TEAM LIONS
SANTANU DAS - 9886026943
VIKAS KUMAR V.N. - 9844808690
VIJAY KUMAR H. SAVLA - 9342008055
EBIN CHACKO THARAKAN - 9880792039
JAIYER C. D’SOUZA - 9449361429
SAHANA H. - 9743221751

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
KANBAN FOR PRODUCTION CONSUMABLES
1. ABSTRACT
This research report is based upon the inventory management of
consumables at Goodrich Aerospace Pvt. Ltd... The process adopted was to
implement a Two Bin Card Kanban System along with a Visual Status Dash
Board for the management of consumables on a weekly basis as well as help
in proper implementation of the 5’S process. The implementation will
eventually lead to smooth management of inventory and also reduce the
storage of excess stock leading to lower costs and lower storage area.

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
KANBAN FOR PRODUCTION CONSUMABLES
2. INTRODUCTION
The principle of just-in-time (JIT) is aimed at eliminating all sources of
manufacturing waste by getting the right quantity of raw materials and producing the right
quantity of products in the right place and at the right time. The heart of the JIT system is the
Kanban, a Japanese term for ‘visual record’, which directly or indirectly drives much of the
manufacturing organization. Kanban literally stands for ‘card signal’, a tag-like card that
communicates production information. The Kanban system is one of the simplest, most
effective, and inexpensive means of production and inventory control. The Kanban system
has proved to be helpful in reducing inventory, eliminating stock-outs, replacing over use of a
computer, slashing overheads, and as an empowering factor thereby improving both service
and quality.
The introduction of a Kanban system often evokes strong emotional response from
both proponents and detractors, and sets a variety of organizational phenomena at work
against it. To many production managers, Kanban may only look like a pure production
method, having little or nothing to do with the surrounding environment. Instead, the concept
takes form on the shop floor, in close interaction between work force and management, and
more importantly, involves both internal and external customers. Kanban is not just designing
and calculating neither numbers nor a magic bullet, rather it is an organizational shift towards
decentralization of various responsibilities to the level of workmen. It involves multi-machine
manning/working structure, standard operations, quality control circles, housekeeping,
automation (decision by a worker to stop the line), suggestion system, layout improvement
and continuous improvement (Kaizen).

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
3. LITERATURE REVIEW
Goodrich aerospace limited, a major parts supplier to Boeing and Airbus has been
facing certain inconveniences with their inventory system. Due to the lack of significantly
less floor space for their consumables, which caused disorganized arrangement of inventory,
they wanted to find out the feasibility of using Kanban for their production consumables.
Kanban is a card used to indicate the need for inventory replenishment. A system built
on Kanban principles is a pull method of keeping production lines optimally stocked with
parts and components when they are needed and in the right quantity. As a product is
consumed during the production process, an order for depleted inventory is immediately
placed, either a Kanban card or electronically through a computerized Kanban program. As
this system of consumption driven replenishment proves its applicability across tiers of
distribution and supplier networks, it is becoming a compelling alternative to traditional
material requirements planning (MRP) for several reasons. One of the most significant is that
push-style MRP system rely on forecasts to determine what and how much to replenish.
Although forecasts have proven useful in predicting overall demand, they can be poor
indicators of exactly which products will be needed and when. (Reference: Narayan
Laksham, President, Ultriva, Inc, June 2006, “When Push Comes to Pull, Kanban Wins”,
Supplier Strategies)
Pull Kanban has two systems the first one is pull system and the other one is Kanban
system. In pull system the whole facility operates at the rate of customers. Demand through
the use of visual triggers. Traditionally the first operation usually loaded with materials and
batch are pushed through the subsequent operation causing inventory and long lead times.

