coperchio non perdibile o copertura x x
Azionamento elettrico forzato: azionamento mediante chiave x x x
5.5 Registrazione stampi, cicli di prova, manutenzione, lubrificazione
5.5.1 Minima necessità di accesso x x
5.5.2 Movimento della slitta con ripari e dispositivi di protezione operativi in accordo con 5.3.2
x x
Nota 1 - L’ispezione visiva è utilizzata per verificare le caratteristiche necessarie a soddisfare il requisito mediante esame visivo dei componenti forniti.Nota 2 - Una prova funzionale verifica che le caratteristiche fornite svolgano la loro funzione in modo tale da soddisfare il requisito.Nota 3 - La misura verifica mediante l’uso di strumenti che i requisiti siano soddisfatti entro i limiti specificati.Nota 4 - I disegni ed i calcoli servono a verificare che le caratteristiche di progetto dei componenti forniti soddisfino i requisiti.
segue nella pagina successiva

Pagina 39 di 68UNI EN 692:1997
Punto Requisiti e/o misure di sicurezza
Verifica visiva1)
Prova funzionale2)
Misurazione3) Disegni/Calcoli4)
continua dalla pagina precedente
5.5.2 a) Rotazione a mano x x
5.5.2 b) Velocità bassa e comando ad azione mantenuta x x x
5.5.2 c) Comandi a due mani x x x
5.5.2 d) Comandi ad impulsi x x x
5.5.3 Cicli di prova x x x
5.5.4 Dispositivi di alimentazione x x x
5.5.5 a) Prevenzione del re-inserimento dell’innesto x x x
Temporizzatore o rivelatore di moto, sorvegliato x x x
5.5.5 b) Rimozione della barra x x
5.5.5 c) Visibilità del volano x
5.5.6 Dispositivi di comando sui lati accessibili x x x
Chiara visibilità x
Dispositivi supplementari x x
5.5.7 Riparo mobile interbloccato x x x
5.5.8 Interruttore ad apertura positiva x x
Interfacciamento x x x
5.5.9 Comandi a due mani di tipo II x x x
Uso scorretto x x x
5.5.10 Comandi ad azione mantenuta e ad impulsi x x x
5.5.11 Limitazione del movimento ad impulsi: controllo di tempo o di distanza x x x x
5.5.12 Comandi per registrazione stampi x x x
5.5.13 Interfacciamento x x x
5.6 Pericoli di natura meccanica - altri
5.6.1 Meccanismi di comando e di trasmissione, e dispositivi ausiliari
5.6.1 a) Ripari fissi x x x x
5.6.1 b) Ripari mobili interbloccati x x x x
5.6.1 c) Ripari interbloccati con bloccaggio del riparo x x x x
5.6.2 Apertura ritardata x x x x
5.6.3 Dispositivi di interblocco di categoria 1 x x x
5.6.4 Interblocco dei dispositivi ausiliari x x x
5.6.5 Pericoli di proiezione x x x
Nota 1 - L’ispezione visiva è utilizzata per verificare le caratteristiche necessarie a soddisfare il requisito mediante esame visivo dei componenti forniti.Nota 2 - Una prova funzionale verifica che le caratteristiche fornite svolgano la loro funzione in modo tale da soddisfare il requisito.Nota 3 - La misura verifica mediante l’uso di strumenti che i requisiti siano soddisfatti entro i limiti specificati.Nota 4 - I disegni ed i calcoli servono a verificare che le caratteristiche di progetto dei componenti forniti soddisfino i requisiti.
segue nella pagina successiva

Pagina 40 di 68UNI EN 692:1997
7 ISTRUZIONI PER L’USO
7.1 Marcatura
7.1.1 Si devono soddisfare i requisiti contenuti al punto 5.4 e al punto 1.7.3 dell’appendice A del-la EN 292-2:1991/A1:1995 e nella EN 61310-2:1995.
7.1.2 Sulla pressa devono essere riportate le seguenti indicazioni:
a) nome ed indirizzo del costruttore e, quando è il caso, del fornitore;
b) designazione della serie o del tipo;
c) numero di matricola;
d) anno di costruzione;
e) massa della pressa, senza stampi e dispositivi ausiliari;
f) punti di attacco ai fini del trasporto e dell’installazione;
g) forza nominale e corsa della forza nominale;
h) posizione normale d’arresto dell’albero, per esempio punto morto superiore;
i) massime dimensioni e massa dello stampo;
j) velocità massima consentita del volano in giri al minuto e senso di rotazione;
k) velocità nominale in funzionamento continuo, in cicli al minuto; minima e massima seè variabile;
l) numero massimo consentito di inserimenti al minuto dell’innesto;
m) lunghezza minima e massima della corsa;
n) regolazione slitta ed altezza stampo chiuso;
Punto Requisiti e/o misure di sicurezza
Verifica visiva1)
Prova funzionale2)
Misurazione3) Disegni/Calcoli4)
continua dalla pagina precedente
5.7 Scivolamenti, inciampi e cadute
5.7.1 Parapetti con arresto al piede x x x x
Mezzi di accesso x x x
5.7.2 Area attorno alla pressa x
5.8 Protezione contro altri pericoli
5.8.1 Pericoli di natura elettrica x x x
5.8.2 Pericoli di natura termica x x x
5.8.3 Pericoli di eiezione di un fluido ad alta pressione x x
5.8.4 Pericoli generati da rumore x
5.8.5 Pericoli generati da vibrazioni x x x
5.8.6 Pericoli generati da materiali e sostanze x x x x
5.8.7 Pericoli generati dalla inosservanza dei principi ergonomici x x x x
7 Istruzioni per l’uso
7.1 Marcatura x x
7.2 Manuale di istruzione x
Appendice C Distanze di sicurezza x x x x
Nota 1 - L’ispezione visiva è utilizzata per verificare le caratteristiche necessarie a soddisfare il requisito mediante esame visivo dei componenti forniti.Nota 2 - Una prova funzionale verifica che le caratteristiche fornite svolgano la loro funzione in modo tale da soddisfare il requisito.Nota 3 - La misura verifica mediante l’uso di strumenti che i requisiti siano soddisfatti entro i limiti specificati.Nota 4 - I disegni ed i calcoli servono a verificare che le caratteristiche di progetto dei componenti forniti soddisfino i requisiti.

