
STERILISASI PRODUK SUSU CAIR INDOMILK (SCI)
PT INDOLAKTO FACTORY JAKARTA
LAPORAN KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat-syarat guna memperoleh gelar Sarjana
Teknologi Pertanian
Oleh:
Ignaz Dhiyan Pratita
NIM : 16.I1.0093
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
2019
i

ii
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas selesainya laporan kerja
praktek yang berjudul Sterilisasi Produk Susu Cair Indomilk (SCI) PT Indolakto Factory
Jakarta. Penulisan laporan kerja praktek ini bertujuan untuk memenuhi salah satu syarat
untuk mendapatkan gelar Sarjana Teknologi Pangan Fakultas Teknologi Pertanian di
Universitas Katolik Soegijapranata Semarang. Adapun kerja praktek ini sangat
bermanfaat bagi penulis karena dapat menambah pengetahuan, mempratikkan ilmu yang
terdapat di perkuliahan, dan menambah pengalaman dalam dunia kerja.
Dalam pelaksanaan kerja praktek ini tentunya penulis mendapatkan berbagai macam
kesulitan selama kerja praktek berlangsung, namun berkat arahan, bimbingan serta
dukungan dari berbagai pihak, maka penulis dapat menyelesaikan laporan kerja praktek
ini dengan lancar. Oleh karena itu penulis hendak mengucapkan banyak terima kasih
kepada :
1. Bapak Dr. R. Probo Y. Nugrahedi STP., M.Sc. selaku Dekan Fakultas Teknologi
Pertanian Universitas Katolik Soegijapranata Semarang.
2. Ibu Meiliana, S.Gz, M.S. selaku Dosen koordinator Kerja Praktek Fakultas
Teknologi Pertanian Universitas Katolik Soegijapranata tahun 2018/2019.
3. Ibu Dr. A. Rika Pratiwi. Msi selaku Dosen Pembimbing Kerja Praktek yang bersedia
meluangkan waktu, pikiran, tenaga, dan dengan sabar memberikan pengarahan dan
bimbingan selama penulis melaksanakan Kerja Praktek serta menyusun laporan kerja
praktek.
4. Ibu Etik yang telah membantu penulis memperoleh izin untuk melakukan Kerja
Praktek di PT Indolakto Factory Jakarta.
5. Ibu Evie Andreanti selaku pembimbing lapangan di Departemen Research and
Development yang telah memberikan ilmu, arahan, masukan, serta pengalaman
selama Kerja Praktek di PT Indolakto Factory Jakarta.
6. Pak Viktor selaku pembimbing lapangan Kerja Praktik yang telah membantu dan
membimbing penulis selama jalannya kerja praktek dan dalam pengerjaan laporan

iii
7. Pak Catur, Pak Sigit, dan Pak Eko di bagian produksi Susu Botol Steril yang telah
memberikan informasi mengenai alat-alat laboratorium dan metode analisis.
8. Bu Milka Sulistiawati, Kak Vero, Kak Restu, Bu Annisa, Bu Dewi, Bu Yohana, Bu
Rima, Bu Neni selaku tim Departemen Research and Development yang selalu
mendukung dan memberikan arahan-arahan selama Kerja Praktek.
9. Paraskevi dan Adelia Nabilla, sebagai teman seperjuangan selama Kerja Praktek di
PT Indolakto Factory Jakarta.
10. Staff Tata Usaha Fakultas Teknologi Pertanian yang telah membantu dalam bidang
administrasi dari awal sebelum Kerja Praktek hingga laporan Kerja Praktek ini
terselesaikan
11. Kedua orang tua, Kak Saktya, Tindra, dan keluarga yang banyak memberikan doa
serta dukungan kepada penulis selama kegiatan kerja praktek hingga penyusunan
laporan kerja praktek.
12. Seluruh pihak yang tidak dapat disebutkan satu per satu yang telah memberikan
dukungan dan bantuan hingga laporan Kerja Praktek ini dapat diselesaikan dengan
baik.
Dalam menulis laporan ini, penulis sangat menyadari apabila masih terdapat kekurangan
dalam proses menyelesaikan laporan Kerja Praktek ini. Oleh sebab itu penulis hendak
menyampaikan permohonan maaf jika dalam penulisan laporan ini terdapat kesalahan
atau kalimat yang kurang berkenan bagi pembaca. Dengan adanya pembuatan laporan ini,
penulis mengharapkan dan bersedia menerima adanya kritik dan saran dari pembaca, agar
kritik dan saran dari pembaca dapat memberi dampak positif bagi penulis untuk menjadi
semakin lebih baik. Akhir kata, penulis mengucapkan banyak terimakasih dan berharap
supaya laporan Kerja Praktek ini dapat bermanfaat dan dapat menambah wawasan dari
pembaca.
Semarang, 20 Mei 2019
Penulis
iv
DAFTAR ISI
HALAMAN PENGESAHAN ............................................................................................ i
KATA PENGANTAR ....................................................................................................... ii
DAFTAR ISI .................................................................................................................... iv
DAFTAR GAMBAR ........................................................................................................ vi
DAFTAR TABEL ........................................................................................................... vii
BAB I PENDAHULUAN ................................................................................................. 1
1.1. Latar Belakang Kerja Praktek ............................................................................. 1
1.2. Tujuan Kerja Praktek .......................................................................................... 1
1.3. Metode dan Kegiatan Kerja Praktek ................................................................... 1
1.4. Waktu dan Lokasi Kerja Praktek ........................................................................ 2
BAB II PROFIL PERUSAHAAN ..................................................................................... 3
2.1. Sejarah Perusahaan ............................................................................................. 3
2.2. Lokasi Perusahaan .............................................................................................. 4
2.3. Ketenagakerjaan .................................................................................................. 4
2.4. Visi, Misi, dan Nilai Perusahaan ........................................................................ 5
2.5. Logo Perusahaan ................................................................................................. 6
2.6. Struktur Organisasi ............................................................................................. 6
BAB III PRODUK ............................................................................................................ 8
3.1. Jenis Produk ........................................................................................................ 8
3.2. Proses Produksi Susu Botol Steril .................................................................... 12
3.2.1. Bahan baku Susu Botol Steril ............................................................................ 12
3.2.2. Proses Pembuatan Susu Botol Steril ................................................................. 14
BAB III DEPARTEMEN RESEARCH AND DEVELOPMENT ..................................... 17
4.1. Tahapan Launch Produk Baru .......................................................................... 18
4.1.1. Lab Scale ........................................................................................................... 18
4.1.2. Pilot Scale/ Pilot Plant ...................................................................................... 18
4.1.3. Industrial Trial .................................................................................................. 19
BAB V PENGARUH PERUBAHAN SUHU SV (Storage Vat) AUTOKLAF
TERHADAP F0 VALUE STERILISASI PRODUK SUSU BOTOL STERIL INDOMILK
PT INDOLAKTO FACTORY JAKARTA ...................................................................... 20

v
5.1. Latar Belakang .................................................................................................. 20
5.2. Tujuan ................................................................................................................ 23
5.3. Metode Analisa.................................................................................................. 23
5.4. Hasil Pengamatan .............................................................................................. 24
5.5. Pembahasan ...................................................................................................... 28
BAB VI KESIMPULAN & SARAN .............................................................................. 33
DAFTAR PUSTAKA ...................................................................................................... 34

vi
DAFTAR GAMBAR
Gambar 1. Logo PT. Indolakto .......................................................................................... 6
Gambar 2. Struktur Organisasi PT. Indolakto ................................................................... 7
Gambar 3. Produk Indomilk, CAP ENAAK, Tiga Sapi Sweet Condensed Milk (Susu
kental manis) ..................................................................................................................... 9
Gambar 4. Produk Indomilk Susu Botol Steril ................................................................ 10
Gambar 5. Produk Indomilk Ultra High Temperature (UHT) ........................................ 10
Gambar 6. Produk Mentega “Orchid” ............................................................................. 10
Gambar 7. Produk Indomilk Pasteurized Liquid Milk (PLM)......................................... 11
Gambar 8. Produk Indomilk Susu Bubuk ........................................................................ 11
Gambar 9. Diagram Alir Proses Produksi Susu Botol Steril ........................................... 16
Gambar 10. Struktur Organisasi Departemen Research and Development di PT. Indolakto
Factory Jakarta ................................................................................................................. 17
Gambar 11. Bentuk dan Bagian-Bagian dari Autoklaf .................................................... 21
Gambar 12. Grafik Hasil Trial Pengaruh Suhu SV (Storage Vat) 125°C Terhadap Nilai F0
pada Autoklaf F ............................................................................................................... 25
Gambar 13. Grafik Hasil Trial Pengaruh Suhu SV (Storage Vat) 112°C Terhadap Nilai F0
pada Autoklaf F. .............................................................................................................. 26
Gambar 14. Grafik Hasil Trial Pengaruh Suhu SV (Storage Vat) 110°C Terhadap Nilai F0
pada Autoklaf F. .............................................................................................................. 27

vii
DAFTAR TABEL
Tabel 1. Data Logger dari Trial Setiap Perubahan Suhu Storage Vat (SV) Terhadap Nilai
F0 ...................................................................................................................................... 27

