IV. HASIL DAN PEMBAHASAN
4.1. Gambaran Umum Perusahaan
4.1.1 Sejarah Perusahaan
PT. Rahayu Santosa didirikan oleh Bapak Bambang Mulyadi dan
Bapak Benjamin Budiman pada tahun 1961. PT. Rahayu Santosa (RS)
merupakan salah satu perusahaan di Indonesia yang bergerak di bidang
industri karoseri. Perusahaan ini memproduksi mini bus, small bus,
medium bus, dan big bus sebagai produk standar yang memiliki
standarisasi perusahaan dan special design sebagai produk pesanan yang
diminta oleh konsumen sesuai dengan kebutuhan yang diinginkan, seperti
mobil ambulans, truk brimob dan lain sebagainya. PT. Rahayu Santosa
memiliki filosofi memuaskan pelanggan dengan memberikan mutu
terbaik dengan pengiriman yang tepat waktu dan desain inovatif. Sejak
berdiri pada tahun 1961 di Bogor, PT. RS telah mendedikasikan sumber
daya dan pelayanan terbaik bagi pelanggannya yang telah memberikan
kepercayaan.Industri ini berdiri diatas tanah seluas 82.589 m2 yang
terbagi atas 29.996 m2 bangunan. PT. Rahayu Santosa di sebelah Utara
berbatasan dengan jalan raya Jakata-Bogor, di sebelah Timur berbatasan
dengan pemukiman penduduk dan warung makan, di sebelah Selatan
berbatasan dengan lahan kosong, di sebelah barat berbatasan dengan PT.
Astra Federal.
PT. Rahayu Santosa memiliki motto yaitu ”Future’s Standard
Today” yang di harapkan agar motto tersebut dapat memberikan
motivasi kepada para tenaga kerjanya. Bekerjasama dalam kemitraan
jangka panjang dengan ‘stakeholders’ adalah pemimpin dalam produk
transportasi dan layanan yang terkait dengan menetapkan dan
mengimplementasikanstandar masa depan ‘hari ini’.
PT. Rahayu Santosa memiliki 11 divisi, yaitu Divisi
Manufacturing, Divisi produksi, Divisi Logistik, Divisi Keuangan,
Divisi Quality Assurance, Divisi Reparasi, Divisi Purchasing, Divisi

38
Desain Engineering , Divisi Management Information System (MIS)
dan Divisi Human Resource Development (HRD).
4.1.2 Visi, Misi dan Kebijakan Mutu Perusahaan
Perusahaan memiliki visi dan misi agar tujuan yang ingin dicapai
perusahaan menjadi jelas. Visi dan misi PT. Rahayu Santosa yaitu :
Visi : Kita, Rahayu Santosa berkomitmen untuk memimpin dalam
memproduksi produk transportasi dan jasa terkait yang
memberikan nilai tertinggi untuk stakeholders (pelanggan,
pemasok, pemegang saham, karyawan dan masyarakat).
Misi : Standar masa depan, “Hari ini” bekerja sama dalam kemitraan
jangka panjang “stakeholders”. Kita adalah pemimpin dalam
produk transportasi dan layanan terkait dengan menetapkan dan
mengimplementasikan standar masa depan : “Hari ini”.
Kebijakan Mutu :
a. Menerapkan SMM ISO 9001:2008 agar menjadi perusahaan yang
berorientasi mutu dan perbaikan berkesinambungan.
b. Menciptakan produk bermutu dengan harga sesuai.
c. Meningkatkan kompetensi karyawan di semua tingkatan.
d. Mengutamakan kerjasama untuk mencapai visi dan misi perusahaan.
4.1.3 Struktur Organisasi
Struktur organisasi PT. Rahayu Santosa yang tertinggi adalah Dewan
Komisaris yang didampingi oleh Presiden Direktur yang bertindak sebagai
tenaga ahli dan penasehat yang bertanggungjawab langsung kepada Dewan
Komisaris.Dalam kegiatan sehari-hari Dewan Direktur dibantu oleh
beberapa orang Manajer dan Kepala Bagian yang mempunyai tanggung
jawab dan wewenang bagian yang dipimpinnya. Untuk lebih jelasnya, di
bawah ini adalah tugas masing-masing bagian :

39
a. Dewan Komisaris
Dewan komisaris adalah pemilik perusahaan sekaligus pemegang
saham mayoritas yang berhak memberikan suara berdasarkan jumlah
saham yang dipegangnya dalam rapat umum pemegang saham (RUPS).
Komisaris memberikan kepercayaannya secara penuh kepada direktur
untuk mengolah perusahaannya.Tugas lain dari Komisaris adalah :
1) Merumuskan dan menetapkan tujuan, kebijakan dan strategi
perusahaan
2) Menyetujui peraturan dan prosedur operasi perusahaan.
3) Menyetujui operasi anggaran dan aliran kas perusahaan.
4) Menyetujui rencana keuangan perusahaan dan investasi modal.
5) Menyetujui untuk mengangkat dan memberhentikan para direktur
dan manajer perusahaan.
b. Direktur
Bertanggungjawab pada komisaris dengan koordinator pengawasan
manajemen. Tugas lainnya dari direktur adalah :
1) Perencanaan, pengarahan, koordinasi, pengamatan dan pengawasan
seluruh operasi dan manajemen perusahaan.
2) Mencurahkan waktu dan usaha, serta memberi perhatian khusus
dalam pengamatan dan pengawasan semua aspek teknik operasi
perusahaan, khususnya penekanan pada penerapan ilmu dan teknik
peralatan, serta metode dalam perluasan produksi.
3) Perencanaan pengembangan sumber daya dan tenaga manusia.
4) Menyiapkan peraturan dan prosedur operasi perusahaan untuk
disetujui oleh Komisaris.
5) Menjaga hubungan baik dengan pemerintah dan pihak-pihak lain
yang berpengaruh terhadap kelancaran operasi perusahaan.

