
Gez.
Gepr.
Norm gepr.
Datum
08.04.2014
Name
Zechner
Projekt:
Zeichnungsnr.:
Revision:
Blatt1 von 17
A4
Maßstab
Allgemein-
toleranzen
DIN ISO 2768-1
Datei: Pelton-Turbine.idw
Bezeichnung:
Model Pelton-Turbine
Model Pelton-Turbine
SkillsAustria 2014
fK
Projektionsmethode 1
DIN ISO 5456-2Polymechanik/Automatisierung
Model Pelton-Turbine
STM-01-2014-0a
BESCHREIBUNGBAUGRUPPEANZAHLOBJEKT
Model Pelton-TurbineExplosionsdarstellung11
Anschlussadapter12
2
1

Gez.
Gepr.
Norm gepr.
Datum
07.04.2014
Name
Zechner
Projekt:
Zeichnungsnr.:
Revision:
Blatt2 von 17
A3
Maßstab
Allgemein-
toleranzen
DIN ISO 2768-1
Datei: Explosionsdarstellung.idw
Bezeichnung:
Explosionsdarstellung
Model Pelton-Turbine
SkillsAustria 2014
fK
Projektionsmethode 1
DIN ISO 5456-2Polymechanik/Automatisierung
Model Pelton-Turbine
STM-01-2014-0b
NORMBEZEICHNUNGBAUTEILNUMMERANZAHLOBJEKT
Schaufelradlagerung11
Turbinenschaufelrad12
Düsen-Ventilgehäuse13
Arretierplatte14
Arretierklemme15
Turbinendüse16
Nadelventilaufnahme17
Nadelventil18
Nadelventilantrieb19
DIN2098 - 0,8 x 5 x 24,5Druckfeder111
ISO 3601-1 - 12 x 2 NBR 70O-Ring212
ISO 3601-1 - 8 x 2 NBR 70O-Ring113
ISO 2338 - 4 m6 x 12 - AZylinderstift214
ISO 10642 - M4 x 10Senkschraube715
ISO 4762 - M6 x 60Zylinderschraube216
ISO 7379 - 8 x 12Passschraube117
ISO 7379 - 8 x 30Passschraube118
DIN 1587 - M4Hutmutter219
18116 15 6
2 411
12 3
5 17 14
138
7
9
15
15
12
19

Gez.
Gepr.
Norm gepr.
Datum
04.04.2014
Name
Zechner
Projekt:
Zeichnungsnr.:
Revision:
Blatt3 von 17
A4
Maßstab
Allgemein-
toleranzen
DIN ISO 2768-1
Datei: Anschlussadapter.idw
Bezeichnung:
Anschlussadapter
Model Pelton-Turbine
SkillsAustria 2014
fK
Projektionsmethode 1
DIN ISO 5456-2Polymechanik/Automatisierung
Model Pelton-Turbine
STM-01-2014-0c
NORMBEZEICHNUNGBAUTEILANZAHLOBJEKT
Verschlussgehäuse11
Verschlussventil12
Flaschenübergang13
Flaschenkralle24
ISO 8752 - 3 x 35 - ASpannstift25
27,5 x 20 x 21/2" NBR-Flachdichtung26
DIN2098 - 1,6 x 20 x 17,5Druckfeder17
ISO 3601-1 - 35x3 NBR70O-Ring28
ISO 10642 - M4 x 35Senkschraube39
7
2
8
5
9
8 1
6
3
5
6
4

