
Lec 28, Page 1/14
MME 131: Introduction to Metallurgy and Materials
Lecture 28
Processing of Ceramic Materials
AKMB Rashid Professor, MME Dept
BUET, Dhaka
Today’s Topics
Glass Forming Processes
Ceramics Forming Processes
Cementation Processes
Lec 28, Page 2/14
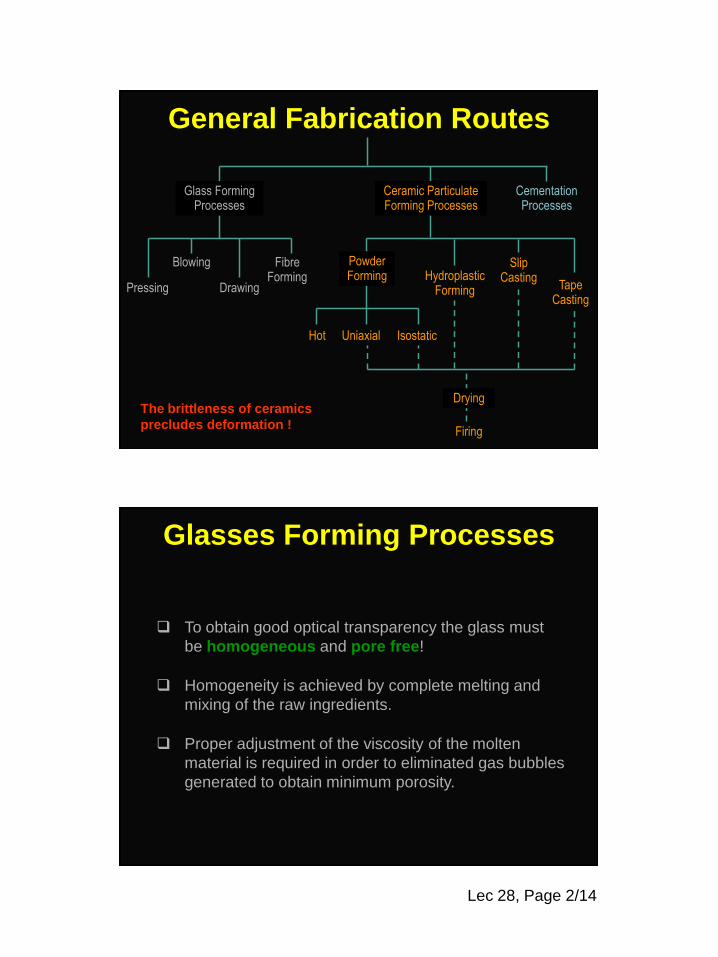
General Fabrication Routes
Cementation Processes
Pressing
Blowing
Drawing
Fibre Forming Hydroplastic
Forming
Slip Casting
Tape Casting
Hot Uniaxial Isostatic
Firing
Glass Forming Processes
Ceramic Particulate Forming Processes
Powder Forming
Drying The brittleness of ceramics
precludes deformation !
Glasses Forming Processes
To obtain good optical transparency the glass must
be homogeneous and pore free!
Homogeneity is achieved by complete melting and
mixing of the raw ingredients.
Proper adjustment of the viscosity of the molten
material is required in order to eliminated gas bubbles
generated to obtain minimum porosity.

Lec 28, Page 3/14
The viscosity - temperature relation
for glass forming processes
Viscosity - temperature
characteristics of glass
controls the forming
processes
Viscosity decreases with
temperature
Impurities or additives
lower Tdeform
The formability of a glass
is tailored to a large
degree by its composition
Commercial melting
and forming of glass
• Batching of the raw materials
• Mixing of the batch – Water typically added to
reduce dusting
• Melting the batch to a homogenous viscous liquid
• Conditioning (cooling) the melt to the forming temperature
• Forming operation – Float glass – Container glass – Fiber glass – Specialty glass
• Annealing
• Inspection

Lec 28, Page 4/14
For thick-walled pieces (e.g.,
plates and dishes)
Pressure application in a
graphite-coated cast iron mould
mould heated to ensure an
even surface finish
Pressed Glass Processing
Softened glass
Glass Forming – Pressing
Parison mould
Gob Pressing Operation
Suspended Parison
Finishing Mould
Compressed Air
The press-and-blow
technique for producing a
glass bottle
Either manual (for artworks)
of fully automated (jars,
bottles, light bulbs, etc.)
From raw gob of glass, a
parison (temporary shape),
is formed by mechanical
pressing in a mould
The piece is then inserted
into a finishing or blow
mould to finalize the shape
Glass Forming – Press and Blow