40
c. Manajer HRD dan GA
Bagian ini membawahi beberapa seksi yang menyangkut masalah
perencanaan tenaga kerja, pengembangan keterampilan dan keahlian
tenaga kerja dan lainnya yang menyangkut ketenagakerjaan. Manajer
personalia dan umum membawahi dua (2) bagian, yaitu :
1) Kepala Bagian HRD (Human Resource Development)
i. Menyediakan tenaga yang terampil sesuai dengan kebutuhan.
ii. Merencanakan dan melaksanakan program pendidikan karyawan
agar mengerti dan menguasai jenjang kerja.
iii. Menyusun dan menghitung kenaikan gaji berkala sesuai dengan
prestasi masing-masing karyawan dan hak-hak lainnya.
iv. Memberikan motivasi dan disiplin kerja.
2. Kepala Bagian GA
i. Menjaga (memelihara) kendaraan perusahaan, bertanggungjawab
akan kelancaran operasional perusahaan dengan kendaraan-
kendaraan tersebut.
ii. Menjaga keamanan perusahaan (bekerjasama dengan seksi
keamanan/satpam) dan menjaga kesejahteraan karyawan.
d. Manajer Keuangan
Bertugas sebagai pengatur kegiatan fungsional dalam Divisi
Akunting dan keuangan serta menyusun sistem akuntansi perusahaan,
meneruskan laporan keuangan dan arus kas secara berkala kepada Dewan
Direksi dan Komisaris. Bagian ini membawahi beberapa bagian yang
menyangkut masalah-masalah keuangan perusahaan dan laporan berkala
lainnya secara teratur.
Tugas lainnya dari bagian keuangan, antara lain :
1) Mencatat persediaan bahan baku dan penolong juga barang jadi yang
ada di gudang.

41
2) Menghitung laporan harga pokok produksi dan harga pokok
penjualan.
3) Menetapkan biaya standar untuk dasar perhitungan harga pokok.
4) Menerbitkan/mengeluarkan laporan keuangan
5) Memberikan laporan-laporan yang bersifat insidentil yang diperlukan
tim manajemen sebagai informasi untuk pertimbangan pengambilan
keputusan.
e. Manajer Produksi
Bagian ini membawahi beberapa bagian yang menyangkut masalah
kegiatan proses produksi dari penyediaan bahan baku, perencanaan,
proses produksi sampai menghasilkan barang jadi. Bertanggungjawab
kepada Direktur, dengan tugas berikut:
1) Mengkoordinasikan dan mengamati administrasi operasi produksi dan
sistem pelaporannya.
2) Membuat rencana kerja agar tercapai hasil yang maksimal sesuai
dengan yang diharapkan oleh manajemen untuk memenuhi standar
produksi.
4.2. Proses Produksi Perusahaan
Pembuatan, atau perakitan bis secara umum dapat dilihat dari Peta
Proses Operasi (assembling) pada Lampiran 2. Dari gambar tersebut, dapat
dilihat rangkaian proses produksi mulai dari proses awal hingga dihasilkan
satu unit bis. Penjelasan untuk bagian/seksi yang terkait dalam pembuatan bis
adalah :
1. Pelepasan suku cadang (Stripe Off)
Suku cadang yang ada pada chasis orisinil dilepas terlebih dahulu
untuk kemudahan proses serta menghindari timbulnya kerusakan akibat las
dan proses lainnya. Suku cadang ini meliputi lampu-lampu, speedometer,
dashboard, doortrim, plafond, dan lain-lain.
42
2. Rangka (Main Frame)
Pembuatan struktur utama kendaraan dimulai dari rangka dasar (long
dan cross member) yang berfungsi sebagai base platform untuk dudukan
seluruh body ke atas chassis (material pipa kanal “C”), rangka samping
untuk dinding kendaraan dan rangka atap. Material yang digunakan adalah
square pipe (pipa kotak) berbagai macam ukuran. Square pipe yang
digunakan untuk pembuatan main frame diproses terlebih dahulu dibagian
manufacturing sebelum dirakit dengan bagian frame lainnya.
3. Perakitan badan bus (Body Assembling)
Pembuatan panel body dan pemasangan pada rangka kendaraan.
Melalui proses perakitan utama dari komponen-komponen body : lantai,
dinding, atap, panel depan dan belakang, pintu dan kompartemen bagasi.
Material plate yang digunakan bermacam-macam (tergantung dari
kebutuhan). Plate yang paling umum digunakan plategalvanil, karena
nilainya paling tinggi dibandingkan yang lain. Plategalvanil memiliki
ketahanan terhadap korosi yang relatif baik dan material cost tidak terlalu
tinggi. Beberapa material lain yang biasa digunakan adalah pelat putih
(digunakan pada area yang dibentuk secara handmade), pelat hitam, pelat
bordes (untuk area yang membutuhkan kekuatan lebih terhadap tekanan,
beban atau tumbukan) dan fiberglass (digunakan untuk area body depan
dan belakang, pintu-pintu bagasi).
4. Metal Finish
Proses merapikan bekas-bekas las, meratakan permukaan,
menyemprotkan lapisan anti karat dan primer untuk memberikan
ketahanan maksimal terhadap korosi (karat). Proses ini cukup penting
untuk memberikan daya tahan produk yang cukup lama.
5. Dempul (Putty)
Proses ini memberikan sentuhan akhir terhadap bentuk mobil.
Pendempulan berfungsi untuk meratakan permukaan yang bergelombang,
gap celah-celah pintu/antar komponen yang tidak simetris, serta