Gez.
Gepr.
Norm gepr.
Datum
31.03.2014
Name
Zechner
Projekt:
Zeichnungsnr.:
Revision:
Blatt4 von 17
A3
Maßstab
Allgemein-
toleranzen
ISO 2768
Datei: Düsen-Ventilgehäuse.idw
Bezeichnung:
Düsen-Ventilgehäuse
Model Pelton-Turbine
SkillsAustria 2014
1:1
fK
Projektionsmethode 1
ISO 5456-2
Tolerierung ISO 8015Polymechanik/Automatisierung
Model Pelton-Turbine
STM-01-2014-1
A
A
BESCHREIBUNGMATERIALNORM ROHMATERIALANZAHL
90 x 70 x 110AlCu4PbMgMnFlach EN 754-5 90 x 70 x 30001
12
4,0004,012
11
15
11
15
11
15
16
21
70
1535
6M
(2x) 4
M (3x)
12,000
12,018
14
19
4M
(3x)
8,000
8,015
12,000
12,018
10
62
100
25
50
65
12,00012,018
35
50
40,02540,000
30
10
8,5
1020
5
8
R4
R10
R10
120°120°
3x
(=360°)
50
80
10
10
A
B
0,05 A
0,05 B
C
0,05 D
0,05 C B A
0,05 A
Ra 6,3
+0,3+0,5
-0,5-0,3
10,05
10,00
6,10
6,15
Ra 1,6
Ra 1,6
0,05 A
0,05 A
5,5
29
0,05
6M
0,05 A
0,05 B
Ra 1,6
D
9
4M

Gez.
Gepr.
Norm gepr.
Datum
01.04.2014
Name
Zechner
Projekt:
Zeichnungsnr.:
Revision:
Blatt5 von 17
A4
Maßstab
Allgemein-
toleranzen
ISO 2768
Datei: Turbinenschaufelrad.idw
Bezeichnung:
Turbinenschaufelrad
Model Pelton-Turbine
SkillsAustria 2014
1:1
fK
Projektionsmethode 1
ISO 5456-2
Tolerierung ISO 8015Polymechanik/Automatisierung
Model Pelton-Turbine
STM-01-2014-2
ROHMAßEMATERIALNORM ROHMATERIALANZAHL
SW50 x 100CuZn39Pb3Sechskant EN 12164 SW50 x 30001
(SW50)
9,987
9,972
R45,5
8,0008,015
(36,868)
R4 - tangential zur Werkstückkante
A
0,05 A
0,05 A
-0,5-0,3
Ra 6,3
+0,3+0,5
24,95
25,00 (6x)
Ra 1,6
Ra 1,6
Ra 1,6


OBEN LINKS
UNTEN LINKS
Gez.
Gepr.
Norm gepr.
Datum
01.04.2014
Name
Zechner
Projekt:
Zeichnungsnr.:
Revision:
Blatt6 von 17
A4
Maßstab
Allgemein-
toleranzen
ISO 2768
Datei: Verschlussgehäuse.idw
Bezeichnung:
Verschlussgehäuse
Model Pelton-Turbine
SkillsAustria 2014
1:1
fK
Projektionsmethode 1
ISO 5456-2
Tolerierung ISO 8015Polymechanik/Automatisierung
Model Pelton-Turbine
STM-01-2014-3
A A
ROHMAßEMATERIALNORM ROHMATERIALANZAHL
SW50 x 100CuZn39Pb3Sechskant EN 12164 SW50 x 30001
12,00012,018
35
28,5
39,90
39,85
46
46,0
45,9
120°120°
3x
(=360°)
38
44,52544,500
2,4
2,3
9,8
5
3x45°
16,02
15,98
26
11,30
A
0,05 A4
M (3x)
12
15
0,05 A
-0,5-0,3
Ra 6,3
+0,3+0,5
50
(SW
)
Ra 1,6
19,00018,975

A A
Gez.
Gepr.
Norm gepr.
Datum
01.04.2014
Name
Zechner
Projekt:
Zeichnungsnr.:
Revision:
Blatt7 von 17
A4
Maßstab
Allgemein-
toleranzen
ISO 2768
Datei: Arretierplatte.idw
Bezeichnung:
Arretierplatte
Model Pelton-Turbine
SkillsAustria 2014
2:1
fK
Projektionsmethode 1
ISO 5456-2
Tolerierung ISO 8015Polymechanik/Automatisierung
Model Pelton-Turbine
STM-01-2014-4
ROHMAßEMATERIALNORM ROHMATERIALANZAHL
55 x 15 x 6EN 10277-2 - S235JRFalch EN 10278 - 15 x 6 x 30001
4,5
9,4
90°
4,0004,012 4,000
4,012
5
(15)
30
50
4,00
3,97
+0,3+0,5
-0,5-0,3
Ra 6,3

