Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 201170
Rea
lizac
ione
s
ISSN: 0008-8919. PP.: 70-87
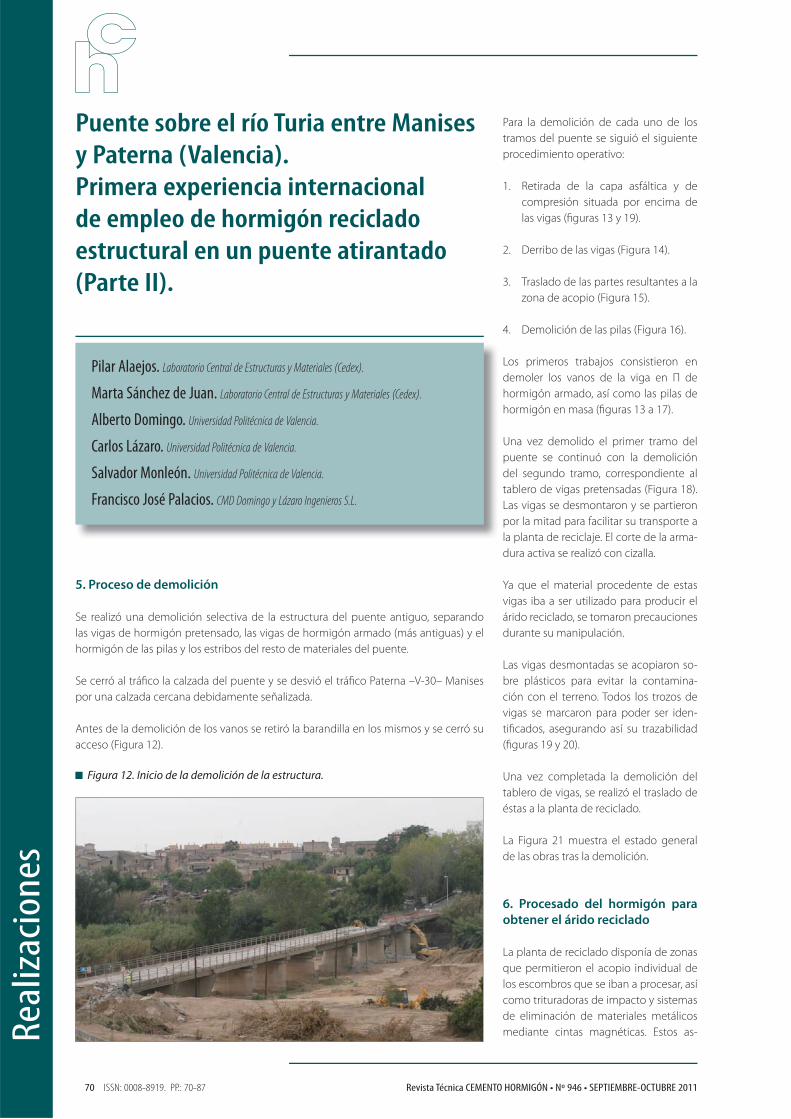
5. Proceso de demolición
Se realizó una demolición selectiva de la estructura del puente antiguo, separando
las vigas de hormigón pretensado, las vigas de hormigón armado (más antiguas) y el
hormigón de las pilas y los estribos del resto de materiales del puente.
Se cerró al tráfi co la calzada del puente y se desvió el tráfi co Paterna –V-30– Manises
por una calzada cercana debidamente señalizada.
Antes de la demolición de los vanos se retiró la barandilla en los mismos y se cerró su
acceso (Figura 12).
Para la demolición de cada uno de los
tramos del puente se siguió el siguiente
procedimiento operativo:
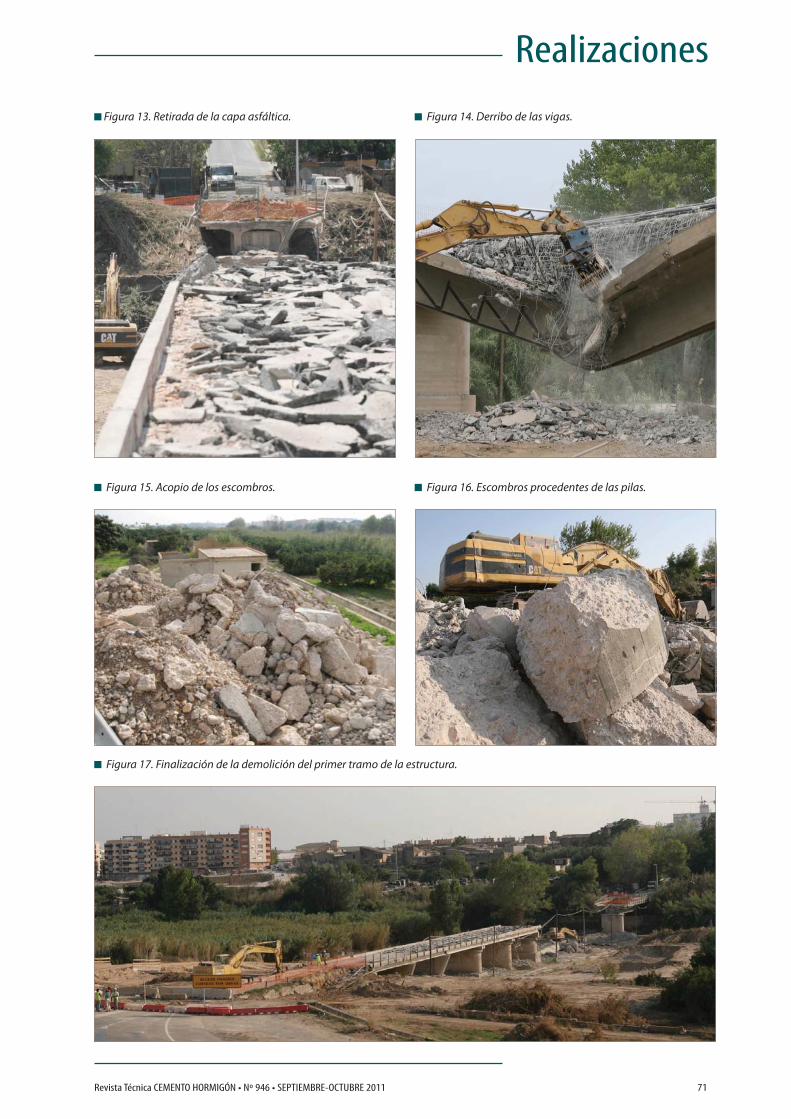
1. Retirada de la capa asfáltica y de
compresión situada por encima de
las vigas (fi guras 13 y 19).
2. Derribo de las vigas (Figura 14).
3. Traslado de las partes resultantes a la
zona de acopio (Figura 15).
4. Demolición de las pilas (Figura 16).
Los primeros trabajos consistieron en
demoler los vanos de la viga en Π de
hormigón armado, así como las pilas de
hormigón en masa (fi guras 13 a 17).
Una vez demolido el primer tramo del
puente se continuó con la demolición
del segundo tramo, correspondiente al
tablero de vigas pretensadas (Figura 18).
Las vigas se desmontaron y se partieron
por la mitad para facilitar su transporte a
la planta de reciclaje. El corte de la arma-
dura activa se realizó con cizalla.
Ya que el material procedente de estas
vigas iba a ser utilizado para producir el
árido reciclado, se tomaron precauciones
durante su manipulación.