43
memberikan detil-detil dan garis pada mobil. Salah satu parameter yang
dapat dijadikan acuan untuk menilai apakah sebuah produk karoseri bagus,
atau tidak adalah dari ketebalan dempulnya. Semakin tipis dan sedikit
dempul yang digunakan, berarti mutunya semakin baik, serta ketahanan
tampilan body akan lebih lama dibandingkan yang pemakaian dempulnya
lebih tebal. Selain itu semakin banyak dempul yang digunakan, maka
kecenderungan bobot mobil akan lebih berat, dimana akan berpengaruh
terhadap kinerja kendaraan. Trend dari perusahaan-perusahaan karoseri
saat ini adalah mengurangi penggunaan dempul hingga setipis mungkin.
6. Pengecatan (Painting)
Proses pengecatan di karoseri dilakukan dengan sistem semprot
(spray) dalam sebuah ruangan semacam oven bersuhu 60oC yang dikenal
dengan istilah spraybooth. Prosesnya dilakukan manual dengan tenaga
manusia, sehingga untuk mengecat sebuah bis besar dibutuhkan 2-3 orang
agar daya tutupnya merata antara semua sisinya. Proses painting adalah
proses yang memiliki perbedaan nyata antara karoseri dengan manufaktur.
Pada industri manufaktur, proses ini dilakukan dengan sistem pencelupan
total seluruh body mobil, maka mutu pengecatan menjadi maksimal, tidak
ada area, ataupun lubang yang luput dari pengecatan, sehingga hasilnya
lebih memuaskan. Fasilitas untuk sistem celup ini sangat mahal, karena
tahap persiapan membutuhkan sekitar tujuh (7) buah bak untuk
membersihkan.
7. Trimming dan finishing
Proses terakhir dari produksi adalah pemasangan komponen-
komponen dan general part. Interior berupa karpet, dek samping, plafond,
dashboard, lampu-lampu, AC, jok, dan lain-lain. Eksterior berupa lampu,
handle, kunci, kaca, emblem, dan lain-lain.
8. PDI (Pre Delivery Inspection)
Sebelum mobil dikirim, masih ada satu pos lagi berupa pengecekan
akhir, yaitu meliputi kelengkapan peralatan, fungsi-fungsi operasional,
kesesuaian dengan spesifikasi, pemolesan dan pembersihan, serta persiapan
44
administrasi dan dokumen untuk pengiriman. Jika masih ditemukan
ketidaksesuaian/kesalahan, maka mobil akan dikembalikan lagi ke proses
bersangkutan dan jika sudah tidak ada lagi masalah, maka bus siap
diserahkan ke konsumen.
4.3. Implementasi TQM
PT. Rahayu Santosa telah memiliki pedoman dalam menjaga mutu
produk yang dihasilkan. Dengan sertifikasi ISO 9001:2008 manajemen PT.
Rahayu Santosa menjalankan proses perencanaan dan pengembangan
kendaraan, pembuatan prototype kendaraan, penerimaan order, pengadaan,
manufacturing, perakitan produk standar hingga penyerahan kendaraan
kepada pelanggan dengan sistem manajemen yang memiliki SOP (Standard
Operating Procedures) ISO 9001:2008
PT. Rahayu Santosa memiliki beberapa faktor yang dapat digunakan
sebagai pendukung untuk menerapkan TQM dalam meningkatkan
produktivitas frame yang dihasilkan oleh mesin bandsaw. Penerapan unsur-
unsur ini sangat menentukan keberhasilan TQM. Unsur-unsur TQM di PT.
Rahayu Santosa divisi Manufacturing adalah :
a. SDM / Manusia
Operator yang memiliki tugas dalam mengoperasikan mesin bandsaw
yang menghasilkan output frame terdapat tiga (3) orang.PT. Rahayu
Santosa beroperasi setiap hari Senin sampai Jumat dan jam kerja
karyawan pada pukul 07.30-16.30 WIB.Khusus hari sabtu, perusahaan
memiliki prioritas melakukan preventive maintenance.
b. Metode
Operator mesin memiliki standar dalam melakukan pekerjaan berupa
SOP dalam mengoperasikan mesin dan penggunaan APD (Alat
Pelindung Diri) seperti menggunakan masker, sarung tangan dan sepatu
safety. Dengan adanya SOP tersebut, karyawan dapat mengetahui tugas
dan tanggungjawabnya, sehingga dapat melakukan pekerjaan dengan
baik dan benar.
45
c. Bahan baku
Bahan baku merupakan faktor penting didalam proses produksi, bahan
baku yang diproduksi oleh mesin bandsaw, yaitu frame standar yang
memiliki panjang 3-4 m akan dipotong menjadi bagian kecil sesuai yang
diinginkan. Sebelum melakukan proses produksi pemotongan frame
operator selalu melihat pada kertas PO (Purchase Order) agar tidak salah
dalam melakukan pemotongan.
d. Mesin
Mesin adalah faktor utama penentu hasil produksi sebuah output,
mesin bandsaw merupakan salah satu mesin yang sudah cukup lama
dalam beroperasi di PT. Rahayu Santosadan memiliki tingkat produksi
yang tinggi. Mesin bandsaw memiliki jadwal pemeliharaan dan SOP
dalam pengoperasiannya yang ditempel dimesin.
4.4. Penerapan ISO 9001 pada perusahaan
Penerapan ISO 9001 pada PT. Rahayu Santosa digunakan untuk
memastikan bahwa setiap ketidaksesuaian terhadap efektifitas implementasi
sistem manajemen mutu dapat diidentifikasi dan dilakukan analisa akar
penyebab masalahnya, dilakukan tindakan perbaikan dan pencegahan,
dilakukan verifikasi atas pelaksanaan tindakan perbaikan dan pencegahan,
sehingga permasalahan tersebut tidak terulang lagi.
Penanggung jawab utama adalah :
1. Pimpinan QC
a. Pimpinan QC bertanggungjawab terhadap koordinasi tindakan
perbaikan dan pencegahan.
b. Pimpinan QC bertanggungjawab atas pengendalian produk yang tidak
sesuai dan mempunyai wewenang untuk menentukan perlakuan
terhadap produk yang tidak sesuai tersebut.
2. Leader/Koordinator bagian
a. Pimpinan fungsi/bagian bertanggungjawab terhadap pengendalian-
pengendalian produk yang tidak sesuai menurut keputusan yang
ditetapkan dan menjamin penanganan lanjut atas kondisi produk
tersebut pada setiap unit kerja sebagai upaya perbaikan.