1
BAB I
PENDAHULUAN
1.1.Latar Belakang
Pada masa-masa memasuki industri 4.0 ini, sangat diperlukan kecakapan tidak hanya
mengenai teori namun juga praktek yang dalam diterapkan melalui teori-teori yang sudah
ada dalam dunia kerja sesungguhnya. Sehingga mahasiswa Universitas Katolik
Soegijapranata. Selama masa perkuliahan, mahasiswa telah dibekali dengan berbagai
ilmu pangan dalam bentuk teori dan praktikum yang berkaitan serta aspek-aspek penting
yang meliputinya. Namun teori dan pratikum dalam perkuliahan harus dilengkapi dengan
praktek dan pengalaman nyata dalam industri pangan yang dapat diperoleh melalui
kegiatan kerja praktek. Kerja praktek merupakan salah satu kegiatan wajib bagi
mahasiswa agar mampu menerapkan berbagai ilmu dalam bidang pangan yang telah
didapat di bangku perkuliahan secara lebih nyata. Untuk memenuhi salah satu kegiatan
perkuliahan tersebut, maka PT. Indolakto dipilih sebagai tempat kerja praktek.
Perusahaan ini merupakan salah satu industri pangan yang bergerak di bidang usaha dairy
products dengan berbagai produk salah satunya susu Indomilk. Program kerja praktek ini
dijalankan di departemen Research and Development PT. Indolakto.
1.2. Tujuan Kerja Praktek
Kerja Praktek ini bertujuan untuk mengetahui proses produksi di PT Indolakto yang
difokuskan di produksi Susu Botol Steril skala industri dengan standar dan regulasi yang
sudah ditentukan, untuk mempelajari proses dan cara sterilisasi produk Susu Cair Steril
menggunakan autoklaf skala industri, serta memahami dan mempelajari bidang pekerjaan
Research and Development pada skala industri.
1.3. Metode dan Kegiatan Kerja Praktek
Kerja Praktek dilaksanakan dengan metode pengamatan langsung dan diskusi dengan
pembimbing lapangan (user) serta karyawan-karyawan yang terkait dengan topik dan
proyek yang diberikan oleh pembimbing lapangan. Kegiatan yang dilakukan oleh penulis
selama Kerja Praktek antara lain :
1. Induksi resmi perusahaan yang diberikan oleh departemen Human Resource
Development yang berkaitan dengan visi misi dan profil perusahaan serta

2
Safety Induction yang diberikan oleh departemen Safety Health and
Environment.
2. Plant tour untuk mengerti dan memahami tentang produksi dari PT. Indolakto
terutama produk yang akan dibahas pada proyek.
3. Terlibat langsung dalam uji Trial proyek yang diberikan.
4. Pengumpulan sampel dan data dari logger untuk uji perubahan suhu SV
(Storage Vat) autoklaf dari produksi Susu Botol Steril saat sterilisasi
menggunakan autoklaf.
5. Diskusi dengan pembimbing lapangan mengenai topik dan proyek yang
dikerjakan.
6. Studi pustaka dan regulasi yang terkait dengan topik dan proyek yang
dikerjakan.
1.4. Waktu dan Lokasi Pelaksanaan
Program Kerja Praktek dilaksanakan di PT. Indolakto Departemen Research and
Development cabang Factory Jakarta yang berlokasi di Jalan Raya Bogor Km 26,6
Gandaria, Kelurahan Pekayon, Kecamatan Pasar Rebo, Jakarta Timur, DKI Jakarta,
13710. KP dilaksanakan selama 22 hari kerja yang dimulai pada tanggal 7 Januari 2019
dan selesai pada tanggal 6 Februari 2019. Jam kerja selama Kerja Praktek adalah 5 hari
kerja, hari Senin hingga Jumat dengan 8 jam kerja dalam sehari dan 1 jam istirahat. Jam
kerja dimulai pada pukul 08.00 WIB dan berakhir pukul 17.00 WIB dengan jam istirahat
pukul 12.00 WIB hingga 13.00 WIB.

3
BAB II
PROFIL PERUSAHAAN
2.1.Sejarah Perusahaan
Awalnya perusahaan ini bernama PT. Australia Indonesian Milk Industries (PT.
Indomilk) yang didirikan pada tahun 1967 sebagai perwujudan Penanaman Modal Asing
(PMA) dan pelopor dalam pembuatan produk susu yaitu susu kental manis secara modern
di Indonesia. Sejalan dengan perkembangan usaha, Indomilk Dairy Group telah
melahirkan beberapa perusahaan yaitu PT. Indomilk, PT. Indomurni Dairy Industries, PT.
Ultrindo, PT. Indolakto dan PT. Indoeskrim. Pada permulaan tahun 1968 diadakan
pembelian sebidang tanah seluas 3 Ha yang terletak di Gandaria, Jakarta Timur, tepatnya
di Jalan Raya Jakarta-Bogor km 26,6. Kemudian pada tanggal 1 Mei 1968 dimulai
pekerjaan pondasi dengan luas bangunan yang berjumlah 10.728 m2, kemudian pada
akhir tahun 1969 dilakukan konstruksi bangunan pabrik. Pemasangan peralatan dan
mesin-mesin dimulai bulan Desember dan pada bulan Januari 1969 bangunan pabrik telah
siap dipakai. Peresmian pabrik dilaksanakan pada tanggal 5 Juli 1969 oleh Presiden
Soeharto. Pada tahun 1986 PT. INDOMILK memperoleh status PMDN (Penanaman
Modal Dalam Negeri) setelah terjadinya alih teknologi dan permodalan. Produk
berikutnya yang diluncurkan setelah perubahan status ini adalah susu kental manis CAP
ENAAK. Sejalan dengan perkembangan usaha, INDOMILK Dairy Group telah
melahirkan beberapa perusahaan dengan produknya masing-masing bersama dengan
2.651 karyawan. Berawal dengan 200 karyawan, kini menjadi lebih dari 900 orang, PT.
Indomilk memiliki kapasitas produksi yang jauh lebih meningkat, serta ragam produk
yang berkembang lebih banyak dan lebih lengkap. Pada awal produksinya, PT. Indomilk
hanya memproduksi susu kental manis dengan merk Indomilk plain dan coklat.
Pada tahun 1994 PT. Indomilk adalah perusahaan susu pertama di Indonesia yang
memperoleh rekomendasi untuk mencantumkan label “HALAL” pada semua produknya
setelah memenuhi persyaratan yang ditetapkan oleh Departemen Kesehatan dan
Departemen Agama RI dalam hal bahan baku, formulasi, pengolahan, peralatan, uji coba
kontaminasi dan radiasi, kebersihan sarana kerja, kontrol mutu, kemasan, dan penanganan
limbah. Untuk memperkuat sinergi dalam badan perusahaan, maka pada bulan April 2008
4
dilakukan merger terhadap PT. Indomilk, PT. Indomurni Dairy Industries, PT. Ultrindo,
PT. Indolakto dan PT. Indoeskrim ke dalam satu payung usaha, yaitu PT. Indolakto.
Perusahaan ini merupakan salah satu produsen terbesar produk susu di Indonesia,
termasuk susu kental manis, susu cair Ultra High Temperature (UHT) dan susu bubuk.
Selain itu, produksi lainnya adalah es krim, minuman yoghurt dan mentega. Tahun 2007,
PT. INDOLAKTO mendapatkan penghargaan Piagam Bintang Tiga Keamanan Pangan
(Food Star Award) dari Badan POM Republik Indonesia karena berprestasi dalam
menerapkan Manajemen Keamanan Pangan berdasarkan Sistem HACCP, ISO 22000
secara konsisten. PT. Indolakto juga telah mendapatkan sertifikat ISO sejak tahun 2000
hingga 2015.
Factory yang kedua yaitu Pandaan Factory terletak di Jalan Raya Lebak Sari Pandaan
Pasuruan Jawa Timur 67156, Factory yang ketiga yaitu Sukabumi & Ice cream Factory
dan tergabung dengan Factory Cicurug yang terletak di Jalan Raya Siliwangi Cicurug –
Sukabumi 43359 Jawa Barat, sedangkan Factory yang ke empat yaitu Purwosari Factory
Jalan Raya Purwosari Tejowangi – Purwosari Kabupaten Pasuruan 67162 dan Factory
yang terakhir yaitu Cikarang Factory berlamatkan di Jl. Kranji Blok F5 No.2A Delta
Silicon II, Lippo Cikarang - Bekasi 17550.
2.2. Lokasi Perusahaan
Lokasi dari PT. Indolakto cabang Factory Jakarta berada di Jalan Raya Bogor Km 26,6
Gandaria, Kelurahan Pekayon, Kecamatan Pasar Rebo, Jakarta Timur, DKI Jakarta,
dengan luas lahan sebesar 39,460 m2 dan luas bangunan sebesar 17.527 m2. PT. Indolakto
Factory Jakarta bergabung menjadi satu dengan Head Office PT. Indolakto sendiri dan
berlokasi satu kompleks dengan PT. Nutricia dan bergabung menjadi satu dengan Head
Office PT. Indolakto Factory Jakarta memproduksi olahan susu untuk didistribusikan ke
berbagai wilayah di Indonesia, mengingat produk butter hanya diproduksi di Indolakto
Factory Jakarta.
2.3. Ketenagakerjaan
PT. Indolakto cabang Factory Jakarta memiliki karyawan sebanyak kurang lebih 900
orang baik staff maupun non staff. Perusahaan ini memberlakukan jam kerja secara shift
5
dan non shift. Untuk satu shift bekerja selama 8 jam sehari. Dalam 1 hari, terdapat 3 shift,
yaitu shift pagi pukul 06.30-14.30, lalu dilanjutkan shift siang pukul 14.30-22.30, dan
shift malam pukul 22.30-06.30. Untuk pekerja shift bekerja selama 5 hari kerja dan 2 hari
libur. Sedangkan untuk pekerja non shift, bekerja selama 5 hari kerja dan 2 hari libur
dengan jam kerja 8 jam dan 1 jam istirahat dimulai dari pukul 08.00-17.00.
2.4. Visi, Misi dan Nilai Perusahaan
Visi yang dimiliki oleh PT. Indolakto adalah menjadi pemimpin pasar susu di Indonesia
dan membangun citra terkemuka di negara lain melalui produk-produk berkualitas dan
dengan menghasilkan produk-produk yang bermutu dan menyehatkan bagi anak bangsa
Indonesia. Misi yang dimiliki oleh PT. Indolakto yaitu menciptakan nilai tambah
perusahaan yang berkelanjutan dengan menghadirkan produk PT. Indolakto yang
berkualitas di seluruh dunia melalui manajemen usaha yang baik dan pemanfaatan
peluang kerjasama dengan pihak asing maupun dalam negeri dengan sebaik-baiknya. PT
Indolakto juga memilik prinsip kerja yang diterapkan yang terdiri dari:
• Tekad. PT. Indolakto mempunyai tekad untuk senantiasa agar keberadaannya
diperkuat dan ditingkatkan, menjadikan setiap keluarga Indonesia keluarga Indomilk,
sehingga produk PT. Indolakto tersedia di setiap rumah tangga dan turut
mencerdaskan anak bangsa.
• Efisiensi dan kompetensi. PT. Indolakto akan senantiasa meningkatkan efisiensi
dengan menggali teknologi dan cara kerja baru dan meningkatkan kompetensi
karyawan.
• Kepuasan. Pelanggan Kepuasan pelanggan bagi PT. Indolakto memegang peraanan
besar, perusahaan berusaha untuk selalu memenuhi kebutuhan pelanggan. Dimana
ada pelanggan, disana pula produk PT. Indolakto harus ditampilkan. Dimana ada
pelanggan belum ada, disanalah pelanggan baru harus diciptakan.
• Manfaat dan keuntungan Bersama. Kegiatan PT. Indolakto adalah berusaha untuk
memperoleh manfaat dan keuntungan bersama. PT. Indolakto didukung dan oleh
karenanya PT. Indolakto harus mendukung lingkungan dimana pun berada.
6
2.5. Logo Perusahaan
Logo PT. Indolakto Factory Jakarta yang terdapat pada Gambar 1 terdiri dari warna merah
dan warna biru dan juga dilengkapi dengan pencitraan grafis meliputi warna dan huruf.
Gambar 1. Logo PT Indolakto.
Sumber : www.indomilk.com (2019)
2.6. Struktur Organisasi
PT. Indolakto Factory Jakarta memiliki 11 departemen yang di pimipin oleh seorang
factory manager. Kesebelas departemen tersebut antara lain Departemen Produksi, PPIC
(Production Planning and Inventory Control), Departemen Purchasing, Departemen
Continuous Improvement, Departemen SHE (Safety Health and Environment),
Departemen Gudang, Departemen Engineering, Departemen Finance, Departemen
Human Resource, dan Departemen Quality. Sedangkan departemen R&D dikepalai oleh
seorang General Manager dan Quality Management yang berada di bawah Corporate
R&D. Sehingga departemen ini tidak secara langsung berada di bawah kepemimpinan
factory manager PT. Indokuat Sukses Makmur melainkan di bawah naungan PT.
Indolakto. Struktur organisasi yang terdapat di PT. Indokuat Sukses Makmur dapat dilihat
pada Gambar 2.

