1
Junio 2010 No. 9
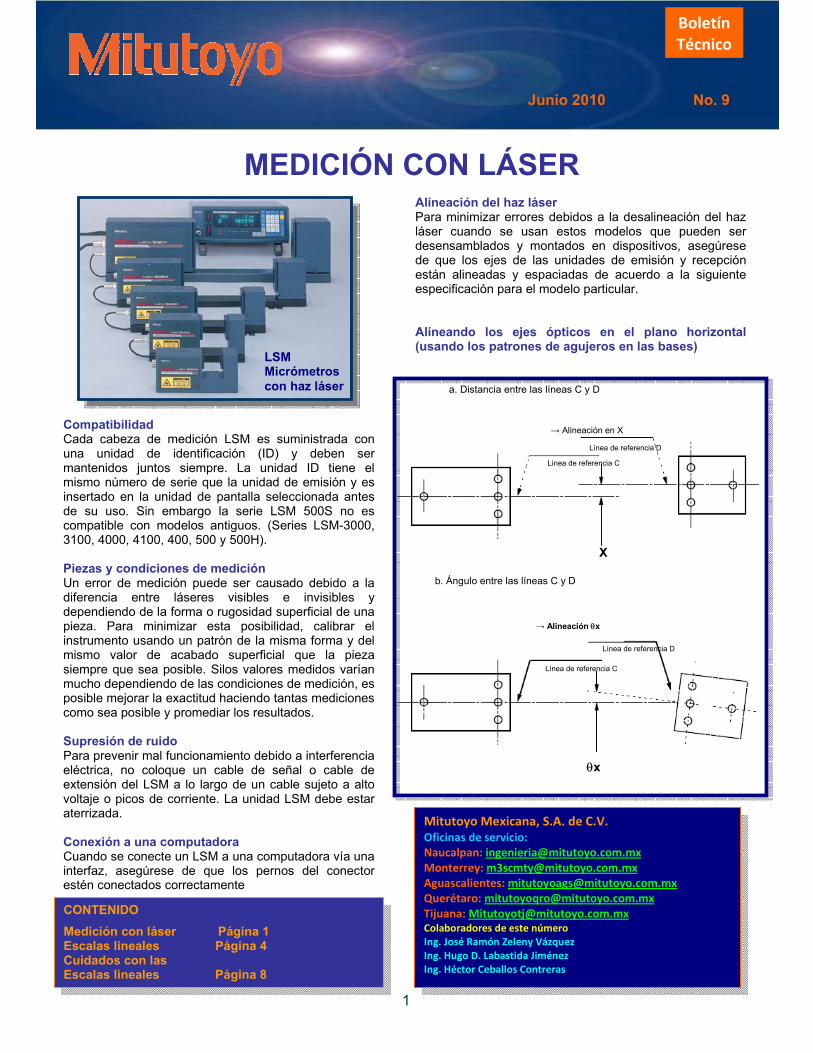
MEDICIÓN CON LÁSER Alineación del haz láserPara minimizar errores debidos a la desalineación del haz láser cuando se usan estos modelos que pueden ser desensamblados y montados en dispositivos, asegúrese de que los ejes de las unidades de emisión y recepción están alineadas y espaciadas de acuerdo a la siguiente especificación para el modelo particular. Alineando los ejes ópticos en el plano horizontal (usando los patrones de agujeros en las bases)
Compatibilidad Cada cabeza de medición LSM es suministrada con una unidad de identificación (ID) y deben ser mantenidos juntos siempre. La unidad ID tiene el mismo número de serie que la unidad de emisión y es insertado en la unidad de pantalla seleccionada antes de su uso. Sin embargo la serie LSM 500S no es compatible con modelos antiguos. (Series LSM-3000, 3100, 4000, 4100, 400, 500 y 500H). Piezas y condiciones de medición Un error de medición puede ser causado debido a la diferencia entre láseres visibles e invisibles y dependiendo de la forma o rugosidad superficial de una pieza. Para minimizar esta posibilidad, calibrar el instrumento usando un patrón de la misma forma y del mismo valor de acabado superficial que la pieza siempre que sea posible. Silos valores medidos varían mucho dependiendo de las condiciones de medición, es posible mejorar la exactitud haciendo tantas mediciones como sea posible y promediar los resultados. Supresión de ruido Para prevenir mal funcionamiento debido a interferencia eléctrica, no coloque un cable de señal o cable de extensión del LSM a lo largo de un cable sujeto a alto voltaje o picos de corriente. La unidad LSM debe estar aterrizada. Conexión a una computadora Cuando se conecte un LSM a una computadora vía una interfaz, asegúrese de que los pernos del conector estén conectados correctamente
LSM Micrómetros con haz láser
CONTENIDO Medición con láser Página 1 Escalas lineales Página 4 Cuidados con las Escalas lineales Página 8
Boletín Técnico
a. Distancia entre las líneas C y D
b. Ángulo entre las líneas C y D
ó→ Alineación en X
→ Alineación θx
Línea de referencia D
Línea de referencia C
Línea de referencia D
Línea de referencia C
θx
X
Mitutoyo Mexicana, S.A. de C.V. Oficinas de servicio: Naucalpan: [email protected] Monterrey: [email protected] Aguascalientes: [email protected] Querétaro: [email protected] Tijuana: [email protected] Colaboradores de este número Ing. José Ramón Zeleny Vázquez Ing. Hugo D. Labastida Jiménez Ing. Héctor Ceballos Contreras

2
PROXIMOS CURSOS INSTITUTO DE METROLOGÍA MITUTOYO
Metrología Dimensional 1 (MD1) 21-22 Junio Naucalpan $ 4300 más IVA 23-24 Agosto Naucalpan
Metrología Dimensional 2 (MD2) 23-24-25 Junio Naucalpan $ 6200 más IVA 25-26-27 Junio Naucalpan