46
b. Semua pimpinan bagian terkait bertanggungjawab terhadap koordinasi
tindakan perbaikan dan pencegahan, baik dalam pelaksanaan maupun
perawatan daripada proses ini.
c) Operator, atau inspector
Setiap Operator, ataupun inspector bertanggungjawab langsung dalam
melakukan pengendalian terhadap produk yang tidak sesuai tersebut,
atau terhadap pelaksanaan tindakan dan perbaikan pada setiap
bagiannya.
4.4.1 Pengendalian Produk yang Tidak Sesuai Proses
Pengendalian produk yang tidak sesuai yang terjadi pada proses
produksi dilaksanakan oleh bagian produksi dan dibantu oleh bagian QC
untuk memutuskan. Untuk kategori ketidaksesuaian kritikal
(ketidaksesuaian/ kerusakan yang terjadi di line produksi yang kemungkinan
akan berdampak terhadap lot lainnya atau lot tersebut), maka perlu
dibuatkan, atau dicatat pada LPTK (Laporan Penyimpangan dan Tindakan
Koreksi), apabila terjadi hal berikut :
a. Ditemukan material salah (tidak sesuai spesifikasi)
b. Setting mesin tidak sesuai instruksi kerja
c. Proses salah akibat salah design/gambar dan,
d. Proses pengerjaan yang tidak sesuai gambar
4.4.2 Perlakuan Ketidaksesuaian Produk
Perlakuan untuk ketidaksesuaian produk baik material dari pemasok
atau produk hasil proses produksi bagian QC akan memutuskan :
a. Diterima dengan atau tanpa persyaratan (accept)
Apabila tidak berpengaruh terhadap mutu produk yang akan dihasilkan
dan harus mendapat persetujuan dari Department Head Quality
Assurance, atau pimpinan tertinggi diperusahaan dan dicatat pada Form
Memo internal.
b. Diperbaiki (repair)
Apabila memungkinkan untuk diperbaiki dengan alasan tertentu.
Perbaikan ini bisa dilakukan oleh internal ataupun eksternal atas

47
persetujuan QC dan bagian terkait. Hasil perbaikan harus diverifikasi
ulang untuk menyatakan kesesuaian dengan persyaratan.
c. Dikerjakan ulang (rework)
Seperti halnya kondisi yang diperbaiki/repair, material atau produk yang
dikerjakan ulang harus dikondisikan dengan bagian QC saat
pelaksanaannya.
d. Ditolak (reject)
Material yang tidak sesuai dan tidak dapat digunakan untuk diproduksi,
akan dikembalikan kepada pemasok dan berkoordinasi dengan bagian
purchasing. Sedangkan untuk produk hasil proses produksi yang tidak
bisa diperbaiki lagi akan di scrap dan direkap dalam lembar LPTK, serta
dilaporkan ke bagian QC.
e. Ditahan (Hold)
Material yang tidak dapat diidentifikasi ke absahannya, maka akan
ditahan sampai mendapatkan keabsahan material tersebut dari pihak
engineering atau departemen terkait menggunakan laporan LPTK.
f. Use As Is
Material yang diterima tidak sesuai dengan standar tidak dapat
diteruskan, atau digunakan untuk dilanjutkan pada proses berikutnya.
sebenarnya dapat diteruskan, atau digunakan sebagaimana mestinya
tetapi dengan persetujuan direktur dan LPTK