Pagina 41 di 68UNI EN 692:1997
o) dati di alimentazione per gli impianti elettrico, idraulico e pneumatico (per esempio mi-nima pressione dell’aria);
p) minima e massima pressione del fluido nel gruppo freno/frizione;
q) un diagramma che indichi la corretta pressione dell’aria nei cilindri di bilanciamento infunzione della massa del punzone;
r) tempo totale di risposta e corrispondente/i distanza/e di sicurezza; vedere appendice C;
s) qualsiasi limitazione sul tipo di dispositivo/i di protezione e di modo operativo, peresempio stampo chiuso, per i quali la pressa è adatta.
Anche i dispositivi di protezione forniti con la pressa devono essere marcati con i dati diidentificazione.
7.2 Manuale di istruzione
7.2.1 Si devono soddisfare i requisiti elencati al punto 5.5 e al punto 1.7.4 dell’appendice A dellaEN 292-2:1991/A1:1995.
7.2.2 Il manuale di istruzione deve contenere le informazioni seguenti:
a) una ripetizione delle informazioni marcate sulla pressa (vedere 7.1.2);
b) un riferimento a questa norma e ad ogni altra norma utilizzata nella progettazione del-la pressa;
c) copie di ogni documento di certificazione CE e rapporti delle prove effettuate sui reci-pienti in pressione o sul sistema di comando tratti dal fascicolo tecnico di costruzione;
d) istruzioni per una installazione sicura (condizioni del pavimento, servizi, supporti anti-vibranti, ecc.);
e) specifiche per lo svolgimento del collaudo ed esame iniziale della pressa e dell’insie-me dei sistemi di protezione prima della messa in servizio ed inizio produzione;
f) istruzioni sui sistemi di comando comprendenti gli schemi elettrici, idraulici e pneuma-tici. Quando viene fornito un sistema programmabile elettronico o pneumatico, glischemi devono indicare chiaramente il collegamento al punto di interfacciamento fraqualsiasi parte cablata ed il sistema programmabile;
g) informazioni sui livelli sonori che è probabile vengano generati durante l’uso (vederel’appendice H);
h) particolari di qualsiasi ulteriore protezione per l’operatore necessaria per tener contodei rischi residui, per esempio protezione dell’udito, della vista o dei piedi;
i) istruzioni per effettuare in condizioni di sicurezza l’uso, le regolazioni, i cicli di prova,la manutenzione, la pulizia e la programmazione (dove necessario) prevenendo i ri-schi da ogni causa di pericolo, compresi i pericoli di proiezione generati dai pezzi in la-vorazione, dagli stampi o loro parti, dai fluidi, dalle guarnizioni, ecc.;
j) addestramento particolare necessario per le persone incaricate di preparare per l’usole presse meccaniche, comprendente istruzioni adatte e sufficienti sui seguenti argo-menti:
- meccanismi della pressa
- dispositivi di protezione
- cause e prevenzione degli infortuni
- il lavoro dell’addetto alla regolazione stampi
- progettazione degli stampi;
k) particolari relativi alle ispezioni dei ripari o dei dispositivi di protezione richieste dopouna messa a punto o regolazione stampi prima di una nuova produzione;
l) specifiche di ogni fluido che debba essere utilizzato negli impianti idraulici o per i si-stemi di lubrificazione, di frenatura o di trasmissione;
m) descrizioni dei modi di guasto prevedibili e consigli sull’identificazione, prevenzione ecorrezione mediante manutenzione periodica;
n) specifiche per ogni prova o esame necessari dopo cambiamenti o modifiche alla pres-sa che possono compromettere le funzioni di sicurezza;

Pagina 42 di 68UNI EN 692:1997
o) specifiche per la manutenzione periodica, prove ed ispezioni della pressa, dei ripari edei dispositivi di protezione, comprendenti gli intervalli per la manutenzione, le provee le ispezioni. Le ispezioni periodiche devono poter essere svolte con attrezzi od uten-sili generalmente disponibili, oppure tali utensili o attrezzi devono essere forniti con lamacchina.
Si raccomanda che vengano preparate delle schede di controllo per le operazioni descrit-te nei punti e), k) ed o). In particolare, per le ispezioni di sicurezza ci deve essere unascheda di controllo specifica che possa essere firmata dal verificatore.

Pagina 43 di 68UNI EN 692:1997
APPENDICE A PRESSE CON INNESTI A CHIAVETTA - REQUISITI DI PROGETTAZIONE(normativa)
A.1 Progettazione dell’estrattore
A.1.1 L’estrattore deve essere progettato in modo tale che, dopo essere stato spostato nella po-sizione di innesto inserito, esso non possa ritornare nella posizione di innesto disinseritofino a che l’albero non ha ruotato di almeno 20° rispetto alla sua posizione di arresto nor-male.
A.1.2 Si deve impedire, mediante arresti meccanici, che l’estrattore si sposti oltre i limiti di pro-getto necessari per inserire e disinserire l’innesto. Tali arresti devono essere in diretto con-tatto con l’elemento estrattore, e non con articolazioni o leve associate.
A.1.3 La progettazione dell’estrattore deve consentire di interbloccarlo meccanicamente con undispositivo di protezione.
A.1.4 Se l’estrattore incorpora un dispositivo di smorzamento, l’interblocco non deve poter eser-citare pressione sul dispositivo.
A.1.5 Per le presse di capacità superiore a 400 kN con innesto a chiavetta rotante, l’innesto de-ve essere progettato in modo che, quando inserito, l’albero a gomito sia collegato al vola-no in modo affidabile, in entrambi i sensi di rotazione.
A.2 Prevenzione contro l’oltrecorsa ed il ritorno dell’albero
A.2.1 Si devono fornire dei dispositivi meccanici, supplementari e indipendenti dal normale fun-zionamento ciclico del freno della pressa, in grado di impedire la discesa accidentale dellaslitta, causata sia da un’oltrecorsa o da un ritorno all’indietro dell’albero, sia dalla forza digravità.
A.2.2 I requisiti particolari relativi ai ripari interbloccati nelle presse con innesto a chiavetta sonotrattati in B.1.