Calibración de Instrumentos (CIVGP) 28-29-30 Junio Naucalpan $ 6600 más IVA 30-31 Agosto 01 Sept Naucalpan 06-07-08 Sep Tijuana
Control Estadístico del Proceso (CEP) 01-02 Julio Naucalpan $ 4300 más IVA
Tolerancias Geométricas Norma ASME Y14.5-2009 05-06-07 Julio Naucalpan $ 7500 más IVA 23 – 24 – 25 Junio Monterrey
Medición de tolerancias geométricas con CMM 08-09 Julio Naucalpan $ 5100 más IVA
Incertidumbre en Metrología Dimensional 12-13-14 Julio Naucalpan $ 6200 más IVA 28 – 29 – 30 Abril Monterrey
Análisis de Sistemas de Medición (MSA) 15-16 Julio Naucalpan $ 4400 más IVA
Aplicación de ISO 17025 en Laboratorios de Calibración 19-20-21 Julio Naucalpan $ 6200 más IVA 27-28-29 Julio Monterrey
Verificación Geométrica de Producto con CMM 21 Julio Naucalpan $ 2100 más IVA
Medición de Acabado Superficial para Verificación Geométrica de Producto
22 Julio Naucalpan $ 2100 más IVA 30 Julio Monterrey
Equipo Óptico y láser para Verificación Geométrica de Producto sin contacto
23 Julio Naucalpan $ 2100 más IVA
Cualquiera de los cursos anteriores en sus instalaciones Fechas de común acuerdo, pedir cotización
Informes e inscripciones: [email protected] Tel: (0155) 5312 5612 www.mitutoyo.com.mx
Modelo de aplicación
Distancia entre la unidad de emisión y la unidad de
recepción
X y Y dentro de
θx y θy
dentro de 68 mm o menos 0.5 mm 0.4° (7mrad) LSM-510S 100 mm o menos 0.5 mm 0.4° (5.2mrad)
135 mm o menos 1 mm 0.4° (7mrad) LSM-503S 350 mm o menos 1 mm 0.4° (2.8mrad)
273 mm o menos 1 mm 0.4° (3.5mrad) LSM-506S 700 mm o menos 1 mm 0.4° (1.4mrad) 321 mm o menos 1 mm 0.4° (3.1mrad) LSM-512S 700 mm o menos 1 mm 0.4° (1.4mrad)
LSM-516S 800 mm o menos 1 mm 0.4° (1.6mrad)
Espaciado permisible entre unidades y límites de desalineación de los ejes ópticos
Alineando los ejes ópticos en el plano vertical (usando las superficies de montaje de la base)
Precauciones de seguridad El LSM utiliza un haz de luz láser visible de baja potencia, el cual conforma a la Clase 2 de JIS C 6802 Norma de seguridad para emisión de un producto láser. La etiqueta de precaución/descripción es mostrada abajo para clase 2 y esta pegada a aquellas partes relacionadas a la medición
Superficie de referencia B
Superficie de referencia A
Superficie de referencia B
Superficie de referencia A
a. Distancia entre las planos A y B
b. Ángulo entre las planos A y B
→ Alineación θy
→ Alineación Y

3
NOMBRE DEL CURSO M3SC Naucalpan M3SC Monterrey M3SC Tijuana COSTO
GEOPAK-WIN V 3.0 Junio 2-3-4 Junio 9-10-11 Junio 16-17-18 $ 7500.00 más IVA
SCANPAK Junio 8 Junio 15 Junio 22 $ 2500.00 más IVA CMM SOFTWARE
CAT100 PS Junio 9 Junio 16 Junio 23 $ 2500.00 más IVA
QVPAK V 7.0 Junio 28-29-30 Julio 14-15-16 Julio 21-22-23 $ 7500.00 más IVA VISION SOFTWARE
QSPAK V 7.0 Julio 1-2 Julio 20-21 JULIO 27-28 $ 5000.00 más IVA
FORMPAK-1000 Julio 6-7 Julio 22-23 $ 5000.00 más IVA