7
Gambar 2. Struktur Organisasi PT. Indolakto
Sumber : dokumen pribadi (2019)

8
BAB III
SPESIFIKASI PRODUK
Jenis Produk
PT. Indolakto memproduksi berbagai macam jenis olahan dairy product dengan berbagai
macam merek dan varian rasa. Untuk PT Indolakto sendiri memproduksi 9 jenis olahan
dairy product, namun untuk Indolakto Factory Jakarta hanya memproduksi 6 jenis saja.
Untuk produk es krim (Indoeskrim), susu multi-cereal (Good to Go), dan susu milkuat
(Indokuat) tidak diproduksi di Indolakto Factory Jakarta. Gambar produk dapat dilihat
pada Gambar 3. Produk-produk yang diproduksi di pabrik Indolakto Factory Jakarta
adalah:
1. Sweet Condensed Milk (SKM)
Sweet Condensed Milk atau sering disebut Susu Kental Manis (SKM) merupakan
produk susu berbentuk cairan kental yang diperoleh dari susu segar yang dievaporasi
sehingga kadar air nya menjadi lebih rendah dan diolah dengan sistem pengolahan
yang modern, yang ditambahkan gula, lemak nabati dan bahan pangan lainnya.
Produk SKM dari PT. Indolakto adalah Indomilk, CAP ENAAK, dan Tiga sapi.
2. Susu Botol Steril
Susu cair steril Indomilk adalah produk susu cair yang diperoleh dari susu segar yang
dipanaskan pada suhu tidak kurang dari 100 derajat selama waktu yang cukup untuk
mencapai keadaan steril dan dikemas dalam botol plastik transparan yang kedap
udara sehingga dapat bertahan lama tanpa bahan pengawet.
3. Mentega
Selain memproduksi susu cair dan kental manis, PT. Indolakto juga memproduksi
butter/mentega yang merupakan produk olahan lanjut dari susu. Produk mentega
hanya diproduksi dari PT. Indolakto Factory Jakarta. Produk mentega lalu dikemas
dalam kemasan kaleng. Produk mentega dari PT. Indolakto yaitu Orchid Butter.
4. Susu Ultra High Temperature (UHT)
Susu Indomilk UHT merupakan susu dalam kemasan kotak siap minum diolah
dengan proses sterilisasi HTST (High Temperature Short Time), dipanaskan pada
suhu 140-145º Celcius selama 4 detik yang akan membunuh bakteri jahat. Proses ini
membuat susu bisa disimpan hingga 9 bulan. Susu Indomilk UHT dibuat dengan susu
segar. Produk dikemas dalam kemasan tetra pack.

9
5. Susu Pasteurized Liquid Milk (PLM)
Susu PLM merupakan susu cair segar yang dalam prosesnya terdapat proses
pasteurisasi suhu 120º Celcius selama kurang lebih 15 detik. Karena proses
pengolahannya tidak mengalami sterilisasi, produk memiliki kandungan gizi yang
tinggi namun menjadi lebih rentan rusak. Produk harus disimpan pada chiller dan
dikemas dengan pengemas tetra rex.
6. Susu bubuk
Susu bubuk merupakan susu cair murni yang dikeringkan menggunakan spray drying
sehingga produk berubah menjadi padatan berbentuk bubuk. Proses pengeringan
dilakukan agar produk mempunyai umur simpah yang lebih lama. Produk dikemas
dalam pengemas karton.
Gambar 3. Produk Indomilk, CAP ENAAK, dan Tiga Sapi Sweet Condensed Milk
(Susu kental manis)
Sumber : dokumen pribadi (2019)

10
Gambar 4. Produk Indomilk Susu Botol Steril
Sumber : dokumen pribadi (2019)
Gambar 5. Produk Indomilk Ultra High Temperature (UHT)
Sumber : dokumen pribadi (2019)
Gambar 6. Produk Mentega “Orchid”
Sumber : dokumen pribadi (2019)

11
Gambar 7. Produk Indomilk Pasteurized Liquid Milk (PLM)
Sumber : dokumen pribadi (2019)
Gambar 8. Produk Indomilk Susu Bubuk
Sumber : dokumen pribadi (2019)

12
3.2. Proses Produksi Susu Botol Steril
3.2.1. Bahan Baku Susu Botol Steril
Bahan- bahan baku yang digunakan untuk memproduksi susu botol steril adalah :
• Air
Air yang baik digunakan adalah air yang bebas dari bakteri patogen dan zat – zat
kimia berbahaya, jernih, tidak berwarna, dan tidak berbau. Air dalam proses
produksi digunakan sebagai bahan baku utama, pelarut bahan-bahan seperti
pembuatan stabilizer dan pembuatan larutan cokelat serta digunakan pada proses
mixing. Sebelum digunakan, ada water treatment terlebih dahulu untuk memenuhi
standar mutu air minum
• Susu sapi segar
Susu sapi segar yang digunakan merupakan susu sapi yang telah lolos proses
penyeleksian dari peternakan maupun saat penerimaan raw material di pabrik.
Susu merupakan bahan utama yang digunakan sehingga mendapatkan perhatian
sangat khusus, mengingat susu juga merupakan bahan yang mudah rusak. Susu
yang telah lolos proses penyeleksian kemudian akan ditransfer menuju divisi
produksi masing-masing.
• Gula
Gula yang digunakan merupakan gula kristal rafinasi. Gula rafinasi merupakan
gula yang diolah dari bahan baku gula mentah (raw sugar) yang melalui tahapan
proses penyulingan, penyaringan, dan pembersihan lebih ketat dibandingkan
dengan gula kristal putih. Selain sebagai pemanis, gula dapat berfungsi sebagai
pengawet. Hal ini disebabkan karena gula memiliki daya larut yang tinggi
sehingga mikroorganisme sulit untuk hidup karena aktivitas air (Aw) yang rendah.
Gula juga dapat meningkatkan kualitas sensori dari segi tekstur dan rasa produk.
• Susu skim bubuk
Susu skim bubuk merupakan susu yang mengandung protein tinggi dengan lemak
yang rendah. Susu skim bubuk merupakan sumber protein hewani yang dapat
memberikan rasa dan aroma serta memperbaiki tekstur produk akhir.