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
Kanban facilitates an even flow of production through the different stages of the
process reducing work in progress. A typical Kanban system for material supply operates as
follows: When requested, a bin of components is issued to an assembly line. The bin contains
the Kanban card. As soon as the first component is used from the bin, the card is placed in a
designed position fro collection. At a regular time interval, the Kanban cards are collected
and immediately sent to the component supplier. This becomes his signal to deliver another
bin of components immediately. (Reference: Chris McKellen October 2004 “Pull Kanban”
Metalworking Production)
The Kanban system is a simple way of implementing a pull control policy, by
transferring information from downstream to upstream. The aim of this paper is to develop a
general analytical method for performance evaluation of a large analytical method for
performance evaluation of a large class of Kanban systems. The production system is
decomposed into several stages. Each stage corresponds to a subpart of the production
system. A stage may consist of a single machine, a set of identical machines, or a more
complex system. With each stage is associated a fixed number of Kanban. (Reference: Maria
Di Mascolo and Yannick Frein, 1992, “An analytical method for performance evaluation of
Kanban controlled production system”)
The pull system of production/materials control requires employee participation and
involvement strategies. A relatively new approach that managers are using in the
manufacturing process to empower workers is work teams. Expectations are key elements in
the motivational process. Employees have to understand that they are going to be
compensated for their performance, but it is very important that a match exists between
managers, supervisors, and worker expectation. (Reference: Stephanie G. Adams, University
of Nebraska – Lincoln and Bianey C. Ruiz-Ulloa, University of Nebraska – Lincoln, “An

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
Investigation of Personnel Issues Affecting Kanban Performance: A Case Study”
Engineering Management Journal Vol. 15 No. 4)
One of the prime reasons why most of the organization fails to embrace pull strategy
is “FEAR”. They fear change, loss of control, lack of employ ability, job security, running
out of materials etc. In order to overcome these fears or barriers, what an organization need is
strong leadership to boost the confidence of its employees and motivate them to embrace
Kanban scheduling. These are the sensitive issues if not monitored or controlled properly, can
prove to be a disaster for the company. Recognizing the fears that are associated with Kanban
implementation will greatly increase the chances for successful implementation. Use these
fears to formulate plans that allow you to address and overcome them. Don’t allow fears to be
a roadblock, but rather turn them into stepping stones to the organization’s success.
(Reference: John gross, April 2005, “Implementing successful Kanban”)
Setting of two Kanban systems can improve the production. The advantage of this
process is that the trade-off between inventory holding and material handling costs can be left
up to the station supervisors. The two card Kanban system is a demand pull system. Only the
last station has a schedule. For all other stations, the signal to produce is the physical removal
of a container of parts from a stations output material queue.
The performance of a two card Kanban controlled station is measured by its ability to
meet the demands of downstream stations, as represented by the arrival of withdrawal
Kanban, from stock. It is not possible to measure stations performance by conformance to a
production schedule because only the last station has a schedule. The fill rate is defined as the
proportion of demands met from stock. The Kanban production control literature has focused
mainly on the problem of setting the number of Kanban to achieve a desired performance
level. However, in practice, setting the number of Kanban is often easier that setting

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
minimum performance levels. Given a desired performance level, such as a minimum
average fill rate or maximum average withdrawal Kanban queue time, stations supervisions
can often quickly converge, by trial and error, to the necessary number of Kanbans.
(Reference: B.J.Berkley, 1993, “Setting minimum performance levels for two card Kanban
controlled lines”)
Toyota's dual-card Kanban technique, with a productivity improvement feature, is
contrasted with a less-potent and simpler technique employing a single Kanban. In the Toyota
Kanban system every component part type, or part number, has its own special container
designed to hold a precise quantity of the part number, preferably a very small quantity.
There are two cards, or "Kanban," for each container, and the Kanban identify the part
number, container capacity, and certain other information. One Kanban, the production
Kanban, serves the work centre producing the part number; the other, called a conveyance
Kanban, serves the work centre using it. Each container cycles from the producing work
centre and its stock point to the using work center and its stock point, and back, and one
Kanban is exchanged for the other along the way. (Reference: Richard J. Schonberger,
August 1983, “Applications of Single-Card and Dual-Card Kanban”)
The Kanban is a visual cue that is used to signal the replenishment of goods at each
stage in the production process. It is the classical mechanism to manage the flow of materials
through a JIT system. The number of circulating Kanbans is important to the effective
operation of the JIT production system. Too many Kanban cards produce excess work-in-
progress inventory, while too few lead to production-floor disturbances. Moreover, the
number of Kanbans can significantly influence the load balance between processes, and the
amount of orders needed to obtain supplies from subcontractors. Quite often JIT with
Kanbans is used in environments not meeting the criteria for optimal performance. These
criteria may be unstable product demand, highly variable processing times, or highly variable