Lec 28, Page 5/14
Glass Forming – Drawing Processes
Used to form long form such as sheet,
rod, tubing, and fibers, which has
constant cross section
Usually the liquid glass is drawn
between the rolls (Foucault/Pittsburg
/Libby-Ownes process) to form sheet
Plate glass is flat glass that has
been ground and polished to produce
two perfectly plane and parallel faces
with a high quality optical finish.
The surface of a flat glass sheet is
flattened by grinding it between two
cast iron wheels with sand abrasive
and water lubricant.
Float Glass Process
Flatness and surface finish may be improved significantly by
floating the sheet on a bath of molten tin at an elevated
temperature (Float process)
Developed by Pilkington in 1959 in the UK , the float process
revolutionized the flat-glass industry. Over 90% of the world’s
window glass is produced now using the float process.

Lec 28, Page 6/14
Glass Fibre Process
Glass Forming
– Fibre Drawing
Uses sophisticated drawing
operations
Molten glass is contained in
a platinum heating chamber;
fibres are formed by drawing
the molten glass through
many small orifices at the
chamber base
The glass viscosity is
controlled by chamber and
orifice temperatures
Heat Treating Glass
Heat Treating Glasses – Annealing
Internal stresses (thermal stresses) are introduced when the glass is cooled from an
elevated temperature – a result of the difference in cooling rate and thermal
contraction between the surface and interior regions.
Thermal stresses weaken the material and may lead to fracture Thermal shock.
Thermal stresses can be reduced by cooling the piece at a sufficiently slow cooling
rate, then followed by an annealing heat treatment in which the glassware is heated
to the annealing point, and then slowly cooled to room temperature.
Heat Treating Glass – Tempering
The strength of a glass piece is enhanced by intentionally inducing compressive
residual surface stresses
When interior cools and contracts it draws the exterior into compression.
Compressive stresses on the surface with tensile stresses at interior regions formed.

Lec 28, Page 7/14
further cooledbefore cooling surface cooling
tension
compression
compression
hot hot
cooler
cooler
Result: Surface crack growth is suppressed
Thermal Tempering
Chemical Tempering
Cations with large ionic radius are diffused into the surface. This strains
the “lattice” inducing compressive strains and stresses.
Before cooling Surface cooling Further cooling
Ceramics Forming Processes Particulate Forming Processes
Ceramic powders Additions (liquids, organic additives)
Adaptation of the system to the shaping process
(grinding, mixing, dispersion, granulation, etc.)
Shaping
Drying (elimination of organic additives)
Firing (obtaining of sintered product)
General flow chart of the manufacturing of ceramic products