Pagina 44 di 68UNI EN 692:1997
APPENDICE B RIPARI INTERBLOCCATI(normativa)
B.1 Presse con innesti a chiavetta
B.1.1 Per ripari ad apertura manuale con cancello incernierato orizzontalmente o saracinesca econ un sistema di interblocco meccanico, il cancello del riparo deve essere realizzato inmodo tale che il movimento del meccanismo per l’inserimento dell’innesto non sia possi-bile finché il cancello o saracinesca non abbia raggiunto una posizione aldilà della posi-zione completamente chiusa di almeno il 10% del suo movimento totale. La progettazionedel riparo deve essere tale che non ci sia possibilità di nuova esposizione nella zona pe-ricolosa mentre il riparo sta attraversando l’area di sovrapposizione.
B.1.2 Su presse a corsa variabile, la variazione della corsa non deve influenzare il comporta-mento del riparo e dei relativi meccanismi di interblocco.
B.1.3 Le soluzioni devono essere tali che sia possibile svolgere in modo efficace l’esame ed ilcollaudo dei dispositivi di interblocco. Il collaudo indipendente dei dispositivi di interbloccoimplica generalmente qualche disinserimento del riparo e del meccanismo di comandodella pressa.
B.1.4 Gli elementi principali dell’innesto sono la chiavetta e l’estrattore. L’estrattore deve esseredotato di un dispositivo di interblocco positivo che soddisfi i seguenti requisiti:
a) quando il cancello è in qualsiasi posizione diversa dalla posizione di chiusura, il dispo-sitivo di interblocco deve bloccare l’estrattore con la chiavetta dell’innesto nella posi-zione disinserita;
b) quando l’estrattore è in qualsiasi posizione diversa da quella specificata in a), non de-ve essere possibile muovere il dispositivo di interblocco o aprire il cancello del riparo;
c) quando è necessario scollegare il dispositivo di interblocco dal riparo, per esempioper permettere di ruotare l’albero a mano o quando si devono utilizzare i ripari fissi ogli stampi chiusi, è consentita una regolazione manuale del dispositivo di interbloccoper permettere l’inserimento dell’innesto;
d) il dispositivo di interblocco deve muoversi verso la posizione sicura bloccata come de-scritta in a) se è scollegato dal riparo. Questo si deve ottenere per gravità o, quandoquesto non è realizzabile, mediante una molla a compressione incorporata nel dispo-sitivo. Su presse inclinabili questo risultato si deve ottenere per qualunque posizionedell’incastellatura della pressa.
B.1.5 Se il collegamento fra il riparo e l’estrattore non è meccanico, allora il movimento e la po-sizione del riparo interbloccato, dell’albero e dell’estrattore devono essere sorvegliati dalloro stesso sistema di comando nel modo seguente:
a) questo sistema di comando non deve dipendere dal sistema di comando della pressa;il collegamento deve essere fatto direttamente con l’estrattore;
b) questo sistema di comando deve essere sorvegliato in modo automatico in modo chequalsiasi guasto dei suoi componenti non possa condurre all’esecuzione accidentaledi un ciclo;
c) dopo il guasto di un componente nel sistema di comando, non deve essere possibileaprire il riparo o iniziare un ciclo;
d) il movimento dell’estrattore deve essere integrato nel sistema di comando. Qualsiasiscostamento significativo della posizione di arresto dell’estrattore deve attivare il si-stema di comando a sorveglianza automatica per impedire ogni ciclo successivo.

Pagina 45 di 68UNI EN 692:1997
B.2 Presse con innesti a frizione
B.2.1 Quando la pressa è alimentata a mano, il riparo deve avere:
a) un interblocco elettrico che incorpori due interruttori di posizione azionati meccanica-mente in opposizione (vedere il punto 6.2.2 della EN 1088:1995). Gli interruttori nondevono essere azionati finché il cancello del riparo non ha raggiunto una posizionechiusa che impedisca l’accesso alla zona pericolosa;
b) ridondanza e sorveglianza (vedere le figure B.1 e B.2). Questo serve a minimizzare ilpericolo di ripetizione del ciclo e di avvio accidentale del ciclo, per esempio entrambigli interruttori di interblocco del riparo sopra indicati sono collegati in serie con un so-lenoide che aziona un cassetto della valvola. I cassetti devono essere separati, o invalvole separate o in una valvola a doppio corpo. La sicurezza si ottiene mediante du-plicazione in circuiti completamente separati, eccetto per il collegamento alla alimen-tazione del comando. Questa soluzione garantisce che il sistema di innesto dellapressa scarichi correttamente l’aria se almeno un cassetto è funzionante. Il movimen-to di ogni cassetto deve essere sorvegliato. La sorveglianza può essere realizzata
- o per mezzo di interruttori collegati a circuiti di sorveglianza protetti contro i propriguasti, in modo che se uno qualsiasi dei due cassetti non torna alla posizione di ri-poso a fine ciclo viene impedito l’inizio di un altro ciclo;
- o per mezzo di un sistema auto-sorvegliato.
B.2.2 Quando il riparo è ad apertura anticipata in modo che il cancello del riparo può essereaperto prima del ritorno al punto morto superiore, la pressa deve avere il tipo di sistemadi comando e di frenatura specificato in 5.4.2. Il cancello del riparo non si deve poter aprireprima del punto morto inferiore. Quando la pressa è alimentata a mano ed il cancello delriparo può essere aperto prima del punto morto superiore, il riparo deve soddisfare i re-quisiti indicati in B.2.1 qui sopra, ad esclusione degli interruttori che non sono obbligati adessere collegati in serie con il solenoide.
B.2.3 Quando la pressa deve essere dotata di alimentazione o scarico solo automatici per lavo-rare in ciclo automatico, i due interruttori del riparo possono essere collegati in serie conuna elettro-valvola singola.

Pagina 46 di 68UNI EN 692:1997
figura B.1 Esempio di un riparo interbloccato con ridondanza e sorveglianza [vedere B.2.1 b)]
Il riparo dovrebbe essere interbloccato con i comandi della pressa per mezzo di due cir-cuiti elettrici indipendenti, come illustrato in figura B.1. Due interruttori di fine-corsa, G edH, azionati dal riparo A ed installati in opposizione, sono collegati mediante circuiti sepa-rati ad una doppia elettro-valvola pneumatica sorvegliata J che comanda l’alimentazionedell’aria al gruppo freno/frizione C/B (vedere anche figura B.2).

Pagina 47 di 68UNI EN 692:1997
figura B.2 Esempio di uno schema del circuito di cui alla figura B.1

Pagina 48 di 68UNI EN 692:1997
La valvola J, che è in effetti costituita da due elettro-valvole a tre vie collegate pneumati-camente in serie, è dotata di contatti aggiuntivi, b2 e b4, per sorvegliare il movimento deidue cassetti. Entrambi i cassetti sono in grado di scaricare l’aria in uscita in modo che, seuno dei due non si sposta nella posizione sicura quando si apre il riparo, la pressa si ar-resta comunque. Il cassetto guasto trattiene quindi il corrispondente interruttore, b2 o b4,in modo che non può iniziare un altro ciclo finché non è stato eliminato il guasto.
Nota L’esempio non illustra una soluzione completa perché, per esempio, non è indicata la sorveglianzadi C1 e C2 nei circuiti elettrici.