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
vendor supply times. When these conditions exist, a buffer of inventory is necessary to
smooth production flow in the shop. The result is a factory saturated with work-in-progress
inventory often characterized by a large number of Kanbans at each work centre. Poor factory
performance may also result from excessive machine idle times, long lead times and output
shortages that produce a factory that is ‘starved’ for work-in-progress inventory. Such a
system is typically characterized by a very small number of Kanbans at each work centre.
(Reference: Richard G. Mathieu, Barry A. Wray and Ina S. Markham, 2002, “An Approach
to Learning from both good and Poor Factory Performance in a Kanban-Based Just-In-Time
Production System”)

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
4. PROBLEM DEFINITION
“Due to the increased size of consumables there is increased storage area,
poor 5S and not the least waste way.”
5. KANBAN AT GOODRICH
Over the years, GOODRICH Aerospace Services Pvt. Ltd. has been facing problems
related to inventory management. Currently order is placed for 12 months requirements and
the supplier is delivering two months requirements alternate months. This is creating
disadvantages such as increasing storage area, poor 5S and not the least way. Therefore it
became necessary for the implementation of Kanban which is an inventory control
mechanism. The following advantages of Kanban give us the feasibility of implementing it in
Goodrich.
1. Low costs associated with inventory storage: Kanban improves operations that are being
used in production by emphasizing reduction in inventory costs. By implementing
Kanban, a company is able to reduce their inventory levels to only what is needed for
each process; this helps lower inventory costs dramatically.
2. Provides quick response to changes: Kanban cards also create a visual schedule for
production. They state how many parts should be created and when they must be created
by. This allows a company to put more emphasis on the orders that are due in the near
future, such as a couple days, versus the orders that are due in a couple weeks.
3. It is a simple technique so its cost is low: A Kanban card is initially attached to a batch to
be processed by that workstation. The Kanban card stays attached to the batch until a
downstream workstation has a Kanban card available. When this occurs the attached

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
Kanban card is freed from the workstation's product and the previously freed Kanban card
from the upstream workstation becomes assigned to that batch. Thus a free Kanban card
allows a workstation to obtain material from the previous station when the material is
available.
4. Lead times are reduced: If operators are doing more than just producing their required
parts, more work is being done which in turn helps to increase productivity levels for the
company. If productivity increases, it is only natural that lead times will also be reduced,
which will help a company establish better relationships with their customers.
Kanban serves two functions for a company: to help control production and to help
improve processes. Kanban ties different manufacturing processes together, ensuring that the
necessary amounts of material and parts arrive at the appropriate time and place, which
guarantees that only the required amounts of parts are being used and there is no excess
inventory in process. To help processes, Kanban improves operations that are being used in
production by emphasizing reduction in inventory costs.
Prior to implementing Kanban we can determine the:
a) Anticipated decrease or increase of your inventory levels if you were to employ
Kanban
b) Specific numbers, whose demand patterns are too erratic for Kanban
c) Appropriate safety stock setting for each part number based upon its unique demand
pattern.