Gez.
Gepr.
Norm gepr.
Datum
01.04.2014
Name
Zechner
Projekt:
Zeichnungsnr.:
Revision:
Blatt8 von 17
A4
Maßstab
Allgemein-
toleranzen
ISO 2768
Datei: Schaufelradlagerung.idw
Bezeichnung:
Schaufelradlagerung
Model Pelton-Turbine
SkillsAustria 2014
1:1
fK
Projektionsmethode 1
ISO 5456-2
Tolerierung ISO 8015Polymechanik/Automatisierung
Model Pelton-Turbine
STM-01-2014-5
A A
ROHMAßEMATERIALNORM ROHMATERIALANZAHL
60 x 60 x 60AlMg4,5Mn0,7Vierkant EN 754-4 □60 x 30001
5,5
39,5 5
0
35
17
49,97
50,00
10,00010,015
6M
8,000
8,015
49,9550,05
38
B
0,05 B
0,05 A B
0,05 B
A
6,6
0,05 A
Ra 1,6
10
Ra 6,3
+0,3+0,5
-0,5-0,3
0,05 CC
42
R5
Gez.
Gepr.
Norm gepr.
Datum
01.04.2014
Name
Zechner
Projekt:
Zeichnungsnr.:
Revision:
Blatt9 von 17
A4
Maßstab
Allgemein-
toleranzen
ISO 2768
Datei: Arretierklemme.idw
Bezeichnung:
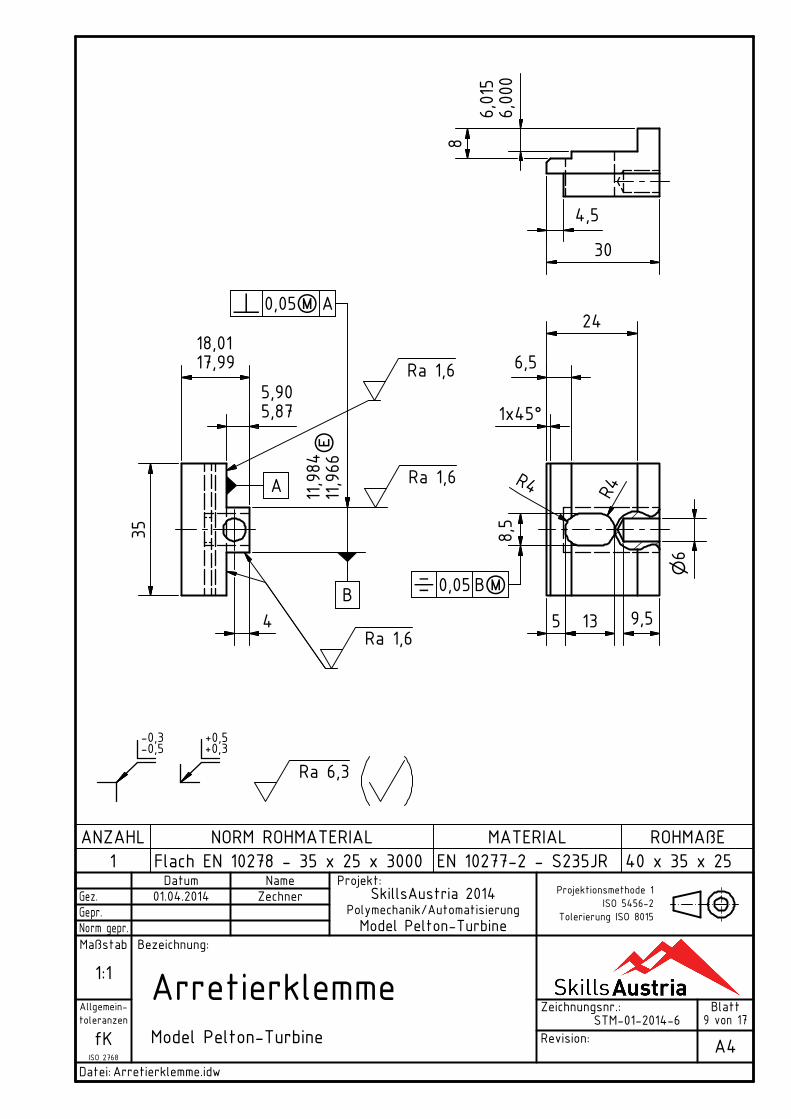
Arretierklemme
Model Pelton-Turbine
SkillsAustria 2014
1:1
fK
Projektionsmethode 1
ISO 5456-2
Tolerierung ISO 8015Polymechanik/Automatisierung
Model Pelton-Turbine
STM-01-2014-6
ROHMAßEMATERIALNORM ROHMATERIALANZAHL
40 x 35 x 25EN 10277-2 - S235JRFlach EN 10278 - 35 x 25 x 30001
6
9,5
8,5
4,5
30
11,984
11,966
35
5,905,87
17,9918,01
6,000
6,015
8
1x45°
6,5
24
-0,5-0,3
+0,3+0,5
Ra 6,3
4R4R4
5 13
A
0,05 A
B 0,05 B
Ra 1,6
Ra 1,6
Ra 1,6