ROUNDPAK V 5.0 Julio 8-9 Julio 27-28 $ 5000.00 más IVA FORM SOFTWARE
SURFPAK Julio 13 Julio 29
$ 2500.00 más IVA
Medición del paso de pernos, anchos o huecos de un componente de circuito impreso (IC)
Medición simultanea del diámetro y deflexión de un rodillo
97
Ejemplos de medición
Medición de la variación de espesor de una película u hoja ( en dos puntos)
Medición simultanea de X y Y de un alambre eléctrico, fibra óptica o rodillo
Medición de espesor de una película u hoja
Medición continúa de ancho de cinta
Sistema dual para medición de un diámetro exterior grande
Medición del desplazamiento de la cabeza magnética de un disco óptico

4
Pruebas para la evaluación de escalas lineales
1. Probando dentro del intervalo de temperatura de servicio
Confirma que no existe anormalidad en el desempeño de una unidad dentro del intervalo de temperatura de servicio y que la salida de datos es de acuerdo a la norma.
2. Prueba de ciclo de temperatura (características dinámicas) Confirma que no existe anormalidad en el desempeño de una unidad durante los ciclos de temperatura mientras opera y que la salida de datos es de acuerdo con la norma
3. Prueba de vibración (prueba de barrido) Confirma que no existe anormalidad en el desempeño de una unidad mientras esta sujeta a vibraciones de frecuencia dentro del intervalo de 30 Hz a 300 Hz con una aceleración máxima de 3g.
4. Prueba de vibración (prueba de aceleración) Confirma que no existe anormalidad en el desempeño de una unidad sujeta a vibraciones a una especifica frecuencia no resonante
5. Prueba de ruido La prueba conforma a las siguientes directivas EMC: EN 61326-1+A1:1998 Prueba de caída de paquete Esta prueba conforma a JISZ0200 (Prueba de caída de material de uso rudo)
Glosario
Sistema absoluto Un modo de medición en el cual cada punto de medición es hecho relativo a un punto de origen fijo. Sistema incremental Un modo de medición en el cual un punto de medición es hecho con relación a un punto medido inmediatamente antes del actual. Origen desplazado Una función que permite que el punto de origen sea trasladado a otro punto desplazado del punto de origen fijado. Para que esta función trabaje, un sistema necesita un punto de origen almacenado permanentemente. Restauración del punto de origen Una función que para cada eje de una maquina exactamente en posición especifica a la maquina mientras se detiene lentamente con la ayuda de interruptores de límite integrados. Control de secuencia Se refiere a un tipo de control que secuencialmente realiza control paso por paso de acuerdo al orden prescrito de control Control numérico Se refiere a un tipo de control que controla la posición de la herramienta con relación a una pieza a ser maquinada con los correspondientes comandos de control numérico.