13
• Cokelat bubuk
Cokelat bubuk berfungsi sebagai pemberi warna dan flavor pada minuman
mengandung susu cokelat. Kehalusan cokelat bubuk dapat mempengaruhi
kestabilan dan mouthfeel dari produk.
• Lemak susu
Lemak susu merupakan bahan yang berfungsi sebagai penambahn tekstur susu.
Lemak susu juga berperan sebagai penambah lemak dalam susu. Lemak susu
hanya ditambahkan dalam jumlah yang sedikit.
• Penstabil nabati
Bahan tambahan makanan ini berfungsi menjaga struktut makanan dan
menstabilkan emulsi yang terbentuk pada produk. Bahan ini juga ditambahkan
agar tidak terjadi pemisahan antara lapisan minyak dengan komponen lainnya.
• Perisa sintetik
Flavor merupakan suatu komponen yang dapat memperbaiki dan menambah rasa
dan aroma. Flavor yang digunakan dalam produk ada 2 jenis yaitu flavor identik
dan flavor artifisial. Senyawa flavor identik alami adalah senyawa flavor yang
diperoleh secara sintesis atau diisolasi melalui proses kimia dari bahan baku
aromatik alami dan secara kimia identik dengan senyawa yang ada dalam produk
alami dan ditujukan untuk konsumsi manusia, baik setelah diproses atau tidak.
Senyawa flavor artifisial adalah senyawa flavor yang disintesis secara kimia yang
belum teridentifikasi dalam produk alami dan ditujukan untuk konsumsi manusia,
baik setelah diproses atau tidak.
• Pewarna
Pewarna digunakan untuk memperkuat sensori warna pada susu, khususnya untuk
susu botol steril varian rasa selain coklat seperti melon dan strawberry. Pewarna
yang digunakan adalah pewarna makanan yang aman untuk dikonsumsi.
• Vit A, D3, B1, B6
Premix Vitamin merupakan campuran vitamin A, D3, B1, dan B6 dengan
konsentrasi tertentu sesuai standar pemakaian. Kegunaan penambahan premix
vitamin ini adalah untuk meningkatkan kandungan vitamin dalam produk

14
3.2.2. Proses Pembuatan Susu Botol Steril
Dalam membuat susu botol steril terdapat beberapa langkah yang harus dilakukan.
Langkah-langkah tersebut harus dilakukan secara aseptis. Di bawah ini merupakan proses
pembuatan susu botol steril. Proses produksi akan diperjelas dengan diagram alir.
Diagram alir proses produksi dapat dilihat pada gambar 4.
• Penimbangan bahan baku
Raw material yang sudah diformulasikan oleh R&D dan dihitung oleh bagian
Quality Assurance (QA), kemudian diserahkan ke bagian raw material untuk
ditimbang. Raw material yang sudah ditimbang, diserahkan ke bagian produksi
untuk proses selanjutnya.
• Pencampuran & Homogenizer
Tahap awal pencampuran adalah pencampuran bahan-bahan kering, seperti susu
sapi segar, susu skim bubuk, krimer nabati, pati termodifikasi, dan bahan-bahan
lain. Proses pencampuran ini dilakukan selama 15 menit dengan suhu 28–30°C.
Setelah 15 menit, dilakukan pencampuran kedua dengan menambahkan larutan
cokelat, flavor, minyak nabati, dan vitamin. Proses pencampuran dilakukan
dengan suhu 30-40°C selama 15 menit. Pencampuran ini dilakukan sebanyak dua
kali agar bubuk coklat larut terlebih dahulu sehingga bisa lebih homogen.
Kemudian produk disirkulasi melalui strainer untuk dilakukan penyaringan. Alat
ini berfungsi untuk menyaring kontaminasi fisik yang terbawa pada saat proses
sebelumnya atau dari raw material. Produk kemudian disirkulasi dan didinginkan
melalui plate cooler sampai suhu 10°C - 3°C untuk masuk ke silo.
• Pasteurisasi (85-75°C, 30 dtk), Filling dan Sealing
Sebelum melakukan proses filling dan sealing, susu cair yang sudah
terhomogenisasi akan dipasteurisasi terlebih dahulu. Proses pasteurisasi
berlangsung tepat sesaat sebelum filling. Proses ini bertujuan agar susu tetap
terjaga dan mencegah kontaminasi selama proses filling. Lalu proses dilanjutkan
dengan filling dan sealing botol pengemas dilakukan setelah botol telah berhasil
difilling.
• Sterilisasi
Proses sterilisasi merupakan proses yang paling penting dalam proses produksi
susu botol steril. Sesuai dengan namanya, susu yang telah difilling dan disealing

15
dengan sempurna akan mengalami proses sterilisasi. Sterilisasi bertujuan untuk
mensterilkan susu di dalam kemasan dan menjaga susu terjaga serta
menghilangkan kemungkinan kontaminasi yang merusak susu. Proses sterilisasi
dilakukan pada suhu setting 124°C selama ±10 menit.
• Coding and Labelling
Setelah botol disterilisasi pada mesin autoklaf, botol selanjutnya dijalankan di atas
conveyor untuk proses coding dan labelling. Botol akan dicoding dan labelling
ketika botol tidak mengalami kerusakan atau botol penyok. Label berupa plastik
yang mengelilingi botol berisi informasi mengenai produk serta coding yang telah
disesuaikan dengan kode dan waktu produksi produk tersebut.
• Pengemasan karton
Produk yang sudah dikemas dijalankan di atas conveyor kemudian dilakukan
pengepakan ke karton secara manual. Satu karton berisi 24 botol. Setelah
dimasukkan dalam karton, produk dilewatkan pada top sealin. Kode produksi dan
tanggal kadaluarsa diprint secara otomatis pada karton. Produk kemudian dibawa
ke bagian finish good untuk disusun di pallet dan masuk warehouse.
• Penggudangan
Produk yang telah dikemas dalam karton disusun di atas pallet. Sebelum produk
masuk ke gudang maupun akan keluar dari gudang untuk didistribusikan, produk
dicek terlebih dahulu oleh QC. Pengecekan berupa tes fisik, kimia, dan
mikrobiologi. Sistem pengeluaran produk, menggunakan prinsip first expired first
out (FEFO).

16
Gambar 9. Diagram Alir Proses Produksi Susu Botol Steril
Sumber : dokumen pribadi (2019)
Penimbangan bahan baku
Pencampuran
Homogenizer
Pasteurisasi (85-75, 30 dtk)
Filling dan Sealing
Sterilisasi
Coding and Labelling
Pengemasan karton
Penggudangan
Pengemas primer (Botol plastik)
Air, susu sapi
segar, gula, susu
skim bubuk,
cokelat bubuk,
lemak susu,
penstabil nabati,
perisa sintetik,
pewarna

17
BAB IV
DEPARTEMEN RESEARCH AND DEVELOPMENT
Proses produksi merupakan proses yang dilakukan untuk menghasilkan suatu produk
yang dinginkan dengan bahan baku yang ada. Proses produksi yang dilakukan setiap hari
tidak sama tergantung pada permintaan pasar, dan yang bertugas untuk merancang jadwal
produksi tersebut adalah bagian PPIC. Salah satu departemen yang sangat berpengaruh
dalam proses produksi adalah departemen Research And Development. Departemen R&D
merupakan sebuah tim yang bertugas melakukan penelitian, pengembangan formula,
kemasan, serta produk. Kegiatan penelitian yang dilakukan di departemen R&D dimulai
setelah tim marketing perusahaan melakukan riset pasar mengenai kualitas dari produk
yang di inginkan konsumen serta trend yang sedang terjadi di lingkungan masyarakat.
Selain melanjutkan hasil riset pasar tim marketing, tim R&D juga memiliki tugas untuk
menguji dan meningkatkan kualitas bahan baku alternatif yang ditawarkan oleh pihak
pemasok baru serta proses produksi agar lebih efektif. Setelah mendapatkan projek,
dilakukan tiga tahap penelitian yang meliputi Lab Scale, Pilot Scale/ Pilot Plant, dan
Industrial Trial. Berikut bagan organisasi departemen Research And Development di PT.
Indolakto Factory Jakarta :
Gambar 10. Struktur Organisasi Departemen Research And Development di
PT. Indolakto Factory Jakarta
Sumber : dokumen pribadi (2019)

18
4.1. Tahapan Launch Produk Baru
4.1.1. Lab Scale
Secara garis besar, formulasi skala laboratorium atau lab scale merupakan proses
produksi yang dilakukan oleh tim R&D dalam skala kecil, namun secara garis besar
menyerupai alur produksi dari skala pilot dan skala industri. Proses formulasi pada skala
laboratorium ini dilakukan untuk langkah awal dalam pengembangan produk baru
maupun untuk mencari bahan alternatif dalam pembuatan produk. Proses ini dilakukan
untuk memastikan bahwa produk yang diuji nantinya dapat direalisasikan dan diterima
oleh calon konsumen. Kemudian untuk menguji apakah produk yang dihasilkan dari
produksi skala laboratorium ini diterima dengan baik, maka dilakukan uji organoleptik
triangle test dan preference test kepada minimal 30 orang panelis. Sampel yang
digunakan dalam uji ini adalah sampel Milkuat bantal hasil formulasi dan Milkuat bantal
yang sebenarnya. Uji triangle ini dikatakan berhasil apabila para panelis tidak dapat
membedakan antara produk existing dari Milkuat bantal dengan produk hasil formulasi
skala laboratorium. Apabila produk hasil formulasi berhasil, maka akan dilanjutkan
dengan percobaan skala pilot
4.1.2. Pilot Scale/Pilot Plant
Tahap kedua adalah pilot scale/ pilot plant. Produksi skala pilot merupakan sistem
produksi dalam skala kecil yang dilaksanakan untuk memperoleh informasi mengenai
desain sistem produksi hasil formulasi dalam skala besar ke depannya. Tujuan
dilakukannya produksi skala pilot ini adalah untuk mengurangi risiko yang mungkin
terjadi selama proses produksi skala besar atau skala industri. Selain itu, produksi skala
pilot ini lebih murah secara ekonomi untuk dijadikan percobaan dibandingkan dengan
produksi skala besar. Segala hambatan dan kemungkinan kegagalan produk masih dapat
diatasi melalui hasil evaluasi dari skala pilot ini.
Produksi skala pilot merupakan tahap pertengahan dalam proses pengembangan produk
baru. Dengan adanya tahap pilot, kita dapat memperoleh informasi yang dapat membantu
mengambil keputusan untuk pengembangan proses skala industri. Tahap ini merupakan
jembatan untuk mendesain proses produksi skala besar karena produksi skala industri
sendiri akan lebih sulit dirancang langsung dari tahap laboratorium. Dari hasil skala pilot
ini, departemen R&D akan pengujian mutu produk secara berkala. Produk-produk ini