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
6. IMPLEMENTATION
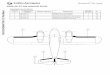
6.1 Setting:
The setting up of the Kanban process and the necessary arrangements requires
specific location on the production floor where it can be implemented. The area allocated to
us is around 10ft X 4ft (Figure1, figure 2). This area is where the Kanban process is setup.
Certain other requirements would be the construction of a shelf whose specifications are
provided.
6.2 Project team formation:
A Kanban implementation team needs to be formed from personnel from different
functional areas. This team would be solely responsible for the proper implementation of the
process. The team should consist of one technical officer to make changes in the inventory
level data, one operating crew should take charge of the Kanban cards, and two production
officers (producer and consumer) one should carry the Kanban cards and consumables to and
from the suppliers and another should communicate with the suppliers. Apart from this the
entire production unit and whomsoever will be using the system has to be trained.
6.3 Introduction of 5S within the scope of Kanban in Goodrich:
5S means Sort, Set in Order, Shine, Standardize, Sustain. 5S is a system to reduce
waste and optimize productivity through maintaining an orderly workplace and using visual
cues to achieve more consistent operational results. Implementation of this method "cleans
up" and organizes the workplace basically in its existing configuration, and it is typically the
first lean method which organizations implement. 5S is an organized, relentless, never-ending
effort to remove all physical waste from the workplace; set things in order; clean and inspect

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
constantly; and create a culture that promotes, endorses and rewards all of the above - from
management to the shop floor. The implementation of the shelf for storing the inventory
helps the company to follow the 5S efficiently. It helps us to sort the consumables and set
them in order. Due to this the workplace looks clean and shines. This makes the system
standardized and repeating the 5S discipline we can sustain high quality of work culture.
6.4 Process setting:
Kanban is one of the primary tools in a JIT (just-in-time) replenishment system. It is
literally based on cards that signal the need for a replenishment cycle for production and
materials in a manufacturing environment. It can also be applied as an inventory control
system for parts management. Here is how Goodrich could implement Kanban for their
production consumables. The lead time for the supplies of consumables is 2 to 3 weeks and
IPA does not have lead time. Depending upon the lead time, the supplier or the warehouse
only delivers components to the production line as and when they are needed, so there is no
storage in the production area. Here is how it works:
1. Kanban cards (Figure 3) are placed with all parts in boxes or containers.
2. When a production worker begins using parts from the box or container, they pull the
card and put it in a Kanban mailbox. Starting a cycle of sorts.
3. The cards are picked up regularly and are brought to a sorting room and are placed in
an empty box.
4. The part supplier sends a driver to the sorting room. The driver picks up the empty
boxes with the Kanban cards. This is the suppliers cue to replenish the part.
5. The order (Kanban card) is brought to the supplier’s facility where the box is
restocked with parts.

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
6. The driver for the supplier returns the box of parts back to the manufacturing facility
where it is ready to be delivered to the production line.
7. The driver stops by the sorting room to pick up any new Kanban cards and the cycle
is repeated.
8. A proper visual status dash board (Figure 4) has to be implemented for finding out the
status of the stock levels of the inventory.
9. Once the cards are sent to the supplier, they are placed in the receiving slot.
10. When the order arrives, the Kanban cards are pulled from the receiving slot and are
matched to the incoming parts. Resolve with supplier any parts not received for the
Kanban cards.
11. The parts are restocked in inventory. The Kanban card is returned to the bin.

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
7. KANBAN CARD:
The Kanban card (Figure 3) has been designed according to industry standards. The
following gives the details of the content in the card. The numbers are corresponding to the
figure2.
1. List the company name on the card to let the supplier know what company they are
pulling the parts for. It helps their people when pulling the order.
2. The supplier’s name is printed on the card as well. This helps your employees send
the order to the right supplier.
3. This is the supplier’s part number. No more worry about putting the correct catalogue
number when typing up a Purchase Order. The part number is always on the reorder
card.
4. This is a description of the part. The description helps when they pull parts to
replenish trucks.
5. This is the reorder quantity. This tells the supplier how many parts to restock on the
order.
6. This is the unit of measurement (i.e. – box, roll, etc.).
7. This is for your company’s reference. It shows the stocking level.
8. This is where the part is located in your facility. It helps your employees restock the
parts when they come into your facility.
9. This system uses two cards. One stays with the bin & parts. The other is actually the
transport Kanban. This comment line identifies the two distinctive Kanban cards.
10. This shows the date the card was printed and the information was last updated.

