
UNIVERSIDADE FEDERAL DE GOIÁS
ESCOLA DE AGRONOMIA E ENGENHARIA DE ALIMENTOS
GILSIMEIRE MORAIS BASTOS
RESÍDUOS DA INDUSTRIALIZAÇÃO DE BATATA:
APLICAÇÃO NA PRODUÇÃO DE FARINHAS, SNACKS,
FARINHAS PRÉ-GELATINIZADAS E MASSA ALIMENTÍCIA
FRESCA SEM GLÚTEN
Goiânia
2012

GILSIMEIRE MORAIS BASTOS
RESÍDUOS DA INDUSTRIALIZAÇÃO DE BATATA:
APLICAÇÃO NA PRODUÇÃO DE FARINHAS, SNACKS,
FARINHAS PRÉ-GELATINIZADAS E MASSA ALIMENTÍCIA
FRESCA SEM GLÚTEN
Dissertação apresentada à Coordenação do
Programa de Pós-Graduação em Ciência e
Tecnologia de Alimentos da Escola de Agronomia
e Engenharia de Alimentos da Universidade
Federal de Goiás, como exigência para a obtenção
do título de Mestre em Ciência e Tecnologia de
Alimentos.
Orientadora: Profª Drª Maria Raquel Hidalgo
Campos
Co-Orientador: Prof. Dr. Manoel Soares
Soares Júnior
Goiânia
2012

UNIVERSIDADE FEDERAL DE GOIÁS
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E TECNOLOGIA DE ALIMENTOS
GILSIMEIRE MORAIS BASTOS
RESÍDUOS DA INDUSTRIALIZAÇÃO DE BATATA:
APLICAÇÃO NA PRODUÇÃO DE FARINHAS, SNACKS,
FARINHAS PRÉ-GELATINIZADAS E MASSA ALIMENTÍCIA
FRESCA SEM GLÚTEN
Dissertação DEFENDIDA e APROVADA em 29 de maio de 2012, pela Banca
Examinadora constituída pelos membros:
______________________________________
Profª Drª Maria Raquel Hidalgo Campos
Orientadora - FANUT/UFG
___________________________________ Profª Drª Vera Sônia Nunes da Silva
ITAL
___________________________________ Prof. Dr. Márcio Caliari
EA/UFG
____________________________________ Prof. Dr. Manoel Soares Soares Júnior
Co-orientador - EA/UFG

DEDICATÓRIA
Dedico este trabalho a Deus, meu amado esposo Everson Bastos, a minha família e
amigos.

AGRADECIMENTOS
Primeiramente ao Senhor de todas as coisas, Deus, por ter me ajudado em todo o
tempo e guardado a vida de pessoas que foram tão importantes para o desenvolvimento deste
trabalho e que serão citadas abaixo. A Ele toda honra e glória, pois tudo provém Dele, o
conhecimento, a vida, a saúde e a benção.
Ao meu esposo, amigo, companheiro e incentivador Everson Bastos. Foi alguém que
Deus usou para orientar a minha vida e me mostrar que era capaz de fazer coisas que nem eu
mesma imaginava.
Aos meus pais, Roseli e João, meu irmão Gilmar, por todo o apoio constante, carinho
e amor.
A querida Professora Denise Von Dolinger de Brito que me instruiu nos caminhos da
pesquisa científica.
A minha orientadora Maria Raquel Hidalgo Campos que me abriu as portas quando
cheguei a esta cidade e nesse mestrado. Obrigado pelo o apoio, a ajuda, os ensinamentos.
Com ela aprendi muito mais que ciência, aprendi a prática da Ética. Exemplo de honestidade,
alegria e determinação.
Ao meu co-orientador, ou melhor, também orientador Manoel Soares Soares Júnior.
Fui abençoada por desenvolver um trabalho com dois orientadores. Agradeço pela paciência,
pela motivação, pelo carinho, pela amizade, pelas horas de boas risadas e cumplicidade e pelo
o esforço para a correção do trabalho. Com ele aprendi o significado de amor e doação à
educação e aos alunos, sempre disponível a nos ajudar a realizar os nossos sonhos.
Professores como vocês nunca serão esquecidos, pois sempre serão lembrados nos
trabalhos e na vida daqueles que tiveram, assim como eu, o prazer de conhecê-los.
A toda a equipe da Universidade Federal de Goiás, em especial da Escola de
Agronomia e Engenharia de Alimentos e da Faculdade de Nutrição, pela ajuda em todo o
desenvolvimento da pesquisa desde o guarda da segurança aos professores. Pela
disponibilidade dos laboratórios, aos técnicos, Tiago, Camila, Deivis e Ana Paula, que foram
essenciais para a realização das análises.
Agradeço às mestres Fernanda Assumpção, Thaís e Camila Moura e as alunas de
graduação do PIBIC, PIVIC e TCCs vinculados a este trabalho Flora, Ludmilla, Silvana,
Aline, Kamila, Carla, Andressa, Isadora, Herik que ajudaram imensamente para o
desenvolvimento desta pesquisa. Obrigado pelas horas dedicadas.

Agradeço a Empresa CICOPAL pela doação da matéria-prima utilizada nessa
pesquisa. Agradeço a Thays, a Monalisa e todos os funcionários dessa empresa que me
ajudaram na coleta do material.
À Tatiane Oliveira pela valorosa colaboração com as análises de Microscopia
Eletrônica de Varredura no Instituto de Física da UFG.
À Elaine, técnica do laboratório de alimentos da Escola SENAI, à Karolline e o Fredy
pela importante ajuda com as análises no texturômetro.
À Coordenação de Aperfeiçoamento de Pessoal de Nível Superior pela concessão da
bolsa de estudos.
A todos os colegas, professores da pós-graduação e aos amigos que me acompanharam
no desenvolvimento deste trabalho, em especial a Luciana Froes pela amizade e ajuda nas
análises; a sua presença e ligações em muitos momentos foram um bálsamo de alegria. Ao
amigo Jean pelo ajuda com as análises físicas e químicas, pelo carinho e apoio nas várias
horas no laboratório e fora dele.
Aos meus amigos da Igreja Batista Renascer pelo apoio, orações, amor e carinho
constantes.
A todos vocês, muito obrigado!

EPÍGRAFE
“Tu, ó Senhor Deus, és tudo o que tenho. O meu futuro está nas tuas mãos; tu diriges a minha
vida. Como são boas as bênçãos que me dás! Como são maravilhosas! Eu louvo a Deus o
Senhor” Salmo 16:5-7.

RESUMO
A indústria de batata frita gera uma grande quantidade de resíduos, dentre eles a casca e a
polpa residual de batata. A grande preocupação com os impactos ambientais e o elevado
índice de perdas e desperdícios leva à necessidade de se criarem meios para o aproveitamento
desses resíduos. Este estudo teve como objetivo avaliar a viabilidade microbiológica,
nutricional e tecnológica da casca de batata na produção de farinha, verificar a segurança
microbiológica da polpa residual de batata, com até 72 h de armazenamento, desenvolver com
a farinha de polpa residual de batata snacks, farinhas pré-gelatinizadas e massa alimentícia
fresca com amaranto sem glúten. Foram realizadas análises físicas, químicas, microbiológicas
e tecnológicas nas matérias-primas, snacks, farinhas pré-gelatinizadas e nas massas
alimentícias frescas conforme metodologias oficiais. A contagem de Bacillus cereus (1,2x105
UFC.g-1
) na farinha de casca residual de batata foi acima do permitido para farinhas pela
legislação. A polpa residual de batata acidificada seca pode ser considerada segura para
utilização como ingrediente (farinha) em formulações de produtos alimentícios. Quanto à
composição química, a farinha da casca residual de batata obteve maiores valores de
proteínas, lipídeos, fibras e cinzas. A microscopia da polpa residual de batata demonstrou a
presença de corrosão (inúmeros poros) nos grânulos de amido, provavelmente em função da
ação enzimática. O snack extrusado sob condições de umidade de 11,17% e temperatura de
85,6ºC obteve os melhores escores no teste de aceitação. Houve variação no índice de
solubilidade em água das farinhas pré-gelatinizadas, entre 85,67 e 96,77%. O índice de
absorção em água variou de 3,94 a 10,78g.g-1
gel. A combinação de 65% de farinha de polpa
residual de batata crua, 10% de farinha pré-gelatinizada de polpa residual de batata e 25% de
farinha de amaranto proporcionou uma massa alimentícia com melhor qualidade visual e
características de cozimento com alto índice de aceitação e intenção de compra por parte dos
provadores. A farinha de polpa residual de batata pode ser uma alternativa para a indústria de
batata, por agregar valor ao resíduo sólido, que depois de processado pode ser empregado no
desenvolvimento de diversos produtos para a alimentação humana.
Palavras-chave: Solanum tuberosum L., sustentabilidade, novos ingredientes, composição
centesimal, propriedades funcionais, análise microbiológica.

INDUSTRIALIZATION WASTE OF POTATO: APPLICATION IN THE
PRODUCTION OF FLOUR, SNACKS, PRE-GELATINIZED FLOURS AND FRESH
NOODLE GLUTEN-FREE
ABSTRACT
The potato chip industry generates a large amount of waste, including residual peel and pulp
of potatoes. The major concern with environmental impacts and the high rate of losses and
waste creates the need to create ways for the utilization of these wastes. This study aimed to
evaluate the feasibility microbiological, nutritional and technological potato peel in the flour
production , check the microbiological safety of the remaining potato pulp, with up to 72 h of
storage, build flour with the remaining potato pulp snacks, pre-gelatinized flours and fresh
pasta with gluten-free amaranth. It analysed the physical, chemical and technological
characteristics in the raw materials, snacks, pre-gelatinized flours and the fresh pasta
according official methods. The count of Bacillus cereus in flour potato peel waste was above
the law allowed for meals. The acidified pulp dry residual potato can be considered safe for
use as ingredient ( flour) in the formulation of food products. The chemical composition, the
residual peel flour potato showed higher values of protein, lipid, fiber and ash. The
microscopic residual potato pulp showed the presence of corrosion (many pores) in starch
granules, probably due to enzymatic action. The extruded snack in 11.17 g.100g-1
humidity
and temperature of 85.6 º C presented better scores in acceptance testing. There was a
variation in the water solubility index of pre-gelatinized flour, between 85.67 and 96.77 %.
The water absorption index ranging from 3.94 to 10.78 g.g- 1
gel. The combination of 65%
flour residual potato pulp, 10% pre-gelatinized flour residual potato pulp and 25% amaranth
flour provided a pasta with better visual quality and characteristics of cooking with high
acceptance and purchase intent by the tasters. The flour remaining potato pulp can be an
alternative to the potato industry by adding value to the solid residue, which after processing
can be used in developing of various products for human consumption.
Keywords: Solanum tuberosum L., sustainability, new ingredients, composition, functional
properties, microbiological analysis.

LISTA DE EQUAÇÕES
Equação 1 Quantidade de água a ser adicionado nas amostras........................... 128
Equação 2 Diferença de cor entre amostra crua e amostra extrusada................. 130
Equação 3 Fórmula geral dos modelos completos.............................................. 133
Equação 4 Pseudocomponentes de farinha de polpa residual de batata crua ... 161
Equação 5 Pseudocomponentes de farinha pré-gelatinizada.............................. 161
Equação 6 Pseudocomponentes de farinha de amaranto..................................... 161
Equação 7 Equação polinomial modelo linear.................................................... 162
Equação 8 Equação polinomial modelo quadrático............................................ 162
Equação 9 Aumento de massa após o cozimento................................................ 164
Equação 10 Perda de sólidos na água de cozimento............................................. 164

LISTA DE FIGURAS
Figura 1 Fluxograma de processamento da batata frita e produção de resíduos.. 25
Figura 2 Potencial hidrogeniônico – pH da polpa residual de batata in natura e
acidificada e da polpa residual de batata seca e acidificada seca em
função do tempo de armazenamento a temperatura ambiente...............
76
Figura 3 Contagem de coliformes totais na polpa residual de batata in natura
em função do tempo de armazenamento a temperatura ambiente..........
79
Figura 4 Contagem de bolores e leveduras na polpa residual de batata in
natura, acidificada e seca em função do tempo de armazenamento a
temperatura ambiente.............................................................................
81
Figura 5 Farinha da casca residual de batata, farinha de polpa residual de
batata antes da moagem e após moagem................................................
99
Figura 6 Perfil viscoamilográfico da farinha de casca residual de batata,
farinha de polpa residual de batata e fécula de batata comercial...........
110
Figura 7 Micrografias da farinha de casca residual de batata em microscópio
eletrônico de varredura sob diferentes aumentos. aumento 50x;
aumento 330x; aumento de 350x; aumento de 400x..............................
112
Figura 8 Micrografias das farinhas em microscópio eletrônico de varredura sob
diferentes aumentos. Farinha de polpa residual de batata: aumento
150x; aumento 750x; aumento 2.000x; aumento de 10.000x. Fécula
de batata comercial: aumento de 150x; aumento de 750x; aumento de
3.000x.....................................................................................................
113
Figura 9 Índice de expansão (IE) e volume específico (VE) dos snacks de
farinha de farinha de polpa residual de batata em função da umidade
(g.100g-1
) e da temperatura (ºC) de extrusão..........................................
135
Figura 10 Micrografias da farinha de polpa residual de batata em microscópio
eletrônico de varredura sob diferentes aumentos. aumento 5.000x;
aumento 50x...........................................................................................
136
Figura 11 Luminosidade (L*), croma a*, croma b* e diferença de cor (ΔE) dos
snacks de farinha de polpa residual de batata em função da umidade
(g.100g-1
) e da temperatura (ºC) de extrusão..........................................
137
Figura 12 Diagrama gráfico da desejabilidade, visando-se obter snacks com
propriedades físicas necessárias em um produto com potencial
comercial, em função das condições de umidade e de temperatura de
extrusão durante o processamento..........................................................
139
Figura 13 Snack 3 (umidade 11,17g.100g-1
e temperatura 85,6ºC) e Snack 8
(umidade 14g.100g-1
e temperatura 90ºC), avaliados na análise
sensorial..................................................................................................
140
Figura 14 Efeito do teor de umidade da matéria-prima (g.100g-1
) e da
temperatura do extrusor (ºC) na viscosidade inicial (VI) e na
tendência a retrogradação (TR) das farinhas pré-gelatinizadas de
polpa residual de batata..........................................................................
145
Figura 15 Perfil de viscosidade da maioria das farinhas pré-gelatinizadas de
polpa residual de batata..........................................................................
146
Figura 16 Efeito do teor de umidade da matéria-prima (g.100g-1
) e da
temperatura do extrusor (ºC) no índice de absorção (IAA) e
solubilidade em água (ISA) das farinhas pré-gelatinizadas de polpa
residual de batata....................................................................................
147
Figura 17 Farinha pré-gelatinizada de polpa residual de batata com ampliação

de 50X e com 350X ............................................................................... 150
Figura 18 Processando das massas alimentícias frescas em pastaia: Mistura das
farinhas e ovos; hidratação e homogeneização manual; Amassamento,
moldagem e corte, massa alimentícia fresca finalizada.........................
163
Figura 19 Micrografias das farinhas em microscópio eletrônico de varredura em
diferentes aumentos. Farinha de amaranto: aumento 750x; aumento
2000x. Farinha de polpa residual de batata crua: aumento de 650x.
Farinha pré-gelatinizada de polpa residual de batata: aumento de
350x........................................................................................................
171
Figura 20 Tempo de cozimento (TOC), aumento de massa (AM), perda de
sólidos (PS), cor a* e cor b* em função das proporções em
pseudocomponentes de farinha de polpa residual de batata, farinha
pré-gelatinizada, e farinha de amaranto.................................................
174
Figura 21 Micrografias referentes à superfície das massas alimentícias frescas
de polpa residual de batata e amaranto e da massa alimentícia fresca
de farinha de trigo comercial..................................................................
179
Figura 22 Diagrama de desejabilidade em função dos parâmetros de tempo
ótimo de cozimento, aumento de massa, perda de sólidos na água de
cozimento e coordenada de cromaticidade b*........................................
182
Figura 23 Massa alimentícia fresca de polpa residual de batata e amaranto crua
e cozida servida na análise sensorial......................................................
186
Figura 24 Escores da avaliação sensorial aparência, aroma, textura e sabor da
massa alimentícia fresca de farinhas de polpa residual de batata crua,
pré-gelatinizada e de farinha de amaranto..............................................
187

LISTA DE TABELAS
Tabela 1 Teores de amilose em diferentes fontes amiláceas................................... 34
Tabela 2 Variação do pH na polpa residual de batata acidificada com pH 3,7 e
4,0 em função do tempo de armazenamento a temperatura ambiente......
73
Tabela 3 Potencial hidrogeniônico (pH) na polpa residual de batata in natura
(PBIN) e seca (PBS), acidificada (PBA) e acidificada seca (PBAS) em
função do tempo de armazenamento a temperatura ambiente..................
75
Tabela 4 Contagem de coliformes totais na polpa residual de batata in natura
(PBIN) e seca (PBS), acidificada (PBA) e acidificada seca (PBAS) em
função do tempo de armazenamento a temperatura ambiente..................
78
Tabela 5 Contagem de Bolores e leveduras na polpa residual de batata in natura
(PBIN) e seca (PBS), acidificada (PBA) e acidificada seca (PBAS) em
função do tempo de armazenamento a temperatura
ambiente....................................................................................................
80
Tabela 6 Contagem de Bacillus cereus e Estafilococos coagulase positiva na
polpa de batata residual in natura (PBIN) e seca (PBINs), acidificada
(PBA) e acidificada seca (PBAs) em função do tempo de
armazenamento a temperatura ambiente...................................................
82
Tabela 7 Contagem de Estafilococos coagulase positiva na polpa de batata
residual in natura (PBIN) e seca (PBINs), acidificada (PBA) e
acidificada seca (PBAs) em função do tempo de armazenamento a
temperatura ambiente................................................................................
83
Tabela 8 Percentual de amostra retida nas peneiras durante a análise
granulométrica das farinhas de polpa residual de batata antes da
moagem (FPRa), após moagem (FPRm) e da farinha de casca residual
de batata (FCB).........................................................................................
98
Tabela 9 Umidade, cinzas, lipídeos, proteína, fibra bruta, amido, carboidratos
(b.u) e valor energético total das farinhas de casca residual de batata
(FCB), polpa residual de batata (FPR) e fécula de batata comercial
(FBC)........................................................................................................
101
Tabela 10 pH, Atividade de água (Aw), parâmetros instrumentais de cor (L*, a* e
b*), índice de absorção de água (IAA) e índice de solubilidade em água
(ISA) das farinhas de casca residual de batata (FCB), polpa residual de
batata (FPR) e fécula de batata comercial (FBC).....................................
105
Tabela 11 Viscosidade inicial a 25ºC (VI), pico de viscosidade (PV), quebra de
viscosidade (QV), viscosidade final (VF) e tendência a retrogradação
(TR) das farinhas de casca de batata (FCB), de polpa residual de batata
(FPR) e fécula de batata comercial (FBC)................................................
109
Tabela 12 Contagens microbiológicas e pesquisa de presença das farinhas de
polpa residual de batata (FPR) e casca residual de batata (FCB)...........
115
Tabela 13 Delineamento experimental do ensaio de extrusão para estudo dos
efeitos da temperatura e umidade sobre as propriedades de snacks e
farinhas pré-gelatinizadas a partir de da farinha de polpa residual de
batata.......................................................................................................
128
Tabela 14 Propriedades físicas em função da umidade (g.100g-1
) e da temperatura
de extrusão (°C) dos snacks. Modelos de regressão (p<0,05) e
coeficientes de determinação (R2) para índice de expansão (IE), volume
específico (VE) e parâmetros instrumentais de cor (L*, a*, b*, ΔE) dos
snacks........................................................................................................
134

Tabela 15 Escores médios de aparência, aroma, textura e sabor para os snacks de
polpa de batata residual extrusados obtidos na avaliação sensorial......
140
Tabela 16 Dureza e fraturabilidade de snacks de polpa residual de batata obtidos
pelo processo de extrusão termoplástica................................................
142
Tabela 17 Propriedades funcionais em função da umidade (g.100g-1
) e da
temperatura de extrusão (°C) das farinhas pré-gelatinizadas de polpa
residual de batata. Modelos de regressão (p<0,05) e coeficientes de
determinação (R2) para viscosidade de pasta inicial (VI), tendência a
retrogradação (TR), índice de absorção em água (IAA) e índice de
solubilidade em água (ISA).....................................................................
143
Tabela 18 Delineamento de misturas para estudo do efeito da farinha de polpa
residual de batata (FPB), farinha pré-gelatinizada de polpa residual de
batata (FPG) e farinha de amaranto (FA) sobre as variáveis
dependentes, em proporções reais e em pseudocomponentes..................
161
Tabela 19 Umidade, cinzas, lipídeos, proteína, fibra bruta, amido, carboidratos
(b.u), valor energético total, pH, Atividade de água (Aw), parâmetros
instrumentais de cor (L*, a* e b*), índice de absorção de água (IAA) e
índice de solubilidade em água (ISA) das farinha de polpa residual de
batata crua (FPR), farinha pré-gelatinizada de polpa residual de batata
(FPG) e farinha de amaranto (FA)............................................................
168
Tabela 20 Modelos de regressão múltipla, nível de significância (p), falta de
ajuste (FA) e coeficiente de determinação (R2) para tempo ótimo de
cozimento (TOC), aumento de massa (AM), perda de sólidos na água
de cozimento (PS) e parâmetros instrumentais de cor (L*, a* e b*) das
massas alimentícias frescas em função dos níveis codificados de
farinha de polpa residual de batata crua (x1), farinha pré-gelatinizada
(x2) e farinha de amaranto (x3)..................................................................
172
Tabela 21 Qualidade de cozimento e de cor instrumental da massa alimentícia
fresca selecionada formulada com 65% de farinha de polpa residual de
batata crua, 10% de farinha pré-gelatinizada de polpa residual de batata
e 25% de farinha de amaranto, e da massa alimentícia fresca de trigo
comercial...................................................................................................
183
Tabela 22 Composição centesimal da massa alimentícia fresca selecionada (MS)
formulada com 65% de farinha de polpa residual de batata crua, 10%
de farinha pré-gelatinizada de polpa residual de batata e 25% de farinha
de amaranto e de massa alimentícia fresca de trigo comercial (MT)
antes do cozimento...................................................................................
184

SUMÁRIO
PARTE 1
17
1 INTRODUÇÃO, JUSTIFICATIVA E OBJETIVO GERAL ....................
17
2 REVISÃO BIBLIOGRÁFICA ..................................................................... 21
2.1 CARACTERÍSTICAS DA BATATA ............................................................. 21
2.2 RESÍDUOS DA INDUSTRIALIZAÇÃO DA BATATA ............................... 23
2.3 SEGURANÇA ALIMENTAR DE RESÍDUOS ............................................. 26
2.4 MÉTODOS DE CONSERVAÇÃO: SECAGEM E ACIDIFICAÇÃO .......... 30
2.4.1 Secagem ..................................................................................................... 30
2.4.2 Acidificação ........................................................................................... 31
2.5 AMIDO: CARACTERÍSTICAS, TIPOS E APLICAÇÕES INDUSTRIAIS.. 33
2.6 EXTRUSÃO TERMOPLÁTICA: SNACKS E FARINHAS PRÉ-
GELATINIZADAS .........................................................................................
36
2.7 AMARANTO .................................................................................................. 43
2.8 MASSAS ALIMENTÍCIAS DE MATÉRIAS-PRIMAS ALTERNATIVAS. 44
REFERÊNCIAS.............................................................................................. 50
PARTE 2 69
3 ARTIGO 1
PERFIL MICROBIOLÓGICO DE RESÍDUO DA
INDUSTRIALIZAÇÃO DE BATATA FRITA NAS FORMAS IN
NATURA, SECA, ACIDIFICADA E ACIDIFICADA SECA ...................
69
3.1 INTRODUÇÃO................................................................................................ 70
3.2 MATERIAL E MÉTODOS.............................................................................. 72
3.2.1 Coleta da polpa residual de batata................................................................ 72
3.2.2 Acidificação..................................................................................................... 72
3.2.3 Testes preliminares de acidificação............................................................... 73
3.2.4 Preparo das amostras para a análise microbiológica e secagem................ 73
3.2.5 Parâmetros da legislação brasileira e microrganismos pesquisados......... 74
3.2.6 Análise estatística............................................................................................ 74
3.3 RESULTADOS E DISCUSSÃO...................................................................... 75
3.4 CONCLUSÃO.................................................................................................. 85
REFERÊNCIAS............................................................................................... 86
4 ARTIGO 2
DESENVOLVIMENTO DE FARINHAS DE RESÍDUOS DA
INDUSTRIALIZAÇÃO DE BATATA FRITA ..........................................
91
4.1 INTRODUÇÃO............................................................................................... 92
4.2 MATERIAL E MÉTODOS............................................................................ 94
4.2.1 Material........................................................................................................... 94
4.2.2 Produção das farinhas.................................................................................... 94
4.2.3 Granulometria das farinhas.......................................................................... 95
4.2.4 Composição centesimal e valor energético total.......................................... 95
4.2.5 pH e atividade de água (Aw).......................................................................... 95

4.2.6 Índice de absorção e solubilidade em água................................................... 96
4.2.7 Parâmetros instrumentais de cor.................................................................. 96
4.2.8 Propriedades viscoamilográficas................................................................... 96
4.2.9 Análise microbiológica................................................................................... 96
4.2.10 Análise estatística............................................................................................ 97
4.2.11 Microscopia eletrônica de varredura.......................................................... 97
4.3 RESULTADOS E DISCUSSÃO...................................................................... 97
4.3.1 Umidades da casca e da polpa residual........................................................ 97
4.3.2 Granulometria das farinhas.......................................................................... 98
4.3.3 Composição centesimal.................................................................................. 100
4.3.4 pH e Aw........................................................................................................... 104
4.3.5 Parâmetros instrumentais de cor.................................................................. 105
4.3.6 Índices de absorção e solubilidade em água................................................. 106
4.3.7 Propriedades de pasta ou viscoamilográficas.............................................. 108
4.3.8 Microscopia eletrônica de varredura.......................................................... 112
4.3.9 Perfil Microbiológico...................................................................................... 115
4.4 CONCLUSÃO.................................................................................................. 116
REFERÊNCIAS............................................................................................... 117
5 ARTIGO 3
SNACKS E FARINHAS PRÉ-GELATINIZADAS DE RESÍDUO DA
INDUSTRIALIZAÇÃO DE BATATA FRITA ..........................................
124
5.1 INTRODUÇÃO............................................................................................... 125
5.2 MATERIAL E MÉTODOS.............................................................................. 127
5.2.1 Polpa residual de batata................................................................................. 127
5.2.2 Ensaio de Extrusão-efeito da umidade e da temperatura sobre as
propriedades físicas de snacks e funcionais das farinhas pré-
gelatinizadas....................................................................................................
127
5.2.3 Propriedades físicas dos snacks..................................................................... 129
5.2.4 Snack com maior desejabilidade física......................................................... 130
5.2.5 Snacks selecionados........................................................................................ 130
5.2.6 Perfil microbiológico dos snacks................................................................... 131
5.2.7 Aceitabilidade dos snacks.............................................................................. 131
5.2.8 Textura dos snacks......................................................................................... 131
5.2.9 Índice de absorção de água (IAA) e índice de solubilidade em água
(ISA) das farinhas pré-gelatinizadas...........................................................
132
5.2.10 Propriedades de pasta das farinhas pré-gelatinizadas............................... 132
5.2.11 Análise estatística dos dados.......................................................................... 132
5.2.12 Microscopia Eletrônica de Varredura.......................................................... 133
5.3 RESULTADOS E DISCUSSÃO...................................................................... 133
5.3.1 Propriedades físicas dos snacks..................................................................... 133
5.3.2 Snack de maior desejabilidade em relação às propriedades físicas........... 138
5.3.3 Análises microbiológicas................................................................................ 139
5.3.4 Aceitabilidade.................................................................................................. 140
5.3.5 Textura dos snacks......................................................................................... 141
5.3.6 Propriedades funcionais das farinhas pré-gelatinizadas de polpa
residual de batata............................................................................................
143
5.3.7 Microscopia eletrônica de varredura............................................................ 149
5.4 CONCLUSÃO………………………………………………………………. 150

REFERÊNCIAS............................................................................................... 151
6 ARTIGO 4
DESENVOLVIMENTO DE MASSA ALIMENTÍCIA FRESCA SEM
GLÚTEN COM FARINHA DE RESÍDUO DA INDUSTRIALIZAÇÃO
DA BATATA CRUA, PRÉ-GELATINIZADA E COM A ADIÇÃO DE
AMARANTO .................................................................................................
156
6.1 INTRODUÇÃO................................................................................................ 157
6.2 MATERIAL E MÉTODOS.............................................................................. 159
6.2.1 Polpa residual de batata e farinha de amaranto.......................................... 159
6.2.2 Obtenção da farinha pré-gelatinizada.......................................................... 160
6.2.3 Delineamento de misturas.............................................................................. 160
6.2.4 Processamento das massas alimentícias frescas........................................... 162
6.2.5 Parâmetros instrumentais de cor no produto antes do cozimento............. 163
6.2.6 Testes de cozimento........................................................................................ 164
6.2.7 Análise estatística e teste de desejabilidade das massas alimentícias
frescas...............................................................................................................
165
6.2.8 Análise microbiológica da massa alimentícia fresca selecionada............... 165
6.2.9 Análise sensorial da massa alimentícia fresca selecionada......................... 166
6.2.10 Propriedades físicas e químicas das matérias-primas e da massa
alimentícia fresca selecionada........................................................................
166
6.2.11 Análise estatística............................................................................................ 167
6.2.12 Microscopia eletrônica de varredura............................................................ 167
6.3 RESULTADOS E DISCUSSÃO...................................................................... 168
6.3.1 Características físicas e químicas das matérias-primas.............................. 168
6.3.2 Micrografia das matérias-primas.................................................................. 170
6.3.3 Propriedades físicas e tecnológicas das massas alimentícias frescas.......... 171
6.3.4 Micrografias das massas alimentícias frescas.............................................. 178
6.3.5 Massa alimentícia fresca selecionada pela função desejabilidade.............. 181
6.3.6 Comparação com massa alimentícia fresca de farinha de trigo
comercial..........................................................................................................
182
6.3.7 Análise microbiológica e sensorial da massa alimentícia fresca
selecionada.......................................................................................................
185
6.4 CONCLUSÃO.................................................................................................. 188
REFERÊNCIAS............................................................................................... 189
7 CONCLUSÃO GERAL.................................................................................. 196
APÊNDICES...................................................................................................
197
ANEXOS.......................................................................................................... 202

17
PARTE 1
1 INTRODUÇÃO
A batata (Solanum tuberosum) está presente na cultura alimentar de muitos países e é
um dos alimentos mais consumidos do mundo, juntamente com o trigo, o arroz e o milho
(PEREIRA; LUZ; MOURA, 2005). É comercializada no Brasil principalmente na forma in
natura, mas também é industrializada, visando a produção de amido, álcool e produtos para
alimentação humana, principalmente batatas fritas, além de enlatados, desidratados e outros.
Uma questão importante a ser resolvida pela indústria de alimentos, como a de
processamento de batata, é o grande volume de resíduos gerados. O emprego de tecnologia
adequada permite a conversão de resíduos em produtos comerciais ou matérias-primas para
processos secundários (LAUFENBERG; KUNZ; NYSTROEM, 2003).
Muitos estudos têm sido realizados com o objetivo de utilizar os resíduos industriais
do processamento de alimentos (BORGES et al., 2004; REDA et al., 2005; SAITO;
CABELO; FUKUSHIMA, 2006; FERNANDES et al., 2008; MIGUEL et al., 2008; SILVA;
ZAMBIAZI, 2008). A geração de resíduos ocorre durante a escolha, seleção, limpeza das
matérias-primas e nas diversas fases do processamento industrial (EVANGELISTA, 2001).
A composição desses é extremamente variada e depende tanto da natureza da matéria-prima,
como da técnica de produção empregada.
Os principais resíduos da indústria de processamento de batata são a casca e a polpa
residual, obtidos após o descascamento, corte e lavagem da batata. Aproximadamente 35% da
batata são descartadas no processo de industrialização (FERNANDES et al., 2008).
Infelizmente, ainda existem poucas alternativas para a utilização destes resíduos, sendo estes
dispostos no meio ambiente ou utilizados na alimentação animal (ROGOLS; SIROVATKA;
WIDMAIER, 2003). A preocupação com o desenvolvimento sustentável traz consigo a
necessidade de pesquisas que possibilitem a redução dos resíduos sólidos de alimentos
lançados ao meio ambiente e que orientem a sua correta utilização para outros fins
(FERNANDES et al., 2008).
A utilização dos resíduos, casca e polpa de batata pelas agroindústrias ofereceria
diversos benefícios, tais como: aumento no aproveitamento do alimento, diminuição nos
custos de produção e nos investimentos em tratamentos para controlar a poluição, além de
reduzir o impacto que esses causam pelo seu descarte no meio ambiente.

18
Pelo exposto, faz-se importante a criação e a aplicação de novas tecnologias para o
aproveitamento dos resíduos da indústria de batata frita. Uma estratégia seria converter a
casca e a polpa residual em formas modificadas, que poderiam ser armazenadas com baixo
custo, por exemplo, como farinhas, o que as tornariam estáveis ao armazenamento e
adequadas para várias aplicações. São inúmeras as possibilidades de utilização destes resíduos
e o estudo da composição nutricional pode fornecer informações sobre as suas contribuições
para uma dieta equilibrada e uso potencial na indústria alimentícia.
A polpa residual de batata é o resíduo produzido em maior quantidade na indústria de
batatas fritas. Por isso foi selecionada neste trabalho para estudos microbiológicos e
aplicações alimentícias. O aproveitamento deste resíduo em nível industrial é dificultado em
função do seu elevado teor de umidade, grande possibilidade de contaminação, assim como o
processo de fermentação por microrganismos. O armazenamento inadequado desta polpa
poderia resultar na deterioração e/ou a sobrevivência de agentes patogênicos nos alimentos
produzidos a partir dele, criando assim, riscos inesperados à saúde do consumidor.
Para o tratamento deste resíduo, do ponto de vista higiênico-sanitário, o emprego de
métodos de conservação tais como acidificação e secagem são recomendadas, assim como, o
seu monitoramento microbiológico. Conhecer e estimar o tempo de permanência em
temperatura ambiente deste resíduo, a fim de garantir a mínima proliferação de
microrganismos, fornecerá informações imprescindíveis para as indústrias alimentícias a
respeito do armazenamento antes da secagem visando o aproveitamento da polpa residual de
batata na alimentação humana.
Acredita-se que a polpa residual de batata contenha grande quantidade de amido, no
entanto, o uso do amido de várias espécies amiláceas na alimentação, na forma nativa, é mais
restrito pela baixa capacidade de absorção, insolubilidade em água fria, instabilidade frente a
ciclos de congelamento e descongelamento e tendência à retrogradação (SITOHY et al.,
2000). Porém, estas desvantagens podem ser compensadas através da extrusão termoplástica
que pode aumentar o poder de inchamento, absorção e solubilização, bem como, reduzir o
processo de retrogradação durante o período de resfriamento (SCHIRMER; TOLEDO;
REYES, 1986).
No caso da batata, a extrusão é um dos processos industriais que tem se mostrado
eficiente no seu processamento. As aplicações da fécula de batata extrusada destinam-se a
produção de alimentos práticos, instantâneos, como os matinais, snacks, alimentos infantis,
massas pré-cozidas, pudins e sopas instantâneas (LEONEL, 2005). A tecnologia de extrusão

19
termoplástica pode ser eficiente na produção de snacks e farinhas pré-gelatinizadas de polpa
residual de batata com boas características comerciais, contribuindo para uma melhor
aplicabilidade e aproveitamento deste resíduo.
A possibilidade de produzir industrialmente novos produtos a partir de matérias-
primas diferentes do trigo tem despertado o interesse do meio científico e da indústria de
alimentos. Uma das razões para isto, além do fator econômico e ambiental, seria a
possibilidade de consumo por parte de portadores de doença celíaca. O tratamento desta
doença consiste na retirada completa do trigo, cevada, centeio, aveia e malte da dieta.
A exclusão do trigo em produtos clássicos industrializados pode ser difícil, devido às
propriedades viscoelásticas conferidas pelo glúten. É o que ocorre, por exemplo, no caso das
massas alimentícias. No processamento do macarrão, as propriedades elásticas da massa são
inteiramente dependentes da rede de glúten (ANTOGNELLI, 1980). As proteínas do glúten
conferem às massas alimentícias capacidade de absorção de água, coesividade, viscosidade e
elasticidade (WIESER, 2007). Na ausência desta matéria-prima, é necessário alterar as
condições de processamento, utilizando, por exemplo, uma fração de amido pré-gelatinizado
que é misturada ao restante dos ingredientes. Essa fração agirá como um ligante (EL-DASH,
1991). Sendo assim, a farinha pré-gelatinizada de polpa residual de batata poderia ser usada
na produção de massa alimentícia sem glúten.
Um problema encontrado em produtos a base de matérias-primas com altos teores de
amido, é a qualidade protéica, com deficiência de aminoácidos essenciais e o baixo teor de
fibra alimentar. O amaranto é um pseudo-cereal que pode ser considerado excelente para
incorporação em novos produtos alimentícios por apresentar alto valor nutricional e algumas
propriedades de alimento funcional (FERREIRA; MATIAS, ARÊAS, 2007). Também não
contém glúten e assim como a soja, apresenta as globulinas como sua principal forma de
proteína de reserva (GORISTEIN et al., 2001). Diversas pesquisas têm avaliado a
incorporação da farinha de amaranto em preparações culinárias como substituto da farinha de
trigo com o objetivo de alcançar uma melhor qualidade nutritiva do produto final e também
verificar o impacto dessa substituição em sua estrutura (MARCÍLIO; AMAYA-FARFAN;
SILVA, 2005; COELHO, 2006; CAPRILES et al., 2008).
Este estudo teve como objetivo avaliar a viabilidade microbiológica, nutricional e
tecnológica da casca de batata na produção de farinha e, da polpa de batata residual na
produção de farinha, snacks, farinhas pré-gelatinizadas e como ingrediente na elaboração de
massa alimentícia fresca com amaranto sem glúten. E também, obter alimento com menor

20
custo, ou seja, mais acessível à população, incluindo os portadores de doença celíaca;
minimizar o desperdício de resíduos, que potencialmente podem ser utilizados como matéria-
prima na indústria de alimentos e assim, diminuírem os impactos ambientais da
industrialização da batata.

21
2 REVISÃO BIBLIOGRÁFICA
2.1 CARACTERÍSTICAS DA BATATA
Segundo dados do Instituto Brasileiro de Geografia e Estatística - IBGE (2011), a
produção de batata inglesa no Brasil no ano de 2011 foi de 3.943.146 toneladas. Parte desta
quantidade foi destinada à comercialização in natura e outra parte processada nas
agroindústrias. Diversas cultivares de batata têm sido plantadas no Brasil, entre elas: Achat,
Bintje, Monaliza, Baraka, Aracy e Radosa, Atlantic, Panda, Asterix, Agria, Baronesa e Russet
Burbank (TFOUNI et al., 2003).
A batata apresenta um bom potencial nutricional, pois é composta por
aproximadamente 76% de água, 17% de carboidratos, 2,0% de proteínas, 0,3% de açúcares
redutores, 1,1% de cinzas, quantidades irrisórias de lipídios, fibras e sais minerais. Sabe-se
que 100 g de batata suprem cerca de 10% das necessidades diárias de um adulto em tiamina,
niacina, vitamina B6 e ácido fólico; 50% da vitamina C e ainda 10% da demanda de proteínas
(PEREIRA; LUZ; MOURA, 2005; SABLANI; MUJUMDAR, 2006;). Além destas
características ela também é importante na alimentação por conter elevado teor de potássio
(NAKANO; DELEO; BOTEON, 2006).
Diversos fatores afetam a composição química da batata e consequentemente a sua
qualidade para processamento nas indústrias de batata frita, tais como: a cultivar, o estádio de
maturação, as condições ambientais, o solo, o clima, a adubação e as doenças (TRINDADE,
1994; MACCARI JÚNIOR, 1997; LEONEL, 2005). O teor de potássio utilizado na adubação
afeta o teor de amido da batata. Quando a adubação é excessiva ocorre uma maior absorção de
água com acúmulo na planta e diluição do amido devido ao aumento da umidade. Este fator
diminui o rendimento do tubérculo durante processamento (PAULETTI; MENARIN, 2004;
PINELI et al., 2005). Recomenda-se que as batatas sejam processadas em no máximo quinze
dias após a colheita para obter um produto final de qualidade. Ela deve apresentar formato
regular, tamanho uniforme, “olhos rasos” e ausência de defeitos. Estes fatores influenciam o
rendimento do processo, diminuindo as perdas nas etapas de descascamento e acabamento,
que na indústria de batata frita normalmente gira em torno de 15 a 20%. O rendimento final
de batatas fritas, obtidas a partir de 100 kg de batatas selecionadas, é de aproximadamente 30
kg (TFOUNI et al., 2003).

22
A indústria de batata frita necessita de matéria-prima de qualidade, com oferta regular
e o potencial de uso da cultivar é importante, uma vez que algumas não são adaptadas a
industrialização, sendo indicadas apenas para o consumo in natura (YORINORI, 2003). A
cultivar Atlantic é muito empregada pela indústria, sendo responsável por 80% do mercado
formal de batata processada na forma de fatias frias, isto porque é uma das poucas cultivares
com qualidades específicas para este fim e pela alta produtividade (FILGUEIRA, 2003;
PASTORINI et al., 2003; YORINORI, 2003). Esta cultivar apresenta tubérculos uniformes de
formato arredondado e tamanho médio, com ausência de deformações e olhos superficiais, os
quais facilitam o descascamento, diminuindo as perdas de peso no processo (BORRUEY et
al., 2000).
Pelo sabor agradável, a batata é aplicada na confecção de diversas preparações, tanto
da culinária nacional quanto internacional, servindo como fonte alimentar para diferentes
classes econômicas (FILGUEIRA, 2003). Existem diversos produtos industrializados
derivados da batata, dentre eles os desidratados, tais como fécula, flocos e farinha que são
utilizados pela indústria alimentícia na fabricação de pães, bolos, como agente espessante em
sopas e molhos, na formulação de produtos instantâneos (pudim, macarrão), entre outros; os
cubos de batata desidratados e, a batata frita (chips ou palha) (COELHO; VILELA;
CHAGAS, 1999; BERBARI; AQUIRRE, 2002).
O processamento industrial de batata disponibiliza uma série de produtos que
beneficiam a alimentação humana, entretanto, ele também gera uma grande quantidade de
resíduos como as cascas e a polpa residual. O elevado teor de umidade da polpa e da casca de
batata dificulta o reaproveitamento destes nas indústrias, pois há grande possibilidade de
contaminação do produto, devido à fermentação por microrganismos. Neste sentido, é
necessária a aplicação de outros processos tecnológicos, como por exemplo, a secagem de
forma simultânea à produção dos resíduos. Porém, o uso da secagem só se tornará um
processo interessante para os empresários, quando houver o desenvolvimento de alternativas
para o emprego destes resíduos como ingredientes para formulação de alimentos para
humanos, de forma a aumentar a sustentabilidade das empresas que visem reaproveitá-los
(LAUFENBERG; KUNZ; NYSTROEM, 2003).

23
2.2 RESÍDUOS DA INDUSTRIALIZAÇÃO DE BATATA
Os resíduos da indústria de alimentos, tais como cascas, caroços, talos, polpa e outros,
além de criarem potenciais problemas ambientais, representam perdas de matérias-primas e
energia, exigindo investimentos em tratamentos para controlar a poluição. Estes resíduos
possuem alto valor de reutilização, pois são materiais que fornecem nutrientes como
proteínas, carboidratos, fibras alimentares, enzimas e óleos essenciais (COELHO; LEITE;
ROSA, 2001; PELIZER; PONTIERI; MORAES, 2007).
A grande preocupação com os impactos ambientais e o elevado índice de perdas e
desperdícios gerados pela indústria de alimentos tem levado pesquisadores a buscar
alternativas viáveis de aproveitamento e geração de novos produtos para o consumo
(PEREIRA et al., 2005). O resíduo final, sempre que possível, deve ser aplicado como
matéria-prima em um novo processo (FERNANDES, 2006). No processamento do maracujá
as cascas são consideradas adequadas para a produção de doce em calda, sendo
sensorialmente aceitáveis e com baixo custo de produção (OLIVEIRA; NASCIMENTO;
BORGES, 2002). Na elaboração de balas, a substituição de 40% da polpa da banana nanica
por cascas apresentou boa aceitabilidade quando comparadas a marcas comerciais (HUALLA,
1993).
No processo de industrialização da batata aproximadamente 35% da produção é
descartada na forma de resíduos, em grande parte no meio ambiente sem o tratamento
adequado. Algumas indústrias os fornecem como matéria-prima para fabricação de produtos
para alimentação animal (REZENDE et al., 2007), porém isto nem sempre ocorre. O descarte
destes resíduos no meio ambiente causa sérios problemas. Em alguns países onde ocorre a
irrigação de solos com a água residual da batata, há a contaminação da superfície dos mesmos
através da formação de espuma na superfície de solos congelados, que traz odores
desagradáveis e leva nitrogênio e fósforo para a água do subsolo (OLSEN, 2006 apud
FERNANDES et al., 2008).
Dentre os resíduos gerados pela industrialização de batata estão a casca e a polpa. No
Brasil, estima-se que mais de 300 mil toneladas de cascas de batata são descartadas por ano
(BALSALOBRE, 1995). Os resíduos de casca de batata são difíceis de serem eliminados,
principalmente devido ao transporte (ROGOLS; SIROVATKA; WIDMAIER, 2003). A casca
representa um dos principais efluentes resultantes da indústria processadora de batata e

24
geralmente é descartada como um resíduo, sendo utilizada na alimentação animal ou como
matéria-prima de fertilizantes orgânicos (RANDUZ et al., 2003).
É comum o descarte da casca da batata no preparo dos mais variados pratos, tanto em
nível industrial quanto doméstico. Devido a necessidade de serem encontradas novas opções
para a reutilização de resíduos, acredita-se que a casca da batata poderá se tornar um
importante produto para indústria alimentícia, uma vez que é rica em fibras e antioxidantes
naturais como carotenóides, antocianinas e ácidos fólicos (ONYENEHO;
HETTIARACHCHY, 1993; SOTILLO; HADLEY; HOLM, 1994; AL-SAIKHAN;
HOWARD; MILLER JR, 1995).
Fernandes et al. (2008) utilizaram resíduo de casca de batata recolhidas no Restaurante
Universitário e na Indústria de batata chips para a produção de farinha mistas, juntamente com
a farinha de trigo branca e integral em diferentes porcentagens, visando a sua utilização em
produtos de panificação. As análises de fibra bruta e minerais, especialmente os valores de
cálcio, fósforo e magnésio da farinha de casca da batata apresentaram valores altos, podendo
enriquecer produtos elaborados com a mesma. Outro aspecto importante foi a quantidade de
amido encontrada na farinha deste resíduo (41,35%). Neste trabalho eles destacaram que, se
corretamente limpa e higienizada, a casca pode ser utilizada na alimentação humana na forma
de farinha.
A pesquisa de Garmus et al. (2009) utilizou casca de batata cortada manualmente para
a produção de farinha que apresentou um alto teor de fibras (4,6%) e os biscoitos produzidos a
partir dela, alcançaram boa aceitabilidade. A presença de fibras é importante uma vez que
podem atuar na prevenção de doenças intestinais, como constipação, hemorróidas, hérnia
hiatal, doença diverticular e câncer de cólon. Pode contribuir, também, na prevenção e no
tratamento da obesidade, na redução do colesterol sanguíneo, na regulação da glicemia após
as refeições e, ainda, diminuir o risco de doenças cardiovasculares e diabetes (VITOLO;
CAMPAGNOLO; GAMA, 2007). Embora apresente características que poderiam beneficiar a
alimentação humana, ainda existem poucos estudos sobre as características microbiológicas e
nutricionais do resíduo casca de batata.
A polpa residual de batata, resultante da etapa de corte e lavagem de batatas no
processamento de batatas fritas, é um resíduo formado aparentemente por uma pequena fração
de restos de paredes celulares do tubérculo de batata, de uma grande quantidade de amido e
água. Geralmente, este resíduo é retido em um big bag que separa parcialmente o líquido da
fração particulada (polpa). Durante o processamento, as batatas são cortadas de acordo com o

25
produto desejado: batata chips lisa, ondulada ou batata palha. Após o corte, as fatias devem
ser lavadas com jatos d’água, entretanto, no caso de batata palha, o processo de lavagem deve
ser cuidadoso, porque há maior liberação de amido e os pedaços são mais frágeis e mais
susceptíveis à quebra (TFOUNI et al., 2003). Isto resultaria em uma maior produção de polpa
residual. O fluxograma do processamento de batatas fritas e da geração dos resíduos casca e
polpa são mostrados na Figura 1.
Figura 1. Fluxograma de processamento da batata frita e produção de resíduos. Fonte: DIAS (2010).
Câmara fria
Pré-lavagem
Fritura
Secagem parcial
Lavagem
Corte
Seleção
Descascamento
Salga
Empacotamento
Peneira
Água de lavagem
Filtro
Polpa residual de
Batata
Cascas
residual de
batata
Água
Cascas
Tratamento de
Efluentes
Decantação/Filtração
Big Bag
Água

26
A polpa residual de batata recuperada na Empresa CICOPAL, na cidade de Senador
Canedo/GO, chega a oito toneladas por mês e atualmente é vendida para uma indústria de
cola, a R$ 0,15 o quilo, enquanto o restante é enviado para a Estação de Tratamento de
Efluentes (ETE) da empresa ou destinada a compostagem. A porção enviada para a ETE
deve-se ao fato de o sistema de recuperação da polpa não ser eficiente e grande parte da água
de lavagem que a contém é perdida durante a decantação no big bag. Segundo DIAS (2010),
para a reutilização da polpa de batata na indústria é necessário melhorar o sistema de captação
já existente. Com esta melhoria e a implantação de um sistema de secagem, a produção da
polpa residual de batata pela indústria poderá ser aumentada em até 20%. Esta pesquisa
apontou que com o sistema atual de processamento, seria possível substituir 20% da farinha
de trigo por polpa de batata na produção de snacks fritos, isto reduziria o custo de produção
em 10% e aumentaria a margem de lucro dos snacks de trigo. Os custos na ETE para o
tratamento do resíduo poderiam diminuir em 50%. Não foram encontrados outros estudos
relacionados ao reaproveitamento da polpa residual de batata, apesar de existir um interesse
generalizado em redução do impacto ambiental e aproveitamento integral dos alimentos.
Portanto, a polpa residual de batata por ser produzida em grande quantidade por
indústrias de batata frita e por essa apresentar potencial para a utilização na alimentação
humana deve primeiramente passar por um rigoroso controle microbiano. A avaliação da
qualidade microbiológica de um produto fornece informações que permitem avaliá-lo quanto
às condições de processamento, armazenamento e distribuição para o consumo, sua vida útil e
quanto ao risco à saúde (FRANCO; LANDGRAF, 2005).
2.3 SEGURANÇA ALIMENTAR DE RESÍDUOS
A segurança alimentar refere-se à ausência de riscos ao consumo dos alimentos,
garantindo que estes estejam livres de toda e qualquer substância causadora de danos à saúde
do consumidor. Os alimentos podem ser contaminados por origem biológica como as
bactérias e os fungos que são os representantes principais e preocupam tanto a indústria de
alimentos quanto autoridades sanitárias por serem responsáveis pela imensa maioria dos casos
de doenças transmitidas por alimentos (DTA) (GUERREIRO, 2006).
As DTA constituem um dos problemas de saúde pública mais freqüente do mundo
contemporâneo. Elas são causadas por agentes, os quais penetram no organismo humano

27
através da ingestão de água ou alimentos contaminados. Os alimentos contaminados
aparentemente são normais, apresentam odor e sabor normais e, como o consumidor não está
devidamente esclarecido ou consciente dos perigos envolvidos, não consegue identificar
qual alimento poderia estar contaminado em suas últimas refeições (NOTERMANS;
VERDEGAAL,1992). Sendo assim, torna-se difícil rastrear os alimentos responsáveis pelas
toxinfecções ocorridas (COSTALUNGA; TONDO, 2002).
Os sintomas mais comuns das DTA incluem dor de estômago, náusea, vômitos,
diarréia e febre. Dependendo do agente etiológico envolvido, porém, o quadro clínico pode
ser extremamente sério, com desidratação grave, diarréia sanguinolenta, insuficiência renal
aguda e insuficiência respiratória (FORSYTHE, 2002; RODRIGUES et al. 2004;
MÜRMANN et al., 2008). Entre as causas mais frequentes de contaminação dos alimentos,
destacam-se a manipulação e a conservação inadequadas dos mesmos, além da contaminação
cruzada entre produtos crus e processados (COSTALUNGA; TONDO, 2002; MÜRMANN et
al., 2008).
As contaminações microbiológicas nos alimentos podem ocorrer desde a colheita até o
processamento, embalagem, transporte, estocagem e por diversos meios, seja o solo, a água, o
ar, incluindo os diversos contatos físicos, mecânicos ou manuais. No entanto, o
desenvolvimento microbiano depende do tipo de substrato que se constitui o alimento e à
disponibilidade de água, necessária aos processos metabólicos (FERREIRA NETO et al.,
2004).
De modo geral, as análises microbiológicas devem ser realizadas com o objetivo de
avaliar a qualidade microbiológica do processo produtivo e do alimento, visando diagnosticar
um possível agente etiológico causador de surto de DTA. Além de avaliar o grau de
contaminação por microrganismos deteriorantes, bem como de orientar o monitoramento,
indicando medidas corretivas em pontos críticos de controle. Dentre os microrganismos que
contribuem para a contaminação dos alimentos, temos os Coliformes totais e termotolerantes,
Salmonella sp., Estafilococos coagulase positiva, Bacillus cereus, Clostrídios sulfito
redutores, bolores e leveduras, entre outros (FRANCO; LANDGRAF, 2005).
O grupo dos coliformes totais é composto por bactérias da família Enterobacteriaceae,
capazes de fermentar a lactose e produzir gás, quando incubadas a 35-37°C, por 48 h. Além
de serem encontrados nas fezes, estão presentes nos vegetais e no solo, onde persistem por
período superior ao de bactérias patogênicas como Salmonella sp. e Shigella. Elevados
números de coliformes indicam processamento inadequado ou possível recontaminação pós-

28
processamento, podendo ser provenientes da matéria-prima, dos equipamentos mal
higienizados, ou dos manipuladores de alimentos (PELCZAR JÚNIOR; CHAN; KRIEG,
1996).
O índice de coliformes fecais ou termotolerantes é utilizado como indicador de
contaminação fecal, ou seja, de condições higiênico-sanitárias inadequadas, visto que a
população deste grupo é constituída de uma alta proporção de Escherichia coli, que tem seu
habitat exclusivo no trato intestinal do homem e dos animais. Além disso, indicam condições
sanitárias inadequadas durante o processamento, produção ou armazenamento. Altas
contagens podem significar contaminação pós-processamento, limpezas e sanificações
deficientes e tratamentos térmicos ineficientes. Os coliformes fecais apresentam capacidade
de continuar fermentando a lactose e produzir de gás, quando incubados à temperatura de 44-
45°C. Essas bactérias são responsáveis pelos casos de diarréia e outros distúrbios intestinais,
sendo considerados os principais agentes contaminantes de muitos alimentos (ALMEIDA
FILHO; NADER FILHO, 2002).
Com relação às salmonelas, seu principal reservatório é o trato gastrointestinal do
homem e dos animais, principalmente aves e suínos. Este gênero abriga as espécies
causadoras de febre tifóide (S. Typhi), das febres entéricas (S. Paratyphi A, B, C) e das
enterocolites por Salmonella sp. (salmoneloses) (FRANCO; LANDGRAF, 2005). A
salmonelose é uma das principais zoonoses que acomete a população mundial, sendo
importante a adoção de medidas preventivas, para se evitar o risco de infecção na população
(SHINOHARA et al., 2008).
Estafilococos coagulase positiva são microrganismos de grande importância em
alimentos por apresentarem risco à saúde pública por meio da produção de enterotoxinas.
Estão presentes nas lesões de pele e vias aéreas superiores do homem, sendo facilmente
transferidos para os alimentos. Em condições favoráveis esse microrganismo multiplica-se no
alimento, até alcançar altas cargas, produzindo as enterotoxinas que causam a toxinose. Os
principais sintomas são náuseas, vômito e diarréia, e em idosos e crianças essa manifestação
pode ser fatal, caso esses indivíduos apresentem outras doenças (CLEMENTE; VALLE;
ABREU, 2003).
As principais bactérias esporuladas, as mais resistentes ao calor e de maior
importância na microbiologia alimentar, pertencem aos gêneros Bacillus e Clostridium
(VIDAL-MARTINS; ROSSI; REZENDE-LAGO, 2005). O B. cereus, é um tipo de
microrganismo Gram-positivo, em forma de bastonete, móvel, de grande importância na

29
indústria de alimentos, tendo em vista sua capacidade de produzir toxinas, responsáveis por
toxinfecções alimentares, enzimas extracelulares, que determinam o potencial de deterioração,
e esporos, que podem resistir aos tratamentos térmicos, inclusive a ultra alta temperatura
(UAT) (GHELARDI et al., 2002; CRONIN; WILKINSON, 2008). Essa espécie é encontrada
predominantemente no solo, na água e em material fecal. Sendo assim, a presença de bactérias
ou esporos de B. cereus é relativamente frequente (ANDERSSON; RONNER; GRANUM,
1995; KOTIRANTA; LOUNATMAA; HAAPASALO, 2000), causando a contaminação de
diversos alimentos como, por exemplo, arroz, especiarias, leite, produtos lácteos, verduras,
carnes, alimentos farináceos, sobremesas e bolos (GHELARDI et al., 2002; FRANCO;
LANDGRAF, 2005). Em virtude de determinadas propriedades dos esporos, tais como,
sobrevivência em diferentes temperaturas e valores de pH, resistência à desidratação e
irradiação e capacidade de adesão a superfície de equipamentos, as indústrias de gêneros
alimentícios encontram dificuldades para a eliminação desse microrganismo durante o
processamento industrial (ANDERSSON et al., 1995; KOTIRANTA LOUNATMAA;
HAAPASALO, 2000). A contaminação de alimentos pelo B. cereus além da deterioração dos
alimentos, também tem sido, em decorrência da ingestão de alimentos contaminados com
cepas patogênicas, associada à ocorrência de dois tipos de síndrome (a emética e a diarréica).
Na primeira observa-se a pré-formação da toxina no alimento, enquanto na segunda, a toxina
é produzida no trato gastrointestinal (GHELARDI et al., 2002).
Com exceção de algumas espécies aerotolerantes, os clostrídios são anaeróbios estritos
e catalase negativos. A principal fonte de Clostridium é o solo, sendo encontrados no trato
intestinal do homem e dos animais e nos alimentos. Esse gênero é composto por várias
espécies, e cada uma delas é caracterizada por possuir um conjunto de fatores de virulência
distinto (FRANCO; LANDGRAF, 2005). Dentre essas espécies, destaca-se o grupo dos
Clostrídios sulfito-redutores, que se caracteriza por reduzir o sulfito a sulfeto de hidrogênio
(H2S) a 46ºC. Sua aplicação na análise de alimentos é oferecer uma indicação simples e rápida
da potencial presença de Clostridium perfringens e Clostridium botulinum, espécies capazes
de causar sérios danos à saúde do consumidor (LUND, 2004).
Bolores e leveduras são importantes indicadores da eficiência de práticas de
sanitização de equipamentos e utensílios durante a produção e beneficiamento de alimentos.
Além disso, podem estar associados à produção de metabólitos tóxicos e deterioração de
alimentos. A proliferação de bolores e leveduras é mais lenta do que a das bactérias em
alimentos de baixa acidez e alta atividade de água. Portanto, dificilmente serão responsáveis

30
pela deterioração desses alimentos. Embora a legislação sanitária vigente não estabeleça
padrões de tolerância para esses microrganismos, a presença destes nos alimentos pode
representar perigo à saúde pública, devido principalmente à produção de micotoxinas pelos
bolores. Essas toxinas quando ingeridas podem até levar a óbito (FRANCO; LANDGRAF,
2005).
Poucos estudos relataram análise microbiológica de resíduos visando aplicação em
produtos alimentícios. Ferreira e Pena (2010) realizaram análises microbiológicas na casca do
maracujá amarelo, resíduo da industrialização de suco, e observaram que o mesmo poderia ser
utilizado como alimento. Damiani et al. (2008) avaliaram a qualidade microbiológica de
geléias formuladas com diferentes níveis de casca em substituição à polpa de manga e
concluíram que todos os resultados apresentaram-se dentro dos limites permitidos pela
Resolução RDC nº 12, da Agência Nacional de Vigilância Sanitária do Ministério da Saúde
(ANVISA/MS) (BRASIL, 2001). O resultado satisfatório, segundo este estudo, foi devido à
sanitização adequada das frutas e dos equipamentos utilizados, além da efetividade dos
métodos de conservação empregados. A fermentação na batata, assim como em seus resíduos
é um processo espontâneo. Falhas durante o armazenamento da polpa de batata podem
resultar na deterioração e/ou a sobrevivência de agentes patogênicos nos alimentos
produzidos, criando assim, riscos inesperados à saúde do consumidor. Desta forma, tanto do
ponto de vista de higiene quanto de segurança, o uso de métodos de conservação é
recomendado (AGUILERA; CHIRIFE, 1994).
2.4 MÉTODOS DE CONSERVAÇÃO: SECAGEM E ACIDIFICAÇÃO
Entre os métodos de conservação de alimentos mais utilizados pode-se referenciar o
controle da temperatura, a secagem e a adição de conservantes químicos.
2.4.1 Secagem
A conservação pela secagem tem sido realizada durante muitos séculos e é utilizada
para reduzir a atividade de água do alimento, responsável pela sua perecibilidade. As técnicas
utilizadas podem variar, desde a simples exposição ao sol e ao vento, secagem em estufas por
convecção natural ou circulação forçada, até a adição de solutos como sal, açúcar, entre outros
(FREITAS, FIGUEIREDO, 2000).