Gez.
Gepr.
Norm gepr.
Datum
02.04.2014
Name
Zechner
Projekt:
Zeichnungsnr.:
Revision:
Blatt10 von 17
A4
Maßstab
Allgemein-
toleranzen
ISO 2768
Datei: Flaschenkralle.idw
Bezeichnung:
Flaschenkralle
Model Pelton-Turbine
SkillsAustria 2014
2:1
fK
Projektionsmethode 1
ISO 5456-2
Tolerierung ISO 8015Polymechanik/Automatisierung
Model Pelton-Turbine
STM-01-2014-7
ROHMAßEMATERIALNORM ROHMATERIALANZAHL
80 x 20 x 6EN 10277-2 - S235JRFlach EN 10278 - 20 x 6 x 30002
35
2,75
5,5
2,5
1x45°
14,000
14,018
20
3
3,3
19
10
15
R2
B
0,05 B
0,05 A
A
0,05 A
C
0,05 A B C
Ra 1,6
Ra 6,3
+0,3+0,5
-0,5-0,3

Gez.
Gepr.
Norm gepr.
Datum
02.04.2014
Name
Zechner
Projekt:
Zeichnungsnr.:
Revision:
Blatt11 von 17
A4
Maßstab
Allgemein-
toleranzen
ISO 2768
Datei: Flaschenübergang.idw
Bezeichnung:
Flaschenübergang
Model Pelton-Turbine
SkillsAustria 2014
1:1
fK
Projektionsmethode 1
ISO 5456-2
Tolerierung ISO 8015Polymechanik/Automatisierung
Model Pelton-Turbine
STM-01-2014-8
A
A
ROHMAßEMATERIALNORM ROHMATERIALANZAHL
SW50 x 100CuZn39Pb3Sechskant EN 12164 SW50 x 30001
4,5 (3x)
9,4 (3x)
20
23
28,47
28,50
13,98413,966
12 2,4
2,335
35
90°
3
6,5
13,5
7
120°
120°
3x (=360°)
25
29
46,0
45,9
50(SW )A
0,05 A
-0,5-0,3
Ra 6,3
+0,3+0,5
Ra 1,6
Ra 1,6