Pagina 49 di 68UNI EN 692:1997
APPENDICE C CALCOLO DELLE DISTANZE MINIME DI SICUREZZA(normativa)
C.1 La distanza minima dalla zona pericolosa alla quale devono essere piazzati
- i ripari interbloccati ad apertura anticipata senza bloccaggio del riparo
- i sistemi di protezione elettro-sensibili che utilizzano dispositivi opto-elettronici attivi
- i comandi a due manideve essere calcolata secondo la formula generale indicata nel paragrafo 5 dellaEN 999:1996, e precisamente
dove:
a) S è la distanza minima in millimetri fra la zona pericolosa ed il punto, linea o piano diintercettazione;
b) K è un parametro, in millimetri al secondo, derivato dai dati sulle velocità di avvicina-mento del corpo o di sue parti;
c) T è il tempo totale di risposta in secondi;
d) C è la distanza aggiuntiva in millimetri basata sull’intrusione verso la zona pericolosache precede l’attivazione del dispositivo di protezione.
C.2 Ai fini della determinazione di K si deve utilizzare una velocità di avvicinamento di 1 600 mm/sper dispositivi opto-elettronici attivi sistemati orizzontalmente e per comandi a due mani. Perdispositivi opto-elettronici attivi sistemati verticalmente si deve utilizzare una velocità diavvicinamento di 2 000 mm/s se la distanza minima è uguale o minore di 500 mm. Si puòutilizzare una velocità di avvicinamento di 1 600 mm/s se la distanza minima è maggioredi 500 mm.
C.3 Ai fini della determinazione di C per i sistemi elettro-sensibili che utilizzano dispositivi op-to-elettronici attivi, vedere C.6. Per comandi a due mani non riparati, C deve essere ugua-le o maggiore di 250 mm. Per comandi a due mani riparati e ripari interbloccati ad aperturaanticipata senza bloccaggio del riparo, C può essere nullo.
C.4 Nel calcolo del tempo totale di risposta si devono tener presenti le seguenti caratteristichenelle condizioni normali più severe:
a) la massima lunghezza della corsa;
b) la massima velocità della slitta nella corsa di chiusura (per esempio circa a metà cor-sa per le presse eccentriche);
c) il massimo numero di cicli al minuto;
d) la temperatura che può esercitare delle influenze sulle relative parti del sistema;
e) la massa massima del punzone, secondo l’uso previsto della pressa;
f) la massima pressione del fluido nel gruppo freno/frizione;
g) la minima pressione dell’aria consentita dai pressostati di minima nei cilindri di bilan-ciamento;
h) l’usura delle parti relative alla funzione frenante;
i) l’effetto di qualunque valvola di scarico rapido e dei suoi silenziatori.
C.5 Quando è possibile alterare la posizione dei dispositivi di protezione che sono meccani-camente collegati alla pressa, ai fini di mantenere la distanza minima i dispositivi devonoessere interbloccati o permettere di essere bloccati in posizione, in modo che possano es-sere spostati solo mediante l’uso di utensili o chiavi.
S K T×( ) C+=

Pagina 50 di 68UNI EN 692:1997
C.6 Riguardo alla capacità di rivelazione del dispositivo opto-elettronico attivo, nel calcolo del-la distanza minima S si deve utilizzare almeno la distanza aggiuntiva C indicata nel pro-spetto C.1.
prospetto C.1 Distanza aggiuntiva C
Capacità di rivelazionemm
Distanza aggiuntiva Cmm
Avvio ciclo tramite il dispositivo opto-elettronico
≤ 14 0
Permesso> 14 e ≤ 20 80
> 20 e ≤ 30 130
> 30 e ≤ 40 240Non permesso
> 40 850

Pagina 51 di 68UNI EN 692:1997
APPENDICE D STAMPI CHIUSI(informativa)
figura D.1 Stampo chiuso su una pressa meccanica
L’uso di stampi chiusi è abitualmente possibile per operazioni di punzonatura da nastro equando più operazioni sono combinate in uno stampo unico. La segregazione può essereottenuta realizzando la piastra di trattenuta della lamiera, che è fissata alla matrice, dispessore sufficiente da impedire che il punzone ne esca. Vedere 5.3.8.
123
PunzonePiastra di trattenutaMatrice
Legenda
___

Pagina 52 di 68UNI EN 692:1997
APPENDICE E SISTEMI DI PROTEZIONE ELETTRO-SENSIBILI CHE UTILIZZANO DISPOSITIVI(informativa) OPTO-ELETTRONICI ATTIVI
figura E.1 Esempio di applicazione tipica ad una pressa alimentata a mano di un dispositivo opto-elettronicoattivo utilizzato per l’avvio ciclo (ripari laterali omessi ai fini della chiarezza dell’illustrazione)
12
Dispositivo opto-elettrico attivoLimite della zona pericolosa
Legenda
__
Dimensioni in mm
Nota - I valori per prevenire l'accessibilità dall'alto (1), dal basso (2) e dai lati del riparo (3) sono in accordo con la EN 294.
__ __ __

Pagina 53 di 68UNI EN 692:1997
APPENDICE F REGISTRAZIONE DEL SISTEMA A CAMME ROTANTI(informativa)
F.1 Caratteristiche fondamentali della registrazione dell’eccentrico e del sistema a cam-me rotantiFissaggio dell’angolo durante la regolazione di diverse lunghezze della corsa. La figuraF.1 illustra la registrazione dell’eccentrico.
figura F.1
Assumendo di partire dalla massima lunghezza della corsa con la slitta al punto morto su-periore, e1 ed e2 sono quindi allineate, ed il sistema a camme rotanti indica che la slitta èposizionata al punto morto superiore [vedere figura F.2 a)].
e1e2eg
Eccentricità dell'albero a gomito o albero eccentricoEccentricità della bussola eccentricaSomma vettoriale di e1 ed e2 (lunghezza di metà corsa)Angolo fra e1 ed e (cioè la differenza angolare fra e1 ed e riferita alla variazione della lunghezza della corsa). Questo è l'angolo del quale deve essere ruotato l'albero per riposizionare la slitta nella stessa posizione angolare precedente alla regolazione della corsa.
Legenda