Las vigas desmontadas se acopiaron so-
bre plásticos para evitar la contamina-
ción con el terreno. Todos los trozos de
vigas se marcaron para poder ser iden-
tifi cados, asegurando así su trazabilidad
(fi guras 19 y 20).
Una vez completada la demolición del
tablero de vigas, se realizó el traslado de
éstas a la planta de reciclado.
La Figura 21 muestra el estado general
de las obras tras la demolición.
6. Procesado del hormigón para
obtener el árido reciclado
La planta de reciclado disponía de zonas
que permitieron el acopio individual de
los escombros que se iban a procesar, así
como trituradoras de impacto y sistemas
de eliminación de materiales metálicos
mediante cintas magnéticas. Estos as-
Figura 12. Inicio de la demolición de la estructura.
Pilar Alaejos. Laboratorio Central de Estructuras y Materiales (Cedex).
Marta Sánchez de Juan. Laboratorio Central de Estructuras y Materiales (Cedex).
Alberto Domingo. Universidad Politécnica de Valencia.
Carlos Lázaro. Universidad Politécnica de Valencia.
Salvador Monleón. Universidad Politécnica de Valencia.
Francisco José Palacios. CMD Domingo y Lázaro Ingenieros S.L.
Puente sobre el río Turia entre Manises
y Paterna (Valencia).
Primera experiencia internacional
de empleo de hormigón reciclado
estructural en un puente atirantado
(Parte II).
Realizaciones
Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 2011 71
Figura 13. Retirada de la capa asfáltica.
Figura 15. Acopio de los escombros.
Figura 17. Finalización de la demolición del primer tramo de la estructura.
Figura 14. Derribo de las vigas.
Figura 16. Escombros procedentes de las pilas.

Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 201172
Rea
lizac
ione
s
pectos cumplían con los requisitos establecidos para el proceso
de reciclado de los materiales (Figura 22).
Las vigas de hormigón, inicialmente seleccionadas para su reci-
clado, se transportaron y descargaron de forma independiente,
acopiándolas sobre unos plásticos para evitar su contaminación
con el suelo (fi guras 23 y 24). De esta forma se cumplía así otro
de los requisitos establecidos para el procesamiento de los es-
combros.
Figura 18. Demolición del segundo tramo de la estructura.
Figura 22. Planta de producción de árido reciclado.
Figura 23. Transporte de las vigas.
Figura 20. Acopio de las vigas pretensadas en obra.
Figura 19. Demolición de las vigas pretensadas.
Figura 21. Estado general de las obras tras la demolición.
Realizaciones
Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 2011 73
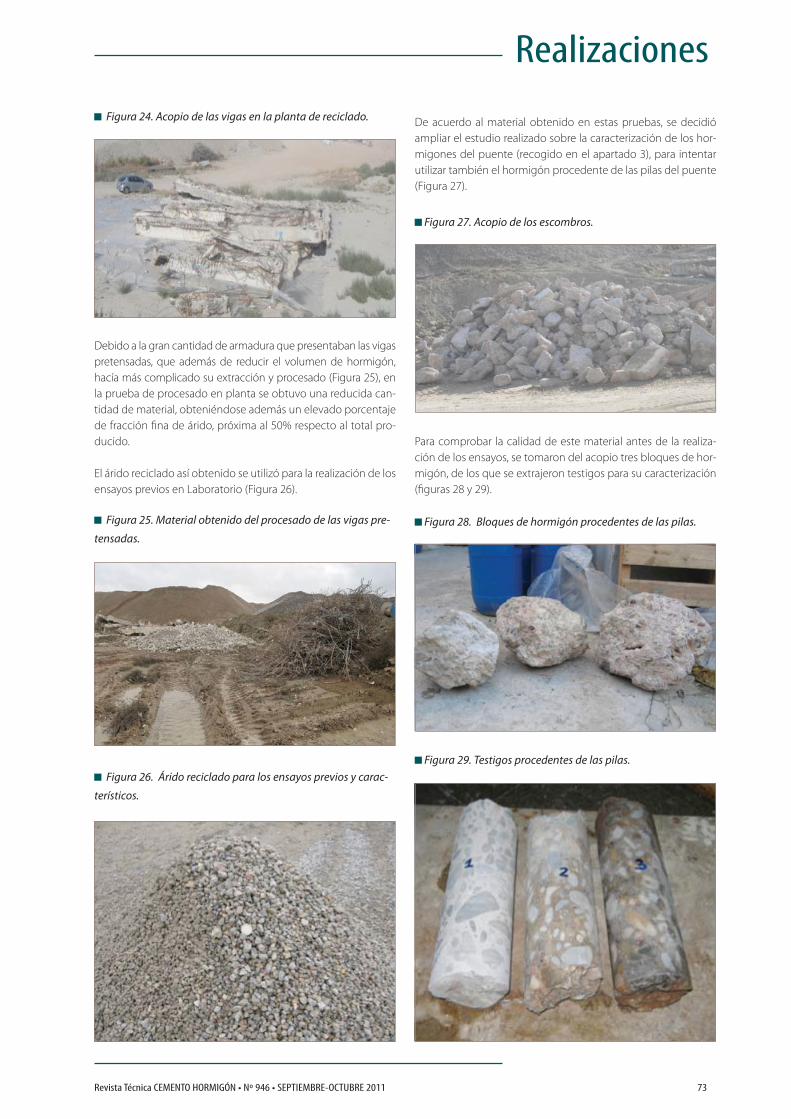
Debido a la gran cantidad de armadura que presentaban las vigas
pretensadas, que además de reducir el volumen de hormigón,
hacía más complicado su extracción y procesado (Figura 25), en
la prueba de procesado en planta se obtuvo una reducida can-
tidad de material, obteniéndose además un elevado porcentaje
de fracción fi na de árido, próxima al 50% respecto al total pro-
ducido.
El árido reciclado así obtenido se utilizó para la realización de los
ensayos previos en Laboratorio (Figura 26).
De acuerdo al material obtenido en estas pruebas, se decidió
ampliar el estudio realizado sobre la caracterización de los hor-
migones del puente (recogido en el apartado 3), para intentar
utilizar también el hormigón procedente de las pilas del puente
(Figura 27).
Para comprobar la calidad de este material antes de la realiza-
ción de los ensayos, se tomaron del acopio tres bloques de hor-
migón, de los que se extrajeron testigos para su caracterización
(fi guras 28 y 29).
Figura 24. Acopio de las vigas en la planta de reciclado.
Figura 27. Acopio de los escombros.
Figura 28. Bloques de hormigón procedentes de las pilas.
Figura 29. Testigos procedentes de las pilas.
Figura 25. Material obtenido del procesado de las vigas pre-
tensadas.
Figura 26. Árido reciclado para los ensayos previos y carac-
terísticos.

Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 201174
Rea
lizac
ione
s
La resistencia media obtenida fue de 27 N/mm2. De acuerdo al
Pliego de Prescripciones Técnicas Particulares, la grava recicla-
da debería proceder de elementos estructurales de resistencia
mayor o igual a 25 N/mm2, por lo que los áridos obtenidos a
partir de estos materiales, podrían cumplir las especifi caciones
establecidas.
Se procesaron varios bloques procedentes de las pilas en la
planta de reciclado, con el mismo procedimiento que el utili-
zado para obtener el árido reciclado de las vigas pretensadas,
obteniéndose en este caso 3 t de árido reciclado para ensayos
previos y característicos.