31
As vantagens de se utilizar esse processo são inúmeras, dentre elas a conservação do
produto com o aumento da vida de prateleira, redução do volume, facilitando o transporte e
armazenamento, a estabilidade dos componentes aromáticos a temperatura ambiente e a
proteção contra degradação enzimática e oxidativa, além da economia de energia por não
necessitar de refrigeração e a disponibilidade do produto durante qualquer época do ano
(PARK; YADO; BROD, 2001; PARK; MORENO; BROD, 2001). A secagem tem sido
aplicada em diversas pesquisas com vegetais e frutas, avaliando os efeitos da temperatura,
vazão do ar e da dimensão do alimento sobre o tempo de secagem, teor de umidade final e
encolhimento do produto (LEITE; MANCINE; BORGES, 2007; BORGES et al., 2008).
A secagem da polpa residual de batata para a sua conservação e produção de farinha é
um processo viável, pois possibilitará sua utilização em diversos alimentos (DIAS, 2010). A
fécula de batata (produto a princípio semelhante à polpa residual) é utilizada, principalmente,
na indústria de panificação, podendo também ser usada para a produção de biscoitos, massas
folheadas, biscoitos fermentados, bolos e misturas para bolos, sopas desidratadas, em recheios
para cobertura de tortas congeladas, rações para filhotes de animais, molhos, temperos, além
de snacks, pura ou em misturas com féculas de mandioca (WILLARD, 1975). Alguns estudos
realizaram a substituição parcial ou total de farinha de trigo pela de batata na produção de
panificados e empanados de frango e obtiveram ótimos resultados (FERREIRA; PARK, 2001;
MISRA; KULSHRESTHA, 2003; FREITAS et al., 2005).
2.4.2 Acidificação
Os conservantes químicos representam substâncias que são adicionadas aos alimentos
com intuito de evitar possíveis contaminações e alterações, pois reduzem ou eliminam a
atividade microbiana e enzimática e impedem possíveis reações químicas prejudiciais aos
alimentos (GARDNER, 1972).
Dentro os conservantes químicos, temos os ácidos, que são empregados na conservação
de vários alimentos, proporcionando uma vida de prateleira mais longa. A preservação de
alimentos pela acidificação é um procedimento muito antigo e os ácidos atuam de diferentes
formas no processamento de alimentos, sendo utilizados, como agentes saborizantes, tampões
no controle do pH, conservantes na prevenção do crescimento de microrganismos e da
germinação de esporos, sinergistas aos antioxidantes, na prevenção da rancidez e do
escurecimento, modificadores da viscosidade, entre outros (GARDNER, 1972). No alimento
acidificado é adicionado um ácido ou alimento ácido, para originar um produto que tenha um

32
pH final de equilíbrio de 4,6 ou menor e uma atividade de água acima de 0,85 (SANTANA,
1996).
O pH é um dos principais fatores que determinam a sobrevivência e o crescimento dos
microrganismos durante o processamento, a estocagem e a distribuição de alimentos. A
eficácia dos ácidos em inibir a atividade microbiana depende de sua constante de dissociação
(pKa). O pKa corresponde ao valore de pH no qual 50% do ácido total está na forma não-
dissociada. Este varia com o tipo de ácido orgânico usado como conservador em alimentos,
situando-se entre pH 3 e 5. Portanto, à medida que se abaixa o pH do alimento, aumenta-se a
proporção de moléculas de ácido na forma não dissociada e, consequentemente, sua eficiência
como agente antimicrobiano (CHICHESTER; TANNER, 1972).
A atividade antimicrobiana aumenta com o comprimento das cadeias de carbono que
constituem o ácido e valores menores de pKa (PARTANEN; MROZ, 1999) e esta relacionada
com a capacidade do ácido em penetrar na célula microbiana livremente através da membrana
celular, liberando íons e prótons e alterando o pH intracelular e o gradiente de concentração
iônica. O acúmulo de anions H+ provoca toxidez e inibe reações essenciais, como a glicólise
(GAUTHIER, 2005). Dessa forma, as atividades enzimáticas e os sistemas de transporte de
nutrientes são reduzidos, ocorrendo a morte celular ou a diminuição no desenvolvimento
bacteriano (DIBNER; BUTTIN, 2002). Adicionalmente, o processo de transporte de prótons
livres para o exterior da membrana celular aumenta o gasto energético e os ânions RCOO- do
ácido, impedindo a síntese de DNA e interrompendo o processo de replicação das proteínas
(DIBNER; BUTTIN, 2002; GAUTHIER, 2005). A ação antimicrobiana de ácidos orgânicos
sobre o crescimento de bactérias patogênicas foi comprovada. Sawaya et al. (1995)
empregaram ácido lático e refrigeração a 4ºC em carcaças de frango e conseguiram um
aumento de seis a sete dias na vida de prateleira.
Na indústria de alimentos, o ácido lático é muito usado como acidulante, agente
antimicrobiano, adjuvante de sabor, solvente, estabilizador, emulsificador, sendo considerado
seguro pelo Food and Drug Administration (FDA) (NAMPOOTHIRI; PANDEY; JOHN,
2006; JOHN; NAMPOOTHIRI; PANDEY, 2007).
O ácido lático, à temperatura ambiente, é um líquido incolor ou ligeiramente amarelado,
solúvel em água. A queda de pH que ele provoca é responsável por grande parte de sua ação
antimicrobiana, agindo como conservador. O ácido lático é muito estável ao calor, resistindo a
temperaturas elevadas. Possui suave sabor ácido, não mascara outros componentes odoríferos
e não sofre limitações quanto ao seu emprego como alimento (XAVIER, 1997).

33
Observa-se que tanto a secagem quanto a acidificação são métodos que podem ser
aplicados na polpa residual de batata para sua conservação. Acredita-se que esse resíduo, caso
apresente qualidade microbiológica dentro dos limites permitidos para féculas pela legislação,
poderia ser usado na alimentação humana com grande potencial tecnológico. Isto porque,
sabe-se que o amido é um dos componentes presentes em maior quantidade na batata, e
provavelmente nesse resíduo, o que torna fundamental a elucidação de algumas de suas
características.
2.5 AMIDO: CARACTERÍSTICAS, TIPOS E APLICAÇÕES INDUSTRIAIS
A batata, assim como, o milho, o trigo, o arroz e a mandioca são as cinco principais
espécies consideradas fonte de amido comercial. O amido constitui o mais abundante
carboidrato de reserva das plantas superiores e nos tubérculos corresponde de 65% a 85% do
peso seco. O amido está presente nos tecidos sob a forma de grânulos intracelulares, os quais
são constituídos de moléculas de amilose e amilopectina associadas entre si por pontes de
hidrogênio (CEREDA, 2002; DENARDIN; SILVA, 2009). O arranjo estrutural dessas
macromoléculas permite a formação de áreas amorfas e em regiões de maior e menor
cristalinidade. São as áreas cristalinas do amido que mantêm a estrutura do grânulo, controlam
o seu comportamento na presença de água e os tornam mais resistentes aos ataques químicos e
enzimáticos. A zona amorfa dos grânulos de amido é a região menos densa, mais suscetível
aos ataques enzimáticos e absorve mais água em temperaturas abaixo da temperatura de
gelatinização (BILIADERIS, 1991; LACERDA et al., 2008).
A amilose e a amilopectina são depositadas em camadas sucessivas e se superpõe ao
redor de um núcleo denominado hilum. Essa característica confere ao amido um caráter
semicristalino, com regiões cristalinas e ordenadas onde se encontra a amilopectina e regiões
amorfas, nas quais as cadeias poliméricas estão menos ordenadas, as quais são constituídas
pela amilose (GALLANT; BOUCHET; BALDWIN, 1997).
A proporção de amilose e amilopectina é variável com a fonte botânica, o que irá
conferir características específicas à pasta de amido, assim como à organização física das
mesmas dentro da estrutura granular (BILIADERIS, 1991). Na tabela 1 é possível visualizar
alguns teores de amilose de fontes amiláceas determinados por alguns autores. Observa-se que

34
a batata apresenta maior quantidade de amilose quando comparada com outras fontes
tropicais.
Tabela 1. Teores de amilose em diferentes fontes amiláceas.
Fonte de amido Amilose%
Batata 25,41
Batata-doce 19,11
Milho 24,52
Mandioca 18,6-23,61
Araruta 23,93
Inhame 10-155
Mandioquinha-salsa 234
1HOOVER, (2001);
2 ZHENG; SOSULSKI, (1998);
3LEONEL et al. (2001);
4LEONEL; CEREDA, (2002);
5GALLANT et al., (1982).
Nos amidos que possuem maiores teores de amilose é possível observar a habilidade
que esta possui de formar gel depois do grânulo de amido ter sido gelatinizado. A formação
do gel é consequência da retrogradação dos polímeros de amido solubilizados depois de
cozidos (THOMAS; ATWEL, 1999).
A amilopectina é, em grande parte, responsável pela expansão do grânulo de amido.
Assim, os grânulos ricos em amilopectina são mais fáceis de serem dissolvidos em água a
95ºC que os que contêm muita amilose. Quando esses são aplicados a alimentos conferem-
lhes maior resistência à retrogradação durante estocagem a baixas temperaturas (CHEFTEL;
CHEFTEL, 1992; THOMAS; ATWELL, 1999).
A funcionalidade do amido está diretamente relacionada com essas duas
macromoléculas, com a distribuição do tamanho granular, teores de monoesterfosfato,
fosfolipídeos, e com a quantidade de constituintes menores, pois além da amilose e
amilopectina, os grânulos de amido também contêm lipídios, proteínas e sais minerais
(MORRISON, 1995; HOOVER, 2001). Em amidos de tubérculos, as proteínas, cinzas e
lipídeos aparecem em pequena quantidade e não chegam a alterar as propriedades funcionais.
Quanto menor o teor destas substâncias, melhor a qualidade do amido. O baixo teor de
lipídeos, por exemplo, faz dos amidos de tuberosas os mais neutros e menos sujeitos a
complexação (HOOVER, 2001; PERONI, 2003). O fósforo também desempenha um

35
importante papel nas propriedades funcionais, causando impacto nas propriedades reológicas
de amidos isolados, proporcionando pastas mais claras (transparentes), com alta viscosidade e
consistência. Em amidos de raízes e tubérculos o monoesterfosfato promove sua natureza
hidrofílica por introduzir nas cadeias de amido, os grupos fosfatos carregados negativamente
aumentando sua capacidade de ligação com a água, poder de inchamento e claridade de pasta
(LIM; KASEMSUWAN; JANE, 1994; BLENNOW et al., 2000; HOOVER, 2001).
O tamanho e a forma dos grânulos de amido são característicos da planta de origem
(RASPER, 1971). Singh e Singh (2001) analisaram a forma e tamanho de grânulos de amido
de cultivares de batata (Solanum tuberosum), utilizando a microscopia eletrônica de varredura
e observaram diferenças significativas para estes parâmetros entre as cultivares. A forma
variou de oval a cuboidal, com diâmetros médios variáveis de 15-20 μm e 20-45 μm, para
grânulos pequenos e grandes, respectivamente.
Os amidos nativos que possuem maiores grânulos tendem a inchar quando submetidos
a temperaturas menores. O amido de milho, por exemplo, gelifica e incha no intervalo de 62 a
72ºC, mas de forma lenta, enquanto que, o amido de batata, com tamanho de grânulo superior
ao do milho, gelifica a temperaturas inferiores e seu inchamento é mais rápido (KOKINI;
LAI; CHEDID, 1992).
O amido influência as propriedades de textura de muitos alimentos e é amplamente
utilizado como espessante, umectante, estabilizante coloidal, gelificante, agente de volume e
agente de retenção de água, nas diversas indústrias que fabricam alimentos prontos
desidratados e liofilizados, patês de carne enlatada, pudins instantâneos, geléias, gelatinas,
iogurtes, em produtos de confeitaria e de panificação e ainda nos alimentos balanceados,
como agente ligante dos componentes dos alimentos (SVEGMARK; HERMANSSON, 1993;
MORETTO et al., 2002).
Fécula e amido são sinônimos. A legislação brasileira define amido como o produto
amiláceo extraído das partes aéreas comestíveis dos vegetais, e fécula, como o produto
amiláceo das partes subterrâneas comestíveis: tubérculos, raízes e rizomas (BRASIL, 1978).
O uso de féculas de diversos tubérculos na alimentação tem sido extensivamente relatado pela
literatura. As féculas fermentadas de araruta e batata-baroa podem ser empregadas na
fabricação de biscoitos, da mesma forma que a fécula fermentada de mandioca e com boa
aceitação pelos consumidores (PEREIRA et al., 1999). A fécula de batata-doce pode ser
utilizada como espessante em bebidas lácteas (ANDRADE; MARTINS, 2002) e a da batata-
barôa na formulação de sopas instantâneas (GARCIA et al., 2007). A fécula de batata melhora

36
a estabilidade da espuma da cerveja, o que reduz gastos com uso de estabilizantes (MATOS et
al., 2005), e também pode ser incorporada nas formulações de sopas desidratadas (SANTOS
et al., 2010) e na cobertura de empanados de frango (FREITAS et al., 2005). Na produção de
sopas desidratadas, a fécula de batata é a preferida como espessante, por permitir reconstruir o
aspecto cremoso da sopa depois de cozida, com o menor tempo de preparo, por apresentar
baixa temperatura de formação de pastas, além de possuir sabor suave (FRANCO et al.,
2001).
Alguns estudos mostram que a fécula de batata possui características importantes e de
interesse para a indústria de alimentos. Por exemplo, o tamanho dos grânulos de amido e o
grau de fosforilação são maiores do que de outros amidos comercialmente disponíveis
(SINGH et al., 2003; JOBLING, 2004). Além disso, a existência de monoesterfosfato no
amido de batata (0,089 g.100g-1
) é de suma importância, pois confere alta viscosidade (KIM
et al., 1995; JANE et al., 1999; NODA et al., 2006a), transparência do seu gel (SINGH et al.,
2003), maior consistência e estabilidade de pasta sendo uma vantagem para muitas aplicações
industriais (HOOVER, 2001; MOORTHY, 2001).
Algumas propriedades dos amidos são importantes e determinam o seu uso nas
formulações de alimentos, tais como poder de inchamento, viscosidade, absorção e
solubilidade em água, formação de géis e a relação com a temperatura. Amidos que
apresentam baixas temperaturas de empastamento são ideais para o uso em alimentos de
preparo instantâneo, como macarrões, sopas e algumas sobremesas como pudins (DAIUTO;
CEREDA, 2006).
É fato que o uso do amido de várias espécies amiláceas na alimentação, na forma
nativa, é mais restrito por apresentar pouca absorção, insolubilidade em água fria,
instabilidade frente a ciclos de congelamento e descongelamento e tendência a retrogradação
(SITOHY et al., 2000). Porém, estas desvantagens podem ser compensadas através da
extrusão termoplástica que pode aumentar o poder de inchamento, absorção e solubilização,
bem como, reduzir o processo de retrogradação durante o período de resfriamento
(SCHIRMER; TOLEDO; REYES, 1986).
2.6 EXTRUSÃO TERMOPLÁTICA: SNACKS E FARINHAS PRÉ-GELATINIZADAS
A extrusão é uma tecnologia vantajosa, de alta versatilidade e eficiência, de baixo custo,
alta produtividade, curto tempo de reação e ausência de geração de resíduos (NABESHIMA;

37
GROSSMANN, 2001). Essa operação unitária têm proporcionado numerosas aplicações em
produtos alimentícios de conveniência tais como: petiscos, macarrões, alimentos à base de
cereais enriquecidos com proteína, bebidas em pó, produtos texturizados em geral como
farinhas e amidos pré-gelatinizados utilizados na formulação de sopas instantâneas, molhos
semiprocessados, produtos de confeitaria, amidos modificados, alimentos infantis, alimentos
para animais de estimação (pet foods), cereais matinais e snacks (CHANG et al., 1999;
ALVIM; SGARBIERI; CHANG, 2002; FERNANDES et al., 2003).
O processo de extrusão compreende as etapas de pré-extrusão, extrusão e pós-
extrusão. A pré-extrusão inclui a preparação dos ingredientes e sua mistura com posterior
condicionamento de umidade. Na etapa de extrusão, a matéria-prima é introduzida no
equipamento através do alimentador, sendo impulsionada pelo(s) parafuso(s) em direção à
matriz. À medida que o produto percorre o seu percurso ocorre aumento gradativo do atrito
mecânico, aumentando a pressão e temperatura, proporcionando o cozimento. A pós-extrusão
inclui a secagem dos extrusado para umidades inferiores a 10%, o resfriamento e a aplicação
de sabores e temperos ou moagem para fabricação de farinhas pré-gelatinizadas (EL-DASH,
1982).
Existem variáveis do processo de extrusão que controlam diretamente os atributos de
qualidade do alimento e são denominadas variáveis independentes. De acordo com Yacu
(1990), as variáveis independentes incluem a composição dos ingredientes alimentares, sua
umidade, o tamanho das partículas, a velocidade de alimentação do parafuso, a configuração
do parafuso e da matriz, a temperatura, a pressão e o tempo de residência do alimento no
cilindro extrusor. Já as variáveis dependentes mudam como consequencia das variáveis
independentes e servem para avaliar as propriedades físicas, químicas e funcionais dos
extrusados obtidos. Entre elas podem-se citar a densidade, o volume específico, a umidade, a
expansão, os atributos sensoriais como aparência, sabor, crocância e textura, o grau de
cozimento, avaliado através da susceptibilidade enzimática, a viscosidade, os índices de
absorção e de solubilidade em água, a difração de raios-X e os parâmetros colorimétricos.
Para que a qualidade seja mantida é necessário um controle cuidadoso no processo de
extrusão. Condições de extrusão brandas (alto teor de umidade, baixo tempo de residência e
baixa temperatura) favorecem maior retenção de aminoácidos, proteína, vitaminas,
digestibilidade do amido, aumento da fibra alimentar solúvel, diminuição da oxidação lipídica
e maior absorção de minerais. No entanto, condições de extrusão severas ou formulações
inadequadas (por exemplo, presença de açúcares redutores) podem causar a diminuição do

38
nutricional. Geralmente, a alta temperatura de extrusão (> 200ºC) e baixo teor de umidade
(<15 g.100g-1
) devem ser evitados para manter a qualidade nutricional (SINGH; GAMLATH;
WAKELING, 2007).
Dependendo do produto pretendido, diferentes temperaturas, umidades, velocidades e
tipos de parafuso podem ser utilizados (FARAJ; VASANTHAN; HOOVER, 2004). Contudo,
esses parâmetros do processo de extrusão não são os únicos determinantes na qualidade
tecnológica dos extrusados. Considerar aspectos dos componentes presentes na matéria-prima
é necessário, tais como: tipo, teor de umidade, estado físico, composição química (teores e tipos
de amidos, proteína, fibras, gorduras e açúcares) e pH (BHANDARI; D’ARCY; YOUNG,
2001).
O teor de umidade do material que será extrusado afeta significativamente a expansão,
sendo que, em produtos amiláceos, quanto menor a umidade, maior a expansão e maior grau
de dextrinização e viscosidade de pasta a frio (EL-DASH, 1982; ARÊAS, 1996). No entanto,
a alta umidade causa a expansão do extrusado logo após transpor a matriz, mas a estrutura
sofre colapso antes de ocorrer o resfriamento necessário, resultando num produto denso e
duro. A expansão do produto final está inversamente relacionada com a umidade da matéria-
prima e diretamente relacionada com o aumento da temperatura de extrusão, no entanto, o
efeito da umidade apresenta maior significância (HARPER, 1994).
A extrusão melhora a digestibilidade da proteína, devido à desnaturação e inativação
dos inibidores de enzimas. Aumento da temperatura, aplicação de calor anterior ao
processamento, origem da proteína e velocidade de rotação da rosca são fatores que
interferem na digestibilidade da proteína durante a extrusão (CAMIRE; CAMIRE;
KRUMHAR, 1990). A desnaturação promove o surgimento de peptídeos com diferentes pesos
moleculares, aminoácidos até então indisponíveis, podendo ocorrer reações com açúcares
redutores e outros componentes (reação de Maillard) (CHUANG; YEH, 2004). A proteína é
importante para a elasticidade, retenção de gás e estrutura alveolar, adesividade,
extensibilidade, absorção de água, ligação e mesmo expansão dos produtos extrusados
(SHUKLA, 1998).
Quanto aos lipídeos, altos teores prejudicam a expansão dos extrusados, enquanto
pequenos (até 5%) facilitam a extrusão e melhoram a textura. Durante a extrusão, os lipídeos
podem ser afetados como resultado da oxidação, hidrogenação, isomerização ou
polimerização (CAMIRE; CAMIRE; KRUMHAR, 1990).

39
O cozimento por extrusão aumenta significativamente a digestibilidade do amido
quando comparado com os amidos não extrusados, devido à ruptura da estrutura física do
grânulo de amido e a gelatinização (HAGENIMANA; DING; FANG, 2006). Desta forma,
percebe-se que o processamento por extrusão provoca transformações benéficas nos grânulos
de amido, tornando-os mais susceptíveis à degradação enzimática (FURLAN et al., 2003). Na
produção dos extrusados, os amidos são importantes para adesão, coesão e expansão
(SHUKLA, 1998). Maiores concentrações de amilopectina resultam em extrusados
expandidos com menores alvéolos de ar na estrutura e menor densidade específica enquanto
que altos teores de amilose resultam em menores índices de expansão, maior dureza e maior
resistência à absorção de água (HARPER, 1994).
O processo de extrusão também é responsável pela formação de complexo entre
amilose e lipídios, reações de degradação de vitaminas e pigmentos (ILO; LIU;
BERGHOFER, 1999), inativação de alguns fatores antinutricionais (inibidores de tripsina,
hemaglutininas, taninos e fitatos), esterilização e manutenção das cores e sabores naturais dos
alimentos (FELLOWS, 2000; BHANDARI; D’ARCY; YOUNG, 2001).
As propriedades físicas e químicas de diferentes materiais amiláceos extrusados tem
sido extensivamente pesquisados em função dos parâmetros do processo de extrusão. Lustosa,
Leonel e Mischan (2008) avaliaram o efeito da umidade da farinha de mandioca, rotação da
rosca e temperatura de extrusão sobre as propriedades físicas dos extrusados e observaram
que a umidade exerceu um efeito mais acentuado sobre as propriedades físicas. Borba,
Sarmento e Leonel (2005) pesquisaram o efeito das variáveis umidade da farinha de batata-
doce (15, 18 e 21%), temperatura na terceira zona do canhão (100, 120 e 140ºC) e rotação da
rosca (180, 210 e 240 rpm) sobre as características dos extrusados e verificaram que o teor de
umidade e a temperatura de extrusão influenciaram significativamente a expansão dos
extrusados. Ding et al. (2005) pesquisaram o efeito das condições de extrusão nas
propriedades físico-químicas e nas características sensoriais de snacks expandidos a base de
arroz. Verificaram que a velocidade do parafuso (180–320 rpm) não exerceu efeito
significativo sobre essas propriedades.
O grits de milho é a principal matéria-prima na produção de snacks. Estes apresentam
alta porosidade, textura crocante e agradável (ASCHERI et al., 2003b; CARVALHO et al.,
2003). Com intuito de agradar ao paladar e serem mais aceitos pelos consumidores, este
produtos são aromatizados. O aroma e o sabor, geralmente, são empregados por meio de
veículo lipídico, com elevado índice de gordura saturada e ácidos graxos trans em sua

40
composição (CAPRILES; ARÊAS, 2005). Os snacks fazem parte do cardápio alimentar da
população, sendo ingerido entre as principais refeições. Estimativas revelam crescimento
anual de cerca de 6% no mercado mundial de snacks (PIGNOCCHI, 2007).
Para fabricação de snacks, materiais alternativos podem ser usados como substituto
total do milho ou como ingrediente a ser adicionado à formulação (ASCHERI et al., 2003a).
Segundo Alves e Grossmann (2002), snacks apresentam um grande mercado consumidor e
possibilitam a agregação de valor para farinhas de diferentes fontes. Estes autores utilizaram a
farinha de cará para a produção de snacks e observaram que o melhor produto foi aquele
extrusado com um teor de umidade de 17 g.100g-1
, a 170ºC, com uma matriz de 4 mm de
abertura. O snack obteve um índice de aceitabilidade de 80%, quando avaliado por 140
consumidores. Borba, Sarmento e Leonel (2005) produziram extrusados com farinha de
batata-doce, entretanto o fato de não terem feito análise sensorial, os impediram de obter uma
conclusão quanto à qualidade dos produtos. Os valores de dureza não mostraram modelo de
regressão significativo e não houve indicativo do melhor tratamento usado.
As características intrínsecas da matéria-prima e as condições do processo de extrusão
determinam os atributos sensoriais de snacks, influenciando a ocorrência de reações, como o
escurecimento não enzimático e a degradação de pigmentos que podem afetar a cor e o sabor
do produto final. Quanto maior o tempo de residência da matéria-prima no interior da
extrusora, maior a sua susceptibilidade a estas reações (ILO; LIU; BERGHOFER, 1999;
GUY, 2001). A expansão, dureza, crocância e densidade são características importantes para
snacks, que afetam a aceitabilidade do produto final. Na maioria dos snacks é esperada uma
estrutura expandida (CHRISTOFIDES et al., 2004, BOMBO, 2006).
No caso da batata, a extrusão é um dos processos industriais que tem se mostrado
eficiente no seu processamento. As aplicações de farinha de batata extrusadas destinam-se a
produção de alimentos práticos, instantâneos, como os snacks, pudins e sopas instantâneas.
Farinhas pré-gelatinizadas de batata podem ser usadas em produtos da merenda escolar, nas
indústrias de papel, têxtil, fundições, perfuração de poços petrolíferos, produção de adesivos e
agentes ligantes, e até mesmo na produção de álcool (LEONEL, 2005). Uma possível
aplicação para a farinha de polpa residual de batata seria a sua utilização na produção de
snacks e farinha pré-gelatinizada por extrusão.
A estrutura dos produtos extrusados depende, principalmente, da gelatinização do
amido e da subsequente expansão do vapor de água, originada pela queda de pressão na saída
do material pela matriz extrusora, resultando em um produto leve e crocante

41
(BOONYASIRIKOOL; CHARUNUCH, 2000). No que se refere à gelatinização, esta ocorre
quando suspensões de amido são aquecidas em excesso de água de forma irreversível
(MUNHOZ; WEBER; CHANG, 2004). Durante a gelatinização, a estrutura cristalina do
amido é rompida, devido ao relaxamento de pontes de hidrogênio, e as moléculas de água
interagem com os grupos hidroxilas da amilose e da amilopectina, causando um aumento do
tamanho dos grânulos e solubilização parcial do amido (HOOVER, 2001). A consequência
direta do intumescimento é o aumento da solubilidade, claridade e viscosidade da pasta de
amido (FRANCO et. al., 2001). Após este fenômeno, quando a temperatura é reduzida ao
ambiente, os polímeros de amido nativo se reagrupam por ligações de hidrogênio, liberando
água e danificando o gel formado, fator que favorece a recristalização ou retrogradação
(MUNHOZ; WEBER; CHANG, 2004; SILVA et al., 2006).
O rompimento, a expansão e a hidratação da estrutura granular, além da solubilização
parcial das moléculas dos grânulos de amido, são conjuntamente descritos como
gelatinização. A temperatura de gelatinização varia de acordo com a fonte de amido, por
exemplo: 56 a 66ºC para fécula de batata, 62 a 66ºC para fécula de mandioca e 56 a 72ºC para
amido de milho (CIACCO; CRUZ, 1982).
As farinhas pré-gelatinizadas são obtidas a partir da moagem dos snacks extrusados e,
podem ser utilizadas como espessantes e estabilizantes, na elaboração de produtos panificados
e de confeitaria, em sopas instantâneas, cremes e mingaus instantâneos infantis, condimentos,
formulados para pudins e bebidas lácteas, caldo de carne desidratado e outros molhos prontos
(CARVALHO et al., 2003; ASCHERI; NASCIMENTO; BORGES, 2003; ASCHERI et al.,
2003a; ASCHERI et al., 2003b; NABESHIMA, 2007).
As farinhas amiláceas pré-gelatinizadas são bastante usadas na confecção de alimentos
pré-preparados, de cocção rápida, de fácil digestão e mais miscíveis em água ou leite do que
os amidos nativos e apresentam-se parcial ou totalmente solúveis em água fria e quente
(AUGUSTO-RUIZ et al., 2003).
Para que uma farinha pré-gelatinizada seja utilizada como ingrediente alimentar é
necessário investigações quanto às suas propriedades tecnológicas e funcionais, tais como
capacidade de absorção e a solubilidade em água, formação de gel, assim como as
propriedades viscoamilográficas. O material amiláceo extrusado absorve água rapidamente
formando uma pasta a temperatura ambiente, constituída de macromoléculas solubilizadas e
partículas intumescidas por água (gel). Os índices de absorção (IAA) e de solubilidade em
água (ISA) podem ser usados para selecionar farinhas de amido pré-gelatinizadas para

42
diferentes suspensões ou soluções (CARVALHO, 2000). O IAA avalia a absorção de água à
temperatura ambiente pelos grânulos danificados (ASCHERI, 1997). O aumento da
capacidade de absorção de água é uma característica muito importante, uma vez que a
qualidade de um alimento está associada à retenção de água pelos grânulos de amido
expandidos (ASQUIERI, 1990). O ISA indica a intensidade do tratamento térmico e
consequente desramificação da estrutura amilácea e se relaciona com a quantidade de
moléculas solúveis na amostra seca, medindo indiretamente o grau de dextrinização. O
aumento da solubilidade das farinhas amiláceas ou amido nativo com a gelatinização
proporciona a produção de alimentos instantâneos (ANDERSON et al., 1969; ASCHERI,
1997).
As propriedades viscoamilográficas permitem determinar e estudar o grau de
cozimento do material extrusado e avaliar o comportamento do amido em meio aquoso,
aplicando–se diferentes temperaturas durante o processo (SILVA et al., 2008). Os principais
determinantes do comportamento de pastas das farinhas pré-gelatinizadas são as mudanças
que ocorrem nos grânulos de amido durante a gelatinização e retrogradação, as quais têm sido
medidas principalmente pela curva de viscosidade medida no equipamento Analisador de
Viscosidade Rápida (RVA) (THOMAS; ATWELL, 1999). A viscosidade de pasta parece ser
determinada por dois fatores: o grau de inchamento dos grânulos, e a resistência que eles
possuem a dissolução pelo calor ou a fragmentação pela agitação mecânica (FRANCO et al.,
2001). Os amidos de raízes e tubérculos possuem baixa temperatura de pasta, baixa resistência
ao atrito mecânico e baixa tendência a retrogradação quando comparados com amido de
cereal normal, sendo estas propriedades atribuídas à ausência de lipídeos e fosfolipídeos
(LIM; KASEMSUWAN; JANE, 1994).
Pelo exposto, acredita-se que a tecnologia de extrusão termoplástica pode ser eficiente
na produção de snacks e farinhas pré-gelatinizadas de polpa residual de batata. Estas farinhas
poderiam ser utilizadas na produção de massa alimentícia fresca sem glúten. Segundo
Marconi e Carcea (2001) a adição de matérias-primas ricas em proteínas, como a farinha de
amaranto, resulta em macarrões com valores nutricionais mais elevados e melhores do que o
macarrão de sêmola de trigo convencional.

43
2.7 AMARANTO
O amaranto é uma dicotiledônea classificada como pseudocereal, por compartilhar
algumas de suas características e propriedades com os cereais (APHALO et al., 2004). O seu
aproveitamento é integral, tanto as folhas quantos as sementes são aproveitadas para nutrição
humana e animal (ESCUDERO et al., 2004; MARTIROSYAN; MIROSHNICHENKO;
KULAKOVA, 2007).
Nas ultimas décadas, o interesse pelo grão de amaranto tem crescido, devido a muitos
estudos apontarem a boa qualidade nutricional e a possibilidade de consumo por portadores de
doença celíaca, uma vez que não possui glúten em sua composição (BEJOSANO; CORKE,
1998; MARCÍLIO et al., 2003).
O amaranto também possui efeitos benéficos à saúde, sendo considerado antioxidante,
hipocolesterolemiante e anticarcinogênico. Estas características estão provavelmente
relacionadas à presença de fibras, esqualeno, tocoferóis, tocotrienóis e compostos fenólicos
nos grãos de amaranto (BREENE, 1991; DANZ; LUPTON, 1992; LEHMANN; PUTNAM;
QURESHI, 1994; LEHMANN, 1996; ESCUDERO et al., 2004).
O amido é o principal componente do amarando, sendo responsável por 48 a 69 g.100g-
1 da massa seca total do grão. Os grânulos possuem formato poligonal e são relativamente
pequenos (1 a 3 μm de diâmetro), o que faz com sejam usados como substitutos de gordura no
preparo de alimentos (JANE et al., 1992; HOOVER; SINNOT; PEREIRA, 1998;
LINDEBOOM; CHANG; TYLER, 2004).
O amido do amaranto possui baixa temperatura de gelatinização e conteúdo de amilose
entre 0 e 22 g.100g-1
, apresentando, em algumas cultivares, um amido ceroso, ou seja, rico em
amilopectina (~95 g.100g-1
). Devido ao tamanho dos grânulos e à quantidade de amilose, este
amido é utilizado na produção de molhos de salada, porque proporciona maior estabilidade
em produtos ácidos em comparação ao amido de milho (BREENE, 1991; BAKER; RAYAS-
DUARTE, 1998). O amido de amaranto pode ser utilizado em sopas instantâneas, uma vez
que, possui baixo pico de viscosidade e temperatura de pasta. Por não formar gel sólido, este
tipo de amido pode ser aplicado em molhos de carne e sopas de vegetais, onde são necessários
amidos com baixa temperatura de gelatinização, para manter uma dispersão completa do
produto durante a homogeneização (YANEZ et al., 1986).
Uma das características interessantes do grão de amaranto é o seu conteúdo de
proteínas, que varia de 12,8 a 17,4 g.100g-1
. As proteínas possuem elevados teores de lisina,

44
triptofano e aminoácidos sulfurados, entretanto, são limitantes em leucina e isoleucina. O alto
teor de aminoácidos sulfurados torna o amaranto um bom complemento para as leguminosas
que tem esses aminoácidos como limitante (BRESSANI, 1988; SEGURA-NIETO et al.,
1992; MARCILIO et al., 2003; ESCUDERO et al., 2004). Em média, a quantidade proteína
do amaranto é superior às encontradas em cereais como trigo (13,5-14,5 g.100g-1
), milho
(10,6-13,8 g.100g-1
) e aveia (12,4-12,9 g.100g-1
) (GORISNTEIN et al., 2001).
A quantidade de lipídeos está entre 1,9 e 8,7 g.100g-1
, e varia conforme a espécie e o
genótipo (HE; CORKE, 2003). Os ácidos oléico, linoléico, e esteárico constituem cerca de 90
g.100g-1
da gordura total. O amaranto apresenta ainda alto conteúdo de fibra alimentar (sendo
excelente fonte de fibra insolúvel, principalmente lignina e celulose), biotina e ácido fólico. O
amaranto possui maior teor de riboflavina e ácido ascórbico que os cereais como trigo, cevada,
aveia, centeio, arroz e milho (BRESSANI, 1983; YANEZ et al., 1994; GUZMÁN-
MALDONADO; PAREDES-LÓPEZ, 2000; BERGER et al., 2003). E ainda contém
significativas quantidades de cálcio, ferro, potássio, fósforo e vitaminas (ESCUDEIRO et al.,
1999).
Por suas características nutricionais, a farinha de amaranto é um ingrediente alimentar
que pode ser incorporado a preparações culinárias, proporcionando enriquecimento de dietas,
como fortificante de produtos elaborados com farinhas de trigo, milho e tubérculos ou na
elaboração de produtos farináceos isentos de glúten (AMAYA-FARFAN; MARCÍLIO;
SPEHAR, 2005). Diversos estudos têm avaliado a incorporação total ou parcial do grão de
amaranto em preparações culinárias. A farinha pode ser usada na preparação de cookies,
produtos de panificação (bolo e pão de forma), snacks, bebidas instantâneas, cereais matinais,
barras de cereais e macarrão, entre outras (GAMBUS; GAMBUS; SABAT, 2002; CHÁVEZ-
JÁUREGUI et al., 2003; SINDHUJA; SUDHA; RAHIM, 2005; MARCÍLIO; AMAYA-
FARFAN; SILVA, 2005; CAPRILES et al., 2006; ARCILA; MENDOZA, 2006; COELHO,
2006; CAPRILES et al., 2008; CAPRILES et al., 2009; CHILLO et al., 2010; CAPRILES;
AREAS, 2011).
2.8 MASSA ALIMENTÍCIA DE MATÉRIAS-PRIMAS ALTERNATIVAS
O Brasil foi o terceiro maior produtor mundial de massas alimentícias em 2011, com
um total de 1.300.000 t. De acordo com dados da Associação Brasileira das Indústrias de

45
Massas Alimentícias (ABIMA), esse produto já faz parte da cesta básica dos brasileiros. O
consumo per capita de massas alimentícias em 2010 foi de 6,4 kg, superior à média de 2009,
de 5,7 kg (ABIMA, 2012).
Massas alimentícias são os produtos obtidos da farinha de trigo e/ou derivados de trigo
durum e/ou derivados de outros cereais, leguminosas, raízes e ou tubérculos, resultantes do
processo de empasto e amassamento mecânico, sem fermentação. Podem ser adicionadas de
outros ingredientes, acompanhadas de complementos isolados ou misturados à massa, desde
que não descaracterizem o produto. Os produtos podem ser apresentados secos, frescos, pré-
cozidos, instantâneos ou prontos para o consumo, em diferentes formatos e recheios (ABIMA,
2012).
Massa alimentícia fresca é o produto que pode ou não ser submetido ao processo de
secagem parcial, de forma que o produto final apresente umidade máxima de 35 g.100g-1
(BRASIL, 2000). Pelo fato da massa fresca não sofrer uma intensa desidratação, como a
massa seca, mantém suas características de textura e sabor mais semelhantes aos da massa
caseira, entretanto requer cuidados especiais na sua conservação. O período de vida útil das
massas frescas é muito curto devido ao elevado conteúdo de água e substâncias nutritivas,
deteriorando-se rapidamente se não forem armazenados sobre refrigeração. Os
microrganismos mais comuns deteriorantes em massas frescas são as bactérias, seguidos por
bolores e leveduras (BRASIL, 2000; RAY, 2001; XU et al., 2008).
As estatísticas do mercado nacional de massas alimentícias demonstram um aumento
no consumo, nos últimos anos, de massa fresca e queda no consumo de massas secas. No total
em 2011, foram consumidas 51 mil toneladas de massa fresca no país (ABIMA, 2012).
Massa alimentícia de vegetais é o produto obtido, exclusivamente, de derivados de
leguminosas, raízes, tubérculos e ou cereais, excetuando-se o trigo (BRASIL, 2000). Diversas
pesquisas têm sido realizadas no intuito de encontrar fontes alternativas para a substituição do
trigo para produção de massas alimentícias (TOLOVA; SEIBEL, 1992; MESTRES et al.,
1993; KIM; WIESENBORN, 1996; CHILLO et al., 2008; CHILLO et al., 2010; CHOO;
AZIZ, 2010). No entanto, esta substituição nem sempre tem sido vantajosa, uma vez que as
massas alimentícias vegetais apresentam perdas por quebra, alto teor de sólidos na água
durante o cozimento, além de textura indesejável, por alta adesividade desses produtos
(NABESCHIMA, 2007). Isto acontece, porque as proteínas presentes nas matérias-primas,
diferentes das do trigo, são incapazes de formar estrutura semelhante à rede de glúten

46
(PAGANI, 1986). As propriedades elásticas e plásticas da massa alimentícia são inteiramente
dependentes da rede de glúten (ANTOGNELLI, 1980).
O glúten é uma substância elástica, aderente, insolúvel em água, responsável pela
estrutura das massas alimentícias. É constituído por frações de gliadina e de glutenina, que, na
farinha de trigo, totalizam 85 g.100g-1
da fração protéica, formando-se pela hidratação dessas
proteínas, que se ligam entre si e a outros componentes macromoleculares por meio de
diferentes tipos de ligações químicas (ARAÚJO et al., 2010).
Durante o cozimento de massas alimentícias de trigo, dois fatores interferem na
qualidade, a gelatinização do amido e a coagulação das proteínas. O amido gelatinizado
contribui para a viscoelasticidade e interfere nos parâmetros de adesividade e desintegração
das massas alimentícias. Enquanto que as proteínas do glúten são consideradas as
responsáveis pela boa qualidade das massas alimentícias cozidas, porque conferem maiores
capacidade de absorção de água, coesividade, viscosidade e elasticidade. Essas proteínas
possuem habilidade de formar uma rede insolúvel capaz de emaranhar os grânulos de amido
gelatinizados e rompidos, impedindo que a superfície da massa alimentícia se desfaça durante
o cozimento, além de evitar que o amido seja lixiviado na água de cozimento (CUNIN et al.,
1995; WIESER, 2007).
Na ausência do glúten, é necessário alterar as condições de processamento utilizando,
por exemplo, amido modificado química ou fisicamente. A modificação do amido é
fundamental para a formação de uma matriz uniforme. A adição de uma fração de amido pré-
gelatinizado com predomínio de ligações de hidrogênio e/ou modificado quimicamente
(covalentes ou iônicas) ao restante dos ingredientes da massa alimentícia vegetal pode
aumentar o número de ligações secundárias, que atuam como agente ligante e melhoram as
características de cozimento (EL-DASH, 1991; JULIANO; SAKURAI, 1995).
As principais características de qualidade requeridas das massas alimentícias frescas
são a resistência para manter a sua forma e tamanho durante a etapa de embalagem e
transporte e a coloração amarelada e homogênea, uma vez que a aceitabilidade pelo
consumidor está relacionada à aparência translúcida e uniforme. Enquanto que, da massa
alimentícia cozida, além do bom sabor e odor, deseja-se que o produto mantenha sua forma
sem apresentar rachaduras ou desintegração durante o cozimento, tenha textura firme (“al
dente”), superfície não pegajosa, baixa perda de sólidos, resistência ao cozimento e em menor
tempo (MANSER, 1981; MISKELLY, 1993). A qualidade do cozimento de massas

47
alimentícias sem glúten depende principalmente das propriedades de gelatinização do amido
(KIM; WIESENBORN, 1996).
As características das massas alimentícias estudadas são de importância, porque
massas alimentícias de alta qualidade devem possuir baixa susceptibilidade à quebra, boa
resistência ao cozimento, bons atributos sensoriais e ainda, não devem liberar quantidade
excessiva de matéria orgânica na água de cozimento e serem pegajosas (MANSER, 1981).
Macarrões de féculas, produzidos a partir de várias fontes vegetais, constituem uma
grande categoria de macarrão asiático. São, obviamente, diferentes de outros tipos de
macarrão, como os produzidos a base de farinha de trigo, uma vez que não possuem o glúten.
Um excelente macarrão de fécula teria um aspecto fino, claro ou transparente, alta resistência
elástica e baixa perda no cozimento, mesmo por tempo prolongado (COLLADO et al., 2001;
PURWANI; WIDANINGRUM THAHIR; MUSLICH, 2006).
As características do macarrão de fécula dependem muito das propriedades funcionais
do amido, uma vez que o produto sofre um ou dois tratamentos térmicos durante o
processamento. A gelatinização do amido e a posterior retrogradação definem a estrutura do
macarrão (TAN; LI; TAN, 2009). As características físicas e químicas do amido também
desempenham papel fundamental no processamento do macarrão de fécula e na sua qualidade
final (CHEN, SCHOLS; VORAGEN, 2003).
Na literatura são encontradas diversas pesquisas para a produção de massas
alimentícias usando-se matérias-primas não-convencionais. Ormenese et al. (2001) utilizaram
farinha de arroz e farinha de arroz pré-gelatinizada nas proporções de 60 a 40 g.100g-1
para
produção de massas alimentícias, por meio dos processos convencionais de extrusão de
macarrão e secagem à alta temperatura. Borges et al. (2003) fabricaram macarrões pré-
cozidos à base de farinha integral de quinoa e de arroz, obtidos por extrusão termoplástica.
Collado e Corke (1997) investigaram a qualidade de macarrões formulados com amido de 14
cultivares de batata-doce em Portugal.
Fécula de batata é a favorita para a produção de macarrão à base de fécula no
Japão. Sabe-se que o macarrão feito de fécula de batata é mais transparente e possui melhor
textura do que os produzidos, por exemplo, a partir de amido de feijão. Além disso, possui
alta absorção em sopas e molhos (KIM; WIESENBORN; LORENZEN, 1996). Singh, Singh e
Sodhi (2002) analisaram a qualidade do macarrão de amido de milho em comparação com
macarrão de fécula de batata e concluíram que esta é mais adequada à produção de macarrão.
A fécula de batata também tem sido usada para melhorar as propriedades texturais de

48
macarrão à base de trigo, como macarrão instantâneo alcalino, em um nível de 5 a 15%
(NODA et al., 2006).
Sandhu, Kaur e Mukesh (2010) prepararam macarrões de fécula de batata e amido de
arroz separadamente e em diversas proporções de substituição destes ingredientes, e
reportaram que a qualidade do macarrão de fécula de batata foi superior ao macarrão de
amido de arroz, pois apresentou maior peso, transparência e textura escorregadia. No entanto,
o macarrão de amido de arroz apresentou maior firmeza, mas baixa transparência e textura
menos escorregadia, concluindo que a mistura de farinha de batata e arroz na proporção 1:1
resultou em macarrão de melhor qualidade.
Percebe-se uma vasta literatura quanto à produção de massas alimentícias secas com
matérias-primas diferentes do trigo. No entanto, poucas pesquisas substituíram totalmente a
farinha de trigo por outras matérias-primas na produção de massas alimentícias frescas. No
trabalho de Kirinus, Copetti e Oliveira (2010), elaboraram-se dois tipos de massa alimentícia
como alternativa alimentar para indivíduos que apresentam restrição ao consumo de glúten.
Concluiu-se que a massa elaborada com farinha de soja foi mais bem aceita do que a
elaborada com farinha de quinoa. A maioria dos trabalhos encontrados incorporou diferentes
ingredientes ou substituiu o trigo com o objetivo de melhorar as características nutricionais.
Maluf et al. (2010), por exemplo, produziram massa alimentícia fresca de trigo com
incorporação de peixe defumado. As análises físicas e químicas da massa alimentícia
indicaram alto teor protéico (15,21 g.100g-1
). A avaliação sensorial indicou alta aceitabilidade
com 97% de aprovação. Pauchar-Menacho et al. (2008), desenvolveram uma massa
alimentícia fresca funcional pela incorporação de isolado protéico de soja (IPS) e
polidextrose, utilizando páprica como corante. Na avaliação sensorial da massa cozida,
observou-se que o IPS teve influência positiva sobre a textura, enquanto que a polidextrose e
a páprica afetaram negativamente este parâmetro.
Através da revisão da literatura percebeu-se interesse crescente pelo o uso da fécula de
batata na produção de macarrão, com diversos trabalhos apontando para a possibilidade de
obtenção de produtos de qualidade. Entretanto, não foram encontradas pesquisas direcionadas
para a produção de massa alimentícia fresca com o resíduo da industrialização da batata frita
(polpa residual de batata) e a incorporação do amaranto para o enriquecimento nutricional. A
fabricação de massa fresca de polpa residual de batata e amaranto poderá oferecer uma
alternativa alimentícia para as pessoas portadoras da doença celíaca. Esta é uma enfermidade
genética caracterizada pela má absorção de nutrientes como consequência de dano causado às

49
células epiteliais de absorção que recobrem o intestino delgado. Esse dano ocorre em pessoas
suscetíveis quando ingerem o glúten. É considerada problema de saúde pública devido à sua
prevalência, à frequente associação com morbidade variável e não específica e à
probabilidade de aparecimento de complicações graves, principalmente osteoporose e doenças
malignas do trato gastroentérico (PRATESI; GANDOLFI, 2005). Segundo Sdepanian, Morais
e Fagundes-Neto (1999), no final da década de 1990 estimava-se que no Brasil existiam cerca
de 300 mil portadores da doença, que tem maior incidência na Região Sudeste. Acredita-se
que atualmente esse número possa ter aumentado.
O contínuo consumo de trigo, aveia, cevada e malte, prejudicam o intestino delgado,
atrofiando e achatando suas vilosidades e conduzindo, dessa forma, à limitação da área
disponível para absorção de nutrientes (THOMPSON et al., 2005). As farinhas que compõem
os alimentos ricos em glúten devem ser substituídas por outras farinhas. A produção de massa
alimentícia à base de farinhas de polpa residual de batata e amaranto poderá proporcionar aos
pacientes celíacos produtos sensorialmente satisfatórios e com níveis nutricionais adequados
(ONYANGO; UNDEHEND; LINDHAUER, 2009).

50
REFERÊNCIAS
AGUILERA, J. M.; CHIRIFE, J. Combined methods for the preservation of foods in Latin
America and the CYTED-D project. Journal of Food Engeneering, Davis, v. 22, n. 1-4, p.
433-444, 1994.
ALMEIDA FILHO, E. S., NADER FILHO, A. Ocorrência de coliformes fecais e Escherichia
coli em queijo Minas Frescal de produção artesanal, comercializado em Poços de Caldas,
Minas Gerais. Revista Higiene Alimentar, Mirandópolis , v. 16, n. 102/103, p. 71-73, 2002.
AL-SAIKHAN, M. S.; HOWARD, L. R.; MILLER JR.; J. C. Antioxidant activity and total
phenolics in different genotypes of potato (Solanum tuberosum, L.). Journal of Food
Science, Chicago, v. 60, n. 2, p. 341-344, 1995.
ALVES, R. M. L.; GROSSMANN, M. V. E. Parâmetros de extrusão para produção de
“snacks” de farinha de cará (Dioscorea alata). Ciência e Tecnologia de Alimentos,
Campinas, v. 22, n. 1, p. 32-38, 2002.
ALVIM, I. D.; SGARBIERI, V. C.; CHANG, Y. K. Development of extruded mixed flours
based on corn flour, yeast derivates and casein. Ciência e Tecnologia de Alimentos,
Campinas, v. 22, n. 2, p. 170-176, 2002.
AMAYA-FARFAN, J.; MARCÍLIO, R.; SPEHAR, C. R. Deveria o Brasil investir em novos
grãos para sua alimentação? A proposta do amaranto (Amaranthus sp.). Segurança
Alimentar e Nutricional, Campinas, v. 12, p. 47-56, 2005.
ANDERSON, R. A.; CONWAY, H. F.; PFEIFER, V. F.; GRIFFIN JUNIOR, E. L.
Gelatinization of corn grits by rolland extrusion-cooking. Cereal Science Today,
Minneapolis, v. 14, n. 1, p. 4-12, 1969.
ANDERSSON, A.; RONNER, U.; GRANUM, P. E. What problems does the food industry
have the espore-forming pathogens Bacillus cereus and Clostridium perfringens?
International Journal of Food Microbiology, Amsterdam, v. 28, n. 2, p. 145-155, 1995.
ANDRADE, R. L. P.; MARTINS, J. F. P. Influência da adição da fécula de batata-doce
(Ipomoea batatas l.) sobre a viscosidade do permeado de soro de queijo. Ciência e
Tecnologia de Alimentos, Campinas, v. 33, p. 3249-253, 2002.
ANTOGNELLI, C. The manufacture and applications of pasta as a food and as a food
ingredient: A review. Journal of Food Technology, v. 15, n. 2, p. 125–45, 1980.
APHALO, P.; CASTELLANI, O. F.; MARTINEZ, E. N.; AÑÓN, M.C. Surface
physicochemical properties of Globulin-P amaranth protein. Journal Agricultural and Food
Chemistry, Davis, v. 52, p. 616-622, 2004.
ARAÚJO, H. M. C.; ARAUJO, W. M. C.; BOTELHO, R. B. A.; ZANDONADI, R. P.
Doença celíaca, hábitos e práticas alimentares e qualidade de vida. Revista Nutrição,
Campinas, v. 23, n. 3, p. 467-474, 2010.

51
ARCILA, N.; MENDOZA, Y. Elaboración de una bebida instantánea a base de semillas de
amaranto (Amaranthus cruentus) y su uso potencial en la alimentación humana. Revista de la
Facultad de Agronomia Universidad Del Zulia, Maracaibo, v. 23, p. 110-119, 2006.
ARÊAS, J. A. G. Interações moleculares do amido durante o processo de extrusão. Boletim
da SBCTA, Campinas, v. 30, p. 28-30, 1996.
ASQUIERI, E. R. Efeito da fermentação nas características da fécula de mandioca
(Manihot esculentam Crantz) de três cultivares colhidas em diferentes épocas.
Dissertação (Mestrado em Ciência de Alimentos) – Escola Superior de Agricultura de Lavras.
109 p, 1990.
ASCHERI, J. L. R. Extrusão termoplástica de amidos e produtos amiláceos. Rio de
Janeiro: EMBRAPA – CTAA, 43p., 1997.
ASCHERI, J. L. R.; NASCIMENTO, R. E.; BORGES, J. T. S. Propiedades funcionales de
fideos precocidos a base de harina integral de quinoa (Chenopodium quinoa, Willd) y harina
de arroz (Oryza sativa, L.). Alimentaria, Eypasa, v. 40, n. 342, p. 71-75, 2003.
ASCHERI, J. L. R.; MENDONÇA, X. M. F. D.; NASCIMENTO, R. E.; CARVALHO, C. W.
P.; DELLA MODESTA, R. C.; SPEHAR, C. R. Elaboração de “snacks” e farinha instantânea
de amaranto / arroz. Rio de Janeiro: Embrapa-CTAA, out. 2003a. 2 p. (Embrapa-CTAA.
Comunicado Técnico, 62).
ASCHERI, J. L. R.; MENDONÇA, X. M. F. D.; NASCIMENTO, R. E.; CARVALHO, C. W.
P.; DELLA MODESTA, R. C.; SPEHAR, C. R. Elaboração de “snacks” e farinha instantânea
de amaranto / milho. Rio de Janeiro: Embrapa-CTAA, nov. 2003b. 2 p. (Embrapa-CTAA.
Comunicado Técnico, 63).
ASSOCIAÇÃO BRASILEIRA DAS INDÚSTRIAS DE MASSAS ALIMENTÍCIAS –
ABIMA, 2012. Disponível em: http:// www.abima.com.br. Acesso em: 24 jan. 2012.
AUGUSTO-RUIZ, W. BONATO, S.; ARRIECHE, L. S.; ALVES, F. V. Produto alimentício
elaborado com farinha pré-gelatinizada de grãos quebrados de arroz. Alimentos e Nutrição,
Araraquara, v. 14, n. 1, p. 35-42, 2003.
BAKER, L. A.; RAYAS-DUARTE, P. Freeze-thaw stability of amaranth starch and the effect
of salt and sugars. Cereal Chemistry, Saint Paul, v. 75, n. 3, p. 301-307, 1998.
BALSALOBRE, M. A. A. Batata, beterraba, cenoura e nabo. In: SIMPÓSIO SOBRE
NUTRIÇÃO DE BOVINOS, 6., 1995, Piracicaba. Anais... Piracicaba, 1995. p. 99-121.
BEJOSANO, F. P.; CORKE, H. Protein quality evaluation of amaranthus wholemeal flours
and protein concentrates. Journal of Science of Food and Agriculture, Malden, v. 76, n. 1,
p. 100-106, 1998.
BERBARI, S. A. G.; AQUIRE, J. M. Alternativas para o aproveitamento indústrial da
Batata: Batata Show. Ano 2- Numero 4 – Maio/2002. Disponível em:
<http://www.abbabatatabrasileira.com.br/revista04_018.htm>. Acesso em: 13 jun. 2010.

52
BERGER, A.; GREMAUD, R.; BAUMGARTNER, M.; REIN, D.; MONNARD, I.;
KRATKY, E.; GEIGER, W.; BURRI, J.; DIONISI, F.; ALLAN, M.; LAMBELET, P.
Cholesterol-lowering properties of amaranth grain and oil in hamsters. International Journal
for Vitamin and Nutrition Research, Zürich, v. 73, n. 1, p. 39-49, 2003.
BHANDARI, B.; D’ARCY, B.; YOUNG, G. Flavour retention during high temperature short
time extrusion cooking process: a review. International Journal of Food Science and
Technology, Malden, v. 36, p. 453–461, 2001.
BILIADERIS, C. G. The structure and interactions of starch with food constituents.
Canadian Journal of Physiology and Pharmacology, Ottawa, v. 69, p. 60-78, 1991.
BLENNOW, A.; BAY-SMIDT, A. M.; OLSEN, C. E.; MOLLER, B. L. The distribution of
covalently bound phosphate in the starch granule in relation to starch
crystallinity. International Journal of Biological Macromolecules, Maryland Heights, v.
27, n. 3, p. 211-218, 2000.
BOMBO, A. J. Obtenção e caracterização nutricional de snacks de milho (Zea mays L.) e
linhaça (Linum usitatissimum L.). São Paulo, 2006. 96p. Dissertação (mestrado). Faculdade
de Saúde Púlica, Universidade de São Paulo.
BOONYASIRIKOOL, P.; CHARUNUCH, C. Development of corngrit-broken rice based
food by extrusion cooking. Kasetsart Journal: Natural Sciences, Bangkok, v. 34, p. 279-
288, 2000.
BORBA, A. M.; SARMENTO, S. B. S.; LEONEL, M. Efeito dos parâmetros de extrusão
sobre as propriedades funcionais de extrusados da farinha de batata-doce. Ciência e
Tecnologia de Alimentos, Campinas, v. 25, n. 4, p. 835-843, 2005.
BORGES, J. T. S.; ASCHERI, J. L. R.; ASCHERI, D. R.; NASCIMENTO, R. E.; FREITAS,
A. S. Propriedades de cozimento e caracterização físico-química de macarrão pré-cozido à
base de farinha integral de quinoa (chenopodium quinoa, willd) e de farinha de arroz (oryza
sativa, l) polido por extrusão termoplástica. Boletim do Centro de Pesquisas e
Processamento de Alimentos, Curitiba, v. 21, n. 2, p. 303-322, 2003.
BORGES, C. D.; CHIM, J. F.; LEITÃO, A. M.; PEREIRA, E; LUVIELMO, M. M. Produção
de Suco de Abacaxi Obtido a Partir dos Resíduos da Indústria Conserveira. Boletim do
Centro de Pesquisas e Processamento de Alimentos, Curitiba, v. 22, n. 1, p. 23-34, 2004.
BORGES, S. V.; MANCINI, M. C.; CORRÊA, J. L. G.; NASCIMENTO, D. A. Secagem de
fatias de abóboras (Cucurbita moschata, L.) por convecção natural e forçada. Ciência e
Tecnologia de Alimentos, Campinas, v. 28, p. 245-251, 2008.
BORRUEY, A.; COTRINA, F.; MULA, J.; VEJA, C. Calidade industrial y culinária de las
variedades de patata. In: PASCUALENA, J.; RITTER, E. Actas Del congreso
Iberoamericano de investigación y Desarrollo em patata. Vitoria-Gastéis, Espana, 3-6
Julio, 2000.

53
BRASIL. Agência Nacional de Vigilância Sanitária. Decreto nº 12.486 de 20 de outubro de
1978. Normas técnicas especiais relativas a alimentos e bebidas. p.20. Diário Oficial do
Estado de São Paulo, 21 outubro de 1978.
BRASIL. Ministério da Saúde. Resolução RDC nº 93, de 31 de outubro de 2000. Dispõe
sobre o Regulamento Técnico para Fixação de Identidade e Qualidade de Massa Alimentícia.
Diário Oficial da União, Brasília, 01 de novembro de 2000.
BRASIL. Agência Nacional de Vigilância Sanitária. Resolução RDC nº 12, de 02 de janeiro
de 2001. Regulamento técnico sobre padrões microbiológicos para alimentos. Disponível em:
<http:// www.e-legis.bvs.br>. Acesso em: 22 mar. 2011.
BREENE, W. M. Food uses of grain amaranth. Cereal Food World, Saint Paul, v. 36, n. 5, p.
426-430,1991.
BRESSANI, R. Calidad proteínica de la semilla de amaranto cruda y procesada. In: El
amaranto y su potencial. Archivos Latinoamericanos de Nutrición, Guatemala, n. 3. 1983.
BRESSANI, R. Amaranth. The nutritive value and potential uses of the grain and by-
products. Food Nutrition, Bull, n.10, p.49-59, 1988.
CAMIRE, M. E.; CAMIRE, A.; KRUMHAR, K. Chemical and nutritional changes in foods
during extrusion. Critical Reviews in Food Science and Nutrition, Boca Ranton, v. 19, p.
35-57, 1990.
CAPRILES, V. D.; ARÊAS, J. A. G. Desenvolvimento de salgadinhos com teores reduzidos
de gordura saturada e de ácidos graxos trans. Ciência e Tecnologia de Alimentos, Campinas,
v. 25, n. 2, p. 363-369, jun. 2005.
CAPRILES, V. D.; COELHO, K. D.; MATIAS, A. C. G.; ARÊAS, J. A. G. Efeito da adição
de amaranto na composição e na aceitabilidade do biscoito tipo cookie e do pão de fôrma.
Alimentos e Nutrição, Araraquara, v. 17, n. 3, p. 269-274, 2006.
CAPRILES, V. D.; ALMEIDA, E. L.; FERREIRA, R. E.; ARÊAS, J. A. G.; STEEL, C. J.;
CHANG, Y. K. Physical and sensory properties of regular and reduced-fat pound cakes with
added amaranth flour. Cereal Chemistry, Saint Paul, v. 85, p. 614-618, 2008.
CAPRILES, V. D.; SOARES, R. A. M.; PINTO E SILVA, M. E. M.; ARÊAS, J. A. G. Effect
of fructans-based fat replacer on chemical composition, starch digestibility and sensory
acceptability of corn snacks. International Journal of Food Science and Technology,
Malden, v. 44, n. 10, p. 1895-1901, 2009.
CAPRILES, V. D.; AREAS, J. A. G. Redução da razão comprimento/diâmetro da extrusora e
aumento da aceitabilidade de snacks à base de amaranto. Brazilian Journal of Food
Technology, Campinas, v. 14, n. 1, p. 19-26, 2011.
CARVALHO, R. V. Formulações de snacks de terceira geração por extrusão:
caracterização texturométrica e microestrutural. Lavras (MG), 89 p., 2000. Dissertação
(mestrado em Ciência dos Alimentos) – Universidade Federal de Lavras.

54
CARVALHO, C. W. P.; ASCHERI, J. L. R.; NASCIMENTO, R. E.; CARVALHO, J. L. V.;
DELLA MODESTA, R. C. Elaboração de “snacks” de arroz formulados com açúcar por
extrusão. Rio de Janeiro: Embrapa-CTAA, out 2003. 2 p. (Embrapa-CTAA. Comunicado
Técnico, 60).
CEREDA, M. P. Propriedades gerais do amido. São Paulo: Fundação Cargill, 2002. 221 p.
(Série: Culturas de Tuberosas Amiláceas Latino-americanas).
CHANG, Y. K.; MARTINEZ-BUSTOS, F.; PARK, T. S.; KOKINI, J. L. The influence of
specific mechanical energy on cornmeal viscosity measured by an on-line system during twin-
screw extrusion. Brazilian Journal of Chemical Engineering, São Paulo, p. 285-295, 1999.
CHÁVEZ-JÁUREGUI, R. N.; CARDOSO-SANTIAGO, R. A.; PINTO E SILVA, M. E. M.;
ARÊAS, J. A. G. Acceptability of snacks produced by the extrusion of amaranth and blends
of chickpea and bovine lung. International Journal of Food Science and Technology,
Malden, v. 38, p. 795-798, 2003.
CHEN, Z.; SCHOLS, H. A.; VORAGEN, A. G. J. physicochemical properties of starches
obtained from three varieties of chinese sweet potatoes. Journal of food science, Chicago, v.
68, n. 2, p. 431–437, 2003.
CHEFTEL, J. C.; CHEFTEL, H. Introduccion a la bioquímica y tecnologia de los
alimentos. 2.ed. Zaragoza: Acribia, 1992. v.1.
CHICHESTER, D. F.; TANNER, F. W. Antimicrobial food additives, In: Handbook of
Food additives. CRC Press, Cleaveland, 1972, 192p.
CHILLO, S.; LAVERSE, J.; FALCONE, P. M.; DEL NOBILE, M. A. Quality of spaghetti in
base amaranthus wholemeal flour added with quinoa, broad bean and chick pea. Journal of
Food Engineering, Maryland Heigh, v. 84, p. 101-107, 2008.
CHILLO, S.; CIVICA, V.; IANNETTI, M.; MASTROMATTE, M.; SURIAN, N.; DEL
NOBIL, M. A. Influence of repeated extrusions on some properties of non-conventional
spaghetti. Journal of Food Engineering, Maryland Heigh, v. 100, n. 2, p. 329-335, 2010.
CHOO, C. L.; AZIZ, N. A. A. Effects of banana flour and b-glucan on the nutritional and
sensory evaluation of noodles. Food Chemistry, Londres, v. 119, p. 34–40, 2010.
CHRISTOFIDES, V.; AINSWORTH, P.; IBANOGLU, S.; GOMES, F. Physical evaluation
of maize-based extruded sanck with curry powder. Nahrung, Berlim, v. 48, n. 1, p. 61-64,
2004.
CHUANG, G. C.; YEH, A. Effect of screw profile on residence time distribution and starch
gelatinization of rice flour during single screw extrusion cooking. Journal of Food
Engineering, Maryland Heigh, v. 63, p. 21-31, 2004.
CIACCO, C. F.; CRUZ, R. Fabricação do amido e sua utilização. São Paulo: Secretaria da
Indústria, Comércio, Ciência e Tecnologia, 1982. 152 p.