19
nantinya juga diberi beberapa perlakuan yang berbeda, seperti penyimpanan di dalam
oven suhu 40oC dan lemari pendingin pada suhu 4oC. Pengujian mutu produk dilakukan
per minggu dan dibandingkan dengan sampel yang disimpan di dalam oven dan lemari
pendingin. Dari hasil pengujian mutu produk tersebut, akan ditentukan apakah produk
terebut dapat diproduksi dalam skala industri.
4.1.3. Industrial Trial
Tahap yang ketiga adalah industrial trial. Pada tahap ini akan dilakukan proses produksi
dengan menggunakan alat-alat di bagian produksi mulai dari persiapan bahan baku,
penuangan bahan baku, pencampuran, sterilisasi UHT, aseptic filling, dan pengepakan.
Hasil produksi skala industri ini juga akan dipantau oleh tim R&D selama proses
penyimpanan. Produk-produk yang ada akan diamati per minggu dan per bulan sesuai
dengan tanggal, jam produksi, nomor mesin, dan kode produksi. Sampel produk yang
akan diuji diberi perlakuan yang berbeda. Pada uji bulanan, produk akan disimpan pada
suhu ruang. Sedangkan pada uji mingguan, produk akan disimpan di dalam oven (40oC).
Kedua sampel hasil perlakuan tersebut nantinya akan dibandingkan dengan sampel yang
disimpan di dalam lemari pendingin (4oC).

20
BAB V
TUGAS KHUSUS : “PENGARUH PERUBAHAN SUHU SV (Storage Vat)
AUTOKLAF TERHADAP F0 VALUE STERILISASI PRODUK SUSU BOTOL
STERIL INDOMILK PT INDOLAKTO FACTORY JAKARTA”
5.1. Latar Belakang
Topik yang saya angkat pada Kerja Praktek ini adalah trial yang dilakukan oleh
departemen Research and Development PT. Indolakto pada produk Susu Botol Steril atau
oleh perusahaan sering disebut juga dengan Susu Cair Indomilk (SCI) yang berfokus pada
proses sterilisasi oleh autoklaf untuk produk. Trial dilakukan karena pada beberapa
produk yang mengalami way off denaturasi protein pada retain sampel (sampel
pembanding) di umur simpan tiga bulan dan nilai F0 yang tidak stabil dan bernilai cukup
tinggi pada setiap autoklafnya. Sehingga trial dilakukan untuk mencari solusi yang tepat
pada permasalahan di atas dengan melakukan beberapa perlakuan salah satunya dengan
perubahan suhu Storage Vat (SV).
Produk susu botol steril dalam prosesnya harus disterilisasi dulu setelah proses filling dan
sealing untuk memperpanjang umur simpannya, sehingga tahap sterilisasi sendiri
merupakan bagian terpenting dari proses produksi susu botol steril. Sterilisasi
didefinisikan sebagai proses mematikan atau membunuh semua spora bakteri dan semua
mikroorganisme yang hidup. Panas merupakan salah satu metode yang paling diandalkan
dalam sterilisasi. Salah satu alat sterilisator yang menggunakan metode panas bertekanan
adalah autoklaf. Autoklaf adalah suatu alat pemanas yang tertutup dan digunakan untuk
mensterilisasi suatu benda menggunakan uap bersuhu dan bertekanan tinggi (121°C, 15
lbs) selama kurang lebih 15 menit. Penurunan tekanan pada autoklaf tidak dimaksudkan
untuk membunuh mikroorganisme, melainkan meningkatkan suhu dalam autoklaf. Suhu
yang tinggi inilah yang akan membunuh mikroorganisme (Bayu, et al, 2017). PT
Indolakto sendiri memiliki 6 autoklaf yang masih aktif, yaitu autoklaf A, C, D, E, F, dan
G yang masing-masing berkapasitas 4 keranjang yang setiap keranjangnya terdiri dari 5
lapis. Setiap mesin autoklaf mampu menampung sebanyak 3.480 botol. Pada autoklaf
sendiri terdapat 2 bagian utama, yaitu Storage Vat (SV) dan Processing Vat (PV). Storage
vat merupakan tangki yang digunakan untuk menampung air panas yang digunakan untuk

21
proses sterilisasi, sedangkan processing vat merupakan tangki yang digunakan untuk
menampung susu botol yang sudah disusun pada keranjang dan setiap layernya yang akan
mengalami proses sterilisasi dari air panas pada storage vat. Bentuk dari autoklaf dapat
dilihat pada Gambar 6. Prinsip mesin autoklaf adalah membunuh endospora, yaitu sel
resisten yang diproduksi oleh bakteri, sel ini tahan terhadap pemanasan, kekeringan, dan
antibiotik (Bayu, et al, 2017). Proses utama autoklaf yaitu mensterilkan produk yang
terdapat pada PV dengan menggunakan air panas yang telah disesuaikan suhunya pada
SV, lalu air panas akan mengalir ke dalam PV hingga suhu di PV mencapai suhu setting.
Suhu setting merupakan suhu yang harus dicapai oleh mesin autoklaf, tepatnya pada PV
dengan waktu yang telah ditentukan. Proses sterilisasi berjalan setelah suhu PV mencapai
suhu setting.
Gambar 11. Bentuk dan Bagian-Bagian dari Autoklaf.

22
Proses autoklaf dimulai dengan menyusun botol susu ke dalam keranjang dan layer, yang
kemudian dimasukkan ke dalam Processing Vat. Setelah botol dimasukkan, lalu pintu
tangki ditutup dan dikunci Sebelum memulai proses sterilisasi, suhu setting diatur dan
waktu sterilisasi saat suhu setting diatur. Tahap pertama adalah heating SV, yaitu
memanaskan air hingga suhu yang ditentukan yang berada di SV untuk proses sterilisasi
di PV. Lalu tahap selanjutnya adalah filling PV, air SV yang telah dipanaskan lalu mulai
dimasukkan kedalam PV untuk memulai proses sterilisasi. Setelah air masuk ke dalam
PV, pemanasan air di dalam PV akan berlanjut hingga mencapai suhu setting. Ketika suhu
di dalam PV mencapai suhu setting, maka suhu di dalam PV akan ditahan selama waktu
yang telah ditentukan. Ketika nilai F0 meningkat dan holding time telah tercapai, maka
akan masuk dalam proses cooling. Air masuk ke dalam PV dan suhu di dalam PV turun
hingga mencapai suhu ruang. Ketika suhu di dalam PV mencapai suhu ruang, keranjang
akan dikeluarkan dan dilanjutkan untuk proses selanjutnya. Proses sterilisasi harus
memperhatikan nilai F0 pada PV selama holding time. Sesuai dengan regulasi yang
ditetapkan oleh BPOM nomor 24 tahun 2016 Tentang Persyaratan Pangan Steril
Komersial menyatakan bahwa proses sterilisasi komersial harus memberikan nilai F0
sekurang-kurangnya 3,0 menit dihitung terhadap spora Clostridium Botulinum. Nilai F0
bergerak ketika suhu mendekati dengan suhu setting.
Denaturasi protein adalah perubahan struktur protein yang pada keadaan terdenaturasi
penuh, hanya struktur primer protein saja yang tersisa, protein tidak lagi memiliki struktur
sekunder, tersier, dan kuartener (Elviani, 2013). Suhu pemanasan yang terlalu tinggi
maupun suhu pendinginan yang terlalu rendah dapat menyebabkan denaturasi protein dan
penggumpalan (Arini, 2017). Denaturasi protein pada susu botol steril terjadi ketika suhu
di dalam PV terlalu tinggi sehingga menyebabkan botol penyok dan susu di dalam botol
mengalami denaturasi. Denaturasi protein menyebabkan protein mengalami way off
denaturasi dan munculnya koagulasi. Protein yang terdenaturasi akan berkurang
kelarutannya, yang pada akhirnya protein akan menggumpal atau mengendap.
Kekentalan akan bertambah karena molekul mengembang menjadi asimetrik
(Chairunnisa, 2009).

23
5.2. Tujuan
Mengetahui pengaruh perubahan suhu SV (Storage Vat) autoklaf terhadap nilai F0 pada
proses sterilisasi produk Susu Botol Steril. Sesuai dengan peraturan dan regulasi yang
ditetapkan BPOM bahwa proses sterilisasi komersial harus memberikan nilai F0
sekurang-kurangnya 3,0 menit dihitung terhadap spora Clostridium Botulinum.
Perubahan suhu SV pada autoklaf diharapkan mampu menstabilkan nilai F0 pada setiap
mesin autoklaf serta menurunkan variansi nilai F0. Penurunan nilai F0 juga diharapkan
mampu meningkatkan safety pada proses sterilisasi, menghemat energi untuk sterilisasi,
mengurangi kemungkinan terjadinya denaturasi protein, dan meningkatkan kualitas
produk Susu Cair Indomilk (SCI).
5.3. Metode Analisa
Pengamatan yang dilakukan pada trial kali ini adalah menguji “PENGARUH
PERUBAHAN SUHU SV (Storage Vat) AUTOKLAF TERHADAP F0 VALUE
STERILISASI PRODUK SUSU BOTOL STERIL PT INDOLAKTO FACTORY
JAKARTA” dengan cara menganalisa suhu pada produk yang berada di dalam PV
(Processing Vat) autoklaf pada saat proses sterilisasi. Pada trial kali ini, digunakan alat
bernama data logger autoklaf. Data logger pada autoklaf adalah alat yang digunakan
untuk merekam atau memonitor suhu di dalam autoklaf (Bayu, et al, 2017). Trial
dilakukan langsung pada skala Industrial trial dan trial dilakukan setiap hari pada 1 mesin
autoklaf dengan 3 kali ulangan atau 3 kali batch sterilisasi. Logger diletakkan pada setiap
keranjang dan berada pada layer 3. Perlakuan yang dilakukan untuk mesin autoklaf adalah
perubahan suhu Storage Vat (SV) dengan suhu 125°C, 112°C, dan 110°C. Sedangkan
suhu setting berada di 123°C dan dengan lama holding time 10 menit.
Cara pengoperasian data logger autoklaf dimulai dengan kalibrasi alat logger untuk durasi
waktu yang akan diukur, rentang suhu yang akan diukur, dan selang jeda waktu
pengambilan data suhu yang akan diukur. Logger yang telah mengalami proses sterilisasi
akan diambil dari dalam botol saat keluar dari mesih autoklaf, dan akan dibaca oleh
reader dari alat logger tersebut. Data yang didapat dari logger adalah suhu dengan rentang
setiap 30 detik. Data yang didapat dari logger lalu dihitung dengan rumus LR (Lethality
Rate) dan nilai F0 :