48
4.5. Fishbone diagram
Diagram fishbone dapat digunakan sebagai alat untuk
mengidentifikasi faktor-faktor yang berpeluang menjadi penyebab masalah,
bukan mengidentifikasi penyebab masalah (Nasution, 2004). Terdapat
empat (4) Faktor utama yang berpeluang menjadi penyebab masalah yang
mempengaruhi produktivitas produksi pada mesin bandsaw, yaitu Manusia,
Metode, Bahan baku, dan Mesin.
Faktor yang memengaruhi produktivitas Output Frame mesin bandsaw
Penanganan bahan baku yang tidak disusun secara rapih
Bahan Baku Manusia
Metode Mesin
Tata letak tempat sampah untuk membuang produk reject frame terlalu jauh
Manual bookmesin yang sudah tidak tersedia untuk petunjuk
Operator mesin yang sering berganti‐ganti (rolling) tempat
Metode untuk mengambil bahan baku yang masih manual
Pisau pemotongmesin bandsaw rawan patah
Operator yang keletihan
Waktu dalam penanganan bahan baku yang masih manual
Gambar 4. Diagram Fishbone
49
Dari identifikasi faktor utama tersebut dapat diketahui masalah dan
tindakan untuk mencegah permasalahan tersebut, adalah :
1. Manusia : - Operator yang terlalu sering di rolling (pindah)
tempat, atau posisi dalam mengoperasikan mesin dapat
memengaruhi produktivitas mesin, karena pekerja harus
melakukan adaptasi kembali dengan mesin yang baru.
- Keletihan pada pekerja dapat menjadi faktor yang
memengaruhi tingkat produktivitas output.
2. Metode : - Tata letak tempat untuk membuang barang reject terlalu jauh
dari tempat produksi, sehingga pekerja harus melempar
barang tersebut untuk mempercepat produksi.
- Metode untuk memasukkan input bahan baku kedalam mesin
masih dilakukan secara manual dengan tenaga manusia,
sehingga dapat membuat pekerja lebih cepat letih.
3. Bahan Baku : - Bahan baku diletakkan tidak rapih dapat berujung dengan
kerusakan bahan baku sebelum proses produksi.
- Waktu yang dibutuhkan untuk memindahkan bahan baku
frame dari gudang ke tempat produksi yang masih manual
menggunakan handlift
4. Mesin : - Manual book mesin yang sudah tidak tersedia untuk
mengetahui kerusakan mesin dan (SOP) perbaikan.
- Pisau pemotong yang terdapat pada mesin bandsaw yang
rawan patah dan memiliki volume penggantian pisau dalam
jangka waktu maksimal lima (5) hari yang dapat
menyebabkan loss time produktivitas pada mesin
Tindakan pencegahan/solusi :
1. Manusia : - Operator yang sudah memiliki spresialiasi pada satu mesin
jangan terlalu sering dirolling untuk mengoperasikan mesin
50
lain, karena membutuhkan adaptasi yang dapat memengaruhi
produktivitas mesin.
- Dengan lingkungan kerja yang cukup panas, maka
pencegahan keletihan pada operator sirkulasi udara harus
diperhatikan, dengan menambah sirkulasi udara pada atap
pabrik
2. Metode : - Tata Letak tempat untuk membuang barang reject seharusnya
ditempatkan disamping mesin, agar pekerja tidak harus
melempar barang tersebut, sehingga menyebabkan
kebisingan.
- Untuk menghemat tenaga dari pekerja agar tidak cepat letih,
dibutuhkan metode dalam memasukkan input bahan baku
yang lebih efisien dan aman seperti crane khusus.
3. Bahan Baku : - Dalam mencegah kerusakan bahan baku akibat penumpukan
di lantai, perusahaan perlu membuat tempat khusus untuk
menaruh bahan baku
- Dibutuhkan alat penanganan bahan baku yang lebih efektif
seperti forklift untuk menghemat waktu dalam membawa
bahan baku frame
4. Mesin : - Untuk menanggulangi masalah pada mesin, jika tidak
terdapat manualbook, maka operator harus memiliki catatan
sejarah kerusakan mesin dan pergantian suku cadang tiap
tahun, agar dapat segera dilakukan tindakan perbaikan, jika
terjadi kerusakan.
- Bagian perbaikan harus memiliki Safety stock sparepart pisau
pemotong bandsaw yang cukup, agar dapat segera dilakukan
penggantian pisau yang patah dengan yang baru, proses
produksi tidak terganggu.
51
4.6. Karakteristik Responden
4.6.1 Jenis Kelamin
Responden dalam penelitian ini berjumlah 30 orang, meliputi
semua bagian yang terdapat pada divisi manufacturing di PT. Rahayu
Santosa. Dari 30 orang responden terdapat 94% laki-laki dan 6%
perempuan. Jumlah karyawan laki-laki memiliki jumlah yang lebih
besar dengan karyawan perempuan, dikarenakan banyak pekerjaan yang
menggunakan tenaga fisik, seperti pemindahan barang dan set up
produksi hingga proses produksi.
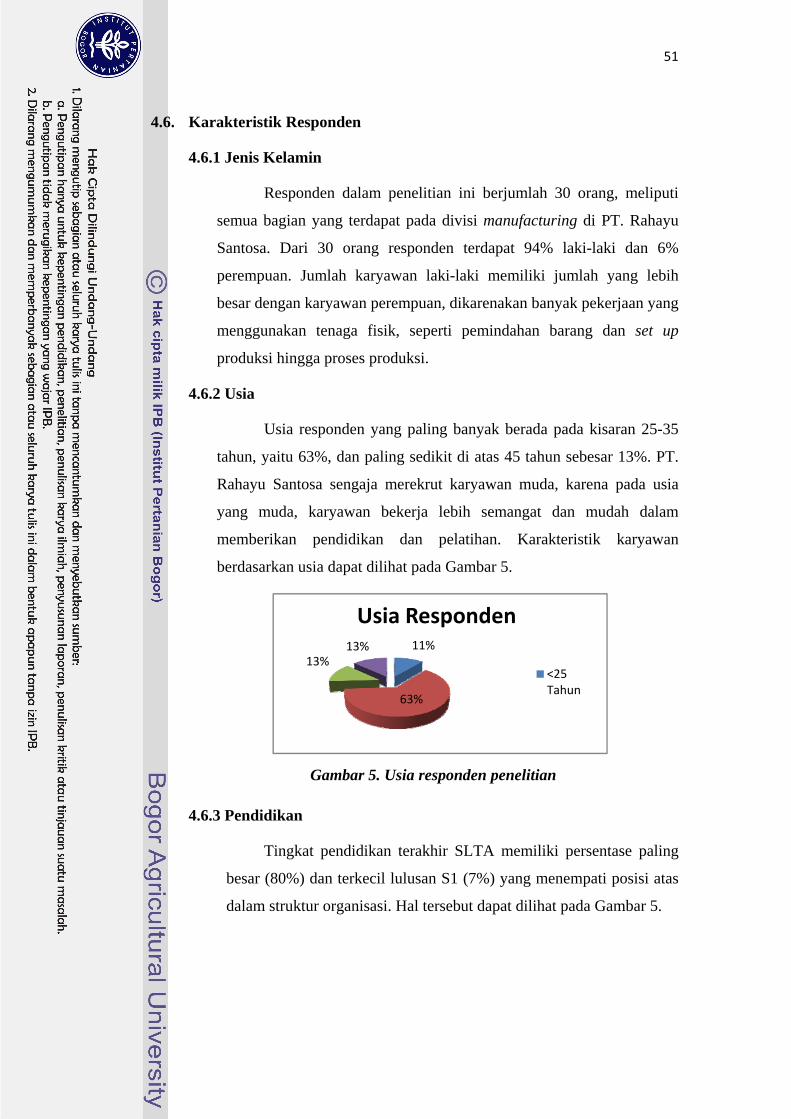
4.6.2 Usia
Usia responden yang paling banyak berada pada kisaran 25-35
tahun, yaitu 63%, dan paling sedikit di atas 45 tahun sebesar 13%. PT.
Rahayu Santosa sengaja merekrut karyawan muda, karena pada usia
yang muda, karyawan bekerja lebih semangat dan mudah dalam
memberikan pendidikan dan pelatihan. Karakteristik karyawan
berdasarkan usia dapat dilihat pada Gambar 5.
4.6.3 Pendidikan
Tingkat pendidikan terakhir SLTA memiliki persentase paling
besar (80%) dan terkecil lulusan S1 (7%) yang menempati posisi atas
dalam struktur organisasi. Hal tersebut dapat dilihat pada Gambar 5.
11%
63%
13%13%
Usia Responden
<25 Tahun
Gambar 5. Usia responden penelitian