55
CLEMENTE, M. G.; VALLE, R. H. P.; ABREU, L. R. Staphylococcus em queijos fabricados
com leite cru e pasteurizado. Revista Higiene Alimentar, Mirandópolis, v. 17, n. 104/105. p.
38-39, 2003.
COELHO, A. H. R.; VILELA, E. R.; CHAGAS, S. J. R. de. Qualidade de batata (Solanum
tuberosum) para fritura, em função dos níveis de açúcares redutores e de amido, durante o
armazenamento refrigerado e à temperatura ambiente com atmosfera modificada. Ciência e
Agrotecnologia, Lavras, v. 23, p. 899–910, 1999.
COELHO, M. A. Z.; LEITE, S. G. F.; ROSA, M. F. Aproveitamento de resíduos
agroindustriais: produção de enzimas a partir da casca de coco verde. Boletim da Sociedade
Brasileira de Ciência e Tecnologia de Alimentos, Curitiba, v. 19, n. 1, p. 33-42, 2001.
COELHO, K. D. Desenvolvimento e avaliação da aceitação de cereais matinais e barras
de cereais à base de amaranto (Amaranthus cruentus L.). 2006. 89p. Dissertação
(Mestrado) – Faculdade de Saúde Pública, Universidade de São Paulo, São Paulo.
COLLADO, L. S.; CORKE, H. Properties of starch noodles as affected by sweetpotato
genotype. Cereal Chemistry, Saint Paul, v. 74, n. 2, p. 182–187, 1997.
COLLADO, L. S.; MABESA, L. B.; OATES, C. G.; CORKE, H. Bihon-type noodles from
heat-moisture-treated sweetpotato starch. Journal of Food Science, Chicago, v. 66, n. 4, p.
604-609, 2001.
COSTALUNGA, S.; TONDO, E. C. Salmonellosis in Rio Grande do Sul, Brazil, 1997 to
1999. Brazilian Journal of Microbiology, São Paulo, n. 33, p. 342-346, 2002.
CRONIN, U. P.; WILKINSON, M. G. Bacillus cereus endospores exhibit a heterogeneous
response to heat treatment and low-temperature storage. Food Microbiology, London, n. 25,
p. 235-243, 2008.
CUNIN, C.; HANDSCHIN, S.; WALTHER, P.; ESCHER, F. Structural changes of starch
during cooking of durum wheat pasta. Lebensm.-Wiss. U.-Technol., v. 28, p. 323-328, 1995.
DAIUTO, E. R.; CEREDA, M. P. Características físicas e avaliação energética de géis de
féculas de tuberosas submetidas a estresse de esterilização. Energia Agrícola. Botucatu, v.
21, n. 2, p. 45-60, 2006.
DAMIANI, C.; BOAS, E. V. B. V.; SOARES-JÚNIOR, M. S. S.; CALIARI, M.; PAULA, M.
L.; PEREIRA, D. E. P.; SILVA, A. G. M. Análise física, sensorial e microbiológica de geléias
de manga formuladas com diferentes níveis de cascas em substituição à polpa. Ciência Rural,
Santa Maria, v. 38, n. 5, p. 1418-1423, 2008.
DANZ, R. A.; LUPTON, J. R. Physiological effects of dietary amaranth (Amaranthus
cruentus) on rats. Cereal Foods World, Saint Paul, v. 37, n. 7, p. 489-494, 1992.
DENARDIN, C. C.; SILVA, L. P. Estrutura dos grânulos de amido e sua relação com
propriedades físico-químicas. Ciência Rural, Santa Maria, v. 39, p. 945-954, 2009.

56
DIAS, T. L. Caracterização do resíduo amiláceo obtido no processamento de batata frita
e sua aplicação em snacks fritos, GO: UFG, 2010. 39f. Trabalho de conclusão de curso.
Engenharia de Alimentos da Universidade Federal de Goiás, Goiânia.
DIBNER, J. J.; BUTTIN, P. Use of organic acids as a model to study the impact of gut
microflora on nutrition and metabolism. The Journal of Applied Poultry Research, Raleigh,
v. 11, p. 453-463, 2002.
DING, Q. B.; AINSWORTH, P.; TUCKER, G.; MARSON, H. The efect of extrusion
conditions on the physicochemical properties and sensory characteristics of rice-based
expanded snacks. Journal of Food Engineering, Maryland Heigh, v. 66, p. 283-289, 2005.
EL-DASH, A. A. Aplication and control of thermoplastic extrusion of cereals for food and
industrial uses. In: POMERANZ, Y.; MUNCH, L. Cereals a renewable resource: theory
and practice, Saint Paul: AACC, cap. 10, p. 165-216, 1982.
EL-DASH, A. A. Molecular structure of gluten and viscoelastic properties of dough: a new
concept. in: Proceedings of the First Brazilian Congress Proteins. Ed. Unicamp:
Campinas, p. 513-530, 1991.
ESCUDERO, N. L.; ALBARRACIN, G.; FERNANDEZ, S.; DE ARELLANO, L. M.;
MUCCIARELLI, S. Nutrient and anti-nutrient composition of Amaranthus muricatus. Plant
Foods for Human Nutrition, New York, v. 54, p. 327-336, 1999.
ESCUDERO, N. L.; ARELLANO, M. L.; LUCO, J. M.; GIMÉNEZ, M. S.; MUCCIARELLI,
S. I. Comparison of the chemical composition and nutritional value of the Amaranthus
cruentus flour and its protein concentrate. Plant Foods for Human Nutrition, New York, v.
59, n. 1, p. 15-21, 2004.
EVANGELISTA, J. Tecnologia de Alimentos. 2. ed. São Paulo: Atheneu, 2001. 674p.
FARAJ, A.; VASANTHAN, T.; HOOVER, R. The effect of extrusion cooking on resistant
starch formation in waxy and regular barley flours. Food Research International, Toronto,
v. 37, p. 517-525, 2004.
FELLOWS, P. Food Processing Technology: Principles and Practice. Cambridge:
Woodhead Publishing Ltd., 2000. p. 177-182.
FERNANDES, M. S.; WANG, S. H.; ASCHERI, J. L. R.; OLIVEIRA, M. F.; COSTA, S. A.
J. Effect of extrusion temperature in water absorption, solubility and dispersibility of pre-
cooked corn-soybean (70:30) flours. Ciência e Tecnologia de Alimentos, Campinas, v. 23, n.
2, p. 234-239, 2003.
FERNANDES, A. F.; PEREIRA, J.; GERMANI, R.; OIANO-NETO, J. Efeito da
substituição parcial da farinha de trigo por farinha de casca de batata (Solanum Tuberosum
Lineu). Ciência e Tecnologia de Alimentos, Campinas, v. 28, p. 56-65, 2008.
FERNANDES, A. F. Utilização de farinha de casca de batata inglesa (Solanum
tuberosum L.) na elaboração de pão integral. 127f. Dissertação (Mestrado em Ciência de
Alimentos) – Universidade Federal de Lavras, Lavras- MG, 2006.

57
FERREIRA NETO, C.; NASCIMENTO, E. M.; FIGUEIRÊDO, R. M.; QUEIROZ, A. J. M.
Microbiologia de farinhas de mandioca (Manihot esculenta Crantz) durante o armazenamento.
Ciência Rural, Santa Maria, v. 34, n. 2, p. 551-555, 2004.
FERREIRA, R. E.; PARK, K. J. Estudo do efeito da adição da farinha de batata nas
propriedades reológicas e na qualidade do pão. In IX Congresso Interno de Iniciação
Cientifica da UNICAMP, 2001.
FERREIRA, M. F. P.; PENA, R. S. Estudo da secagem da casca do maracujá amarelo.
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v. 12, n. 1, p. 15-28,
2010.
FERREIRA, T. A. P. C.; MATIAS, A. C. G.; ARÊAS, J. A. G. Nutritional and functional
characteristics of Amaranth (Amaranthus spp.). Revista Nutrire, São Paulo v. 32, n. 2, p. 91-
116, 2007.
FILGUEIRA, F. A. R. Novo Manual de olericultura: agrotecnologia moderna na produção e
comercialização de hortaliças, Viçosa: UFV, 2003, 412p.
FORSYTHE, S. J. Microbiologia da segurança alimentar. Porto Alegre: Artmed, 2002. 424
p.
FRANCO, B. D. G. G. M.; LANDGRAF, M. Microbiologia dos alimentos. São Paulo:
Atheneu, 2005. 182p.
FRANCO, C. M. L., DAIUTO, E. R., DEMIATE, I. M.; CARVALHO, L. J. C. B.; LEONEL,
M.; CEREDA, M. P.; VILPOUX, O. F.; SARMENTO, S. B. S. Propriedades gerais do
amido. Campinas: Fundação Cargill, 2001. 224p.
FREITAS, A. C.; FIGUEIREDO, P. Conservação de Alimentos. Lisboa, p. 203, 2000.
Disponível em <http://www.pfigueiredo.org/Book.pdf> Acesso em: 15 de maio de 2011.
FREITAS, A. A.; KWIATKOWSKI, A.; TANAMATI, A. A. C.; FUCHS, R. H. B. Uso de
farinhas de batata inglesa (Solanum tuberosum L.), cv Monalisa em misturas para cobertura
de empanados de frango. Ciências Exatas Terra, Ciências Agrícolas e Engenharia, Ponta
grossa, v. 11, n. 2, p. 17-26, 2005.
FURLAN, A. C.; MONTEIRO, R. T.; SCAPINELLO, C.; MOREIRA, I.; MURAKAMI, A.
E.; OTUTUMI, L. K.; SANTOLIN, M. L. R. Valor nutritivo e desempenho de coelhos em
crescimento alimentados com rações contendo milho extrusado. Revista Brasileira de
Zootecnia, Viçosa, v. 32, n. 5, p. 1157-1165, out. 2003.
GALLANT, D. J.; BEWA, H.; BUY, Q.H.; BOUCHET, B.; SZYLIT, O.; SEALY, L. On
ultrastructural and nutritional aspects of some tropical tuber starches. Starch/Stärke,
Glasgow, v. 34, n. 8, p. 255-262, 1982.
GALLANT, D. J.; BOUCHET, B.; BALDWIN, P. M. Microscopy of starch: evidence of a
new level of granule organization. Carbohydrate Polymers, Bromsgrove, v. 32, p. 177-191,
1997.

58
GAMBUS, H; GAMBUS, F; SABAT, R. The research on quality improvement of gluten free
bread by amaranthus flour addition. Zywnosc, v. 9, n. 2, p. 99-112, 2002.
GARCIA, A.; PACHECO-DELAHAYE, E.; TOVAR, J.; PEREZ, E. Caracterizacion
fisicoquímica y funcional de lãs harinas de Arracacha (Arracacia xanthorriza) para sopas
instantâneas. Ciência y Tecnologia Alimentaria, México, v. 5, p. 384-393, 2007.
GARDNER, W.H. Acidulants in food processing. In: Handbook of Food Additives. 2. Ed.,
Thomas E. Furia, CRC Press, 1972.
GARMUS, T. T.; BEZERRA, J. R. M. V.; RIGO, M.; CÓRDOVA, K. R. V. Elaboração de
biscoitos com adição de farinha de casca de batata (Solanum tuberosum L.). Revista
Brasileira deTecnologia Agroindustrial, Ponta Grossa, v. 03, n. 02, p. 56-65, 2009.
GAUTHIER, R. Organic acids and essential oils, a realistic alternative to antibiotic
growth promoters in poultry. 2005. Palestra realizada no I FÓRUM INTERNACIONAL
DE AVICULTURA, AVESUI, ago. 2005.
GHELARDI, E.; CELANDRONI, F.; SALVETTI, S.; BARSOTTI, C.; BAGIANNI, A.;
SENESI, S. Identification and characterization of toxigenic Bacillus cereus isolates
responsible for two food-poisoning outbreaks. FEMS Microbiology Letters, v. 208, n. 1, p.
129-34, 2002.
GORISNTEIN, S.; DELGADO-LICON, E.; PAWELZIK, E.; PERMADY, H. H.; WEISZ,
M.; TRAKHTENBERG, S. Characterization of soluble amaranth and soybean proteins based
on fluorescence, hodrophobicity, electrophoresis, amino acid analysis, circular dichroism, and
differential scanning calorimetry measurements. Journal of Agricultural and Food
Chemistry, Chicago, v. 49, p. 5595-5601, 2001.
GUERREIRO, L. Dossiê Técnico – Boas Práticas de Fabricação em serviços de
alimentação. Rede de Tecnologia do Rio de Janeiro. Rio de Janeiro, 2006.
GUZMÁN-MALDONADO, S. H.; PAREDES-LÓPEZ, O. Productos funcionales de plantas
autóctonas de Latinoamérica: amaranto, quínoa, judias y plantas medicinales. In: MAZZA, G.
Alimentos funcionales: aspectos bioquímicos y de procesado. Zaragoza: Acribia, 2000. cap
9.
GUY, R. Extrusion Cooking: Technologies and Applications. Cambridge, UK: Woodhead
Publishing, 2001. 288 p.
HARPER, J. M. Extrusion processing of starch. In: ALEXANDER, R. J.; ZOBEL, H. F.
Developments in carbohydrate chemistry. 2.ed. American Association of Cereal Chemists,
Saint Paul, p. 37-64, 1994.
HAGENIMANA, A.; DING, X.; FANG, T. Evaluation of rice flour modified by extrusion
cooking. Journal of Cereal Science, Manhattan, v. 43, p. 38-46, 2006.

59
HE, H. P.; CORKE, H. Oil and squalene in Amaranthus grain and leaf. Journal of
Agricultural and Food Chemistry, Chicago, v. 51, p. 7913-7920, 2003.
HOOVER, R.; SINNOT, A. W.; PERERA, C. Physicochemical characterization of starches
from amaranthus cruentus grains. Starch/Stärke, Glasgow, n. 11-12, p. 456-463, 1998.
HOOVER, R. Composition, molecular structure, and physicochemical properties of tuber and
root starches: a review. Carbohydrate Polymers, Bromsgrove, v. 45, n. 3, p. 253-267, 2001.
HUALLA, L. A. C. Aproveitamento total de banana nanica (Musa Cavendishii, L.) para a
elaboração de balas e geléias. 1993. 80 f. Dissertação (Mestrado em Tecnologia de
Alimentos). Universidade Federal do Paraná, Curitiba, 1993.
Instituto Brasileiro de Geografia e Estatística (IBGE). Levantamento sistemático da
produção agrícola. 2011. Disponível em: <http://www.ibge.gov.br/home/estatistica/
indicadores/agropecuaria/lspa/lspa_201002_5.shtm>. Acesso em: 13 jan. 2012.
ILO, S.; LIU, Y.; BERGHOFER, E. Extrusion cooking of rice flour and amaranth blends.
Food Science and Technology - Lebensmittel Wissenschaft und Technologie, Zürich, v.
32, n. 2, p. 79-88, 1999.
JANE, J.; CHEN, L.; WANG, L.; MANINGAT, C. C. Preparation and properties of small-
particle corn starch. Cereal chemistry, Saint Paul, v. 69, p. 280-283,1992.
JANE, J.; CHEN, Y. Y.; LEE, L. F.; McPHERSON, A. E.; WONG, K. S.;
RADOSAVLJEVIC, M.; KASEMSUWAN, T. Effects of amylopectin branch chain length
and amylose content on the gelatinization and pasting properties of starch. Cereal Chemistry,
Saint Paul v. 76, n. 5, p.629-637, 1999.
JOBLING, S. Improving starch for food and industrial applications. Current Opinion in
Plant Biology, Saint Louis, v. 7, n. 2, p. 210-218, 2004.
JOHN, R. P.; NAMPOOTHIRI, K. M.; PANDEY, A. Fermentative production of lactic acid
from biomass: an overview on process developments and future perspectives. Applied
Microbiology Biotechnology, Heidelberg, v. 74, p. 524-534, 2007.
JULIANO, B. O.; SAKURAI, J. Miscellaneous rice products. In: Rice: Chemistry and
Technology, JULIANO, B.O. American Association of Cereal Chemistry. 2.ed. Saint Paul,
1995. p. 569-618.
KIM, Y. S.; WIESENBORN, D. P.; ORR, P. H.; GRANT, L. A. Screening potato starch for
novel properties using differential calorimetry. Journal of Food Science, Chicago, v. 60, n. 5,
p. 1060-1065, 1995.
KIM, Y. S.; WIESENBORN, D. P.; LORENZEN, J. H. P. Berglund: Suitability of edible
bean and potato starches for starch noodles. Cereal Chemistry, Saint Paul, n. 73, p. 302-308,
1996.
KIM, Y. S.; WIESENBORN, D. P. Starch noodle quality as related to potato genotypes.
Journal of Food Science, Chicago, v. 61, n. 1, p. 248-252, 1996.

60
KIRINUS, P.; COPETTI, C.; OLIVEIRA, V. R. Utilização de farinha de soja (Glycine max) e
de quinoa (Chenopodium quinoa) no preparo de macarrão caseiro sem glúten. Alimentos e
Nutrição, Araraquara, v. 21, n. 4, p. 555-561, 2010.
KOKINI, J. L.; LAI, L.; CHEDID, L. L. Effects of starch structure on starch rheological
properties: Kinetic models describe transformations in starch and their effect on viscosity.
Food Technology, Chicago, p. 124-139, 1992.
KOTIRANTA, A.; LOUNATMAA, K.; HAAPASALO, M. Epidemiology and pathogenesis
of Bacillus cereus infections. Microbes and Infection, Maryland
Heights, v. 2, n. 2, p. 189-198, 2000.
LACERDA, L. G.; CARVALHO FILHO, M. A. S.; BANNACH, G.; DEMIATE, I. M.;
IONASHIRO, M.; SCHNITZLER, E. Thermal behavior of corn starch granules under action
of fungal α-amilase. Journal of Thermal Analysis and Calorimetry, Budapeste, v. 93, p.
445-449, 2008.
LAUFENBERG, G.; KUNZ, B.; NYSTROEM, M. Transformation of vegetable waste into
added products: (A) the upgrading concept; (B) practical implementations. Bioresource
Technology, Londres, v. 87, n. 2, p. 167-198, 2003.
LEITE, J. B.; MANCINI, M. C.; BORGES, S. V. Effect of drying temperature on the quality
of dried bananas cv. Prata and d’água. Food Science and Technology- Lebensmittel
Wissenschaft und Technologie, Zürich, v. 40, n. 2, p. 319-323, 2007.
LEONEL, M. Processamento de batata: fécula, flocos, produtos de extrusão. Associação
Brasileira da batata, 2005. Disponível em: <http://www.abbabatatabrasileira.com.br/
minas2005/18%20-%20Outras%20formas%20de%20processamento.pdf >. Acesso em: 12
jun. 2010.
LEONEL, M.; CEREDA, M. P. Caracterização físico-química de algumas tuberosas
amiláceas. Ciência e Tecnologia de Alimentos, v. 22, n. 1, p. 65-69, 2002.
LEONEL, M.; SARMENTO, S. B. S.; CEREDA, M. P., GUERREIRO, L. M. R. Extraction
and characterization of biri starch (Canna edulis). Brazilian Journal of Food Technology,
Campinas, v. 5, p. 27-32, 2001.
LEHMANN, J. W.; PUTNAM, D. H.; QURESHI, A. A. Vitamin E Isomers in Grain
Amaranths (Amaranthus spp.). Lipids, Champaign, v. 29, n. 3, p. 177-181, 1994.
LEHMANN, J. W. Case history of grain amaranth as an alternative crop. Cereal Foods
World, Saint Paul, v. 41, n. 5, p. 399-411, 1996.
LIM, S. T.; KASEMSUWAN, T.; JANE, J.L. Characterization of phosphorus in starch by 31p
nuclear magnetic spectroscopy. Cereal Chemistry, Saint Paul, v. 71, p. 468-472, 1994.
LINDEBOOM, N.; CHANG, P. R.; TYLER, R.T. Analytical, biochemical and
physicochemical aspects of starch granule size, with emphasis on small granule starches: a
review. Starch/Stärke, Glasgow, v. 56, p. 89-99, 2004.

61
LUSTOSA, B. H. B.; LEONEL, M.; MISCHAN, M.M. Efeito de parâmetros operacionais na
produção de biscoitos extrusados de farinha de mandioca. Brazilian Journal of Food
Technology, Campinas, v. 11, n. 1, p. 12-19, 2008.
LUND, D.G. Processamento mínimo de mandioca (Manihot esculenta Crantz). 2004. Tese
(Doutorado em Ciência e Tecnologia Agroindustrial)–Universidade Federal de
Pelotas, Pelotas, 2004.
MACCARI JÚNIOR, A. Uso da levedura amilolítica Schawanniomyces castellii para
hidrólise do amido de batata e produção de etanol. Curitiba, 1997. 94 p. Dissertação
(Mestrado em Tecnologia Química), Setor de tecnologia, Universidade Federal do Paraná.
MALUF, M. L. F.; WEIRICH, C. E.; DALLAGNOL, J. M.; SIMÕES, M. R.; FEIDEN, A.;
BOSCOLO, W. R. Elaboração de massa fresca de macarrão enriquecida com pescado
defumado. Revista do Instituto Adolf Lutz, São Paulo, v. 69, n. 1, p. 84-90, 2010.
MANSER, J. Optimale parameter für die teigwarenherstellung am Beispiel von Langwaren.
Getreide Mehl und Brot, Osnabrück, v. 35, n. 3, p. 75-83,1981.
MARCÍLIO, R.; MAYA-FARFÁN, J.; CIACCO, C. F.; SPEHAR, C. R. Fracionamento do
grão de Amaranthus cruentus brasileiro por moagem e suas características composicionais.
Ciência e Tecnologia de Alimentos, Campinas, v. 23, n. 3, p. 511-516, 2003.
MARCÍLIO, R.; AMAYA-FARFAN, J.; SILVA, M. A. A. P. Avaliação de farinha de
amaranto na elaboração de biscoito sem glúten do tipo cookie. Brazilian Journal of Food
Technology, Campinas, v. 28, n. 2, p. 175-181, 2005.
MARCONI, E.; CARCEA, M. Pasta from non traditional materials. Cereal Food World, v.
46, p. 522-530, 2001.
MARTIROSYAN, D. M.; MIROSHNICHENKO, L. A.; KULAKOVA, S. N. Amaranth oil
application for coronary heart disease and hypertension. Lipids Research and Disease, v. 6,
n. 1, p. 1-12, 2007.
MATOS, D. A.; SANTOS, I. J.; COIMBRA, J. S. R.; SILVA, P. H. A. Fécula de batata como
adjunto de malte na fabricação de cerveja. Boletim da Sociedade Brasileira de Ciência e
Tecnologia de Alimentos, Curitiba, v. 23, n. 1, p. 161-172, 2005.
MESTRES, C.; COLONNA, P.; ALEXANDRES, M. C.; MATENCIO, F. Comparison of
various processes for making maize pasta. Cereal Chemistry, Saint Paul, v. 17, p. 277-290,
1993.
MIGUEL, A. C. A.; ALBERTINI, S.; BEGIATO, G. F.; DIAS, J. R. P. S.; SPOTO, M. H. F.
Aproveitamento agroindustrial de resíduos sólidos provenientes do melão minimamente
processado. Ciência e Tecnologia de Alimentos, Campinas, v. 28, n. 3, p. 733-737, 2008.
MISKELLY, D. M. Noodles – a new look at an old food. Food Australia, v. 45, n. 10, p. 496
-500, 1993.

62
MISRA, A.; KULSHRESTHA, K. Potato flour incorporation in biscuit manufacture. Plant
Foods for Human Nutrition, New York, v. 58, p. 1-9, 2003.
MORETTO, E.; FETT, R.; GONZAGA, L. V.; KUSKOSKI, E. M. Introdução á ciência de
alimentos. UFSC. Florianópolis: 2002. 255p.
MORRISON, W. R. Starch lipids and how they relate to starch granule structure and
functionality. Cereal Foods World, Saint Paul, v. 40, n. 2, p. 437-446, 1995.
MOORTHY, S. N. Tuber crops starches, Technology Bulletin, n. 18, Central Tuber Crops
Research Institute, Triruvananthapuram, p. 52, 2001.
MUNHOZ, M. P.; WEBER, F. H.; CHANG, Y. K. Influence of hydrocolloids in texture of
corn starch gel. Ciência e Tecnologia de Alimentos, Campinas, v. 24, n. 3, p. 403-406, 2004.
MÜRMANN, L.; SANTOS, M. C.; LONGARAY, S. M.; BOTH, J. M. C.; CARDOSO, M.
Quantification and molecular characterization of Salmonella isolated from food samples
involved in salmonellosis out-breaks in Rio Grande do Sul, Brazil. Brazilian Journal of
Microbiology, v. 39, p. 529-534, 2008.
NABESHIMA, E. H.; GROSSMANN, M. V. E. Functional properties of pregelatinized and
cross-linked cassava starch obtained by extrusion with sodium trimetaphosphate.
Carbohydrate Polymers, Bromsgrove, v. 45, p. 347-353, 2001.
NABESHIMA, E. H. Desenvolvimento de massas alimenticias instantaneas de arroz, pelo
processo de extrusão termoplástica, utilizando farinhas quimicamente modificadas.
Campinas, 2007. 183p; Tese (Doutorado em Tecnologia de Alimentos) – Faculdade de
Engenharia de Alimentos, Universidade Estadual de Campinas, Campinas.
NAKANO, D. H.; DELEO, J. P. B.; BOTEON, M. Choque de competitividade. Hortifruti
Brasil, n. 51, p. 6-17, 2006.
NAMPOOTHIRI, K. M.; PANDEY, A.; JOHN, R. P. Solid-
state fermentation for L-lactic acid production from agro waste using Lactobacillus
delbrueckii. Process Biochemestry, v. 41, p. 759-763, 2006.
NODA, T.; TSUDA, S.; MORI, M.; TAKIGAWA, S.; MATSUURA-ENDO, C.; KIM, S. J.;
HASHIMOTO, N.; YAMAUCHI, H. Effect of potato starch properties on instant noodle
quality in wheat flour and potato starch blends. Starch/Stärke, Glasgow, v. 58, p. 18-24,
2006.
NODA, T.; TSUDA, S.; MORI, M., TAKIGAWA, S.; MATSUURA-ENDO, C.; KIM, S.J.;
HASHIMOTO, N.; YAMAUCHI, H. Determination of the phosphorus content in potato
starch using an energy-dispersive X-ray fluorescence method. Food Chemistry, Londres, n.
95, p. 632-637, 2006a.
NOTERMANS, S.; VERDEGAAL, A. H. Existing and emergin foodborne diseases.
International Journal of Food Microbiology, Amsterdam, v. 15, p. 197-205, 1992.

63
OLIVEIRA, L. F.; NASCIMENTO, M. R. F.; BORGES, S. V. Aproveitamento alternativo da
casca do maracujá-amarelo (Passiflora edulis F. FLAVICARPA) para a produção de doce em
calda. Ciência e Tecnologia de Alimentos, Campinas, v. 22, n. 3, p. 259-262, 2002.
ONYANGO, C.; UNDEHEND, G.; LINDHAUER, M. G. Effect of cellulose-derivatives and
emulsifiers on creep-recovery and crumb properties of gluten-free bread prepared from
sorghum and gelatinised cassava starch. Food Research International, Toronto, v. 4, n. 11,
p. 1-7, 2009.
ONYENEHO, S. N.; HETTIARACHCHY, N. S. Antioxidant activity, fatty acids and
phenolics acid composition of potato peels. Journal of the Science of Food and
Agriculture, Malden, v. 62, p. 345-350, 1993.
ORMENESE, R. C. S. C.; FARIA, E. V.; GOMES, C. R.; YOTSUYANAGI, K. Massas
Alimentícias Não-convencionais à Base de Arroz - Perfil Sensorial e Aceitação pelo
Consumidor. Brazilian Journal of Food Technology, Campinas, v. 4, p. 67-74, 2001.
PAGANI, M. A.; Pasta products from conventional raw materials. In: MERCIER, Ch. E
CANTARELLI, C. ed. Pasta and Extrusion Cooked Foods: Some Technological and
Nutritional Aspects. London: Elsevier Applied Science Publishers, 1986, 199p. Applied
Science Publishers, 1986, p. 53-68.
PARK, K. J.; MORENO, M. K.; BROD, F. P. R. Estudo de secagem de pêra Bartlett. Ciência
e Tecnologia de Alimentos, Campinas, v. 21, n. 3, p. 288- 292, 2001.
PARK, K. J.; YADO, M. K. M.; BROD, F. P. R. Estudo de secagem de pêra Bartlett (Pyrus
sp.) em fatias. Ciência e Tecnologia de Alimentos, Campinas, v. 21, n. 3, p. 288-292, 2001.
PARTANEN, K. H.; MROZ, Z. Organic acids for performance enhancement in pig diets.
Nutrition Research Reviews, Southampton, v. 12, n. p. 117-145, Jun., 1999.
PASTORINI, L. H.; BACARIN, M. A.; TREVIZOL, F. C.; BELVALD, C. M. P.;
FERNANDES, H. S. Produção e teor de carboidratos não estruturais em tubérculos de batata
obtidos em duas épocas de plantio. Horticultura Brasileira, Brasília, v. 21, n. 4, p. 660-665,
2003.
PAUCAR-MENACHO, L. M.; BARRETO, P. A. A.; MAZAL, G.; FAKHOURI, F. M.;
STEEL, C. J.; COLLARES-QUEIROZ, F. P. Desenvolvimento de massa alimentícia fresca
funcional com a adição de isolado protéico de soja e polidextrose utilizando páprica como
corante. Ciência e Tecnologia de Alimentos, Campinas, v. 28, n. 4, p. 767-778, 2008.
PAULETTI, V.; MENARIN, E. Época de aplicação, fontes e doses de potássio na cultura da
batata. Scientia Agraria , Curitiba, v. 5, n. 1-2, p. 15-20, 2004.
PELCZAR JUNIOR, M. J.; CHAN, E. C. S.; KRIEG, N. R. Microbiologia: conceitos e
aplicações. São Paulo: Makron Books. v. 2, 2. ed., parte 2, p. 521, 1996.

64
PELIZER, H. L.; PONTIERI, H. M.; MORAES, O. I. Utilização de resíduos agroindustriais
em processos biotecnológicos como perspectiva de redução do impacto ambiental. Journal of
Technology Management & Innovation, Santiago, v. 2, n. 1, p. 118-127, 2007.
PEREIRA, E. M. S.; LUZ, J. M. Q.; MOURA, C. C. A batata e seus benefícios nutricionais.
Uberlândia: EDUFU. 2005. 60 p.
PEREIRA, J.; CIACCO, C. F.; VILELA, E. R; TEIXEIRA, A. L. DE S. Féculas fermentadas
na fabricação de biscoitos: estudo de fontes alternativas. Ciência e Tecnologia de Alimentos,
Campinas, v. 19, n. 2, p. 287-293, 1999.
PEREIRA, C. A.; CARLI, L.; BEUX, S.; SANTOS, M. S.; BUSATO, S. B.; KOBELNIK,
M.; BARANA, A. C. Utilização de farinha obtida a parir de rejeito de batata na elaboração de
biscoitos. Publication UEPG, Ponta Grossa, v. 11, n. 1, p-19-26, 2005.
PERONI, F. H. G. Características estruturais e físico-químicas de amidos obtidos de
diferentes fontes botânicas. 2003.118f.Dissertação (Mestrado em Engenharia e Ciência de
alimentos) - Universidade Estadual Paulista “Julio de Mesquita Filho”, São José do Rio Preto.
PIGNOCCHI, G. O mercado mundial e brasileiro de snacks: presente e futuro. In:
SEMINÁRIO VIABILIZANDO A INOVAÇÃO DE CHOCOLATES, CONFEITOS,
PRODUTOS DE PANIFICAÇÃO E CEREAIS COMO SNACKS DE CONVENIÊNCIA E
SAÚDE, 2007, Campinas, SP. Anais... Campinas, SP: Instituto de Tecnologia de Alimentos -
ITAL. 1 CD-ROM.
PINELI, L. L. O.; MORETTI, C. L.; ALMEIDA, G. C.; ONUKI, A. C. A.; NASCIMENTO,
A. B. G. Caracterização química e física de batatas 'Ágata' minimamente processadas,
embaladas sob diferentes atmosferas modificadas ativas. Pesquisa Agropecuária Brasileira,
v. 40, n. 10, p. 1035-1041, 2005.
PRATESI, R.; GANDOLFI, L. Doença celíaca: a afecção com múltiplas faces. Jornal de
Pediatria, Rio de Janeiro, v. 81, p. 357-358, 2005.
PURWANI, E. Y.; WIDANINGRUM THAHIR, R.; MUSLICH. Effect of heat moisture
treatment of sago starch on its noodle quality. Indonesian Journal of Agricultural Science,
Cibinong, v. 7, n. 1, p. 8-14, 2006.
RADÜNZ, L. L.; MELO, E. C.; BERBERT, P. A.; BARBOSA, L. C. A.; SANTOS, R. H. S.;
ROCHA, R. P. Influência da temperatura do ar de secagem na quantidade do óleo essencial
extraído de guaco (Mikania glomerata Sprengel). Revista Brasileira de Armazenamento,
Viçosa, v. 28, n. 2, p. 41-45, 2003.
RASPER ,V. Investigations of starches from major crops grown in Chana. III. Particle size
and particle size distribuition. Journal of the Science of Food and Agriculture, Malden, v.
22, n. 11, p. 572-580, 1971.
RAY, B. Fundamental food microbiology. 2.ed. CRC Press. 2001, p. 228-233.

65
REDA, S. Y.; LEAL, E. S.; BATISTA, E. A. C.; BARANA, A. C.; SCHNITZEL, E.;
CARNEIRO, P. I. B. Caracterização dos Óleos das Sementes de Limão Rosa (Citrus Limonia
Osbeck) e Limão Siciliano (Citrus limon), um Resíduo Agroindustrial. Ciência e Tecnologia
de Alimentos, Campinas, v. 25, n. 4, p. 672-676, 2005.
REZENDE, V. M.; PAIVA, P. C. A.; BARCELOS, A. F.; TEIXEIRA, J. C.; NOGUEIRA, D.
A. Degrabilidade ruminal das silagens de capim-napier produzidas com diferentes níveis de
farelo de “batata diversa”. Ciência e Agrotecnologia, Lavras, v. 31, n. 2, p. 485-491, 2007.
RODRIGUES, K. L.; MOREIRA, A. N.; ALMEIDA, A. T. S.; CHIOCHETTA, D.;
RODRIGUES, M. J.; BROD, C. S.; CARVALHAL, J. B.; ALEIXO, J. A. G. Intoxicação
estafilocócica em restaurante institucional. Ciência Rural, Santa Maria, v. 34, p. 297-299,
2004.
ROGOLS, S.; SIROVATKA, D. M.; WIDMAIER, R. G. Non-edible composite material
comprising potato peel product. US 20030034129A1, 2003.
SABLANI, S. S.; MUJUMDAR, A. S. Drying of Potato, Sweet Potato, and Other Roots.
Handbook of Industrial Drying 3rd Enhanced Edition, Ed. A.S. Mujumdar, Taylor & Francis,
NY 2, p. 647-646, 2006.
SAITO, I. M.; CABELLO, C.; FUKUSHIMA, R. S. Análise de fibra residual do farelo de
mandioca após tratamento hidrotérmico. Revista Raízes e Amidos Tropicais, Botucatu, v. 2,
n.1, p. 1-11, 2006.
SANDHU, K. S.; KAUR, M.; MUKESH. Studies on noodle quality of potato and rice
starches and their blends in relation to their physicochemical, pasting and gel textural
properties. Food Science and Technology - Lebensmittel Wissenschaft und Technologie,
Zürich, v. 43, p. 1289-1293, 2010.
SANTANA, L. R. R. Desenvolvimento do processo de ovos de codorna em conserva.
Salvador, 1996.
SANTOS, A. P.; REBOUÇAS, T. N. H.; SOUZA, J. C. C.; BONOMO, R. C. F.; SILVA, L.
M. Caracterização e avaliação da qualidade de sopas desidratadas elaboradas com farinha de
batata durante o tempo de armazenamento. Boletim do Centro de Pesquisas e
Processamento de Alimentos, Curitiba, v. 28, n. 1, p. 57-68, 2010.
SAWAYA, W. N.; ELNAWAWY, A. S.; ABU-RUWAIDA, A. S.; KHALAFAWI, S.;
DASHTI, B. Influence of modified atmosphere packaging on the shelf-life of chicken
carcasses under refrigerated storage conditions. Journal of Food Safety, Malden, v. 15, n. 1,
p.35-51, 1995.
SCHIRMER, M. A; TOLEDO, M. C. F.; REYES, F. G. R. Amido fosfatado de milho, Parte I:
Efeito da temperatura e do tempo de tratamento térmico. Boletim da SBCTA, Campinas, v.
20, p. 55-66, 1986.
SEGURA-NIETO, M.; VÁZQUEZ-SÁNCHES, N.; RUBIO-VELÁZQUEZ, H.; OLGUIN-
MARTINEZ, L. E.; RODRÍGUEZ-NESTER, C. E.; HERRERA-ESTRELLA, L.

66
Characterization of amaranth (Amaranth Hypocondriacus L.) seed proteins. Journal of
Agricultural and Food Chemistry, Chicago, v. 40, n. 9, p. 1553-1558, 1992.
SDEPANIAN, V. L.; MORAIS, M. B.; FAGUNDES-NETO, U. Doença celíaca: a evolução
dos conhecimentos desde sua centenária descrição original até os dias atuais. Arquivos de
Gastroenterologia, São Paulo, v. 36, n. 4, p. 244-571, 1999.
SHINOHARA, N. K. S.; BARROS, V. B.; JIMENEZ, S. M. C.; MACHADO, E. C. L.;
DUTRA, R. A. F.; LIMA-FILHO, J. L. Salmonella spp., importante agente patogênico
veiculado em alimentos. Revista Ciência e Saúde Coletiva, Recife, v. 13, n. 5, p. 1675-1683,
2008.
SHUKLA, T. P. Baking with low or no fat. Cereal Foods World, Saint Paul, v. 43, n.3, p.
169-171, 1998.
SILVA, G. O.; TAKIZAWA, F. F.; PEDROSO, R. A.; FRANCO, C. M. L.; LEONEL, M.
SARMENTO, S. B. S.; DEMIATE, I. M. Características físico-químicas de amidos
modificados de grau alimentícios comercializados no Brasil. Ciência e Tecnologia de
Alimentos, Campinas, v. 26, n. 1, p. 188-197, 2006.
SILVA, A. F. R.; ZAMBIAZI, R. C. Aceitabilidade de geléias convencional e light de
abacaxi obtidas de resíduos da agroindústria. Boletim da Sociedade Brasileira de Ciência e
Tecnologia de Alimentos, Curitiba, v. 26, n. 1, p. 1-8, 2008.
SILVA, E. M. M; ASCHERI, J. L. R.; ASCHERI, D. P. R.; CARVALHO, L. M. J . Efeito
dos parâmetros de extrusão nas características de viscosidade de pasta e Índice de absorção de
água de macarrões pré-cozidos elaborados a partir de farinha mista de arroz integral e milho
obtidos por extrusão. Boletim da Sociedade Brasileira de Ciência e Tecnologia de
Alimentos, Curitiba, v. 26, n. 2, p. 239-254, 2008.
SINDHUJA, A.; SUDHA, M. L.; RAHIM, A. Effect of incorporation of amaranth flour on
the quality of cookies. European Food Research and Technology, New York, v. 221, p.
597-601, 2005.
SINGH, J.; SINGH, N. Studies on the morphological, thermal and rheological properties of
starch separated from some Indian potato cultivars. Food Chemistry, Londres, v. 75, p. 67-
77, 2001.
SINGH, N.; SINGH, J.; SODHI, N. S. Morphological, thermal, rheological and noodle-
making properties of potato and corn starch. Journal of the Science of Food and
Agriculture, Malden, v. 82, p. 1376-1383, 2002.
SINGH, N.; SINGH, J.; KAUR, L.; SODHI, N. S; GILL, B. S. Morphological, thermal,
rheological properties of starches from different botanical sources. Food Chemistry, Londres, v. 81, p. 219-231, 2003.
SINGH, S.; GAMLATH, S.; WAKELING, L. Nutritional aspects of food extrusion: a review.
International Journal of Food Science and Technology, Malden, n. 42, p. 916-929, 2007.

67
SITOHY, M. Z.; EL-SAADANY, S. S.; LABIB, S. M.; RAMADAN, M. F. Physicochemical
properties of different types of starch phosphate monoestrers. Starch / Staerke, Germany, v.
52, p. 101-105, 2000.
SOTILLO, D. R.; HADLEY, M.; HOLM, E. T. Potato peel waste: stability and antioxidant
activity of a freeze-dried extract. Journal Food Science, Chicago, v. 59, n. 5, p. 1031-1033,
1994.
SVEGMARK, K.; HERMANSSON, A. M. Microstructure and rheological properties of
composites of potato starch granules and amylose: A comparison of observed and predicted
structure. Food Structure, Saint Paul, n. 12, p. 181-193, 1993.
TAN, H. Z.; LI, Z. G.; TAN, B. Starch noodles: History, classification, materials, processing,
structure, nutrition, quality evaluating and improving. Food Research International,
Toronto, v. 42, p. 551-576, 2009.
TFOUNI, S. A. V.; MACHADO, R. M. D. GARCIA, L. C.; AGUIRRE, J. M. GASPARINO
FILHO, J. Batata chips e palha. Agronegócio, Campinas: ITAL, 2003.
THOMAS, D. J.; ATWELL, W. A. Starches: practical guides for the food industry.
Minnesota: Eagan Press, 1999. 94p.
THOMPSON, T.; DENNIS, M.; HIGGINS, L. A.; LEE, A. R.; SHAVRETT, M. K. Gluten-
free diet survey: are Americans with celiac disease consuming recommended amounts of
fibre, iron, calcium and grain foods?. Journal of Human Nutrition and Dietetics, Malden,
v. 18, p. 163-169, 2005.
TOLOVA, N. K.; SEIBEL, W. Manufacture of rice and maize based cereal products.
Getreide Mehl und Brot, Osnabrück, v. 46, n. 5, p. 149-154, 1992.
TRINDADE, J. L. F. Caracterização de algumas variedades de batata do Município de
Contenda-PR e indicações quanto ao uso doméstico e fins tecnológicos. Curitiba, 1994,
91p. Dissertação (Mestrado em Tecnologia Química), Setor de tecnologia, Universidade
Federal do Paraná.
VIDAL-MARTINS, A. M. C.; ROSSI, O. D.; REZENDE-LAGO, N. C. Microorganismos
heterotróficos mesófilos e bactérias do grupo do Bacillus cereus em leite integral submetido a
ultra-alta temperatura. Arquivo Brasileiro de Medicina Veterinária e Zootecnia, Belo
Horizonte, v. 57, n. 3, p. 396-400, 2005.
VITOLO, M. R.; CAMPAGNOLO, P. D. B.; GAMA, C. M. Fatores associados ao risco de
consumo insuficiente de fibra alimentar entre adolescentes. Jornal de Pediatria, Rio de
Janeiro, v. 83, n. 1, p. 47-52, 2007.
XAVIER, C. V. A. Métodos físicos e químicos para prolongamento da vida de prateleira
da carne de frango refrigerada. Campinas, 1997, 141p. Tese (Doutorado em Tecnologia de
alimentos), Faculdade de Engenharia de Alimentos, Universidade Estadual de Campinas.

68
XU, Y. Y.; CLIFFORD, H.; WOLF-HALL, C.; MANTHEY, F. Fungistatic activity of
flaxseed in potato dextrose agar and a fresh noodle system. International Journal of Food
Microbiology, Amsterdam, v. 121, p. 262-267, 2008.
YACU, W. Process instrumentation and control in food extruders. Cereal Foods World,
Saint Paul, v. 35, n. 9, p. 919-926, 1990.
YANEZ, G. A.; MESSENGER, J.K.; WALKER, C. E.; RUPNOW, J.H. Amaranthus
hypochondriacus: starch isolation and partial characterization. Cereal Chemistry, Saint Paul,
v. 63, p. 273-276, 1986.
YÁNEZ, E.; ZACARÍAS, I.; GRANGER, D.; VÁSQUEZ, M.; ESTÉVEZ, A. M.
Caracterización química y nutricional del amaranto (Amaranthus cruentus). Archivos
Latinoamericanos de Nutrición, Guatemala, v. 44, n. 1, p. 57-69, 1994.
YORINORI, G. T. Curva de crescimento e acúmulo de nutrientes pela cultura da batata
cv. “Atlantic”. Piracicaba, 2003, 66p. Dissertação (Mestrado em Agronomia, área de
concentração Solos e nutrição de plantas). Escola Superior de Agricultura “Luiz de Queiroz”,
Universidade de São Paulo.
WILLARD. M. Potato flour. In: TAUBURT, W. F.; SMITH, O. Processing potato. 3 ed.
Westport: AVI. cap. 16, p. 563-578, 1975.
WIESER, H. Chemistry of gluten proteins. Food Microbiology, London, v. 24, p. 115-119,
2007.
ZHENG, G. H.; SOSULSKI, F. W. Determination of water separation from cooked starch and
flour plastes after refrigeration and freeze-thaw. Journal of food science, Chicago, v. 63, n. 1,
p. 134-139, 1998.

69
PARTE 2
3. ARTIGO 1
PERFIL MICROBIOLÓGICO DE RESÍDUO DA INDUSTRIALIZAÇÃO DE
BATATA FRITA NAS FORMAS IN NATURA, SECA, ACIDIFICADA E
ACIDIFICADA SECA1
RESUMO A polpa residual de batata é um resíduo obtido na etapa de corte e lavagem de batatas
no processamento de batatas fritas e apresenta potencial para a aplicação alimentícia.
Entretanto, o seu armazenamento inadequado pode resultar em contaminação e/ou a
sobrevivência de microrganismos. Este trabalho tem como objetivo verificar a
segurança microbiológica da polpa residual de batata, com até 72 h de armazenamento,
a temperatura ambiente, na forma in natura, seca, acidificada e acidifica seca. As
amostras foram coletadas em uma indústria de batatas fritas, sob condições físicas e
higiênicas adequadas. Foram pesquisados Coliformes totais, Coliformes a 45°C,
Salmonella sp, Bacillus cereus, Bolores e Leveduras, Clostrídios sulfito redutores e
Estafilococos coagulase positiva. Não foi detectada a presença de Salmonella sp,
contagem de clostrídios sulfito redutores e Coliformes a 45°C. A polpa residual de
batata in natura apresentou-se imprópria para o consumo, sendo observada contagem
acima dos limites estabelecidos pela legislação brasileira para B. cereus e estafilococos
coagulase positiva, e crescimento acentuado de coliformes totais, bolores e leveduras. A
acidificação aplicada na polpa residual de batata foi eficiente na redução de contagens
de coliformes totais, B. cereus e estafilococos coagulase positiva, mas não para as
contagens de bolores e leveduras. A polpa residual de batata acidificada seca pode ser
considerada segura para utilização como ingrediente (farinha) em formulações de
produtos alimentícios. A farinha de polpa residual de batata pode ser uma alternativa
para a indústria de batata, por agregar valor ao resíduo sólido, que depois de processado
pode ser empregado no desenvolvimento de produtos para a alimentação humana.
Palavras-chave: Solanum tuberosum L., análise microbiológica, segurança alimentar.
ABSTRACT
The residual potato pulp is a residue obtained in the step of cutting and cleaning of the
processing of potato chips and have the potential for food application. However, their
storage can result in inadequate contamination and / or survival of microorganisms. This
study aims to determine the microbiological safety of the remaining potato pulp, with
up to 72 h of storage at room temperature in the fresh form, dried, acidified and
acidified dry. Samples were collected in a potato chip industry, under physical
conditions and hygienic measures. Coliform bacteria were investigated, coliforms at 45
° C, Salmonella, Bacillus cereus, yeasts and molds, sulphite reducing Clostridium and
Staphylococcus coagulase positive. We did not detect the presence of Salmonella sp
count, coliforms 45°C and sulphite reducing Clostridium. The remaining potato pulp in
nature presented itself unfit for consumption, observed score above the limits
established by Brazilian legislation for B. cereus and coagulase positive, and strong
growth of coliforms, yeasts and molds. Acidification applied to the residual potato pulp

70
was effective in reducing total coliforms, B. cereus and Staphylococcus coagulase
positive, but not for the counts of yeasts and molds. The acidified pulp dry residual
potato can be considered safe for use as ingredient (flour) in the formulation of food
products. The flour remaining potato pulp can be an alternative to the potato industry by
adding value to the solid residue, which after processing can be used in developing
products for human consumption.
Keywords: Solanum tuberosum L., microbiological, food safety.
3.1 INTRODUÇÃO
A batata é um dos alimentos mais completos no aspecto nutricional, além de ser
rica em carboidratos, contêm proteínas, boa quantidade de vitaminas, fibras, sais
minerais, elevado teor de potássio e baixo teor de lipídeos (NAKANO; DELEO;
BOTEON, 2006). Existem diversos produtos industrializados derivados da batata,
dentre eles os desidratados, tais como fécula, flocos, farinhas, cubos de batata
desidratados e a batata frita (chips ou palha) (COELHO; VILELA; CHAGAS, 1999;
BERBARI; AQUIRRE, 2002).
O processamento industrial de batata disponibiliza uma série de produtos que
beneficiam a alimentação humana, entretanto, ele também gera uma grande quantidade
de resíduos, entre eles a polpa residual de batata. Esta é resultante da etapa de corte e
lavagem de batatas no processamento de batatas fritas. Geralmente, esse resíduo é retido
em um big bag que separa parcialmente o líquido da fração particulada (polpa residual).
O aproveitamento deste resíduo em nível industrial é dificultado em função do seu
elevado teor de umidade, grande possibilidade de contaminação, assim como pelo
processo de fermentação por microrganismos. O armazenamento inadequado deste
resíduo poderia resultar na contaminação e/ou a sobrevivência de agentes patogênicos
nos alimentos produzidos a partir dele, criando assim, riscos à saúde do consumidor. Do
ponto de vista higiênico sanitário dos alimentos, o emprego de métodos de conservação,
tais como acidificação e secagem são recomendadas, assim como o seu monitoramento
microbiológico (AGUILERA; CHIRIFE, 1994), o que poderia ser realizado para o
tratamento desse resíduo.
A preservação de alimentos pela acidificação é um procedimento muito antigo e
os ácidos atuam sob diferentes formas no processamento de alimentos, sendo utilizados,
como agentes saboromizantes, tampões no controle do pH, conservantes na prevenção

71
da multiplicação de microrganismos e da germinação de esporos, sinergistas aos
antioxidantes, na prevenção da rancidez e do escurecimento, modificadores da
viscosidade, entre outros (GARDNER, 1972).
Na indústria de alimentos, o ácido lático é muito usado como acidulante, agente
antimicrobiano, adjuvante de sabor, solvente, estabilizador, emulsificador e é
considerado seguro pelo Food and Drug Administration (FDA) (NAMPOOTHIRI;
PANDEY; JOHN, 2006; JOHN; NAMPOOTHIRI; PANDEY, 2007). À temperatura
ambiente, ele é um líquido incolor ou ligeiramente amarelado, solúvel em água, muito
estável ao calor, resistindo a temperaturas elevadas, possui suave sabor ácido, não
mascara outros componentes odoríferos e não sofre limitações quanto ao seu emprego
como alimento (XAVIER, 1997).
A conservação pela secagem também é um método muito utilizado em alimentos
com o objetivo de reduzir a atividade de água, responsável pela sua alta perecibilidade
(FREITAS, FIGUEIREDO, 2000). As vantagens de se utilizar esse processo são
inúmeras, dentre elas a conservação do produto com o aumento da vida útil; a redução
do volume, facilitando o transporte e armazenamento; a estabilidade dos componentes
aromáticos à temperatura ambiente e a proteção contra degradação enzimática e
oxidativa; além da economia de energia, por não necessitar de refrigeração e, a
disponibilidade do produto durante qualquer época do ano (PARK; YADO; BROD,
2001).
Poucos estudos relatam a análise microbiológica de resíduos agroindustriais para
a aplicação alimentícia. Ferreira e Pena (2010) realizaram análises microbiológicas na
casca do maracujá amarelo, resíduo da industrialização de suco, e observaram que o
mesmo poderia ser utilizado como alimento. Damiani et al. (2008) avaliaram a
qualidade microbiológica de geléias formuladas com diferentes níveis de casca em
substituição à polpa de manga e concluíram que todos os resultados apresentaram-se
dentro dos limites permitidos pela Resolução RDC nº12, de 2 de janeiro de 2001, da
Agência Nacional de Vigilância Sanitária (ANVISA) do Ministério da Saúde (BRASIL,
2001).
A polpa residual de batata é o resíduo produzido em maior quantidade na
indústria de batatas fritas. Conhecer e estimar o seu tempo de permanência em
temperatura ambiente, a fim de garantir a mínima proliferação de microrganismos,
fornecerá informações imprescindíveis para o seu manejo e aproveitamento pelas
indústrias alimentícias. Este trabalho tem por objetivo verificar a segurança

72
microbiológica da polpa residual de batata in natura, acidificada e seca com 72 h de
armazenamento, a temperatura ambiente.
3.2 MATERIAL E MÉTODOS
3.2.1 Coleta da polpa residual de batata
Para o experimento foi utilizada amostra de polpa residual de batata, da cultivar
Atlantic, doada pela empresa Cicopal Ltda., situada em Senador Canedo, Goiás. O
resíduo foi coletado diretamente no cano de descarte para o big bag, durante o
processamento da batata frita. A amostra de polpa residual de batata foi coletada em três
momentos diferentes, a intervalos de trinta dias, entre os meses de janeiro a abril de
2011, utilizando-se sacos de polietileno de baixa densidade esterilizados (Bioline®).
Após cada coleta, a amostra foi acondicionada em caixa isotérmica, contendo
placas de gelo recicláveis, visando a manutenção do tempo zero da análise, durante o
transporte de aproximadamente 40 min até o local das análises. Análises
microbiológicas foram realizadas na polpa residual de batata in natura, seca, acidificada
e acidificada seca durante o armazenamento à temperatura ambiente, nos tempos zero,
3, 6, 12, 24, 48 e 72 h com três repetições. Para o preparo das amostras, ao chegar ao
laboratório, imediatamente a polpa residual de batata foi dividida em duas partes, uma
permaneceu in natura e a outra foi acidificada.
3.2.2 Acidificação
A acidificação foi feita com solução de ácido lático absoluto-Sinth® 0,1M, em
quantidade suficiente para atingir o pH desejado (item 2.2.1), valor conferido com
potenciômetro digital (Hanna Instruments, HI9224, Singapore, China). Devido à
dificuldade de homogeneização do ácido com a polpa residual de batata, foi utilizado
um liquidificador industrial (Philips Walita, R12094, Vargínia – MG, Brasil) com copo
de vidro que permitiu sua esterilização. Após a homogeneização, a amostra permaneceu
10 min em repouso e imediatamente o pH foi aferido com potenciômetro digital (Hanna
Instruments, HI9224, Singapore, China), seguindo técnica recomendada pelo Instituto
Adolf Lutz (IAL, 2008).

73
3.2.3 Testes preliminares de acidificação
A determinação do pH utilizado para a acidificação da amostra foi através de
testes preliminares. O primeiro teste avaliou a contagem microbiológica da polpa
residual de batata acidificada e acidificada seca até 72 h de armazenamento com pH 4,5
e os resultados deste teste mostraram contagens de B. cereus na amostra seca acima dos
limites estabelecidos pela legislação (BRASIL, 2001). Esse resultado indicou que seria
necessário utilizar um valor de pH que, na amostra acidificada, não atingiria em até 72 h
o valor mínimo para multiplicação deste microrganismos (4,35) (JENSON; MOIR,
1997). Desta forma, no segundo teste, mediu-se em duplicata o pH da polpa residual de
batata acidificada com pH de 4,0 e 3,7 e observou-se que o pH no qual se obteve esse
efeito foi de 3,7 (Tabela 2).
Tabela 2. Variação do pH na polpa residual de batata acidificada com pH 3,7 e 4,0 em
função do tempo de armazenamento a temperatura ambiente.
Tempo pH 3,7 pH 4,0
0 3,7± 0,01 4,0± 0,01
3 3,8± 0,02 4,1± 0,01
6 3,8± 0,02 4,1± 0,02
12 3,8± 0,01 4,2± 0,02
24 3,9± 0,02 4,5± 0,03
48 4,0± 0,02 4,8± 0,20
72 4,27± 0,04 5,65± 0,01
Com o valor de pH definido, foram feitas análises microbiológicas nas amostras,
apenas no tempo zero, para confirmar a ação antimicrobiana. Após confirmação da
eficácia da acidificação com o pH 3,7, foram realizadas as coletas e análises da polpa
residual de batata acidificada e acidificada seca.
3.2.4 Preparo das amostras para a análise microbiológica e secagem
Em cada tempo pré-estipulado de armazenamento (zero, 3, 6, 12, 24, 48 e 72 h),
foi retirada das amostras de polpa residual de batata in natura e acidificada
aproximadamente 100 g para análise microbiológica e 400 g para secagem, quantidade
esta suficiente para obtenção de 100 g de amostra desidratada. Foram utilizados
recipientes devidamente esterilizados para o procedimento. As amostras foram secas em
estufa com circulação e renovação de ar (TECNAL, TE 394/1, Piracicaba, Brasil), sob

74
temperatura de 55°C, até atingirem 12 g.100g-1
de umidade (±1 g.100g-1
). Os pH das
amostras foram aferidos em duplicata nos mesmos tempos de armazenamento citados
anteriormente utilizando-se potenciômetro digital e técnica já descritos.
3.2.5 Parâmetros da legislação brasileira e microrganismos pesquisados
A legislação brasileira, através da Resolução RDC nº 12/ANVISA (BRASIL,
2001), não estabelece padrões microbiológicos para polpa residual de batata. Assim,
para avaliar os resultados microbiológicos deste produto tanto in natura como
acidificado, utilizou-se, por analogia, os limites indicados para o “item 3 - raízes e
tubérculos in natura ou sanificados”, o qual estabelece contagem máxima de 1,0x103
UFC g-1
(Unidades Formadoras de Colônias) para Coliformes a 45ºC e ausência de
Salmonella sp em 25g do produto. Para a verificação do perfil microbiano da polpa
residual de batata seca e acidificada seca utilizou-se os parâmetros estabelecidos no
Item 10.a - amidos, farinhas e féculas, da mesma legislação (BRASIL, 2001), a qual
determina contagem máxima de 3,0x103 UFC g
-1 para Bacillus cereus, 1,0x10
2 UFC g
-1
para Coliformes a 45ºC e ausência de Salmonella sp em 25g do produto.
Também foram realizadas análises para contagens de Coliformes totais, Bolores
e Leveduras, Clostridios sulfito redutores e Estafilococos coagulase positiva, como
indicadores de condições higiênico sanitárias de processamento e patogenicidade
visando complementar a avaliação do perfil microbiológico proposto.
Para as análises microbiológicas seguiram-se as técnicas descritas pela American
Public Health Association (APHA, 2001) e Food and Drug Administration (FDA,
2002) e os resultados foram comparados com os padrões microbiológicos estabelecidos
pela Resolução RDC nº. 12/ANVISA (BRASIL, 2001).
3.2.6 Análise estatística
Utilizou-se delineamento fatorial com quatro tratamentos (in natura, seca,
acidificada e acidificada seca) e três repetições em diferentes tempos de armazenamento
(0, 3, 6, 12, 24, 48, 72 h). Os resultados foram avaliados por meio de análise de
variância, modelos de regressão, gráficos e, as médias em cada tempo foram
comparadas pelo teste F a 5% de probabilidade de erro, utilizando-se o aplicativo
Statistica 7.0 (STASOFT, 2007).

75
3.3 RESULTADOS E DISCUSSÃO
Na Tabela 3, é possível observar que os valores de pH decresceram 32% na
polpa residual de batata in natura, enquanto que na polpa residual de batata acidificada
aumentou 13,9% com o decorrer do tempo de armazenamento a temperatura ambiente.
A acidificação inicial a pH 3,7 mostrou-se eficiente na redução deste, pois em 72 h a
amostra acidificada não atingiu o limite de pH 4,35, valor este que poderia contribuir
para a multiplicação do B. cereus, confirmando o que já havia sido reportado no teste
de acidificação (Tabela 2).
Não houve diferença significativa em relação ao pH (p≥0,05), entre as polpas
residuais de batata in natura e seca, assim como entre a acidificada e acidificada seca
até 24 h de armazenamento a temperatura ambiente. Após este período, não houve
diferença entre os tratamentos pesquisados em relação ao pH (Tabela 3).
Tabela 3. Potencial hidrogeniônico (pH) na polpa residual de batata in natura (PBIN) e
seca (PBS), acidificada (PBA) e acidificada seca (PBAS) em função do tempo de
armazenamento a temperatura ambiente1.
pH
Tempo PBIN PBS PBA PBAS
0 7,18a 7,13
a 3,75
b 3,70
b
3 7,03a 6,94
a 3,75
b 3,64
b
6 6,55a 6,59
a 3,77
b 3,66
b
12 6,51a 5,86
a 3,74
b 3,71
b
24 5,30a 5,49
a 3,83
b 3,74
b
48 4,26a 4,54
a 3,96
a 4,34
a
72 4,82a 4,51
a 4,27
a 4,27
a
1Letras iguais na mesma linha não difere significativamente ao nível de 5% de probabilidade de erro.
O tempo de armazenamento a temperatura ambiente apresentou efeito
significativo (p≤0,05) sobre o pH em todas as amostras analisadas, sendo que os
modelos de regressão apresentaram coeficientes de determinação entre 0,75 a 0,97
(Figura 2A e 2B).
Houve efeito quadrático do tempo sobre o pH nas amostras de polpa residual de
batata, exceto para a acidificada seca (linear) (Figura 2). Na polpa residual de batata in
natura, houve uma redução do pH durante o tempo de armazenamento, provavelmente
devido ao processo fermentativo e a produção de ácidos orgânicos pelos
microrganismos presentes na amostra (Figura 2A).