El material a utilizar en la obra (tanto de las vigas como de las
pilas) se procesó en la planta de reciclado un mes antes del
hormigonado en obra, cumpliendo así uno de los requisitos es-
tablecidos en el Pliego de Prescripciones Técnicas Particulares,
por el cual no debía transcurrir más de 60 días desde el procesa-
miento de los escombros en planta hasta la utilización del árido
reciclado en la obra, con el fi n de evitar un periodo excesivo de
acopio del árido reciclado en la planta de reciclaje.
El material seleccionado para reciclar se sometió a una pri-
mera trituración en la que se empleó una trituradora de im-
pacto (Figura 30), que admite bloques de dimensiones hasta
950x650 mm.
A la salida de la trituradora se eliminan mediante una cinta mag-
nética las armaduras (en el caso de hormigón armado), y otros
materiales metálicos que puedan contener los escombros (Fi-
gura 31).
Tras la trituración del material y a su paso por una cinta transpor-
tadora, se realiza en una cabina de triaje una separación manual
de los elementos contaminantes de mayor tamaño, como pue-
den ser plásticos, papeles, vidrios, etc., que debido a la limpieza
del material en este proyecto no fue necesaria (Figura 32).
El material se hace pasar por unas cribas vibratorias que hacen
un corte granulométrico por el tamaño 20 mm (Figura 33). El
material de tamaño inferior a 20 mm se deposita en acopios
Figura 30. Primera trituración del material.
Figura 32. Cabina de triaje para eliminación de impurezas.
Figura 31. Eliminación de armaduras.
Figura 33. Eliminación de la fracción 0/20 mm.
Figura 34. Trituración secundaria.

Realizaciones
Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 2011 75
separados mediante unas cintas transportadoras, mientras el
material de tamaño superior continúa su procesamiento. El ma-
terial fi no se rechazó ya que presenta una peor calidad debido a
su mayor contenido de mortero.
El siguiente paso es una trituración secundaria del material, para
la que de nuevo se utiliza una trituradora de impacto (Figura 34).
El material triturado se pasó por una criba móvil, que separaba las
siguientes fracciones: 0/4 mm, 4/20 mm y >20 mm (Figura 35). Para
aprovechar el material, la fracción mayor de 20 mm se retornó a la
trituradora secundaria, para su nueva trituración. Las fi guras 36 y 37
muestran el detalle del procesado del árido.
7. Caracterización de los componentes del hormigón
Se caracterizaron todos los materiales utilizados para la fabri-
cación del hormigón reciclado HA-35 del proyecto: cemento,
agua, arena, áridos naturales, áridos reciclados y aditivos (plas-
tifi cante y superplastifi cante).
Los áridos utilizados fueron de tipo calizo no dolomítico, según se
especifi caba en los requisitos técnicos recogidos en el Pliego de
Prescripciones Técnicas Particulares del Proyecto (PPTP), separa-
dos en las siguientes fracciones granulométricas: arena: 0/4 mm,
gravilla: 4/12 mm y grava: 12/20 mm. El cemento utilizado fue un
CEM I 52,5 R, cumpliéndose así el requisito del PPTP que exigía un
cemento de categoría resistente mayor o igual a 42,5. Se utiliza-
ron además aditivos plastifi cante y superplastifi cante.
Estos materiales cumplieron los requisitos establecidos en el
PPTP. Las tablas 6 y 7 recogen las características físicas de los
materiales utilizados.
La caracterización de los áridos reciclados se realizó en una pri-
mera fase a partir de los testigos extraídos de las vigas del puente
antiguo, obteniendo árido reciclado mediante su trituración en
Laboratorio para confi rmar inicialmente la validez del material.
Figura 35. Cribado del árido reciclado.
Figura 36. Acopio de árido reciclado.
Figura 37. Detalle del árido reciclado.
Tabla 6. Propiedades del cemento.
Características físicas
Densidad (t/m3) UNE 80103:86 3,14
Escurrimiento (%) UNE-EN 196-6:05 91
Resistencia a compresión (N/mm2)UNE-EN 196-1:05 2 días 28 días
38,8 56,1
Resistencia a fl exión (N/mm2)UNE-EN 196-1:05 2 días 28 días
7,2 9,2
Fraguado UNE-EN 196-3:96
Principio Final
2 h y 30 min (150 min) 3 h y 30 min (210 min)
Agujas de Le Chatelier (mm) 1,1
Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 201176
Rea
lizac
ione
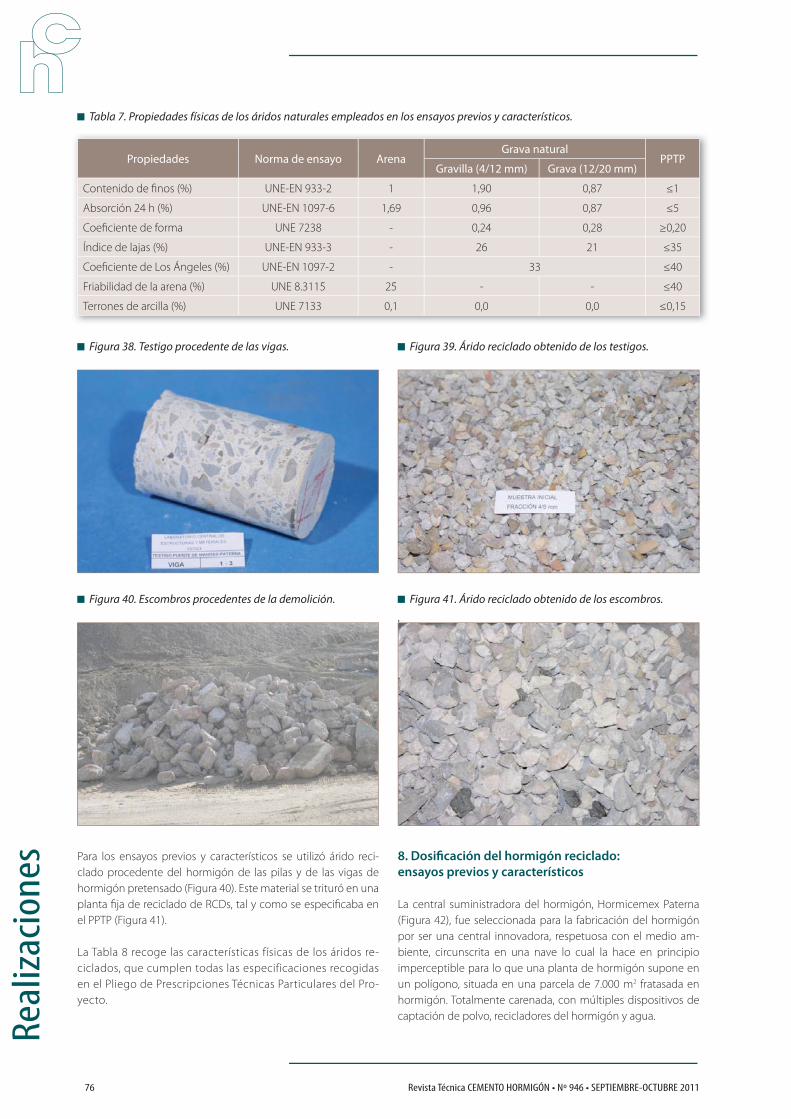
s Para los ensayos previos y característicos se utilizó árido reci-
clado procedente del hormigón de las pilas y de las vigas de
hormigón pretensado (Figura 40). Este material se trituró en una
planta fi ja de reciclado de RCDs, tal y como se especifi caba en
el PPTP (Figura 41).