24
LR = 10𝑇−250
𝑧
Keterangan:
LR : Lethality Rate
T : Suhu (°F)
250 : Suhu sterilisasi (121°C/250°F)
Z : Perubahan suhu yang diperlukan untuk menurunkan nilai D sebanyak 1 siklus
(10°C/18°F)
F0 = (𝐿𝑅(1)+𝐿𝑅(2)
2) 𝑥 ∆𝑡
Keterangans:
F0 : Waktu yang dibutuhkan untuk membunuh mikroba target pada suhu tertentu
LR(1) : Lethality Rate dari F0 yang dicari
LR(2) : Lethality Rate setelah F0 yang dicari
∆t : Jarak waktu LR(1) ke LR(2) (Kusnandar, et al, 2015)
Untuk menentukan efek letalitas pada suatu suhu, maka didefinisikan nilai letal rate (LR).
Nilai LR adalah efek letalitas pada suhu tertentu dibandingkan dengan suhu standar
standar (Kusnandar, et al, 2015). Nilai LR suatu proses sterilisasi dapat dihitung dengan
mengkonversikan waktu proses pada suhu-suhu tertentu ke waktu ekuivalen pada suhu
standar. Kecukupan proses termal untuk membunuh mikroba target hingga pada level
yang diinginkan dinyatakan dengan nilai F0. Secara umum nilai F0 didefinisikan sebagai
waktu (biasanya dalam menit) yang dibutuhkan untuk membunuh mikroba target hingga
mencapai level tertentu pada suhu tertentu. Nilai F0 biasanya menyatakan waktu proses
pada suhu standar (Kusnandar, et al, 2015). Analisa dan perhitungan nilai LR (Lethality
Rate) dan F0 pada proses sterilisasi di dalam autoklaf dilakukan pada mesin autoklaf F
dan sudah sesuai dengan SOP (Standar Operation Procedure) dan regulasi dari BPOM
yang berlaku.
5.4. Hasil Pengamatan
Hasil trial pengaruh perubahan suhu Storage Vat (SV) 125°C terhadap nilai F0 dapat
dilihat pada Gambar 7.

25
Gambar 12. Hasil Trial Pengaruh Suhu SV (Storage Vat) 125°C Terhadap Nilai
F0 pada Autoklaf F.
Pada Gambar 7. diatas, dapat dilihat grafik pengaruh suhu SV (Storage Vat) 125°C
terhadap nilai F0 pada mesin autoklaf F untuk proses sterilisasi susu botol steril. Pada
perlakuan trial ini terdapat tiga kali pengulangan atau tiga kali batch. Letak alat logger
yang dipasangkan terdapat pada setiap keranjang dengan jumlah 4 keranjang dan setiap
layer dengan jumlah 4 layer pada setiap keranjang dengan didalam mesin autoklaf. Pada
batch pertama, nilai F0 terendah yang didapat adalah 12,738 pada keranjang ketiga dan
tertinggi 13,501 pada keranjang keempat. Pada batch kedua, nilai F0 terendah yang didapat
adalah 15,235 pada keranjang keempat dan tertinggi 15,994 pada keranjang pertama.
Pada batch ketiga, nilai F0 terendah yang didapat adalah 11,898 pada keranjang keempat
dan tertinggi 12,530 pada keranjang pertama.
Hasil trial pengaruh perubahan suhu Storage Vat (SV) 112°C terhadap nilai F0 dapat
dilihat pada Gambar 8.
13,253 13,30912,738
13,501
15,994 15,95015,621
15,235
12,530 12,48912,153 11,898
11,000
12,000
13,000
14,000
15,000
16,000
17,000
18,000
19,000
K1L3 K2L3 K3L3 K4L3
F0 V
alu
e
Keranjang dan Layer
F0 Value pada suhu SV autoklaf 125°C
Batch 1
Batch 2
Batch 3

26
Gambar 13. Hasil Trial Pengaruh Suhu SV (Storage Vat) 112°C Terhadap Nilai
F0 pada Autoklaf F.
Pada Gambar 8. diatas, dapat dilihat grafik pengaruh suhu SV (Storage Vat) 112°C
terhadap nilai F0 pada mesin autoklaf F untuk proses sterilisasi susu botol steril. Pada
perlakuan trial ini terdapat tiga kali pengulangan atau tiga kali batch. Letak alat logger
yang dipasangkan terdapat pada setiap keranjang dengan jumlah 4 keranjang dan setiap
layer dengan jumlah 4 layer pada setiap keranjang dengan didalam mesin autoklaf. Pada
batch pertama, nilai F0 terendah yang didapat adalah 17,636 pada keranjang pertama dan
tertinggi 18,488 pada keranjang ketiga. Pada batch kedua, nilai F0 terendah yang didapat
adalah 17,072 pada keranjang ketiga dan tertinggi 17,394 pada keranjang keempat. Pada
batch ketiga, nilai F0 terendah yang didapat adalah 17,107 pada keranjang pertama dan
tertinggi 18,263 pada keranjang keempat.
Hasil trial pengaruh perubahan suhu Storage Vat (SV) 110°C terhadap nilai F0 dapat
dilihat pada Gambar 9.
17,63618,043
18,48818,049
17,07417,272 17,072
17,39417,107
17,477
17,94818,263
11,000
12,000
13,000
14,000
15,000
16,000
17,000
18,000
19,000
K1L3 K2L3 K3L3 K4L3
F0 V
alu
e
Keranjang dan Layer
F0 Value pada suhu SV autoklaf 112°C
Batch 1
Batch 2
Batch 3
27
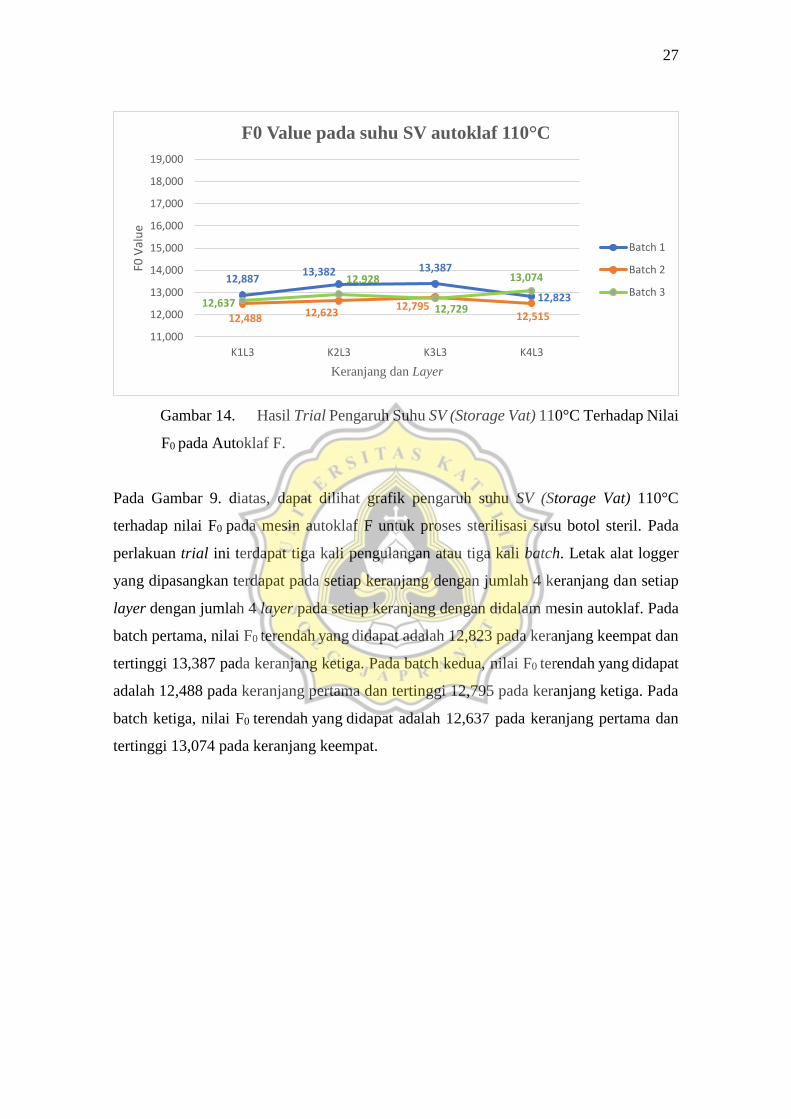
Gambar 14. Hasil Trial Pengaruh Suhu SV (Storage Vat) 110°C Terhadap Nilai
F0 pada Autoklaf F.
Pada Gambar 9. diatas, dapat dilihat grafik pengaruh suhu SV (Storage Vat) 110°C
terhadap nilai F0 pada mesin autoklaf F untuk proses sterilisasi susu botol steril. Pada
perlakuan trial ini terdapat tiga kali pengulangan atau tiga kali batch. Letak alat logger
yang dipasangkan terdapat pada setiap keranjang dengan jumlah 4 keranjang dan setiap
layer dengan jumlah 4 layer pada setiap keranjang dengan didalam mesin autoklaf. Pada
batch pertama, nilai F0 terendah yang didapat adalah 12,823 pada keranjang keempat dan
tertinggi 13,387 pada keranjang ketiga. Pada batch kedua, nilai F0 terendah yang didapat
adalah 12,488 pada keranjang pertama dan tertinggi 12,795 pada keranjang ketiga. Pada
batch ketiga, nilai F0 terendah yang didapat adalah 12,637 pada keranjang pertama dan
tertinggi 13,074 pada keranjang keempat.
12,88713,382 13,387
12,823
12,488 12,62312,795
12,51512,637
12,928
12,729
13,074
11,000
12,000
13,000
14,000
15,000
16,000
17,000
18,000
19,000
K1L3 K2L3 K3L3 K4L3
F0 V
alu
e
Keranjang dan Layer
F0 Value pada suhu SV autoklaf 110°C
Batch 1
Batch 2
Batch 3