ESCALAS LINEALES
Salida binaria Se refiere a la salida de datos en forma binaria (unos y ceros) que representa números como potencias enteras de 2. RS-232C Una interfaz normal que usa un método asíncrono de transmisión serial de bits sobre una línea de transmisión desbalanceada para intercambio de datos entre el transmisor localizado relativamente cerca uno con otro. Es un medio de comunicación principalmente usado para conectar una computadora personal con periféricos. Salida de conductor de línea Esta salida se caracteriza por velocidades de operación rápidas de varias decenas a varios cientos de nanosegundo y una relativamente larga distancia de transmisión de varios cientos de metros. Una línea conductora de medición de voltaje diferencial (RS422A compatible) es usada como un I/F para el controlador NC en el sistema de la escala lineal. BCD Una notación para expresar los numerales o a 9 para cada digito de un número decimal por medio de una secuencia binaria de 4 bits. La transmisión de datos es salida en una dirección por medio de TTL o colector abierto. RS-422 Una interfaz normalizada que usa transmisión serial de bits en forma diferencial sobre una línea de transmisión balanceada. RS-422 es superior en sus características de transmisión de datos y en su capacidad de operación con solo una fuente de energía de +5V. Error La especificación de error se refiere a la máxima diferencia entre las posiciones indicadas y verdaderas en cualquier punto, dentro del intervalo de una escala, a la temperatura de 20°C. Dado que no hay norma internacional definida para unidades de escala, cada fabricante tiene una forma específica de especificar el error. Los errores dados en nuestro catalogo han sido determinados usando interferometría láser.

5
Error del intervalo corto
Una holo escala láser proporciona mediciones de exactitud …¿porqué?
1. Retículas hiperfinas Retículas de la escala con paso muy fino (0.5 µm) son usadas en análisis de hologramas. Estas retículas son mucho más finas que las retículas litográficas convencionales usadas en sistemas de reducción de exposición (1/15 a 1/200 el espesor de las retículas litográficas). La tecnología de holograma es esencial para lograr alta resolución en escalas de medición.
Curso de Tolerancias Geométricas (GD&T) basado en la nueva
norma ASME Y14-5-2009
Después de 15 años la norma ASME sobre dimensionado y tolerado fue actualizada incluyendo diversas mejoras entre las que destacan la diferenciación de los modificadores de la condición de material cuando es aplicada a la tolerancia o a los datos llamando a esto ultimo frontera de máximo o mínimo material. Se introducen algunos símbolos nuevos incluyendo el de perfil desigualmente dispuesto y la aplicación de una zona de tolerancia no uniforme. Se usa el concepto de grados de libertad con relación al establecimiento de marcos de referencia dato. Se permite la aplicación de marcos de referencia dato personalizados y datos movibles. Se introduce el concepto de sistema coordenado con relación al marco de referencia dato. Se permite usar más segmentos en los marcos de control de elemento compuestos. Todo el material fue reacomodado en 9 secciones en vez de las 6 de la versión anterior. Para saber más: capacitació[email protected]
Calibración de anillos patrón de 6 a 120 mm con máquina que incorpora una holo escala láser con resolución de 0,1 µm y repetibilidad de 0,2 µm SERVICIOS ACREDITADOS
Después de proporcionar energía a una escala lineal, lecturas de posición desde tres sub escalas tipo capacitancia (COArse, Médium y FINe) y una desde una sub escala fotoeléctrica (OPTical) son tomadas. Estas Subescalas usan una combinación de pasos y están posicionadas en relación una con otra, de modo que las lecturas en cualquier posición forman un conjunto único que permite a un microprocesador calcular la posición de la cabeza lectora sobre la escala con una resolución de 0.05 µm.
Como es mostrado en la Figura A, interferencia de luz toma lugar tridimensionalmente en el punto de intersección cuando dos haces láser paralelos (a) y (b) se intersectan, generando franjas de interferencia. El paso de las franjas de interferencia es aproximadamente el mismo que el de la longitud de onda de la luz y mide exactamente 0.5 mm para la escala holograma Mitutoyo. Esto permite una escala de paso extrafino ser hecha registrando las franjas de interferencia
Las retículas de escala marcadas sobre una unidad de escala adoptan normalmente 20 µm por paso aunque varia de acuerdo a la clase de escala. El error del intervalo corto se refiere al error determinado midiendo un paso de cada retícula en el límite de resolución (1 µm por ejemplo)
2. La difracción es fundamental El mecanismo de difracción de la luz es usado para detectar desplazamiento de la escala como un cambio en la fase de luz. Dado que la cantidad de cambio de fase es equivalente al paso de la retícula del holograma, un sistema exacto de medición de longitud puede ser creado para detectar desplazamientos de la escala en pasos de 0.5 µm.