Detail
A ( 2 : 1 )
Gez.
Gepr.
Norm gepr.
Datum
02.04.2014
Name
Zechner
Projekt:
Zeichnungsnr.:
Revision:
Blatt12 von 17
A4
Maßstab
Allgemein-
toleranzen
ISO 2768
Datei: Nadelventil.idw
Bezeichnung:
Nadelventil
Model Pelton-Turbine
SkillsAustria 2014
1:1
fK
Projektionsmethode 1
ISO 5456-2
Tolerierung ISO 8015Polymechanik/Automatisierung
Model Pelton-Turbine
STM-01-2014-9
A
ROHMAßEMATERIALNORM ROHMATERIALANZAHL
10 x 140CuZn39Pb3Rund EN 12164 10 x 30001
ISO 6411-A1,6/3,35
3
58M
41
122
35°
40°6
1,61,5
2,85
2,60
R0,2 (4x)
0,05 A-B
7,9877,972
7,9877,972
Ra 6,3
+0,3+0,5
-0,5-0,3
3
32
47
0,05 CZ
A
B
Ra 1,6

Detail
A ( 4 : 1 )
AA
Gez.
Gepr.
Norm gepr.
Datum
02.04.2014
Name
Zechner
Projekt:
Zeichnungsnr.:
Revision:
Blatt13 von 17
A4
Maßstab
Allgemein-
toleranzen
ISO 2768
Datei: Turbinendüse.idw
Bezeichnung:
Turbinendüse
Model Pelton-Turbine
SkillsAustria 2014
2:1
fK
Projektionsmethode 1
ISO 5456-2
Tolerierung ISO 8015Polymechanik/Automatisierung
Model Pelton-Turbine
STM-01-2014-10
ROHMAßEMATERIALNORM ROHMATERIALANZAHL
40 x 25AlCu4PbMgMnRund EN 754-1/-2/-3 40 x 30001
A
4,5 (3x)
9,4 (3x)
90° (3x)
4
8
2
8,05
8,0012
17
10
40°
1x45°
11,98411,966
35
23,5
120°
120°
3x (=
360)
A
0,05 A
1,551,50
2,85
2,60
Ra 6,3
+0,3+0,5
-0,5-0,3
Ra 1,6
5