Pagina 54 di 68UNI EN 692:1997
figura F.2
Ruotando la bussola eccentrica e2, si ottiene una nuova e più corta lunghezza della corsauguale a 2e [vedere figura F.2 b)].Per riportare la slitta al punto morto superiore, l’albero (e di conseguenza il sistema acamma rotante) deve essere ruotato di un angolo nella direzione opposta alla rotazionedella bussola eccentrica. La lunghezza della corsa è ora ridotta di 2 [vedere figura F.2 c)].Il sistema a camme rotanti indica una posizione della slitta spostata di un angolo dalpunto morto superiore. Questa è la ragione per cui il sistema a camme rotanti deve essereregistrato.L’angolo può in questo modo raggiungere valori fra 0° ed un valore che dipendedal rapporto fra e1 ed e2.
si ottiene quando e2 è ruotata in modo tale che l’angolo fra e2 ed e è uguale a 90°(vedere figura F.3).
figura F.3
si ottiene da sin con , ciò significa che non può essere maggiore di 90°( può raggiungere i 90° con ).Se la bussola eccentrica è registrabile di 180°, può anche essere calcolato utilizzan-do le lunghezze massima e minima della corsa ed .
sin
Se la posizione d’arresto della pressa coincide con il punto morto superiore alla massimae minima lunghezza della corsa ( = 0°), la posizione d’arresto per qualsiasi altra regola-zione della corsa è sfasata di conseguenza.Per compensare questo e mantenere la posizione d’arresto al punto morto superiore, de-ve essere possibile registrare il sistema a camme rotanti di un angolo corrispondente.Questa registrazione può essere effettuata ruotando gli interruttori di posizione, o le cam-me, rispetto all’albero.Il massimo angolo del quale può essere ruotato il sistema a camme rotanti fra gli arrestimeccanici è definito , che è la massima registrazione consentita del sistema a cammerotanti.
γγ
γ
γ γmax
γmax
γmax γmax e2 e1⁄=
e1 e2≥ γmax
γmax e1 e2≤γmaxSmax Smin
γmax
Smax SminÐ
Smax Smin+------------------------------=
γ
γp
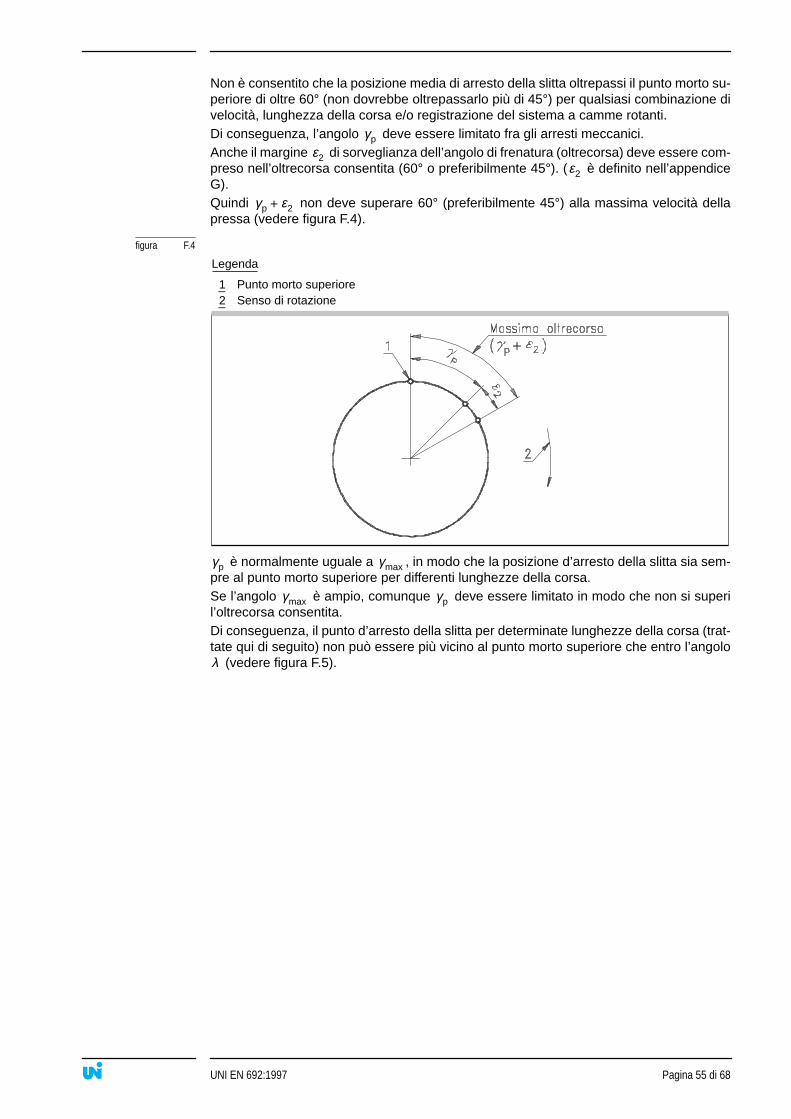
Pagina 55 di 68UNI EN 692:1997
Non è consentito che la posizione media di arresto della slitta oltrepassi il punto morto su-periore di oltre 60° (non dovrebbe oltrepassarlo più di 45°) per qualsiasi combinazione divelocità, lunghezza della corsa e/o registrazione del sistema a camme rotanti.Di conseguenza, l’angolo deve essere limitato fra gli arresti meccanici.Anche il margine di sorveglianza dell’angolo di frenatura (oltrecorsa) deve essere com-preso nell’oltrecorsa consentita (60° o preferibilmente 45°). ( è definito nell’appendiceG).Quindi non deve superare 60° (preferibilmente 45°) alla massima velocità dellapressa (vedere figura F.4).
figura F.4
è normalmente uguale a , in modo che la posizione d’arresto della slitta sia sem-pre al punto morto superiore per differenti lunghezze della corsa.Se l’angolo è ampio, comunque deve essere limitato in modo che non si superil’oltrecorsa consentita.Di conseguenza, il punto d’arresto della slitta per determinate lunghezze della corsa (trat-tate qui di seguito) non può essere più vicino al punto morto superiore che entro l’angolo
(vedere figura F.5).
γp
ε2ε2
γp ε2+
12
Punto morto superioreSenso di rotazione
Legenda
__
γp γmax
γmax γp
λ

Pagina 56 di 68UNI EN 692:1997
figura F.5
La figura F.5 illustra .Il valore di dipende dalle lunghezze massima e minima della corsa della pressa.La lunghezza minima della corsa è il fattore che ha maggiore influenza sul valore dell’an-golo. Per questa ragione, le lunghezze massima e minima della corsa dovrebbero esserescelte come illustrato nel prospetto F.1.Se non può essere uguale a non si può ottenere un arresto al punto morto supe-riore ( > 0). Questo può verificarsi:
- o alla massima ed alla minima lunghezza della corsa
- o alla lunghezza della corsa determinata dall’uguaglianza .
12l
Punto morto superioreSenso di rotazioneSpostamento (anticipo) della posizione di inizio frenatura
Legenda
__
γp γmax λÐ=
γmax
γp γmaxλ
γ γmax=