Figura A
Figura B Luz (b) Luz (b')

6
Principio de la escala lineal Absoluta (Ejemplo: AT300, 500-S/H)
COA
MED
FIN
OPT
Tipo
capa
cita
ncia
elec
trost
atic
aTi
pofo
toel
ectó
nico
Señal (interpolación) Resolución
3768mm (512) 7.36 mm
58.88mm (512) 0.115 mm
0.92mm (512) Aprox. 1.8 µm
20µm (400) 0.05 µm
Figura C
Como es mostrado en la Figura B, un haz de luz (a) es difractado mediante la retícula holograma y se convierte en un haz de luz difractado (b). Cuando la escala se mueve un un cuarto del paso de la retícula del holograma, el haz de luz difractado (b) muestra el cambio equivalente en la fase de luz, como el haz de luz (b')
3. Ondas senoidales completas son mejor El desplazamiento es detectado vía la interferencia de luz difractada, en la forma de señales claro a oscuro con un paso igual a un medio de la retícula holograma (0.25 mm). A menos que escalas ordinarias que usan señales de onda cuasi senoidales disponible con esta escala están ondas senoidales completas, las cuales son extremadamente inmunes a error de división y considerado como un factor clave para alta resolución. Dado que es imposible detectar directamente un desplazamiento de fase de luz con la tecnología actual, dos haces de luz difractados son transformados por medio de interferencia dentro de señales claro-oscuro a ser detectadas como es mostrado en la Figura C. Dividiendo las señales obtenidas por 250 hace posible medir hasta 1 nm. Para identificar la dirección de desplazamiento de la escala, dos receptores (a) y (b) son usados para detectar un haz de luz como una señal teniendo una diferencia de fase de 90° de la otra.
http://www.cenam.mx/simposio2010

7
3 equipos 10% 6 equipos 15% Más de 6 equipos 20%
PAQUETES DE CALIBRACIÓN
Incluye 20% de descuento en refacciones y en servicio de reparación durante la vigencia del contrato
Condiciones sujetas a cambio sin previo aviso
Uso de software de inspección original de Mitutoyo
Prioridad en programación
Sin gastos de viaje dentro de un radio de 50 km desde nuestros centros de servicio
Mitutoyo Mexicana, S.A. de C.V. a través de su departamento de ingeniería de servicio tiene disponible servicio de medición de piezas, para lo cual cuenta con variedad de equipo, tal como Máquinas de Medición por Coordenadas (CMM), equipo de medición por visión (QV, QS, QI), máquina de medición de redondez y otras características geométricas, equipo de medición de contorno (perfil), máquinas de medición de dureza, equipo de medición de rugosidad, comparadores ópticos y microscopios, lo cual permite una gran variedad de opciones para resolver eficientemente cualquier tipo de medición dimensional.
Se requiere dibujo o modelo CAD o instrucciones detalladas de, que es lo que se desea medir para obtener una cotización y acordar tiempo de entrega. Este servicio se ofrece con trazabilidad a patrones nacionales de longitud. Se entrega reporte de medición.
Nuevo servicio de calibración de patrones de rugosidad
Nuevo curso de introducción a la
Metrología Dimensional 8h, 10% de descuento
curso en sitio

8
ejor
Verificando paralelismoSe usa un indicador de carátula como es mostrado en la figura de abajo. Para ajustar el paralelismo entre la escala y la guía de la máquina, verifique el paralelismo mientras mueve manualmente las partes móviles de la máquina tal como la bancada o mida el paralelismo con referencia a las guías de la maquina o superficie de referencia equivalente.
Cuidados cuando se montan y operan escalas lineales Seleccionando la escala, posición y método de montajeEs importante mantener en mente los siguientes cuatro puntos cuando se determina la escala, posición y orientación de montaje. Facilidad de montaje Se monta la escala asegurandose que la unidad incluye la cabeza detectora y los cables no interfieren con ninguna parte de la máquina. Para facilitar el montaje, se monta la escala y los soportes sobre superficie maquinadas siempre que sea posible. Protección contra fluidos y rebabas (orientación de montaje) La escala esta construida en forma tal que fluidos y rebabas de maquinado no puedan entrar facilmente al interior de la unidad. Sin embargo dado que las aberturas están protegidas contra la entrada de cualquier material unicamente con sellos de hule, evite exponer directamente la escala a fluidos y rebabas de maquinado. Seleccione la orientación de montaje de la escala después de considerar la dirección en la cual fluidos y rebabas de maquinado son rociados y dispersados Consideraciones de exactitud La exactitud total del sistema de la máquina sobre la cual la escala es montada no es solo determinada por la exactitud de la escala sino también por la exactitud de la máquina. Particularmente para máquinas con bancadas que se desplazan, errores geométricos pueden ocurrir, dependiendo de la rectitud de las partes moviles; así, la escala debe ser montada en forma que estos errores son minimizados. Si al desplazarse la bancada no se mueve linealmente sino curvilineamente, errores ocurren en proporción a la distancia "L" entre la escala y el punto maquinado (posición del cortador). Por lo tanto la escala se debe montar, en una posición que minimice "L".