Detail
A ( 4 : 1 )
Gez.
Gepr.
Norm gepr.
Datum
08.04.2014
Name
Zechner
Projekt:
Zeichnungsnr.:
Revision:
Blatt14 von 17
A4
Maßstab
Allgemein-
toleranzen
ISO 2768
Datei: Nadelventilaufnahme.idw
Bezeichnung:
Nadelventilaufnahme
Model Pelton-Turbine
SkillsAustria 2014
2:1
fK
Projektionsmethode 1
ISO 5456-2
Tolerierung ISO 8015Polymechanik/Automatisierung
Model Pelton-Turbine
STM-01-2014-11
A A
ROHMAßEMATERIALNORM ROHMATERIALANZAHL
40 x 25EN 10277-2 - S235JRRund EN 10278 - 40 x 30001
A4,5
90°
9,4
8M
11,98411,966
A
0,05 A
2
1x45°
8
12
Ra 1,6
120°120
°
3x (=
360°)
1,551,50
2,85
2,60
23,5 35
-0,5-0,3
Ra 6,3
+0,3+0,5
Ra 1,6
Gez.
Gepr.
Norm gepr.
Datum
03.04.2014
Name
Zechner
Projekt:
Zeichnungsnr.:
Revision:
Blatt15 von 17
A4
Maßstab
Allgemein-
toleranzen
ISO 2768
Datei: Verschlussventil.idw
Bezeichnung:
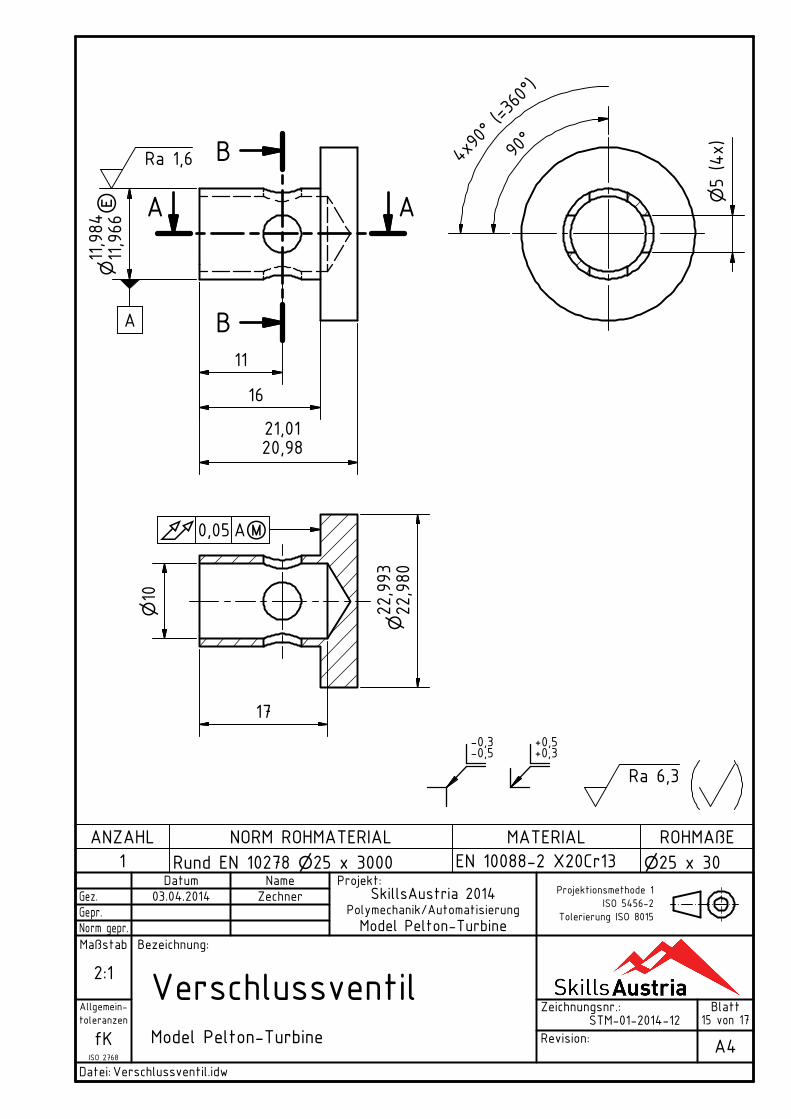
Verschlussventil
Model Pelton-Turbine
SkillsAustria 2014
2:1
fK
Projektionsmethode 1
ISO 5456-2
Tolerierung ISO 8015Polymechanik/Automatisierung
Model Pelton-Turbine
STM-01-2014-12
A A
B
B
ROHMAßEMATERIALNORM ROHMATERIALANZAHL
25 x 30EN 10088-2 X20Cr13Rund EN 10278 25 x 30001
10
175
(4x)
11
20,9821,01
16
11,984
11,966
22,993
22,980
A
0,05 A
-0,5-0,3
Ra 6,3
+0,3+0,5
Ra 1,6 90°90
°
4x
(=360°)

Gez.
Gepr.
Norm gepr.
Datum
03.04.2014
Name
Zechner
Projekt:
Zeichnungsnr.:
Revision:
Blatt16 von 17
A4
Maßstab
Allgemein-
toleranzen
ISO 2768
Datei: Nadelventilantrieb.idw
Bezeichnung:
Nadelventilantrieb
Model Pelton-Turbine
SkillsAustria 2014
2:1
fK
Projektionsmethode 1
ISO 5456-2
Tolerierung ISO 8015Polymechanik/Automatisierung
Model Pelton-Turbine
STM-01-2014-13
ROHMAßEMATERIALNORM ROHMATERIALANZAHL
4 x 50EN 10277-2 - S235JRRund EN 10278 - 4 x 30001
(50)
7
M4
4
+0,3+0,5
-0,5-0,3
Ra 6,3
Ö
ÖSTER
Elek
P
RREICH
(43. W
ktrop
PRES
HISCHE
POLWORLDSKILL
pneu
SS-/ST
WIF
21.10
1
E STAAIM BER
LYMECLS 2015 IN S
umat
TAN
FI Vora
0. - 25
ATSMEIRUF
CHANIKSÃO PAULO,
tisch
ZMA
arlberg
.10.20
ISTERS
K BRASILIEN)
e Au
SCHI
g
014
SCHAF
)
ufgab
INE
FTEN
be