Pagina 57 di 68UNI EN 692:1997
prospetto F.1 Raccomandazione sulle lunghezze delle corse, aumentate dell’angolo
sin
I limiti per la registrazione del sistema a camme rotanti sono determinati:
a) nel senso di rotazione dell’albero: dall’oltrecorsa massima ;
b) nel senso opposto alla rotazione dell’albero: dalla massima parte consentita dell’an-golo di inibizione prima del punto morto inferiore, che è definita (vedere figuraF.6).
γmax
γmax
Smax SminÐ
Smax Smin+------------------------------
e2
e1------= =
max
.63
7180
9010
011
212
514
016
018
020
0
Lung
hezz
a de
lla c
orsa
in m
illim
etri
m
in.
1216
2025
sin
0,68
0,71
10,
739
0,69
80,
724
0,69
70,
724
0,75
0,73
0,75
60,
778
in g
radi
42,9
45,4
47,7
44,4
46,5
44,3
46,5
48,7
47,0
49,3
51,2
Forz
a di
chi
usur
a in
kN
100
160
250
400
630
(800
)1
000
(1 2
50)
1 60
0(2
000
)2
500
γ p +
ε2 n
on d
eve
supe
rare
60°
, pre
ferib
ilmen
te γ p
+ ε
2 ≤ 4
5°.
Not
a -
Il pr
ospe
tto è
bas
ato
sulla
racc
oman
dazi
one
EPPM
P (C
omita
to d
ei C
ostru
ttori
Euro
pei d
i Pre
sse)
sul
le lu
nghe
zze
delle
cor
se, a
umen
tate
del
l’ang
olo
γ max
, e s
u un
o sp
osta
-m
ento
del
la p
osiz
ione
di i
nizi
o fre
natu
ra λ
≈ a
l mar
gine
del
la s
orve
glia
nza
dell’o
ltrec
orsa
ε2.
Sm
axS
min
Ð
Sm
axS
min
+----
--------
--------
-------
51 75----59 83----
68 92----74 10
6----
---84 11
6----
---92 13
2----
---10
514
5----
---12
016
0----
---13
518
5----
---15
520
5----
---17
522
5----
---
γ max
γ max
γp ε2+
ϕmax

Pagina 58 di 68UNI EN 692:1997
figura F.6
Uno degli arresti del sistema a camme rotanti deve essere fissato rispetto all’albero a ec-centrico, per evitare di superare la massima oltrecorsa consentita, quando la slitta è alpunto morto superiore secondo una delle alternative a) o b) della figura F.2.Questo significa = 0 oppure .Si dovrebbe tener presente che la bussola eccentrica (e2) può essere ruotata in sensoorario o in senso anti-orario rispetto ad e1 (vedere figure F.7 ed F.8). Comunque, la limita-zione necessaria della possibilità di regolazione del sistema a camme rotanti permette diutilizzare solo una metà della rotazione completa della bussola eccentrica. Per questa ra-gione, la regolazione della corsa deve essere concepita in modo che si possa utilizzaresolo la metà appropriata.
1234
Punto morto superioreSenso di rotazionePunto morto inferioreInizio dell'inibizione
Legenda
____
γ γ γmax=

Pagina 59 di 68UNI EN 692:1997
figura F.7
figura F.8
12
Punto morto superioreSenso di rotazione
Legenda
__
12
Punto morto superioreSenso di rotazione
Legenda
__

Pagina 60 di 68UNI EN 692:1997
F.2 Determinazione della posizione di inizio dell’inibizioneIl movimento della pressa è illustrato schematicamente nella figura F.9.
figura F.9
è l’angolo di inibizione (angolo fra il segnale di inibizione ed il segnale d’arresto);
è la parte di angolo di inibizione prima del punto morto inferiore, che è funzionedella lunghezza della corsa e del sistema a camme rotanti, ed è considerata convalore negativo dopo il punto morto inferiore;è la massima parte consentita dell’angolo di inibizione prima del punto morto infe-riore, in gradi, che è calcolata in funzione del tempo totale di risposta e della velo-cità come descritto qui di seguito.
Il tempo che intercorre fra il momento in cui la pressa riceve il segnale di inibizione ed ilmomento in cui viene raggiunto il punto morto inferiore (corrispondente all’angolo )non deve superare il tempo totale di risposta della pressa con qualsiasi combinazione divelocità e lunghezze della corsa e/o regolazione del sistema a camme rotanti.La figura F.10 mostra che , in modo che l’inibizione non può aver luogo pri-ma dell’angolo risultante dalla formula precedente.
12345
Punto morto superioreSenso di rotazionePunto morto inferioreSegnale di inibizioneSegnale di arresto
Legenda
_____
Φϕ
ϕmax
ϕmax
ϕmax ϕ γmax+≥

Pagina 61 di 68UNI EN 692:1997
figura F.10
Ciò significa che non è consentito che superi un determinato valore. può essere ottenuto dalla relazione
dove: è la velocità angolare, in gradi al secondo;
T è il tempo totale di risposta, in secondi (di cui all’appendice G).Il valore massimo consentito di , in gradi, è:
dove:n è il numero di cicli al minuto.
Nota deve essere calcolato al minimo numero di cicli nmin della pressa, se è variabile.
Il valore ottenuto per dalla formula precedente si riferisce fondamentalmente a pres-se con lunghezza fissa della corsa e sistema a camme rotanti fisso. Quindi l’inizio dell’ini-bizione non deve poter aver luogo con un anticipo maggiore dell’angolo rispetto alpunto morto inferiore a seguito di una modifica della lunghezza della corsa e/o una rego-lazione del sistema a camme rotanti (vedere figura F.10).Ciò significa che il sistema a camme rotanti deve essere dotato di un arresto (meccanico)fisso ad una estremità, in modo che (o ) non superi quando viene rego-lata la lunghezza della corsa (o il sistema a camme rotanti).
Nota Significa che l’angolo può essere negativo per certe regolazioni.
Le seguenti regolazioni forniscono quindi le due posizioni estreme della regolazione delsistema a camme rotanti (fra le quali è compreso l’angolo ):
a) nel senso di rotazione dell’albero: la posizione estrema è determinata da (o ) + (preferibilmente 45°) dopo il punto morto superiore (vedere fi-
gura F.1);
b) nel senso opposto alla rotazione dell’albero: la posizione estrema è determinata da (o ) ≤ prima del punto morto inferiore.
Questo si riferisce alla regolazione meno favorevole.
123
Punto morto superiorePunto morto inferioreSenso di rotazione
Legenda
___
ϕϕ ϕ ω T×=
ω
ϕmax
ϕmax 6Tn=
ϕmax
ϕmax
ϕmax
ϕ γmax+ γp ϕmax
ϕ
γp
γp γmax ε2 60°≤
ϕ γmax+ γp ϕmax