Otras consideraciones Si la cabeza detectora se mueve, los cables de señal tambien se mueven con el desplazamiento de la bancada. Este debe ser considerado cuando se instalan los cables de señal. Es por lo tanto recomendable montar la escala sobre la parte móvil de la máquina. Se monta la escala en un lugar en el que no esta sujeta directamente a flujo de aire. Cuando se remuevan rebabas con una pistola de aire, sea cuidadoso de las rebabas volando. Verificando el paralelismo y el ajuste de la escala Con el propósito de obtener la máxima exactitud, la escala debe ser montada paralela a la guía de la maquina (eje de la maquina). Montaje incorrecto puede causar que la escala se flexione o tuerza.
Herramienta de corte
Bancada
Escala lineal
Punto de maquinado
Movimiento de la bancada
Tolerancia de paralelismo: Referirse a las figuras con dimensiones Dirección de verificación: Dirección enfrente atrás sobre la superficie de montaje y direcciones a lo largo de la superficie de montaje (arriba y abajo). Verificación de posición; Posición de la escala alrededor de los bloques de montaje.
Recorrido
Arriba/abajo
Enfrente/atrás
Indicador de carátula
Indicador de carátula tipo
palanca
Ajustando el paralelismo Se ajusta el paralelismo dentro de 0.2 mm. Los espaciadores usados en el ajuste no están incluidos en los accesorios. Ajustando la superficie de montaje enfrente/atrás: Reajuste las posiciones de montaje de los sujetadores o coloque espaciadores entre la superficie de montaje de la escala y los bloques de montaje. Véase la figura de arriba. Ajuste a lo largo (arriba y abajo) la superficie de montaje: Ajuste el paralelismo deslizando el bloque de montaje sobre la superficie de montaje. La presurización del aire mejora la resistencia al medio ambiente La resistencia a la penetración de polvo y aceite de las escalas lineales tipo ensamble puede ser mejorada presurizando la unidad con aire limpio. Suministre aire al tubo insertado en cualquiera de los agujeros roscados (M5) a ambos lados de la escala. * Únicamente las escalas de la serie AT103 soportan suministro de aire. El método de suministrar aire comprimido a la unidad de escala esta previsto como un medio de mejorar la resistencia al medio ambiente (resistencia a refrigerante y polvo) de escalas lineales. Suministre aire observando las siguientes especificaciones. 1. Presión del aire suministrado a la escala: 0.1 MP (aprox. 1 kgf/cm2) La presión de aire suministrado a la escala tiene que ser indicada mediante un medidor de presión como es mostrado en el diagrama de abajo en la posición 7 . 2. Proporción de flujo de aire: 10 a 20 l/min (por eje) (IMPORTANTE: Esta proporción de flujo es equivalente al punto en el que el aire es ligeramente expulsado de
la ranura de apertura del hule para protección contra polvo.
3. Aire utilizado No suministre aire directamente desde el compresor,
siempre use aire comprimido después de pasarlo por un secador de aire. Asegúrese de instalar un filtro de
Enfrente/atrás
Arriba /abajo
Arri
ba
/aba
jo
Enf
rent
e /a
trás

9
1 Filtro de aire 2 Separador de neblina 3 Micro separador de neblina 4 Regulador 5 Válvula reguladora de flujo 6 Medidor de presión diferencial 7 Medidor de presión
Componentes del suministro de aire
En general esto no causara problema, dado que una maquina herramienta y el marco de una escala lineal tienen diferentes frecuencias naturales bajo condiciones normales de maquinado. Sin embargo, en el caso de que la frecuencia natural del cuerpo de la maquina herramienta y la escala lineal coincidad, las siguientes contra medidas pueden ser tomadas: 1. Incrementar la rigidez de los bloques de montaje de la
escala. 2. Adicionar un soporte a la mitad de la escala para hacer su
punto de resonancia más alto. 3. Montar la escala lineal en un lugar en el que las vibraciones
de la máquina herramienta no puedan ser transmitidas fácilmente.