76
Figura 2. Potencial hidrogeniônico – pH da polpa residual de batata in natura e acidificada (A) e da
polpa residual de batata seca e acidificada seca (B) em função do tempo de armazenamento a temperatura
ambiente. Modelo de regressão significativo ** (p≤0,01) e * (p≤0,05).
Andrade, Porto e Spoto (2008) também observaram queda significativa no valor
de pH de caldo extraído de toletes de cana-de-açúcar minimamente processada ao longo
do período de armazenamento. Segundo estes autores, a intensa proliferação de bolores
(A)
(B)

77
e leveduras presentes logo no início do período de armazenamento colaborou para a
queda do pH. Em estudo microbiológico realizado com cenouras fatiadas e armazenadas
por um período de 17 dias a uma temperatura de 10°C foi encontrada uma redução nos
valores de pH e atribuíram esse achado ao aumento da produção dos ácidos láticos,
acético e málico, entre outros, por bactérias lácticas (KAKIOMENOU; TASSOU;
NYCHAS, 1996).
A batata é um alimento que apresenta predisposição a fermentação por suas
características naturais. Em um trabalho realizado com féculas fermentadas na
fabricação de biscoitos caseiros, a fécula de batata foi colocada para fermentar por trinta
dias ao ar livre e observou-se que a fermentação provocou diminuição do pH e
consequentemente aumento da acidez titulável. O pH encontrado após a fermentação foi
de 4,5. Esse valor pode diminuir em função do grau de fermentação, tempo e condições
de armazenamento (PEREIRA et al., 1999). Na tabela 3, observa-se que com apenas 48
h a polpa residual de batata in natura já apresentava valor abaixo do encontrado no
estudo de Pereira et al. (1999). Isso sugere que esse resíduo, ao ser produzido, pode
apresentar contagem microbiana que favoreça o processo fermentativo.
Na polpa residual de batata acidificada, até 12 h de armazenamento observou-se
estabilização nos valores do pH com posterior aumento após esse período (Figura 2A).
Isso pode ter ocorrido pelo poder tampão dos ácidos nativos da amostra. O poder
tampão refere-se à resistência que alguns produtos apresentam em alterar o pH
(LEHNINGER; NELSON; COX, 1995). Rezende et al. (2009) misturaram raspa de
batata à cana-de-açúcar (Saccharum officinarum L.) na ensilagem, observando aumento
nos valores de pH e concluíram que isso possivelmente ocorreu pelos constituintes das
raspa de batata (amido e minerais), que são capazes de elevar o poder tampão dessas
silagens.
Nas amostras analisadas não foi detectada a presença de Salmonella sp,
contagem de Clostrídios sulfito redutores e Coliformes termotolerantes (45°C). Este
resultado é importante para a segurança microbiológica da polpa residual de batata, uma
vez que estes microrganismos são patogênicos e podem oferecer riscos a saúde humana
(ALMEIDA FILHO; NADER FILHO, 2002; LUND, 2004; SHINOHARA et al., 2008).
Entretanto, foi identificada contagem significativa para Coliformes totais na
polpa residual de batata in natura e seca (Tabela 4). A legislação brasileira não
estabelece parâmetros para essas bactérias que são deteriorantes potenciais, além de
pertencerem ao grupo dos bioindicadores de higiene dos alimentos (OKURA et al.,

78
2006). Populações de coliformes totais no nível de 105 UFC g
-1 correspondem à elevada
contaminação desses microrganismos no produto (BERBARI; PASCHOALINO;
SILVEIRA, 2001).
Na polpa residual de batata in natura, observou-se uma contagem inicial de
coliformes totais elevada, com aumento progressivo de uma casa decimal em 24 h,
seguido de um pequeno decréscimo na contagem em 48 e 72 h, justificado por pequena
redução e estabilização do pH (Tabela 3). Neste tipo de resíduo, um fator desencadeador
para essa tipo de contaminação estaria relacionado à matéria-prima, ou seja, a batata,
proveniente do solo, onde esse grupo de microrganismos faz parte da biota natural
(OGBOGHODO; OLUWAFEMI; EKEH, 2006).
Tabela 4. Contagem de coliformes totais na polpa residual de batata in natura (PBIN) e
seca (PBS), acidificada (PBA) e acidificada seca (PBAS) em função do tempo de
armazenamento a temperatura ambiente1.
Coliformes totais 2
Tempo PBIN PBS PBA PBAS
0 3,6x106a
±5,0x104 9,2x10
3a ± 1,9x10
3 <10
2a <10
2a
3 4,2x106a
±2,0x105
2,0x104a
± 3,5x104
8,0x102a
±1,0x103
<102a
6 5,0x106a
±2,0x104
6,6x104a
± 1,1x105
<102a
<102a
12 5,3x106a
±2,5x105
1,5x105a
± 2,7x105
<102a
<102a
24 2,0x107a
± 7,8x106
<102b
<102b
<102b
48 1,38x107a
±1,0x107
6,6x104b
± 1,1x105
<102b
<102b
72 1,36x107a
±1,2x107
2,6x104b
± 4,6x104
<102b
<102b
1Letras iguais na mesma linha não difere significativamente ao nível de 5% de probabilidade de erro.
2 UFC g
-1.
O modelo de regressão para contagem de coliformes totais foi significativo
(p≤0,05) apenas para polpa residual de batata in natura, entretanto o coeficiente de
determinação foi baixo (0,38) (Figura 3). Coeficientes de correlação abaixo de 0,60 não
são considerados adequados para predições, sendo classificados como médios ou fracos,
e não são satisfatórios (BRITO et al., 2003), servindo apenas para verificação da
tendência da resposta.
Quanto à polpa residual de batata acidificada foi observada contagem de
coliformes totais não significativa (<105) nas primeiras três horas de armazenamento,
entretanto, o desvio-padrão foi alto, demonstrando que em apenas uma das três amostras
analisadas pode ter ocorrido desenvolvimento deste grupo de microrganismos (Tabela
4).

79
Em estudo com subprodutos da fecularia de mandioca, verificou-se que a
utilização do ácido lático em bagaço de mandioca in natura foi eficiente na redução da
velocidade de multiplicação dos coliformes por até 72 h de armazenamento a
temperatura ambiente, expressando assim a possibilidade de utilização da acidificação
como alternativa para melhorar as condições sanitárias do processamento do produto
(SOUZA, 2011). Lacerda et al. (2005) avaliaram trinta amostras de polvilho azedo
quanto à presença de coliformes totais e fecais e concluíram que duas amostras foram
positivas para a presença destes grupos de bactérias no início do processo de
fermentação. Entretanto, todas as amostras posteriores foram negativas. Tais resultados
mostraram que estes microrganismos não sobrevivem em condições ácidas provenientes
da fermentação da fécula de mandioca ou de sua acidificação. Os resultados observados
por esses autores foram semelhantes ao encontrado neste trabalho.
Figura 3. Contagem de coliformes totais na polpa residual de batata in natura em função do tempo de
armazenamento a temperatura ambiente. * modelo de regressão significativo (p≤0,05).
Na polpa residual de batata seca observou-se que a secagem reduziu o
desenvolvimento de Coliformes. A maior contagem ocorreu em 12 h, entretanto o
desvio padrão também foi alto. Já a acidificação associada à secagem foi capaz de inibir
o desenvolvimento destes microrganismos. Não houve diferença significativa (p>0,05)
na contagem de coliformes totais entre as amostras de polpa residual de batata seca e
acidificada seca durante todos os tempos de armazenamento avaliados (Tabela 4). Ainda

80
assim, a acidificação associada à secagem seria o mais indicado para o controle deste
grupo microbiano.
Com relação à contagem de bolores e leveduras, não houve diferença
significativa (p>0,05) entre os tratamentos avaliados até 24 h de armazenamento
(Tabela 5). Na polpa residual de batata in natura essas contagens aumentaram 520% e,
na polpa residual de batata acidificada 2.313% em até 72 h de armazenamento. Houve
aumento significativo em 48 e 72 h na contagem desses microrganismos na polpa
residual de batata acidificada. Isto ocorreu concomitantemente a um leve aumento do
pH (Tabela 3). A faixa de pH entre 4,0 e 4,5 propicia condições ótimas para o
desenvolvimento de bolores e leveduras (HOFFMANN; 2001). Não houve diferença
significativa (p≥0,05) entre polpa de batata residual seca e acidificada seca durante
todos os tempos avaliados.
Tabela 5. Contagem de Bolores e leveduras na polpa residual de batata in natura
(PBIN) e seca (PBS), acidificada (PBA) e acidificada seca (PBAS) em função do tempo
de armazenamento a temperatura ambiente1.
Bolores e Leveduras2
Tempo PBIN PBS PBA PBAS
0 2,9x104a
±7,0x103
1,2x104a
± 2,0x103
2,9x104a
± 4,5x103
3,1x104a
± 1,0x103
3 4,8x104a
±2,5x104
2,2x103a
± 2,0x102
2,2x104a
± 3,0x103
1,5x103a
± 5,0x102
6 5,5x104a
±3,0x103
3,5x103a
± 5,0x102
4,1x104a
±1,0x103
3,1x103a
± 1,0x102
12 3,9x104a
±1,0x104
3,1x103a
± 2,1x103
5,1x104a
±1,8x103
3,4x103a
± 4,5x102
24 6,1x104a
±1,9x104
2,5x103a
± 2,3x103
9,0x104a
± 2,0x104
2,1x103a
± 2,3x102
48 1,3x105b
±4,5x104
1,6x103c
± 6,5x102
2,7x105a
± 4,6x104
7,3x104bc
± 4,6x104
72 1,8x105b
±7,1x104
1,6x104c
± 6,5x103
9,9x105a
± 1,1x105
2,1x103c
± 1,0x103
1Letras iguais na mesma linha não difere significativamente ao nível de 5% de probabilidade de erro.
2 UFC g
-1.
Os modelos de regressão da contagem de bolores e leveduras foram
significativos (p≤0,05), exceto para a polpa residual de batata acidificada seca. Tais
modelos apresentaram coeficientes de determinação de 0,67 a 0,97 (Figura 4). Em todos
houve efeito quadrático de aumento da contagem de bolores e leveduras em função do
tempo de armazenamento a temperatura ambiente.
Foi possível visualizar o aumento abrupto na contagem de bolores e leveduras na
polpa residual de batata acidificada em função do tempo de armazenamento, enquanto
que na polpa residual de batata in natura esse desenvolvimento foi gradual (Figura 4).
Na polpa residual de batata seca a tendência foi de queda nas 24 h de armazenamento

81
com posterior aumento da contagem após 48 h. Segundo Pardi et al. (2005), contagens
elevadas de bolores nos alimentos podem levar à produção de micotoxinas e alteração
nas características sensoriais dos alimentos. Sendo estas substâncias hepatotóxicas,
nefrotóxicas, neurotóxicas e cancerígenas, ou seja, capazes de causar sérios danos à
saúde. Assim, alguns países prescrevem um grau de tolerância nos alimentos mais
propícios à contaminação. A legislação brasileira não estabelece limites para contagens
destes fungos.
Figura 4. Contagem de bolores e leveduras na polpa residual de batata in natura, acidificada e seca em
função do tempo de armazenamento a temperatura ambiente. Modelo de regressão significativo **
(p≤0,01) e * (p≤0,05).
Verificou-se que não houve efeito do tempo de armazenamento a temperatura
ambiente sobre a multiplicação do B. cereus, pois, nenhum dos modelos de regressão
foi significativo (p≥0,05). Na polpa residual de batata in natura, observou-se que a
contagem foi irregular entre os tempos avaliados e na ordem de 104 e 10
5 UFC g
-1
(Tabela 6). Isto é particularmente preocupante, uma vez que a contagem acima de 105
UFC g-1
desta bactéria em alimentos produz toxinas causadoras de envenenamento
alimentar (LACERDA et al., 2005).
Souza (2011), em trabalho com resíduos da fecularia de mandioca não detectou
contagem de B. cereus em nenhum dos tempos de armazenamento a temperatura
ambiente e dos tratamentos utilizados (in natura, sanitizado e acidificado), resultado

82
este que diferiu dos encontrados neste trabalho. Provavelmente, pelo uso da água
vegetal que possui alta concentração de ácido cianídrico e baixo pH, na lavagem das
raízes de mandioca,.
Considerando as amostras analisadas neste estudo, a legislação brasileira
estabelece limites para B. cereus apenas para produtos desidratados (BRASIL, 2001).
Na polpa residual de batata seca as contagens desta bactéria, em 6 e 72 h, foram acima
do valor permitido (Tabela 6). Notou-se um alto desvio-padrão nestes resultados,
sugerindo que a multiplicação microbiana ocorreu em apenas uma das três coletas
realizadas, provavelmente, naquela onde a qualidade dos tubérculos adquiridos pela
empresa, estava comprometida. Já na polpa residual de batata acidificada seca, mesmo
após acidificação com pH 3,7 e secagem, observou-se que ainda houve contagem para
este microrganismo (Tabela 6), embora abaixo do permitido pela legislação (BRASIL,
2001). Entretanto não houve diferença significativa (p≥0,05) entre a polpa residual de
batata seca e acidificada seca.
Tabela 6. Contagem de Bacillus cereus e Estafilococos coagulase positiva na polpa
residual de batata in natura (PBIN) e seca (PBINs), acidificada (PBA) e acidificada seca
(PBAs) em função do tempo de armazenamento a temperatura ambiente1.
Bacillus cereus2
Tempo PBIN PBS PBA PBAS
0 6,6x104a
± 1,1x105
<102a
<102a
<102a
3 9,6x104a
± 1,2x105
<102a
<102a
<102a
6 2,5x105a
± 2,3x105
2,0x104b
± 3,4x104
<102b
1,6x102b
± 2,8x102
12 <102a
<102a
<102a
<102a
24 2,0x104a
± 3,4x104
<102a
<102a
<102a
48 3,3x104a
± 5,7x104
<102a
<102a
<102a
72 1,9x104a
± 3,2x104
1,0x104a
± 1,7x104
<102a
<102a
1Letras iguais na mesma linha não difere significativamente ao nível de 5% de probabilidade de erro.
2 UFC g
-1
A presença do B. cereus na polpa residual da batata é justificável, uma vez que
este microrganismo é encontrado predominantemente no solo, na água e em material
fecal (ANDERSSON; RONNER; GRANUM, 1995; KOTIRANTA; LOUNATMAA;
HAAPASALO, 2000), causando a contaminação de diversos alimentos como, por
exemplo, arroz, especiarias, leite e produtos lácteos, verduras, carnes, alimentos
farináceos, sobremesas e bolos (FRANCO; LANDGRAF, 2005; GHELARDI et al.,
2002). O B. cereus tem grande importância na indústria alimentícia pela sua capacidade

83
de produzir toxinas, responsáveis por toxinfecções alimentares, enzimas extracelulares,
que determinam o potencial de deterioração, e esporos que sobrevivem em diferentes
temperaturas e valores de pH (ANDERSSON; RONNER; GRANUM, 1995;
KOTIRANTA; LOUNATMAA; HAAPASALO, 2000; GHELARDI et al., 2002;
CRONIN; WILKINSON, 2008).
A capacidade de formação de esporos pelo B. cereus lhe confere resistência a
diferentes tratamentos térmicos (desidratação), ou mesmo inativação por métodos
químicos (COSENTINO et al., 1997). Essa capacidade de sobrevivência contribui para
riscos no processamento de alimentos na indústria (MENDES et al., 2004).
Embora não tenha sido observada diferença significativa entre as amostras de
polpa seca e acidificada seca, na contagem de B. cereus, é possível considerar que, o
uso da acidificação associada à secagem promoveu maior segurança microbiológica
neste produto de batata.
Quanto aos Estafilococos coagulase positiva, a legislação estabelece limites de
contagens de 10³ UFC g-1
, para raízes, tubérculos e similares branqueados ou cozidos,
inteiros ou picados, estáveis à temperatura ambiente, refrigeradas ou congeladas, para
consumo direto e não para estes produtos desidratados (BRASIL, 2001).
A contagem de Estafilococos coagulase positiva entre os tempos de
armazenamento a temperatura ambiente de 3 e 24 h para a polpa residual de batata in
natura, apresentou-se acima dos parâmetros estabelecidos pela legislação (Tabela 7).
Tabela 7. Contagem de Estafilococos coagulase positiva na polpa de batata residual in
natura (PBIN) e seca (PBINs), acidificada (PBA) e acidificada seca (PBAs) em função
do tempo de armazenamento a temperatura ambiente1.
Estafilococos coagulase positiva2
Tempo PBIN PBS PBA PBAS
0 <102a
<102a
<102a
<102a
3 2,8x103a
±4,9x103
<102a
<102a
<102a
6 1,8x103a
±3,1x103
<102a
<102a
<102a
12 2,4x104a
±3,1x104
3,3x102a
± 5,7x102
<102a
<102a
24 1,5x104a
±2,5x104
<102a
<102a
<102a
48 <102a
<102a
<102a
<102a
72 <102a
<102a
<102a
<102a
1Letras iguais na mesma linha não difere significativamente ao nível de 5% de probabilidade de erro.
2 UFC g
-1

84
Na polpa residual de batata acidificada, os valores deste microrganismo estavam
abaixo dos limites estabelecidos pela legislação em todos os tempos analisados. Não
houve diferença significativa (p>0,05) entre as polpas residuais de batata em todos os
tempos analisados, assim como, efeito significativo do tempo sobre o desenvolvimento
desta bactéria (p>0,05) (Tabela 7).
Este microrganismo é um importante agente patogênico quando se avalia surtos
de intoxicação alimentar. Este quadro ocorre por meio da ingestão de enterotoxinas
produzidas e liberadas pela bactéria durante sua multiplicação no alimento. A toxina é
produzida quando a quantidade de células está acima de 105 UFC g
-1 (ALCARAZ et al.,
1997; BALABAN; RASOOLY, 2000; FORSYTHE, 2002). Este limite não foi
ultrapassado neste trabalho, portanto, é provável que não houve produção de toxinas nas
polpas residuais de batata analisadas.
Na indústria de batatas fritas ocorre manipulação dos tubérculos de batata antes
do seu processamento, fato que favorece a contaminação da polpa residual de batata
pelo o Estafilococos coagulase positiva, pois este microrganismo tem como habitat
mais comum, o trato respiratório superior, especialmente a cavidade nasal e também
pode ser encontrado na pele, mãos e feridas infectadas (CLEMENTE; VALLE;
ABREU, 2003; MADIGAN; MARTINKO; PARKER, 2004). A contagem microbiana
na polpa residual de batata está sujeita não somente ao manuseio da batata, mas também
aos danos causados na matéria-prima devido ao processamento e a higienização dos
equipamentos. Todos esses fatores contribuem para a elevação da população microbiana
em vegetais e pode causar o desenvolvimento de patógenos e microrganismos
deterioradores (FANTUZZI; PUSCHMANN; VANETTI, 2004; VITTI et al., 2004).
Ao analisar algumas contagens microbianas encontradas neste estudo, verificou-
se elevados valores de desvio padrão. Isto ocorreu porque, embora a polpa residual de
batata seja de uma mesma cultivar, há uma grande variabilidade entre as amostras de
polpa coletadas em função do processo de aquisição da batata pela indústria, ou seja,
podendo ser proveniente de diferentes solos, com graus variáveis de maturidade e
ainda, terem sido irrigadas com água oriunda de diversas fontes. Além disso, mudanças
nas práticas agronômicas, como o uso de esgoto ou de água de irrigação não-tratada, ou
de processamento, preservação, embalagem, distribuição e comercialização podem
contribuir para a contaminação de vegetais por patógenos ainda no campo (BEUCHAT,
2002).

85
Os resultados apresentados mostram que a acidificação foi capaz de inibir o
desenvolvimento de B. cereus, Estafilococos Coagulase positiva, Coliformes totais e
quando associada à secagem este efeito foi ainda maior. O ácido lático tem efeito
antimicrobiano (JAY, 2005) e o valor de pH 3,7 foi capaz de inibir o metabolismo dos
microrganismos estudados na polpa residual de batata por até 72 h de armazenamento a
temperatura ambiente. A atividade antimicrobiana dos ácidos está relacionada com a sua
capacidade em penetrar na célula microbiana livremente através da membrana celular,
liberando íons e prótons e alterando o pH intracelular e o gradiente de concentração
iônica. O acúmulo de anions H+ provoca toxidez e inibi reações essenciais, como a
glicólise (GAUTHIER, 2005). Dessa forma, as atividades enzimáticas e os sistemas de
transporte de nutrientes são reduzidos, ocorrendo a morte celular ou a redução da carga
microbiana (DIBNER; BUTTIN, 2002). Adicionalmente, o processo de transporte de
prótons livres para o exterior da membrana celular aumenta o gasto energético e os
ânions RCOO- do ácido, impedindo a síntese de DNA e interrompendo o processo de
replicação das proteínas (DIBNER; BUTTIN, 2002; GAUTHIER, 2005).
3.4 CONCLUSÃO
A polpa residual de batata in natura apresentou-se imprópria para o consumo,
uma vez que se verificou a presença de microrganismos prejudiciais à saúde humana.
Os microrganismos encontrados também indicaram condições de higiene insatisfatórias
no processo de produção do resíduo, o que poderia ser melhorada pela implementação
de medidas de boas práticas.
O pH da polpa residual de batata se correlacionou com o desenvolvimento de
microrganismos durante o armazenamento a temperatura ambiente. Este fator ambiental
foi relevante para inibição ou proliferação microbiana na polpa residual de batata. O
tratamento químico (acidificação) realizado na polpa residual de batata com ácido lático
até pH 3,7 foi eficiente no controle dos microrganismos pesquisados, exceto para
bolores e leveduras.
A secagem contribuiu para redução e/ou eliminação da carga microbiana da
polpa de batata residual até 72 h de armazenamento a temperatura ambiente para todos
os microrganismos estudados. A polpa de batata acidificada seca pode ser considerada
segura para utilização como ingrediente em formulações de produtos alimentícios.

86
A farinha de polpa residual de batata pode ser uma alternativa para a indústria
produtora de batata chips e palha, para agregar valor desse resíduo sólido, que depois de
processado pode ser utilizado com ingrediente no desenvolvimento de produtos para a
alimentação humana.
Sugere-se à indústria um controle higiênico-sanitário mais rigoroso durante a
produção, coleta e armazenamento deste resíduo, garantindo assim a viabilidade do seu
uso, evitando o desperdício de alimentos e a contaminação ambiental, além de
proporcionar ganhos econômicos.
AGRADECIMENTOS
À Capes pelo apoio financeiro e bolsa de mestrado e à Empresa Cicopal Ltda.
REFERÊNCIAS
AGUILERA, J.M.; CHIRIFE, J. Combined methods for the preservation of foods in
Latin America and the CYTED-D Project. Journal of Food Engeneering, v. 22, n. 1-4,
p. 433-444, 1994.
ALCARAZ, L. E; SATORRES, S. E.; SEPULVEDA, L. CENTORBI, O. N. P.
Detección de Staphylococcus aureus sp. en manipuladores de alimentos. La
Alimentación Latino americana n. 219, p. 44-47, 1997.
ALMEIDA FILHO, E. S., NADER FILHO, A. Ocorrência de coliformes fecais e
Escherichia coli em queijo Minas Frescal de produção artesanal, comercializado em
Poços de Caldas, Minas Gerais. Higiene Alimentar, São Paulo, v. 16, n. 102/103, p.
71-73, 2002.
AMERICAN PUBLIC HEALTH ASSOCIATION - APHA. Compedium of methods
for the microbiological examination for foods. Washington: APHA, 2001.
ANDERSSON, A.; RONNER, U.; GRANUM, P. E. What problems does the food
industry have the espore-forming pathogens Bacillus cereus and Clostridium
perfringens?. International Journal of Food Microbiology, Amsterdam, v. 28, n. 2, p.
145-155, 1995.
ANDRADE, S.R.R.; PORTO, E.; SPOTO, M.H.F. Avaliação da qualidade do caldo
extraído de toletes de cana-de-açúcar minimamente processada, armazenados sob
diferentes temperaturas. Ciência e Tecnologia de Alimentos, Campinas, v. 28, p.51-55,
2008.
APHA – AMERICAN PUBLIC HEALTH ASSOCIATION. Compendium of methods
for the microbiological examination of foods. 4. ed. Washington: APHA, 2001, 676 p.

87
BALABAN, N.; RASOOLY, A. Staphylococcal enterotoxins. International Journal of
Food Microbiology, v. 61, n. 1, p. 1-10, 2000.
BERBARI, S. A. G.; PASCHOALINO, J. E.; SILVEIRA, N. F. A. Efeito do cloro na
água de lavagem para desinfecção de alface minimamente processada. Ciência e
Tecnologia de Alimentos, Campinas, v. 21, n. 2, p. 197-201, 2001.
BERBARI, S. A. G.; AQUIRE, J. M. Alternativas para o aproveitamento indústrial
da Batata: Batata Show. Ano 2- Numero 4 – Maio/2002. Disponível em:
<http://www.abbabatatabrasileira.com.br>. Acesso em: 13 jun. 2010.
BEUCHAT, L. R. Ecological factors influencing survival and growth of human
pathogens on row fruits and vegetables. Microbes and Infection, v. 4, n. 4, p. 413-423,
apr. 2002.
BRASIL. Agência Nacional de Vigilância Sanitária. Resolução RDC nº 12, de 02 de
janeiro de 2001. Regulamento técnico sobre padrões microbiológicos para alimentos.
Disponível em: <http:// www.e-legis.bvs.br>. Acesso em: 22 mar. 2011.
BRITO, N. M.; AMARANTE JUNIOR, O. P.; POLESE, L.; RIBEIRO, M. L.
Validação de métodos analíticos: estratégia e discussão. Pesticidas: Ecotoxicol. e Meio
Ambiente, Curitiba, v. 13, p. 129-146, 2003.
CLEMENTE, M. G.; VALLE, R. H. P.; ABREU, L. R. Staphylococcus em queijos
fabricados com leite cru e pasteurizado. Higiene Alimentar, São Paulo, v. 17 n.
104/105, p. 38-39, 2003.
COELHO, A. H. R.; VILELA, E. R.; CHAGAS, S. J. R. de. Qualidade de batata
(Solanum tuberosum) para fritura, em função dos níveis de açúcares redutores e de
amido, durante o armazenamento refrigerado e à temperatura ambiente com atmosfera
modificada. Ciência e Agrotecnologia, Lavras, v. 23, p. 899–910, 1999.
COSENTINO, S.; MULARGIA, A. F.; TUVERI, P.; PISANO, B.; PALMAS, F.
Incidence and biochemical characteristics of Bacillus flora in Sardinian dairy products.
International Journal of Food Microbiology, v. 38, p. 235-238, 1997.
CRONIN, U.P.; WILKINSON, M.G. Bacillus cereus endospores exhibit a
heterogeneous response to heat treatment and low-temperature storage. Food
Microbiology, London, n. 25, p. 235-243, 2008.
DAMIANI, C.; BOAS, E. V. B. V.; SOARES-JÚNIOR, M. S. S.; CALIARI, M.;
PAULA, M. L.; PEREIRA, D. E. P.; SILVA, A. G. M. Análise física, sensorial e
microbiológica de geléias de manga formuladas com diferentes níveis de cascas em
substituição à polpa. Ciência Rural, v. 38, n. 5, p. 1418-1423, 2008.
DIBNER, J. J.; BUTTIN, P. Use of organic acids as a model to study the impact of gut
microflora on nutrition and metabolism. The Journal of Applied Poultry Research, v.
11, p. 453-463, 2002.

88
FANTUZZI, E.; PUSCHMANN, R.; VANETTI, M. C. D. Microbiota contaminante em
repolho minimamente processado. Ciência e Tecnologia de Alimentos, v. 24, n. 2, p.
207-211, 2004.
FERREIRA, M. F. P.; PENA, R. S. Estudo da secagem da casca de maracujá amarelo.
Revista Brasileira de Produtos Agroindustriais, Campina Grande, v. 12, n. 1, p. 15-
28, 2010.
FOOD AND DRUG ADMINISTRATION, 2002. Bacteriological analytical manual.
Disponível em: <http//:www.cfsan.fda.gov/~eban/ban-4html>. Acesso em: 31 mai.
2011.
FORSYTHE, S. J. Microbiologia da segurança alimentar. Porto Alegre: Artmed,
2002. 424 p.
FRANCO, B.D.G.M.; LANDGRAF, M. Microbiologia dos alimentos. São Paulo:
Atheneu, 2005. 182 p.
FREITAS, A. C.; FIGUEIREDO, P. Conservação de Alimentos. Lisboa, p. 203, 2000.
Disponível em <http://www.pfigueiredo.org/Book.pdf> Acesso em: 15 de maio de
2011.
GARDNER, W. H. Acidulants in food processing. In: Handbook of Food Additives.
2. Ed., Thomas E. Furia, CRC Press, 1972.
GAUTHIER, R. Organic acids and essential oils, a realistic alternative to antibiotic
growth promoters in poultry. 2005. Palestra realizada no I FÓRUM
INTERNACIONAL DE AVICULTURA, AVESUI, ago. 2005.
GHELARDI, E.; CELANDRONI, F.; SALVETTI, S.; BARSOTTI, C.; BAGIANNI,
A.; SENESI, S. Identification and characterization of toxigenic Bacillus cereus isolates
responsible for two food-poisoning outbreaks. FEMS Microbiology Letters, v. 208, n.
1, p. 129-34, 2002.
HOFFMANN, F. L. Fatores limitantes à proliferação de microorganismos em
alimentos. Brasil Alimentos, n. 9, 2001.
INSTITUTO ADOLFO LUTZ. Métodos físico-químicos para análise de alimentos. 4
ed. São Paulo: Instituto Adolfo Lutz. p. 315-316, 2008.
JAY, M. J. Microbiologia de Alimentos, 6 ed., Porto Alegre: Artmed, 2005, 711p.
JENSON I.; MOIR C. J. (1997). Bacillus cereus and other Bacillus species. In
Hocking AD, Arnold G, Jenson I, Newton K & Sutherland P (Eds.), Foodborne
Microorganisms of Public Health Importance (5th ed., pp. 379-406). Sydney, Australia:
Australian Institute of Food Science and Technology Ltd (NSW Branch) Food
Microbiology Group, 1997.

89
JOHN, R. P.; NAMPOOTHIRI, K. M.; PANDEY, A. Fermentative production of lactic
acid from biomass: an overview on process developments and future perspectives.
Applied Microbiology Biotechnology, Heidelberg, v. 74, p. 524-534, 2007.
KAKIOMENOU, K; TASSOU, C.; NYCHAS, G. J. Microbiological, physicochemical
and organoleptic changes of shredded carrots stored under modified storage.
International Journal of Food Science and Technology, v. 31, p. 353-358, 1996.
KOTIRANTA, A.; LOUNATMAA, K.; HAAPASALO, M. Epidemiology and
pathogenesis of Bacillus cereus infections. Microbes and Infection, Maryland
Heights- EUA, v. 2, n. 2, p. 189-198, 2000.
LACERDA, I. C. A.; MIRANDA, R. L.; BORELLI, B. M.; NUNES, A. C.; NARDI, R.
M. D.; LACHANCE, M. A.; ROSA, C. A. Lactic acid bacteria and yeasts associated
with spontaneous fermentations during the production of sour cassava starch in Brazil.
International Journal of Food Microbiology, Amsterdam, v. 115, n. 2, p. 213-219,
2005.
LEHNINGER, A. L.; NELSON, D. L.; COX, M. M. Princípios de Bioquímica, 2.
ed.,São Paulo: Sarvier, 1995, p. 68-73.
LUND, D. G. Processamento mínimo de mandioca (Manihot esculenta Crantz). 2004.
Tese (Doutorado em Ciência e Tecnologia Agroindustrial)–Universidade Federal de
Pelotas, Pelotas, 2004.
MADIGAN, M. T.; MARTINKO, J. M.; PARKER, J. Brock: Biology of
Microorganisms.10. ed. New Jersey: Prentice-Hall, 608 p. 2004.
MENDES, T. A.; AZEREDO, R. M. C.; COELHO, A. I. M.; OLIVEIRA, S. S.;
COELHO, M. S. L. Contaminação ambiental por Bacillus Cereus em unidade de
alimentação e nutrição. Revista de Nutrição. Campinas v. 17, n. 2, p. 255-261. 2004.
NAKANO, D. H.; DELEO, J. P. B.; BOTEON, M. Choque de competitividade.
Hortifruti Brasil, n. 51, p. 6-17, 2006.
NAMPOOTHIRI, K. M.; PANDEY, A.; JOHN, R. P. Solid- state fermentation for L-
lactic acid production from agro waste using Lactobacillus delbrueckii. Process
Biochemestry, v. 41, p. 759-763, 2006.
OGBOGHODO, I. A.; OLUWAFEMI, A. P.; EKEH, S. M. Effects of polluting soil
with cassava mill effluent on the bacteria and fungi populations of a soil cultivated with
maize. Environmental Monitoring and Assessment, Amsterdam, v. 116, n. 1-3, p.
419-425, 2006.
OKURA, M. H., ARAUJO, P. F., JARDIM, F. B. B., SILVA, R. R., FINZER, J. R. D.,
FRANZÉ, S. J. Influência da atmosfera modificada sobre a qualidade do queijo Minas
Frescal. Revista Higiene Alimentar, v. 20, n. 143, p.84-91, 2006.
PARDI, M. C.; SANTOS, I. F.; SOUZA, E. R,; PARDE, H. S. Ciência, higiene e
tecnologia da carne. 2. ed. v. 1, Goiânia: UFG, p. 624, 2005.

90
PARK, K. J.; YADO, M. K. M.; BROD, F. P. R. Estudo de secagem de pêra Bartlett
(Pyrus sp.) em fatias. Ciência e Tecnologia de Alimentos, Campinas, v. 21, n. 3, p.
288-292, 2001.
PEREIRA, J.; CIACCO, C. F.VILELA, E. R.; TEIXEIRA, L. S. Féculas fermentadas na
fabricação de biscoitos: estudo de fontes alternativas. Ciência e Tecnologia de
Alimentos, Campinas, v. 19, n. 2, 1999.
REZENDE, A. V.; RODRIGUES, R.; BARCELOS, A. F.; CASALI, A. O.;
VALERIANO, A. R.; MEDEIROS, L. T. Qualidade bromatológica das silagens de
cana-de-açúcar (Saccharum officinarum L.) aditivadas com raspa de batata. Ciência e
Agrotecnologia, Lavras, v. 33, n. 1, p. 292-297, 2009.
SHINOHARA, N. K. S.; BARROS, V. B.; JIMENEZ, S. M. C.; MACHADO, E. C. L.;
DUTRA, R. A. F.; LIMA-FILHO, J. L. Salmonella spp., importante agente patogênico
veiculado em alimentos. Ciência e Saúde Coletiva. Recife, v. 13, n. 5. p. 1675-1683,
2008.
SOUZA, T. A. C. Segurança microbiológica de resíduos sólidos de fecularia de
mandioca e aplicação em bolos para a alimentação humana. 2011. 87 f. Dissertação
(Mestrado em Ciência e Tecnologia de Alimentos) – Escola de Agronomia e Engenharia
de Alimentos. Universidade Federal de Goiás, Goiânia, 2011. Disponível em:
<http://bdtd.ufg.br/tedesimplificado/tde_busca>. Acesso em: 15 mai. 2011.
STASOFT. STATISTICA 7.0 for Windows – Computar program manual. Tulsa:
Statsoft, Inc., 2007. CD Room.
XAVIER, C.V.A. Métodos físicos e químicos para prolongamento da vida de prateleira
da carne de frango refrigerada. Campinas, 1997, 141p. Tese (Doutorado em Tecnologia
de alimentos), Faculdade de Engenharia de Alimentos, Universidade Estadual de
Campinas.
VITTI, M. C. D.; KLUGE, R. A.; GALLO, C. R.; SCHIAVINATO, M. A.; MORETTI,
C. L.; JACOMINO, A. P. Aspectos fisiológicos e microbiológicos de beterrabas
minimamente processadas. Pesquisa Agropecuária Brasileira, v. 39, n. 10, p. 1027-
1032, 2004.

91
4. ARTIGO 2
DESENVOLVIMENTO DE FARINHAS DE RESÍDUOS DA
INDUSTRIALIZAÇÃO DE BATATA FRITA1
RESUMO
A indústria de batata frita gera uma grande quantidade de resíduos, dentre eles a casca e
a polpa residual de batata. A grande preocupação com os impactos ambientais e o
elevado índice de perdas e desperdícios leva a necessidade de se criar meios para o
aproveitamento desses resíduos. O objetivo deste trabalho foi avaliar as características
físicas, químicas, microbiológicas e tecnológicas da casca e da polpa residual de batata,
da cultivar Atlantic, visando conhecer seu potencial como ingrediente na indústria
alimentícia e de utilização na alimentação humana, de forma segura e equilibrada. As
amostras dos resíduos de casca e polpa residual de batata foram coletadas em uma
indústria de médio porte que processa batata frita na região de Goiânia, Goiás, Brasil.
Em seis amostras de farinhas, provenientes de cada um desses resíduos, foram
determinados: a granulometria, a composição centesimal, o valor energético total, o pH,
a atividade de água, o índice de absorção e solubilidade em água, os parâmetros de
viscosidade de pasta, os parâmetros instrumentais de cor, o perfil microbiológico além
de serem elaboradas micrografias eletrônicas de varredura, conforme métodos oficiais.
Todas análises foram realizadas em seis amostras de fécula de batata comercial para
comparação, exceto a granulometria e perfil microbiológico. Os resultados foram
avaliados por meio de análise de variância e as médias foram comparadas pelo teste
Tukey a 5% de probabilidade. Os resultados obtidos mostraram elevada umidade na
casca e na polpa residual de batata in natura (83,56g.100g-1
e 47,89g.100g-1
respectivamente), o que pode causar uma rápida deterioração destes resíduos pela
fermentação de microrganismos. Quanto à composição química, a farinha da casca
residual de batata obteve os maiores valores de proteínas (7,59g.100g1), cinzas
(2,08g.100g-1) e fibras (8,57g.100g
-1), enquanto que a farinha de polpa residual de
batata apresentou 1,35, 0,36 e 0,18g.100g-1
desses macronutrientes, respectivamente.
Quando comparadas com a fécula de batata comercial, os teores da farinha de polpa
residual de batata foram próximos, exceto para o valor energético total
(333,55Kcal.100g-1
) que foi semelhante ao da farinha de casca residual de batata
(331,89Kcal.100g-1
). A microscopia da polpa residual de batata demonstrou a presença
de corrosão (inúmeros poros) nos grânulos de amido, provavelmente em função da ação
enzimática que o produto sofreu durante processamento. Na farinha de casca residual de
batata a contagem de Bacillus cereus foi acima do permitido para féculas pela legislação
sanitária, ou seja, se mostrou imprópria para o consumo humano, embora esta farinha
seja mais rica em nutrientes em relação a farinha de polpa residual de batata. As
amostras de farinha de polpa residual de batata apresentaram qualidade higiênico
sanitária satisfatória. A sua utilização seria importante para a indústria de batata e para a
sociedade, evitando o desperdício de alimentos, a contaminação ambiental, além de
proporcionar ganhos econômicos ou diminuição do custo dos alimentos formulados
com a farinha de polpa residual de batata.
Palavras-chave: Solanum tuberosum L., sustentabilidade, novos ingredientes,
composição centesimal, propriedades funcionais, análise microbiológica.

92
ABSTRACT
The potato chip industry generates a large amount of waste, including residual peel and
pulp of potatoes. The major concern with environmental impacts and the high rate of
losses and waste leads to the need to create ways for the utilization of these wastes. The
objective of this study was to evaluate the physical, chemical, microbiological and
technological changes in skin and pulp residual potato cultivar Atlantic in order to meet
its potential as an ingredient in the food industry and food use in a safe and balanced.
Samples of waste from residual peel and pulp of potatoes were collected in an industry
that processes medium fries in the region of Goiânia, Goiás, Brazil. Six samples of
flour, from each of these residues were determined: the fineness of the composition, the
total energy, pH, water activity, the absorption rate and solubility in water, the viscosity
of parameters folder, the instrumental parameters of color, the microbiological profile
and are prepared scanning electron micrographs, as official methods. All analyzes were
performed on six samples of potato starch for comparison shopping, except the particle
size and microbial profile. The results were evaluated by analysis of variance and means
were compared by Tukey test at 5 % probability. The results showed high moisture in
the skin and pulp fresh residual potato (83,56g.100g-1
and 47,89g.100g-1
respectively),
which can cause a rapid deterioration of this waste by fermentation of microorganisms.
The chemical composition, the flour of potato peel waste obtained the highest values of
protein (7,59g.100g-1
), ash (2,08g.100g-1
) and fiber (8,57g.100g -1), while the residual
meal potato pulp showed 1,35, 0,36 and 0,18g.100g-1
one of these macronutrients,
respectively. When compared with the commercial potato starch, the content of flour
remaining potato pulp were similar, except for the total energy (333,55 kcal.100g-1
) was
similar to that of the meal remaining potato (331,89 kcal.100g-1
). The microscopic
residual potato pulp showed the presence of corrosion (many pores) in starch granules,
probably due to enzymatic action that suffered during the product processing. In
residual peel flour potato counting Bacillus cereus was allowed to above by other health
starches and has proved unfit for human consumption, while this flour is more rich in
nutrients to the flour residual potato pulp. The flour samples residual potato pulp had
satisfactory quality sanitary toilet. Its use would be important to the potato industry and
society, avoiding the waste of food, environmental pollution, and provide economic
gains or decrease the cost of food made with flour, potato pulp waste.
Keywords: Solanum tuberosum L., sustainability, new ingredients, composition,
functional properties, microbiological analysis.
4.1 INTRODUÇÃO
O tubérculo da batata (Solanum tuberosum L.) é um dos alimentos mais
completos no aspecto nutricional, pois é composto por aproximadamente 76% de água,
17% de carboidratos, 2,0% de proteínas, 0,3% de açúcares redutores, 1,1% de cinzas,
quantidades irrisórias de lipídios, fibras e sais minerais. Sabe-se que 100 g de batata
suprem cerca de 10% das necessidades diárias de um adulto em proteína, tiamina,
niacina, vitamina B6 e ácido fólico e 50% da vitamina C (PEREIRA; LUZ; MOURA,

93
2005; SABLANI; MUJUMDAR, 2006), além de conter elevado teor de potássio
(NAKANO; DELEO; BOTEON, 2006).
A produção de batata inglesa no Brasil no ano de 2011, segundo dados do
Instituto Brasileiro de Geografia e Estatística - IBGE (2011), foi de 3.943.146 t. A
maior parte desta destinou-se à comercialização in natura enquanto outra parte foi
processada nas agroindústrias. Existem diversos produtos industrializados derivados da
batata, dentre eles os desidratados, tais como a fécula, os flocos e a farinha, que são
utilizados pela indústria alimentícia na fabricação de pães, bolos, como agente
espessante em sopas e molhos, na formulação de produtos instantâneos (pudim,
macarrão), além dos cubos de batata desidratados e batatas fritas (chips ou palha)
(COELHO; VILELA; CHAGAS, 1999; BERBARI; AQUIRRE, 2002).
Uma questão importante a ser resolvida pela indústria de batata frita é o grande
volume de resíduos gerados, sendo eles a casca e a polpa residual de batata, obtidos
após o descascamento, corte e lavagem dos tubérculos. Aproximadamente 35% da
batata são descartados no processo de industrialização (FERNANDES et al., 2008).
Infelizmente, ainda existem poucas alternativas para a utilização desses resíduos, sendo
os mesmos dispostos no meio ambiente, utilizados na alimentação animal ou como
matéria-prima de fertilizantes orgânicos (RANDUZ et al., 2003; ROGOLS;
SIROVATKA; WIDMAIER, 2003).
A grande preocupação com os impactos ambientais e o elevado índice de perdas
e desperdícios gerados pela indústria de alimentos tem levado pesquisadores a buscar
alternativas viáveis de aproveitamento dos resíduos, como a geração de novos
ingredientes e produtos para o consumo (PEREIRA et al., 2005). Os resíduos sempre
que possível, devem ser aplicados como matérias-primas em novos produtos
(FERNANDES, 2006), aumentando a sustentabilidade das indústrias.
Devido à necessidade de serem encontradas novas opções para a reutilização de
resíduos, acredita-se que a casca da batata poderá se tornar um importante produto para
indústria alimentícia, pois ela é rica em fibras e antioxidantes naturais, como
carotenóides, antocianinas e ácido fólico (ONYENEHO; HETTIARACHCHY, 1993;
SOTILLO; HADLEY; HOLM, 1994; AL-SAIKHAN; HOWARD; MILLER JR, 1995).
A polpa residual de batata é um resíduo formado por uma pequena fração de
restos de paredes celulares do tubérculo de batata e grande quantidade de amido e água.
Parte da polpa residual de batata é enviada diretamente para a Estação de Tratamento de
Efluentes (ETE) na maioria das indústrias de batata frita, enquanto que em algumas,

94
parte passa por um peneiramento e posteriormente é acondicionada (decantada) em
bigbags, onde ocorre a separação parcial do líquido da fração particulada (polpa
residual).
A utilização da casca e da polpa residual de batata pelas agroindústrias
ofereceria diversos benefícios às mesmas, tais como: aumento no aproveitamento do
alimento, diminuição nos custos de produção e nos tratamentos do efluente para
controlar a poluição, com aumento da margem de lucro, além de reduzir o impacto que
esses resíduos causam no meio ambiente. Pelo exposto, para o aproveitamento pela
indústria de batata frita destes materiais, faz-se importante a aplicação de processos
tecnológicos complementares, como por exemplo, a secagem e a moagem, de forma
simultânea à produção destes resíduos.
O emprego de tecnologia adequada permitiria a conversão de resíduos em
produtos comerciais ou matérias-primas para processos secundários (LAUFENBERG;
KUNZ; NYSTROEM, 2003). Portanto, o objetivo deste trabalho foi determinar as
características físicas, químicas, microbiológicas e funcionais da casca e da polpa
residual de batata, após estas sofrerem secagem e moagem, comparando-as com a fécula
de batata comercial, visando fornecer subsídios para utilização potencial na indústria
alimentícia como novos ingredientes.
4.2 MATERIAL E MÉTODOS
4.2.1 Material
Amostras de casca e de polpa residual de batata, da cultivar Atlantic, foram
doadas pela empresa Cicopal Ltda., situada em Senador Canedo, Goiás, Brasil.
Amostras de fécula de batata comercial foram adquiridas no comércio de Goiânia,
Goiás, Brasil.
4.2.2 Produção das farinhas
A casca e a polpa residual de batata foram coletadas após a etapa de
descascamento e corte dos tubérculos, durante a lavagem na linha de processamento de
batatas fritas. As cascas foram coletadas na peneira, e a polpa foi coletada diretamente
no cano de descarte com auxílio de saco trançado de polipropileno, visando a sua
decantação/filtração. Logo em seguida, foram levadas ao laboratório para serem
desidratadas em estufa com circulação de ar forçada a 60 ºC (Tecnal TE-394/3,

95
Piracicaba, Brasil). Após a secagem, a casca residual de batata passou por moinho de
facas (Marconi, MA-090 CET, Piracicaba-SP, Brasil) com peneira 30 mesh, para
obtenção da farinha de casca residual de batata. Já a polpa residual de batata, após a
secagem, formou uma farinha com grânulos grandes, portanto foi moída em
liquidificador industrial. Para facilitar as análises propostas, as farinhas obtidas foram
passadas em peneira 60 mesh e armazenadas em sacos de polietileno de baixa
densidade, sob refrigeração (4 ± 1 °C), até realização das análises.
4.2.3 Granulometria das farinhas
O perfil granulométrico foi avaliado na farinha de polpa residual de batata antes
da moagem e nas farinhas de casca e polpa residual de batata após moagem em
equipamento vibratório (Produtest, MOD.T, São Paulo, Brasil) composto por sete
peneiras e fundo, cujas aberturas variaram de 1,41 a 0,053 mm. Durante 15 min a
amostra de 100 g sofreu vibração na regulagem máxima do equipamento. Em seguida,
foram anotadas as quantidades retidas em cada peneira (DIAS; LEONEL, 2006).
4.2.4 Composição centesimal e valor energético total
As proteínas foram mensuradas pelo método Kjeldahl para determinação do
nitrogênio total e convertido em proteína bruta pelo fator 6,25; o teor de lipídios foi
determinado após a extração com éter de petróleo em extrator Soxhlet; a umidade foi
determinada com a perda de peso da amostra, quando aquecida a 105°C, até peso
constante; o teor de cinzas por carbonização seguida de incineração completa em mufla
a 550 °C (IAL, 2008). A fibra bruta foi determinada segundo o método de Scharrer e
Kürschner, descrito por Angelucci et al. (1987), usando ácido nítrico, ácido
tricloroacético e ácido acético para hidrólise. Os carboidratos foram calculados pelo
método de diferença, subtraindo-se de cem os valores de umidade, cinzas, proteínas,
lipídeos e fibra bruta (AOAC, 1990). O valor energético total foi estimado seguindo os
valores de conversão de Atwater, onde se multiplicou o conteúdo de carboidrato e
proteína por quatro e o de lipídeos por nove, os produtos somados constituíram o valor
energético total (OSBORNE; VOOGT, 1978).
4.2.5 pH e atividade de água (Aw)
Para a medida do pH das amostras foi utilizado o potenciômetro digital (Hanna
Instruments, HI9224, Singapore, China), conforme método oficial (IAL, 2008). A

96
análise de atividade de água (Aw) foi realizada em aparelho (Aqcua Lab, CX-2,
Washington, EUA).
4.2.6 Absorção e Solubilidade em água
Os Índices de absorção de água (IAA) e solubilidade em água (ISA) foram
determinados conforme método de Anderson et al. (1969).
4.2.7 Parâmetros instrumentais de cor
As determinações dos parâmetros instrumentais de cor (L*, a* e b*) foram
realizadas em colorímetro (Color Quest II, Hunter Lab Reston, Canadá), segundo
Paucar-Menacho et al. (2008).
4.2.8 Propriedades viscoamilográficas
Os parâmetros de viscosidade foram determinados em Rápido Visco Analisador
(RVA) (Newport Scientific, 1, Warriewood, Australia), conforme método 61-02 da
AACC (2000). Pesou-se 3 g de farinha com umidade corrigida para 14 % (em base
úmida) e adicionou-se de água destilada até peso final de 28 g (ASCHERI et al., 2006).
Os parâmetros avaliados foram: viscosidade inicial a frio (VI), que é o pico de
viscosidade entre o tempo 0,2 – 2min; pico de viscosidade (PV), que é a viscosidade
máxima obtida após o início do aquecimento e antes do início do resfriamento; quebra
de viscosidade (QV) – breakdown que é a diferença entre a viscosidade máxima e
mínima durante a manutenção a 95 ºC; tendência à retrogradação (TR), que é a
diferença entre a viscosidade final e o menor valor de viscosidade durante a manutenção
a 95 ºC; e viscosidade final (VF). Todos os valores obtidos foram expressos em
centipoise (cP).
4.2.9 Análise microbiológica
Foi realizada contagem de Bacillus cereus, Coliformes totais e termotolerantes,
Bolores e Leveduras, Clostridios sulfito redutores, Estafilococos coagulase positiva,
como também a pesquisa de presença de Salmonella sp. Foram seguidas as técnicas
descritas pela American Public Health Association (APHA, 2001) e Food and Drug
Administration (FDA, 2002). As análises microbiológicas obedeceram aos padrões
microbiológicos estabelecidos pela Resolução RDC nº. 12 da Agência Nacional de
Vigilância Sanitária (ANVISA) do Ministério da Saúde (BRASIL, 2001).
97
4.2.10 Análise estatística
Para avaliação dos resultados de caracterização física, química, microbiológica e
funcional das farinhas de casca e polpa residual de batata e fécula de batata comercial,
foi empregada a análise de variância (ANOVA) e as médias foram comparadas pelo
teste Tukey, utilizando-se o aplicativo Statistica 7.0 (STASOFT, 2007). Foram
analisadas seis amostras de polpa residual de batata, casca residual de batata e fécula de
batata comercial (seis repetições originais) em triplicata.
4.2.11 Microscopia Eletrônica de Varredura
As amostras foram observadas em microscópio eletrônico de varredura (Sputter
Coater, SCD 050, Scotia, USA), após serem secas em estufa de circulação de ar
(Tecnal, TE-394/3, Piracicaba, Brasil), a 60 ºC, durante 24 h, permanecendo em
dessecador até o momento da análise. As amostras foram alocadas em stubs de
alumínio, com auxílio de fita dupla face, banhadas com filme de ouro de 15 nm e
analisadas nas magnitudes de 50x, 330x, 350x e 400x na farinha de casca residual de
batata, 150x, 750x, 2.000x e 10.000x na farinha de polpa residual de batata e 150x,
750x e 3.000x na fécula de batata comercial.
4.3 RESULTADOS E DISCUSSÃO
4.3.1 Umidades da casca e da polpa residual
As umidades médias iniciais da casca após peneiramento e antes da secagem e
da polpa residual de batata após decantação e antes da secagem foram 83,56 g.100g-1
e
47,89 g.100g-1
, respectivamente. O fato da polpa residual de batata passar por
decantação e filtração permitiu a redução da quantidade de água da amostra,
diferentemente da casca residual de batata que não passou pelo mesmo processo.
A alta umidade das amostras, com destaque para a casca residual de batata, pode
levar a uma rápida deterioração destes resíduos causada pela fermentação de
microrganismos. Souza (2011) definiu como uma das maiores dificuldades de utilização
do resíduo bagaço de mandioca pelas fecularias, o seu alto índice de umidade, em média
80%, que provocam rápida fermentação natural, dificultando o armazenamento, o
transporte, o processamento e a manutenção da qualidade desse resíduo, destacando
assim, a importância da secagem para conservação. O mesmo tipo de problema foi
verificado neste estudo com a casca e a polpa residual de batata.

98
Para a redução no teor de água dos alimentos, a indústria de batata frita deveria
realizar o processo de secagem, visando à diminuição drástica da atividade de água dos
seus resíduos in natura. Através desse processo o tempo de conservação e a vida útil
destes podem ser aumentados, facilitando seu manejo e estocagem (PARK; YADO;
BROD, 2001). Portanto, para o aproveitamento efetivo de resíduos da industrialização
da batata frita, a secagem é fundamental. O que tornaria os resíduos poluidores obtidos
no processo em subprodutos.
4.3.2 Granulometria das farinhas
A análise granulométrica aferiu que aproximadamente 77% da farinha de polpa
residual de batata antes da moagem ficaram retidos na peneira com orifícios de diâmetro
1,00 mm (16 mesh), evidenciando que esta obteve distribuição de partículas mais
homogênea que as farinhas de casca de batata e polpa residual depois da moagem
(Tabela 8). Devido à formação de grânulos, a farinha de polpa residual de batata antes
da moagem se caracterizou como a mais grossa dentre as estudadas, embora, estes
fossem extremamente frágeis e friáveis. Após moagem, a farinha de polpa residual de
batata obteve maior retenção na peneira 100 mesh (0,150 mm), enquanto que na farinha
de casca residual de batata o maior percentual de retenção ocorreu na peneira 60 mesh
(0,250 mm) (Figura 5).
Tabela 8. Percentual de amostra retida nas peneiras durante a análise granulométrica
das farinhas de polpa residual de batata antes da moagem (FPRa), após moagem
(FPRm) e da farinha de casca residual de batata (FCB).
TYLER 1
Abertura (mm) FPRa*
FPRm*
FCB*
12 1,41 0,26a 0
a 0,50
a
16 1,00 76,98a 0,05
b 0,69
b
24 0,710 3,20a 0,36
b 0,72
b
60 0,250 1,43c 8,86
b 33,68
a
100 0,150 0,60c 38,55
a 13
b
150 0,106 0,34c 22,50
a 6,71
b
270 0,053 10,46b 23,01
a 23,12
a
Fundo 0 6,69b 6,67
b 21,56
a
1 Médias seguidas pela mesma letra em cada linha não diferem estatisticamente pelo teste de F a 5% de
probabilidade de erro.

99
Figura 5. Farinha da casca residual de batata (A). Farinha de polpa residual de batata antes da moagem
(B) e após moagem (C).
Notou-se ainda que, a maior parte (84,1%) da farinha de polpa residual após a
moagem ficou retida nas peneiras de 100, 150 e 270 mesh (Tabela 8), apresentando
granulometria mais fina em relação às demais. Observou-se uma distribuição de
partículas mais heterogênea nas farinhas de polpa residual de batata após moagem e de
casca. O que poderia comprometer a qualidade final de produtos elaborados a partir
destas matérias-primas (LINDEN; LORIENT, 1994). Portanto, recomendam-se novos
testes para moagem dessas farinhas com outros tipos de moinho, como o de rolos, disco,
bolas ou de martelos.
A irregularidade no tamanho de partículas influencia negativamente,
características físicas como dureza e expansão de produtos extrusados (MOHAMED,
1990), enquanto que a homogeneidade promove o cozimento adequado e uniforme da
matéria-prima durante o processo de extrusão, prevenindo a dureza e o cozimento
parcial, que provoca o aparecimento de partículas indesejáveis com diferentes graus de
cocção, comprometendo a qualidade do produto extrusado, tanto na aparência quanto na
palatabilidade (RAMIREZ; WANDERLEI, 1997; BORGES et al., 2003).
Na utilização das farinhas para fabricação de produtos de panificação, massas
alimentícias e extrusados, é importante para a padronização, o perfil granulométrico da
matéria-prima. Alguns autores reportaram que o tamanho de partículas do alimento ou
de misturas de vários alimentos afeta a elaboração de produtos panificáveis de
qualidade, isso porque influenciam a viscosidade de pasta, a densidade e a textura de
produtos à base de carboidratos (SILVA et al., 2009; IWUOHA, NWAKANMA, 1998).
Borges et al. (2003) destacou que a distribuição ou regularidade no tamanho das
partículas foi mais importante que o tamanho propriamente dito. Isso porque, durante a
(A) (B) (C)

100
mistura da farinha e da água, partículas mais finas tendem a absorver água mais
rapidamente que as grossas, o que exige tempo de mistura mais prolongado para a
homogeneização. Além disso, a uniformidade na absorção de água vai influenciar
diretamente sobre as características sensórias como aparência, sabor, textura e o tempo
de cozimento das massas alimentícias (LINDEN; LORIENT, 1994). Uma distribuição
adequada de partículas das matérias-primas na formulação de massas alimentícias
permitiu maior uniformidade do produto final (BORGES et al., 2003).
Hemavathy e Bhat (1994) estudaram a utilização de farinhas de arroz com
diferentes granulometrias na produção de macarrão e encontraram os melhores
resultados com farinhas de granulometria média, pois as massas apresentaram-se firmes
e com a superfície lisa. Os produtos obtidos com farinhas muito finas apresentaram-se
pegajosos e pouco firmes enquanto que partículas mais grossas deram origem a massas
demasiadamente firmes e com superfície áspera. Fernandes et al. (2008) reportaram que
os resultados da análise de granulometria da farinha de trigo integral e da farinha de
casca de batata foram semelhantes, e que esta poderia ser utilizada em formulações de
produtos de panificação para substituição de farinha de trigo integral.
De acordo com o observado pelos autores citados, a granulometria da farinha da
polpa residual de batata antes da moagem seria a mais recomendada para a produção de
produtos alimentícios. Quanto à farinha de casca residual de batata, precisaria passar por
uma nova moagem para uniformidade granulométrica ou ser aplicada na produção de
alimentos juntamente com outra matéria-prima de distribuição granulométrica
semelhante.
4.3.3 Composição centesimal
Não foram encontrados na literatura dados referentes à composição centesimal
da farinha de polpa residual da batata, somente da farinha da casca residual da batata e
da batata in natura ou desidratada. O teor de umidade entre as amostras diferiu
(p≤0,05), sendo que as farinhas de casca e de polpa residual de batata apresentaram os
menores valores, abaixo do limite máximo estabelecido pela ANVISA (BRASIL, 2005),
para farinhas, que é de 15 g.100g
-1. O mesmo ocorreu com a fécula de batata comercial,
já que o limite máximo estipulado para amido ou fécula de batata é de 21 g.100g-1
(Tabela 9).