52
4.6.4 Lama bekerja
Pada penelitian ini dipilih karyawan yang telah memiliki
pengalaman bekerja minimal 2 tahun (berstatus karyawan tetap) untuk
lebih mendapatkan data yang akurat mengenai informasi mengenai
perusahaan (Gambar 6). Karyawan yang memiliki pengalaman 2
tahun terdapat 26% dan lama bekerja 3-5 tahun 63%serta pengalaman
di atas 5 tahun memiliki persentase paling sedikit (11%), seperti dapat
dilihat pada Gambar 7.
26%
63%
11%
Pengalaman Kerja Responden
2 Tahun
80%
13% 7%
Tingkat pendidikan Responden
SLTA
Diploma
Sarjana
Gambar 6. Tingkat pendidikan responden
Gambar 7. Tingkat pengalaman kerja responden

53
4.7. Analisis PLS 4.7.1 Model TQM terhadap produktifitas Sukses
Analisis data dengan menggunakan SmartPLS dilakukan terhadap model
awal, dapat dilihat pada Gambar 8.
Pada penelitian ini penulis menganalisis suatu permasalahan dengan
menggunakan model indikator reflektif. Menurut Ghozali (2008) model indikator
reflektif, yaitu konstruk seperti “personalitas” atau “sikap” umumnya dipandang
sebagai faktor yang menimbulkan sesuatu yang di amati, sehingga indikatornya
bersifat reflektif. Salah satu ciri-ciri model indikator reflektif adalah :
menghilangkan satu (1) indikator, tidak akan merubah makna dan arti peunah
yang diukur. Perbaikan model dilakukan dengan melihat koefisien dari masing-
masing peubah indikator maupun hubungan antara peubah laten. Indikator TQM
yang tidak sejalan dalam mendukung produktifitas yang sukses, direduksi.
Indikator yang dihilangkan adalah, indikator Sdm3, Sdm4, Sdm5, Std4, y1, y5,
y6, y8, y9, 10y, y11, y13 dan y14, karena bernilai kecil di bawah 0,7. Indikator
pengukuran Sdm3 dan Sdm4 sudah dapat terwakili oleh indikator Sdm2, karena
pada konsep manajemen mutu ISO 9001 semua prosedur kerja telah diatur,
termasuk jenis pekerjaan sesuai dengan jabatannya. Pada indikator Std4
Gambar 8. Hasil analisis model awal

54
dihilangkan, karena juga bisa diwakili oleh indikator Std2, yaitu dalam setiap
prosedur kerja pada PT. Rahayu Santosa sudah diatur stándar produk yang sesuai
keinginan konsumen, sehingga berpengaruh terhadap standar dari setiap
pekerjaan. Untuk mendapatkan model yang terbaik, dilakukan proses ulang
kembali tanpa indikator tersebut. Model akhir didapatkan sebagaimana disajikan
pada Gambar 9. Pada hasil model final juga dapat dilihat indikator yang lebih
dominan dalam menghasilkan produktivitas produksi yang harus diperhatikan dan
ditingkatkan, yaitu y12, y2, y3, y4 dan y7, karena memiliki nilai di atas 0,7

Gambar 9. Hasil analisis model penyesuaian akhir
55

56
4.7.2 Analisis Model Outer
Analisis model outer dilakukan terhadap peubah laten produktivitas
sukses, yang direfleksikan oleh indikator y12, y2, y3, y4 dan y7. Reliabilitas
komposit dari model ini 0,896 (Audit), 0,895 (Produktivitas), 0,849 (SDM),
0,860 (Sarana), 0,873 (standar) dan 0,870 (TQM) yang melebihi nilai
standar yang disyaratkan 0,7 menunjukkan kestabilan dan konsistensi
internal indikator yang sangat baik. Sedangkan reliabilitas indikator, dilihat
dari nilai faktor loading yang merefleksikan kekuatan interelasi antara
peubah laten produktivitas dan peubah indikator untuk masing-masing
peubah y2, y3, y4, y7 dan y12 adalah 0,814; 0,809; 0,731; 0,833 dan 0,782
yang semuanya melebihi nilai standar 0,7. Kemauan kerja (y7)
merefleksikan interelasi terbesar dalam memengaruhi produktivitas, diikuti
Diklat (y2), Kemauan kerja (y3), Kemampuan Kerja (y12) dan terakhir oleh
Kemauan Kerja (y4). Dari análisis reliabilitas dapat dinyatakan bahwa
realibilitas terhadap model dalam penelitian ini baik.
Validitas menunjukkan bahwa suatu pengujian benar-benar konsisten
mengukur apa yang seharusnya diukur, yaitu bagaimana indikator dari
produktivitas, konsisten mengukur produktivitas. Hal ini digambarkan oleh
besaran nilai Average Variance Extracted (AVE). Nilai AVE Produktivitas
dalam penelitian ini 0,631. Nilai ini di atas standar yang disyaratkan, yaitu
0,5. Tabel 3 menunjukkan hasil penelitian dari penelitian ini untuk model
outer dan standar nilai yang harus dipenuhi.