Arbeit
Z
Arbeit
Unterl
T
sauftrag:
Zeichnen hand der
szeit:
Gesamtar
agen:
FunktionsTechnologFunktions
Sie die nbeiliegend
rbeitszeit
sbeschreibgieschem
splan
ormgerecden Unter
60 Minute
bung ma
2
chten Elekrlagen
en
ktro- und PPneumatikk-Schaltpl
äne an-

Allgem In einerwickelt wtranspo Die autoentworfe Funktio Der Ablbefindetlierbar.
T
W
W
Start un
ein:
r Produktionwerden. Dartiert. Der A
omatische Ben und sind
onsablauf:
auf kann nut. Die Gesc
Nachdem dTaste S1, fä
Ist die vordeB2.
Nach einer Endlage B3
Wenn der Pmezylinder
Ist die hinteB5 und ansportiert und
Während de
nd Stopp B
Durch Betä
Durch Betä
NOT-AUS (
nslinie soll füas WerkstücAbtransport
Beschickund nicht in de
ur mit dem Tchwindigkeit
das Bauteil ährt der Auf
ere Endlage
Zeitverzöge3 zurück.
Press/Stanz1A wieder
ere Endlageschließend wd der Ablauf
es Ablaufs
Bedingung:
ätigen der S
ätigen der S
(S0) sperrt d
Funkt
ür eine Arbeck wird durcist mit einz
g und Sicheen Schaltplä
Taster S1 gt beim Ausfa
in der Vorricfnahmezylin
e B1 erreich
erung von 3
zzylinder 2Ain die hinte
e B4 erreichwieder in dif ist beende
leuchtet die
:
tart-Taste S
topp-Taste
die Luftzufu
3
tionsbes
eitsstation ech eine autouplanen.
erheitseinricänen zu ber
gestartet weahren der Z
chtung platnder 1A aus
ht fährt der
3 Sekunden
A die hinterere Endlage
ht fährt der Ae hintere E
et.
e grüne Mel
S1 wird die
S2 wird de
uhr und entl
schreibun
eine automaomatische B
chtungen wrücksichtige
erden, wennZylinder ist m
ziert wurdes.
Press/Stan
n fährt der P
e Endlage BB4.
Abtransportndlage B6.
ldelampe H
Anlage in B
r Arbeitsab
lüftet die An
ng
atisierte PreBeschickung
werden von een!
n sich die Mmit Drosselr
und nach d
zzylinder 2A
Press/Stanz
B3 erreicht h
zylinder 3ADadurch w
1.
Betrieb gese
lauf jederze
nlage.
ess-Stanzmg zur Arbeit
einer ander
Maschine in rückschlagv
dem Drücke
A in die vor
zzylinder 2A
hat, fährt de
A in die vordwird das Bau
etzt.
eit abgebroc
maschine entsstation
ren Firma
Grundstelluventilen reg
en der Start
rdere Endla
A in die hinte
er Aufnah-
dere Endlaguteil abtrans
chen.
nt-
ung gu-
t-
age
ere
e s-

Symbo S0 NS1 SS2 S1A A2A P3A A
ltabelle:
Not-Aus Start Stopp AufnahmezyPress/StanzAbtransportz
ylinder zylinder zylinder
Tec
4
hnologie
BBBBBBH
eschema
B1 AufnaB2 PressB3 PressB4 AufnaB5 AbtraB6 AbtraH1 Melde
a
vz
ahmezylindes/Stanzzylins/Stanzzylinahmezylindensportzylindnsportzylindelampe
Sto
er Endlage nder Endlagnder Endlager Endlage der Endlageder Endlage
N
opp N
vorne ge vorne ge hinten
hinten e vorne e hinten
Not‐Aus
S0
ot‐Aus
S0

Beacht Durch B
te:
Betätigen dder Taste S
F
S0 kann de
5
Funktion
er Ablauf z
splan
zu jeder Zeeit abgebroochen werd
den.