La Tabla 8 recoge las características físicas de los áridos re-
ciclados, que cumplen todas las especificaciones recogidas
en el Pliego de Prescripciones Técnicas Particulares del Pro-
yecto.
8. Dosifi cación del hormigón reciclado:
ensayos previos y característicos
La central suministradora del hormigón, Hormicemex Paterna
(Figura 42), fue seleccionada para la fabricación del hormigón
por ser una central innovadora, respetuosa con el medio am-
biente, circunscrita en una nave lo cual la hace en principio
imperceptible para lo que una planta de hormigón supone en
un polígono, situada en una parcela de 7.000 m2 fratasada en
hormigón. Totalmente carenada, con múltiples dispositivos de
captación de polvo, recicladores del hormigón y agua.
Tabla 7. Propiedades físicas de los áridos naturales empleados en los ensayos previos y característicos.
Propiedades Norma de ensayo ArenaGrava natural
PPTPGravilla (4/12 mm) Grava (12/20 mm)
Contenido de fi nos (%) UNE-EN 933-2 1 1,90 0,87 ≤1
Absorción 24 h (%) UNE-EN 1097-6 1,69 0,96 0,87 ≤5
Coefi ciente de forma UNE 7238 - 0,24 0,28 ≥0,20
Índice de lajas (%) UNE-EN 933-3 - 26 21 ≤35
Coefi ciente de Los Ángeles (%) UNE-EN 1097-2 - 33 ≤40
Friabilidad de la arena (%) UNE 8.3115 25 - - ≤40
Terrones de arcilla (%) UNE 7133 0,1 0,0 0,0 ≤0,15
Figura 38. Testigo procedente de las vigas.
Figura 40. Escombros procedentes de la demolición.
Figura 39. Árido reciclado obtenido de los testigos.
Figura 41. Árido reciclado obtenido de los escombros.
.

Realizaciones
Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 2011 77
Cuenta además con un sistema de gestión ecológica deno-
minado `residuo cero´ que supone que se recupera todo lo
producido, lo cual se consigue con la incorporación de siste-
mas de almacenamiento, producción y distribución con las
más avanzadas tecnologías que tienen por objetivo evitar
cualquier impacto de esta actividad sobre el medio ambien-
te. Además, esta central está en posesión del certificado de
gestión medioambiental según ISO 14001, lo que la dota de
un carácter sostenible que apoya al núcleo de todo el pro-
yecto.
Es una central de alta capacidad de almacenamiento de ma-
terias primas ensiladas, tanto cemento así como de áridos,
otorgando a la instalación una capacidad de producción de
100 m3/h. Dispone de dos vías de trabajo: seca, para los hor-
migones convencionales y blancos, y húmeda vía amasadora
de doble eje horizontal y de capacidad 3 m3. El reciclado del
hormigón fresco mediante un reciclador de noria le permite
reutilizar dicho subproducto en hormigones de calidades no
estructurales, así como la dosifi cación del agua reciclada se-
gún la Instrucción EHE.
La instalación está controlada por un sistema informático de
gestión propia, Ginco, conectado en tiempo real con el de-
partamento de Calidad de la empresa. Dicho sistema realiza
automáticamente el control de stock de los materiales, su
pesaje individual, así como la secuencias de carga y descarga
a la amasadora y, finalmente, al camión hormigonera. Facilita
una auditoría final de la carga realizada, alertando de las po-
Tabla 8. Propiedades físicas de los áridos reciclados.
PropiedadesNorma de
ensayo
Grava reciclada (4/20 mm)
PPTPEnsayos iniciales
Ensayos previos
y característicos
Contenido de fi nos (%) UNE-EN 933-2 0 0 ≤1
Desclasifi cados inferiores (%) UNE-EN 933-2 0 0,1 ≤5
Absorción 24 h (%) UNE-EN 1097-6 5,13 5,38 ≤7
Densidad real (kg/dm3) UNE-EN 1097-6 2,28 2,26 -
Densidad saturada con superfi cie seca (kg/dm3) UNE-EN 1097-6 2,40 2,39 -
Coefi ciente de forma UNE 7238 0,20 0,26 ≥0,20
Índice de lajas (%) UNE-EN 933-3 - 13,91 ≤35
Coefi ciente de Los Ángeles (%) UNE-EN 1097-2 - 32 ≤40
Contenido de mortero adherido (%) - 52% - -
Resistencia del hormigón de origen (N/mm2) UNE-EN 12390-3 4848 (vigas)
27 (pilas)≥25
Figura 42. Vista general de la planta de hormigón.
.
Tabla 9. Dosificación del hormigón reciclado.
kg/m3
Cemento CEM I 52,5 R 379
Agua 185
Arena 848
Arido grueso 6/12 275,2
Arido grueso 12/20 536,8
Arido reciclado 6/20 (20%) 203
Plastifi cante 4,55
Superplastifi cante 1,99

Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 201178
Rea
lizac
ione
s
sibles desviaciones de pesaje para realizar siempre una carga
adecuada.
La dosifi cación para el hormigón reciclado fue la misma que
utiliza habitualmente la planta de hormigón para un hormigón
convencional H-35, sustituyendo un 20% de árido grueso natu-
ral (Tabla 9).
De acuerdo con el artículo 86º de la Instrucción EHE, al no haber
experiencia anterior en planta de utilización del árido reciclado,
se realizaron ensayos previos en el Laboratorio Central de Es-
tructuras y Materiales del Cedex y ensayos característicos con
probetas tomadas en la planta de hormigón, para verifi car que
el hormigón con áridos reciclados satisfacía las condiciones que
se le exigían en el Pliego de Prescripciones Técnicas Particulares
del proyecto.
Los ensayos han incluido además de los exigidos por la Ins-
trucción EHE: consistencia y resistencia a compresión, otros de
gran interés para evaluar el futuro comportamiento del hormi-
gón reciclado: módulo de elasticidad y retracción, ya que son
Figura 43. Consistencia del hormigón reciclado en ensayos
previos.
Figura 45. Consistencia del hormigón reciclado en ensayos
característicos.
Figura 44. Llenado de probetas para los ensayos previos.
Figura 46. Llenado de probetas para los ensayos caracterís-
ticos.
Tabla 10. Resultados de los ensayos previos y característicos
sobre el hormigón reciclado.
Ensayos
previos
Ensayos
caracte-
rísticos
Cono (cm) 10 11
Densidad (kg/dm3) 2,38 2,34
Resistencia a compresión 7 días
(N/mm2)44 36
Resistencia a compresión 28 días
(N/mm2)49 43
Módulo de elasticidad (N/mm2) 38.500 32.000
Retracción (200 días) (micras/m) 560 580
Velocidad máxima de carbonatación
(mm/√día)0,0 0,47
Profundidad media de penetración
de agua (Zm) (mm) 14
28
15
29Profundidad máxima de penetración
de agua (Tm) (mm)

Realizaciones
Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 2011 79
los aspectos más desfavorables en este tipo de hormigones, así
como ensayos de durabilidad: carbonatación y profundidad de
penetración de agua (aunque este último requisito no es exigi-
do para la clase de exposición IIb).
La Tabla 10 resume los resultados de los ensayos previos y ca-
racterísticos realizados en el Laboratorio Central de Estructuras
y Materiales del Cedex.
Tanto en los ensayos previos como en los característicos, se
obtuvieron resultados favorables, cumpliendo en todos los ca-
sos los requisitos establecidos en el Pliego de Prescripciones
Técnicas Particulares del proyecto y las especifi caciones de la
Instrucción EHE.