101
Tabela 9. Umidade, cinzas, lipídeos, proteína, fibra bruta, carboidratos (b.u) e valor
energético total das farinhas de casca residual de batata (FCB), polpa residual de batata
(FPR) e fécula de batata comercial (FBC).
Componente1
FCB1
FPR1
FBC1
Umidade 2 6,72
c 6,96
b 16,54
a
Cinzas 2 2,08
a 0,36
b 0,28
c
Lipídeos 2 0,29
b 0,20
c 0,35
a
Proteína 2 8,14
a 1,35
b 0,90
b
Fibra bruta 2 8,57
a 0,18
b 0,14
b
Carboidratos 2 74,18 90,93 81,7
Valor energético total 3 331,89 370,92 333,55
1Médias seguidas pela mesma letra em cada linha não diferem estatisticamente pelo teste de F a 5% de
probabilidade de erro; 2g (100 g)
-1 ;
3kcal (100 g)
-1 de amostra.
Os resultados de umidade das farinhas dos resíduos são importantes, uma vez
que umidades abaixo de 14 g.100g-1
evitam o desenvolvimento de microrganismos,
elevam a estabilidade química e enzimática das farinhas, aumentando a sua vida útil
(SGARBIERI, 1987).
Os valores médios para cinzas entre as amostras analisadas também diferiram
(p≤0,05). A farinha de casca residual de batata obteve o maior valor, seguida pela
farinha de polpa residual de batata. Esta estava abaixo do limite máximo fixado pela
legislação brasileira para farinhas (2,0 g.100g-1
) (BRASIL, 1978). A farinha de casca
residual de batata obteve valor 4% maior que o estabelecido por lei. Para amidos e
féculas foi estabelecido máximo de 0,5 g.100g-1
de cinzas, sendo assim, observou-se
que o resultado da fécula de batata comercial obedeceu ao estipulado por lei (BRASIL,
1978) (Tabela 9). Fernandes et al. (2008) reportaram valor de cinzas de 2,22 g.100g-1
em base seca na farinha de casca de batata, resíduo recolhido em restaurante
universitário, em uma cozinha industrial e em indústria de batata chips, valor 6,7%
maior que o obtido no presente trabalho. Santos et al. (2010) aferiram 2,89 g.100g-1
de
cinzas na farinha de batata sem casca, valor maior que os resultados observados para
farinha de polpa residual de batata (702,7%) e fécula de batata comercial (932,1%).
Quadros et al. (2009) encontraram 0,93 g.100g-1
na batata in natura Atlantic e Singh et
al. (2003) detectaram teores de cinzas de 0,30 a 0,33% em diferentes cultivares de
batata, valores estes mais próximos dos observados na farinha de polpa residual de
batata e fécula de batata comercial.
Conteúdos mais elevados de cinzas em farinhas de batata podem ser devido à
presença de teores mais elevados de fósforo nos seus amidos ou à variação genética e

102
origem botânica (JANE et al., 1996; SINGH et al., 2003a) ou indicar fraudes, como a
adição de areia, ou processamento inadequado, como lavagem e descascamento
incompletos. Outro fator que pode interferir é a presença de sujidades inorgânicas, como
terra e areia, provenientes do local de deposição das raízes, superestimando o conteúdo
de cinzas na farinha (DIAS; LEONEL, 2006). Neste trabalho, o grau de pureza da
farinha de polpa residual de batata foi assegurado.
O valor médio obtido para lipídeos foi baixo para todas as amostras,
apresentando diferença estatística entre as farinhas de casca e polpa residual de batata e
fécula de batata comercial (Tabela 9). Fernandes et al. (2008) encontraram para farinha
de casca de batata teor de lipídeos de 1,61 g.100g-1
, resultado 455,1% superior ao
observado neste trabalho para farinha de casca residual de batata. Os baixos teores de
lipídeos das farinhas de casca residual de batata, polpa residual de batata e fécula de
batata comercial, confirmaram a maioria dos relatos na literatura. Esses valores se
enquadram entre os relatados por Gunaratne e Hoover (2002), em que amidos de raízes
e tubérculos foram caracterizados pelo seu baixo teor de lipídio (< 1%).
Santos et al. (2010), ao analisar a farinha de batata sem casca, encontraram teor
de lipídeos de 0,89 g.100g-1
. Silva, Cerqueira e Silva (2003) relataram que os teores de
lipídios nos tubérculos de batata in natura podem variar de 0,14% a 0,26%, resultados
próximos aos encontrados nas amostras analisadas nesta pesquisa. A determinação de
lipídeos nos alimentos é importante, pois dependendo de sua quantidade e composição,
podem provocar a deterioração do alimento durante a estocagem, produzindo odor e
gosto de ranço (KUBOW, 1993). Os baixos teores de lipídeos das amostras avaliadas
provavelmente evitam este tipo de alteração.
Os resultados da quantificação de proteínas e fibra bruta mostraram diferença
significativa (p≤0,05) da farinha de casca residual de batata em relação às farinhas de
polpa residual de batata e fécula de batata comercial (Tabela 9). Observou-se que a
farinha de casca residual de batata apresentou melhores valores nutricionais do que os
demais materiais estudados, apresentando 502% e 4.661% a mais de proteína e fibra
bruta, respectivamente, que a farinha de polpa residual de batata (Tabela 9).
Fernandes et al. (2008) encontraram para farinha de casca de batata teores de
5,56 g.100g-1
de proteína e 1,46 g.100g-1
de fibra bruta. Os resultados observados por
estes autores foram inferiores aos observados na farinha de casca residual de batata.
Entretanto, o tipo e ajustes durante o processamento pode influenciar esses valores,
aumentando ou diminuindo os níveis de cada macronutriente nos resíduos. A casca

103
residual de batata, por exemplo, não é composta apenas de cascas, mas também de
partes do cortex do tubérculo, que variam no tamanho e na forma, de acordo com o grau
de maturidade da batata, o que influência o descascamento e corte das batatas.
A presença de elevados teores de proteína e fibra bruta na farinha de casca
residual de batata mostra que esta pode enriquecer produtos elaborados com a mesma e
oferecer benefícios à saúde dos consumidores. As fibras, por exemplo, podem atuar na
prevenção de doenças intestinais, como constipação, hemorróidas, hérnia hiatal, doença
diverticular e câncer de cólon. Pode contribuir, também, na prevenção e no tratamento
da obesidade, na redução do colesterol sanguíneo, na regulação da glicemia após as
refeições e, ainda, diminuir o risco de doenças cardiovasculares e diabetes (VITOLO;
CAMPAGNOLO; GAMA, 2007). A casca residual de batata desprezada pela indústria
mostra que poderia ser utilizada como fonte alternativa de nutrientes, aumentando o
valor nutritivo da dieta e solucionando deficiências dietéticas do excesso alimentar.
A farinha de polpa residual de batata e a fécula de batata comercial apresentaram
altos teores de carboidratos, constituídos principalmente de amido, apresentando baixos
teores de proteína e fibra bruta (Tabela 9). Stertz, Rosa e Freitas (2005) encontraram
1,32 g.100g-1
de proteínas em batatas do cultivo convencional na Região Metropolitana
de Curitiba/PR sendo semelhante ao teor obtido na farinha de polpa residual de batata.
Quadros et al. (2009) reportaram teor de 2,09 g.100g-1
na batata da cultivar Atlantic,
resultado 54,8% superior que o da farinha de polpa residual de batata. Santos et al.
(2010) encontraram na farinha de batata teores de 6,45 g.100g-1
de proteína, 3,32
g.100g-1
de fibra bruta, 79,54 g.100g-1
de carboidratos. Resultados estes superiores aos
observados na farinha de polpa residual de batata e fécula de batata comercial, exceto
para o teor de carboidratos.
Esta diferença pode ser explicada pelo fato da farinha de batata ser produzida
diretamente do tubérculo sem casca, enquanto que a fécula de batata comercial passa
por processo de purificação do amido, e a polpa residual de batata é obtida a partir da
água de lavagem, oriunda do corte e lavagem dos pedaços de batata antes da fritura,
gerando maior quantidade de carboidratos e menores teores de proteínas, cinzas,
lipídeos e fibra bruta, provavelmente em função das perdas desses componentes por
lixiviação.
A somatória das substâncias acompanhantes dos carboidratos das farinhas de
polpa residual de batata e fécula de batata comercial (2,09 g.100g-1
e 1,67 g.100g-1
respectivamente) apresentou-se relativamente baixa (Tabela 9). Este resultado é

104
importante, uma vez que, a pureza do amido é um indicativo de sua qualidade
facilitando suas aplicações industriais (PERONI, 2003). E está de acordo com o relatado
na literatura, que em féculas de tubérculos, as proteínas, cinzas, lipídeos e fibras
aparecem em pequena quantidade e não chegam a alterar as propriedades funcionais do
amido. Quanto menor o teor destas substâncias, melhor a qualidade do amido. O baixo
teor de lipídeos, por exemplo, faz dos amidos de tuberosas os mais neutros e menos
sujeitos a complexação (HOOVER, 2001; PERONI, 2003).
O teor de carboidratos da farinha de casca residual de batata foi inferior ao
observado nas farinhas de polpa residual de batata e fécula de batata comercial (Tabela
9). Fernandes et al. (2008) detectaram 79,59 g.100g-1
de carboidratos na farinha de casca
de batata, resultado 7,3% maior que o encontrado para a farinha de casca residual de
batata. A fécula de batata comercial apresentou valor energético total semelhante ao da
farinha de casca residual de batata e 10% menor ao da farinha de polpa residual de
batata. Santos et al. (2010) reportaram valor energético de 351,97 kcal.100g-1
para
farinha de batata, 5,10% inferior ao da farinha de polpa residual de batata.
Nas análises de composição centesimal é comum observar diferenças nos teores
dos macronutrientes do mesmo alimento entre pesquisas realizadas. Isso ocorre porque
diversos fatores afetam a composição química da batata tais como: a cultivar, o estádio
de maturação, as condições ambientais, o solo, o clima, a adubação e as doenças, além
do tipo de processamento empregado (MACCARI JÚNIOR, 1997; LEONEL, 2005). O
aumento da dose de potássio na adubação, por exemplo, pode diminuir os teores de
proteínas, carboidratos, amido e energia de diferentes cultivares de batata (QUADROS
et al., 2009).
4.3.4 pH e Aw
Houve diferença significativa (p≤0,05) entre os valores de pH das amostras,
sendo maior na fécula de batata comercial e menor na farinha de casca residual de
batata (Tabela 10). O pH da farinha de casca residual de batata foi 28,2% superior ao
encontrado por Fernandes et al. (2008), de 4,96. No entanto, este foi muito próximo ao
relatado por Garmus et al. (2009), no qual o pH apresentou valor de 5,7 para farinha de
casca de batata. Stertz, Rosa e Freitas (2005) avaliaram as características físico-
químicas de tubérculos de batata produzidos pelo sistema convencional e observaram
valor de pH 6,47. Esse resultado foi menor (1,96%) ao valor obtido para a farinha de
polpa residual de batata. Em tubérculos de batata o pH da polpa é variável em função da

105
maturação, sendo que o incremento do grau de maturidade dos tubérculos gera aumento
do pH (IRITANI; WELLER, 1974). Este fator pode ter influenciado na diferença entre
o valores de pH das farinhas de polpa residual de batata e fécula de batata comercial.
Tabela 10. pH, Atividade de água (Aw), parâmetros instrumentais de cor (L*, a* e b*),
índice de absorção de água (IAA) e índice de solubilidade em água (ISA) das farinhas
de casca residual de batata (FCB), polpa residual de batata (FPR) e fécula de batata
comercial (FBC).
Característica 1
FCB*
FPR*
FBC*
pH 5,9c 6,6
b 7,0
a
Aw 0,207b 0,150
c 0,514
a
IAA 2 3,49
a 1,97
b 1,92
b
ISA 3 5,84
a 0,67
b 0,23
c
L* 61,73c 92,6
b 93,83
a
a* 5,00a 0,07
c 0,15
b
b* 11,83a 1,25
c 1,88
b
1 Médias seguidas pela mesma letra em cada linha não diferem estatisticamente pelo teste de F a 5% de
probabilidade de erro; 2%;
3 [g de gel (g de matéria seca)
-1].
Houve diferença significativa entre os materiais estudados (p≤0,05) quanto a
Aw. O maior valor encontrado foi na fécula de batata comercial e o menor na farinha de
polpa residual de batata (Tabela 10), sendo todas abaixo do limite recomendado para o
desenvolvimento microbiano de 0,6. Níveis de atividade de água inferiores a 0,6
retardam o crescimento de microrganismos, reduzindo também a atividade das reações
deterioradoras dos alimentos. Porém valores de atividade de água inferiores a 0,3 podem
acelerar o processo de oxidação de lipídeos (FERREIRA NETO; FIQUEIRÊDO;
QUEIROZ, 2005). Observou-se que as farinhas de casca e polpa residual de batata
apresentaram valores de Aw abaixo de 0,3, no entanto, o teor de lipídeos destas foi
muito baixo (Tabela 9), desta forma, podem ser consideradas mais estáveis quanto ao
processo oxidativo de lipídeos.
4.3.5 Parâmetros instrumentais de cor
Todos os parâmetros instrumentais de cor variaram nas amostras (p≤0,05)
(Tabela 10). As farinhas de polpa residual de batata e fécula comercial de batata se
apresentaram mais claras, sendo L* maior na fécula de batata comercial (1,32%) que na
farinha de polpa residual de batata, enquanto que a farinha de casca residual de batata se
apresentou bem mais escura (Figura 5). Observa-se que os valores dos cromas a* e b*,

106
foram maiores na farinha de casca residual de batata e menores na farinha de polpa
residual de batata. Fernandes et al. (2008) apresentaram resultados para a farinha de
casca de batata com valores para L* 3,58 % menor (59,52), igual de a* de 5,00 e b*
24% maior (14,68) que a farinha de casca residual de batata, o que provavelmente se
deve ao tipo de cultivar, processo de lavagem utilizado ou à quantidade de pedaços de
tubérculos de batata que estão presentes na casca residual de batata. Portanto, a farinha
de casca residual de batata apresentou coloração mais avermelhada e mais amarelada
que as outras farinhas, o que a torna mais restrita para aplicações em formulações de
alimentos. A farinha de polpa residual de batata obteve valores de a* e b* mais
próximos da neutralidade, indicando sua nobreza em relação à cor, o que a torna um
excelente ingrediente para formulação de alimentos que devam apresentar cor clara,
como alimentos infantis, cremes, sopas, sobremesas, massas alimentícias, alimentos
semiprontos, purês, misturas para empanar, entre outros.
4.3.6 Índices de absorção e solubilidade em água
Não houve diferença significativa (p≥0,05) em relação ao IAA entre a farinha de
polpa residual de batata e a fécula de batata comercial, que foram menores (p≤0,05) que
os valores obtidos para farinha de casca residual de batata (Tabela 10). Isso pode ser
explicado pela semelhança de constituição entre os produtos e, portanto, pela similar
disponibilidade dos grupos hidrofílicos se ligarem às moléculas de água.
O IAA da farinha de casca residual de batata foi 77,1% superior ao da farinha de
polpa residual de batata. Isso provavelmente se deve a maior capacidade de interações
químicas entre os componentes da farinha de casca residual de batata, principalmente
das fibras. A propriedade higroscópica das fibras possibilita a absorção de água
(FONSECA FILHO et al., 1997).
Fernandes et al. (2008) observaram que a farinha de casca de batata absorveu
mais água do que a farinha de trigo e justificaram que a maior absorção de água da
farinha de casca de batata foi devido a produção de amido danificado durante a moagem
da mesma, do teor mais alto de fibras em relação à farinha de trigo e da baixa umidade
inicial da farinha de casca de batata. Lustosa, Leonel e Mischan (2009) salientaram que
o IAA está relacionado com a disponibilidade de grupos hidrofílicos (-OH) em se ligar
às moléculas de água e à capacidade de formação de gel das moléculas de amido e que
os IAA das misturas de farinha de mandioca e caseína variaram de 3,90 a 4,69 g gel/g.

107
O menor valor obtido por esses autores foi 11,7% maior que o observado para a farinha
de casca residual de batata.
O ISA variou entre os produtos testados (p≤0,05), foi maior na farinha de casca
residual de batata e menor na fécula de batata comercial. O valor de ISA encontrado
para a farinha de polpa residual de batata foi 191,3% maior que o da fécula de batata
comercial, entretanto ambos os valores foram baixos. No estudo de Santos et al. (2010)
o índice de solubilidade em água para a farinha da batata foi de 4,72 g (100g)-1
, valor
604,4% e 1.952% maior ao encontrado no presente estudo para a farinha de polpa
residual de batata e fécula de batata comercial. Isto pode ser explicado pela diferença de
constituição das amostras. As farinhas de batata também podem apresentar diferentes
valores de IAA e ISA devido à diferença de estrutura morfológica dos grânulos de
amido das farinhas (SINGH; SINGH, 2002).
Observou-se que a farinha de polpa residual e a fécula comercial de batata
obtiveram baixos índices de solubilidade e absorveram uma pequena quantidade de
água, ocasionando um pequeno inchamento dos grânulos de amido. Os grânulos de
amido nativo expandem pouco em água fria (10-20%), e esse fenômeno é devido à
difusão e absorção de água dentro das regiões amorfas, entretanto, esta expansão é
reversível pela secagem (BILIADERIS, 1991).
O ISA da farinha de casca residual de batata foi maior que os encontrados na
farinha de polpa residual de batata e na fécula de batata comercial. Isso pode ser
atribuído ao maior conteúdo de proteínas solúveis, como sugerido por Maia et al. (1999)
que observou aumento linear do ISA com o aumento do teor de farinha de soja em
mistura com farinha de arroz em mingaus desidratados.
O uso do amido de várias espécies amiláceas na alimentação, na forma nativa, é
mais restrito por apresentar pouca absorção e insolubilidade em água fria (SITOHY et
al., 2000), o que foi observado neste estudo. Estas desvantagens poderiam ser
compensadas pela modificação do amido por processos físicos, químicos, enzimáticos e
combinados. As modificações do amido por processo físico como o calor, por exemplo,
formam as dextrinas e amidos pré-gelatinizados. As modificações do amido nativo são
feitas para proporcionar produtos amiláceos com as propriedades necessárias para usos
específicos (CEREDA; VILPOUX; DEMIATE, 2003). Portanto existe possibilidade de
se fazer modificações físicas e/ou químicas na polpa residual de batata obtida e ampliar
o leque de aplicação desse resíduo, com variadas propriedades funcionais, dependendo
do tipo de alimento que irá fazer parte da formulação.

108
As diferenças observadas nos valores de algumas análises físicas, químicas e
funcionais entre a fécula de batata comercial e a farinha de polpa residual de batata,
apesar de significativas foram muito pequenas, isto sugere que esta pode ser empregada
em produtos alimentícios fabricados a partir da fécula de batata comercial crua ou pré-
gelatinizada. As aplicações de fécula de batata crua, por exemplo, visam a produção de
panificados e quando pré-gelatinizada, destinam-se a produção de alimentos práticos,
instantâneos, como os matinais, “snacks”, alimentos infantis, massas pré-cozidas,
pudins e sopas instantâneas (LEONEL, 2005).
4.3.7 Propriedades de pasta ou viscoamilográficas
Os grânulos de amido são pouco solúveis em água fria, mas com aquecimento
tornam-se mais solúveis e formam pastas com características importantes de aplicação
tecnológica. A análise do RVA permitiu avaliar o comportamento das farinhas de casca
residual de batata, farinha de polpa residual de batata e fécula de batata comercial,
submetidas ao aquecimento, ao atrito mecânico e ao resfriamento, possibilitando a
sugestão de possíveis utilizações em diversos alimentos.
O perfil de viscosidade de pasta da farinha de casca residual de batata em função
do tempo e da temperatura evidenciou uma baixa viscosidade inicial (próxima de zero
cP), com queda durante os cinco primeiros minutos (Figura 6A). Logo em seguida, os
grânulos de amido presentes na amostra começaram a intumescer aumentando a
viscosidade até 95ºC, aos 7 min (pico de viscosidade), havendo sob temperatura de 95ºC
constante e agitação uma quebra da viscosidade, devido ao rompimento dos grânulos,
liberando amilose, com posterior estabilização da viscosidade de pasta entre 8 e 11 min.
Com o resfriamento da suspensão a viscosidade elevou-se até o final da marcha,
alcançando 7.268 cP com temperatura de 25ºC aos 20 min (Tabela 11). Isso ocorreu
porque durante a fase de resfriamento, polímeros de amilose e amilopectina
solubilizados começam a se reassociar e outro aumento na viscosidade foi registrado.
Esse segundo aumento é conhecido como tendência a retrogradação. A farinha de casca
residual de batata, quando comparada com a polpa residual de batata e fécula de batata
comercial, mostrou os menores valores de pico de viscosidade e quebra de viscosidade,
maiores de viscosidade final e tendência a retrogradação (Tabela 11), o que pode ser
devido ao menor teor de carboidratos e à presença de fibras, proteínas, ou ainda em
função do maior alinhamento das cadeias de amilose.

109
Tabela 11. Viscosidade inicial a 25ºC (VI), pico de viscosidade (PV), quebra de
viscosidade (QV), viscosidade final (VF) e tendência a retrogradação (TR) das farinhas
de casca de batata (FCB), de polpa residual de batata (FPR) e fécula de batata comercial
(FBC).
Característica 1, 2
FCB1
FPR1
FBC1
VI 56,0
a 56,5
a 38
a
PV 2.572,5
c 12.028,0
a 11.612,5
b
QV 938,0b
10.163,0a
10.277,5a
VF 7.268,0
a 4.541,0
c 5.391,5
b
TR 5.633,5a
2.676,0b
4.056,5ab
1 Centipoise (Cp);
2 Médias seguidas pela mesma letra em cada linha não diferem estatisticamente pelo teste
de F a 5% de probabilidade de erro.
A viscosidade inicial a 25ºC não diferiu entre as amostras (p≥0,05), como já era
esperado, uma vez que farinhas cruas possuem baixa viscosidade a frio, devido à
ausência de amido gelatinizado. A polpa residual de batata apresentou o maior valor de
pico de viscosidade e diferiu significativamente (p≤0,05) da fécula de batata comercial
quanto aos parâmetros pico de viscosidade e viscosidade final (Tabela 11). As
diferenças nas propriedades de pasta de farinhas de diferentes cultivares podem ser
devido à diferença no tamanho granular e ao conteúdo de fósforo, sendo que amidos de
batata com maiores grânulos e conteúdos de fósforo exibem maior pico viscosidade
(SINGH et al., 2003b; SINGH et al., 2008). Na figura 8 observa-se que a farinha de
polpa residual de batata apresentou grânulos maiores que a fécula de batata comercial, o
que pode justificar a diferença no valor de pico de viscosidade entre essas farinhas.
As curvas do perfil viscoamilográfico da farinha de polpa residual de batata e da
fécula de batata comercial foram semelhantes. Elas mostram um pico agudo a partir de
5 min, quando atingiram a faixa de temperatura de empastamento (~70ºC) do amido de
batata, seguido por uma queda acentuada, mesmo antes de atingir 95ºC (Figura 6B e
6C), o que revelou pouca estabilidade da pasta quente durante agitação. Quando
suspensões aquosas de amido são submetidas ao RVA, há um aumento da viscosidade
na fase inicial de aquecimento, período em que os grânulos também iniciam o poder de
inchamento e moléculas de amilose são lixiviadas desses amidos (FERNÁNDEZ-
MUÑOZ et al., 2011).
Os grânulos das farinhas de polpa residual de batata e fécula de batata comercial
apresentaram o mesmo comportamento que o amido de mandioca, citado por Rickard,
Asaoka, e Blanshard (1991). Pois, sofreram um grande inchamento quando aquecidos

110
Figura 6. Perfil viscoamilográfico da farinha de casca residual de batata (A), farinha de polpa residual de
batata (B) e fécula de batata comercial (C).
Vis
cosi
dad
e ((
Cp
)
Tem
per
atu
ra (
ºC)
Tempo (min)
Vis
cosi
dad
e (C
p)
Tem
per
atu
ra (
ºC)
Tempo (min)
Vis
cosi
dad
e (C
p)
Tem
per
atu
ra (
ºC)
Tempo (min)
(A)
(B)
(C)

111
em água, entretanto, as forças associativas internas dos grânulos tornaram-se frágeis
com a agitação mecânica e ação do calor, causando acentuada queda durante o
cozimento. O mesmo comportamento também foi observado por Leonel, Freitas e
Mischan (2009) em fécula de mandioca.
Comparado com amido de cereal normal, os amidos de raízes e tubérculos dão
baixas temperaturas de pasta, baixa resistência ao atrito mecânico, e baixa tendência a
retrogradação, sendo estas propriedades atribuídas à ausência de lipídeos e fosfolipídeos
nesses amidos (LIM; KASEMSUWAN; JANE, 1994). A alta viscosidade observada na
farinha de polpa residual de batata e na fécula de batata comercial pode ser justificada
pela existência de monoesterfosfato no amido de batata (0,089 g.100g-1
) que introduz
nas cadeias de amido os grupos fosfatos carregados negativamente aumentando a sua
capacidade de ligação com a água e inchamento, conferindo alta viscosidade (JANE et
al., 1999). Além disso, por apresentarem menores temperaturas de pasta, essas farinhas
requerem menores tempos para cocção.
Observou-se também que a polpa residual de batata obteve o menor valor de
viscosidade final quando comparada com as demais amostras (Tabela 11), o que é
importante, uma vez que a viscosidade final está relacionada com a retrogradação do
amido e corresponde à viscosidade a ser desenvolvida no produto final. Isso demonstra
que essa farinha seria a mais adequada, entre as farinhas estudadas neste trabalho, para o
preparo de sopas, por exemplo, já que o baixo valor de viscosidade final proporciona
sopas com boa característica de cremosidade, homogeneidade e textura, mesmo após o
seu preparo, em temperaturas mais amenas. No entanto, a alta viscosidade final
observada na farinha de casca residual de batata poderia ser adequada para o recheio de
tortas, pois evitaria o transbordamento no transporte (Tabela 11), conforme sugeriu
Daiuto (2005) em seu trabalho com outras féculas de tuberosas para este
comportamento de pasta. Embora esta farinha não tenha apresentando um alto pico de
viscosidade observa-se que houve estabilidade da pasta durante manutenção da
temperatura a 95ºC e ação mecânica, o que favorece o uso como ingrediente em
alimentos pré-cozidos, uma vez que indica indiretamente, a capacidade do produto se
manter íntegro durante cozimento (TEBA, ASCHERI, CARVALHO, 2009).

112
4.3.8 Microscopia Eletrônica de Varredura
A análise microscópica da casca da batata evidenciou a presença de numerosos
grânulos de amido e fibras (Figura 7) exatamente por este resíduo ser formado parte
pela epiderme suberificada (casca) e parte pelo parênquima (polpa) dos tubérculos.
Figura 7. Micrografias da farinha de casca residual de batata em microscópio eletrônico de varredura sob
diferentes aumentos. A) aumento 50x; B) aumento 330x; C) aumento de 350x; D) aumento de 400x.
Observou-se que uma grande quantidade de amido foi descartada juntamente
com a casca, o que destaca a importância do aproveitamento deste resíduo na indústria
alimentícia. Na farinha de casca residual de batata os componentes apresentaram-se
soltos ou aglomerados, porém íntegros (Figura 7). Pelas micrografias observaram-se os
grânulos de amido intactos e materiais não amiláceos aderidos aos grânulos de amido
(Figura 7C e D). O tamanho e a forma dos grânulos de amido da farinha de casca
residual de batata foram semelhantes ao da farinha de polpa residual de batata (Figura
8A e B).
A B
C D

113
Figura 8. Micrografias das farinhas em microscópio eletrônico de varredura sob diferentes aumentos.
Farinha de polpa residual de batata: A) aumento 150x; B) aumento 750x; C) aumento 2.000x; D) aumento
de 10.000x. Fécula de batata comercial: E) aumento de 150x; F) aumento de 750x; G) aumento de 3.000x.
A
B
D
F
G C
E

114
Os grânulos de amido da farinha de polpa residual de batata e da fécula de batata
comercial se mostraram irregulares, circulares ou ovais, de diferentes tamanhos,
variando de 2,3 a 90 μm na farinha de polpa residual de batata e 4,5 a 85μm na fécula de
batata comercial (Figura 8). Esta variação na forma dos grânulos da fécula de batata
também foi observada por outros pesquisadores (SINGH; SING, 2001; YADAV et al.,
2006; LEONEL, 2007). Segundo Alexander (1995) o diâmetro dos grânulos de amido
de batata pode chegar a 100 μm, com diâmetro médio de 27μm. Para Baum e Bailey
(1987), o tamanho dos grânulos de amido da fécula de batata, variaram de 1 a 20μm em
grânulos pequenos e de 20 a 110μm em grânulos grandes. A extensão da variação na
estrutura granular, segundo esses autores, é significativamente diferente entre as
cultivares em batatas. Isso pôde ser comprovado nas imagens da figura 8A e 8E com
mesmos aumentos, na qual foi possível observar a predominância de grânulos maiores
na polpa residual de batata, que é da cultivar Atlantic, do que na fécula de batata
comercial, provavelmente de outra cultivar.
A análise dos grânulos de amido é de grande importância para a compreensão do
comportamento da pasta de amido. A viscosidade, por exemplo, é influenciada pelo
tamanho dos grânulos, sendo esta relação diretamente proporcional. Na indústria
alimentícia, grânulos de amidos maiores são preferíveis para uso como espessantes, pois
se deseja uma alta viscosidade. Vários autores destacam que os grânulos do amido de
batata possuem tamanho maior do que outros amidos comerciais, podendo então, ser
utilizados como espessantes (SILVA et al., 2006; SINGH et al., 2003a). Leonel (2007)
afirma que grânulos de amido pequenos podem ser utilizados como substitutos de
lipídeos, devido ao seu tamanho semelhante. Destaca também, que grânulos com
regularidade do tamanho são preferíveis para a produção de papéis químicos como os
utilizados para cópias e fax.
Foi possível notar diferenças estruturais entre os grânulos de amido da farinha de
polpa residual de batata e da fécula de batata comercial (Figura 8B, C, F e G). Na polpa
residual de batata, pode-se destacar a ação enzimática, com corrosão (inúmeros poros
nos grânulos), provavelmente devido à severidade do processamento industrial
(lavagem e corte da batata em chips ou palha), à ação de enzimas dos microrganismos
(início da fermentação) ou das enzimas amilolíticas da própria batata. Alterações
provocadas durante o processo de extração e purificação na superfície do grânulo nativo
pode facilitar o ataque enzimático (PLANCHOT et al., 1995).

115
A polpa residual de batata é resultante da etapa de corte e lavagem de batatas e
essas operações podem provocar injúrias nos alimentos as quais levam a deteriorações
fisiológicas como rachadura na célula levando à descompartimentação e contato entre
enzimas e substratos (ROLLE; CHISM, 1987). Já os grânulos de amido da fécula de
batata comercial apresentaram superfície lisa, sem imperfeições, provavelmente devido
ao branqueamento que os tubérculos passam para a fabricação da fécula, o que inativa a
ação enzimática ou ao tipo de processamento utilizado.
4.3.9 Perfil Microbiológico
O manejo e armazenamento inadequado no processamento de um alimento
podem favorecer a sua deterioração microbiana, assim como sua contaminação por
microrganismos patogênicos (MÜRMANN et al., 2008). O perfil microbiológico das
farinhas de casca e de polpa residual de batata pode ser observado na Tabela 12. Não foi
identificada presença de Salmonella sp em nenhuma das amostras de farinhas
analisadas.
Tabela 12. Contagens microbiológicas e pesquisa de presença das farinhas de polpa
residual de batata (FPR) e casca residual de batata (FCB).
Microrganismos FPR FCB Padrão (RDC 12)
Estafilococus coagulase +* <10 <10 10
2
Bacillus cereus* <10 1,2x10
5 3x10
3
Coliformes totais* 3,8x10
3 <10
2 nc
Coliformes fecais* <10 <10 10
3
Clostrídio sulfito redutor* <10 <10 nc
Bolores e leveduras* 8,1x10
3 1,0x10
3 nc
* UFC.g
-1 = unidade formadora de colônias por grama de amostra; nc: nada consta.
Pelas contagens obtidas sugere-se que as amostras de farinha de polpa residual
de batata apresentaram condições higiênico-sanitárias satisfatórias e podem ser
utilizadas com segurança, enquanto ingrediente na formulação de alimentos para o
consumo humano. Entretanto, a qualidade microbiológica deve ser constantemente
avaliada em resíduos alimentares, isso porque diversos fatores podem influenciar a
carga microbiana, tais como: estádio de maturação da batata processada, água utilizada
para irrigação, solo e tempo de armazenamento.
A farinha de casca residual de batata apresentou contagem 3.900% maior do que
o permitido pela legislação brasileira para o B. cereus. Essa espécie também pode ser

116
encontrada no solo, o que justifica sua presença nesse resíduo produzido a partir da
batata. Sabe-se que a ingestão de alimentos contaminados por essa bactéria pode levar a
ocorrência de dois tipos de síndrome, a emética e a diarreica, que pode causar sérios
danos a saúde do consumidor (GHELARDI et al., 2002). Sendo assim, para utilizar a
farinha de casca residual de batata na fabricação de alimentos, seria importante a
realização de outros estudos com o objetivo de conhecer e definir estratégias para
prevenção de multiplicação microbiana neste resíduo, tais como, acidificação,
sanificação, irradiação e outros.
4.4 CONCLUSÃO
A farinha de casca residual de batata da cultivar Atlantic possui maiores teores
de proteínas e fibras, além de possuir maiores índices de absorção e solubilidade em
água. A partir dos resultados obtidos neste estudo foi possível concluir que existem
diferenças em relação aos aspectos nutricionais e funcionais entre as farinhas de polpa
residual de batata e a fécula de batata comercial, porém muito sutis. Foi encontrado
baixo índice de absorção e solubilidade em água para os dois produtos.
A análise microscópica da farinha de polpa residual de batata demonstrou a
presença de corrosão (inúmeros poros) nos grânulos de amido, o que diferiu dos
grânulos da fécula de batata comercial que apresentaram superfície lisa e sem
imperfeições, provavelmente em função da ação enzimática que o produto sofreu
durante o processamento.
A farinha de casca residual apresentou um perfil microbiológico insatisfatório o
que a torna imprópria ao consumo. Outros estudos quanto aos métodos de conservação
seriam necessários considerando uma potencial alternativa à indústria de alimentos,
especialmente a de panificação, beneficiando o consumidor pelo incremento no valor
nutricional.
A farinha de polpa residual de batata apresentou qualidade higiênico-sanitária
satisfatória, de acordo com o exigido pela legislação brasileira. A sua utilização seria
importante para a indústria de batata, evitando o desperdício de alimentos, a
contaminação ambiental, além de proporcionar ganhos econômicos.

117
AGRADECIMENTOS
A Capes pelo apoio financeiro e bolsa de mestrado e à Empresa Cicopal Ltda.
REFERÊNCIAS
A.A.C.C. American Association of Cereal Chemists. Approved methods of the
American Association of Cereal Chemists. 10. ed. Saint Paul: AACC Internacional,
2000.
ALEXANDER, R. J. Potato starch: new prospects for an old product. Cereal Foods
World, Saint Paul, v. 40, n. 1010, p. 763-764, 1995.
AL-SAIKHAN, M. S.; HOWARD, L. R.; MILLER JÚNIOR.; J. C. Antioxidant activity
and total phenolics in different genotypes of potato (Solanum tuberosum, L.). Journal
of Food Science, Chicago, v. 60, n. 2, p. 341-344, 1995.
AMERICAN PUBLIC HEALTH ASSOCIATION - APHA. Compedium of methods
for the microbiological examination for foods. Washington: APHA, 2001.
ANDERSON, R. A.; CONWAY, H.F.; PFEIFER, V. F.; GRIF-FN, L. J. Gelatinization
of corn grift by roll and extrusion cook. Cereal Science Today, Saint Paul, v. 14, n. 1,
p. 4-11, 1969.
ANGELUCCI, E.; CARVALHO, L. R.; CARVALHO, N. R. P.; FIGUEIREDO, B. I.;
MANTOVANI, B. M. D.; MORAES, M. R. Análise química de alimentos: Campinas,
São Paulo, 1987. 123p. (Manual Técnico).
A.O.A.C. Association of Official Analytical Chemists (United States of America).
Official methods of analysis. 15. ed. Washington D.C.: AOAC, 1990.
ASCHERI, D.P.R.; ANDRADE, C.T.; CARVALHO, C.W.P.; ASCHERI, J.L.R.
Obtenção de farinhas mistas pré-gelatinizadas a partir de arroz e bagaço de jabuticaba:
efeito das variáveis de extrusão nas propriedades de pasta. Boletim do Centro de
Pesquisas e Processamento de Alimentos, Curitiba, v. 24, n. 1, p. 115-144, 2006.
BAUM, B. R.; BAILEY, L. G. A survey of endosperm starch granules in the genus
Hodeum: a study using image analytic and numerical taxonomic techniques. Canadian
Journal of Botany, Guelph, v. 65, p. 1563-1569, 1987.
BERBARI, S. A. G.; AQUIRE, J. M. Alternativas para o aproveitamento indústrial
da Batata: Batata Show. Ano 2- Numero 4 – Maio/2002. Disponível em:
<http://www.abbabatatabrasileira.com.br/revista04_018.htm>. Acesso em: 13 jun. 2010.
BILIADERIS, C. G. The structure and interactions of starch with food constituents.
Canadian Journal of Physiology and Pharmacology, Ottawa, v. 69, p. 60-78, 1991.

118
BORGES, J. T. S.; ASCHERI, J. L. R.; ASCHERI, D. R.; NASCIMENTO, R. E.;
FREITAS, A. S. Propriedades de cozimento e caracterização físico-química de
macarrão pré-cozido à base de farinha integral de quinoa (Chenopodium quinoa, Willd)
e de farinha de arroz (Oryza sativa), polido por extrusão termoplástica. Boletim do
Centro de Pesquisas e Processamento de Alimentos, Curitiba, v. 21, n. 2, p. 303-322,
2003.
BRASIL. Agência Nacional de Vigilância Sanitária. Resolução RDC nº 12 de 02 de
janeiro de 2001. Regulamento técnico sobre padrões microbiológicos para alimentos.
Disponível em: <http:// www.e-legis.bvs.br>. Acesso em: 22 jun. 2010.
BRASIL. Resolução RDC nº. 263, de 22 de setembro de 2005. Regulamento técnico
para produtos de cereais, amidos, farinhas e farelos. Brasília, DF: ANVISA, 2005.
Disponível em: <http://www.suvisa.rn.gov.br/contentproducao/aplicacao/sesa
p_suvisa/arquivos/gerados/resol_263_set_2005.pdf>. Acesso em: 23 set. 2011.
BRASIL. Decreto nº 12.486, de 20 de outubro de 1978. Normas técnicas especiais
relativas a alimentos e bebidas. Diário Oficial do Estado de São Paulo, São Paulo, p.
20, 21 out. 1978.
CEREDA, M. P.; VILPOUX, O.; DEMIATE, I. M. Amidos modificados. In: _____.
CEREDA, M.; VILPOUX, O. Processamento de amiláceas latino americanas. São
Paulo: Fundação Cargill, 2003. p. 246-332.
COELHO, A. H. R.; VILELA, E. R.; CHAGAS, S. J. R. de. Qualidade de batata
(Solanum tuberosum) para fritura, em função dos níveis de açúcares redutores e de
amido, durante o armazenamento refrigerado e à temperatura ambiente com atmosfera
modificada. Ciência e Agrotecnologia, Lavras, v. 23, p. 899-910, 1999.
DAIUTO, E.R. Características de amidos de tuberosas e suas relações com
resistências dos géis sob condições de estresse aplicada na industrialização de
alimentos. 2005. 146p. (Doutorado em Agronomia). Universidade Estadual de São
Paulo, Botucatu/SP, 2005.
DIAS, L. T.; LEONEL, M. Caracterização físico-química de farinhas de mandioca de
diferentes localidades do Brasil. Ciência e Agrotecnologia, Lavras, v. 30, n. 4, p. 692-
700, 2006.
FOOD AND DRUG ADMINISTRATION, 2002. Bacteriological analytical manual.
Disponível em: <http//:www.cfsan.fda.gov/~eban/ban-4html>. Acesso em: 31 mai.
2011.
FERNANDES, A. F. Utilização da farinha de casca de batata inglesa (Solanum
tuberosum L.) na elaboração de pão integral. 2006. 144 f. Dissertação (Mestrado em
Ciência de Alimentos) – Universidade Federal de Lavras, 2006.
FERNANDES, A. F.; PEREIRA, J.; GERMANI, R.; OIANO-NETO, J. Efeito da
substituição parcial da farinha de trigo por farinha de casca de batata (Solanum
Tuberosum Lineu). Ciência e Tecnologia de Alimentos, Campinas, v. 28, p. 56-65,
2008.

119
FERNÁNDEZ-MUÑOZ, J. L.; ACOSTA-OSÓRIO, A.A.; ZELAYA-ANGEL, O.;
RODRÍGUEZ-GARCIA, M.E. Effect of calcium content in the corn flour on RVA
profiles. Journal of Food Engineering, Maryland Heights, v. 102, n. 1, p. 100-103,
2011.
FERREIRA NETO, J. C.; FIGUEIREDO, R. M. F. F.; QUEIROZ, A. J. M. Avaliação
sensorial e da atividade de água em farinhas de mandioca temperadas. Ciência e
Agrotecnologia, Lavras, v. 29, n. 4, p. 795-802, 2005.
FONSECA FILHO, A.; ARAÚJO, W.; FALCIROLLI, D.; PILLA, N.; MARQUES, A.
Avaliação da qualidade tecnológica de pães enriquecidos com farelo de trigo.
Alimentos e Nutrição, Araraquara, v. 8, n. 3, p. 17-25, 1997.
GARMUS, T.T.; BEZERRA, J. R. M. V.; RIGO, M.; CÓRDOVA, K. R. V. Elaboração
de biscoitos com adição de farinha de casca de batata (Solanum tuberosum L.). Revista
Brasileira deTecnologia Agroindustrial, Ponta Grossa, v. 03, n. 02, p. 56-65, 2009.
GHELARDI, E.; CELANDRONI, F.; SALVETTI, S.; BARSOTI, C.; BAGGIANI, A.;
SENESI, S. Identification and characterization of toxigenic B. cereus isolates
responsible for two food-poisoning outbreaks. FEMS Microbiology Letters,
Birmingham, v. 208, n. 1, p. 129-134, 2002.
GUNARATNE, A.; HOOVER, R. Effect of heat-moisture treatment on the structure
and physicochemical properties of tuber and root starches. Carbohydrate Polymers,
Kidlington Oxford, v. 49, n. 4, p. 425-437, 2002.
HEMAVATHY, J.; BHAT, K. K. Effect of particle size on viscoamylographic
behaviour of rice flour and vermicelli quality. Journal of Texture Studies, Westport, v.
25, p. 469-476, 1994.
HOOVER, R. Composition, molecular structure, and physicochemical properties of
tuber and root starches: a review. Carbohydrate Polymers, Kidlington Oxford, v. 45,
n. 3, p. 253-267, 2001.
INSTITUTO ADOLFO LUTZ. Métodos físico-químicos para análise de alimentos. 4
ed. São Paulo: Instituto Adolfo Lutz. p. 315-316, 2008.
Instituto Brasileiro de Geografia e Estatística (IBGE). Levantamento sistemático da
produção agrícola. 2011. Disponível em: <http://www.ibge.gov.br/home/estatistica/
indicadores/agropecuaria/lspa/lspa_201002_5.shtm>. Acesso em: 13 jan. 2012.
IRITANI, W. M.; WELLER, L. D. Some factors influencing the pH of apical and basal
portions of Russet Burbank and Norgold potatoes. American Potato Journal, New
York, v. 51, p. 119-125, 1974.
IWUOHA, C. I.; NWAKANMA, M. I. Density and viscosity of cold flour pastes of
cassava (Manihot esculenta Grantz), sweet potato (Ipoema batatas L. Lam.) and white
yam (Discoreia Rotundata Poir) tuber as affected by concentration and particle size.
Carbohydrate Polymers, Kidlington Oxford, v. 37, n. 1, p. 97-101. 1998.

120
KUBOW, S. Lipid oxidation products in food and atherogenesis. Nutrition
Reviews, New York, v. 51, n. 2, p. 33-40, 1993.
JANE, J.; CHEN Y. Y.; LEE, L. F.; MCPHERSON, A. E.; WONG, K. S.;
RADOSAVLJEVIC, M.; KASEMSUWAN, T. Effects of amylopectin branch chain
length and amylose content on the gelatinization and pasting properties of starch.
Cereal Chemistry, Saint Paul, v. 76, p. 629-637, 1999.
JANE, J.; KASEMSUWAN, T.; CHEN, J. F.; JULIANO, B. O. Phosphorus in rice and
other starches. Cereal Foods World, Saint Paul, v. 41, p. 827-832, 1996.
LAUFENBERG, G.; KUNZ, B.; NYSTROEM, M. Transformation of vegetable waste
into added products: (A) the upgrading concept; (B) practical implementations.
Bioresource Technology, Londres, v. 87, n. 2, p.167-198, 2003.
LEONEL, M. Processamento de batata: fécula, flocos, produtos de extrusão.
Associação Brasileira da batata, 2005. Disponível em:
<http://www.abbabatatabrasileira.com.br/minas2005/18%20-%20Outras%20formas
%20de%20processamento.pdf >. Acesso em: 12 jun. 2010.
LEONEL, M. Análise da forma e tamanho de grânulos de amidos de diferentes fontes
botânicas, Ciência e Tecnologia de Alimentos, Campinas, v. 27, n. 3, p. 579-588,
2007.
Leonel , M.; Frei t as, T.S.; Mischan, M.M. 2009. Physical characteristics of extruded
cassava starch. Scientia Agricola, Piracicaba, v.66, n.4, p.486-493, 2009.
LIM, S. T.; KASEMSUWAN, T.; JANE, J. L. Characterization of phosphorus in starch
by 31p nuclear magnetic spectroscopy. Cereal Chemistry, Saint Paul, v. 71, p. 468-
472, 1994.
LINDEN, N. L.; LORIENT, D. Bioquímica agroindustrial. Zaragoza: Acribia, 1994.
426 p
LUSTOSA, B. H. B.; LEONEL, M.; MISCHAN, M. M. Influência de parâmetros de
extrusão na absorção e solubilidade em água de farinhas pré-cozidas de mandioca e
caseína. Alimentos e Nutrição, Araraquara, v. 20, n. 2, p. 223- 229, 2009.
MACCARI JÚNIOR, A. Uso da levedura amilolítica Schawanniomyces castellii para
hidrólise do amido de batata e produção de etanol. Curitiba, 1997. 94 p. Dissertação
(Mestrado em Tecnologia Química), Setor de tecnologia, Universidade Federal do
Paraná.
MAIA, L. H.; WANG, S.H.; ASCHERI, J.L.R.; CABRAL, L.C.; FERNANDES, M.S.
Viscosidade de pasta, absorção de água e índice de solubilidade em água dos mingaus
desidratados de arroz e soja. Ciência e Tecnologia de Alimentos, Campinas, v. 19, n.
3, p. 391-396, 1999.
MOHAMED, S. Factors affecting extrusion characteristics of expanded starchbased
products. Journal of Food Processing Preservation, Westport, v. 14, p. 437-452,
1990.

121
MÜRMANN, L.; SANTOS, M. C.; LONGARAY, S. M.; BOTH, J. M. C.; CARDOSO,
M. Quantification and molecular characterization of Salmonella isolated from food
samples involved in salmonellosis out-breaks in Rio Grande do Sul, Brazil. Brazilian
Journal of Microbiology, São Paulo, v. 39, p. 529-534, 2008.
NAKANO, D. H.; DELEO, J. P. B.; BOTEON, M. Choque de competitividade.
Hortifruti Brasil, São Paulo, n. 51, p. 6-17, 2006.
OLIVEIRA, L. F.; NASCIMENTO, M. R. F.; BORGES, S. V. Aproveitamento
alternativo da casca do maracujá-amarelo (Passiflora edulis F. FLAVICARPA) para a
produção de doce em calda. Ciência e Tecnologia de Alimentos, Campinas, v. 22, n.
3, p. 259-262, 2002.
ONYENEHO, S. N.; HETTIARACHCHY, N. S. Antioxidant activity, fatty acids and
phenolics acid composition of potato peels. Journal of Science and Food Agriculture,
Malden. v. 62, p. 345-350, 1993.
OSBORNE, D. R.; VOOGT, P. The analysis of nutrient in foods. London: Academic
Press, 1978. 251 p.
PARK, K. J.; YADO, M. K. M.; BROD, F. P. R. Estudo de secagem de pêra bartlett
(Pyrus sp.) em fatias. Ciência e Tecnologia de Alimentos, Campinas, v. 21, n. 3, p.
288-292, 2001.
PAUCAR-MENACHO, L. M.; BARRETO, P. A. A.; MAZAL, G.; FAKHOURI, F. M.;
STEEL, C. J.; COLLARES-QUEIROZ, F. P. Desenvolvimento de massa alimentícia
fresca funcional com a adição de isolado protéico de soja e polidextrose utilizando
páprica como corante. Ciência e Tecnologia de Alimentos, Campinas, v. 28, n. 4, p.
767-778, 2008.
PEREIRA, C. A.; CARLI, L.; BEUX, S.; SANTOS, M. S.; BUSATO, S. B.;
KOBELNIK, M.; BARANA, A. C. Utilização de farinha obtida a parir de rejeito de
batata na elaboração de biscoitos. Publication UEPG, Ponta Grossa, v. 11, n. 1, p.19-
26, 2005.
PEREIRA, E. M. S.; LUZ, J. M. Q.; MOURA, C.C. A batata e seus benefícios
nutricionais. Uberlândia: EDUFU. 2005. 60 p.
PERONI, F. H. G. Características estruturais e físico-químicas de amidos obtidos
de diferentes fontes botânicas. 2003. 118p. Dissertação (Mestrado em Engenharia e
Ciência de Alimentos)- Instituto de Biociências Letras e Ciências Exatas da
Universidade Estadual Paulista “Júlio de Mesquita Filho”, São José do Rio Preto, 2003.
PLANCHOT, V.; COLONNA, P.; GALLANT, D. J.; BOUCHET, B. Extensive
degradation of native starch granules by alpha-amylase from Aspergillus fumigatus.
Journal of Cereal Science, London, v. 21, p. 163-171, 1995.
QUADROS, D. A.; IUNG, M. C.; FERREIRA, S. M. R.; FREITAS, R. J. S.
Composição química de tubérculos de batata para processamento, cultivados sob
diferentes doses e fontes de potássio. Ciência e Tecnologia de Alimentos, Campinas,
v. 29, n. 2, p. 316-323, 2009.

122
RADÜNZ, L. L.; MELO, E. C.; BERBERT, P. A.; BARBOSA, L. C. A.; SANTOS, R.
H. S.; ROCHA, R. P. Influência da temperatura do ar de secagem na quantidade do óleo
essencial extraído de guaco (Mikania glomerata Sprengel). Revista Brasileira de
Armazenamento, Viçosa, v. 28, n. 2, p. 41-45, 2003.
RAMIREZ, J. L. A.; WANDERLEY, C. P. Effect de los parametros de extrusion,
caracteristicas de pasta y textura de pellets (snacks de terceira generacion) producidos a
partir de trigo y maiz. Alimentaria, Madrid, v. 279, n.1, p. 93-98, 1997.
RICKARD, J. E.; ASAOKA, M.; BLANSHARD, J. M. V. The physicochemical
properties of cassava starch. Tropical Science, v. 31, n. 2, p. 189-207, 1991.
ROGOLS, S.; SIROVATKA, D. M.; WIDMAIER, R. G. Non-edible composite
material comprising potato peel product. US 20030034129A1, 2003.
ROLLE, R. S.; CHISM, G. W. Physiological consequences of minimally processed
fruits and vegetables. Journal of Food Quality, Malden, v. 10, p. 157-177, 1987.
SABLANI, S. S.; MUJUMDAR, A. S. Drying of Potato, Sweet Potato, and Other
Roots. Handbook of Industrial Drying 3rd Enhanced Edition, Ed. A.S. Mujumdar,
Taylor & Francis, NY 2, p. 647-646, 2006.
SANTOS, A. P.; REBOUÇAS, T. N. H.; SOUZA, J. C. C.; BONOMO, R. C. F.;
SILVA, L. M. Caracterização e avaliação da qualidade de sopas desidratadas elaboradas
com farinha de batata durante o tempo de armazenamento. Boletim do Centro de
Pesquisas e Processamento de Alimentos, Curitiba, v. 28, n. 1, p. 57-68, 2010.
SGARBIERI, V. C. Alimentação e Nutrição: fator de saúde e desenvolvimento. São
Paulo: editora Almed, 1987. 387 p.
SILVA, M. R.; CERQUEIRA, F. M.; SILVA, P. R. M. Batatas fritas tipo palito e palha:
absorção de gordura e aceitabilidade. Nutrire, São Paulo, v. 26, p. 51-62, 2003.
SILVA, G. O.; TAKIZAWA, F. F.; PEDROSO, R. A.; FRANCO, C. M. L.; LEONEL,
M.; SARMENTO, S. B. S.; DEMIATE, I. M. Características físico-químicas de amidos
modificados de grau alimentício comercializados no Brasil. Ciência e Tecnologia de
Alimentos, Campinas, v. 26, n. 1, p. 188-197, 2006.
SILVA, R. F.; ASCHERI, J. L. R.; PEREIRA, R. G. F. A.; MODESTA, R. C. D.
Aceitabilidade de biscoitos e bolos à base de arroz com café extrusados. Ciência e
Tecnologia de Alimentos, Campinas, v. 29, n. 4, p. 815-819, 2009.
SINGH, J.; SINGH, N. Studies on the morphological, thermal and rheological
properties of starch separated from some Indian potato cultivars. Food Chemistry,
Londres, v. 75, p. 67-77, 2001.
SINGH, J.; SINGH, N. Studies on the morphological and rheological properties of
granular cold water soluble corn and potato starches. Food Hydrocolloids, v. 17, p. 63-
72, 2002.

123
SINGH, N.; SINGH, J.; KAUR, L.; SODHI, N. S; GILL, B. S. Morphological, thermal,
rheological properties of starches from different botanical sources. Food Chemistry,
Londres, v. 81, p. 219-231, 2003a.
SINGH, J., SINGH, N., SHARMA, T. R., & SAXENA, S. K. (2003b).
Physicochemical, rheological and cookie making properties of corn and potato flours.
Food Chemistry, v. 83, p. 38-393.
SINGH, J., KAUR, L., MCCARTHY, O. J., MOUGHAN, P. J., SINGH, H. (2008).
Rheological and textural characteristics of raw and par-cooked Taewa (Maori potatoes)
of New Zealand. Journal of Texture Studies, 39, 210–230.
SITOHY, M. Z.; EL-SAADANY, S. S.; LABIB, S. M.; RAMADAN, M. F.
Physicochemical properties of different types of starch phosphate monoestrers. Starch
/ Staerke, Weinheim, v. 52, p. 101-105, 2000.
SOTILLO, D. R.; HADLEY, M.; HOLM, E. T. Potato peel waste: stability and
antioxidant activity of a freeze-dried extract. Journal Food Science, Chicago, v. 59, n.
5, p. 1031-1033, 1994.
SOUZA, T. A. C. Avaliação microbiológica dos resíduos sólidos de fecularia e
aplicação na alimentação humana. 2011. 81 f. Dissertação (Mestrado em Ciência e
Tecnologia de Alimentos) - Escola de Agronomia e Engenharia de Alimentos,
Universidade Federal de Goiás, Goiânia, 2011.
STASOFT. STATISTICA 7.0 for Windows – Computar program manual. Tulsa:
Statsoft, Inc., 2007. CD Room.
STERTZ, S. C.; ROSA, M. I. S.; FREITAS, R. J. S. Qualidade nutricional e
contaminantes da batata (Solanum tuberosum L., solanaceae) convencional e orgânica
na Região Metropolitana de Curitiba - Paraná. Boletim do Centro de Pesquisa de
Processamento de Alimentos, Curitiba, v. 23, n. 2, p. 383-396, 2005.
TEBA, C. S.; ASCHERI, J. L. R.; CARVALHO, C. W. P. Efeito dos parâmetros de
extrusão sobre as propriedades de pasta de massas alimentícias pré-cozidas de arroz e
feijão. Alimentos e Nutrição, Araraquara, v. 20, n. 3, p. 411-426, 2009.
VITOLO, M. R.; CAMPAGNOLO, P. D. B.; GAMA, C. M. Fatores associados ao risco
de consumo insuficiente de fibra alimentar entre adolescentes. Jornal de Pediatria, Rio
de Janeiro, v. 83, n. 1, p. 47-52, 2007.
YADAV, A. R.; GUHA, M.; THARANATHAN, R. N.; RAMTEKE, R.S. Influence of
drying conditions on functional properties of potato flour. European Food Research
Technology, Freising, v. 223, p. 553-560, 2006.

124
5. ARTIGO 3
SNACKS E FARINHAS PRÉ-GELATINIZADAS DE RESÍDUO DA
INDUSTRIALIZAÇÃO DE BATATA FRITA1
RESUMO
Na etapa de lavagem dos tubérculos, após o descascamento e corte durante o
processamento de batata frita, em nível industrial, ocorre a geração de polpa residual de
batata. O objetivo deste trabalho foi desenvolver snacks e farinhas pré-gelatinizadas,
estudando os efeitos das variáveis de extrusão termoplástica (temperatura e umidade)
sobre as propriedades físicas e funcionais dos produtos experimentais. Polpa de batata
residual seca foi processada em extrusora mono-rosca. Foi empregada a metodologia de
superfície de resposta e delineamento rotacional central composto, com umidade
variando entre 10-18% e da temperatura de extrusão entre 60-90°C. Os maiores valores
do índice de expansão dos snacks ocorreram sob condições de umidade e temperatura
intermediárias, enquanto que o maior volume específico foi obtido com umidade abaixo
de 11,2 g.100g-1
e temperatura acima de 75 ºC. A luminosidade apresentou valores
crescentes, enquanto as coordenadas cromáticas a* e b* decrescentes, com a elevação
da umidade. O snack extrusado sob umidade de 11,17 g.100g-1
e temperatura de 85,6ºC
obteve os melhores escores no teste de aceitação. Houve variação no índice de
solubilidade em água das farinhas pré-gelatinizadas, entre 85,67 e 96,77%, sendo que na
farinha de polpa de batata crua este índice foi bem menor, de 0,67%. O índice de
absorção em água variou de 3,94 a 10,78g.g-1
gel, e também o obtido na farinha crua
(1,97g.g-1
gel) foi menor. Acima de 64,4ºC e umidades abaixo de 16,83 g.100g-1
, as
farinhas pré-gelatinizadas apresentam maiores índices de absorção de água. Os maiores
valores encontrados para a viscosidade inicial e a tendência a retrogradação foram
obtidos na temperatura e umidade de 75ºC e 18g.100g-1
, respectivamente. A extrusão da
polpa residual de batata é uma opção viável para ampliar as aplicações deste resíduo,
sendo que a indústria poderia utilizar a polpa residual de batata tanto na produção de
snacks, como na de farinhas pré-gelatinizadas. Esta, devido suas propriedades físicas e
funcionais, poderia entrar como ingrediente em diversas formulações, como: biscoitos,
snacks fritos e outros variados tipos de alimentos.
Palavras-chave: Solanum tuberosum L., polpa residual de batata, otimização de
processo, desenvolvimento de produtos, propriedades funcionais, sustentabilidade.
ABSTRACT
In the washing step of the tubers after the cutting and stripping during the processing of
potato chips, at the industrial level, is the generation of residual potato pulp. The
objective of this study was to develop snacks and pre-gelatinized flours, studying the
effects of extrusion cooking variables (temperature and humidity) on the physical and
functional properties of the experimental products. Residual dried potato pulp was
processed into single-screw extruder. We used the response surface methodology and
central composite rotational design, with humidity ranging from 10-18% and the
extrusion temperature between 60-90°C. The highest values of the rate of expansion of
snacks occurred under conditions of humidity and temperature intermediate, while the
higher specific volume was obtained with humidity below 11,2g.100g-1
and temperature
above 75ºC. The light showed increasing values, while the chromaticity coordinates a*

125
and b* decreasing with increasing humidity. The extruded snack in humidity 11,17
g.100g-1
and temperature of a 85,6ºC presented better scores in acceptance testing.
There was variation in the rate of water solubility of the pre-gelatinized flours, between
85,67 and 96,77 %, and flour in raw potato pulp this rate was much lower, from 0,67 %.
The rate of water absorption ranging from 3,94 to 10,78 g.g-1
gel , and also that obtained
from raw flour (1,97 g.g-1
gel) was smaller. Above 64.4°C and humidity of below
16.83g.100g-1
, pre-gelatinized flour have higher rates of water absorption. The highest
values found for the initial viscosity and setback were obtained in temperature and
humidity of 75°C and 18g.100g-1
, respectively. The extrusion of the residual potato pulp
is a viable option to extend the applications of this residue, and the industry could be
used to residual potato pulp in the production of snacks such as in pre-gelatinized flour.
This, because of their physical and functional properties, could enter as an ingredient in
several formulations, such as crackers, fried snacks and other kinds of food.
Keywords: Solanum tuberosum L., potato pulp waste, process optimization, product
development, functional properties, sustainability.
5.1 INTRODUÇÃO
A indústria de batata frita gera grande quantidade de resíduos, dentre eles, a
polpa residual de batata ou água de lavagem após descascamento e corte dos tubérculos.
Este resíduo é uma importante fonte de carboidratos, principalmente amido. A polpa
residual de batata desidratada ou farinha apresenta características similares às da fécula
de batata comercial, que são desejáveis para o desenvolvimento de produtos
alimentícios, inclusive os salgadinhos extrusados. Possui pequenas quantidades de
lipídeos, cinzas e proteínas, baixa temperatura de gelatinização, predominância de
grânulos de médio a grande porte, sabor agradável e coloração branca, além de
qualidade microbiológica dentro dos padrões estabelecidos pela legislação brasileira
para féculas.
A produção da polpa residual de batata de uma agroindústria média de batata
frita gira em torno de 10 toneladas por mês. Geralmente, a maior parte é perdida e vai
para a estação de tratamento de efluentes, enquanto outra parte é recuperada e vendida
para indústrias de cola ou utilizada na alimentação animal. Considerando os impactos
ambientais que o seu descarte pode causar ao meio ambiente e o potencial tecnológico
que a farinha de polpa residual de batata apresenta, se faz necessário a utilização de
diversos tipos de processamento com o objetivo de transformá-la em um ingrediente
que poderá ser diretamente empregado na alimentação humana. Acredita-se que a
tecnologia de extrusão termoplástica pode ser eficiente para a produção de snacks e

126
farinhas pré-gelatinizadas de polpa residual de batata desidratada com boas
características comerciais, contribuindo para uma melhor aplicabilidade e
aproveitamento deste resíduo.
A tecnologia de cozimento por extrusão é a técnica mais utilizada para a
produção de snacks e farinhas pré-gelatinizadas (WHITE, 1994; BORBA;
SARMENTO; LEONEL, 2005). A extrusão é uma operação de processamento que
utiliza alta temperatura, pressão e força de cisalhamento para produzir alimentos com
propriedades de textura únicas. O processo de extrusão de alimentos exige controle
cuidadoso de muitas variáveis, tais como a composição dos ingredientes alimentares,
sua umidade, o tamanho das partículas, a velocidade de alimentação do parafuso, a
configuração do parafuso e da matriz, a temperatura, a pressão e o tempo de residência
do alimento no canhão extrusor. Essas variáveis, do material e do processo, determinam
a extensão das transformações macromoleculares durante a extrusão, que por sua vez
influenciam as propriedades reológicas do alimento na extrusora e, consequentemente,
as características dos snacks e farinhas pré-gelatinizadas (MENG et al., 2010).
O grits de milho é a principal matéria-prima na produção de snacks, que fazem
parte do hábito alimentar da população, sendo ingerido entre as principais refeições
(ASCHERI et al., 2003). Para fabricação de snacks, materiais alternativos podem ser
usados como substituto total do milho ou como ingrediente a ser adicionado à
formulação (ASCHERI; NASCIMENTO; BORGES, 2003). Snacks apresentam um
grande mercado consumidor e possibilitam a agregação de valor para farinhas de
diferentes fontes (ALVES; GROSSMANN, 2002).
As farinhas pré-gelatinizadas são obtidas a partir da moagem dos extrusados e
podem ser utilizadas como ingrediente espessador e estabilizador, na elaboração de
produtos panificados e de confeitaria, em sopas instantâneas, cremes e mingaus infantis
instantâneos, condimentos, misturas para sobremesas, bebidas lácteas, caldo de carne
desidratado, molhos prontos entre outros (CARVALHO et al., 2010; ASCHERI;
NASCIMENTO; BORGES, 2003; ASCHERI et al., 2003). As farinhas pré-
gelatinizadas são bastante usadas na confecção de alimentos pré-preparados, de cocção
rápida ou que não necessitam de cocção, de fácil digestão e mais miscíveis em água ou
leite do que os amidos nativos, apresentando-se parcial ou totalmente solúveis em água
fria e quente (AUGUSTO-RUIZ et al., 2003).
O objetivo deste trabalho foi verificar a viabilidade da utilização da polpa
residual de batata, obtida no processamento da batata-frita, na produção de snacks e

127
farinhas pré-gelatinizadas, estudando o efeito da umidade e da temperatura de extrusão
sobre as propriedades físicas e funcionais destes produtos.
5.2 MATERIAL E MÉTODOS
5.2.1 Polpa residual de batata
Amostras da água residual da lavagem de batata, da cultivar Atlantic, foram
coletadas na empresa Cicopal Ltda., situada em Senador Canedo, Goiás. A água de
lavagem foi coletada após a etapa de descascamento e corte dos tubérculos, na linha de
processamento de batatas fritas, diretamente na tubulação de descarte, com auxílio de
um saco trançado de polipropileno, visando a decantação/separação da polpa residual de
batata do excesso de água. Logo em seguida, a polpa residual in natura foi levada ao
laboratório para ser desidratada em estufa com circulação de ar forçada a 60ºC (Tecnal
TE-394/3, Piracicaba-SP, Brasil).
A polpa residual de batata após a secagem gerou uma farinha com grânulos
grandes, como os de polvilho azedo de mandioca e foi usada desta forma na produção
dos snacks, no intuito de facilitar a etapa de alimentação da extrusora. A farinha obtida
foi armazenada em saco de polietileno de baixa densidade, sob refrigeração (4±1°C)
para posterior extrusão. A farinha de polpa residual de batata apresentou a seguinte
composição centesimal: 6,96g.100g-1
de umidade, 1,35g.100g-1
de proteínas,
0,20g.100g-1
de lipídeos, 0,36g.100g-1
de cinzas, 0,18g.100g-1
de fibra bruta e
90,96g.100g-1
de carboidratos.
5.2.2 Ensaio de Extrusão - efeito da umidade e da temperatura sobre as
propriedades físicas de snacks e funcionais das farinhas pré-gelatinizadas
Para estudar os efeitos da temperatura de extrusão e da umidade sobre as
propriedades físicas e tecnológicas dos snacks e das farinhas pré-gelatinizadas obtidas
foram utilizados metodologia de superfície de resposta e delineamento rotacional central
composto (BARROS NETO; SCARMINIO; BRUNS, 2001), com quatro pontos
fatoriais, quatro axiais e cinco repetições no ponto central, totalizando treze
experimentos. Assim, foram consideradas variáveis independentes, temperatura (°C) da
terceira zona do canhão do extrusor e umidade (g.100g-1
) da farinha de polpa residual de
batata. Os valores codificados e reais das variáveis independentes utilizadas e o desenho

128
xMaUf
UiQa 1
100
100
experimental para produção de snacks e farinhas pré-gelatinizadas de polpa residual de
batata podem ser verificados na tabela 13.
Tabela 13. Delineamento experimental do ensaio de extrusão para estudo dos efeitos da
temperatura e umidade sobre as propriedades de snacks e farinhas pré-gelatinizadas a
partir de da farinha de polpa residual de batata.
Valores codificados Variáveis independentes
Experimentos X1 X
2 X
1 X
2
1 -1 -1 11,17 64,4
2 +1 -1 16,83 64,4
3 -1 +1 11,17 85,6
4 +1 +1 16,83 85,6
5 -1,41 0 10 75
6 +1,41 0 18 75
7 0 -1,41 14 60
8 0 +1,41 14 90
9 0 0 14 75
10 0 0 14 75
11 0 0 14 75
12 0 0 14 75
13 0 0 14 75
X1: umidade (g.100g
-1); X
2: temperatura da 3º zona (
oC)
Após determinação do teor de umidade da farinha de polpa residual de batata,
realizou-se o acondicionamento com diferentes níveis de umidade, conforme o
delineamento experimental (Tabela 13). O acondicionamento foi realizado com água
destilada adicionada lentamente, com o auxílio de um borrifador, sob mistura constante.
A quantidade de água destilada foi calculada considerando-se a quantidade de mistura a
ser extrusada e a sua umidade inicial (Equação 1).
(Equação 1)
Na qual:
Qa= quantidade de água a ser adicionada (mL); Uf= umidade final desejada (g.100g-1
);
Ui= umidade inicial da amostra (g.100g-1
); Ma= massa da amostra (g).