4. Limitar las condiciones de operación de la máquina para que estén dentro de un intervalo especifico en el cual las frecuencias naturales de la maquina y de la escala no coincidan.
Mantenimiento de los sellos contra polvo Con el propósito de mantener y extender la vida de los sellos de hule protectores de polvo, es recomendado que un pequeña cantidad de lubricante de silicón sea applicada al área de contacto entre el hule y la cabeza detectora una vez por año.
Los componentes del suministro de aire listados en la tabla de arriba pueden ser usados para suministrar aire a escalas lineales en 3 a 4 ejes. Si el aire es suministrado a escalas lineales en múltiples ejes, anexe la valvula reguladora 5 directamente a la entrada de aire de cada escala (en cualquiera de los agujeros roscados M5 en ambos lados de cada escala). Arreglo del cable de señal Es importante mantener en mente los siguientes puntos cuando se decida sobre el arreglo esquematico para los cables de señal. Cuando el cable es fijado El radio de curvatura del cable de señal debe ser mayor que 50 mm Cuando el cable es movible Cuando la cabeza detectora es el elemento movible, acarrea el cable con ella durante la operación. Tenga cuidado, en tal caso, de que el radio de curvatura del cable de señal no es más pequeño que 100 mm y fuerza excesiva no es aplicada al cable. Es una buena idea proteger el cable con una cubierta flexible.
Otras consideraciones El cable de señal es lo bastante durable para soportar flexiones repetidas hasta aproximadamente dos millones de veces (cuando el radio de la flexión esta limitado a más de 100 mm). Cuando flexiones repetidas excediendo dos millones de veces son esperadas, el cable de señal debe ser considerado como una parte consumible. En tal caso, disponer de un cable de repuesto permite un reemplazo inmediato cuando sea necesario y minimizar asi el tiempo de paro de la máquina. Punto de resonancia de las escalas lineales Cada objeto tiene una frecuencia natural dependiendo de su forma, longitud y el tipo de material. El marco de la escala lineal no es una excepción. Tiene su frecuencia natural y por lo tanto resuena a una cierta frecuencia.
Elementos constructivos de las escalas lineales Estructura de la junta del detector Una estructura de junta con esfera es empleada en el área de contacto entre la cabeza detectora y el cursor (unidad sensora) dentro de la escala, este arreglo limita el movimiento del cursor en desviaciones a partir de las direcciones normales de movimiento cuando la cabeza detectora esta ligeramente desalineada transversalmente, proporcionando así una lectura normal de la escala incrementando la flexibilidad en la instalación de la escala. Adicionalmente, esta estructura es altamente rigida y por lo tanto tiene excelente durabilidad. Conector a prueba de agua Un conector a prueba de agua/salpicaduras es usado para permitir la separación del cable de señal. Así la instalación y mantenimiento de la escala lineal pueden ser fácilmente realizados (El cable de señal de la AT115 no puede ser separado). Cable de señal tipo Conduit blindado El cable de señal esta protegido por el sistema conduit. Su exterior esta hecho de acero inoxidable, el cual es resistente a la corrosión y soporta el uso continuo. Sellos de hule únicos El cursor esta formado para deslizarse suavemente a través de la abertura del sello de hule – casi como la quilla de un bote a través del agua. Excelente estructura con sello de hule a prueba de salpicaduras y polvo Los sellos de hule están hechos de un fuerte uretano especial y alambres están insertados en estos sellos para mejorar la resistencia a las salpicaduras y polvo de la escala (solo AT102).
Engrasado Unidad principal
de la escala
Cabeza detectora
Sello de hule
15 mm ó menos
Aplicar grasa de silicón a toda la longitud con un paño suave libre de peluza
Secador de aire Escala
Cabeza detectora
Cubierta flexible
Radio 100 mm o mayor
Cabeza detectora
Sujeción
Radio 50 mm o mayor
Sujeción
NOTA: Reemplace el filtro de aire 1 y los elementos del separador de neblina 2 y microseparador de neblina 3 una vez al año o si un cambio en presión en el medidor de presión diferencial 6 alcanza 0.1 MP (aprox. 1kgf/cm2).
Recommended

