Se comprobó en estos ensayos que a pesar de la mayor absor-
ción de los áridos reciclados, se podrían obtener consistencias
fl uidas en el hormigón sin necesidad de presaturar los áridos
reciclados, utilizando el mismo tipo y contenido de aditivo que
para un hormigón convencional.
Las profundidades máximas y media obtenidas en el ensayo de
penetración de agua (Figura 47) cumplen los criterios estableci-
dos en la Instrucción EHE, para los ambientes más agresivos IIIc
y QC (Zm≤20mm y Tm≤30mm)
El hormigón reciclado con un contenido de árido reciclado
del 20% presenta un comportamiento adecuado frente a
la carbonatación, similar al de un hormigón convencional
(Figura 48).
9. Ejecución y puesta en obra. Control de calidad
Durante las obras, se llevó a cabo un intensivo control de cali-
dad del hormigón reciclado y de sus componentes.
9.1 Dosifi cación fi nal utilizada
El hormigón suministrado por la planta de Hormicemex, fue, se-
gún lo establecido en el Pliego de Prescripciones Técnicas Parti-
culares, un HA-35/F/20/IIb.
Al objeto de asegurar el cumplimiento en obra de la resisten-
cia, el contenido de cemento del hormigón suministrado fue
de 385 kg/m3, ligeramente superior al utilizado para los ensayos
previos y característicos (379 kg/m3), lo que supone un incre-
mento del 1,6%.
También, para asegurar la consistencia en la dosifi cación fi nal
se aumentó además ligeramente el contenido de arena y se re-
dujo el contenido de árido grueso 6/12 mm. Estos ajustes en la
dosifi cación fi nal han supuesto un ligero descenso de la relación
agua/cemento.
Figura 47. Ensayo de penetración de agua.
Figura 48. Resultados del ensayo de carbonatación en los ensayos característicos.

Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 201180
Rea
lizac
ione
s
9.2 Control de calidad de los materiales componentes
Según lo recogido en el PPTP del proyecto, al comienzo de la
obra se realizó de nuevo la caracterización de cada uno de los
componentes del hormigón reciclado. Los materiales utilizados
cumplieron todos los requisitos establecidos.
Asimismo, y teniendo en cuenta que el árido natural utilizado
en el hormigón de origen del que se obtuvo el árido reciclado
era de naturaleza silícea, se realizó un estudio de la reactividad
potencial, para el que se fabricó una serie de barras de mortero
con un 80% de árido natural y un 20% de árido reciclado, re-
produciendo así la mezcla real de áridos gruesos utilizados en
el hormigón.
Los ensayos se realizaron según el procedimiento descrito por
la Norma UNE 146508 EX. `Ensayos de áridos. Determinación
de la reactividad potencial álcali-sílice y álcali-silicato de los
áridos. Método acelerado en probetas de mortero´ en la Divi-
sión de Durabilidad del Hormigón del Laboratorio Central del
Cedex.
Los resultados del ensayo se presentan en función de la expansión
de las probetas a 14 y 28 días (en %). En la Tabla 12 se observa que
los resultados a ambas edades cumplen ampliamente el límite fi jado.
Se puede concluir, por lo tanto, que el árido reciclado, utilizado
en una proporción del 20% respecto al contenido total de árido
grueso, no es reactivo con los álcalis del cemento.
9.3 Control de calidad del hormigón
En los trabajos de control de calidad del hormigón participaron
personal del Cedex, de Hormicemex, de la Universidad Politéc-
nica de Valencia (UPV), de Aidico y de la empresa Intercontrol.
Tabla 11. Dosificación del hormigón reciclado.
Dosifi cación (kg/m3)
Control de ejecución Ensayos previos y característicos
Cemento 385 379
Agua 185 185
Arena 910 848
Arido grueso 6/12 208 275
Arido grueso 12/20 537 537
Arido reciclado 6/20 203 203
Relación agua/cemento 0,48 0,49
Plastifi cante/Pozzolith 651 n
(% del contenido de cemento)1,5 1,2
Superplastifi cante/Rheobuild 1058
(% del contenido de cemento)1,1 0,8
Figura 49. Ensayo de reactividad álcali-sílice de los áridos
reciclados.
Figura 50. Distribución de los lotes.
Tabla 12. Expansión de las probetas de mortero.
14 días 28 días
Probetas con un 20% de árido reciclado 0,012 0,071
Límite de la norma (%) <0,1 <0,2
1
3
5
7
2
4
6
8

Realizaciones
Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 2011 81
La planifi cación del control de calidad de hormigón se realizó
según los criterios establecidos en la Instrucción EHE, realizando
un control estadístico del hormigón. El control se realizó sobre
8 lotes de 50 m3, de acuerdo con lo recogido en el Pliego de
Prescripciones Técnicas Particulares del proyecto.
Se planifi có el control de 6 amasadas por lote, con un total de 44
camiones de los 58 totales suministrados, lo que supone aproxi-
madamente el 75% de los mismos.
La toma de muestras de hormigón para la fabricación de las
probetas en obra se efectuó en el primer cuarto de la descar-
ga, realizando un ensayo de consistencia por duplicado para
verifi car que la consistencia era fl uida. Adicionalmente se rea-
lizó una medida de la temperatura del hormigón a su llegada
a obra.
Las probetas tomadas por el Cedex y la UPV se conservaron
durante 24 horas en la obra. El resto de laboratorios, Aidico e
Intercontrol mantuvieron las probetas en obra durante 48 horas,
procediendo posteriormente a su desmoldeo y traslado a los la-
boratorios para su conservación en cámara húmeda. En ambos
casos se cumplieron los requisitos de temperatura ambiente
que establece la Instrucción EHE al respecto.
Adicionalmente, se tomaron probetas curadas en obra y se lle-
naron también varias probetas cilíndricas que se mantienen to-
davía en obra para la realización de ensayos a largo plazo.
Temperatura
El rango de temperatura del hormigón obtenido fue 29,4-34,2 ºC,
con un valor medio de 32,2 ºC (Figura 52). Según se especifi có en
el PPTP, la temperatura del hormigón debía mantenerse entre 10
y 35º, requisito que se cumplió en todos los lotes.
Consistencia
En todos los casos se obtuvo una consistencia fl uida, con un ran-
go de asientos del cono de Abrams del hormigón de 10-17 cm,
Figura 51. Vista de las probetas tomadas en obra. Figura 53. Toma de muestras de hormigón fresco.
Figura 52. Consistencia del hormigón.
Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 201182
Rea
lizac
ione
s
(Figura 52) con un valor medio de 15 cm. Todos los lotes cumplie-
ron, por lo tanto, el requisito establecido en el PPTP.
Resistencia a compresión
La resistencia característica definida en proyecto era de
35 N/mm2.
La resistencia a compresión fue determinada según la norma
UNE-EN 12390-3, utilizando probetas cilíndricas de dimensiones
15x30 cm.
De acuerdo a la Instrucción EHE, el recorrido relativo de un gru-
po de tres probetas obtenido mediante la diferencia entre el
mayor resultado y el menor, dividida por el valor medio de las
tres, tomadas de la misma amasada, no puede exceder del 20%.
Todas las amasadas controladas cumplieron este requisito.