129
Após a adição de água, as amostras foram armazenadas em sacos de polietileno
e mantidas sob refrigeração (4±1ºC), por 24h, para obtenção do equilíbrio hídrico. Antes
do início da extrusão, aguardou-se até que as amostras atingissem a temperatura
ambiente. A extrusão foi realizada em extrusora termoplástica de rosca única
(Imbramaq, PQ-30, Ribeirão Preto-SP, Brasil), com taxa de compressão de 3:1, taxa de
alimentação de 335g.min-1
, abertura da matriz circular de 4mm de diâmetro,
temperatura na primeira e segunda zona de aquecimento do extrusor de 30ºC e 60ºC,
respectivamente, rotação da rosca a 381rpm (90Hz), camisa lisa e rosca de duas
entradas.
A amostra só foi introduzida na calha de alimentação quando a temperatura da
extrusora atingiu o valor estabelecido para cada experimento. Houve descarte do
produto gerado inicialmente, sendo aproveitado apenas o material coletado após o
processo atingir o equilíbrio. Em seguida, os snacks foram secos a temperatura de
120ºC em estufa com circulação de ar (Tecnal, TE-394/3, Piracicaba-SP, Brasil), por
15 min, até umidade 3±1g.100g-1
. Metade dos extrusados obtidos em cada experimento
foi triturada em moinho de facas (Marconi, MA-090 CET, Piracicaba-SP, Brasil), com
peneira de 30 mesh. As diferentes farinhas pré-gelatinizadas de polpa residual de batata
foram embaladas em sacos de PEBD e armazenadas sob refrigeração (4±1ºC), até a
realização das análises. Apenas dois snacks foram selecionados em função das análises
físicas e submetidos às análises microbiológicas e sensoriais.
5.2.3 Propriedades físicas dos snacks
Índice de expansão (IE)
O IE foi calculado através da razão entre o diâmetro dos extrusados (mm) e o
diâmetro do orifício de saída da extrusora (mm), conforme Faubion e Hoseney (1982).
O valor considerado foi obtido pela média aritmética de 17 medidas aleatórias.
Volume específico (VE)
O volume dos snacks foi determinado por deslocamento de sementes de painço e
a massa por pesagem, sendo o VE calculado pela média aritmética de 17 medidas
aleatórias, conforme o método descrito por LEONEL et al. (2006).

130
Parâmetros instrumentais de cor (L*, a*, b* e ΔE*)
Os snacks foram moídos e analisados em colorímetro (Color Quest, XE, Reston,
EUA). Foram realizadas nove leituras em cada amostra. Os dados obtidos no sistema
Cielab foram L*, a* e b* (aferidos) e diferença de cor ΔE* (calculada). A diferença de
cor (ΔE*) foi calculada utilizando a equação 2, que representa a diferença entre a cor da
farinha de polpa residual de batata crua e a cor dos extrusados.
ΔE* = (ΔL*2 + Δa*
2 + Δb*
2)1/2
(Equação 2)
Na qual:
ΔL* = L*padrão – L*amostra; Δa*= a*padrão – a*amostra; e Δb* = b*padrão –b*amostra.
5.2.4 Snack com maior desejabilidade física
Com os modelos matemáticos obtidos para IE, VE, L*, a*, b* e ΔE* dos snacks
gerados no planejamento experimental e com o auxílio da função Response Desirability
Profiling, do programa Statistica (Statsoft, Statistica 7.0, Tulsa, USA), realizou-se a
estimativa do snack mais desejável, em função das umidades e temperaturas de extrusão
utilizadas. Considerou-se como mais desejável o snack com maiores valores de IE, VE,
coordenadas cromáticas a* e b* e diferença de cor (ΔE*) e menor luminosidade. Esta
técnica de otimização baseou-se na definição de uma função de desejabilidade restrita
no intervalo de 0 a 1, para a qual se adotou como limites inferior, médio e superior nos
valores de 0; 0,5 e 1,0, respectivamente para as variáveis dependentes estudadas
(DERRINGER; SUICH, 1980).
5.2.5 Snacks selecionados
Além do snack indicado pelo teste de desejabilidade foi escolhido outro com o
maior valor de L* e menor de b*, para a comparação no teste de aceitabilidade. Foram
realizadas novas extrusões, uma para obtenção do snack de maior desejabilidade, com
as variáveis independentes calculadas pelo teste, e outra para obtenção do outro snack
escolhido. Após a extrusão, os snacks foram secos em estufa com circulação de ar a
120°C, por 15min, para reduzir o conteúdo de umidade até teores inferiores a 3%
(CAMIRE; KING, 1991), e em seguida, foram resfriados até atingirem a temperatura
ambiente. Após a secagem, as amostras foram aromatizadas com 2g.100g-1
(p/p) de
aroma de presunto, 10g.100g-1
(p/p) de óleo de soja e 2g.100g-1
de sal (p/p).

131
Embalagens de polipropileno biorientado metalizadas, contendo as amostras, foram
seladas e mantidas ao abrigo do calor até a realização dos testes sensoriais.
5.2.6 Perfil microbiológico dos snacks
Foram realizadas nos snacks selecionados contagens de Bacillus cereus,
coliformes totais e termotolerantes, clostrídios sulfito redutores, estafilococos coagulase
positiva, bolores e leveduras, como também pesquisa de presença de Salmonella sp.
Foram seguidas as técnicas descritas pela American Public Health Association (APHA,
2001) e Food and Drug Administration (FDA, 2002).
5.2.7 Aceitabilidade dos snacks
O protocolo experimental desta pesquisa foi aprovado pelo Comitê de Ética em
Pesquisa da Universidade Federal de Goiás (protocolo nº 117/11) (Anexo 3). Os
participantes foram informados detalhadamente sobre os objetivos e procedimentos
utilizados, assegurando-se a proteção da privacidade.
A análise sensorial foi iniciada no sexto dia após a elaboração dos snacks
selecionados. Oitenta provadores não treinados, de ambos os sexos, consentiram em
participar do estudo e avaliaram de forma monádica sequencial a aparência, a textura, o
sabor e o odor dos snacks, utilizando escala hedônica estruturada de nove pontos: 1 –
desgostei muitíssimo, 5 – não gostei/nem desgostei, 9 – gostei muitíssimo (STONE e
SIDEL, 1985) (Apêndice 4 e 5). Considerou-se o ponto de corte seis, que corresponde a
“gostei levemente” na escala hedônica de nove pontos, para aceitação dos snacks.
Dos 80 provadores não treinados recrutados para a análise sensorial, 92% eram
do sexo feminino e 8% do sexo masculino, 87% deles apresentaram idades variando
entre 25 e 35 anos e 56% apresentaram perfil de frequência de consumo de snacks
raramente, enquanto que 26% consumiam semanalmente.
5.2.8 Textura dos snacks
Medidas de fraturabilidade e dureza foram realizadas nos dois snacks
selecionados, utilizando um analisador de textura (Stable Micro Sistem, TA.TX Express,
Surrey, Inglaterra). As amostras, de tamanho similar, foram uniaxialmente cortadas
individualmente com um probe tipo faca, utilizando velocidade de 5mm.s-1
; 20mm de
distância; limiar de força de 20gf e limiar de distância de 0,5mm. Foram gerados
gráficos, que registraram on line a dureza e a fraturabilidade, com auxílio de aplicativo

132
(Expression 2008, versão 1.1.12.0, Surrey, Inglaterra). A fraturabilidade correspondeu
à altura do primeiro pico do gráfico, e a dureza ao pico máximo, ambos no primeiro
ciclo de compressão (BOURNE, 1978). Os resultados médios foram obtidos a partir de
15 amostras coletadas aleatoriamente.
5.2.9 Índice de absorção de água (IAA) e Índice de solubilidade em água (ISA) das
Farinhas pré-gelatinizadas
IAA e ISA foram determinados conforme método de Anderson et al. (1969), em
triplicata.
5.2.10 Propriedades de pasta das Farinhas pré-gelatinizadas
Os parâmetros de viscosidade foram determinados em um Rápido Visco
Analisador - RVA (Newport Scientific, Warriewood, Australia), conforme método 61-
02 da AACC (2000), em triplicata. Pesou-se 3 g de farinha de polpa residual de batata,
com umidade corrigida para 14 % (em base úmida), e adicionou-se água destilada até
peso final de 28 g (ASCHERI et al., 2006). O perfil de análise aplicado foi o Extrusion
1 no-alcohol, do software (Termocline for Windows, versão 3.11, Warriewood,
Australia). Os parâmetros avaliados foram a viscosidade inicial a frio (VI), que é o pico
de viscosidade entre o tempo 0,2 – 2min; o pico de viscosidade (PV) ou viscosidade
máxima, obtido após o início do aquecimento e antes do início do resfriamento; a
quebra de viscosidade (QV) ou breakdown, diferença entre a viscosidade máxima e
mínima durante a manutenção a 95 ºC; a tendência à retrogradação (TR), diferença entre
a viscosidade final e o menor valor de viscosidade durante a manutenção a 95 ºC; e a
viscosidade final (VF). Todos os valores obtidos foram expressos em centipoise (cP).
5.2.11 Análise estatística dos dados
Os dados obtidos de IE, VE, L*, croma a*, croma b* e diferença de cor ΔE* dos
snacks e de IAA, ISA, VI, PV, QV, TR e VF das farinhas pré-gelatinizadas de polpa
residual de batata foram avaliados por meio de análise de variância, com elaboração de
modelos de regressão múltipla e construção de gráficos de superfície de resposta e
curvas de nível para visualização do efeito das variáveis independentes sobre as
variáveis dependentes, com auxílio dos aplicativos Statistica (Statsoft, Statistica 7.0,
Tulsa, USA) e o SAS for Windows (the sas system). A fórmula geral dos modelos
completos é representada pela equação 3 .

133
(Equação 3)
Na qual:
yi = função resposta genérica ou variável dependente
x1 , x2 = níveis codificados das variáveis independentes
β0 = ponto central do sistema ou ponto estacionário
β’s = coeficientes estimados pelo método dos mínimos quadrados;
ε = resíduo que mede o erro experimental, apresentando uma distribuição normal com
média zero e variância igual a s2.
Para avaliação do resultado da análise microbiológica, sensorial e de textura dos
snacks selecionados foi empregada análise de variância e comparação das médias pelo
teste F (p≤0,05).
5.2.12 Microscopia Eletrônica de Varredura
As micrografias das farinhas de polpa residual de batata crua e pré-gelatinizada,
foram obtidas por microscópio eletrônico de varredura (Sputter Coater, SCD 050,
Scotia, USA), após as amostras serem secas em estufa de circulação de ar a 60ºC,
durante 24h, permanecendo em dessecador até o momento da análise. As amostras
foram fixadas nos stubs de alumínio, com auxílio de fita dupla face, banhadas com
filme de ouro de 15nm de espessura.
5.3 RESULTADOS E DISCUSSÃO
5.3.1 Propriedades físicas dos snacks
Os modelos de regressão do índice de expansão, volume específico, L*, croma
a*, croma b* e diferença de cor (ΔE) dos snacks de polpa residual de batata foram
significativos (p < 0,05) e apresentaram coeficientes de determinação (R2) maiores que
70% (Tabela 14). Somente houve falta de ajuste significativa nos modelos IE e L*,
entretanto estas foram consideradas irrelevantes, devido ao quadrado médio do erro
experimental ter sido pequeno para ambas, 0,0140 e 0,0467 (WASZCZYNSKYJ;
NELSEN, 1996). Os coeficientes de variação de todas as respostas avaliadas foram
menores que 10%, exceto para a croma a* e volume específico (10,27 e 12,01%,

134
respectivamente). Como estas diferenças observadas foram pequenas, todos os modelos
foram considerados preditivos (Anexos 1A, B, C, D, E e F).
Os efeitos lineares da umidade e de temperatura influenciaram
significativamente as respostas, exceto o da umidade em relação ao índice de expansão.
O efeito quadrático da temperatura afetou os parâmetros de cor L*, a* e ΔE, além do
índice de expansão. A umidade influenciou apenas o índice de expansão. Também não
houve efeito significativo da interação umidade x temperatura sobre as respostas
avaliadas (Tabela 14).
O índice de expansão dos snacks variou de 2,37 a 4,81, sendo que o valor
máximo índice de expansão foi obtido quando a polpa residual de batata foi extrusada
com umidade e temperatura intermediárias (Apêndice 1) (Figura 9A). Nesse intervalo
das variáveis independentes ocorreram mudanças no processo, que resultaram na
adequada gelatinização do amido e otimização da expansão dos snacks.
Tabela 14. Propriedades físicas em função da umidade (g.100g-1
) e da temperatura de
extrusão (°C) dos snacks. Modelos de regressão (p<0,05) e coeficientes de determinação
(R2) para índice de expansão (IE), volume específico (VE) e parâmetros instrumentais
de cor (L*, a*, b*, ΔE) dos snacks.
Variáveis Modelo1
R2
IE yi=4,68 - 0,1725x1 - 0,6943x1
2 + 0,4256x2 - 0,8543x2
2 -
0,1850x1x2 0,93
VE yi=10,39 - 1,6682x1 + 0,9606x2 0,70
L* yi=83,70 + 0,7393x1 + 0,9149x2 – 0,6513x2
2 0,81
a* yi=2,34 – 0,5768x1 – 0,3085x2 + 0,3092 x2
2 – 0,1525x1x2 0,89
b* yi=10,99 – 1,4419x1 – 0,9190x2 + 0,5120x2
2 – 0,6375x1x2 0,89
ΔE yi=13,72 – 1,6291x1 – 1,3226x2 + 0,8301x2
2 – 0,3875 x1x2 0,90
1 Efeitos em itálico não foram significativos, porém foram mantidos para melhoria do ajuste do modelo
Chang e El-Dash (2003) reportaram que os maiores valores de índice de
expansão para snacks de fécula de mandioca foram obtidos com umidades menores que
18 g.100g-1
e temperaturas entre 125-155ºC. O maior valor encontrado por esses autores
para o índice de expansão foi de 2,89, embora as temperaturas usadas tenham sido bem
maiores que as empregadas neste estudo. Os altos valores de umidade em ambos os
estudos, proporcionaram expansão do extrusado logo após transpor a matriz, mas as
estruturas destes não se mantiveram expandidas, sofrendo colapso antes de ocorrer o
resfriamento necessário, resultando em produtos densos e duros.

135
A expansão de snacks está inversamente relacionada com a umidade da matéria-
prima e diretamente relacionada com a temperatura de extrusão (HARPER, 1994).
Entretanto, a polpa residual de batata, que possui grânulos de amido que sofreram a
ação de enzimas amilolíticas nativas da batata (Figura 10A), se tornou mais sensível às
condições de extrusão que a fécula de mandioca. Os grânulos de amido desta
provavelmente eram mais íntegros, pois a fécula deve ter sofrido durante sua fabricação
um rápido processamento e tratamento térmico, que evitou o efeito das enzimas nativas
de mandioca.
(A)
(B)
Figura 9. (A) Índice de expansão (IE) e (B) volume específico (VE) dos snacks de farinha de farinha de
polpa residual de batata em função da umidade (g.100g-1
) e da temperatura (ºC) de extrusão.
O excesso de temperatura de extrusão e falta de umidade poderiam tornar o grau
de alteração excessivo, chegando a dextrinização e até mesmo a queima da farinha de
polpa residual de batata. Na escolha da camisa da extrusora neste ensaio, este fato

136
(B) (A)
também foi considerado, e optou-se por uma camisa lisa, para evitar o excesso de
cisalhamento e conseqüente over cooking.
Figura 10. Micrografias da farinha de polpa residual de batata em microscópio eletrônico de varredura
sob diferentes aumentos. A) aumento 5.000x; B) aumento 50x.
O tamanho dos grânulos de amido da farinha de polpa residual de batata variou
entre 2,3 a 90 μm (Figura 10B), portanto apresentaram tamanhos irregulares, o que
também pode justificar as condições intermediárias de umidade e temperatura de
extrusão, utilizadas com sucesso neste ensaio. Pois condições mais brandas poderiam
ser insuficientes para obtenção de uma expansão desejável para os snacks e um grau de
pré-gelatinização adequado para as farinhas, enquanto que, as mais drásticas poderiam
ultrapassar as ideais, uma vez que as menores partículas poderiam ser dextrinizadas ou
queimadas.
A expansão, a dureza, a crocância e a densidade são características importantes
para snacks, pois afetam a aceitabilidade do produto final. Nos snacks é esperada uma
estrutura expandida (CHRISTOFIDES et al., 2004). O volume específico dos produtos
extrusados variou de 6,2 a 13,85 mL.g–1
(Apêndice 1). O maior volume específico dos
snacks de farinha de polpa residual de batata foi obtido com umidade de 11,17g.100g-1
e
temperatura de extrusão na terceira zona de 85,6°C. Nas condições de elevada umidade,
o volume específico foi menor (Figura 9B). Este comportamento também foi observado
por Alves e Grossmann (2002) em snacks de farinha de cará. Carmargo, Leonel e
Mischan (2008) analisando o efeito das condições de extrusão sobre a qualidade de
extrusados de polvilho azedo e farelo de mandioca, obtiveram volume específico
variando de 1,5 a 5,6 mL.g-1
, abaixo dos encontrados neste trabalho.

137
Os valores de luminosidade das farinhas pré-gelatinizadas variaram de 80,11 a
85 e foram menores quando comparados com a luminosidade da farinha de polpa
residual de batata crua (92,6), ou seja, o processo de extrusão causou escurecimento do
produto (Apêndice 1). Com umidade e temperatura em níveis baixos ocorreu maior
escurecimento das farinhas, ou seja, obteve-se o menor L* (Figura 11A). Lustosa,
Leonel e Mischan (2008) também observaram o escurecimento da farinha de mandioca
após o processo de extrusão. Níveis altos de umidade resultam em produtos mais claros,
pois o aumento da umidade reduz o tempo de residência, menor intensidade de
caramelização e reação de Maillard (BADRIE; MELLOWES,1991).
Figura 11. (A) Luminosidade (L*), (B) croma a*, (C) croma b* e (D) diferença de cor (ΔE) dos snacks de
farinha de polpa residual de batata em função da umidade (g.100g-1
) e da temperatura (ºC) de extrusão.
Os valores de a* e b* após a extrusão variaram de 1,44 a 3,68 e 8,82 a 13,41,
respectivamente, mostrando aumento nestes parâmetros quando comparados com a
farinha de polpa residual de batata crua (a* 0,07 e b* 1,25,) (Apêndice 1). O processo de
(A) (B)
(C) (D)

138
extrusão intensificou levemente a cor vermelha e aumentou a amarela nas farinhas pré-
gelatinizadas. Houve comportamento semelhante do efeito da umidade e temperatura
nas respostas de a* e b*. Os gráficos indicaram que com menores valores de umidade e
valores extremos de temperatura (acima de 85,6ºC e abaixo de 64,4ºC) houve a
tendência de aumento dos valores dessas respostas (Figura 11B e C). Borba, Sarmento
e Leonel (2005), também verificaram o aumento do croma b*, ou seja, o aumento da
intensidade do amarelo na farinha de batata-doce quando o produto foi extrusado e
justificaram que o baixo conteúdo de umidade durante o processamento pode favorecer
a ocorrência de reações de escurecimento não enzimático, enquanto que o aumento da
umidade exerce efeito contrário.
A diferença de cor (ΔE) refletiu a influência das variáveis de extrusão nas
características de cor das farinhas em relação ao seu aspecto antes do processamento.
Observou-se que ocorreu diminuição da diferença de cor ΔE* com maiores teores de
umidade e temperatura de extrusão (Figura 11D). O menor ΔE* (11,1) entre as farinhas
pré-gelatinizadas e a farinha de polpa residual de batata crua foi encontrado entre 16,83
– 18g.100g-1
de umidade e temperaturas intermediárias 75 a 85,6ºC (Apêndice 1). Com
redução da umidade, independentemente da temperatura, a ΔE* aumentou. O mesmo
comportamento nesta resposta foi encontrado por Borba, Sarmento e Leonel (2005) na
farinha de batata-doce extrusada.
5.3.2 Snack de maior desejabilidade em relação às propriedades físicas
Os dados obtidos no ensaio mostraram que os modelos de regressão para IE, VE
e parâmetros instrumentais de cor (L*, a*, b* e ΔE) foram adequados para descrever os
dados experimentais. Assim, as melhores condições de processamento (umidade e
temperatura) para obter o snack com o melhor conjunto de propriedades físicas, foram
estabelecidas.
Considerou-se como propriedades físicas desejáveis para o snacks máxima
expansão, volume específico e parâmetros de cor a*, b* e ΔE e mínima L*, ou seja,
mais escuro, amarelado, avermelhado e mais parecido com o snack produzido com grits
de milho comercial, matéria-prima mais utilizada pela indústria e mais consumida na
forma de snacks pela população. Portanto, procurou-se o produto com características
físicas adequadas para a sua aceitabilidade no mercado, considerando os hábitos
tradicionais de consumo. Assim, os parâmetros foram estabelecidos objetivando a
escolha do snack mais próximo do snack de grits de milho. A avaliação simultânea dos

139
limites máximos e mínimos das respostas experimentais obtidas apontou que umidade
de 10g.100g-1
e temperatura de 82,5ºC foram as condições necessárias para obtenção do
snack de farinha de polpa residual de batata mais desejável (Figura 12).
Figura 12. Diagrama gráfico da desejabilidade, visando-se obter snacks com propriedades físicas
necessárias em um produto com potencial comercial, em função das condições de umidade e de
temperatura de extrusão durante o processamento.
Optou-se por utilizar, para análise sensorial, um dos experimentos já realizados e
estudados dentro do desenho experimental da superfície de resposta, mais próximo aos
parâmetros indicados pelo teste de desejabilidade, que correspondeu ao snack 3 (S3)
com umidade 11,17g.100g-1
e temperatura 85,6ºC (Figura 13A). Além deste, o snack 8
(S8) foi escolhido para comparação, por apresentar o maior valor de L* e o menor de b*
entre os experimentos realizados, o que pode ser visualizado na figura 13B.
5.3.3 Análises microbiológicas
As amostras dos snacks 3 e 8 não apresentaram contagens acima dos limites da
legislação sanitária vigente de Bacillus cereus, coliformes totais e termotolerantes,
clostrídios sulfito redutores, estafilococos coagulase positiva, bolores e leveduras.
Também não foi identificada presença de Salmonella sp., indicando boas condições
higiênico sanitárias durante todo o processamento dos produtos. Este resultado já era

140
(A) (B)
esperado uma vez que o processo de extrusão pode interromper o desenvolvimento
microbiano (BHANDARI; D’ARCY; YOUNG, 2001).
Figura 13. (A) Snack 3 (umidade 11,17g.100g-1
e temperatura 85,6ºC) e (B) Snack 8 (umidade 14g.100g-
1 e temperatura 90ºC), avaliados na análise sensorial.
5.3.4 Aceitabilidade
Não houve diferença significativa entre as notas atribuídas pelos provadores para
aroma e textura. Entretanto, houve diferença entre os snacks para aparência e sabor
(Tabela 15).
Tabela 15. Escores médios de aparência, aroma, textura e sabor para os snacks de polpa
de batata residual extrusados obtidos na avaliação sensorial.
Condições de extrusão Escores1
Amostra U2
T3
Aparência Aroma Textura Sabor
S3 11,17 85,6 5,72a
6,62a
6,00a
6,30a
S8 14 90 4,71b
6,65a
5,81a
6,00b
1 Médias seguidas pela mesma letra em cada coluna não diferem entre si pelo teste de Tukey a 5% de
probabilidade; 2
(g.100g-1
); 3
(oC). snack 3: U= 11,17 g.100g
-1 e T= 85,6ºC; snack 8: U= 14 g.100g
-1 e T=
90ºC.
Observou-se que o snack 3 recebeu a melhor pontuação quanto à aparência e ao
sabor, sendo que, na análise instrumental de cor foi mais escura e amarelada, quando
comparada com o snack 8. As características intrínsecas da matéria-prima e as
condições do processo de extrusão que determinam os atributos sensoriais de snacks
influenciam a ocorrência de reações, como o escurecimento não enzimático e a
degradação de pigmentos que podem afetar a cor e o sabor do produto final (ILO; LIU;

141
BERGHOFER, 1999; GUY, 2001). A menor umidade usada na produção do snack 3
pode ter aumentado o tempo de residência da matéria-prima no interior da extrusora,
deixando-o mais suscetível a estas reações. Entretanto, a luminosidade causada no snack
3 pelo processo de extrusão foi insuficiente para atender ao gosto dos provadores, uma
vez que a nota de aparência não alcançou o limite de corte 6,0 que correspondia a
“gostei ligeiramente”. Entretanto, não houve adição de nenhum tipo de corante nos
snacks deste estudo, o que é uma prática comum nos snacks comerciais.
No formulário para avaliação sensorial havia um campo opcional para que o
provador manifestasse o que gostou ou desgostou nas amostras. Dentre as
manifestações espontâneas 11,2% e 7,5% disseram que os snacks S8 e S3,
respectivamente, eram muito claros, 22,5% desgostaram da quantidade de sal, aroma e
sabor, evidenciando a pouca presença destes nos snacks. Estas características percebidas
pelos provadores podem ter como causa a condição artesanal de processamento
utilizado na fabricação dos snacks, que não conseguiu simular adequadamente as
condições de aplicação de aromatizadores e temperos, usados industrialmente.
Desde que as características de textura estejam dentro de um intervalo aceitável,
a aplicação de sabor parece ser a mais importante para o apelo ao consumidor
(FALLER; KLEIN; FALLER, 1999). Somente o snack 3 foi aceito pelos provadores
(escores>6), com exceção da aparência (escore 5,72) que ficou entre nem gostei/nem
desgostei e gostei ligeiramente. Sabe-se que o salgadinho comercial é elaborado a partir
do milho, além de sofrer adição de corantes, como o urucum, que contribuem para a
coloração amarelada e que este é um importante apelo aos consumidores destes
produtos, que já se acostumaram com essa característica. Não foram utilizados corantes
nesta pesquisa, com o objetivo de destacar o potencial natural da farinha de polpa
residual de batata na produção de snacks. As observações feitas pelos provadores
apontam a necessidade, em estudos futuros, de se utilizar uma linha de produção
industrial para o emprego de aromatizante, sal e sabor de forma adequada, além do uso
de corantes naturais como urucum.
5.3.5 Textura dos snacks
A aceitação de um novo produto alimentício extrusado está diretamente
relacionada com atributos sensoriais. Em tais alimentos, onde a expansão é desejada e
produtos crocantes são esperados, a textura é um dos atributos mais importantes
(PAMIES et al., 2000). Na análise dos dados de dureza e fraturabilidade dos snacks 3 e

142
8 houve diferença significativa entres as amostras para estes dois parâmetros (Tabela
16).
O snack 3 obteve o menor valor para dureza e o maior para fraturabilidade. As
diferenças com relação a estes dois parâmetros de textura nos snacks avaliados sugerem
estes possuem diferentes níveis de crocância e qualidade. A diferença nos dados obtidos
de dureza entre as amostras pode ter ocorrido devido ao menor valor de umidade
utilizada no processamento do snack 3, porque com menor teor de umidade, ocorre
aumento da viscosidade da massa, da gelatinização do amido e o crescimento de bolhas
é acentuado resultando em produto mais crocante (menos duro) (DING et al., 2005).
Tabela 16. Dureza e fraturabilidade de snacks de polpa residual de batata obtidos pelo
processo de extrusão termoplástica.
Condições de extrusão Atributos de Textura1
Amostra U2
T3
Dureza (gf) Fraturabilidade (gf)
S3 11,17 85,6 2364,7b
(±4,25)
1304,2a
(±2,24)
S8 14 90 3278,3a
(±3,63)
687,2b
(±3,17)
1 Médias seguidas de letras diferentes na coluna diferem entre si pelo teste de Tukey a 5% de
probabilidade; valores expressos em médias seguidas pelos desvios-padrão; 2
(g.100g-1
); 3
(oC). Snack 3:
U= 11,17 g.100g-1
e T= 85,6ºC; Snack 8: U= 14 g.100g-1
e T= 90ºC.
A dureza é um parâmetro importante na aceitação de produtos extrusados, isso
porque representa a força necessária para produzir uma deformação, ou seja, para a
compressão de uma substância entre os dentes. É desejável que os valores de dureza e
fraturabilidade sejam baixos, embora não haja um limite estabelecido destas
propriedades de textura para a aceitação de snacks (BHATTACHARYA;
CHOUDHURY, 1994). Alves e Grossmann (2002), estudando as propriedades de
textura em snacks de farinha de cará, encontraram em condições de baixa umidade e
diâmetro da matriz e de valores de temperatura médio a alto, valores de fraturabilidade
entre 600 e 1000 gf. Os resultados encontrados por estes autores foram inferiores ao
observado no snack 3, enquanto que o valor identificado no snack 8 ficou dentro dessa
faixa. Quanto aos valores para dureza, esses autores reportaram, com baixo teor de
umidade, temperatura alta e menor diâmetro da matriz valores de 757,43 a 1210,17gf,
resultados menores que os observados nos snacks 3 e 8 de farinha de polpa residual de
batata (Tabela 16).
Lustosa, Leonel e Mischan (2010) avaliaram snacks de farinha de mandioca e
caseína e observaram que em condições de baixa umidade, baixo teor de proteína e

143
baixa temperatura de extrusão proporcionaram menores valores de dureza. A dureza dos
produtos extrusados encontrada por eles variou de 4430gf a 12320gf. O menor valor foi
87% e 35% maior que o encontrado nos snacks 3 e 8, respectivamente. As amostras 3 e
8 de farinha de polpa residual de batata apresentaram valores intermediários de
fraturabilidade e dureza.
5.3.6 Propriedades funcionais das farinhas pré-gelatinizadas de polpa residual de
batata
Os modelos de regressão para viscosidade inicial, tendência a retrogradação e
índices de absorção de água e de solubilidade em água das farinhas pré-gelatinizadas de
polpa residual de batata foram significativos, com coeficientes de determinação maiores
que 0,75 (Tabela 17). A falta de ajuste do modelo para viscosidade inicial foi
significativa (p=0,0009) e o coeficiente de variação (15,37%) foi alto. Já para a
tendência a retrogradação, a falta de ajuste não foi significativa (p> 0,05), entretanto o
coeficiente de variação também foi alto (29,15%). Isso significa que para estas duas
variáveis, os modelos não podem ser considerados preditivos, apenas apontam a
tendência da resposta. Quanto ao índice de absorção em água o coeficiente de variação
foi pouco acima de 10%, podendo ser utilizados para fins preditivos (Anexos 2A, E, F e
G).
Tabela 17. Propriedades funcionais em função da umidade (g.100g-1
) e da temperatura
de extrusão (°C) das farinhas pré-gelatinizadas de polpa residual de batata. Modelos de
regressão (p<0,05) e coeficientes de determinação (R2) para viscosidade de pasta inicial
(VI), tendência a retrogradação (TR), índice de absorção em água (IAA) e índice de
solubilidade em água (ISA).
Tratamento Modelo* R2
VI3 yi= 118,5 + 30,4203x1 – 10,1957x1
2 + 10,0758x2 - 20x1x2 0,83
TR3 yi= 46,50 + 14,8093x1 – 10,1250x2
2 – 11,3750x1x2 0,75
IAA2 yi= 8,23 – 1,4227x1 – 1,2763x1
2 + 1,7695x2 - 0,3938x2
2 -
0,5107x1x2
0,89
ISA1 yi= 93,70 – 2,4802x1 – 1,2851x1
2 + 1,5148x2
2 0,83
* Efeitos em itálico não foram significativos, porém foram mantidos para melhoria do ajuste do modelo. 1g.100g
-1;
2[g de gel (g de matéria seca)
-1];
3 Cp.
Os modelos de regressão para as respostas de pico de viscosidade (PV), quebra
de viscosidade (QV) e viscosidade final das farinhas pré-gelatinizadas de polpa residual
de batata não foram significativos (p>0,05), indicando falta de ajuste dos modelos aos
dados experimentais e que as variáveis independentes, temperatura de extrusão na

144
terceira zona e umidade da matéria-prima, não contribuíram para a variação destas
respostas (Anexos 2B, C e D).
A viscosidade inicial (VI) das farinhas extrusadas variou de 41,5 a 226 cP
(Apêndice 2). Com exceção dos experimentos 1 e 5 que apresentaram valores baixos
para essa resposta (48,5 e 41,5 cP, respectivamente), os dados mostram que o processo
de extrusão aumentou significativamente este parâmetro em relação a farinha de polpa
residual de batata crua (56,5 cP). Isso já era esperado, uma vez que em amostras
extrusadas o amido já se encontra gelatinizado, o que tornou possível a rápida
hidratação dos grânulos a temperatura ambiente. Observa-se que a VI das farinhas pré-
gelatinizadas dos experimentos 1 e 5 foram menores que a da farinha de polpa residual
de batata crua, provavelmente devido às baixas umidades e temperaturas, terem causado
a quebra total da estrutura amilácea.
Os menores valores de viscosidade inicial foram observados quando as farinhas
de polpa residual de batata foram extrusadas em umidades menores que 14 g.100g-1
e
temperaturas abaixo de 85,6ºC (Figura 14A). Provavelmente elevados teores de
umidade exercem efeito lubrificante no alimento durante o processo de extrusão,
fazendo com que o amido sofra menores taxas de esforço mecânico, em função do
menor atrito que ocorre entre o parafuso e as paredes internas do tubo do extrusor,
resultando, assim, na formação de maiores cadeias moleculares de amilose e
amilopectina e consequentemente em maiores índices de viscosidade inicial (SILVA;
ASCHERI, 2009). Por outro lado, a degradação dos grânulos de amido aumenta em
baixa umidade, pois o atrito mecânico no parafuso é maior, diminuindo a viscosidade
(SILVA et al., 2004), como foi observado no presente trabalho.
Os valores de tendência à retrogradação das farinhas extrusadas variaram de 17 a
72,5 cP e ficaram bem abaixo do encontrado na farinha de polpa residual de batata
(2676 cP) (Apêndice 2). Os baixos valores observados para este parâmetro indicaram
que o efeito da extrusão sobre a farinha de polpa residual de batata causou degradação
de polímeros, ruptura das suas estruturas moleculares e redução da capacidade de
recristalização (LUSTOSA et al., 2009). O maior valor de tendência à retrogradação foi
obtido na temperatura de 75ºC e umidade máxima de 18g.100g-1
(Figura 14B).

145
Figura 14. Efeito do teor de umidade da matéria-prima (g.100g-1
) e da temperatura do extrusor (ºC) na
viscosidade inicial (VI) (A) e na tendência a retrogradação (TR) (B) das farinhas pré-gelatinizadas de
polpa residual de batata.
O perfil de RVA apresentou comportamento semelhante para todas as farinhas
pré-gelatinizadas de polpa residual de batata, exceto para o experimento 1 e 5, no qual
não foi observado nenhum efeito/pico na curva viscoamilográfica após o início do
aquecimento. Antes do aquecimento a 95ºC, todos os experimentos apresentaram
comportamento de pasta semelhante, e foi possível observar o aumento abrupto na
viscosidade à temperatura ambiente (25ºC) (Figura 15). Este comportamento é típico do
processamento de farinhas extrusadas e demonstra a quebra estrutural dos grânulos de
amido (WHALEN et al., 1997). Quando iniciou o aumento da temperatura foi possível
observar um leve aumento na viscosidade, que não foi identificado nos experimentos 1
e 5, o que indica que possivelmente nestas amostras os grânulos de amido estavam
totalmente gelatinizados (GÓMEZ; AGUILERA, 1983).
(A)
(B)

146
Figura 15. Perfil de viscosidade da maioria das farinhas pré-gelatinizadas de polpa residual de batata.
Quando os tratamentos de extrusão não são tão severos determinada
porcentagem de grânulos de amido pode conservar parte da sua estrutura amilácea,
apresentando um pico no perfil amilográfico, durante aquecimento, que significa amido
não gelatinizado ou parcialmente gelatinizado. O pico de viscosidade das farinhas pré-
gelatinizadas variou de 38 a 112,5 cP e foi menor que na farinha de polpa residual de
batata crua (12028 cP), o que indica que a pré-gelatinização resultante do processo de
extrusão, causou perda da integridade molecular da pasta e da sua capacidade de
intumescer quando aquecido em água (Apêndice 2) (Figura 15) (HAASE; NINTUS;
WEIPERT, 1995, GUHA; ALI; BHATTACHARYA, 1998).
Pelo perfil de viscosidade do gráfico é possível observar que as farinhas pré-
gelatinizadas de polpa residual de batata apresentaram baixos valores de viscosidade
final (variou de 17 a 78,5 cP), quando comparados com a farinha de polpa residual de
batata crua (4541 cP) (Apêndice 2) (Figura 15). Este fato é importante para farinha
extrusada, uma vez que pode ser empregada no preparo de sopas, que necessitam de boa
característica de cremosidade, homogeneidade e textura, mesmo após o seu preparo, em
temperaturas mais amenas (SILVA; ASCHERI 2009).
A retrogradação do amido ocorre por efeito da recristalização das moléculas de
amilose e amilopectina, resultando na formação de precipitado e ou géis (GUTKOSKI;
EL-DASH, 1999). No momento da reorganização da estrutura molecular do amido,
existe a tendência de aumento da viscosidade devido a reaproximação das moléculas de
amilose, durante o resfriamento da pasta. Entretanto, as farinhas pré-gelatinizadas de
Vis
cosi
dad
e (c
P)
Tem
peratu
ra (ºC
)
Tempo (min)
Vsc
osi
dad
e (c
P)
Tem
peratu
ra (ºC)
Tempo (min)
Vis
cosi
dad
e (C
p)
Tem
per
atu
ra (
ºC)
Tempo (min)

147
polpa residual de batata apresentaram baixo aumento de viscosidade com o abaixamento
da temperatura (Figura 15). Este comportamento também foi observado por
Bhattacharya, Sudha e Rahim (1999) em misturas de farinha de trigo e batata
extrusadas.
O índice de absorção de água (IAA) está relacionado aos grupos hidrofílicos
(-OH) disponíveis dos grânulos de amido modificados que podem se ligar às moléculas
de água resultando na formação de gel das moléculas de amido. Os índices de absorção
de água das farinhas pré-gelatinizadas de polpa residual de batata mostraram uma
variação de 3,94 a 10,78g g-1
gel, valores estes superiores aos observados na farinha de
polpa residual de batata crua (1,97g.g-1
gel) (Apêndice 2). Pelo modelo obtido tem-se
que nas condições de umidade abaixo de 16,83g.100g-1
e temperaturas acima de 64,4ºC,
as farinhas apresentam maior absorção de água (Figura 16A).
Figura 16. Efeito do teor de umidade da matéria-prima (g.100g-1
) e da temperatura do extrusor (ºC) no
índice de absorção (IAA) (A) e solubilidade em água (ISA) (B) das farinhas pré-gelatinizadas de polpa
residual de batata.
(A)
(B)

148
Mitrus, Wójtowicz e Mościcki (2010) observaram que o IAA da fécula de batata
extrusada com umidade de 17, 20, 25 e 30g.100g-1
, matriz 3mm e temperatura de 100,
120 e 140ºC variou de 2,82 a 5,69g g-1
gel. Segundo estes autores, os maiores índices de
absorção de água foram observados quando a fécula foi extrusada a 100ºC. Estes
valores foram 28,4 e 47,2% menores que os valores mínimo e máximo encontrados nas
farinhas pré-gelatinizadas de polpa residual de batata. Observa-se na figura 16A que as
temperaturas de 85,6 e 90ºC ofereceram os maiores índices de absorção em água e a
tendência do gráfico aponta que com temperaturas pouco acima destas poderia ocorrer a
otimização do IAA.
A alta absorção em água é importante para manter a umidade em produtos
cárneos, pães e bolos, permitindo a adição de mais água à massa (JAMES; SLOAN,
1984). Sendo assim, a farinha pré-gelatinizada de polpa residual de batata extrusada a
uma temperatura de 90ºC e umidade de 14g.100g-1
seria a mais indicada para essa
finalidade.
O ISA das farinhas pré-gelatinizadas de polpa residual de batata variou de 85,67
a 96,77%. Considerando o valor de ISA obtido na farinha de polpa residual de batata
crua (0,67%), foi observado um grande aumento da solubilidade com o processo de
extrusão, independentemente das condições testadas (Apêndice 2). Nas condições
extremas de temperatura e umidades abaixo de 14g.100g-1
o ISA foi maior, obtendo-se
menores solubilidades nas condições intermediárias de temperatura e alta umidade
(Figura 16B). Mitrus, Wójtowicz e Mościcki (2010) verificaram na fécula de batata
extrusada que o aumento da umidade também diminui os valores do ISA. O maior valor
(40%) foi obtido a uma temperatura de 120ºC, sendo 58,6% menor do que o maior valor
encontrado nesta pesquisa.
A diferença observada nos valores de IAA e ISA com o estudo de Mitrus,
Wójtowicz e Mościcki (2010) pode ser devida às diferentes condições de extrusão
utilizadas (umidade e matriz), quantidades de grupos éster de fosfato e amilose
presentes nos amidos de batata e à diferença entre cultivares. A alta absorção e
solubilidade em água de féculas de batata podem ser causadas por padrões de
viscosidade mais elevados e uma organização interna mais fraca, resultante dos grupos
éster de fosfato carregados negativamente dentro dos grânulos de amido (Kim et al.,
1996) e também ao maior teor de amilose (SINGH et al., 2003).
Leonel, Freitas e Mischan (2009) verificaram que os índices de solubilidade e
absorção em água de fécula de mandioca extrusada em diferentes umidades (12,5 a 19,5

149
g.100g-1
), temperaturas (40 a 90ºC) e rotação da rosca (140 a 266 rpm) variaram de 12,3
a 30,74% e 4,19 a 6,41 g g-1
gel, e concluíram que o maior IAA também foi observado
em alta temperatura de extrusão e condições de baixa velocidade de parafuso.
Os valores de ISA observados por estes autores foram menores do que os
observados nas farinhas pré-gelatinizadas de polpa residual de batata. Também não
foram encontrados trabalhos com fécula de batata ou outros tubérculos extrusados que
apresentassem valores de ISA próximos ao encontrado neste estudo. Borba, Sarmento e
Leonel (2005), por exemplo, encontraram valores de ISA que variaram de 10,7 a 22,2%
para farinha de batata-doce extrusada. Lustosa, Leonel, Mischan (2008) observaram
valores de 31,61 a 59,31% para o ISA de farinhas de mandioca extrusadas variando a
temperatura de extrusão de 45 a 115ºC, umidade de 12,5 a 19,5 g.100g-1
e rotação de
rosca 50 a 100 rpm.
O ISA é um indicativo da degradação sucessiva do amido e seu aumento em
produtos extrusados é atribuído à dispersão de moléculas de amilose e de amilopectina
em consequência da gelatinização, em condições brandas, e da formação de compostos
de baixo peso molecular, em condições severas de extrusão. Valores elevados de ISA
correspondem às misturas dextrinizadas. Os altos valores de índice de solubilidade em
água encontrados nas farinhas pré-gelatinizadas de polpa residual de batata sugerem que
esta pode ser empregada em alimentos que requerem menores temperaturas para serem
preparados, como alimentos instantâneos e gelificados tais como alimentos infantis, ou
como ingredientes para a sua formulação, assim como sopas, sobremesas, molhos e
macarrão (GUTIÉRREZ; GÓMEZ, 1987; LEONEL, SOUZA MISCHAN, 2010).
5.3.7 Microscopia eletrônica de varredura
Os aspectos gerais das farinhas de polpa residual de batata, antes e após a
extrusão, podem ser avaliados pelas micrografias eletrônicas de varredura (Figura 10 e
17). Como não foram observadas diferenças entre os experimentos de extrusão quanto
ao aspecto geral, apenas a foto do experimento 8 foi apresentada. Na farinha de polpa
residual de batata crua (Figura 10B) os grânulos apresentaram-se soltos e íntegros,
enquanto que a farinha de polpa residual de batata extrusada apresentou-se com
partículas compactadas, sem indicação da presença de grânulos de amido intactos
(Figura 17).

150
FIGURA 17. Farinha pré-gelatinizada de polpa residual de batata com ampliação de 50X (A) e com
350X (B).
Foi possível observar que o material extrusado apresentou partículas de tamanho
irregular, com partes lisas e estriadas. Yadav et al. (2006) reportou que grânulos de
amido de batata nativo apresentaram formatos ovais, esféricos e irregulares, enquanto
que nos mesmos amidos modificados, a aparência granular desapareceu totalmente. O
mesmo foi observado nesse estudo. O amido durante a extrusão e cocção é
progressivamente comprimido e transformado em material denso, sólido, compacto e a
estrutura granular cristalina desaparece (COLONNA; BULEON; MERCIER, 1987).
5.4 CONCLUSÃO
As análises físicas dos snacks de farinha de polpa residual de batata
demonstraram que com a aplicação de temperatura de 85,6ºC na terceira zona do
extrusor e umidade da matéria-prima de 11,17g.100g-1
é possível obter snacks com a
melhor combinação de altos índices de expansão e volume específico, menor
luminosidade, mais colorido e com baixos valores de dureza, características estas
desejáveis em produtos extrusados. Além disso, a análise sensorial demonstrou que esta
combinação de umidade e temperatura produziu snacks com melhores escores.
As propriedades funcionais das farinhas pré-gelatinizadas de polpa residual de
batata indicaram um produto com viscosidade a frio maior que a farinha crua, baixos
valores de pico de viscosidade, viscosidade final e tendência a retrogradação, bom
índice de absorção de água e alto de solubilidade em água o que a torna apropriada para
o uso em alimentos instantâneos, sobremesas, sopas, alimentos infantis, e outros
variados tipos de alimentos.
(A) (B)

151
A extrusão da polpa residual de batata é uma opção viável para ampliar as
aplicações deste resíduo, sendo que a indústria poderia utilizar a polpa residual de batata
tanto na produção de snacks, como na de farinhas pré-gelatinizadas.
AGRADECIMENTOS
A Capes pelo apoio financeiro e bolsa de mestrado e à Empresa Cicopal Ltda.
REFERÊNCIAS
AACC. AMERICAN ASSOCIATION OF CEREAL CHEMISTS. Approved methods
of the American Association of Cereal Chemists. 10. ed. Saint Paul: AACC, 2000.
ALVES, R. M. L.; GROSSMANN, M. V. E. Parâmetros de extrusão para produção de
“snacks” de farinha de cará (Dioscorea alata). Ciência e Tecnologia de Alimentos,
Campinas, v. 22, n. 1, p. 32-38, 2002.
ANDERSON, R. A.; CONWAY, H. F.; PFEIFER, V. F.; GRIFFIN JUNIOR, E. L.
Gelatinization of corn grits by rolland extrusion-cooking. Cereal Science Today,
Minneapolis, v. 14, n. 1, p. 4-12, 1969.
APHA – AMERICAN PUBLIC HEALTH ASSOCIATION. Compendium of
methods for the microbiological examination of foods. 4. ed. Washington: APHA,
2001, 676 p.
ASCHERI, J. L. R.; NASCIMENTO, R. E.; BORGES, J. T. S. Propiedades funcionales
de fideos precocidos a base de harina integral de quinoa (Chenopodium quinoa, Willd)
y harina de arroz (Oryza sativa, L.). Alimentaria, Eypasa, v. 40, n. 342, p.71-75, 2003.
ASCHERI, J. L. R.; MENDONÇA, X. M. F. D.; NASCIMENTO, R. E.; CARVALHO,
C. W. P.; DELLA MODESTA, R. C.; SPEHAR, C. R. Elaboração de “snacks” e
farinha instantânea de amaranto / arroz. Rio de Janeiro: Embrapa-CTAA, out. 2003.
2 p. (Embrapa-CTAA. Comunicado Técnico, 62).
ASCHERI, D.P.R.; ANDRADE, C.T.; CARVALHO, C.W.P.; ASCHERI, J.L.R. Efeito
da extrusão sobre a adsorção de água de farinhas mistas pré-gelatinizadas de arroz e
bagaço de jabuticaba. Ciência e Tecnologia de Alimentos, Campinas, v. 26, n. 2, p.
325-335, 2006.
AUGUSTO-RUIZ, W. BONATO, S.; ARRIECHE, L. S.; ALVES, F. V. Produto
alimentício elaborado com farinha pré-gelatinizada de grãos quebrados de arroz.
Alimentos e Nutrição, Araraquara, v. 14, n. 1, p. 35-42, 2003.
BADRIE, N.; MELLOWES, W. A. Effect of extrusion variables on cassava extrudates.
Journal of Food Science, Chicago, v. 56, p. 1334-1337, 1991.
BARROS NETO, B.; SCARMINIO, E. S.; BRUNS, R. E. Como fazer experimentos:
Pesquisa e desenvolvimento na ciência e na indústria. Campinas: Unicamp, p. 289,
2001.

152
BHANDARI, B.; D’ARCY, B.; YOUNG, G. Flavour retention during high temperature
short time extrusion cooking process: a review. International Journal of Food Science
and Technology, v. 36, p. 453–461, 2001.
BHATTACHARYA, S.; CHOUDHURY, G. S. Twin-screw extrusion of rice flour:
effect of extruder length-todiameter ratio and barrel temperature on extrusion
parameters and product characteristics. Journal of Food Process and Preservation, v.
18, p. 389-406, 1994.
BHATTACHARYA, S.; SUDHA, M.; RAHIM, A. Pasting characteristics of an
extruded blend of potato and wheat flours. Journal of Food Engineering, Maryland
Heights, v. 40, p. 107-111, 1999.
BORBA, A. M.; SARMENTO, S. B. S.; LEONEL, M. Efeito dos parâmetros de
extrusão sobre as propriedades funcionais de extrusados da farinha de batata-doce.
Ciência e Tecnologia de Alimentos, Campinas, v. 25, n. 4, p. 835-843, 2005.
BOURNE, M. C. Texture profile analysis. Food Technology, v. 7, n. 32, p. 62-72,
1978.
CAMARGO, K. F.; LEONEL, M.; MISCHAN M. M. Produção de biscoitos extrusados
de polvilho azedo com fibras: efeito de parâmetros operacionais sobre as propriedades.
Ciência e Tecnologia de Alimentos, Campinas, v. 28, n. 3, p. 586-591, 2008.
CAMIRE, M. E.; KING, C. C. Protein and fiber supplementation effects on extruded
corn meal snack quality. Journal Food Science, Chicago, v. 56, n. 3, p. 760-763,768,
1991.
CARVALHO, A. V.; VASCONCELOS, M. A. M.; SILVA, P. A.; ASSIS, G. T.;
ASCHERI, J. L. R. Caracterização tecnológica de extrusados da terceira geração à base
de farinhas de mandioca e pupunha. Ciência e agrotecnologia, Lavras, v. 34, n. 4, p.
995-1003, 2010.
CHANG, Y. K.; EL-DASH, A. A. Effects of acid concentration and extrusion variables
on some physical characteristics and energy requirements of cassava starch. Brazilian
Journal of Chemical Engineering, São Paulo, v. 20, n. 2, p. 129-137, 2003.
CHRISTOFIDES, V.; AINSWORTH, P.; IBANOGLU, S.; GOMES, F. Physical
evaluation of maize-based extruded sanck with curry powder. Nahrung. v. 48, n. 1, p.
61-64, 2004.
COLONNA, P.; BULEON, A.; MERCIER, C. P. Modifi ed starch. In: GALLIARD, T.
Starch: properties and potencial. Chischester: John Wiley & Sons, 1987. cap. 4, p. 79-
114.
DERRINGER, G. SUICH, R. Simultaneous optimization of several response variables.
Journal of Quality Technology, v. 12, n. 1, p. 214-219, 1980.
DING, Q.; AINSWOTH, P.; TUCKER, G.; MARSON, H. The effect of extrusion
conditions on the physicochemical properties and sensory characteristics of rice based

153
expanded snacks. Journal of Food Engineering, Maryland Heights, v. 66, n. 3, p. 283-
289, 2005.
FALLER, J. Y.; KLEIN, B. P.; FALLER, J. F. Acceptability of extruded corn snacks as
affected by inclusion of soy protein. Journal Food Science, Chicago, v. 64, n. 1, p.
185-188, 1999.
FAUBION, J. M.; HOSENEY, R. C. High temperature and short time. Extrusion-
cooking of wheat starch and flour. Effect of moisture and flour type on extrudate
properties. Cereal Chemistry, St. Paul, v. 59, n. 6, p. 529-533, 1982.
FOOD AND DRUG ADMINISTRATION, 2002. Bacteriological analytical manual.
Disponível em: <http//:www.cfsan.fda.gov/~eban/ban-4html>. Acesso em: 10 jun.
2010.
GÓMEZ, M. H.; AGUILERA, J. M. Changes in the starch fraction during extrusion-
cooking of corn. Journal of Food Science, Chicago, v. 48, n. 2, p. 378-381, 1983.
GUHA, M.; ALI, S. Z.; BHATTACHARYA, S. Effect of barrel temperature andscrew
speed on rapid viscoanalyser pasting behavior of rice extrudate. International Journal
of Food Science Technology, v. 33, n. 3, p. 259-266, 1998.
GUTIÉRREZ, M. V. G.; GÓMEZ, M. H. Modelo para la extrusión de mezclas
maíz:soja (70:30). Archivos Latinoamericanos de Nutrición, Guatemala, v. 37, n. 3,
p. 494-502, 1987.
GUTKOSKI, L. C.; EL-DASH, A. A. Effect of extrusion process variables on physical
and chemical properties of extruded oat porducts. Plant Foods for Human Nutrition,
New York, v. 54, p. 315-325, 1999.
GUY, R. Extrusion Cooking: Technologies and Applications. Cambridge, UK:
Woodhead Publishing, 2001. 288 p.
HAASE, N. U.; MINTUS, T.; WEIPERT, D. Viscosity measurements of potato starch
paste with the Rapid- Visco-Analyzer. Starch-Starke, Weinheim, v. 47, n. 4, p. 123-
126, 1995.
HARPER, J. M. Extrusion processing of starch. In: ALEXANDER, R. J.; ZOBEL, H. F.
Developments in carbohydrate chemistry. 2.ed. American Association of Cereal
Chemists, St. Paul, p.37-64, 1994.
ILO, S.; LIU, Y.; BERGHOFER, E. Extrusion cooking of rice flour and amaranth
blends. Food Science and Technology - Lebensmittel Wissenschaft & Technologie,
Oxford, v. 32, n. 2, p. 79-88, 1999.
JAMES, C. & SLOAN, S. Functional properties of edible rice bran in model
systems. Journal of Food Science, Chicago, v. 49, n. 1, p. 310-311, 1984.

154
KIM, Y. S.; WIESENBORN, D. P.; LORENZEN, J. H.; BERGLUND, P. Suitability of
edible bean and potato starch noodles. Cereal Chemistry, Saint Paul, v.73, p.302-308,
1996.
LEONEL, M. SOUZA, L. B.; MISCHAN, M. M. Produção de snacks extrusados à base
de polvilho doce e fibra de laranja. Ciência Rural, Santa Maria, v. 40, n. 6, p. 1411-
1417, 2010.
LEONEL, M.; FREITAS, T. S.; MISCHAN, M. M. Physical characteristics of extruded
cassava starch. Scientia Agricola, Piracicaba, v. 66, n. 4, p. 486-493, 2009.
LEONEL, M.; MISCHAN, M. M.; PINHO, S. Z.; IATAURO R. A.; DUARTE FILHO,
J.Efeitos de parâmetros de extrusão nas propriedades físicas de produtos expandidos de
inhame. Ciência e Tecnologia de Alimentos, Campinas, v. 26, n. 2, p. 459-464, 2006.
LUSTOSA, B. H. B.; LEONEL, M.; MISCHAN, M. M. Efeito de parâmetros
operacionais na produção de biscoitos extrusados de farinha de mandioca. Brazilian
Journal of Food Technology, Campinas, v. 11, n. 1, p. 12-19, 2008.
LUSTOSA, B. H. B.; LEONEL, M.; LEITE, T. D.; FRANCO, C. M. L.; MISCHAN,
M. M. Produção de farinha instantânea de mandioca: efeito das condições de extrusão
sobre as propriedades térmicas e de pasta. Acta Scientiarum Technology, Maringá, v.
31, n. 2, p. 231-238, 2009.
LUSTOSA, B. H. B.; LEONEL, M.; MISCHAN, M. M. Parâmetros de extrusão na
produção de snacks de farinha de mandioca enriquecidos com caseína. Ciências
Agrárias, Londrina, v. 31, n. 1, p. 109-126, 2010.
MENG, X.; THREINEN, D.; HANSEN, M.; DRIEDGER, D. Effects of extrusion
conditions on system parameters and physical properties of a chickpea flour-based
snack. Food Research International, v. 43, p. 650-658, 2010.
MITRUS, M.; WOJTOWICZ, A.; MOSCICKI, L. Modyfikacja skrobi ziemniaczanej
metodą ekstruzji. Acta Agrophysica, v. 16, n. 1, p. 101-109, 2010.
PAMIES, B. V.; ROUDAUT, G.; DACREMONT, C.; MESTE, M. L.; MITCHELL, J.
R. Understanding the texture of low moisture cereal products: mechanical and sensory
measurements of crispness. Journal of the Science of Food and Agriculture, v. 80, p.
1679-1685, 2000.
SILVA, M. C.; THIRÉ, R. M. S. M.; PITA, V. J. R. R.; CARVALHO, C. W. P.;
ANDRADE, C. T. Processamento de amido de milho em câmara de mistura. Ciência e
Tecnologia de Alimentos, Campinas, v. 24, n. 2, p. 303-310, 2004.
SILVA, R. F.; ASCHERI, J. L. R. Extrusão de quirera de arroz para uso como
ingrediente alimentar. Brazilian Journal of Food Technology, Campinas, v. 12, n. 3,
p. 190-199, 2009.

155
SINGH, J.; SINGH, N.; SHARMAB, T. R.; SAXENAC, S.K. Physicochemical,
rheological and cookie making properties of corn and potato flours. Food Chemistry,
Londres, n. 83, p. 387-393, 2003.
STONE, H.; SIDEL, J. L. Sensory evaluation pratices. Florida, Academic Press, 1985.
Cap.7: Affective testing, p. 227-252.
YADAV, A. R.; GUHA, M.; THARANATHAN, R. N.; RAMTEKE, R.S. Influence of
drying conditions on functional properties of potato flour. European Food Research
Technology, Freising, v. 223, p. 553-560, 2006.
WASZCZYNSKYJ, K.; NELSEN, T. Collaborative study on sensory and volatile
compound analysis of oils. Journal of the American Oil Chemists Society, v. 73, n. 2,
p. 157-166, feb. 1996.
WHALEN, P. J.; BASON, M. L.; BOOTH, R. I.; WALKER, C. E.; WILLIAMS, P. J.
Measurement of extrusion effects by viscosity profile using rapid viscoanalyser. Cereal
Foods World, Minneapolis, v. 42, n. 6, p. 469-475, 1997.
WHITE, G. Defining the true meaning of snacks. Food Technology International, v.
2, n. 7, p. 115-117, 1994.

156
6. ARTIGO 4
DESENVOLVIMENTO DE MASSA ALIMENTÍCIA FRESCA SEM GLÚTEN
COM RESÍDUO DA INDUSTRIALIZAÇÃO DA BATATA, E FARINHA DE
AMARANTO1
RESUMO
O objetivo deste trabalho foi desenvolver massas alimentícias frescas tipo espaguete a
partir das farinhas de polpa residual de batata crua, pré-gelatinizada e de farinha de
amaranto em diferentes proporções e, realizar análise microbiológica, nutricional e
sensorial na massa alimentícia fresca selecionada pela função desejabilidade
comparando-a com massa alimentícia fresca tipo espaguete de trigo comercial. Polpa de
batata residual seca foi processada em extrusora mono-rosca para obtenção da farinha
pré-gelatinizada a uma temperatura de 75ºC e umidade de 14 g.100g-1
. Foi empregada a
metodologia de superfície de resposta e delineamento de misturas, com farinha de polpa
residual de batata crua variando entre 65-80%, farinha pré-gelatinizada entre 7-17% e
farinha de amaranto entre 10-25%. Foram realizados testes de cozimento, de cor e
micrografias da superfície das massas alimentícias frescas produzidas. Foram realizadas
análises de composição física, química e tecnológica nas matérias-primas e na massa
alimentícia fresca selecionada, além da qualidade microbiológica do produto in natura e
da aceitação sensorial. Os modelos de regressão foram significativos para tempo ótimo
de cozimento, perda de sólidos, aumento de massa, croma a* e b*. A adição da farinha
pré-gelatinizada e amaranto permitiu a produção de massas frescas bem estruturadas,
sendo que todos os tratamentos produziram fios de macarrão firmes, consistentes com
características variadas de cozimento. A combinação de 65% de farinha de polpa
residual de batata crua, 10% de farinha pré-gelatinizada de polpa residual de batata e
25% de farinha de amaranto proporcionou uma massa alimentícia com melhor
qualidade visual e características de cozimento, tais como, coloração mais amarela,
baixa perda de sólidos, maior aumento de massa e menor tempo ótimo de cozimento em
relação à massa alimentícia fresca de farinha de trigo. A farinha de amaranto adicionada
a essa massa melhorou as propriedades nutritivas. Além disso, a massa apresentou alto
índice de aceitação e intenção de compra por parte dos provadores. Este trabalho
mostrou a viabilidade tecnológica e sensorial de massa alimentícia fresca livre de glúten
a partir de farinha de polpa residual de batata e amaranto, expandindo assim o mercado
de produtos para consumidores em geral e específicos como os portadores de doença
celíaca.
Palavras-chave. Solanum tuberosum L., polpa residual de batata, desenvolvimento de
produtos, propriedades funcionais, sustentabilidade.
ABSTRACT
The main of this study was to develop fresh pasta like spaghetti from the residual meal
of raw potato pulp, pre-gelatinized and amaranth flour in different proportions, and to
perform microbiological, nutritional and sensory in fresh food selected by the
desirability function comparing it with fresh pasta like spaghetti wheat trade. Dried
potato pulp residual was processed in single-screw extruder to obtain pre -gelatinized
flour at a temperature of 75°C and humidity of 14g.100g-1
. It was utilized the
methodology of response surface and mixture design, residual pulp with flour of raw

157
potato ranging between 65-80%, pre-gelatinized flour between 7-17% and amaranth
flour between 10-25%. Tests of cooking and color micrographs of the surface of fresh
pasta produced. Analyses of physical composition, chemistry and technology in raw
materials and selected fresh food, in addition to the microbiological quality of the
product fresh and sensory acceptance. Regression models were significant for optimum
cooking time, loss of solid mass increase, chroma a* and b*. The addition of pre-
gelatinized flour and amaranth enabled the production of fresh pasta well structured,
with all treatments produced pasta strands of firm, consistent with various features of
cooking. The combination of 65% flour residual raw potato pulp , 10% pre-gelatinized
flour residual potato pulp and 25% amaranth flour provided a pasta with better visual
quality and characteristics of cooking, such as coloring more yellow, low-loss solids,
the greater increase in mass and lower optimum cooking time compared to fresh food
with flour. The amaranth flour added to this mass improved nutritional properties.
Moreover, the mass had a high rate of acceptance and purchase intent by the tasters.
This study demonstrated a new possibility of fresh food free of gluten, thus expanding
the market for consumer products in general and specific as those with celiac disease.
Keywords: Solanum tuberosum L., potato pulp waste, product development, functional
properties, sustainability.
6.1 INTRODUÇÃO
O Brasil foi o terceiro maior produtor mundial de massas alimentícias em 2011,
com um total de 1.300.000 toneladas e, as estatísticas do mercado nacional demonstram
um aumento no consumo, nos últimos anos, de massa fresca e queda no consumo de
massas secas. Foram consumidas em 2011, 51 mil toneladas de massa fresca no país
(ABIMA, 2012).
Massa alimentícia fresca é o produto que pode ou não ser submetido ao processo
de secagem parcial, de forma que o produto final apresente umidade máxima de 35
g.100g-1
(BRASIL, 2000). Diversas pesquisas têm sido realizadas no intuito de
encontrar fontes alternativas para a substituição do trigo para produção de massas
alimentícias (KIM; WIESENBORN, 1996; CHILLO et al., 2008; CHILLO et al., 2010;
CHOO; AZIZ, 2010). Esses estudos são importantes, pois podem oferecer mais opções
alimentícias para as pessoas intolerantes ao glúten, presente no trigo, aveia, cevada e
malte (THOMPSON et al., 2005).
As farinhas que compõem os alimentos ricos em glúten devem ser substituídas
por outras farinhas para possibilitar que os intolerantes ao glúten possam ingerir
diferentes tipos de alimentos. A produção de massa alimentícia à base de farinhas de
matérias-primas diferentes do trigo pode proporcionar à esta categoria de consumidores

158
produtos sensorialmente satisfatórios e com níveis nutricionais adequados
(ONYANGO; UNDEHEND; LINDHAUER, 2009). Entretanto, esta substituição nem
sempre tem sido vantajosa, uma vez que as massas alimentícias vegetais podem
apresentar perdas por quebra e alto teor de sólidos na água durante o cozimento, além de
textura indesejável, pela alta adesividade (NABESHIMA, 2007). Isto sucede, porque as
proteínas presentes nas matérias-primas, diferentes ao trigo, são incapazes de formar
estrutura semelhante à rede de glúten (PAGANI, 1986).
As proteínas do glúten (gliadina e glutenina) são consideradas as responsáveis
pela boa qualidade das massas alimentícias cozidas, porque conferem maiores
capacidade de absorção de água, coesividade, viscosidade e elasticidade. Essas
proteínas possuem habilidade de formar uma rede insolúvel capaz de emaranhar os
grânulos de amido gelatinizados e rompidos, impedindo que a superfície da massa
alimentícia se desfaça durante o cozimento, além de evitar que o amido seja lixiviado na
água de cozimento (CUNIN et al., 1995; WIESER, 2007).
Na ausência do glúten, é necessário alterar as condições de processamento
utilizando, por exemplo, amido modificado química ou fisicamente, fundamental para a
formação de uma matriz uniforme. A adição de uma fração de amido pré-gelatinizado
ao restante dos ingredientes da massa alimentícia sem trigo pode melhorar as
características de textura e cozimento (EL-DASH, 1991; JULIANO; SAKURAI, 1995).
Macarrões de féculas, produzidos a partir de várias fontes vegetais, constituem
uma grande categoria de macarrão asiático (COLLADO et al., 2001). Sabe-se que o
macarrão feito de fécula de batata é mais transparente e possui melhor textura do que os
produzidos, por exemplo, a partir de amido de feijão. Além disso, possui alta absorção
em sopas e molhos (KIM et al., 1996).
Singh, Singh e Sodhi (2002) analisaram a qualidade do macarrão de amido de
milho em comparação com macarrão de fécula de batata e concluíram que esta é mais
adequada à produção de macarrão. Sandhu, Kaur e Mukesh (2010) prepararam
macarrões de fécula de batata e amido de arroz separadamente e em diversas proporções
de substituição destes ingredientes, e reportaram que a qualidade do macarrão de fécula
de batata foi superior ao macarrão de amido de arroz, pois apresentou maior peso,
transparência e textura escorregadia. No entanto, o macarrão de amido de arroz
apresentou maior firmeza, concluindo que a mistura de farinha de batata e arroz na
proporção 1:1 resultou em macarrão de melhor qualidade.