28
Hasil data pada logger dari trial perubahan suhu Storage Vat (SV) terhadap nilai F0
dapat dilihat pada Tabel 1.
Suhu
SV Batch
Holding time
(Menit)
Suhu setting
(°C)
Rata-rata Nilai F0 (dari
setiap keranjang autoklaf)
Std.
Deviasi
125°C
1 10 123 13,200
1,775 2 10 123 15,700
3 10 123 12,268
112°C
1 10 123 18,054
0,427 2 10 123 17,203
3 10 123 17,699
110°C
1 10 123 13,120
0,258 2 10 123 12,605
3 10 123 12,842
Tabel 1. Data Logger dari Trial Setiap Perubahan Suhu Storage Vat (SV) Terhadap Nilai
F0.
Pada Tabel 1. menunjukkan nilai F0 yang didapatkan dari proses sterilisasi produk susu
botol steril dengan suhu Storage Vat 125°C, 112°C, dan 110°C. Mesin autoklaf
menggunakan suhu setting 123°C dan akan bertahan pada suhu setting (holding time)
selama 10 menit. Pengambilan data logger dilakukan pada mesin autoklaf F dan pada
setiap perlakuan suhu Storage Vat dilakukan pengulangan sebanyak tiga kali atau tiga
batch. Dalam sekali batch, logger diletakkan pada setiap keranjang di dalam autoklaf
sehingga didapat empat data logger dalam sekali batch. Data logger dari setiap keranjang
di dalam autoklaf dihitung rata-rata untuk mendapatkan nilai F0 setiap batch. Pada suhu
SV 125°C didapatkan nilai F0 terendah pada batch ketiga yaitu 12,268 dan tertinggi pada
batch kedua 15,700. Pada suhu SV 112°C nilai F0 tertinggi yang didapatkan adalah 18,054
pada batch pertama dan yang terendah 17,203 pada batch kedua. Sedangkan pada suhu
SV 110°C nilai F0 tertinggi yang didapatkan adalah 13,120 pada batch pertama dan
terendah pada batch kedua dengan 12,605. Rata-rata nilai F0 terendah didapat pada
perlakuan suhu SV 110°C dan yang tertinggi terdapat pada perlakuan suhu 112°C. Nilai
standar deviasi yang didapat pada setiap perlakuan suhu SV secara berurutan dari suhu
125°C hingga 110°C yaitu 1,775; 0,427; 0,258.
5.5. Pembahasan
Trial kali ini dilakukan pada tahap sterilisasi proses pembuatan susu botol steril.
Sterilisasi didefinisikan sebagai proses mematikan atau membunuh semua spora bakteri

29
dan semua mikroorganisme yang hidup (Bayu, et al, 2017). Sterilisasi juga digunakan
untuk menghancurkan atau mengurangi mikroorganisme yang dapat muncul di dalam
produk ataupun kemasan. Salah satu alat dalam sterilisasi yang paling umum digunakan
adalah autoklaf. Autoklaf adalah alat untuk mensterilkan berbagai macam alat dan produk
yang menggunakan uap air panas bertekanan (Syah,2016). Untuk mengetahui perubahan
nilai F0, maka perlu dilakukan perlakuan yang salah satunya adalah perubahan suhu
Storage Vat (SV). Perubahan suhu Storage Vat dapat mempengaruhi nilai F0 dikarenakan
ketika air dari Storage Vat yang digunakan untuk sterilisasi di Processing Vat dinaikkan
ataupun diturunkan suhunya, diharapkan mampu menstabilkan kenaikan suhu selama
proses sterilisasi di Processing Vat sehingga mampu menstabilkan nilai F0 dari proses
sterilisasi susu botol steril setiap batchnya dan menurunkan nilai F0 agar proses sterilisasi
berjalan dengan efektif dan hemat energi. Penurunan nilai F0 juga diharapkan mampu
meningkatkan keamanan proses sterilisasi, mengurangi terjadinya way off dari susu akibat
denaturasi protein, dan meningkatkan kualitas dari produk susu botol steril Indomilk .
Proses trial menggunakan suhu setting 123°C dan akan bertahan pada suhu setting
(holding time) selama 10 menit. Suhu setting adalah suhu yang digunakan sebagai target
dari pemanasan sterilisasi, apabila suhu di dalam Processing Vat sudah mencapai suhu
setting maka pemanasan akan berhenti dan suhu akan bertahan dititik tersebut. Holding
time bertujuan memberikan waktu untuk menahan suhu di dalam PV agar tetap berada di
suhu setting. Trial dilakukan pada autoklaf F dengan menggunakan bantuan alat berupa
data logger. Data logger sendiri pada autoklaf adalah alat yang digunakan untuk merekam
atau memonitor baik suhu, waktu, dan lethality rate sterilisasi di dalam autoklaf (Bayu,
et al, 2017). Dari hasil data logger lalu akan didapat data perubahan suhu dan nilai F0 di
dalam Processing Vat yang kemudian akan digunakan untuk melihat seberapa efektifkah
perubahan suhu Storage Vat terhadap penstabilan dan penurunan nilai F0. Apabila trial
perubahan suhu Storage Vat menghasilkan nilai F0 yang diinginkan, maka akan
dilanjutkan dengan trial berikutnya dengan melihat pengaruh perubahan holding time saat
proses sterilisasi.
Prinsip dari proses sterilisasi adalah untuk menciptakan keadaan steril dimana suatu
produk dikatakan steril apabila tidak ada mikroorganisme yang terdeteksi pada uji

30
sterilitas. Metode sterilisasi ini umum digunakan untuk sterilisasi produk akhir pada suhu
sekitar Suhu 121°C selama 15-20 menit tergantung bahan/prosedur sterilisasi (Novianto,
2017). Sesuai dengan regulasi yang ditetapkan oleh BPOM nomor 24 tahun 2016 Tentang
Persyaratan Pangan Steril Komersial menyatakan bahwa proses sterilisasi komersial
harus memberikan nilai F0 sekurang-kurangnya 3,0 menit dihitung terhadap spora
Clostridium Botulinum. Berdasarkan regulasi BPOM maka proses sterilisasi yang akan
dilakukan harus mencapai sekurang-kurangnya 3,0 menit dihitung terhadap spora
Clostridium Botulinum. Nilai F0 pada autoklaf yang ideal adalah nilai F0 yang memiliki
nilai yang stabil dan tidak fluktuatif untuk setiap keranjang pada mesin autoklaf serta
memiliki nilai F0 yang kecil, berkisar antara 3-6 sesuai dengan regulasi dari BPOM agar
mengurangi kemungkinan terjadinya denaturasi protein dan menghemat energi selama
sterilisasi.
Kecukupan proses termal untuk membunuh mikroba target hingga pada level yang
diinginkan dinyatakan dengan nilai F0. Secara umum nilai Fo didefinisikan sebagai waktu
(biasanya dalam menit) yang dibutuhkan untuk membunuh mikroba target hingga
mencapai level tertentu pada suhu tertentu. Apabila prosesnya adalah sterilisasi, maka
nilai F0 diartikan sebagai nilai sterilitas (Kusnandar, et al, 2015). Nilai F0 biasanya
menyatakan waktu proses pada suhu standar. Misalnya, suhu standar dalam proses
sterilisasi adalah 121°C (250°F), sehingga nilai F0 sterilisasi menunjukkan waktu
sterilisasi pada suhu standar 121°C. Secara matematis, nilai F0 merupakan hasil perkalian
antara nilai D0 pada suhu standar dengan jumlah siklus logaritmik (S) yang diinginkan
dalam proses. Sedangkan untuk menentukan efek letalitas pada suatu suhu, maka
didefinisikan nilai letal rate (LR). Nilai LR adalah efek letalitas pada suhu tertentu
dibandingkan dengan suhu standar. Nilai LR suatu proses sterilisasi dapat dihitung
dengan mengkonversikan waktu proses pada suhu-suhu tertentu ke waktu ekuivalen pada
suhu standar (Kusnandar, et al, 2015). Nilai kalor tergantung pada sifat bahan yang
mempengaruhi massa jenisnya. Sehingga semakin tinggi berat jenis bahan bakar, maka
semakin tinggi nilai kalor yang diperolehnya (Tirono, 2011). Viskositas berhubungan
dengan cepat atau lambatnya laju pindah panas pada bahan yang dipanaskan yang
mempengaruhi efektifitas proses panas (Kusnandar, et al, 2015).