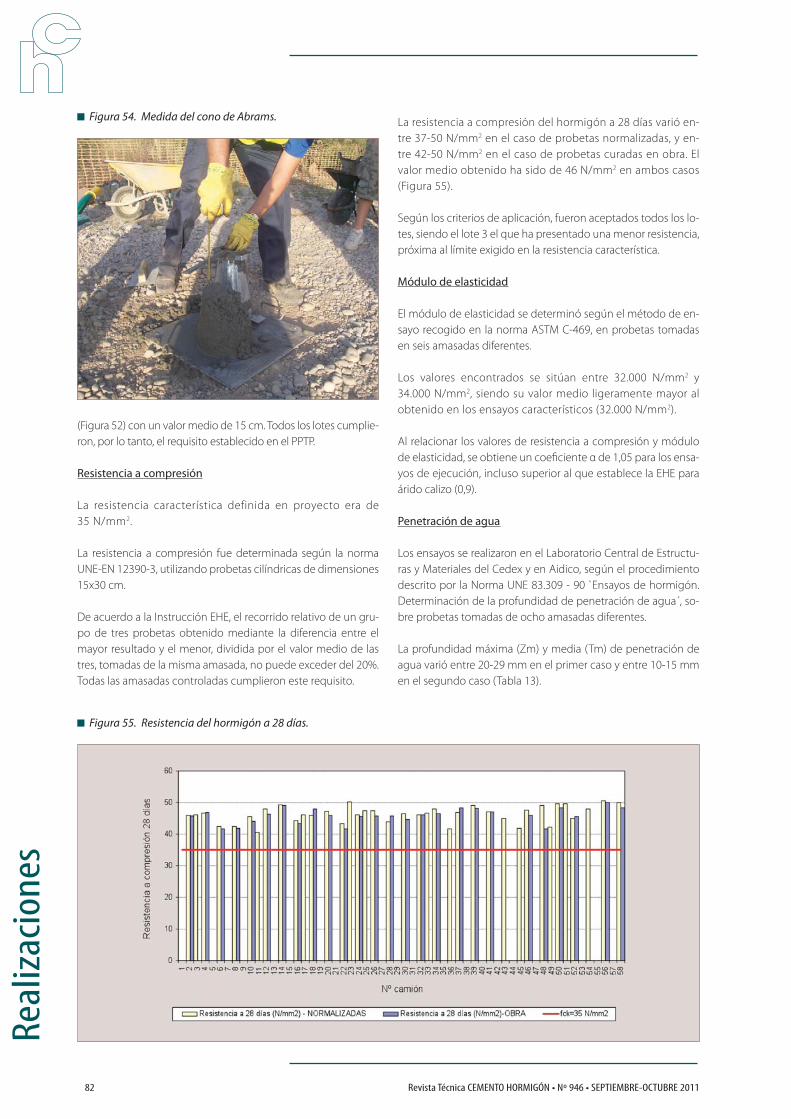
La resistencia a compresión del hormigón a 28 días varió en-
tre 37-50 N/mm2 en el caso de probetas normalizadas, y en-
tre 42-50 N/mm2 en el caso de probetas curadas en obra. El
valor medio obtenido ha sido de 46 N/mm2 en ambos casos
(Figura 55).
Según los criterios de aplicación, fueron aceptados todos los lo-
tes, siendo el lote 3 el que ha presentado una menor resistencia,
próxima al límite exigido en la resistencia característica.
Módulo de elasticidad
El módulo de elasticidad se determinó según el método de en-
sayo recogido en la norma ASTM C-469, en probetas tomadas
en seis amasadas diferentes.
Los valores encontrados se sitúan entre 32.000 N/mm2 y
34.000 N/mm2, siendo su valor medio ligeramente mayor al
obtenido en los ensayos característicos (32.000 N/mm2).
Al relacionar los valores de resistencia a compresión y módulo
de elasticidad, se obtiene un coefi ciente α de 1,05 para los ensa-
yos de ejecución, incluso superior al que establece la EHE para
árido calizo (0,9).
Penetración de agua
Los ensayos se realizaron en el Laboratorio Central de Estructu-
ras y Materiales del Cedex y en Aidico, según el procedimiento
descrito por la Norma UNE 83.309 - 90 `Ensayos de hormigón.
Determinación de la profundidad de penetración de agua´, so-
bre probetas tomadas de ocho amasadas diferentes.
La profundidad máxima (Zm) y media (Tm) de penetración de
agua varió entre 20-29 mm en el primer caso y entre 10-15 mm
en el segundo caso (Tabla 13).
Figura 54. Medida del cono de Abrams.
Figura 55. Resistencia del hormigón a 28 días.

Realizaciones
Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 2011 83
Los valores obtenidos en términos medios son más favorables
que los resultantes de los ensayos previos, en los que se obtu-
vieron unos valores de Zm=28 y Tm=15.
Las profundidades máximas y medias obtenidas en el ensayo
de penetración de agua cumplen los criterios establecidos en la
Instrucción EHE, pudiéndose emplear incluso en los ambientes
más agresivos IIIc y Qc (Zm≤30 mm y Tm≤20 mm).
Carbonatación
La determinación de la profundidad, máxima y media de carbo-
natación se ha realizado en el Laboratorio Central de Estructu-
ras y Materiales del Cedex según el método de ensayo descrito
en la Norma UNE-EN 13295:2005 Productos y sistemas para la
protección y reparación de estructuras de hormigón. Métodos
de ensayo. Determinación de la resistencia a la carbonatación.
La profundidad de carbonatación se determinó sobre probetas
tomadas de cuatro amasadas.
La velocidad media de carbonatación varió entre 0,36-0,60 mm/día0,5
(Figura 57), cumpliendo en todos los casos el límite que establece
la Instrucción EHE de referencia para ambientes IIb de 1 mm/día0,5.
En todos los casos se obtuvo un perfi l de carbonatación normal
(Figura 56), sin irregularidades ni puntos con cavidades de carbo-
natación locales.
Los valores obtenidos son similares a los resultantes de los ensa-
yos característicos, en los que se obtuvo una velocidad de car-
bonatación de 0,47 mm/día0,5.
El hormigón reciclado con un 20% de árido reciclado presenta
un comportamiento frente a la carbonatación adecuado, similar
al de un hormigón convencional.
Figura 57. Evolución de la profundidad media de carbonata-
ción (ensayos de ejecución).
Figura 56. Carbonatación del hormigón reciclado - 181 días.
Tabla 13. Profundidad máxima y media de penetración de
agua en el hormigón reciclado.
MarcaProf. máx.