Lec 28, Page 8/14
Producing shapes from a mixture of powders and additives
that are deformable under pressure.
Mixture include:
Traditional Ceramics – Clay and water, defloculant, wetting agent, lubricant
Engineering Ceramics – Non-clay materials (pure oxides, nitrides, carbides etc),
25-50 vol.% organic additives with/without water to provide plasticity
Ceramic Forming - Hydroplastic Forming
Removal of organic materials prior firing is a major problem
Water-clay system – substantial shrinkage occurs during drying, increasing risk of
shrinkage cracks
Non-clay system – formation of flaw-free green part is a problem and extraction of
organics is also problematical
> Too rapid extraction – cracking, bloating, distortion
> Inadequate extraction – cracking, bloating, distortion during densification.
Clay minerals, when mixed with water, become highly plastic and
can be moulded without cracking
Green products have extremely low strength; the consistency
(water-clay ratio) is controlled so that the formed ware can be
maintained its shape during handling and drying
The raw materials are wet ball milled, screened to remove water
and form a plastic mass
The plastic mass is forced through the die using an auger and air is
removed using vacuum to enhance density
The cake thus formed is given the shape using many of the forming
processes e.g., extrusion, injection/compression moulding,
jiggering, etc.
The formed ware are then dried and sintered to obtain the finished
product
Common products formed in this way include: brick, tiles, furnace
tube (extrusion); turbine rotor blade, combustion nozzle (moulding);
cooking ware, electrical porcelain, refractories (jiggering)
Lec 28, Page 9/14
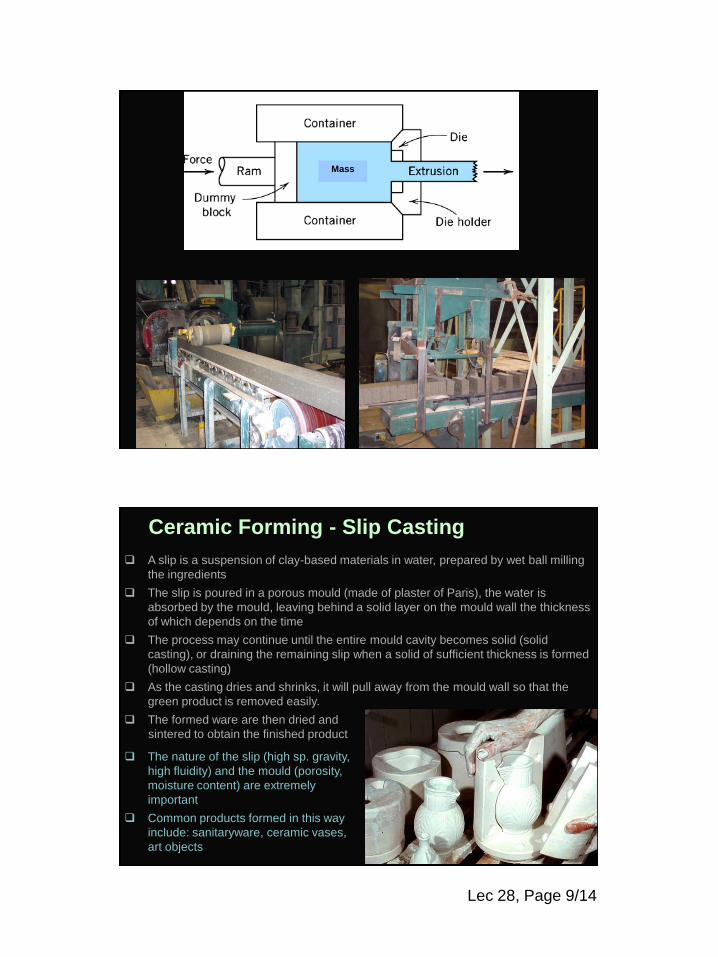
Mass
A slip is a suspension of clay-based materials in water, prepared by wet ball milling
the ingredients
The slip is poured in a porous mould (made of plaster of Paris), the water is
absorbed by the mould, leaving behind a solid layer on the mould wall the thickness
of which depends on the time
The process may continue until the entire mould cavity becomes solid (solid
casting), or draining the remaining slip when a solid of sufficient thickness is formed
(hollow casting)
As the casting dries and shrinks, it will pull away from the mould wall so that the
green product is removed easily.
The formed ware are then dried and
sintered to obtain the finished product
The nature of the slip (high sp. gravity,
high fluidity) and the mould (porosity,
moisture content) are extremely
important
Common products formed in this way
include: sanitaryware, ceramic vases,
art objects
Ceramic Forming - Slip Casting
Lec 28, Page 10/14
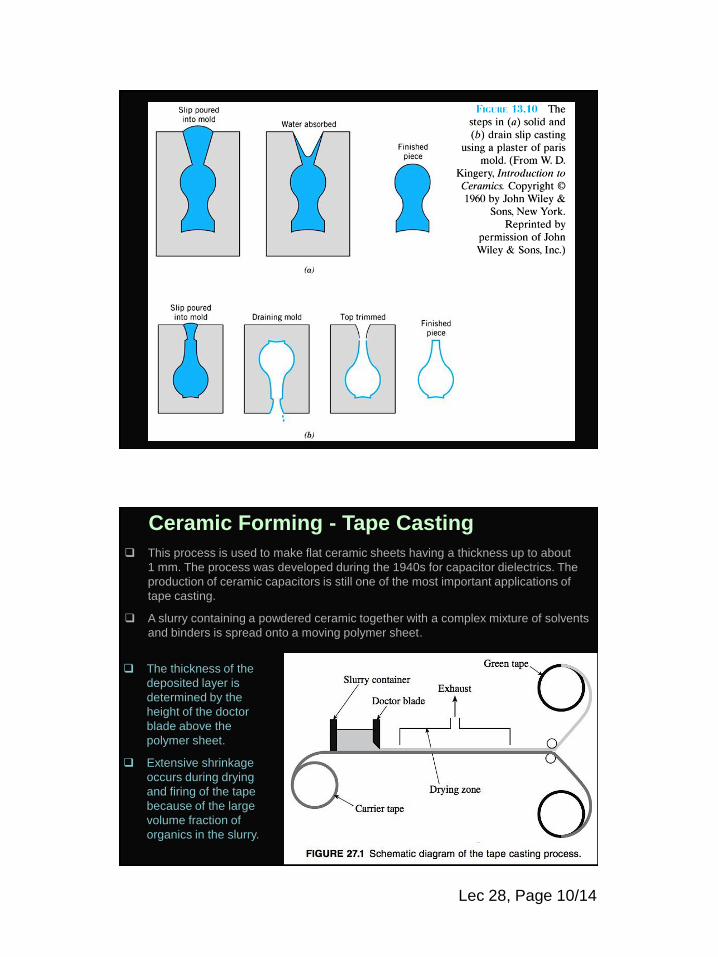
This process is used to make flat ceramic sheets having a thickness up to about
1 mm. The process was developed during the 1940s for capacitor dielectrics. The
production of ceramic capacitors is still one of the most important applications of
tape casting.
A slurry containing a powdered ceramic together with a complex mixture of solvents
and binders is spread onto a moving polymer sheet.
Ceramic Forming - Tape Casting
The thickness of the
deposited layer is
determined by the
height of the doctor
blade above the
polymer sheet.
Extensive shrinkage
occurs during drying
and firing of the tape
because of the large
volume fraction of
organics in the slurry.