1
ÖSTERREICHISCHE STAATSMEISTERSCHAFTEN IM BERUF
POLYMECHANIK (43. WORLDSKILLS 2015 IN SÃO PAULO, BRASILIEN)
Steuerungstechnische Aufgabe
ANLAGE ZUM ÄNDERN DER WERKSTÜCKLAGE
WIFI Vorarlberg
21.10. - 25.10.2014
2
Arbeitsauftrag:
Stecken und verschlauchen Sie die Schaltung nach den vorliegenden Schaltplänen.
Programmieren Sie die Logo laut Funktionsbeschreibung und führen Sie am Modell eine Funktionskontrolle durch.
Es sind maximal acht Ein-, sowie acht Ausgänge zu verwenden! Arbeitszeit:
Gesamtarbeitszeit 120 Minuten Unterlagen:
Funktionsbeschreibung Technologieschema Funktionsplan Steuerstromlaufplan Pneumatikschaltplan

3
Funktionsbeschreibung Allgemein: In einer Produktionskette soll künftig ein Anlagenteil die Werkstücklage anhand unterschiedlicher Farben und Materialien definieren. Es werden metallische bzw. schwarze Werkstücke in die jeweils vorgesehene Lage transportiert. Start-Stopp-Bedingungen:
Durch Betätigen der Start-Taste S1 wird die Anlage in Betrieb gesetzt. Durch Betätigen der Reset-Taste S2 wird die Anlage in die Grundstellung gebracht.
Durch betätigen der Stopp-Taste S3 wird der Arbeitsablauf jederzeit abgebrochen. Die
Anlage muss danach mit der Reset-Taste S2 in Grundstellung gebracht werden. Funktionsablauf: Der Ablauf kann nur mit dem Taster S1 gestartet werden, wenn sich die Maschine in der Grundstellung befindet. Die grüne Meldeleuchte H1 signalisiert den aktiven Betrieb mit einem Dauerlicht. Befindet sich die Anlage in Grundstellung und ist für den Betrieb bereit, leuchtet keine Meldelampe.
Nach dem Einlegen des Werkstücks am Streckenanfang der Sortieranlage startet der Ablauf durch drücken des Starttasters S1.
Es folgt eine Zeitverzögerung von 4 Sekunden.
Fehlt das Werkstück, oder wird es entfernt so stoppt der Ablauf und die rote Meldeleuchte
H2 leuchtet auf. Nach der Zeitverzögerung transportiert der Zylinder 1 das Werkstück zum Zylinder 2
weiter. Beim Zylinder 2 erkennt der induktive Sensor metallische Werkstücke. Der Zylinder 2 zieht
die metallischen Werkstücke in die Lage 1, der Zylinder 1 fährt ein, die Anlage stoppt den Ablauf und die rote Meldeleuchte H2 leuchtet auf.
Nichtmetallische Werkstücke werden vom Zylinder 1 zum Zylinder 3 weiter transportiert. Beim Zylinder 3 werden alle übrigen Werkstücke vom Zylinder 3 in die Lage 2 transportiert,
die Zylinder 1 und 3 bleiben ausgefahren, die Anlage stoppt den Ablauf und die rote Meldeleuchte H2 leuchtet auf.

4
Technologieschema Anlage zum Ändern der Werkstücklage
Symbol Kommentar Symbol Kommentar S1 Start- Taster 1M1 Zylinder 1A fährt aus S2 Reset- Taster 1M2 Zylinder 1A fährt ein S3 Stopp- Taster 2M1 Zylinder 2A fährt ein
1B1 Zylinder 1 Endlage hinten 1B2 Zylinder 1 Mitte H1 Meldelampe grün 2B1 Kapazitiver Sensor H2 Meldelampe rot 3B1 Induktiver Sensor 3S1 Rollenhebelventil

5
Funktionsplan Sortieranlage

6
Pneumatikschaltplan

7
Steuerstromlaufplan
Recommended

