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
8. INVENTORY CONTROL STATUS DASH BOARD
An inventory control status dash board (figure 4) has been created in MS-Excel for
showing the status of the inventory- safe(green), moderate(yellow), critical(red). The
consumables list has been shown in a tabular column with their weekly requirement
adjacently. Then there is a workspace shown which covers the consumption in the entire
week. If there is a stock out in between the week then there is provision for adding new
inventory. The colour of the status cell changes according to the inventory level set in prior.
1. If there is 50% or more inventories then the status shows green, i.e. safe.
2. If the inventory level is between 25% and 50% then the status shows yellow, i.e.
moderate.
3. If the inventory is less than 25% then the status shows red, i.e. critical and
replenishment is required.

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
9. EVALUATION OF THE PILOT PROCESS
(IMPLEMENTATION OF THE KANBAN SYSTEM)
Like all systems the Kanban system should be primed and measured. Since stock is
fixed, the main measurement is due date compliance. However, other measures will indicate
the health of this system before it collapses. After designing the Kanban system, reducing the
setup time, implementing housekeeping and statistical process control (SPC), the whole
system should run on a pilot basis to evaluate and measure the performance of the Kanban
system and measure the effectiveness of the system with respect to parameters such as WIP
inventory, reduction in setup time, time lost due material, absenteeism and technical reasons
etc. The system should be evaluated for two months of running on a pilot basis.
10. CHALLENGES
Ignoring the human aspects of the Kanban system will result in failure of Kanban
implementation. The Kanban system is one of the simplest systems to operate but it does
require a change of mindset on behalf of the operator. These simple rules are actually really
difficult to implement. The Kanban system requires modifications to the wage system to
compensate for team works and the number of different jobs performed and thus rewarding
for both technical and people skills.

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
11. CONCLUSION
The study provides a document methodology for practising managers to implement
the Kanban system from scratch by developing a set of applicable rules from the abstract
ones in a day-to-day inventory control process. The intricacies involving the detailed steps
using Kanban, 5S and Status Dash-board described in the text will be useful for developing a
complete operational plan in any organization. The study also reveals the extent of benefits
accrued by the combined effect of various elements required to enhance productivity,
training, 5S, SPC, visual control. The relationship of the wage administration system and its
impact on the degree of success of implementing the Kanban system in an organization are
well documented which provides a new opening to practitioners. The integrated Kanban
system for both calculation of the number of cards and its scheduling on the shop floor can be
considered for future research in developing practical models for industry.

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
(FIGURE 1)
KANBAN SHELF FOR STORING CHEMICALS ON THE FLOOR

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
(FIGURE 2)
KANBAN SHELF FOR STORING INVENTORY ON THE FLOOR

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
(FIGURE 3)
KANBAN CARD

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
(FIGURE 4)
STATUS DASH-BOARD

BHAVAN-MARSHALL INSTITUTE OF MANAGEMENT, #43, RACE COURSE ROAD, BANGALORE - 01
12. REFERENCES
1. Bruce D. Henderson, “The logic of Kanban”
2. B.J.Berkley, 1993, “Setting minimum performance levels for two card Kanban
controlled lines”
3. Chris McKellen October 2004 “Pull Kanban” Metalworking Production
4. John gross, April 2005, “Implementing successful Kanban”
5. Maria Di Mascolo and Yannick Frein, 1992, “An analytical method for performance
evaluation of Kanban controlled production system”
6. Narayan Laksham, President, Ultriva, Inc, June 2006, “When Push Comes to Pull,
Kanban Wins”, Supplier Strategies
7. Richard G. Mathieu, Barry A. Wray and Ina S. Markham, 2002, “An Approach to
Learning from both good and Poor Factory Performance in a Kanban-Based Just-In-
Time Production System”
8. Richard J. Schonberger, August 1983, “Applications of Single-Card and Dual-Card
Kanban”
9. Stephanie G. Adams, University of Nebraska – Lincoln and Bianey C. Ruiz-Ulloa,
University of Nebraska – Lincoln, “An Investigation of Personnel Issues Affecting
Kanban Performance: A Case Study” Engineering Management Journal Vol. 15 No. 4
`
Recommended