31
Berdasarkan grafik hasil pengamatan suhu Processing Vat dari data logger pada suhu
Storage Vat 125°C, 112°C, dan 110°C (Gambar 7, 8, dan 9) dapat dilihat terdapat
kenaikan maupun penurunan nilai F0. Data logger dari grafik tersebut menunjukkan
perubahan suhu setiap keranjang dan layer keranjang ketiga yang lalu dihitung
menggunakan rumus F0 sehingga didapatkan nilai F0 pada setiap keranjang. Grafik
tersebut berfungsi untuk melihat apakah perlakuan setiap suhu SV mampu mempengaruhi
nilai F0 sehingga sesuai dengan tujuan trial ini untuk menstabilkan dan menurunkan nilai
F0. Data logger diletakkan pada setiap keranjang bertujuan agar nilai F0 yang didapatkan
oleh susu botol steril selama sterilisasi memiliki nilai yang sama dan stabil agar proses
sterilisasi berjalan efektif.
Pada Gambar 7. suhu SV yang digunakan adalah 125°C dengan tiga kali batch. Pada batch
pertama nilai F0 yang didapatkan nilai F0 terendah 12,738 pada keranjang ketiga dan
tertinggi 13,501. Sedangkan batch kedua nilai F0 terendah adalah 15,235 pada keranjang
keempat dan tertinggi 15,994 pada keranjang pertama. Pada batch ketiga, nilai F0 terendah
yang didapat adalah 11,898 pada keranjang keempat dan tertinggi 12,530 pada keranjang
pertama. Dari grafik dapat dilihat pula hasil nilai F0 yang masih sangat fluktuatif pada
setiap batchnya terutama pada batch kedua dengan batch pertama dan ketigas sekalipun
terdapat nilai F0 yang rendah pada batch pertama dan ketiga dengan nilai F0. Pada Gambar
8. suhu SV yang digunakan adalah 112°C dengan tiga kali batch. Pada batch pertama,
nilai F0 terendah adalah 17,636 pada keranjang pertama dan tertinggi 18,488 pada
keranjang ketiga. Pada batch kedua, nilai F0 terendah yang didapat adalah 17,072 pada
keranjang ketiga dan tertinggi 17,394 pada keranjang keempat. Pada batch ketiga, nilai
F0 terendah adalah 17,107 pada keranjang pertama dan tertinggi 18,263 pada keranjang
keempat. Dari grafik tersebut dapat dilihat hasil nilai F0 yang cukup stabil pada setiap
batchnya tetapi memiliki nilai F0 yang cukup tinggi di rentang 17,0 hingga 18,4. Pada
Gambar 9. suhu SV yang digunakan adalah 110°C dengan tiga kali batch. Pada batch
pertama, nilai F0 terendah adalah 12,823 pada keranjang keempat dan tertinggi 13,387
pada keranjang ketiga. Pada batch kedua, nilai F0 terendah adalah 12,488 pada keranjang
pertama dan tertinggi 12,795 pada keranjang ketiga. Pada batch ketiga, nilai F0 terendah
yang didapat adalah 12,637 pada keranjang pertama dan tertinggi 13,074 pada keranjang
keempat. Penggunaan suhu SV 110°C menghasilkan nilai F0 yang paling stabil dan

32
rendah dibandingkan perlakuan suhu SV lain, terlihat pada semua batch menghasilkan
nilai F0 di rentang nilai 12,4 hingga 13,3.
Dari hasil grafik di atas (Gambar 7, 8, dan 9) hasil trial perubahan suhu SV juga didukung
dari Tabel 1. untuk hasil rata-rata dan standar deviasi nilai F0 untuk setiap keranjang
dalam sekali batch setiap perlakuan suhu SV. Pada suhu SV 125°C didapatkan nilai F0
terendah pada batch ketiga yaitu 12,268 dan tertinggi pada batch kedua 15,700. Pada suhu
SV 112°C nilai F0 tertinggi yang didapatkan adalah 18,054 pada batch pertama dan yang
terendah 17,203 pada batch kedua. Sedangkan pada suhu SV 110°C nilai F0 tertinggi yang
didapatkan adalah 13,120 pada batch pertama dan terendah pada batch kedua dengan
12,605. Dari data Tabel 1. rata-rata nilai F0 terendah didapat pada perlakuan suhu SV
110°C dan yang tertinggi terdapat pada perlakuan suhu 112°C. Nilai standar deviasi yang
didapat pada setiap perlakuan suhu SV secara berurutan dari suhu 125°C hingga 110°C
yaitu 1,775; 0,427; 0,258. Dari nilai standar deviasi tersebut dapat dilihat bahwa
perlakuan suhu SV 110°C memiliki standar deviasi paling rendah yaitu 0,258 yang berarti
menunjukkan bahwa nilai perlakuan tersebut memiliki nilai F0 yang paling stabil,
sehingga perlakuan suhu Storage Vat 110°C merupakan perlakuan yang baik efektif
untuk menstabilkan dan menurunkan nilai F0 Processing Vat.

33
BAB VI
KESIMPULAN DAN SARAN
6.1. Kesimpulan
• Sterilisasi didefinisikan sebagai proses mematikan atau membunuh semua spora
bakteri dan semua mikroorganisme yang hidup.
• Proses produksi susu botol steril memerlukan proses sterilisasi menggunakan mesin
autoklaf. Mesin autoklaf dibagi menjadi dua bagian utama, yaitu Storage Vat dan
Processing Vat.
• Perlakuan suhu Storage Vat adalah suhu 125°C, 112°C, dan 110°C.
• Perlakuan suhu Storage Vat 125°C memiliki nilai F0 yang cukup rendah tetapi sangat
fluktuatif.
• Perlakuan suhu Storage Vat 112°C memiliki nilai F0 yang tinggi tetapi lebih stabil.
• Perlakuan suhu Storage Vat 110°C memiliki nilai F0 yang cukup rendah serta lebih
stabil ketimbang perlakuan suhu SV lainnya sehingga perlakuan suhu SV 110°C
menjadi yang paling efektif.
• Nilai F0 yang dihasilkan dari proses sterilisasi setiap perlakuan suhu SV sudah sesuai
dengan regulasi BPOM yang ditetapkan.
6.2. Saran
Saran yang diberikan adalah untuk selalu menjaga keefektifan mesin autoklaf dan
kalibrasi mesin autoklaf agar nilai F0 stabil sehingga tetap menjaga standar-standar mutu
yang sudah diterapkan agar produk yang dihasilkan aman untuk dikonsumsi oleh
masyarakat. Trial yang dilakukan harus lebih menyeluruh dan dalam skala yang lebih
besar agar didapat hasil nilai F0 yang lebih stabil dan pasti. Maintenance mesin autoklaf
sangat diperlukan mengingat mesih autoklaf digunakan secara terus-menerus untuk
produksi.
34
DAFTAR PUSTAKA
Arini, Liss Dyah Dewi. 2017. Faktor-Faktor Penyebab Dan Karakteristik Makanan
Kadaluarsa Yang Berdampak Buruk Pada Kesehatan Masyarakat. APIKES
Citra Medika. Surakarta. Diakses dari :
https://ejurnal.unisri.ac.id/index.php/jtpr/article/view/1531
Bayu, Khresna, Hanifah Rahmi Fajrin, dan Brama Sakti Handoko. 2017. Data Logger
Autoclave Berbasis Mikrokontroler ATMEGA 328. Universitas Muhammadiyah
Yogyakarta. Yogyakarta. Diakses dari :
repository.umy.ac.id/handle/123456789/15964?show=full
Chairunnisa, Hartati. 2009. Penambahan Susu Bubuk Full Cream Pada Pembuatan
Produk Minuman Fermentasi Dari Bahan Baku Ekstrak Jagung Manis. Fakultas
Peternakan Universitas Padjadjaran. Bandung. Diakses dari : journal.ipb.ac.id ›
Home › Vol 20, No 2 (2009) › Chairunnisa
Elviani, Yani. 2013. Efek Suhu Dan Jangka Waktu Pemanasan Terhadap Kadar Protein
Yang Terkandung Dalam Sarang Burung Walet Putih (Collocalia fuciphagus).
Fakultas Kedokteran Universitas Kristen Maranatha. Bandung. Diakses dari :
https://repository.maranatha.edu/12086/
Kusnandar, F., P. Hariyadi dan N. Wulandari. 2015. Parameter Kecukupan Proses
Termal. Universitas Muhammadiyah Semarang. Semarang. Diakses dari :
http://tekpan.unimus.ac.id/wp-content/uploads/2013/11
Novianto, M. 2017. Kualifikasi Kinerja Otoklaf Pintu Ganda E-CHUNG APSR-800L.
Universitas Katolik Widya Mandala. Surabaya. Diakses dari :
repository.wima.ac.id/14225/6/BAB%20V.pdf
Peraturan Kepala Badan Pengawas Obat Dan Makanan Republik Indonesia. 2016.
Persyaratan Pangan Steril Komersial Nomor 24 Tahun 2016. Diakses dari :
http://standarpangan.pom.go.id/dokumen/peraturan/2016/PerKa_BPOM_No_24_T
ahun_2016_tentang_Persyaratan_Pangan_Steril_Komersial.pdf
Syah, Insan Sunan Kurniawan. 2016. Indikator Biologi Spore Strip Sebagai Penentu
Jaminan. Fakultas Farmasi Universitas Padjadjaran. Bandung. Diakses dari :
http://pustaka.unpad.ac.id/wp-content/uploads/2018/05/Abstrak-Indikator-Biologi-
Spore-Strip-Sebagai-Penentu-Jaminan-Sterilitas.pdf
Tirono, M, Ali Sabit. 2011. Efek Suhu Pada Proses Pengarangan Terhadap Nilai Kalor
Arang Tempurung Kelapa (Coconut Shell Charcoal). UIN Maliki. Malang. Diakses
dari : http://ejournal.uin-malang.ac.id/index.php/NEUTRINO/article/view/1647

35

36

37

38

39
Recommended

