(mm)
Prof. media
(mm)
C3 29 11,5
C23 29 11,5
C33 28 10,5
C51 20 10
C11 27 15
C25 25 13
Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 201184
Rea
lizac
ione
s
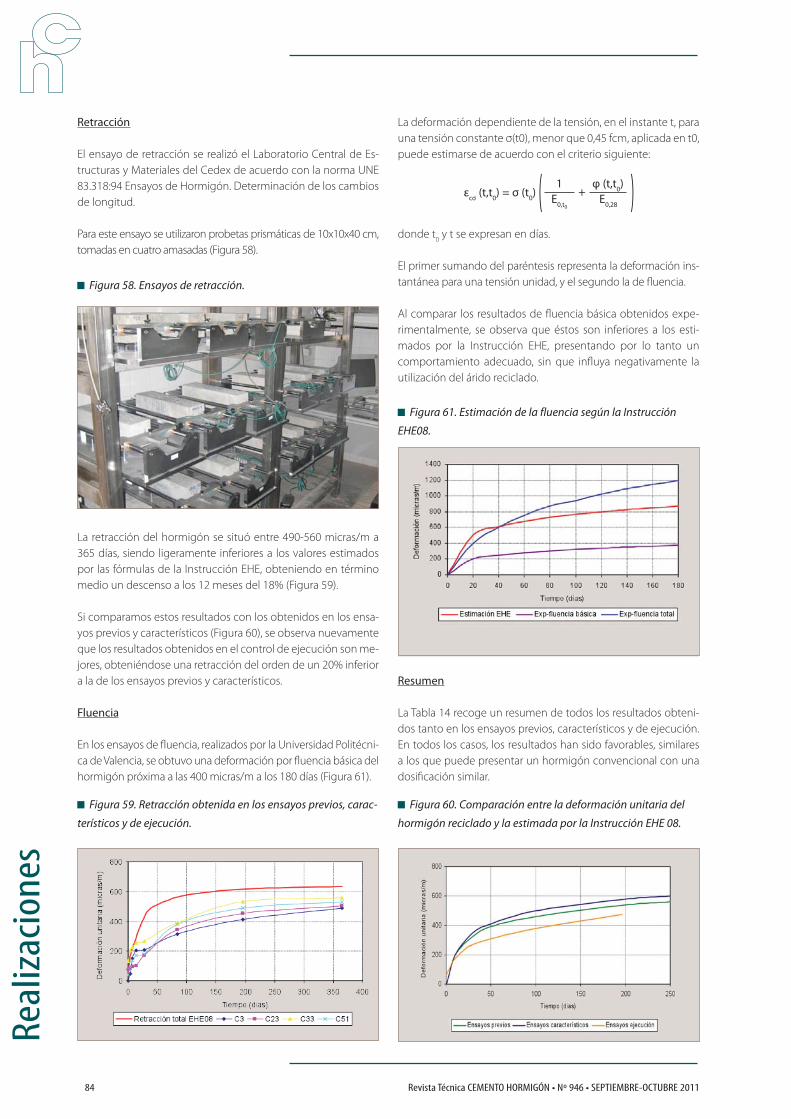
Retracción
El ensayo de retracción se realizó el Laboratorio Central de Es-
tructuras y Materiales del Cedex de acuerdo con la norma UNE
83.318:94 Ensayos de Hormigón. Determinación de los cambios
de longitud.
Para este ensayo se utilizaron probetas prismáticas de 10x10x40 cm,
tomadas en cuatro amasadas (Figura 58).
La retracción del hormigón se situó entre 490-560 micras/m a
365 días, siendo ligeramente inferiores a los valores estimados
por las fórmulas de la Instrucción EHE, obteniendo en término
medio un descenso a los 12 meses del 18% (Figura 59).
Si comparamos estos resultados con los obtenidos en los ensa-
yos previos y característicos (Figura 60), se observa nuevamente
que los resultados obtenidos en el control de ejecución son me-
jores, obteniéndose una retracción del orden de un 20% inferior
a la de los ensayos previos y característicos.
Fluencia
En los ensayos de fl uencia, realizados por la Universidad Politécni-
ca de Valencia, se obtuvo una deformación por fl uencia básica del
hormigón próxima a las 400 micras/m a los 180 días (Figura 61).
La deformación dependiente de la tensión, en el instante t, para
una tensión constante σ(t0), menor que 0,45 fcm, aplicada en t0,
puede estimarse de acuerdo con el criterio siguiente:
εcσ
(t,t0) = σ (t
0)
1 φ (t,t0)
+E
0,t0E
0,28
donde t0 y t se expresan en días.
El primer sumando del paréntesis representa la deformación ins-
tantánea para una tensión unidad, y el segundo la de fl uencia.
Al comparar los resultados de fl uencia básica obtenidos expe-
rimentalmente, se observa que éstos son inferiores a los esti-
mados por la Instrucción EHE, presentando por lo tanto un
comportamiento adecuado, sin que infl uya negativamente la
utilización del árido reciclado.
Resumen
La Tabla 14 recoge un resumen de todos los resultados obteni-
dos tanto en los ensayos previos, característicos y de ejecución.
En todos los casos, los resultados han sido favorables, similares
a los que puede presentar un hormigón convencional con una
dosifi cación similar.
Figura 58. Ensayos de retracción.
Figura 59. Retracción obtenida en los ensayos previos, carac-
terísticos y de ejecución.
Figura 60. Comparación entre la deformación unitaria del
hormigón reciclado y la estimada por la Instrucción EHE 08.
Figura 61. Estimación de la fluencia según la Instrucción
EHE08.

Realizaciones
Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 2011 85
Se observa también en esta tabla, que los resultados de los en-
sayos de ejecución son comparables a los obtenidos en los en-
sayos característicos.
9.4 Control de ejecución
Se realizó un control previo al hormigonado del tramo del table-
ro en el que se utilizó hormigón reciclado, cubriendo los aspec-
tos recogidos en la Instrucción EHE en cada uno de los ocho lo-
tes establecidos: comprobaciones de replanteo y geométricas,
cimbras y andamiajes, armaduras, encofrados, descimbrado y
tolerancias. No se observaron incidencias importantes en estos
aspectos, cumpliendo con las prescripciones establecidas en la
Instrucción EHE.
Adicionalmente, se realizó por parte del Cedex un control de
ejecución durante el hormigonado, controlando aspectos del
transporte, vertido, compactación y acabado superfi cial del
hormigón, en al menos dos camiones de cada uno de los ocho
lotes establecidos.
A continuación se recogen algunos detalles del control del pro-
ceso de hormigonado.
Transporte
El transporte del hormigón reciclado a la obra se realizó me-
diante camiones, permitiendo realizar un reamasado fi nal e
incorporar aditivo superplastifi cante en el caso en que el cono
de Abrams no alcanzara la consistencia exigida. El tiempo
máximo de transporte acordado fue de 1 hora, comprobán-
dose este tiempo a partir de los albaranes aportados por los
camiones.
Antes de realizar la toma de muestras, se comprobó que la brida
colocada en la llave de agua, para garantizar que no se añadía
agua durante el transporte del camión, estaba intacta (Figura
62).
Los camiones para el transporte a obra del hormigón fueron de
9 m3 de capacidad y se llenaron a 6 m3, con lo que se cumplió el
requisito de llenado a un máximo a 2/3 de su capacidad.
Conservación de probetas
Algunas de las probetas se conservaron durante 24 horas en
la obra, mientras que otras se mantuvieron durante 48 horas
(Figura 63), procediendo posteriormente a su desmoldeo y
traslado al laboratorio para su conservación en cámara húme-
da. Durante su estancia en obra, se cuidó el cumplimiento de
los requisitos de temperatura de conservación que establece la
Instrucción EHE al respecto, regando periódicamente las bolsas
precintadas que contenían las probetas, y registrando las condi-
ciones de conservación mediante termómetros. Adicionalmen-
te, se tomaron probetas curadas en obra y se llenaron también
varias probetas cilíndricas que se mantienen en obra para la rea-
lización de ensayos a largo plazo.
Ejecución del bombeo
Se hormigonó el tablero mediante dos bombas situadas a am-
bos lados del tablero (Figura 64), sin encontrarse problemas du-
rante el mismo.
Compactación
La compactación se realizó mediante unas agujas de 70 mm de
diámetro (Figura 65), utilizándose 4 agujas por bomba. La com-
pactación fue correcta, cerrando el hormigón sin dejar huecos
ni segregar.
Acabado superfi cial
El acabado superfi cial se realizó mediante alisadoras, utilizando
en algunos casos puntuales también una fratasadota para evitar
una rápida rigidización del hormigón (Figura 66).