57
Tabel 3. Hasil penelitian kriteria dan standar nilai
No Kriteria Nilai Hasil penelitian dan Standar
1 Realibilitas Komposit
Pc
Pc :
- 0,896 (Audit)
- 0,895 (Produktivitas)
- 0,849 (SDM)
- 0,860 (Sarana)
- 0,873 (standar)
- 0,870 (TQM)
Nilai Pc > 0,6 menggambarkan konsistensi
internal
2 Reliabilitas indikator Loading Outer masing-masing indikator:
Sdm1= 0,805 ; Sdm2= 0,912 ; Std1= 0,809
Std2= 0,852 ; Std3= 0,783 ; Std5= 0,783
Sr1= 0,857 ; Sr2= 0,881 ; A1= 0,890
A2= 0,912 ; Audit= 0,791 ; Sarana= 0,779
Sdm= 0,838 ; Standar= 0,758
y2= 0,814 ; y3= 0,809 ;
y4= 0,731 ; y7= 0,833 ; y12= 0,782
loading outer> 0,7 menunjukkan semua
indikator merefleksikan produktivitas
konsisten
3 Average variance
extracted (AVE)
Nilai AVE hasil penelitian =
- Audit (0,811)
- Produktivitas (0,631)
- SDM (0,739)
- Sarana (0,755)
- Standar (0,634)
- TQM (0,627)
Sedangkan nilai standar AVE > 0,5
58
No Kriteria Nilai Hasil penelitian dan Standar
4 Validitas Diskriminan
Kriteria Fornell-Larcker
Akar AVE =
- Audit (0,90)
- Produktivitas (0,794)
- SDM (0,859)
- Sarana (0,868)
- Standar (0,796)
- TQM (0,791)
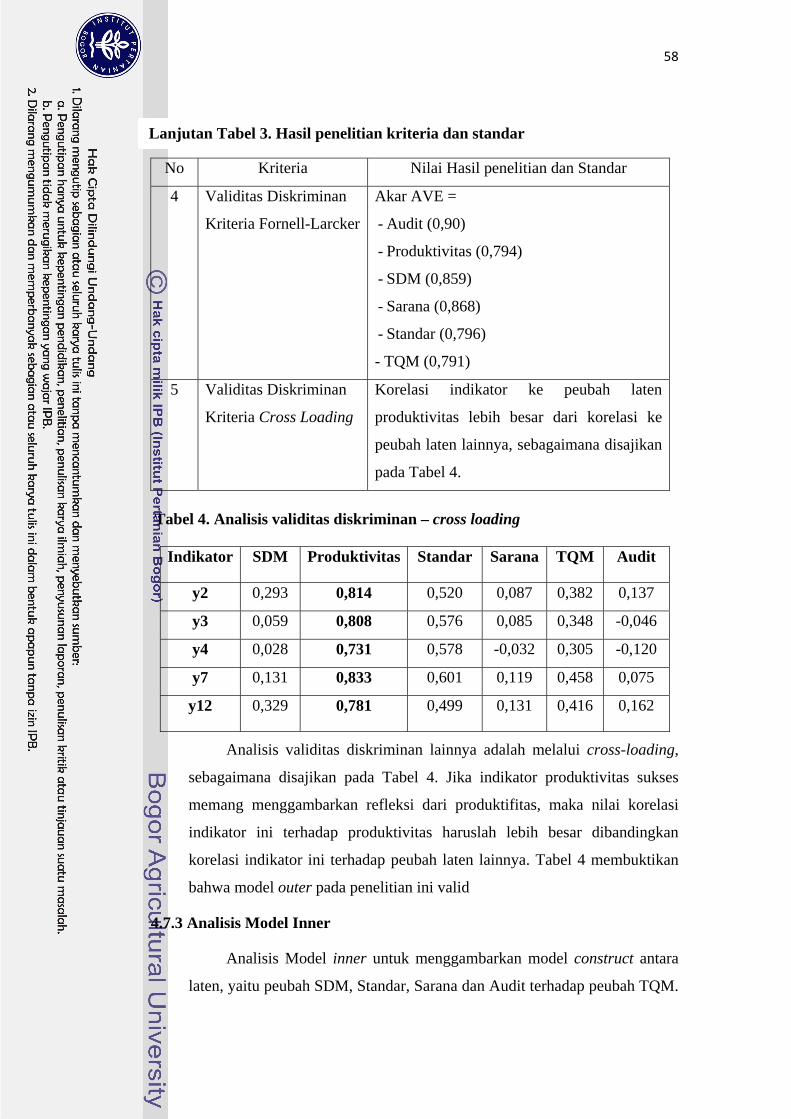
5 Validitas Diskriminan
Kriteria Cross Loading
Korelasi indikator ke peubah laten
produktivitas lebih besar dari korelasi ke
peubah laten lainnya, sebagaimana disajikan
pada Tabel 4.
Tabel 4. Analisis validitas diskriminan – cross loading
Indikator SDM Produktivitas Standar Sarana TQM Audit
y2 0,293 0,814 0,520 0,087 0,382 0,137
y3 0,059 0,808 0,576 0,085 0,348 -0,046
y4 0,028 0,731 0,578 -0,032 0,305 -0,120
y7 0,131 0,833 0,601 0,119 0,458 0,075
y12 0,329 0,781 0,499 0,131 0,416 0,162
Analisis validitas diskriminan lainnya adalah melalui cross-loading,
sebagaimana disajikan pada Tabel 4. Jika indikator produktivitas sukses
memang menggambarkan refleksi dari produktifitas, maka nilai korelasi
indikator ini terhadap produktivitas haruslah lebih besar dibandingkan
korelasi indikator ini terhadap peubah laten lainnya. Tabel 4 membuktikan
bahwa model outer pada penelitian ini valid