159
Percebe-se uma vasta literatura quanto à produção de massas alimentícias secas
com matérias-primas diferentes do trigo. No entanto, poucas pesquisas substituíram
totalmente a farinha de trigo por outras matérias-primas na produção de massas
alimentícias frescas (MENEGASSI; LEONEL, 2005; ALAMPRESE; CASIRAGHI;
PAGANI, 2007; KIRINUS; COPETTI; OLIVEIRA, 2010).
Está ocorrendo um interesse crescente pelo o uso da fécula de batata na
produção de macarrão, com diversos trabalhos apontando para a possibilidade de
obtenção de produtos de alta qualidade. Entretanto, não foram encontradas pesquisas
direcionadas para a produção de massa alimentícia fresca, nem com o resíduo da
industrialização da batata frita (polpa residual de batata). A incorporação do amaranto
para o enriquecimento nutricional já tem sido mais explorada.
Como a polpa residual de batata é um resíduo formado a partir da água de
lavagem após descascamento e corte dos tubérculos na agroindústria, possui potencial
de aplicação na indústria alimentícia como novo ingrediente. Assim, o objetivo deste
trabalho foi desenvolver massas alimentícias frescas tipo espaguete a partir das farinhas
de polpa residual de batata crua, pré-gelatinizada e de amaranto em diferentes
proporções e, realizar análise microbiológica, nutricional e sensorial na massa
alimentícia fresca selecionada, comparando-a com massa alimentícia fresca tipo
espaguete de trigo convencional.
6.2 MATERIAL E MÉTODOS
6.2.1 Polpa residual de batata e farinha de amaranto
Amostras da água residual da lavagem de batata, da cultivar Atlantic, foram
coletadas na empresa Cicopal Ltda., situada em Senador Canedo, Goiás. A água de
lavagem foi coletada após a etapa de descascamento e corte dos tubérculos, na linha de
processamento de batatas fritas, diretamente na tubulação de descarte, com auxílio de
um saco trançado de polipropileno, visando a decantação/separação da polpa residual de
batata do excesso de água. Logo em seguida, a polpa residual in natura foi levada ao
laboratório para ser desidratada em estufa com circulação de ar forçada a 60ºC (Tecnal
TE-394/3, Piracicaba-SP, Brasil).
A polpa residual de batata após a secagem gerou uma farinha com grânulos
grandes, como os de polvilho azedo de mandioca. Para extrusão, a farinha foi utilizada
sem moagem para facilitar a operação de alimentação da extrusora. Para a produção das

160
massas alimentícias frescas e análises físicas e químicas, o produto foi moído em
liquidificador industrial e passou pela peneira de 60 mesh. A farinha obtida foi
armazenada em saco de polietileno de baixa densidade (PEBD), sob refrigeração
(4±1°C) para posterior extrusão. A farinha de amaranto foi adquirida no comércio local.
6.2.2 Obtenção da farinha pré-gelatinizada
Nos pré-testes para a fabricação da massa alimentícia fresca foram utilizadas
farinha de polpa residual de batata crua, farinha de amaranto e farinhas pré-
gelatinizadas de polpa residual de batata extrusadas em diferentes temperaturas e
umidade da matéria-prima. Estes testes apontaram que a farinha extrusada a uma
temperatura de 75ºC e umidade de 14g.100g-1
foi a mais indicada para produção de
massa alimentícia fresca com boas características tecnológicas tais como, baixa perda de
sólidos em água, menor tempo de cozimento e maior aumento de massa.
Após a adição da quantidade de água necessária, a farinha de polpa residual de
batata crua foi armazenada em saco PEBD e mantida sob refrigeração (4 ± 1ºC), por 24
h, para obtenção do equilíbrio hídrico. A extrusão foi realizada em extrusora
termoplástica de rosca única (Imbramaq, PQ-30, Ribeirão Preto-SP, Brasil), com taxa
de compressão de 3:1, taxa de alimentação de 335g.min-1
, abertura da matriz circular de
4mm de diâmetro, temperatura na primeira e segunda zona de aquecimento do extrusor
de 30ºC e 60ºC, respectivamente, rotação da rosca a 381rpm (90Hz), camisa lisa e rosca
de duas entradas. A amostra só foi introduzida na calha de alimentação quando a
temperatura da extrusora atingiu o valor estabelecido de 75ºC. Houve descarte do
produto gerado inicialmente, sendo aproveitado apenas o material coletado após o
processo atingir o equilíbrio. A farinha pré-gelatinizada de polpa residual de batata foi
obtida após moagem dos snacks em moinho de facas (Marconi, MA-090 CET,
Piracicaba-SP, Brasil), com peneira de 30 mesh, colocada em embalagem de PEBD e
armazenadas à temperatura de refrigeração (4oC ± 1
oC).
6.2.3 Delineamento de misturas
Para elaboração da massa alimentícia fresca tipo espaguete utilizou-se
metodologia de superfície de resposta e delineamento de misturas (BARROS NETO;
SCARMINIO; BRUNS, 2001). Os componentes de mistura utilizados neste estudo
foram a farinha de polpa residual de batata crua, a farinha pré-gelatinizada de polpa
residual de batata e a farinha de amaranto. Os ingredientes em estudo foram expressos em

161
pseudocomponentes, utilizando a equação 4 para farinha de polpa residual de batata, a 5
farinha pré-gelatinizada de polpa residual de batata e a 6 para farinha de amaranto.
(Equação 4)
(Equação 5)
(Equação 6)
Nas quais:
x: teor do componente, em termos de pseudocomponente;
c: proporção real do componente;
FPR: farinha de polpa residual de batata;
FPG: farinha de polpa residual de batata pré-gelatinizada;
FA: farinha de amaranto.
As massas alimentícias frescas foram preparadas e manipuladas de acordo com o
delineamento experimental apresentado na tabela 18. A ordem do processamento dos
experimentos foi sorteada.
Tabela 18. Delineamento de misturas para estudo do efeito da farinha de polpa residual
de batata (FPB), farinha pré-gelatinizada de polpa residual de batata (FPG) e farinha de
amaranto (FA) sobre as variáveis dependentes, em proporções reais e em
pseudocomponentes.
Experimento
Proporções dos ingredientes na mistura ternária
Em concentrações reais Em pseudocomponentes*
FPB
(c1)
FPG (c2) FA (c3) FPB (X1) FPG (X2) FA (X3)
1 0,80 0,07 0,13 0,83 0,00 0,17
2 0,65 0,17 0,18 0,00 0,56 0,44
3 0,80 0,10 0,10 0,83 0,17 0,00
4 0,73 0,17 0,10 0,44 0,56 0,00
5 0,68 0,07 0,25 0,17 0,00 0,83
6 0,65 0,10 0,25 0,00 0,17 0,83
7 0,72 0,11 0,17 0,39 0,22 0,39
8 0,72 0,11 0,17 0,39 0,22 0,39
9 0,72 0,11 0,17 0,39 0,22 0,39
Fonte: STATSOFT (2007); * X1 + X2 + X3 = 1 ou 100%
cFPR– 0,65
1 - 0,82 xFPR =
cFPG– 0,07
1 - 0,82 xFPG =
cFA– 0,10
1 - 0,82 xFA =

162
A representação do sistema de misturas apresentado foi construída utilizando-se
diagramas triangulares de curvas de nível. Uma equação polinomial foi ajustada para
cada resposta, estimando-se os respectivos coeficientes, através dos modelos canônicos
de Scheffé, para três componentes: modelos linear (equação 7) e quadrático (equação 8).
Com isso, se obteve os modelos de regressão com todas as variáreis de interesse
estudadas.
y = β1x1 + β2x2 + β3x3 (Equação 7)
y = β1x1 + β2x2 + β3x3 + β12x1x2 + β13x1x3 + β23x2x3 (Equação 8)
Nas quais:
y: é a variável dependente;
β: o coeficiente de regressão para cada componente do modelo;
x1: farinha de polpa residual de batata;
x2: farinha pré-gelatinizada de polpa residual de batata;
x3: farinha de amaranto.
6.2.4 Processamento das massas alimentícias frescas
Para a produção das massas alimentícias frescas, todas as farinhas foram
passadas em peneira 60 mesh. A formulação utilizada neste ensaio foi definida após
realização de vários testes preliminares, em que foram testadas diferentes quantidades
de ovo e de água. Optou-se pela adição em todas as formulações, 18,8mL de água e um
ovo a cada 100g de mistura das farinhas.
Inicialmente, os ingredientes secos foram misturados manualmente e em
seguida, foram adicionados o ovo e a água. A mistura então foi colocada em pastaia
(Italvisa, Pastaia 6, Tatuí, Brasil), contendo rosca com taxa de compressão 1:1 e trefila
com orifícios circulares de 1 mm para macarrão de massa longa tipo espaguete. O corte
foi manual em pedaços de aproximadamente 30cm de comprimento (Figura 18). Após o
corte, as massas alimentícias frescas foram colocadas numa bandeja, em ambiente seco,
higienizado e ventilado, para que a secagem superficial fosse rápida. As massas
alimentícias frescas foram armazenadas sob refrigeração (4 ± 1ºC) em saco de PEBD.

163
Figura 18. Processando das massas alimentícias frescas em pastaia: (A) Mistura das farinhas e ovos; (B)
hidratação e homogeneização manual; (C) Amassamento, moldagem e corte, (D) massa alimentícia fresca
finalizada.
6.2.5 Parâmetros instrumentais de cor no produto antes do cozimento
Para a determinação dos parâmetros instrumentais de cor, foram obtidas fotos
digitais das massas alimentícias frescas quebradas e dispostas em placas de Petri de
15cm de diâmetro, conforme realizado por Romão, Yamashita e Benassi (2006).
Utilizou-se câmara digital (Sony, DSC-S600, Manaus-AM, Brasil), com resolução de 6
mega pixels. A lente da câmara foi posicionada em perpendicular a superfície do
produto, a uma distância de 20cm e ajustou-se o balanço de branco para luz do dia.
Utilizou-se um sistema de iluminação com duas fontes D65, incidindo com ângulo de
45º sobre o produto colocado sobre um fundo branco.
As imagens digitais das amostras foram processadas no programa (Microsoft
Photo Editor 3.01, San Diego, USA). Em cada amostra foram selecionadas quinze áreas
centrais, com recorte de aproximadamente 5x5 cm. Cada pequeno fragmento foi salvo
no formato BMP. Logo em seguida, com o auxílio do programa SH 2.0 (aplicativo de
leitura de cor pixel a pixel), foi possível converter as imagens Bitmap em valores de cor
(C) (D)
(B) (A)

164
100)(
xmi
mimfAM
100xPAxVA
PRExVACPS
média RGB (SACHS et al., 2011). RGB é a abreviatura do sistema de cores aditivas
formado por vermelho (red), verde (green) e azul (blue). Posteriormente, foram
convertidos os dados para o sistema Cielab, obtendo-se valores de L* (luminosidade),
a* (componente vermelho-verde) e b*(componente amarelo-azul), com auxílio de um
aplicativo (Munsell Conversion, Colorpro versão 4.01, EUA).
6.2.6 Testes de cozimento
Tempo ótimo de Cozimento
O método descrito por Chang e Flores (2004) foi utilizado, com cocção de 10 g
de amostra em 140 mL de água destilada em ebulição. O tempo ótimo de cozimento
(TOC) foi obtido pela compressão do produto cozido entre duas lâminas de vidro até o
desaparecimento do eixo central, em intervalos de 30 seg. O resultado foi expresso em
minutos.
Aumento de massa após o cozimento
O aumento de massa (AM) foi determinado pela relação entre 10 g de macarrão
seco e sua massa após a cocção (Equação 6), usando-se o tempo ótimo de cozimento de
cada amostra.
(Equação 9)
Na qual:
AM: aumento de massa;
mf: massa da amostra cozida;
mi: massa da amostra crua.
Perda de sólidos na água de cozimento
Após evaporação de 25 mL da água de cozimento em estufa com circulação de
ar (Tecnal, TE-394/3, Piracicaba, Brasil), a 105 °C, até peso constante, foi determinada
a perda de sólidos (PS) utilizando a equação 7. Os resultados foram expressos em
porcentagem.
(Equação 10)
Na qual:
PRE: peso do resíduo evaporado;

165
VAC: volume da água de cozimento;
PA: peso da amostra;
VA: volume da alíquota.
6.2.7 Análise estatística e teste de desejabilidade das massas alimentícias frescas
Nas amostras de massas alimentícias frescas tipo espaguete obtidas no
delineamento de misturas foram determinados: o tempo de cozimento (TOC), a perda de
sólidos na água (PS), o aumento de massa (AM) e os parâmetros instrumentais de cor
(L*, a* e b*). A significância dos modelos gerados para cada resposta foi feita através
da análise de variância (ANOVA), adotando-se o nível de significância de 5% de
probabilidade para todos os ensaios. Utilizou-se o programa Statística versão 7.0, para
obtenção do planejamento experimental, análise estatística dos dados e construção dos
gráficos (STATSOFT, 2007).
Uma vez obtidos os modelos polinomiais ajustados às respostas de TOC, PS,
AM e croma b* das massas alimentícias frescas, realizou-se o cálculo para escolha da
melhor formulação de massa alimentícia fresca, com base nos componentes de mistura
utilizados (farinha de polpa residual de batata, farinha pré-gelatinizada de polpa residual
de batata e farinha de amaranto), obtendo-se a massa alimentícia fresca de polpa
residual de batata e amaranto mais desejável. As características adotadas como
desejáveis no teste de desejabilidade, foram o menor o tempo de cozimento, a menor
perda de sólidos na água, o aumento de massa intermediário e a menor coordenada de
cromaticidade b*. A amostra selecionada na análise de desejabilidade foi submetida à
análise microbiológica e teste sensorial de aceitabilidade.
6.2.8 Análise microbiológica da massa alimentícia fresca selecionada
Antes do teste sensorial foi realizada contagem de Bacillus cereus, coliformes
totais e termotolerantes, bolores e leveduras, clostridios sulfito redutores, estafilococos
coagulase positiva, como também a pesquisa de presença de Salmonella sp, seguindo as
técnicas descritas pela American Public Health Association (APHA, 2001) e Food and
Drug Administration (FDA, 2002). As análises microbiológicas obedeceram aos
padrões microbiológicos estabelecidos pela Resolução RDC nº. 12 da Agência Nacional
de Vigilância Sanitária (ANVISA) do Ministério da Saúde (BRASIL, 2001), para massa
alimentícia fresca (item 10.b).

166
6.2.9 Análise sensorial da massa alimentícia fresca selecionada
O protocolo experimental desta pesquisa foi aprovado pelo Comitê de Ética em
Pesquisa da Universidade Federal de Goiás (protocolo nº 117/11) (Anexo 3). Os
participantes foram informados detalhadamente sobre os objetivos e procedimentos
utilizados, assegurando-se a proteção da privacidade. Oitenta provadores não treinados,
de ambos os sexos, consentiram em participar do estudo e avaliaram de forma monádica
sequencial a aparência, a textura, o sabor e o odor da massa alimentícia fresca
selecionada, utilizando escala hedônica estruturada de nove pontos: 1 – desgostei
muitíssimo, 5 – não gostei/nem desgostei, 9 – gostei muitíssimo (STONE; SIDEL,
1985) (Apêndice 4 e 6).
As amostras foram servidas em um laboratório de análise sensorial, em cabines
individuais a temperatura de 65 °C, em porções de 25 g e acompanhadas de molho de
tomate. A aparência foi julgada com luz natural e os demais atributos sob luz vermelha.
O macarrão foi preparado no seu tempo ótimo de cozimento, não sendo acrescentados
sal, nem óleo na água de cocção. Após o cozimento, o produto foi drenado e logo após,
acrescido o molho de tomate. Oitenta provadores não treinados participaram da pesquisa
e o perfil quanto ao sexo foi 89% feminino e 11% masculino, 80% na faixa etária entre
15 e 35 anos e 54% possuíam perfil de frequência de consumo de massa alimentícia
fresca no mínimo uma vez por semana, enquanto 17% consumiam a cada 15 dias.
6.2.10 Propriedades físicas e químicas das matérias-primas e da massa alimentícia
fresca selecionada
Foram realizadas análises físicas e químicas na farinha de polpa residual de
batata crua, pré-gelatinizada, farinha de amaranto, na massa alimentícia fresca
selecionada (ME) no teste de desejabilidade e na massa alimentícia fresca tipo
espaguete de farinha de trigo comercial (MFT) para comparação. Para as análises, após o
processamento, amostras de 800g de ME e do MFT foram secas em estufa sob ventilação
forçada a 45ºC, trituradas em moinho de facas (Marconi, MA-090 CET, Piracicaba-SP,
Brasil) e passadas em peneira de 60 mesh.
A proteína foi mensurada pelo método Kjeldahl para determinação do nitrogênio
total e com fator de conversão 6,25; o teor de lipídios foi determinado em extrator
Soxhlet; a umidade com a perda de massa da amostra, quando aquecida a 105°C; as
cinzas por carbonização seguida de incineração completa em mufla a 550 °C (IAL,
2008). Os carboidratos foram calculados pelo método de diferença, subtraindo-se de

167
cem os valores de umidade, cinzas, proteínas, lipídeos e fibra bruta (AOAC, 1990). A
fibra bruta foi determinada segundo o método de Scharrer e Kürschner, descrito por
Angelucci et al. (1987), usando ácido nítrico, ácido tricloroacético e ácido acético para
hidrólise. O valor energético total foi estimado seguindo os valores de conversão de
Atwater, onde se multiplicou o conteúdo de carboidrato e proteína por quatro e o de
lipídeos por nove, os produtos somados constituíram o valor energético total
(OSBORNE; VOOGT, 1978). Para a aferição do pH utilizou-se o potenciômetro digital
(Hanna Instruments, HI9224, Singapore, China), conforme método oficial (IAL, 2008).
Os índices de absorção e solubilidade em água (IAA e ISA) foram obtidos
conforme método de Anderson et al. (1969) apenas nas farinhas de polpa residual de
batata e na farinha pré-gelatinizada de polpa residual de batata. As determinações dos
parâmetros instrumentais de cor (L*, a* e b*) foram realizadas em colorímetro (Color
Quest II, Hunter Lab Reston, Canadá), segundo Paucar-Menacho et al. (2008) e da
atividade de água (Aw) em aparelho (Aqcua Lab, CX-2, Washington, EUA) em todas as
farinhas. Todas as análises foram realizadas em triplicata.
6.2.11 Análise estatística
Para avaliação dos dados obtidos na caracterização física e química das
matérias-primas e física, química, microbiológica e do teste de cozimento da massa
alimentícia fresca selecionada e da massa alimentícia fresca de farinha de trigo foi
empregada a análise de variância (ANOVA) e as médias foram comparadas pelo teste
Tukey, ao nível de 5% de probabilidade, utilizando-se o aplicativo Statistica 7.0
(STASOFT, 2007).
6.2.12 Microscopia eletrônica de varredura
Foram realizadas micrografias na superfície e na fratura das massas alimentícias
frescas do delineamento experimental e da massa alimentícia de farinha de trigo em
microscópio eletrônico de varredura (Sputter Coater, SCD 050, Scotia, USA), após
serem secas em estufa de circulação de ar (Tecnal, TE-394/3, Piracicaba, Brasil), a 60
ºC, durante 24 h, permanecendo em dessecador até o momento da análise. As amostras
foram alocadas em stubs de alumínio, com auxílio de fita dupla face, banhadas com
filme de ouro de 15 nm.

168
6.3 RESULTADOS E DISCUSSÃO
6.3.1 Características físicas e químicas das matérias-primas
Não houve diferença significativa entre a farinha de polpa residual de batata crua e a
farinha de polpa residual pré-gelatinizada para cinzas, lipídeos e fibra bruta, o que
demonstra que o processo de extrusão não afetou o nível destes componentes na farinha de
polpa residual de batata (Tabela 19). O mesmo não ocorreu com o teor de proteínas, que foi
menor na farinha extrusada. A farinha de amaranto obteve o maior valor de cinzas e ficou
acima do limite máximo fixado pela legislação brasileira para farinhas (2,0g.100g-1
)
(BRASIL, 1978). Isso provavelmente se deve ao fato desta conter significativas
quantidades de minerais, tais como cálcio, ferro, potássio, fósforo e vitaminas, teores
superiores aos observados na maioria dos grãos de cereais (ESCUDERO et al., 2004).
Tabela 19. Umidade, cinzas, lipídeos, proteína, fibra bruta, amido, carboidratos (b.u),
valor energético total, pH, Atividade de água (Aw), parâmetros instrumentais de cor
(L*, a* e b*), índice de absorção de água (IAA) e índice de solubilidade em água (ISA)
das farinha de polpa residual de batata crua (FPR), farinha pré-gelatinizada de polpa
residual de batata (FPG) e farinha de amaranto (FA).
Componente FPR1
FPG1
FA1
Umidade2 6,96
b 5,93
c 9,12
a
Cinzas2 0,36
b 0,34
b 2,30
a
Lipídeos2
0,20b 0,20
b 7,96
a
Proteína2
1,35b 0,90
c 14,18
a
Fibra bruta2
0,18b
0,16b
2,51a
Carboidratos2
90,93 92,47 63,93
Valor energético total3
370,92 375,28 384,18
pH 6,6a 4,35
c 6,4
b
aW 0,150c 0,290
b 0,400
a
L* 92,6a 83,76
b 59,63
c
a* 0,07c 2,15
b 3,17
a
b* 1,25c 10,17
b 29,23
a
IAA4 1,97
b 8,38
a -
ISA5
0,67b 94,17
a -
1Médias seguidas pela mesma letra em cada linha não diferem estatisticamente pelo teste de F a 5% de
probabilidade de erro; 2g.100g
-1;
3kcal (100 g)
-1;
4 [g de gel (g de matéria seca)
-1];
5 %;
O teor de umidade entre as amostras diferiu, sendo que as farinhas de polpa
residual de batata crua e pré-gelatinizada apresentaram os menores valores, entretanto,
todas ficaram abaixo do limite máximo estabelecido para farinhas pela ANVISA
(BRASIL, 2005), que é de 15g.100g-1
(Tabela 19).

169
A farinha de amaranto apresentou os maiores valores de lipídeos, proteínas, fibra
bruta, carboidratos e valor energético total quando comparada as demais farinhas
(Tabela 19). O teor de lipídeos encontrado na farinha de amaranto, que varia conforme o
genótipo situou-se dentro da faixa reportada na literatura entre 1,9 e 8,7g.100g-1
(HE;
CORKE, 2003; FERREIRA; ARÊAS, 2010). O mesmo ocorreu com a proteína, que
apresentou valor intermediário em relação a faixa apresentada por outras pesquisas de
12,8 a 17,4 g.100g-1
. As proteínas do amaranto apresentam elevados teores de lisina,
triptofano e aminoácidos sulfurados. O alto teor de aminoácidos sulfurados torna o
amaranto um bom complemento para as leguminosas que tem esses aminoácidos como
limitante (BRESSANI, 1988; SEGURA-NIETO et al., 1992; MARCILIO et al., 2003;
ESCUDERO et al., 2004).
O amido é o principal componente do amarando, sendo responsável por 48 a 69
g.100g-1
da massa seca total do grão (HOOVER; SINNOT; PEREIRA, 1998).
Observou-se que a quantidade de carboidratos da farinha de amaranto foi 29,7% e
30,9% menor que a da farinha de polpa residual de batata crua e pré-gelatinizada,
respectivamente. Isso já era esperado uma vez que a somatória dos valores de lipídeos e
proteínas da farinha de amaranto foi maior que das outras farinhas. O alto teor de
carboidratos da farinha de polpa residual crua e pré-gelatinizada é importante uma vez
que quanto menor o teor de lipídeos, proteínas, cinzas e fibras, melhor a qualidade do
amido, facilitando o seu processamento (HOOVER, 2001).
O valor energético da farinha de amaranto foi 3,57% e 2,37% maior que o das
farinhas de polpa residual de batata crua e pré-gelatinizada, respectivamente. Por suas
características nutricionais, a farinha de amaranto é um ingrediente alimentar que pode
ser incorporado a preparações culinárias, proporcionando enriquecimento de dietas,
como fortificante de produtos elaborados com farinhas de trigo, milho e tubérculos, ou
na elaboração de produtos farináceos isentos de glúten (AMAYA-FARFAN;
MARCÍLIO; SPHAR, 2005).
A farinha de polpa residual de batata pré-gelatinizada apresentou pH 34,1%
menor que o da farinha de polpa residual de batata crua e houve diferença significativa
entre os materiais estudados quanto a Aw. O maior valor encontrado foi na farinha de
amaranto e o menor na farinha de polpa residual de batata crua (Tabela 19), sendo todas
abaixo do limite recomendado para o desenvolvimento microbiano de 0,6 (FERREIRA
NETO; FIQUEIRÊDO; QUEIROZ, 2005).

170
Houve diferença significativa para os parâmetros de cor entre as farinhas
estudadas (Tabela 19). A farinha de amaranto apresentou-se mais escura, avermelhada e
amarelada quando comparada com as demais farinhas. A farinha de polpa residual pré-
gelatinizada também apresentou menor valor de L* e maiores de a* e b* que a farinha
de polpa residual de batata crua, o que demonstrou o escurecimento do produto com o
processo de extrusão. Esse comportamento é frequentemente observado em materiais
extrusados em relação às suas matérias-primas.
A farinha de polpa residual de batata crua apresentou IAA e ISA, 76,5% e 99,3%
menor que a farinha de polpa residual de batata pré-gelatinizada, devido ao processo de
extrusão, que aumentou significativamente este parâmetro (Tabela 19). Amidos de
batata apresentaram maior solubilidade do que os amidos de feijão sobre diferentes
temperaturas avaliadas. Isso pode ser resultado do baixo teor lipídico e das fracas
ligações de hidrogênio dentro do amido de batata (KIM et al., 1996).
6.3.2 Micrografia das matérias-primas
Os grânulos da farinha de amaranto apresentaram um formato irregular,
poligonal, com tamanhos variando de 2,14 a 3,57μm, sendo que o menor e o maior
valor encontrado foram 114% e 19% maior que o relatado na literatura de 1 a 3μm
(Figura 19A e B). O pequeno tamanho granular faz com que sejam usados como
substitutos de gordura no preparo de alimentos (JANE et al., 1992; HOOVER;
SINNOT; PEREIRA, 1998; LINDEBOOM; CHANG; TYLER, 2004).
Devido ao tamanho dos grânulos e à quantidade de amilose (entre 0 e 22g.100g-1
),
o amido de amaranto é utilizado na produção de molhos de salada, porque proporciona
maior estabilidade em produtos ácidos em comparação ao amido de milho (BREENE,
1991; BAKER; RAYAS-DUARTE, 1998). O amido de amaranto pode ser utilizado em
sopas instantâneas, uma vez que, possui baixo pico de viscosidade e temperatura de
pasta. Por não formar gel sólido, este tipo de amido pode ser aplicado em molhos de
carne e sopas de vegetais, onde são necessários amidos com baixa temperatura de
gelatinização, para manter uma dispersão completa do produto durante a
homogeneização (YANEZ et al., 1986). Estudo realizado por Alvares-Julbete et al.
(2010) verificou que a quebra de viscosidade da farinha de amaranto foi inferior a da
farinha de arroz e sugeriram que isto significa um aumento da capacidade desse
pseudoceral suportar o aquecimento e a tensão ao cisalhamento.

171
Figura 19. Micrografias das farinhas em microscópio eletrônico de varredura em diferentes aumentos.
Farinha de amaranto: A) aumento 750x; B) aumento 2000x. Farinha de polpa residual de batata crua: C)
aumento de 650x. Farinha pré-gelatinizada de polpa residual de batata: D) aumento de 350x.
Os aspectos gerais da farinha de polpa residual de batata, antes e após extrusão a
temperatura de 75ºC e umidade da matéria-prima de 14 g.100g-1
podem ser visualizados
pelas micrografias (Figura 19C e D, respectivamente). O tamanho granular do amido de
polpa residual de batata crua variou de 2,3 a 90 μm, com predominância de grânulos
médios a grandes, com formato irregular e oval. Estes se apresentaram intactos e na
imagem foi possível perceber a presença de uma partícula não amilácea, devido à
presença nesse resíduo de pequenos fragmentos de casca de batata advindos do
processamento da batata. Na farinha pré-gelatinizada observa-se o desaparecimento da
estrutura granular, formando um material sólido e compacto, resultante do processo de
extrusão e cocção, característica relatada como de materiais extrusados (COLONNA;
BULEON; MERCIER, 1987).
6.3.3 Propriedades físicas e tecnológicas das massas alimentícias frescas
A qualidade física e tecnológica das massas alimentícias frescas, durante e após
o cozimento, é o parâmetro de qualidade de maior importância para os consumidores
desse produto (PAUCHAR-MENACHO et al., 2008). Os modelos de regressão múltipla
(A) (B)
(C) (D)

172
do tempo ótimo de cozimento, do aumento de massa, da perda de sólidos e das
coordenadas de cromaticidade a* e b* das massas alimentícias frescas de farinhas de
polpa residual de batata crua, pré-gelatinizada e amaranto foram significativos (p <
0,05) e apresentaram coeficientes de determinação (R2) maiores que 96% (Tabela 20).
Houve falta de ajuste significativa nos modelos AM, cor a* e b*, entretanto estas foram
consideradas irrelevantes, devido ao quadrado médio do erro experimental ter sido
pequeno, 0,053, 0,0016 e 0,0055, respectivamente (WASZCZYNSKYJ; NELSEN,
1996).
Tabela 20. Modelos de regressão múltipla, nível de significância (p), falta de ajuste
(FA) e coeficiente de determinação (R2) para tempo ótimo de cozimento (TOC),
aumento de massa (AM), perda de sólidos na água de cozimento (PS) e parâmetros
instrumentais de cor (L*, a* e b*) das massas alimentícias frescas em função dos níveis
codificados de farinha de polpa residual de batata crua (x1), farinha pré-gelatinizada (x2)
e farinha de amaranto (x3).
Modelo*
p FA R2
TOCB yi= 2,46x1 + 6,69x2+ 2,17x3 - 7,10x1x2 +
12,08x1x3 – 5,86x2x3
0,003*
0,052ns
0,98
AMB yi=64,13x1 + 173,83x2 + 115,98x3 - 141,81x1x2 -
245,83x1x3 – 163,67x2x3
0,018*
0,000*
0,96
PSA yi= 22,81x1 - 13,15x2 - 9,92x3 + 109,57x1x3 +
84,37x2x3
0,003* 0,265
ns 0,96
L*B yi= 58,01x1 + 57,26x2 + 57,40x3+10,21x1x2 +
6,38x1x3 + 11,72x2x3
0,765ns
0,000* 0,45
a*A yi= 3,33x1 + 9,25x2 + 5,63x3 – 11,46x1x2 –
12,66x2x3
0,000* 0,041
* 0,98
b*B yi= 41,53x1 + 41,26x2 + 39,45x3 – 6,42x1x2 +
44,10x1x3 – 11,01x2x3
0,001* 0,014
* 0,99
* p≤0,05 (nível de probabilidade pelo teste F); ns
não significativo; A
Modelo ajustado; B
Modelo completo;
Efeitos em itálico não foram significativos, porém foram mantidos para melhoria do ajuste do modelo.
O modelo de regressão da Luminosidade (L*) das massas alimentícias frescas
não foi significativo, o coeficiente de determinação foi baixo (0,45) e a falta de ajuste
significativa, não sendo considerado preditivo (Tabela 20). Os valores médios destes
parâmetros para cada experimento estão apresentados no apêndice 3. Os efeitos da
quantidade de farinha de polpa residual de batata crua, pré-gelatinizada e da farinha de
amaranto foram significativos para todos os modelos analisados, exceto para a perda de
sólidos. O efeito da interação entre as farinhas de polpa residual de batata crua e a de
amaranto foi significativo para os modelos de TOC, AM, PS e cor b*. Alguns efeitos
não foram significativos sobre as respostas estudadas (em itálico na tabela 20),

173
entretanto, foram mantidos, pois os coeficientes de determinação ajustado foram
maiores.
Em geral, o tempo ótimo de cozimento das massas alimentícias frescas avaliadas
neste estudo, foi baixo e variou de 2 a 4 min (Apêndice 3). Chang e Flores (2004)
elaboraram massas alimentícias frescas, utilizando diferentes proporções de semolina de
trigo “durum” e farinha de trigo comum, e observaram que o tempo ótimo de cozimento
variou de 5 a 6 min, superior ao encontrado neste trabalho.
Os menores TOC (abaixo de 3 min) foram verificados no gráfico de curva de
nível, dentro das duas áreas demarcadas pela linha pontilhada (Figura 20A), entre os
pontos 6, A e B; F, G e 3. Estes pontos corresponderam em pseudocomponentes de
farinha de polpa residual de batata crua (FPR): farinha pré-gelatinizada de polpa
residual de batata (FPG): e farinha de amaranto (FA) aos seguintes valores
0,00:0,17:0,83, 0,00:0,33:0,67 e 0,06:0,11:0,83; 0,50:0,50:0,00, 0,83:0,11:0,06 e
0,83:0,17:0,00, respectivamente. Este gráfico mostrou uma tendência a maiores TOC
(acima de 5 min), na região demarcada entre os pontos C, D e E, com formulações em
pseudocomponentes de FPR:FPG:FA de 0,72:0,00:0,28, 0,33:0,00:067 e 0,50:0,06:0,44,
respectivamente. Desta forma, os menores TOC foram obtidos nas regiões
experimentais próximas ao ponto 6, em massas alimentícias frescas com quantidades
entre 65 a 66% de FPR, 9 a 13% de FPG e 22 a 25% de FA, bem como na região
próxima ao ponto experimental 3, com concentrações de FPR de 74 a 80%, de FPG de 9
a 16% e FA de 10 a 11%. O maior TOC (acima de 5 min) encontrou-se entre 71 a 78% de
FPR, entre 7 e 8% de FPG e 15 e 22 % e de FA. Em suma, valores mais próximos das
concentrações máximas e mínimas de FPR e FA e de 9 a 16% de FPG produziram
massas alimentícias frescas com menores TOC.
O aumento de massa é um fator que depende do tempo de cozimento, do formato
da massa e do conteúdo e qualidade de proteínas, as quais no processo de mistura da
massa se hidratam e absorvem água, influenciando significativamente esse parâmetro
(ORMENESE et al., 2001). O aumento de massa (AM) das massas alimentícias frescas
de polpa residual de batata e amaranto variou de 32,72 a 111,49% (Apêndice 3).
Os menores AM (< 40%) foram verificados no gráfico de curva de nível, dentro
da área demarcada pela linha pontilhada (Figura 20B), entre os pontos C, D e E, ou seja,
nos seguintes valores em pseudocomponentes de FPR:FPG:FA de 0,67:0,00:0,33,
0,44:0,00:0,56 e 0,50:0,11:0,39, respectivamente.

174
Figura 20. (A) tempo de cozimento (TOC), (B) aumento de massa (AM), (C) perda de sólidos (PS), (D)
cor a* e (E) cor b* em função das proporções em pseudocomponentes de farinha de polpa residual de
batata, farinha pré-gelatinizada, e farinha de amaranto. Área demarcada entre os pontos experimentais
demonstra a região do gráfico possível de ser analisada.
Os maiores valores de AM (>100%) foram encontrados na região do ponto
experimental 6, 2, A e B, com formulações de 0,00:0,17:0,83, 0,00:0,56:0,44,
0,06:0,11:0,83 e 0,11:0,56:0,33, respectivamente (Figura 20B). Portanto, os menores
(A)
(E)
(C) (D)
(B)

175
AM foram observados nas massas frescas com formulações entre 73 a 77% de FPR, 7 a
9% de FPG e 16 a 20% de FA e os maiores AM entre as concentrações de 65 a 67% de
FPR, 9 a 17 de FPG e 16 a 25% de FA.
A perda de sólidos (PS) das massas alimentícias frescas variou de 3,76 a 34,81%
(Apêndice 3). Observou-se que apenas 3 dos 7 experimentos realizados apresentaram
perdas de sólidos de até 6%, considerado por Hummel (1966) característica de
qualidade de cozimento muito boa.
Os maiores valores de PS (> 30%) foram encontrados na região do ponto
experimental 1, D e C, com formulações em pseudocomponentes de FPR:FPG:FA de
0,83:0,00:0,17, 0,39:0,00:0,61 e 0,50:0,17:0,33, respectivamente (Figura 20C).
Portanto, observou-se uma tendência a maior PS nas massas alimentícias frescas
formuladas com teores maiores de FPR (72 a 80%), menores de FPG (7 a 10%) e
intermediário à alto de FA (13 a 21%), sendo que a maior perda de sólidos ocorreu no
ponto experimental 1. Este também foi um dos experimentos que apresentou maior
tempo de cozimento (4 min), o que mostra que os grânulos de amido próximos à
superfície podem ter absorvido muita água e segundo Kim e Wiesenborn (1996) isso
deixa a superfície mais pastosa resultando em perda de firmeza e de sólidos durante o
cozimento, além de aumentar a adesividade na mastigação.
As menores PS (< 10%) foram verificados no gráfico de curva de nível, dentro
das duas áreas demarcadas pela linha pontilhada (Figura 20C), entre os pontos A, B e 4;
e 6, E e F. Estes pontos correspondem aos seguintes valores em pseudocomponentes de
FPR:FPG:FA de 056:0,44:0,00, 0,33:0,56:0,11 e 0,44:0,56:0,00; e 0,00:0,17:0,83,
0,11:0,06:0,83 e 0,00:0,39:0,61, respectivamente. Desta forma, os menores valores de
PS foram observados nas formulações entre 71 a 75% de FPR, 15 a 17% de FPG e 10 a
12% de FA, bem como entre 65 a 67% de FPR, 8 a 14% de FPG e 21 a 25% de FA.
De modo geral, à medida que se aumentou a farinha pré-gelatinizada ou a
farinha de amaranto houve menor perda de sólidos das massas alimentícias frescas. Isto
provavelmente ocorreu porque estes componentes e outros arranjos na mistura,
incluindo a albumina do ovo, podem ter reduzido a permeabilidade à água o que
proporcionou pequenas alterações no arranjo dos grânulos de amido conduzindo a uma
discreta perda de sólidos no cozimento. Além disso, a presença da farinha pré-
gelatinizada pode ter melhorado a fluidez da massa pelo extrusor, conduzindo a uma
matriz mais estável e uma rede proteína-amido menos danificada que conduz a uma
liberação mais baixa de sólidos durante o cozimento, tal como ocorre com massas
176
alimentícias com glúten quando as características da laminação são mais suaves pelo
melhor processamento da massa (CARINI et al., 2009).
Tam et al. (2004) observaram de 1,6% a 1,8% de perda de sólidos durante o
cozimento de amostras de macarrões tipo Bihon de amido de milho, onde o processo de
manufatura próprio envolveu a gelatinização do amido antes da secagem, o que indicou
que a gelatinização e a adesão do amido podem ajudar a reduzir a perda de sólidos,
como ocorreu no presente trabalho.
Khouryieh, Herald e Aramouni (2006) avaliaram a qualidade e as propriedades
sensoriais de macarrões frescos com ovos formulados com substituição total ou parcial
de substituto de ovo e observaram que o tempo de cozimento das massas foi de 11 min,
a perda de sólidos variou de 4,10 a 5,64% e o aumento de massa de 118,8 a 140,3%. Os
resultados encontrados por eles para as diferentes formulações foram diferentes dos
observados na maioria dos experimentos desta pesquisa.
O conteúdo e o tipo de proteína podem afetar o TOC e a PS (DWARDS et al.,
1993). Na massa alimentícia fresca, em particular, a presença de proteínas do ovo
melhora as propriedades mecânicas e de comportamento durante o cozimento do
produto (ALAMPRESE; CASIRAGHI; ROSSI, 2009). A ovalbumina é a principal
proteína do ovo branco (54%) e tem propriedades de coagulação e gelificação, sendo
considerada a principal responsável pela melhoria da qualidade das massas alimentícias
(YANG; BALDWIN, 1995; ALAMPRESE et al., 2005a).
O motivo das massas alimentícias frescas terem apresentado boas características
de cozimento, provavelmente deve-se à presença da albumina do ovo, que assim como
ocorre com o glúten (ALAMPRESE et al., 2005a), pode ter interagido com as proteínas
do amaranto e com o amido pré-gelatinizado, reforçando a rede proteica e retardando o
inchamento e gelatinização do amido durante o cozimento, resultando em um
comportamento melhor de cozimento. Malcolmson, Matsuo e Balshaw (1993)
observaram que a perda de sólidos na água durante o cozimento de espaguetes foi
influenciada pelo nível da proteína e pela interação do amido gelatinizado na rede da
proteína, que poderia impedir a lixiviação do amido. A adição de ovos à massa confere
cor amarela, melhora a elasticidade em massas longas, reduz a quantidade de resíduo na
água de cozimento e, consequentemente, a pegajosidade da massa, além de aumentar o
valor nutricional (MILATOVIC; MONDELLI, 1990).
Segundo Pagani et al. (1986), a competição física entre a coagulação da proteína
e o inchamento do amido durante o cozimento determina a qualidade da massa. Se a

177
coagulação da proteína prevalece, se formará uma rede na qual as partículas do amido
serão presas nos seus alvéolos, melhorando a consistência na massa cozida. A rápida
formação do retículo proteico é importante para o envolvimento do amido na fase de
gelatinização pela proteína coagulada, o que impede que o amido se perca na água de
cozimento (DALBON, 1983), o que provavelmente ocorreu nas massas alimentícias
frescas experimentais com os menores valores de perda de sólidos.
Uma relação inversamente proporcional entre o aumento de massa e a perda de
sólidos foi possível observar (Figura 20B e C). Tudoricã, Kuri e Brennan (2002)
também observaram esse comportamento e relataram que a distribuição não uniforme
de água no interior da matriz da massa alimentícia devido à hidratação competitiva da
fibra, conduziu o menor inchaço do amido e, consequentemente, a perda de sólidos no
cozimento foi aumentada devido à ruptura da rede amido-proteína. Nas massas
alimentícias frescas experimentais, o que determinou o menor aumento de massa e,
consequentemente, maior perda de sólidos, foram maiores quantidades de farinha de
polpa residual de batata crua na formulação. Isso porque a farinha crua absorve menos
água que a farinha pré-gelatinizada e somada à menor quantidade de farinha de
amaranto, ou seja, menor quantidade proteica, não formou uma rede amido-proteína
consistente o suficiente para impedir a lixiviação do amido.
A cor das massas alimentícias é um fator muito importante para a sua
comercialização, sendo diretamente influenciada pelas matérias-primas que compõem
sua formulação (PAUCHAR-MENACHO et al., 2008; AKILLIOGLU; YALCIN,
2010). A luminosidade das massas alimentícias frescas variou de 57,31 a 60,82
(Apêndice 3). Na área experimental estudada (Figura 20D), as massas alimentícias
frescas apresentaram valores de coordenada de cromaticidade a* entre 2,90 e 5,36
(Apêndice 3). Os menores valores de cor a* foram verificados no gráfico de curva de
nível, dentro da área demarcada entre os pontos 3, C, D e E. Estes pontos
corresponderam aos seguintes valores em pseudocomponentes: 0,83:0,17:0,00,
0,83:0,11:0,06, 0,56:0,28:0,17 e 0,61:0,39:0,00, respectivamente. Isso significa que os
menores valores foram encontrados nas formulações com maiores concentrações de
FPR (75 a 80%), entre 9 e 14% de FPG e mínimas de FA (10 a 13%). O maior croma a*
foi observado na área entre os pontos 5, A e B, ou seja, nos seguinte valores em
pseudocomponentes de FPR:FPG:FA de 0,17:0,00:0,83, 0,22:0,00:0,78 e
0,17:0,06:0,83, respectivamente. Portanto os maiores valores para a coordenada de
cromaticidade a* foram obtidas nas mínimas concentrações de FPR entre 68 e 69%,

178
mínimas de FPG, entre 7 e 8% e máximas FA, entre 24 a 25%. A tendência com o
aumento da farinha de amaranto nas formulações foi deixar as massas mais
avermelhadas, o que esta de acordo com o maior resultado deste croma obtido para esta
farinha (Tabela 3).
O croma b* das massas alimentícias frescas variou entre 41,59 e 48,93 e o maior
valor foi encontrado no experimento central (7) que correspondeu à formulação de 72%
de FPR, 11% de FPG e 17% de FA (Apêndice 3). O menor croma b*foi encontrado
dentro da área demarcada entre os pontos 6, D e E, 0,00:0,17:0,83, 0,00:0,39:0,61 e
0,06:0,11:0,83, respectivamente (Figura 20E). Portanto, observou-se tendência a menor
croma b*, entre 65 e 66% de FPR, 9 e 14% de FPG e 21 a 25% de FA. A menor
quantidade de FPG resultou em massas alimentícias menos amareladas. Na região
representada dentro da área delimitada pelos pontos A, B e C, 0,33:0,00:0,67,
0,44:0,11:0,44 e 0,72:0,00:0,28, foram encontradas as formulações que correspondem
aos maiores valores de croma b*. Sendo assim, massas alimentícias mais amareladas
foram encontradas em formulações com concentrações maiores de FPR, entre 71 e 78%,
mínimas de FPG, de 7 a 9% e de intermediária a alta de FA, 15 a 22%.
6.3.4 Micrografias das massas alimentícias frescas
Com maiores concentrações de farinha de polpa residual de batata crua foi
possível observar que as massas alimentícias frescas 1 e 3 apresentaram estrutura
granular mais exposta, menos envolvida pela farinha pré-gelatinizada (Figura 21A e C).
Nestas imagens foi possível perceber que na massa alimentícia 3, a pequena adição de
farinha pré-gelatinizada, em relação a 1, ou seja, de 7% para 10%, proporcionou um
maior envolvimento dos grânulos de amido. A concentração de farinha de amaranto
nestas massas foi baixa.
Na massa alimentícia 2, com maior concentração de FPG e valor próximo ao
máximo de farinha de amaranto (18%), observou-se que os grânulos de amido
apareceram mais cobertos pelo amido gelatinizado e a massa apresentou alguns
orifícios, como perfurações na superfície (Figura 21B). Este mesmo aspecto foi
observado na massa alimentícia 4, porém esta apresentou maiores quantidades de
orifícios (Figura 21D).

179
Figura 21. Micrografias referentes à superfície das massas alimentícias frescas de polpa residual de
batata e amaranto: (A) 1-80% de FPR, 7% DE FPG e 13% FA, (B) 2-65% de FPR, 17% DE FPG e 18%
FA, (C) 3-80% de FPR, 10% DE FPG e 10% FA, (D) 4-73% de FPR, 17% DE FPG e 10% FA, (E) 5-
68% de FPR, 7% DE FPG e 25% FA, (F) 6-65% de FPR, 10% DE FPG e 25% FA, (G) 7-72% de FPR,
11% DE FPG e 17% FA e (H) massa alimentícia fresca de farinha de trigo comercial, na magnitude de
ampliação de 300x. FPR: Farinha de polpa residual de batata crua; FPG: Farinha pré-gelatinizada de
polpa residual de batata; FA: Farinha de amaranto.
(A) (B)
(C) (D)
(E) (F)
(G) (H)

180
As micrografias das massas alimentícias 2 e 4 reforçaram a importância da
farinha de amaranto na qualidade da massa, demonstrando que mesmo em concentração
máxima (17%) de farinha pré-gelatinizada, quando o nível de amaranto decresceu de 18
para 10% na massa alimentícia 4, a estrutura desta foi afetada e a farinha pré-
gelatinizada não foi suficiente para criar uma superfície regular, compacta, fundida e
com uma rede forte suficiente para envolver os grânulos de amido (Figura 21B e D).
A qualidade do cozimento de massas alimentícias sem glúten depende
principalmente das propriedades de gelatinização do amido (KIM; WIESENBORN,
1996), no entanto nesta pesquisa observou-se que a farinha de amaranto teve um papel
fundamental na melhora da qualidade tecnológica das massas alimentícias. As massas
com maiores quantidades de farinha de amaranto, 5 e 6 apresentaram a superfície mais
uniforme, nas quais os grânulos de amido estavam cobertos por uma rede compacta e
densa, formada pela farinha pré-gelatinizada, as proteínas do amaranto e do ovo
(albumina) (Figura 21E e F).
Na massa alimentícia 6, observa-se que a incorporação de 10% de farinha pré-
gelatinizada melhorou o aspecto da massa, deixando-a mais homogênea, com grânulos
cobertos por um matriz proteica mais contínua. Na massa alimentícia 7 com
concentração intermediária de farinha de amaranto (17%) e baixa de farinha pré-
gelatinizada (11%) a superfície mostrou-se mais irregular como a massa alimentícia 2.
De modo geral, toda vez que foi diminuída a quantidade de farinha de amaranto ou
farinha pré-gelatinizada, a tendência observada foi a maior exposição dos grânulos de
amido (Figura 21F e B).
A micrografia da massa alimentícia fresca de farinha de trigo comercial (Figura
21H) apresentou rachadura, diferente das massas alimentícias frescas de polpa residual
de batata e amaranto que não apresentaram essa característica no aumento de 300X. Isso
indica que a rede das massas alimentícias frescas experimentais apresentou melhor
resistência à secagem (uma vez que essa análise é realizada na amostra seca), o que
sugere a possível aplicação dessas matérias-primas também na produção de massa seca.
Apenas pela observação da imagem 21H é possível notar que os grânulos da farinha de
trigo são menores do que os da farinha de polpa residual de batata e que essa massa
apresentou algumas partículas escuras devido à aproximação do feixe de luz do
microscópio eletrônico de varredura que as queimou. Observaram-se grânulos de amido
em alto relevo, porém parecem cobertos por uma película provavelmente formada pela a

181
rede de glúten, proteínas do ovo e ou lipídeos que pelo rótulo da massa alimentícia
comercial foram adicionados à formulação.
Chen, Schols e Voragen (2003) demonstraram que o tamanho do grânulo de
amido tem uma relação com o processamento e a qualidade de macarrão. Eles
desenvolveram macarrões tipo talharim secos com diferentes frações granulares de
amido de batata: maiores que 53μm, de 36 a 53μm, de 20 a 36μm e menor de 20μm, e
também com frações de amido de batata-doce: maior que 20μm e menor que20 μm.
Essas frações foram escolhidas baseadas na variação do tamanho granular encontrada
nestes tubérculos, de 6 a 75μm na batata e de 4 a 30μm na batata doce. Segundo estes
autores a massa para macarrão precisa apresentar boa fluidez para produzir fios longos e
consistentes e observaram que pequenas frações granulométricas (< 20μm) de ambos os
amidos de tubérculos foram melhores no processamento de macarrões e as maiores
frações dos grânulos de amido de batata (> 53μm) e do amido de batata-doce (> 20μm)
não proporcionaram o mesmo efeito, obtendo um pior desempenho. Os resultados da
perda de sólidos no cozimento mostraram que frações granulométricas pequenas
(<20μm) proporcionaram macarrões com menores perdas.
Foi observado que houve a predominância de grânulos de médio a grande porte
no amido de polpa residual de batata, entretanto, os grânulos do amido de amaranto
foram muito pequenos e a farinha deste pseudocereal apresentou um teor de
carboidratos de aproximadamente 64g.100g-1
. Nas micrografias foi possível verificar
que nas massas alimentícias em que foi adicionado à formulação o valor máximo deste
componente (25%), a estrutura formada foi melhor. Pode ser que além do efeito da
farinha pré-gelatinizada, do teor proteico do ovo e do amaranto, o menor tamanho
granular do amido de amaranto provavelmente favoreceu a produção dessas massas,
com destaque para a massa alimentícia 6 que apresentou a menor perda de sólidos, em
contraste com a massa alimentícia 1, com maior teor de farinha de polpa residual de
batata crua, que apresentou o maior índice de perda durante o cozimento (Apêndice 3).
Uma estrutura mais forte corresponde à menor perda de sólidos durante o cozimento
(AKILLIOGLU; YALCIN, 2010).
6.3.5 Massa alimentícia fresca selecionada pela função desejabilidade
A escolha dos menores valores de TOC e PS para a escolha da massa
alimentícias fresca mais desejável foi feita por estas representarem características de
alta qualidade de massas alimentícias. A escolha de um AM intermediário e cor b*

182
menor foram estabelecidas comparando os valores do desenho experimental com os
valores obtidos para a massa alimentícia fresca de farinha de trigo (Tabela 21).
O diagrama do teste de desejabilidade indicou como a formulação mais desejada
a mistura de 66,5g.100g-1
de farinha de polpa residual de batata crua, 9,5g.100g-1
de
farinha de polpa residual de batata pré-gelatinizada e 24g.100g-1
de farinha de amaranto
(Figura 22).
Figura 22. Diagrama de desejabilidade em função dos parâmetros de tempo ótimo de cozimento,
aumento de massa, perda de sólidos na água de cozimento e coordenada de cromaticidade b*.
Desta forma, o ponto experimental 6 foi considerado o mais desejável, por
apresentar valores próximos dos apontados no teste de desejabilidade ou seja a
proporção de 65:10:25 dos componentes citados, respectivamente. Pela microscopia
eletrônica de varredura foi possível constatar que a massa alimentícia 6 apresentou
melhor superfície, corroborando com o teste de desejabilidade.
6.3.6 Comparação com massa alimentícia fresca de farinha de trigo comercial
Foram observadas diferenças significativas entre a massa alimentícia fresca,
selecionada e a de trigo comercial em relação à todas as características de cozimento e
de cor instrumental avaliadas (Tabela 21).

183
Tabela 21. Qualidade de cozimento e de cor instrumental da massa alimentícia fresca
selecionada formulada com 65% de farinha de polpa residual de batata crua, 10% de
farinha pré-gelatinizada de polpa residual de batata e 25% de farinha de amaranto, e da
massa alimentícia fresca de trigo comercial.
Característica MS*
MT*
Tempo Ótimo de Cozimento1 2,00 2,30
Aumento de Massa2 96,18
a 55,62
b
Perda de sólidos2 3,76
b 12,39
a
L* 60,25b 73,49
a
a* 4,38a 1,54
b
b* 41,59a 12,12
b
*Médias seguidas pela mesma letra em cada linha não diferem estatisticamente pelo teste de F a 5% de
probabilidade de erro; 1min;
2 (%); MS: Massa alimentícia fresca selecionada; MT: Massa alimentícia
fresca de trigo comercial.
O tempo ótimo de cozimento foi menor na MS que na MT, o que favorece um
preparo rápido dessa massa. O aumento de massa da MS foi 73% maior que o da MT, o
que contribui para o maior rendimento após o cozimento. As baixas quantidades de
sólidos indicam que a massa alimentícia fresca apresenta elevada qualidade durante o
cozimento (CARINI et al., 2009). A perda de sólidos da MS foi 69,65% menor que da
MT. A MS apresentou-se mais escurecida, amarela e avermelhada que a MT (Tabela
21). Uma cor mais amarela na massa fresca é considerada geralmente um atributo
importante da qualidade para o produto (CARINI et al., 2009). Alamprese, Casiraghi e
Pagani (2007) elaboraram massas frescas sem glúten tipo lasanha de farinhas de trigo
mourisco e de arroz pré-gelatinizado e pré-cozido. A perda de sólidos observada por
eles na massa fresca de trigo mourisco e farinha de arroz pré-gelatinizada (4,10) foi 9%
maior e o aumento de massa (46,45%) foi 51,7% menor que na MS (Tabela 21).
Segundo esses autores, esse valor de perda de sólidos foi devido à presença de uma
quantidade maior de amido e da ausência de uma rede proteica bem estruturada,
causando dispersão da substância orgânica na água de cozimento. No caso da MS, a
adição da farinha de amaranto pode ter contribuído para o ótimo resultado.
Em outro estudo com massa fresca de trigo comercial, a perda de sólidos foi de
3,43% e o aumento de massa 42,33% (ALAMPRESE et al., 2005b). O primeiro
resultado foi semelhante ao encontrado para MS, enquanto que o aumento de massa foi
56% menor que da MS. Kim et al. (1996) observaram que o amido de batata mostrou
um poder de intumescimento maior que o amido de feijão, atribuindo o aumento de
massa dos macarrões de batata a essa característica.
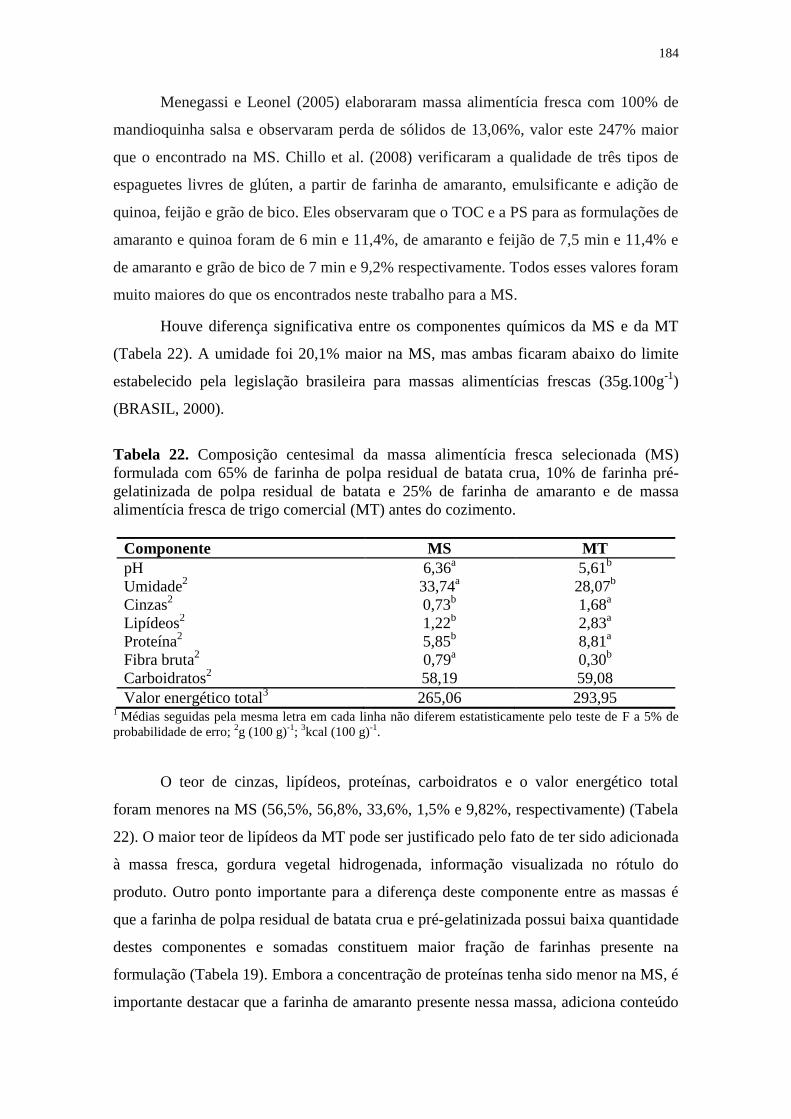
184
Menegassi e Leonel (2005) elaboraram massa alimentícia fresca com 100% de
mandioquinha salsa e observaram perda de sólidos de 13,06%, valor este 247% maior
que o encontrado na MS. Chillo et al. (2008) verificaram a qualidade de três tipos de
espaguetes livres de glúten, a partir de farinha de amaranto, emulsificante e adição de
quinoa, feijão e grão de bico. Eles observaram que o TOC e a PS para as formulações de
amaranto e quinoa foram de 6 min e 11,4%, de amaranto e feijão de 7,5 min e 11,4% e
de amaranto e grão de bico de 7 min e 9,2% respectivamente. Todos esses valores foram
muito maiores do que os encontrados neste trabalho para a MS.
Houve diferença significativa entre os componentes químicos da MS e da MT
(Tabela 22). A umidade foi 20,1% maior na MS, mas ambas ficaram abaixo do limite
estabelecido pela legislação brasileira para massas alimentícias frescas (35g.100g-1
)
(BRASIL, 2000).
Tabela 22. Composição centesimal da massa alimentícia fresca selecionada (MS)
formulada com 65% de farinha de polpa residual de batata crua, 10% de farinha pré-
gelatinizada de polpa residual de batata e 25% de farinha de amaranto e de massa
alimentícia fresca de trigo comercial (MT) antes do cozimento.
Componente MS
MT
pH 6,36a
5,61b
Umidade2 33,74
a 28,07
b
Cinzas2 0,73
b 1,68
a
Lipídeos2
1,22b
2,83a
Proteína2
5,85b
8,81a
Fibra bruta2
0,79a
0,30b
Carboidratos2
58,19 59,08
Valor energético total3
265,06 293,95 1
Médias seguidas pela mesma letra em cada linha não diferem estatisticamente pelo teste de F a 5% de
probabilidade de erro; 2g (100 g)
-1;
3kcal (100 g)
-1.
O teor de cinzas, lipídeos, proteínas, carboidratos e o valor energético total
foram menores na MS (56,5%, 56,8%, 33,6%, 1,5% e 9,82%, respectivamente) (Tabela
22). O maior teor de lipídeos da MT pode ser justificado pelo fato de ter sido adicionada
à massa fresca, gordura vegetal hidrogenada, informação visualizada no rótulo do
produto. Outro ponto importante para a diferença deste componente entre as massas é
que a farinha de polpa residual de batata crua e pré-gelatinizada possui baixa quantidade
destes componentes e somadas constituem maior fração de farinhas presente na
formulação (Tabela 19). Embora a concentração de proteínas tenha sido menor na MS, é
importante destacar que a farinha de amaranto presente nessa massa, adiciona conteúdo

185
proteico de alta qualidade biológica devido ao seu conteúdo em lisina (5%, podendo
chegar até 6,9%) e outros aminoácidos essenciais, tais como os aminoácidos sulfurados
(4,4%). Estes dois grupos de aminoácidos representam o que há de mais limitante em
quase todos os grãos. Esses fatores situam o amaranto acima dos cereais, como o trigo,
em termos de potencial nutricional (BRESSANI, 1988; BREENE, 1991; TEUTONICO;
KNORR, 1985). Além disso, o valor energético total menor demonstrou que essa massa
possui menos calorias, sendo adequada para dietas para indivíduos obesos.
A adição do amaranto na formulação das massas alimentícias frescas
proporcionou enriquecimento nutricional, e somado a incorporação de farinha pré-
gelatinizada e ovo proporcionaram fortalecimento da estrutura e boa qualidade da massa
crua e cozida. Entretanto, a adição farinhas não convencionais na fabricação de
macarrão isento de glúten, uso de aditivos (ovos ou outros) e farinha pré-gelatinizada,
nem sempre é vantajosa. Zhao et al. (2005) reportaram que a fortificação com farinhas
de leguminosas em macarrões de trigo causou aumento da perda de cozimento, valores
de L* e b* reduzidos e baixa pontuação sensorial. Menegassi e Leonel (2005)
observaram que a massa alimentícia fresca elaborada com farinha de mandioquinha-
salsa (100%) apresentou superfície rugosa, aroma acentuado de mandioquinha-salsa e
características de baixa qualidade, como baixo aumento de volume e elevada perda de
sólidos solúveis. Ormenese et al. (2001) produziram macarrão com farinha de arroz crua
e pré-gelatinizada mais aditivos (ovo e outros emulsificantes) e reportaram que o
principal aspecto negativo do produto foi sua facilidade em quebrar durante o
cozimento, está relacionado à falta de elasticidade, característica intrínseca do glúten de
trigo, que o uso da farinha pré-gelatinizada, o aumento do teor proteico e os aditivos
utilizados não conseguiram compensar. Estes aspectos não foram observados no
produto do presente estudo.
6.3.7 Análise microbiológica e sensorial da massa alimentícia fresca selecionada
A massa alimentícia fresca selecionada crua não apresentou contagem acima dos
limites permitidos para Bacillus cereus, coliformes totais e termotolerantes, clostrídios
sulfito redutores, estafilococos coagulase positiva, bolores e leveduras, bem como,
presença de Salmonella sp, demonstrando qualidade higiênico-sanitária adequada das
matérias-primas, cumprimento das Boas Práticas de Fabricação antes, durante e após o
processamento, produzindo assim, um produto microbiologicamente apto para o
consumo, segundo a legislação sanitária vigente (BRASIL, 2001).