Curado
Se realizó un curado por regado con aspersores sobre la super-
fi cie situados cada 10 m, con un solape de la zona de afección.
El curado se aplicó en cuanto la caída del agua no afectara a
la superfi cie del hormigón colocado. El curado se mantuvo de
forma intermitente durante siete días, para evitar la desecación
del hormigón (Figura 67).
Tabla 14. Resumen de los resultados de los ensayos de control del hormigón reciclado (previos-característicos-ejecución).
Ensayos previos Ensayos característicos Ensayos de ejecución
Cono (mm) 10 11 15
Densidad (Kg/dm3) 2,38 2,34 2,36
Resistencia a compresión 7 días (N/mm2) 44 36 40
Resistencia a compresión 28 días (N/mm2) 49 43 48
Módulo de elasticidad (N/mm2) 38.342 32.061 35.629
Retracción (micras/m) (1 año) 620 650 521
Penetración de agua (mm)Zm=28
Tm=14
Zm=29
Tm=15
Zm=35
Tm=13
Velocidad máxima de carbonatación (mm/dia½) 0 0,95 0,95
Velocidad media de carbonatación (mm/dia½) 0 0,47 0,47

Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 201186
Rea
lizac
ione
s
10. Conclusiones
• La Instrucción de Hormigón Estructural (EHE) recoge en su
Anejo 15 `Recomendaciones para la utilización de hormigo-
nes reciclados´ requisitos que garantizan una calidad mínima
del árido reciclado. Cumpliendo los requisitos de este Anejo,
se puede conseguir un hormigón reciclado estructural similar
a uno convencional en todas sus propiedades.
Figura 62. Brida colocada en la llave de agua de los camiones.
Figura 64. Hormigonado.
Figura 66. Acabado superficial.
Figura 63. Conservación de las probetas.
Figura 65. Compactación mediante vibrado.
Figura 67. Curado del hormigón.

Realizaciones
Revista Técnica CEMENTO HORMIGÓN • Nº 946 • SEPTIEMBRE-OCTUBRE 2011 87
• Los métodos de dosifi cación habitualmente utilizados por las
plantas de hormigón para hormigón convencional son váli-
dos para la fabricación de hormigones reciclados con hasta
un 20% de árido reciclado.
• Tanto en los ensayos previos como los ensayos característi-
cos, se han obtenido unos resultados favorables, cumpliendo
en ambos casos, los requisitos establecidos en el Pliego de
Prescripciones Técnicas Particulares del Proyecto (PPTP) y lo
exigido por la Instrucción EHE.
- A pesar de la mayor absorción que presentan los áridos re-
ciclados, se pueden obtener hormigones con un 20% de
árido reciclado con consistencia fl uida sin necesidad de
presaturar los áridos, utilizando el mismo contenido de adi-
tivo que habitualmente se utiliza para un hormigón con-
vencional.
- Los valores de resistencia a compresión han superado la
resistencia de proyecto (35 N/mm2), obteniéndose ade-
más un recorrido relativo en cada una de las amasadas
ensayadas (tanto en los ensayos previos como en los
característicos) inferior a lo que establece la Instrucción
EHE (20%).
- El módulo de elasticidad obtenido en esta fase es acorde
con la resistencia del hormigón alcanzada, de acuerdo con
la formulación de la Instrucción EHE.
- La retracción obtenida en el hormigón reciclado es ligera-
mente inferior a la estimada con las fórmulas de la Instruc-
ción EHE, obteniendo en término medio un descenso a los
12 meses del 18%.
- Las profundidades máximas y medias obtenidas en el ensayo
de penetración de agua cumplen los criterios establecidos en
la Instrucción EHE, pudiéndose emplear incluso en los am-
bientes más agresivos IIIc y Q
c(Z
m ≤30 mm y T
m ≤20 mm).
- El comportamiento del hormigón reciclado con un 20%
de árido reciclado presenta un comportamiento frente a
la carbonatación adecuado, similar al de un hormigón con-
vencional.
• Los resultados de la experiencia han resultado plenamen-
te satisfactorios, por lo que queda demostrada la aplica-
ción de hormigón reciclado en diferentes tipologías es-
tructurales.
• Aparte de los aspectos técnicos del proyecto, hay que desta-
car los benefi cios ambientales que han supuesto la reducción
de la extracción de áridos y la reducción del vertido de es-
combros.
• La metodología llevada a cabo y los requisitos del PPTP pue-
den servir de orientación en futuras aplicaciones del hormi-
gón reciclado estructural.
La experiencia piloto desarrollada ha demostrado que la sus-
titución de un 20% de grava natural por grava reciclada de
buena calidad, proporciona un hormigón H-35 de caracterís-
ticas similares al convencional con la misma dosifi cación. Este
hormigón reciclado, además puede fabricarse, transportarse y
colocarse en obra con los medios habituales de bombeo. En
esta aplicación particular, la singularidad de la estructura eje-
cutada, y el hecho de tratarse de una experiencia pionera en
España, obligó a extremar las precauciones, incrementando el
número de controles durante la ejecución y cuidando todos
los aspectos relacionados con los efectos ocasionados por el
tiempo caluroso.
Bibliografía
1. EHE. Instrucción de Hormigón Estructural. Ministerio de Fo-
mento. 2008.
2. Sanchez, M.; Alaejos, P. Estudio sobre las propiedades del
árido reciclado: Utilización en hormigón estructural. ISBN:
978-84-7790-435-9. Editorial: Cedex. 2006.
3. Monografía M-11. Utilización de árido reciclado para la fa-
bricación de hormigón estructural. Grupo de Trabajo GT
2/5. Perteneciente a la Comisión 2 de ACHE. Septiembre de
2006.
4. Sanchez, M. Estudio sobre la utilización de árido reciclado
para la fabricación de hormigón estructural. Tesis Doctoral.
Director: Mª Pilar Alaejos Gutiérrez. Universidad Politécnica
de Madrid. 2004.
5. Sanchez, M.; Alaejos, P. Experiencia piloto de hormigón re-
ciclado estructural. Informes Técnicos para la Dirección Ge-
neral de Calidad y Evaluación Ambiental del Ministerio de
Medio Ambiente y Medio Rural y Marino, emitidos por el
Laboratorio Central de Estructuras y Materiales del Cedex en
2005, 2006, 2007 y 2010.
Agradecimientos
Se agradece el interés por el tema planteado y el apoyo ofrecido
de diferentes instituciones, en especial de la Diputación Provin-
cial de Valencia y la Dirección General de Calidad y Evaluación
Ambiental del Ministerio de Medio Ambiente y Medio Rural y
Marino.
De forma personal, queremos agradecer a José Antonio Aranda,
Ingeniero Director del Área de Carreteras de la Diputación Pro-
vincial de Valencia, la confi anza depositada en este proyecto, y
su apoyo y promoción desde el inicio.
Del mismo modo, agradecemos a la empresa constructora del
puente Vias Y Construcciones S.A., a la empresa suministradora
del hormigón Hormicemex, y a la empresa fabricante del árido
reciclado Tec.Rec. Tecnología y Reciclado, S.R.L., su colaboración
en el proyecto.
Finalmente agradecemos al Instituto Español del Cemento y sus
Aplicaciones, IECA, en la persona de Rafael Rueda, su coordina-
ción en la elaboración del presente trabajo.
Recommended

