Pagina 62 di 68UNI EN 692:1997
APPENDICE G DETERMINAZIONE DEL TEMPO TOTALE DI RISPOSTA T(informativa)
figura G.1
figura G.2
Nelle figure G.1 e G.2 sono illustrati gli angoli ed i tempi qui di seguito descritti.
è l’angolo di rotazione libera, in gradi
è l’angolo di frenatura (assunto come lineare), in gradi
è il margine di sicurezza della sorveglianza automatica del freno (marginedella sorveglianza dell’oltrecorsa), in gradi
è la velocità angolare, in gradi al secondo
T è il tempo totale di risposta, in secondi
è il tempo di risposta misurato alla pressione di lavoro, in secondi
è il margine di sicurezza della sorveglianza automatica del freno (margine
della sorveglianza dell’oltrecorsa), in secondi, riferito al tempo
è il tempo di risposta dovuto alla differenza di pressione, in secondi
è l’incertezza del metodo di misura, in secondi
1 Senso di rotazione
Legenda
_
1 La slitta oltrepassa 90°
Legenda
_
αβε2
ω
t 1
t 2
t 2
2ε2
ω--------=
t 3
∆t

Pagina 63 di 68UNI EN 692:1997
è l’angolo di arresto misurato su una pressa con il freno in buone condizioni,in gradi
è l’angolo di arresto misurato sulla stessa pressa con il freno usurato, in gra-di
generalmente, è dato da , ma può anche, nel caso peggiore, essere dato so-lamente da .Il tempo totale di risposta viene determinato in base a quanto sotto descritto:
a) il tempo deve essere misurato nelle condizioni specificate in C.4 da a) ad i).
Nota Il tempo totale di risposta può solo essere determinato per ogni singola pressa;
b) il tempo , che corrisponde a , e , che corrisponde a (cioè il tempo dovuto al-la differenza di pressione + il margine di sicurezza della sorveglianza della frenatura)deve ora essere aggiunto a . (Vedere figure G.3 e G.4).
figura G.3
figura G.4
α β+
α β ε2+ +
ε2 ∆α ∆β+∆β
t 1
t 3 ε3 t 2 ε2
t 1
1234
Punto morto superioreSorveglianza della frenaturaSenso di rotazioneSegnale di arresto
Legenda
____
12345
Segnale di arrestoSorveglianza della frenaturaAngolo di arresto alla minima pressionePunto morto superiorePunto morto inferiore
Legenda
_____

Pagina 64 di 68UNI EN 692:1997
Le figure G.3 e G.4 mostrano che, quando il segnale di arresto e la posizione della sorve-glianza della frenatura sono fissi, gli angoli tra questi due punti sono costanti, sebbenel’ampiezza degli angoli parziali possa variare.Nella figura G.3, E è l’angolo di arresto che si ottiene, alla normale pressione pneumaticadi lavoro, quando il sistema a camme rotanti viene regolato in modo che la posizione me-dia di arresto sia la più vicina possibile al punto morto superiore; F è la nuova posizionemedia di arresto che si ottiene con la medesima registrazione del sistema a camme rotan-ti, ma alla minima pressione pneumatica determinata dalla regolazione del pressostato.La figura G.4 mostra che alla minima pressione nel gruppo freno/frizione si ottiene un an-golo di frenatura minore che alla normale pressione di lavoro, poiché l’aria alla pressioneminore si scarica più rapidamente. Se il freno si deteriora durante il funzionamento allaminima pressione, il tempo totale di risposta T può essere superato sebbene non sia statosuperato l’angolo della sorveglianza della frenatura. Ciò si verifica poiché l’albero ruota al-la massima velocità lungo l’angolo (angolo di risposta) ma, in media, a metà velocitàlungo l’angolo (angolo di frenatura meccanica).In teoria, può essere misurato direttamente ( alla pressione di lavoro - alla pressio-ne minima = tempo dovuto alla differenza di pressione), ma un modo più pratico consi-ste nel misurare manualmente e convertirlo in .
Ciò presuppone la libera rotazione dell’albero con:in gradi
in corse al minuto (massima velocità).
Il margine di sicurezza della sorveglianza della frenatura viene convertito nel tempo mediante la relazione seguente:
Ciò presuppone la rotazione dell’albero sottoposto a frenatura con:in gradi
in corse al minuto (massima velocità);
c) tiene conto di possibili aggiunte dovute alle incertezze del metodo di misura;
d) il tempo totale di risposta T è dato, allora, da:
Nota Il tempo totale di risposta T è il tempo utilizzato per calcolare la distanza di sicurezza.
αβ
t 3 t 1 t 1t 3
ε3 t 3
t 3
ε3
ω-----
ε3
6nmax---------------= =
ε3
nmax
ε2 t 2
t 2
2ε2
ω--------
ε2
3nmax---------------= =
ε2
nmax
∆t
T t 1 t 2 t 3 ∆t+ + +=