186
A massa alimentícia fresca selecionada apresentou cor amarela e espessura
uniformes, superfície lisa, escorregadia, brilhante, sem rugosidade antes e após o
cozimento (Figura 23A e B).
As principais características de qualidade requeridas das massas alimentícias
frescas são a resistência para manter a sua forma e tamanho durante as etapas de
embalagem, transporte e cozimento, além de coloração amarelada e homogênea, uma
vez que a aceitabilidade pelo consumidor também está relacionada à aparência
translúcida e uniforme (MANSER, 1981; MISKELLY, 1993).
Figura 23. (A) massa alimentícia fresca de polpa residual de batata e amaranto crua e (B) cozida servida
na análise sensorial.
Outros fatores são importantes nas massas alimentícias cozidas. Além do bom
sabor e odor, deseja-se que o produto mantenha sua forma sem apresentar rachaduras,
quebrar ou desintegrar durante o cozimento, que tenha textura firme (al dente),
superfície não pegajosa, baixa perda de sólidos e menor tempo de cozimento
(MANSER, 1981; MISKELLY, 1993). Estas características foram observadas na massa
alimentícia fresca de farinhas de polpa residual de batata crua, pré-gelatinizada e de
amaranto selecionada, durante os testes de cozimento, na análise sensorial e pela
imagem micrográfica (Tabela 21, Figura 23 e Figura 21F). O estudo de Kim et al.
(1996) reportou que o amido de batata desempenha papel importante na produção de
macarrão de batata. Pois, mantém aparência clara e brilhante após o cozimento, textura
lisa e escorregadia e adequada absorção de sopas e molhos.
A massa alimentícia fresca selecionada recebeu escores médios acima de 8,1
para todos os atributos avaliados, correspondendo ao intervalo entre “gostei muito” e
(A) (B)

187
“gostei muitíssimo”, acima do mínimo estipulado (6) nessa pesquisa para a aceitação da
massa alimentícia fresca, que correspondia a “gostei ligeiramente” (Figura 24).
Foi observada uma aprovação de 97,5, 92,5, 88,75 e 90% para aparência, aroma,
sabor e textura, respectivamente, do produto pelos provadores que indicaram escores acima de
7, correspondendo ao intervalo da escala hedônica entre “gostei moderadamente”, “gostei
muito” e “gostei muitíssimo”, com predomínio maior de notas acima de 8 (88,7, 90, 73,75 e
77,5%, respectivamente), para os atributos avaliados e indicando que a massa alimentícia fresca
de farinha de polpa residual de batata e de amaranto obteve excelente aceitabilidade pelos
provadores. Bons atributos sensoriais e ausência de pegajosidade são algumas características
que as massas alimentícias de alta qualidade devem possuir (MANSER, 1981).
Figura 24. Escores da avaliação sensorial aparência, aroma, textura e sabor da massa alimentícia fresca
de farinhas de polpa residual de batata crua, pré-gelatinizada e de farinha de amaranto.
A pesquisa de intenção de compra do produto demonstrou que 34% “possivelmente
comprariam” e que 55% “certamente comprariam” a massa alimentícia fresca de polpa residual
de batata e amaranto, em contraste com apenas 11% que disseram que “talvez comprasse ou
não” o produto. Observou-se que não houve nenhum provador que afirmou que não compraria a
massa. Durante o teste sensorial, as observações feitas foram muito positivas em relação ao
produto e foi raro o provador que não consumiu todo o produto servido. Alguns provadores
acharam a massa muito parecida com a de trigo comercial e questionaram se a massa servida era
realmente de resíduo da indústria de batata e amaranto.
Os escores obtidos pela massa alimentícia fresca de polpa residual de batata e
amaranto foram maiores do que os encontrados em outras pesquisas com massas secas
de farinhas cruas e pré-gelatinizadas de amaranto, aveia e quinua (6,2, 6,1 e 5,7,
respectivamente para aceitação global) (CHILLO et al., 2010) e nas diferentes massas
frescas funcionais de farinha de trigo incorporada com isolado protéico de soja e

188
polidextrose, utilizando páprica como corante (5,63 a 6,53 para aroma, 4,4 a 6,33 para
sabor, 4,07 a 6,67 para textura) (PAUCHAR-MENACHO et al., 2008).
A qualidade da massa alimentícia fresca sem glúten de polpa residual de batata e
amaranto foi semelhante ou superior à produzida por outras pesquisas e acredita-se que
a sua produção industrial possa melhorar ainda mais a sua qualidade, inclusive
desenvolvendo diferentes formatos e espessuras. Um ponto que poderia ser melhorado
com o processo industrial seria a tendência à quebra durante manipulação do produto
cru, que embora tenha sido baixa, a adição de emulsificantes ou outras etapas do
processamento industrial poderiam melhorá-la.
Quando amostras de massas frescas livres de glúten foram produzidas em
laboratório e industrialmente, Alamprese, Casiraghi e Pagani (2007) observaram que as
produzidas na indústria ficaram menos deformadas e mais resistentes, devido a presença
de outra etapa térmica durante o processamento, a pasteurização e a adição de
emulsificante metilcelulose. Segundo estes autores a pasteurização das massas frescas
causou a desnaturação proteica e promoveu a formação de uma matriz mais compacta e
um produto com maior resistência à aplicação de forças elásticas.
6.4 CONCLUSÃO
A adição das farinhas pré-gelatinizada e de amaranto à farinha de polpa residual
de batata permitiu a produção de massas alimentícias frescas bem estruturadas, sendo
que todas as formulações ou misturas estudadas produziram fios de macarrão firmes,
consistentes com características variadas de cozimento.
A combinação de 65% de farinha de polpa residual de batata crua, 10% de
farinha pré-gelatinizada de polpa residual de batata e 25% de farinha de amaranto
proporcionou uma massa alimentícia com melhor qualidade visual e características de
cozimento em relação à massa alimentícia fresca de farinha de trigo. A farinha de
amaranto adicionada a essa massa alimentícia melhorou as propriedades nutritivas,
principalmente em relação ao teor de proteínas e fibras. Além disso, ela apresentou alto
índice de aceitação e intenção de compra por parte dos provadores.
Este trabalho apresentou uma nova possibilidade de produção de massa
alimentícia fresca livre de glúten a base de um resíduo agroindustrial, sendo interessante

189
do ponto de vista comercial devido aos aspectos relacionados à sustentabilidade da
indústria de processamento de batata, ao mercado deste tipo de produto e à ausência de
produtos semelhantes no mercado para consumidores alérgicos ao glúten.
AGRADECIMENTOS
À Capes pelo apoio financeiro e bolsa de mestrado e à Empresa Cicopal Ltda.
REFERÊNCIAS
ALAMPRESE, C.; IAMETTI, S.; ROSSI, M.; BERGONZI, D. Role of pasteurization
heat treatments on rheological and protein structural characteristics of fresh egg pasta.
European Food Research and Technology, Madrid, v. 221, p. 759-767, 2005a.
ALAMPRESE, C.; CASIRAGHI, E.; PRIMAVESI, L.; ROSSI, M.; HIDALGO, A.
Functional and rheological characteristics of fresh egg pasta. Journal of Food Science,
Chicago, v. 17, p. 5-17, 2005b.
ALAMPRESE, C.; CASIRAGHI, E.; PAGANI, M.A. Development of gluten-free fresh
egg pasta analogues containing buckwheat. European Food Research and
Technology, Madrid, v. 225, p. 205-213, 2007.
ALAMPRESE, C.; CASIRAGHI, E.; ROSSI, M. Modeling of fresh egg pasta
characteristics for egg content and albumen to yolk ratio. Journal of Food
Engineering, v. 93, p. 302-307, 2009.
ALVAREZ-JUBETE, L.; AUTY, M.; ARENDT, E. K.; GALLAGHER, E. Baking
properties and microstructure of pseudocereal flours in gluten-free bread formulations.
European Food Research and Technology, Madrid, v. 230, p.437–445, 2010.
AKILLIOGLU, H.G.; YALCIN, E. Some Quality Characteristics and Nutritional
Properties of Traditional Egg Pasta (Erişte). Food Science Biotechnology, v. 19, n. 2,
p. 417-424, 2010.
AMAYA-FARFAN, J.; MARCÍLIO, R.; SPEHAR, C. R. Deveria o Brasil investir em
novos grãos para a sua alimentação. A proposta do amaranto (Amaranthus sp).
Segurança Alimentar e Nutricional, Campinas, v. 12, n. 1, p. 47-56, 2005.
ANDERSON, R. A.; CONWAY, H.F.; PFEIFER, V. F.; GRIF-FN, L. J. Gelatinization
of corn grift by roll and extrusion cook. Cereal Science Today, Saint Paul, v. 14, n. 1,
p. 4-11, 1969.
ANGELUCCI, E.; CARVALHO, L. R.; CARVALHO, N. R. P.; FIGUEIREDO, B. I.;
MANTOVANI, B. M. D.; MORAES, M. R. Análise química de alimentos: Campinas,
São Paulo, 1987. 123p. (Manual Técnico).

190
APHA – AMERICAN PUBLIC HEALTH ASSOCIATION. Compendium of
methods for the microbiological examination of foods. 4. ed. Washington: APHA,
2001, 676 p.
ASSOCIAÇÃO BRASILEIRA DAS INDÚSTRIAS DE MASSAS ALIMENTÍCIAS –
ABIMA, 2012. Disponível em: http:// www.abima.com.br. Acesso em: 24 jun. 2012.
A.O.A.C. Association of Official Analytical Chemists (United States of America).
Official methods of analysis. 15. ed. Washington D.C.: AOAC, 1990.
BAKER, L. A.; RAYAS-DUARTE, P. Freeze-thaw stability of amaranth starch and the
effect of salt and sugars. Cereal Chemistry, v. 75, n. 3, p. 301-307, 1998.
BARROS NETO, B.; SCARMINIO, E. S.; BRUNS, R. E. Como fazer experimentos:
Pesquisa e desenvolvimento na ciência e na indústria. Campinas: Unicamp, p. 289,
2001.
BRASIL. Decreto nº 12.486, de 20 de outubro de 1978. Normas técnicas especiais
relativas a alimentos e bebidas. Diário Oficial do Estado de São Paulo, São Paulo, p.
20, 21 out. 1978.
BRASIL. Ministério da Saúde. Resolução RDC nº 93, de 31 de outubro de 2000.
Dispõe sobre o Regulamento Técnico para Fixação de Identidade e Qualidade de Massa
Alimentícia. Diário Oficial da União, Brasília, 01 de novembro de 2000.
BRASIL. Agência Nacional de Vigilância Sanitária. Resolução RDC nº 12 de 02 de
janeiro de 2001. Regulamento técnico sobre padrões microbiológicos para alimentos.
Disponível em: <http:// www.e-legis.bvs.br>. Acesso em: 22 jun. 2010.
BRASIL. Resolução RDC nº. 263, de 22 de setembro de 2005. Regulamento técnico
para produtos de cereais, amidos, farinhas e farelos. Brasília, DF: ANVISA, 2005.
Disponível em: <http://www.suvisa.rn.gov.br/contentproducao/aplicacao/sesa
p_suvisa/arquivos/gerados/resol_263_set_2005.pdf>. Acesso em: 23 set. 2011.
BREENE, W. M. Food uses of grain amaranth. Cereal Food World, Saint Paul, v. 36,
n. 5, p. 426-430,1991.
BRESSANI, R. A. The nutritive value and potential uses of the grain and by-products.
Food Nutrition, Bull, Tokyo, n. 10, p. 49-59, 1988.
CARINI, E.; VITTADINI, E.; CURTI, E.; ANTONIAZZI, F. Effects of different
shaping modes on physico-chemical properties and water status of fresh pasta. Journal
of Food Engineering, Maryland Heigh, v. 93, p. 400-406, 2009.
CHANG, Y. K; FLORES, H. E. M. Qualidade tecnológica de massas alimentícias
frescas elaboradas de semolina de trigo durum (t. durum l.) e farinha de trigo (t.
aestivum l.). Ciência e Tecnologia de Alimentos, Campinas, v. 24, n. 4, p. 487-493,
2004.

191
CHEN, Z.; SCHOLS, H. A.; VORAGEN, A. G. J. physicochemical properties of
starches obtained from three varieties of chinese sweet potatoes. Journal of food
science, v. 68, n. 2, p. 431-437, 2003.
CHILLO, S.; CIVICA, V.; IANNETTI, M.; MASTROMATTE, M.; SURIAN, N.; DEL
NOBIL, M. A. Influence of repeated extrusions on some properties of non-conventional
spaghetti. Journal of Food Engineering, Maryland Heigh, v. 100, n. 2, p. 329-335,
2010.
CHILLO, S.; LAVERSE, J.; FALCONE, P. M.; DEL NOBILE, M. A. Quality of
spaghetti in base amaranthus wholemeal flour added with quinoa, broad bean and chick
pea. Journal of Food Engineering, Maryland Heigh, v. 84, p. 101-107, 2008.
CHOO, C. L.; AZIZ, N. A. A. Effects of banana flour and b-glucan on the nutritional
and sensory evaluation of noodles. Food Chemistry, Londres, v. 119, p. 34-40, 2010.
COLLADO, L. S.; MABESA, L. B.; OATES, C. G.; CORKE, H. Bihon-type noodles
from heat-moisture-treated sweet potato starch. Journal of Food Science, v. 66, n. 4, p.
604-609, 2001.
COLONNA, P.; BULEON, A.; MERCIER, C. P. Modifi ed starch. In: GALLIARD, T.
Starch: properties and potencial. Chischester: John Wiley & Sons, 1987. cap. 4, p. 79-
114.
CUNIN, C.; HANDSCHIN, S.; WALTHER, P.; ESCHER, F. Structural changes of
starch during cooking of durum wheat pasta. LWT – Food Science and Technology,
Londres, v. 28, p. 323-328, 1995.
DALBON, G. Fattori che influiscono sulle caractteristiche di cottura delle paste
alimentary e possibilità di migliorare le qualità con opportune tecnologie. Tecnica
Molitoria, v. 34, n. 8, p. 553-563, 1983
DWARDS, N. M.; IZYDORCZYK, M. S.; DEXTER, J. E.; BILIADERIS, C. G.
Cooked pasta texture: comparision of dynamic viscoelastic properties. Cereal
Chemistry, Saint Paul, v. 70, p. 122-126, 1993.
EL-DASH, A. A. Molecular structure of gluten and viscoelastic properties of dough: a
new concept. in: Proceedings of the First Brazilian Congress Proteins. Ed. Unicamp:
Campinas, p. 513-530, 1991.
ESCUDERO, N.; DE ARELLANO, M.; LUCO, J.; GIMENEZ, M.; MUCCIARELLI,
S. Comparison of the chemical composition and nutritional value of Amaranthus
cruentus flour and its protein concentrate. Plant Foods for Human Nutrition, New
York, v. 59, n. 1, p. 15-21, 2004.
FERREIRA NETO, C. J.; FIGUEIREDO, R. M. F.; QUEIROZ, A. J. M. Avaliação
sensorial e da atividade de água em farinhas de mandioca temperadas. Ciência e
Agrotecnologia, Lavras, v. 29, n. 4, p. 794-802, 2005.

192
FERREIRA, T.A.; ARÊAS, J. A. G. Calcium bioavailability of raw and extruded
amaranth grains. Ciência e Tecnologia de Alimentos, Campinas, v. 30, n. 2, p. 532-
538, 2010.
FOOD AND DRUG ADMINISTRATION, 2002. Bacteriological analytical manual.
Disponível em: <http//:www.cfsan.fda.gov/~eban/ban-4html>. Acesso em: 10 jun.
2010.
HE, H. P.; CORKE, H. Oil and squalene in Amaranthus grain and leaf. Journal of
Agricultural and Food Chemistry, v. 51, p. 7913-7920, 2003.
HOOVER, R.; SINNOT, A. W.; PEREIRA, C. Physicochemical characterization of
starches from amaranthus cruentus grains. Starch/Stärke, Glasgow, n. 11-12, p. 456-
463, 1998.
HOOVER, R. Composition, molecular structure, and physicochemical properties of
tuber and root starches: a review. Carbohydrate Polymers, Kidlington Oxford, v. 45,
n. 3, p. 253-267, 2001.
HUMMEL, C. Macaroni products: manufacture processing and packing. 2. ed.
London: Food Trade, 1966. 287 p.
INSTITUTO ADOLFO LUTZ. Métodos físico-químicos para análise de alimentos. 4
ed. São Paulo: Instituto Adolfo Lutz. p. 315-316, 2008.
JANE, J.; CHEN, L.; WANG, L.; MANINGAT, C. C. Preparation and properties of
small-particle corn starch. Cereal chemistry, St. Paul, v. 69, p. 280-283,1992.
JULIANO, B. O.; SAKURAI, J. Miscellaneous rice products. In: Rice: Chemistry and
Technology, JULIANO, B.O. American Association of Cereal Chemistry. 2.ed. Saint
Paul, 1995. p. 569-618.
KIM, Y. S.; WIESENBORN, D. P.; LORENZEN, J. H.; BERGLUND, P. Suitability of
edible bean and potato starch noodles. Cereal Chemistry, Saint Paul, v. 73, p. 302-308,
1996.
KIM, Y. S.; WIESENBORN, D. P. Starch noodle quality as related to potato genotypes.
Journal of Food Science, Chicago, v. 61, n. 1, p. 248-252, 1996.
KIRINUS, P.; COPETTI, C.; OLIVEIRA, V. R. Utilização de farinha de soja (Glycine
max) e de quinoa (Chenopodium quinoa) no preparo de macarrão caseiro sem glúten.
Alimentos e Nutrição, Araraquara, v. 21, n. 4, p. 555-561, 2010.
KHOURYIEH, H.; HERALD, T.; ARAMOUNI, F. Quality and Sensory Properties of
Fresh Egg Noodles Formulated with Either Total or Partial Replacement of Egg
Substitutes. Journal of Food Science, v. 71, n. 6, p. 433-437, 2006.
LINDEBOOM, N.; CHANG, P. R.; TYLER, R.T. Analytical, biochemical and
physicochemical aspects of starch granule size, with emphasis on small granule
starches: a review. Starch/Stärke, Glasgow, v. 56, p. 89-99, 2004.

193
MALCOLMSON, L. J.; MATSUO, R. R.; BALSHAW, R. Textural Optimization of
Spaghetti Using Response Surface Methodology: Effects of Drying Temperature and
Durum Protein Level. Cereal Chemistry, Saint Paul, v. 70, n. 4, p. 417-423, 1993.
MANSER, J. Optimale parameter für die teigwarenherstellung am Beispiel von
Langwaren. Getreide Mehl und Brot, v. 35, n. 3, p.75-83,1981.
MANTHEY, F.; SCHORNO, A. L. Physical and cooking quality of spaghetti made
from whole wheat durum. Cereal Chemistry, Saint Paul, v. 79, p. 504-510, 2002.
MARCÍLIO, R.; AMAYA-FARFAN, J.; CIACCO, C. F.; SPEHAR, C. R.
Fracionamento do grão de Amaranthus cruentus brasileiro por moagem e suas
características composicionais. Ciência e Tecnologia de Alimento, Campinas, v. 23, n.
3, p. 511-516, 2003.
MENEGASSI, B.; LEONEL, M. Efeito da adição de farinha de mandioquinha-salsa nas
características de massa alimentícia. Ciências Exatas e da Terra, Ponta Grossa, v. 11,
n. 3, p. 13-19, 2005.
MILATOVIC, L.; MONDELLI, G. La tecnologia della pasta alimentare. Pinerolo,
Chiriotti Editori, 1990, 330p.
MISKELLY, D. M. Noodles – a new look at an old food. Food Australia, v. 45, n. 10,
p. 496-500, 1993.
NABESHIMA, E. H. Desenvolvimento de massas alimenticias instantaneas de
arroz, pelo processo de extrusão termoplástica, utilizando farinhas quimicamente
modificadas. Campinas, 2007. 183p; Tese (Doutorado em Tecnologia de Alimentos) –
Faculdade de Engenharia de Alimentos, Universidade Estadual de Campinas,
Campinas.
ONYANGO, C.; UNDEHEND, G.; LINDHAUER, M. G. Effect of cellulose-
derivatives and emulsifiers on creep-recovery and crumb properties of gluten-free bread
prepared from sorghum and gelatinised cassava starch. Food Research International,
Toronto, v. 4, n. 11, p. 1-7, 2009.
ORMENESE, R. C. S. C.; FARIA, E. V.; GOMES, C. R.; YOTSUYANAGI, K. Massas
alimentícias não-convencionais à base de arroz – perfil sensorial e aceitação do
consumidor. Brazilian Journal of Food Technology, v. 4, p. 67-74, 2001.
OSBORNE, D. R.; VOOGT, P. The analysis of nutrient in foods. London: Academic
Press, 1978. 251 p.
PAGANI, M. A.; Pasta products from conventional raw materials. In: MERCIER, C.H.;
CANTARELLI, C. ed. Pasta and Extrusion Cooked Foods: Some Technological and
Nutritional Aspects. London: Elsevier, 1986, 199p. Applied Science Publishers, 1986,
p. 53-68.
PAGANI, M. A.; GALLANT, D. J.; BOUCHET, B.; RESMINI, P. Ultrastructure of
cooked spaghetti. Food Microstructure, v. 5, p. 111–129, 1986.

194
PAUCAR-MENACHO, L. M.; BARRETO, P. A. A.; MAZAL, G.; FAKHOURI, F. M.;
STEEL, C. J.; COLLARES-QUEIROZ, F. P. Desenvolvimento de massa alimentícia
fresca funcional com a adição de isolado protéico de soja e polidextrose utilizando
páprica como corante. Ciência e Tecnologia de Alimentos, Campinas, v. 28, n. 4, p.
767-778, 2008.
ROMÃO, R. B. M.; YAMASHITA, F.; BENASSI, M. T. Metodologia para avaliação
de cristalização em balas duras por imagem digitalizada. Brazilian Journal of Food
Technology, Campinas, v. 9, n. 2, p. 151-155, 2006.
SANDHU, K. S.; KAUR, M.; MUKESH. Studies on noodle quality of potato and rice
starches and their blends in relation to their physicochemical, pasting and gel textural
properties. Food Science and Technology, v. 43, p. 1289-1293, 2010.
SACHS, L. G.; PORTUGUAL, A. P.; PRUDENCIO-FERREIRA, S. H.; FELINTO, A.
S. Conversor em cor média RGB para imagens BMP. Disponível em: www.fflam.br.
Acesso em: 20 dez. 2011.
SEGURA-NIETO, M.; VÁZQUEZ-SÁNCHES, N.; RUBIO-VELÁZQUEZ, H.;
OLGUIN-MARTINEZ, L.E.; RODRÍGUEZ-NESTER, C.E.; HERRERA-ESTRELLA,
L. Characterization of amaranth (Amaranth Hypocondriacus L.) seed proteins. Journal
of Agricultural and Food Chemistry. Chicago, v. 40, n. 9, p. 1553-1558, 1992.
SINGH, N.; SINGH, J.; SODHI, N. S. Morphological, thermal, rheological and noodle-
making properties of potato and corn starch. Journal of the Science of Food and
Agriculture, v. 82, p. 1376-1383, 2002.
STATSOFT, INC. STATISTICA (data analysis system). Version 7. São Caetano do
Sul: copyrigth statsoft, 2004.
STONE, H.; SIDEL, J. L. Sensory evaluation pratices. Florida, Academic Press,
1985. Cap.7: Affective testing, p. 227-252.
TAM, L. M.; CORKE, H.; TAN, W. T.; LI, J.; COLLADO, L. S. Production of Bihon-
Type Noodles from Maize Starch Differing in Amylose Content. Cereal Chemistry,
Saint Paul, v. 81, n. 4, p. 475-480, 2004.
TEPPER, B. J. Effects of slight color variation on consumer acceptance of orange juice.
Journal of Sensory Studies, v. 8, p. 145-154, 1993.
TEUTONICO, R. A.; KNORR, D. Amaranth; composition, properties and aplications
of a rediscovered crop. Food Technology, Chicago, v. 39, n. 4, p. 49-59, 1985.
THOMPSON, T.; DENNIS, M.; HIGGINS, L. A.; LEE, A. R.; SHAVRETT, M. K.
Gluten-free diet survey: are Americans with celiac disease consuming recommended
amounts of fibre, iron, calcium and grain foods? Journal of Human Nutrition and
Dietetics, Preston, v. 18, p. 163-169, 2005.
TUDORICĂ, C. M.; KURI, V.; BRENNAN, C. S. Nutritional and Physicochemical
Characteristics of Dietary Fiber En-riched Pasta. Journal of Agricultural and Food
Chemistry, Easton, v. 50, n. 2, p. 347-356, 2002.

195
ZHAO, Y. H.; MANTHEY, F. A.; CHANG, S. K. C.; HOU, H. J.; YUAN, S. H.
Quality characteristics of spaghetti as affected by green and yellow pea, lentil, and
chickpea flours. Journal of Food Science, Chicago, v. 70, p. 371-376, 2005.
YANEZ, G. A.; MESSENGER, J. K.; WALKER, C. E.; RUPNOW, J. H. Amaranthus
hypochondriacus: starch isolation and partial characterization. Cereal Chemistry, v.
63, p. 273-276, 1986.
YANG, S. C.; BALDWIN, R. E. Functional properties of eggs in foods. In:
STADELMAN, W. J.; COTTERILL, O. J. Egg Science and Technology, 40. ed., The
Haworth Press, Binghamton, 1995.
WASZCZYNSKYJ, K.; NELSEN, T. Collaborative study on sensory and volatile
compound analysis of oils. Journal of the American Oil Chemists Society, v. 73, n. 2,
p. 157-166, feb. 1996.
WIESER, H. Chemistry of gluten proteins. Food Microbiology, v. 24, p. 115-119,
2007.

196
7 CONCLUSÃO GERAL
O estudo microbiológico demonstrou que a secagem contribuiu para redução
e/ou eliminação da carga microbiana da polpa residual de batata até 72 h de
armazenamento a temperatura ambiente para todos os microrganismos estudados. A
polpa residual de batata acidificada seca pode ser considerada segura para utilização
como ingrediente em formulações de produtos alimentícios.
A farinha de casca residual de batata, da cultivar Atlantic, apresentou melhor
valor nutricional, entretanto um perfil microbiológico insatisfatório com a multiplicação
de B. cereus. Pela semelhança na composição nutricional e funcional, a farinha de polpa
residual de batata pode ser usada em composições alimentícias processadas a partir da
fécula de batata comercial.
Foi possível obter snacks de polpa residual de batata com de altos índices de
expansão e volume específico, e com baixos valores de dureza, características estas
desejáveis em produtos extrusados. As propriedades funcionais das farinhas pré-
gelatinizadas de polpa residual de batata indicaram que esta é apropriada para o uso em
alimentos instantâneos, sobremesas, sopas, alimentos infantis, e outros variados tipos de
alimentos.
A adição das farinhas pré-gelatinizada e de amaranto à farinha de polpa residual
de batata permitiu a produção de massa alimentícia fresca de qualidade, com alto índice
de aceitação e intenção de compra por parte dos provadores e com melhor qualidade
visual e características de cozimento em relação à massa alimentícia fresca de farinha de
trigo.
A farinha de polpa residual de batata pode ser uma alternativa para a indústria
produtora de batata chips e palha, para agregar valor desse resíduo sólido, que depois de
processado pode ser utilizado com ingrediente no desenvolvimento de produtos para a
alimentação humana. A sua utilização seria importante para a indústria de batata,
evitando o desperdício de alimentos, a contaminação ambiental, além de proporcionar
ganhos econômicos.
A extrusão da polpa residual de batata é uma opção viável para ampliar as
aplicações deste resíduo, sendo que a indústria poderia utilizar a polpa residual de batata
tanto na produção de snacks, como na de farinhas pré-gelatinizadas. Este trabalho
apresentou uma nova possibilidade de produção de massa alimentícia fresca livre de
glúten a base de um resíduo agroindustrial.

197
APÊNDICES
APÊNDICE 1. Índice de expansão (IE), volume específico (VE) e parâmetros
instrumentais de cor (L*, a*, b* e ΔE*) dos snacks em função da umidade da matéria-
prima (U) e da temperatura de extrusão (T).
Valores reais Variáveis dependentes
E1
U2
T3
IE
VE4
L*
a*
b*
ΔE
1 11,17 64,4 2,69
10,03
82,28
3,09
13,22
16,35
2 16,83 64,4 2,37 9,02 83,58 2,41 11,69 14,25
3 11,17 85,6 4,31 13,85 83,37 3,08 13,23 15,66
4 16,83 85,6 3,25 10,82 84,11 1,79 9,15 12,01
5 10 75 3,28 12,78 82,26 3,31 13,01 16,25
6 18 75 3,28 6,2 85 1,44 8,82 11,1
7 14 60 2,64 9,16 80,11 3,68 13,41 18,08
8 14 90 3,28 10,62 84,14 2,38 10 12,67
9 14 75 4,81 9,89 83,76 2,15 10,17 13,01
10 14 75 4,52 10,78 83,86 2,5 10,95 13,55
11 14 75 4,62 11,73 83,48 2,45 11,49 14,17
12 14 75 4,78 10,67 83,6 2,09 10,32 13,7
13 14 75 4,7 9,6 83,33 2,62 11,58 14,38 1 Experimentos;
2 umidade – g.100g
-1;
3 temperatura -
o C;
4 mL.g
-1.
APÊNDICE 2. Características funcionais das farinhas pré-gelatinizadas de polpa
residual de batata em função da umidade e da temperatura de extrusão.
E*
Valores reais Variáveis dependentes
U1
T2
VI3
PV3
QV3
VF3
TR3
IAA4
ISA5
1 11,17 64,4 48,5
41
41
17
17
6,80
96,77
2 16,83 64,4 122,5 52 50,5 57 55,5 4,27 93,64
3 11,17 85,6 123,5 110 67,5 72,5 30 10,06 95,66
4 16,83 85,6 117,5 86 40 69 23 5,49 92,44
5 10 75 41,5 38 35,5 20,5 18 7,11 95,21
6 18 75 165,5 92,5 60 112 79,5 4,08 85,67
7 14 60 116,5
110 92 44 26 3,94 95,66
8 14 90 124
107 87 56,5 36,5 10,78 96,42
9 14 75 117
77 65,5 67 55,5 7,21 93,59
10 14 75 124 87,5 60 63,5 36 8,76 94,86
11 14 75 116 112,5 107 47 41,5 8,11 94,31
12 14 75 122 87,5 83 56 51,5 8,13 92,39
13 14 75 121 85,5 60,5 78,5 53,5 8,97 93,37
* Experimentos; 1 umidade (g.100g
-1);
2 temperatura (
oC);
3 Cp;
4 g gel/g matéria seca;
5 (%); (VI)
Viscosidade de pasta inicial a 25°C, (PV) pico de viscosidade, (QV) quebra de viscosidade ou
breakdown, (VF) viscosidade final, (TR) tendência à retrogradação ou setback, (IAA) índice de absorção
em água e (ISA) índice de solubilidade em água.

198
APÊNDICE 3. Tempo ótimo de cozimento (TOC), aumento de massa (AM), perda de
sólidos (PS) e parâmetros instrumentais de cor (L*, a* e b*) em função da proporção dos
componentes farinha de polpa de batata (FPB), farinha pré-gelatinizada (FPG) e farinha
de amaranto (FA) da mistura ternária em pseudocomponentes.
Pseudocomponentes Respostas
E* FPR
FPG FA TOC
1 AM*
2 PS*
2 L*
a*
b*
1 0,83 0,00 0,17 4,0 32,72 34,81 59,89 3,60 47,58
2 0,00 0,56 0,44 3,3 111,49 7,72 59,53 4,59 43,01
3 0,83 0,17 0,00 2,3 69,44 14,28 58,07 2,90 42,08
4 0,44 0,56 0,00 3,0 86,28 4,25 60,82 3,72 43,14
5 0,17 0,00 0,83 4,0 79,08 8,56 57,31 5,36 45,66
6 0,00 0,17 0,83 2,0 96,18 3,76 60,25 4,38 41,59
7 0,39 0,22 0,39 4,0 45,32 28,32 60,51 3,48 48,93
8 0,39 0,22 0,39 4,0 45,11 24,02 60,43 3,42 48,81
9 0,39 0,22 0,39 4,0 44,86 25,47 60,49 3,41 48,79
*Experimentos; 1min;
2 (%)

199
APÊNDICE 4
Ficha de avaliação da análise sensorial dos snacks e da massa alimentícia fresca e
intenção de compra.
NOME: _____________________________________________ DATA: ____/____/______
IDADE: ( )15-25 ( )25-35 ( )35-50 ( )acima de 50 anos SEXO: ( ) F ( ) M
Com que frequência você consome o produto:
( ) mais de 3 vezes/semana ( ) 3 vezes/semana ( ) 2 vezes/semana ( ) 1 vez/semana
( ) quinzenalmente ( ) 1 vez/mês ( ) Raramente ( ) Nunca
Prove a amostra e use a escala abaixo para indicar o quanto você gostou ou desgostou de
cada atributo:
9 - gostei muitíssimo ATRIBUTO NOTA
8 - gostei muito
7 - gostei moderadamente Aparência
6 - gostei ligeiramente
5 - nem gostei/nem desgostei Aroma
4 - desgostei ligeiramente
3 - desgostei moderadamente Sabor
2 - desgostei muito
1 - desgostei muitíssimo Textura
Se quiser, escreva o que você mais gostou e/ou desgostou no produto:
Gostou: ________________________________________________________________
Desgostou:______________________________________________________________
Agora, com base em sua opinião sobre esta amostra, se encontrasse a venda você:
( ) Certamente compraria ( ) Possivelmente compraria
( ) Talvez comprasse / talvez não comprasse
( ) Possivelmente não compraria ( ) Certamente não compraria

200
APÊNDICE 5
TERMO DE CONSENTIMENTO LIVRE E ESCLARECIDO DOS SNACKS.
Você está sendo convidado (a) para participar, como voluntário (a), em uma
pesquisa. Após ser esclarecido (a) sobre as informações a seguir, no caso de aceitar
fazer parte do estudo, assine ao final deste documento, que está em duas vias. Uma
delas é sua e a outra do pesquisador responsável. Em caso de dúvida você pode procurar
o Comitê de Ética em Pesquisa da Universidade Federal de Goiás pelos telefones (62)
3521-1076 / 3521-1215.
INFORMAÇÕES SOBRE A PESQUISA:
Título do Projeto: Resíduos da industrialização de batata: aplicação na produção
de farinhas, snacks, farinha pré-gelatinizadas e massa alimentícia fresca sem
glúten com amaranto Pesquisadora Responsável: Gilsimeire Morais Bastos __________________________
Assinatura
Orientador (a): Profª Drª Maria Raquel Hidalgo Campos
Co-orientador: Prof° Dr° Manoel Soares Soares Júnior
Você está sendo convidado (a) a participar da pesquisa: Resíduos da
industrialização de batata: aplicação na produção de farinhas, snacks, farinha pré-
gelatinizadas e massa alimentícia fresca sem glúten com amaranto, que tem como
objetivo utilizar a polpa residual de lavagem de batata na produção de snacks
(salgadinhos), bem como determinar a aceitabilidade e a qualidade física destes
salgadinhos. A análise sensorial será realizada no laboratório de Análise Sensorial da
FANUT-UFG.
Se o (a) senhor (a) aceitar participar, irá avaliar os produtos quanto a aparência,
textura, sabor, odor e intenção de compra, para tanto preencherá uma ficha de avaliação
do produto tomando cerca de 10 min. A ficha e os dados coletados serão de uso
exclusivo nesta pesquisa e de acesso limitado aos pesquisadores e ficarão arquivados na
FANUT/UFG por cinco anos e após serão incinerados.
O (a) senhor (a) tem liberdade de recusar a participar da pesquisa em qualquer
momento sem qualquer prejuízo. A pesquisa não lhe trará danos morais, ou
psicológicos. Os riscos que podem estar associados a essa análise são os de alergia a
qualquer um de seus ingredientes: batata, aroma de presunto, óleo de soja. Não contém
glúten. Caso algum provador apresente reação adversa comprovada ao produto
oferecido na presente pesquisa este será encaminhado para atendimento médico. Ao
participar desta pesquisa o(a) senhor(a) colaborará para o melhor conhecimento dos
atributos sensoriais deste novo produto. O(a) senhor(a) não terá nenhuma despesa para
participar da pesquisa bem como nada será pago por sua participação.
CONSENTIMENTO DA PARTICIPAÇÃO DA PESSOA COMO SUJEITO
Eu,________________________________________________________, RG/ CPF/ nº matrícula
______________________________, abaixo assinado, concordo em participar do estudo Resíduos da
industrialização de batata: aplicação na produção de farinhas, snacks, farinha pré-gelatinizadas e
massa alimentícia fresca sem glúten com amaranto, como sujeito. Fui devidamente informado (a) e
esclarecido (a) pelos pesquisadores(a) sobre a pesquisa, os procedimentos nela envolvidos, assim como os
possíveis riscos e benefícios decorrentes de minha participação. Foi-me garantido que posso retirar meu
consentimento a qualquer momento, sem que isto leve a qualquer penalidade. Local e
data_______________________________
Nome e Assinatura do sujeito: _________________________________

201
APÊNDICE 6
TERMO DE CONSENTIMENTO LIVRE E ESCLARECIDO DA MASSA
ALIMENTÍCIA FRESCA DE POLPA RESIDUAL DE BATATA E AMARANTO
Você está sendo convidado (a) para participar, como voluntário (a), em uma
pesquisa. Após ser esclarecido (a) sobre as informações a seguir, no caso de aceitar
fazer parte do estudo, assine ao final deste documento, que está em duas vias. Uma
delas é sua e a outra do pesquisador responsável. Em caso de dúvida você pode procurar
o Comitê de Ética em Pesquisa da Universidade Federal de Goiás pelos telefones (62)
3521-1076 / 3521-1215.
INFORMAÇÕES SOBRE A PESQUISA:
Título do Projeto: Resíduos da industrialização de batata: aplicação na produção de
farinhas, snacks, farinha pré-gelatinizadas e massa alimentícia fresca sem glúten com
amaranto.
Pesquisadora Responsável: Gilsimeire Morais Bastos__________________________
Assinatura
Orientador (a): Profª Drª Maria Raquel Hidalgo Campos
Co-orientador: Prof° Dr° Manoel Soares Soares Júnior
Você está sendo convidado(a) a participar da pesquisa: Resíduos da industrialização
de batata: aplicação na produção de farinhas, snacks, farinha pré-gelatinizadas e
massa alimentícia fresca sem glúten com amaranto, que tem como objetivo utilizar a
polpa residual de batata e amaranto na produção de massa alimentícia fresca sem glúten,
bem como determinar a aceitabilidade e a qualidade tecnológica dos produtos
elaborados. A análise sensorial será realizada no laboratório de Análise Sensorial da
FANUT-UFG.
Se o (a) senhor (a) aceitar participar, irá avaliar os produtos quanto a aparência,
textura, sabor, odor e intenção de compra, para tanto preencherá uma ficha de avaliação
do produto tomando cerca de 10 min. A ficha e os dados coletados serão de uso
exclusivo nesta pesquisa e de acesso limitado aos pesquisadores e ficarão arquivados na
FANUT/UFG por cinco anos e após serão incinerados.
O (a) senhor (a) tem liberdade de recusar a participar da pesquisa em qualquer
momento sem qualquer prejuízo. A pesquisa não lhe trará danos morais, ou
psicológicos. Os riscos que podem estar associados a essa análise são os de alergia a
qualquer um de seus ingredientes: batata, casca de batata e ovo em pó. Não contém
glúten. Caso algum provador apresente reação adversa comprovada ao produto
oferecido na presente pesquisa este será encaminhado para atendimento médico. Ao
participar desta pesquisa o(a) senhor(a) colaborará para o melhor conhecimento dos
atributos sensoriais deste
novo produto. O(a) senhor(a) não terá nenhuma despesa para participar da pesquisa bem
como nada será pago por sua participação. CONSENTIMENTO DA PARTICIPAÇÃO DA PESSOA COMO SUJEITO
Eu,_____________________________________________________, RG/ CPF/ nº matrícula
______________________________, abaixo assinado, concordo em participar do estudo Resíduos da
industrialização de batata: aplicação na produção de farinhas, snacks, farinha pré-gelatinizadas e
massa alimentícia fresca sem glúten com amaranto, como sujeito. Fui devidamente informado (a) e
esclarecido (a) pelos pesquisadores(a) sobre a pesquisa, os procedimentos nela envolvidos, assim como os
possíveis riscos e benefícios decorrentes de minha participação. Foi-me garantido que posso retirar meu
consentimento a qualquer momento, sem que isto leve a qualquer penalidade.Local e
data_____________________________________
Nome e Assinatura do sujeito: _________________________________________

202
ANEXOS
OBSERVAÇÕES GERAIS:
1Modelo de regressão completo sem ajustes, com variáveis e valores codificados;
itálico= não significativo ao nível de 5% de probabilidade.
X1=Umidade das farinhas (%) e X2= Temperatura de extrusão (ºC);
R2= Coeficiente de determinação; C.V = Coeficiente de variação (%);
Prob>F = Nível de significância total da regressão / ou do resíduo;
Falta de ajuste = Prob>F do resíduo, *=significativo ao nível de p≤0,05; **=
significativo ao nível de p≤0,01; ns= não significativo;
G.L = Graus de liberdade ; S.Q = Soma dos quadrados;
Q.M = quadrado médio (SQ/GL); Prob> | T | = nível de significância pelo Teste t
O modelo preditivo para cada resposta ou variável dependente pode ser empregado
somente dentro da área experimental. O modelo ideal deve ter: boa significância (P ≤
0,05), alta confiabilidade (dados dentro do intervalo de confiança de 95%, ou seja,
resíduo irrelevante) e baixa variabilidade (R2
≥ 70% e C.V ≤ 10%, sendo aceito até 20%
em experimentos de campo) (MIRANDA, 1998).
Neste trabalho, a ANOVA (teste F) foi aplicada utilizando-se os valores
codificados das variáveis independentes e os valores reais das variáveis respostas. Na
análise de variância foi observada a significância da regressão e da falta de ajuste em
relação a 95% de confiança pelo teste F e o coeficiente de determinação (R2), que
quanto maior o seu valor (mais próximo de 100%), melhor terá sido o ajuste do modelo
aos dados experimentais observados (BARROS NETO; SCARMINIO; BRUNS, 2003).
Em alguns modelos, a regressão e a falta de ajuste foram significativas, e
segundo Waszczynskyj et al. (1981), se o quadrado médio para o erro experimental
apresentar valores baixo, os testes de significância para falta de ajuste devem ser
considerados irrelevantes. Quando a falta de ajuste foi significativa e o erro
experimental (erro puro) não era pequeno, pode ter ocorrido que alguma outra variável
que não foi colocada no modelo tenha influenciado na resposta ou talvez haja
necessidade de um modelo mais completo (MIRANDA, 1998). No programa Statística
versão 7.0 os termos não significativos foram retirados obtendo um modelo final
ajustado mais adequado para descrever as características da região analisada. Os
modelos com o R2 muito baixo (<60%) foram usados somente como indicadores de
tendência e não para fins preditivos.

203
ANEXO 1
ANEXO 1A. Modelo de regressão completo1 e análise de variância para o índice de
expansão (IE) dos snacks.
yi= 4,68 - 0,1725x1 - 0,6943x12 + 0,4256x2 - 0,8543x2
2 - 0,1850x1x2
ANÁLISE DE VARIÂNCIA (PROC RSREG – SAS)
R2= 0,9380 C.V = 7,93
REGRESSÃO G.L S.Q R2 Valor F Prob>F
Linear 2 1.6873 0.1701 9.606 0.0098**
Quadrática 2 7.4804 0.7541 42.586 0.0001**
Interação 1 0.1369 0.0138 1.559 0.2520ns
Total da
Regressão
5 9.3046 0.9380 21.189 0.0004**
RESÍDUO G.L S.Q Q.M Valor F Prob>F
Falta de ajuste 3 0.5584 0.1861 13.221 0.0152*
Erro Puro 4 0.0563 0.0140
Total do Erro 7 0.6147 0.0878
PARÂMETRO G.L Coeficiente
estimado
Erro padrão da
estimativa
Prob> | T |
Média 1 4.6860 0.1325 0.0000**
X1 1 -0.1725 0.1047 0.1437ns
X2 1 0.4256 0.1047 0.0048**
X1X1 1 -0.6942 0.1123 0.0005**
X2X1 1 -0.1850 0.1481 0.2520ns
X2X2 1 -0.8542 0.1123 0.0001**

204
ANEXO 1B. Modelo de regressão completo1 e análise de variância para o volume
específico (VE) dos snacks.
yi= 10,53 – 1,6681x1 - 0,2120x12
+ 0,9605x2 - 0,0120x22
- 0,5050x1x2
ANÁLISE DE VARIÂNCIA (PROC RSREG – SAS)
R2= 0,7394 C.V = 12,01
REGRESSÃO G.L S.Q R2 Valor F Prob>F
Linear 2 29.6447 0.7076 9.504 0.0101*
Quadrática 2 0.3143 0.0075 0.101 0.9054ns
Interação 1 1.0201 0.0243 0.654 0.4453ns
Total da
Regressão
5 30.9792 0.7394 3.973 0.0500*
RESÍDUO G.L S.Q Q.M Valor F Prob>F
Falta de ajuste 3 8.1209 2.7069 3.872 0.1120 ns
Erro Puro 4 2.7965 0.6991
Total do Erro 7 10.9174 1.5596
PARÂMETRO G.L Coeficiente
estimado
Erro padrão da
estimativa
Prob> | T |
Média 1 10.5339 0.5585 0.0000**
X1 1 -1.6681 0.4415 0.0069**
X2 1 0.9605 0.4415 0.0661ns
X1X1 1 -0.2119 0.4734 0.6679ns
X2X1 1 -0.5050 0.6244 0.4453ns
X2X2 1 -0.0119 0.4734 0.9805ns

205
ANEXO 1C. Modelo de regressão completo1 e análise de variância para Luminosidade
L* dos snacks.
yi= 83,62 + 0,7393x1 + 0,1163x12 + 0,9149x2 – 0,6361x2
2 – 0,14 x1 x2
ANÁLISE DE VARIÂNCIA (PROC RSREG – SAS)
R2= 0,8210 C.V = 0,79
REGRESSÃO G.L S.Q R2 Valor F Prob>F
Linear 2 11.0697 0.6380 12.471 0.0049*
Quadrática 2 3.0962 0.1784 3.488 0.0889ns
Interação 1 0.0784 0.0045 0.177 0.6869ns
Total da
Regressão
5 14.2444 0.8210 6.419 0.0151*
RESÍDUO G.L S.Q Q.M Valor F Prob>F
Falta de ajuste 3 2.9195 0.9731 20.804 0.0067**
Erro Puro 4 0.1871 0.0467
Total do Erro 7 3.1066 0.4438
PARÂMETRO G.L Coeficiente
estimado
Erro padrão da
estimativa
Prob> | T |
Média 1 83.6259 0.2979 0.0000**
X1 1 0.7393 0.2355 0.0164*
X2 1 0.9149 0.2355 0.0060**
X1X1 1 0.1163 0.2525 0.6590ns
X2X1 1 -0.1400 0.3330 0.6869ns
X2X2 1 -0.6361 0.2525 0.0399*

206
ANEXO 1D. Modelo de regressão completo1 e análise de variância para a coordenada
de cromaticidade a* dos snacks.
yi= 2,36 - 0,5768x1 - 0,21x12 - 0,3085x2 + 0,3065x2
2 – 0,1525 x1 x2
ANÁLISE DE VARIÂNCIA (PROC RSREG – SAS)
R2= 0,8981 C.V = 10,27
REGRESSÃO G.L S.Q R2 Valor F Prob>F
Linear 2 3.4234 0.7327 25.177 0.0006**
Quadrática 2 0.6798 0.1455 5.000 0.0448*
Interação 1 0.0930 0.0199 1.368 0.2804ns
Total da
Regressão
5 4.1963 0.8981 12.344 0.0023**
RESÍDUO G.L S.Q Q.M Valor F Prob>F
Falta de ajuste 3 0.2636 0.0878 1.656 0.3118ns
Erro Puro 4 0.2122 0.0530
Total do Erro 7 0.4759 0.0679
PARÂMETRO G.L Coeficiente
estimado
Erro padrão da
estimativa
Prob> | T |
Média 1 2.3620 0.1166 0.0000**
X1 1 -0.5768 0.0921 0.0004**
X2 1 -0.3085 0.0921 0.0123*
X1X1 1 -0.0210 0.0988 0.8378ns
X2X1 1 -0.1525 0.1303 0.2804ns
X2X2 1 0.3065 0.0988 0.0173*

207
ANEXO 1E. Modelo de regressão completo1 e análise de variância para a coordenada
de cromaticidade b* dos snacks.
yi= 10,90 – 1,4419x1 + 0,1346x12 - 0,9190x2 + 0,5296x2
2 – 0,6375 x1 x2
ANÁLISE DE VARIÂNCIA (PROC RSREG – SAS)
R2= 0,9037 C.V = 5,66
REGRESSÃO G.L S.Q R2 Valor F Prob>F
Linear 2 23.3909 0.7830 28.457 0.0004**
Quadrática 2 1.9817 0.0663 2.411 0.1598 ns
Interação 1 1.6256 0.0544 3.955 0.0870 ns
Total da
Regressão
5 26.9983 0.9037 13.138 0.0019**
RESÍDUO G.L S.Q Q.M Valor F Prob>F
Falta de ajuste 3 1.1946 0.3982 0.9468 0,4977ns
Erro Puro 4 1.6822 0.4205
Total do Erro 7 2.8769 0.4109
PARÂMETRO G.L Coeficiente
estimado
Erro padrão da
estimativa
Prob> | T |
Média 1 10.9019 0.2867 0.0000**
X1 1 -1.4419 0.2266 0.0004**
X2 1 -0.9190 0.2266 0.0048*
X1X1 1 0.1346 0.2430 0.5969ns
X2X1 1 -0.6375 0.3205 0.0870ns
X2X2 1 0.5296 0.2430 0.0657 ns

208
ANEXO 1F. Modelo de regressão completo1 e análise de variância para a diferença de
cor (ΔE) dos snacks.
yi= 13,74 – 1,6291x1 - 0,2228x12 - 1,3226x2 + 0,8271x2
2 – 0,3875 x1 x2
ANÁLISE DE VARIÂNCIA (PROC RSREG – SAS)
R2= 0,9051 C.V = 5,48
REGRESSÃO G.L S.Q R2 Valor F Prob>F
Linear 2 35.2274 0.7833 28.899 0.0004**
Quadrática 2 4.8802 0.1085 4.004 0.0693 ns
Interação 1 0.6006 0.0134 0.985 0.3539 ns
Total da Regressão 5 40.7082 0.9051 13.358 0.0018**
RESÍDUO G.L S.Q Q.M Valor F Prob>F
Falta de ajuste 3 3.0833 1.0277 3.475 0.1301ns
Erro Puro 4 1.1830 0.2957
Total do Erro 7 4.2664 0.6094
PARÂMETRO G.L Coeficiente
estimado
Erro padrão da
estimativa
Prob> | T |
Média 1 13.7420 0.3491 0.0000**
X1 1 -1.6291 0.2760 0.0006**
X2 1 -1.3226 0.2760 0.0020**
X1X1 1 -0.0228 0.2959 0.9406ns
X2X1 1 -0.3875 0.3903 0.3539ns
X2X2 1 0.8271 0.2959 0.0267*

209
ANEXO 2
ANEXO 2A. Modelo de regressão completo1 e análise de variância para a Viscosidade
de pasta inicial a 25°C (VI) das farinhas pré-gelatinizadas de polpa residual de batata.
yi= 120 + 30,4203x1 – 10,4687x12
+ 10,0758x2 - 2,0937x22
- 20x1x2
ANÁLISE DE VARIÂNCIA (PROC RSREG – SAS)
R2= 0,8354 C.V = 15,37
REGRESSÃO G.L S.Q R2 Valor F Prob>F
Linear 2 8215.3335 0.6486 13.789 0.0037**
Quadrática 2 766.1536 0.0605 1.286 0.3345ns
Interação 1 1600.0000 0.1263 5.371 0.0536ns
Total da Regressão 5 10581 0.8354 7.104 0.0114*
RESÍDUO G.L S.Q Q.M Valor F Prob>F
Falta de ajuste 3 2039.3205 679.7735 59.111 0.0009**
Erro Puro 4 46.0000 11.5000
Total do Erro 7 2085.3205 297.9029
PARÂMETRO G.L Coeficiente
estimado
Erro padrão da
estimativa
Prob> | T |
Média 1 120.0000 7.7188 0.0000**
X1 1 30.4203 6.1022 0.0016**
X2 1 10.0758 6.1022 0.1427 ns
X1X1 1 -10.4688 6.5439 0.1537 ns
X2X1 1 -20.0000 8.6299 0.0536ns
X2X2 1 -2.0937 6.5439 0.7583ns
ANEXO 2B. Modelo de regressão completo1 e análise de variância para Pico de
Viscosidades (PV) das farinhas de polpa residual extrusadas.
yi= 90 + 8,0093x1 – 16,0312x12
+ 12,3447x2 + 5,5938x22 – 8,7500x1x2
ANÁLISE DE VARIÂNCIA (PROC RSREG – SAS)
R2= 0,5419 C.V = 27,08
REGRESSÃO G.L S.Q R2 Valor F Prob>F
Linear 2 1732.3234 0.2212 1.690 0.2519ns
Quadrática 2 2205.7699 0.2816 2.152 0.1869ns
Interação 1 306.2500 0.0391 0.598 0.4648ns
Total da
Regressão
5 4244.3433 0.5419 1.656 0.2623ns
RESÍDUO G.L S.Q Q.M Valor F Prob>F
Falta de ajuste 3 2879.5797 959.8599 5.423 0,0680 ns
Erro Puro 4 708.0000 177.0000
Total do Erro 7 3587.5797 512.5113

210
ANEXO 2C. Modelo de regressão completo1 e análise de variância para quebra de
viscosidade (QV) das farinhas pré-gelatinizadas de polpa residual de batata.
yi= 75,5 + 2,0810x1 – 18,4437x12 + 1,1161x2 + 2,4313x2
2 – 9,25x1x2
ANÁLISE DE VARIÂNCIA (PROC RSREG – SAS)
R2= 0,5159 C.V = 30,27
REGRESSÃO G.L S.Q R2 Valor F Prob>F
Linear 2 44.6109 0.0079 0.0570 0.9450ns
Quadrática 2 2531.9921 0.4475 3.236 0.1011ns
Interação 1 342.2500 0.0605 0.875 0.3808ns
Total da Regressão 5 2918.8531 0.5159 1.492 0.3037ns
RESÍDUO G.L S.Q Q.M Valor F Prob>F
Falta de ajuste 3 1125.5391 375.1797 0.930 0.5038ns
Erro Puro 4 1613.3000 403.3250
Total do Erro 7 2738.8391 391.2627
ANEXO 2D. Modelo de regressão completo1 e análise de variância para viscosidade
final (VF) das farinhas pré-gelatinizadas de polpa residual de batata.
yi= 62,40 + 20,7376x1 + 0,8313x12
+ 10,6472x2 - 7,1687x22 – 10,8750x1x2
ANÁLISE DE VARIÂNCIA (PROC RSREG – SAS)
R2= 0,7235 C.V = 28,8007
REGRESSÃO G.L S.Q R2 Valor F Prob>F
Linear 2 4347.2745 0.6049 7.657 0.0173*
Quadrática 2 379.5818 0.0528 0.669 0.5423ns
Interação 1 473.0625 0.0658 1.666 0.2377ns
Total da
Regressão
5 5199.9189 0.7235 3.664 0.0601ns
RESÍDUO G.L S.Q Q.M Valor F Prob>F
Falta de ajuste 3 1427.3810 475.7936 3.400 0.1340ns
Erro Puro 4 559.7000 139.9250
Total do Erro 7 1987.0810 283.8687

211
ANEXO 2E. Modelo de regressão completo1 e análise de variância para a tendência a
retrogradação (TR) das farinhas pré-gelatinizadas de polpa residual de batata.
yi= 47,60 + 14,8093x1 – 1,5813x12
– 0,5813x2 – 10,3313x22
– 11,3750x1x2
ANÁLISE DE VARIÂNCIA (PROC RSREG – SAS)
R2= 0,7577 C.V = 29,15
REGRESSÃO G.L S.Q R2 Valor F Prob>F
Linear 2 1757.2167 0.4412 6.372 0.0265*
Quadrática 2 742.8910 0.1865 2.694 0.1356ns
Interação 1 517.5625 0.1299 3.754 0.0939ns
Total da Regressão 5 3017.6702 0.7577 4.377 0.0398*
RESÍDUO G.L S.Q Q.M Valor F Prob>F
Falta de ajuste 3 680.9374 226.9791 3.195 0.1456ns
Erro Puro 4 284.2000 71.0500
Total do Erro 7 965.1374 137.8767
PARÂMETRO G.L Coeficiente
estimado
Erro padrão da
estimativa
Prob> | T |
Média 1 47.6000 5.2512 0.0000**
X1 1 14.8092 4.1514 0.0091**
X2 1 -0.5813 4.1514 0.8926 ns
X1X1 1 -1.5812 4.4519 0.7329ns
X2X1 1 -11.3750 5.8710 0.0939ns
X2X2 1 -10.3313 4.4519 0.0533ns

212
ANEXO 2F. Modelo de regressão completo1 e análise de variância para o índice de
absorção em água (IAA) das farinhas pré-gelatinizadas de polpa residual de batata.
yi= 8,23 – 1,4227x1 – 1,2763x12 + 1,7695x2 - 0,3938x2
2 - 0,5107x1x2
ANÁLISE DE VARIÂNCIA (PROC RSREG – SAS)
R2= 0,8952 C.V = 13,17
REGRESSÃO G.L S.Q R2 Valor F Prob>F
Linear 2 41.2416 0.6840 22.847 0.0009**
Quadrática 2 11.6938 0.1939 6.478 0.0256*
Interação 1 1.0404 0.0173 1.153 0.3186ns
Total da Regressão 5 53.9759 0.8952 11.961 0.0025**
RESÍDUO G.L S.Q Q.M Valor F Prob>F
Falta de ajuste 3 4.4247 1.4749 3.116 0.1505ns
Erro Puro 4 1.8931 0.4732
Total do Erro 7 6.3178 0.9025
PARÂMETRO G.L Coeficiente
estimado
Erro padrão da
estimativa
Prob> | T |
Média 1 8.2360 0.4248 0.0000**
X1 1 -1.4231 0.3358 0.0039**
X2 1 1.7691 0.3358 0.0012**
X1X1 1 -1.2761 0.3601 0.0094**
X2X1 1 -0.5100 0.4750 0.3186ns
X2X2 1 -0.3936 0.3601 0.3107ns

213
ANEXO 2G. Modelo de regressão completo1 e análise de variância para o índice de
solubilidade em água (ISA) das farinhas pré-gelatinizadas de polpa residual de batata.
yi= 93,70 – 2,4802x1 – 1,2851x12 _
0,1544x2 + 1,5148x22 - 0,0225x1x2
ANÁLISE DE VARIÂNCIA (PROC RSREG – SAS)
R2= 0,8418 C.V = 1,57
REGRESSÃO G.L S.Q R2 Valor F Prob>F
Linear 2 49.4017 0.5139 11.366 0.0063**
Quadrática 2 31.5224 0.3279 7.252 0.0197*
Interação 1 0.0020 0.0000 0.0009 0.9765ns
Total da Regressão 5 80.9262 0.8418 7.448 0.0100**
RESÍDUO G.L S.Q Q.M Valor F Prob>F
Falta de ajuste 3 11.6577 3.8859 4.373 0.0940 ns
Erro Puro 4 3.5547 0.8886
Total do Erro 7 15.2124 2.1732
PARÂMETRO G.L Coeficiente
estimado
Erro padrão da
estimativa
Prob> | T |
Média 1 93.7039 0.6592 0.0000**
X1 1 -2.4802 0.5212 0.0021**
X2 1 -0.1544 0.5212 0.7756ns
X1X1 1 -1.2851 0.5589 0.0551ns
X2X1 1 -0.0225 0.7370 0.9765ns
X2X2 1 1.5148 0.5589 0.0302*

214
ANEXO 3
Recommended

