Lec 28, Page 11/14
The powdered raw materials are mixed with suitable binders (e.g.,
polyvinyl alcohol, PVA) and then pressed into green compacts inside
a suitable die
The green compacts contain lots of porosity between the powders
The green compacts are then dried and sintered to obtain the
finished product
During sintering, diffusion of atoms at the boundary of particles takes
place and the powdered particles are diffusion bonded and the
degree of porosity is reduced to increase density of the product
Ceramic Forming - Particulate Forming
The quality of the finished products depends on time and
temperature of the sintering cycle
Almost all engineering ceramics are formed by particulate forming.
Common traditional ceramics formed by this method are tiles and
refractory bricks.
Filling mould Compaction Green part ejected,
then sintered
Uniaxial Compaction

Lec 28, Page 12/14
Drying
Before drying, clay particles
are virtually surrounded by and
separated from one another by
a thin film of water.
As drying progresses and
water is removed, the inter-
particle separation decreases,
and the clay piece shrinks.
It is critical to control the rate of water removal.
If the rate of evaporation at the surface is greater than the rate of diffusion of water
molecules to the surface, the surface will dry (shrink) more rapidly than the interior, with
a high probability of the formation of defects.
The rate of surface evaporation can be controlled by temperature, humidity, and rate of
airflow.
Factors that influence shrinkage: body thickness, water content, clay particle size.
After drying, a clay piece is usually fired at temperature between
900 – 1400C.
During firing, the density of the piece is further increased, so as the
strength.
Vitrification (formation of a liquid glass) occurs during firing that flows
into and fills some of the pore volume.
The degree of vitrification depends on: firing temperature, time, and
composition.
Fluxing agents are added to decrease the temperature at which
vitrification happens.
A glassy matrix is formed upon cooling, which gives rise to a dense,
strong body.
The final microstructure: the vitrified phase, unreacted particles (e.g.
quartz), and some porosity.
Firing

Lec 28, Page 13/14
• Strength, durability, and
density of the clay piece are
enhanced as the degree of
vitrification increases.
• Firing temperature
determines the extent of
vitrification – higher the
temperature, more vitrification.
• To achieve optically
translucent (i.e. high
vitrification), firing takes place
at very high temperatures.
• Complete vitrification is
avoided during firing since the
body might become too soft
and might collapse.
Controlled mixture of clay (Al2O3.2SiO2.2H2O) and chalk
(CaCO3) is fired in a kiln at 1500 C
Firing gives three products:
Clay + Chalk = C3A + C3S + C2S
When cement is mixed with water, hydrated cement paste
(h.c.p.) is formed
All cements harden by reaction, not by drying
Portland Cement
C – CaO
S – SiO2
A – Al2O3
H – H2O
Cementation Processes

Lec 28, Page 14/14
Hardening of Portland cement:
(a) Setting and hardening reaction
(b) Heat evolution
First Reaction
C3A + 6H = C3AH6 + Heat
• occurs in ~4 hours and set the cement
Second Set of Reaction
2C2S + 4H = C3S2H3 + CH + Heat
2C3S + 6H = C3S2H3 + 3CH + Heat
• starts in ~10 hours and completes in
~100 days or more to harden the
cement
• Tobomorite gel (C3S2H3) is the main
bonding material which occupies
~70% of the structure
MME 131: Lecture 32
Polymeric Materials
Next Class
Recommended

