Pagina 65 di 68UNI EN 692:1997
APPENDICE H CONDIZIONI PER LA MISURA DEL RUMORE DELLE PRESSE MECCANICHE(informativa)
H.1 Le condizioni di installazione e di montaggio dovrebbero essere rappresentative dell’uti-lizzo tipico o normale della pressa, e dovrebbero essere le stesse per le misure dei livellidi pressione sonora e per la determinazione del livello di potenza sonora.
H.2 La posizione della pressa in prova dovrebbe essere illustrata per mezzo di uno schizzoche indichi la posizione ed i particolari di qualsiasi superficie riflettente che può influenzarei valori di emissione sonora ottenuti.
H.3 Le condizioni operative raccomandate sono le seguenti:
a) la velocità in cicli al minuto dovrebbe essere almeno l’80% della massima;
b) la forza applicata dovrebbe essere almeno l’80% della forza nominale;
c) particolari dello stampo:
- se la pressa può eseguire operazioni di tranciatura, esso dovrebbe essere unostampo di tranciatura con superficie taglienti semplici, di determinate dimensioniper esercitare la forza raccomandata su un dato materiale [vedere d)];
- se la pressa può eseguire operazioni di formatura, imbutitura e coniatura, essodovrebbe essere uno stampo di formatura con forme semplici, di determinate di-mensioni per esercitare la forza raccomandata su un dato materiale [vedere d)];
d) materiale utilizzato:
- dovrebbe essere acciaio dolce Fe P01 (EN 10130); per la tranciatura lo spessoredel materiale dovrebbe corrispondere al punto della corsa nel quale è calcolata laforza richiesta.
H.4 Le condizioni operative, ed in particolare quelle elencate in H.3 b), c) e d) sono soggettealla disponibilità di stampi e materiali rappresentativi rispetto all’uso previsto.Se non è ragionevole rendere disponibile uno stampo e del materiale rappresentativi perla misura del rumore, questa dovrebbe essere effettuata a vuoto nelle condizioni seguen-ti:
- avviamenti ed arresti del ciclo con una frequenza non inferiore all’80% del numeromassimo ammissibile di inserimenti dell’innesto al minuto;
- velocità in colpi al minuto non inferiore all’80% della massima.Questa prova ha lo scopo di evidenziare l’emissione sonora della pressa stessa, senzal’influenza variabile di stampi diversi.
H.5 La procedura di collaudo fonometrico utilizzata per ottenere i valori di emissione sonoradovrebbe essere descritta indicando la procedura di misura ed i punti di misura scelti frale alternative elencate nella EN ISO 11202.
H.6 Si dovrebbe allegare uno schizzo di tutti i punti di misura indicando quelli nei quali sonostati registrati i livelli di pressione sonora, e la posizione normale dell’operatore (o deglioperatori). Può essere combinato con la descrizione della collocazione della pressa citatain 5.8.4.4 n).
H.7 Nelle condizioni operative specificate in H.3 a) e b) o in H.4, la durata delle misure dovreb-be protrarsi fino a quando il livello equivalente di pressione sonora con rete di pondera-zione A si è stabilizzato a meno di 1 dB(A):
a) lavorando in funzionamento continuooppure, se non è possibile,
b) lavorando in ciclo singolo, al numero inteso di cicli al minuto.

Pagina 66 di 68UNI EN 692:1997
APPENDICE J BIBLIOGRAFIA(informativa)
I seguenti riferimenti informativi corrispondono agli argomenti le cui norme sono in prepa-razione presso i Comitati Tecnici CEN ma la pubblicazione non è ancora disponibile.I relativi titoli e testi sono quindi soggetti a variazioni.
J.1 TC 114 WI 46 Sicurezza dei mezzi permanenti di accesso alle macchineed agli impianti industriali
Parte 1: Scelta di un mezzo fisso di accesso fra due livelli
Parte 2: Scale fisse con o senza gabbie di sicurezza e re-lativi mezzi di accesso sicuri
Parte 3: Scale, scale a pioli e parapetti
Parte 4: Piattaforme di lavoro e passerelle
Parte 5: Scale fisse ad un montante e scale fisse con ar-resto di caduta
J.2 TC 122 WI 45 Sicurezza del macchinario - Misure antropometriche - Re-quisiti ergonomici per la progettazione delle postazioni di la-voro delle macchine - Posizioni erette e sedute
J.3 TC 122 WI 50 Sicurezza del macchinario - Valutazione delle posizioni di la-voro in relazione alle macchine
J.4 TC 169 WI 3 Impianti d’illuminazione - Illuminazione artificiale - Illumina-zione del posto di lavoro
J.5 ISO/CD 230-5 Codice di collaudo per macchine utensili - Determinazionedell’emissione sonora
J.6 ISO/CD 8500 Rumore emesso dalle macchine utensili - Condizioni di fun-zionamento per presse meccaniche fino a 2 500 kN
J.7 EN 10130 Prodotti piani laminati a freddo, di acciaio a basso tenore dicarbonio, per imbutitura o piegamento a freddo - Condizionitecniche di fornitura

Pagina 67 di 68UNI EN 692:1997

La pubblicazione della presente norma avviene con la partecipazione volontaria dei Soci,dell’Industria e dei Ministeri.Riproduzione vietata - Legge 22 aprile 1941 Nº 633 e successivi aggiornamenti.
UNIEnte Nazionale Italianodi UnificazioneVia Battistotti Sassi, 11B20133 Milano, Italia
UNI EN 692:1997
PUNTI DI INFORMAZIONE E DIFFUSIONE UNI
Milano (sede) Via Battistotti Sassi, 11B - 20133 Milano - Tel. (02) 70024200 - Fax (02) 70105992Internet: www.unicei.it - Email: [email protected]
Roma Piazza Capranica, 95 - 00186 Roma - Tel. (06) 69923074 - Fax (06) 6991604Email: [email protected]
Bari c/o Tecnopolis CSATA Novus OrtusStrada Provinciale Casamassima - 70010 Valenzano (BA) - Tel. (080) 8770301 - Fax (080) 8770553
Bologna c/o CERMETVia A. Moro, 22 - 40068 San Lazzaro di Savena (BO) - Tel. (051) 6257511 - Fax (051) 6257650
Brescia c/o AQMVia Lithos, 53 - 25086 Rezzato (BS) - Tel. (030) 2590656 - Fax (030) 2590659
Cagliari c/o Centro Servizi Promozionali per le ImpreseViale Diaz, 221 - 09126 Cagliari - Tel. (070) 306877 - Fax (070) 340328
Catania c/o C.F.T. SICILIAPiazza Buonarroti, 22 - 95126 Catania - Tel. (095) 445977 - Fax (095) 446707
Firenze c/o Associazione Industriali Provincia di FirenzeVia Valfonda, 9 - 50123 Firenze - Tel. (055) 2707268 - Fax (055) 281616
La Spezia c/o La Spezia Euroinformazione, Promozione e SviluppoPiazza Europa, 16 - 19124 La Spezia - Tel. (0187) 728225 - Fax (0187) 777961
Napoli c/o Consorzio Napoli RicercheCorso Meridionale, 58 - 80143 Napoli - Tel. (081) 5537106 - Fax (081) 5537112
Torino c/o Centro Estero Camere Commercio PiemontesiVia Ventimiglia, 165 - 10127 Torino - Tel. (011) 6700511 - Fax (011) 6965456
Treviso c/o Treviso TecnologiaVia Roma, 4/D - 31020 Lancenigo di Villorba (TV) - Tel. (0422) 608858 - Fax (0422) 608866
Udine c/o CATASVia Antica, 14 - 33048 S. Giovanni al Natisone (UD) - Tel. (0432) 756289 - Fax (0432) 756914
Vicenza c/o Associazione Industriali Provincia di VicenzaPiazza Castello, 3 - 36100 Vicenza - Tel. (0444) 545573 - Fax (0444) 547318
Pagina 68 di 68
Recommended

