4.7.3 Analisis Model Inner
Analisis Model inner untuk menggambarkan model construct antara
laten, yaitu peubah SDM, Standar, Sarana dan Audit terhadap peubah TQM.
Lanjutan Tabel 3. Hasil penelitian kriteria dan standar
59
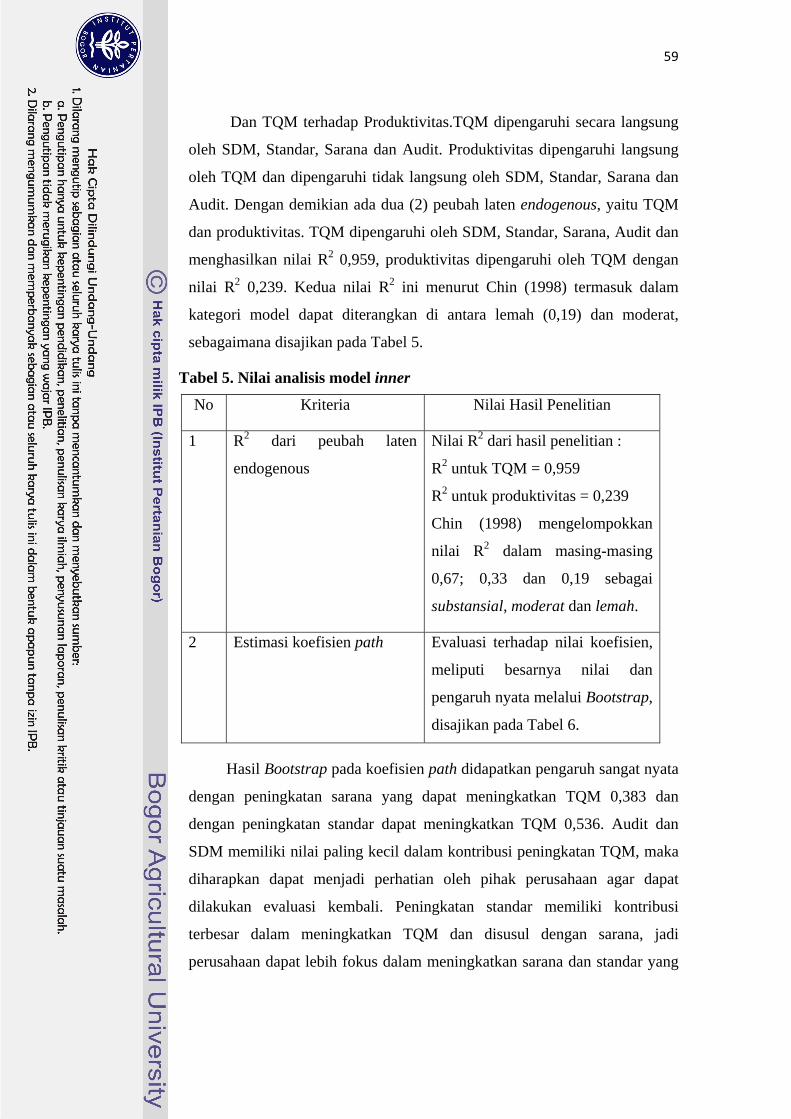
Dan TQM terhadap Produktivitas.TQM dipengaruhi secara langsung
oleh SDM, Standar, Sarana dan Audit. Produktivitas dipengaruhi langsung
oleh TQM dan dipengaruhi tidak langsung oleh SDM, Standar, Sarana dan
Audit. Dengan demikian ada dua (2) peubah laten endogenous, yaitu TQM
dan produktivitas. TQM dipengaruhi oleh SDM, Standar, Sarana, Audit dan
menghasilkan nilai R2 0,959, produktivitas dipengaruhi oleh TQM dengan
nilai R2 0,239. Kedua nilai R2 ini menurut Chin (1998) termasuk dalam
kategori model dapat diterangkan di antara lemah (0,19) dan moderat,
sebagaimana disajikan pada Tabel 5.
Tabel 5. Nilai analisis model inner
No Kriteria Nilai Hasil Penelitian
1 R2 dari peubah laten
endogenous
Nilai R2 dari hasil penelitian :
R2 untuk TQM = 0,959
R2 untuk produktivitas = 0,239
Chin (1998) mengelompokkan
nilai R2 dalam masing-masing
0,67; 0,33 dan 0,19 sebagai
substansial, moderat dan lemah.
2 Estimasi koefisien path Evaluasi terhadap nilai koefisien,
meliputi besarnya nilai dan
pengaruh nyata melalui Bootstrap,
disajikan pada Tabel 6.
Hasil Bootstrap pada koefisien path didapatkan pengaruh sangat nyata
dengan peningkatan sarana yang dapat meningkatkan TQM 0,383 dan
dengan peningkatan standar dapat meningkatkan TQM 0,536. Audit dan
SDM memiliki nilai paling kecil dalam kontribusi peningkatan TQM, maka
diharapkan dapat menjadi perhatian oleh pihak perusahaan agar dapat
dilakukan evaluasi kembali. Peningkatan standar memiliki kontribusi
terbesar dalam meningkatkan TQM dan disusul dengan sarana, jadi
perusahaan dapat lebih fokus dalam meningkatkan sarana dan standar yang

60
baik, agar penerapan TQM pada perusahaan dapat berjalan dengan baik.
Penerapan TQM yang baik dapat meningkatkan produktivitas sebesar 0,488.
Peningkatan standar dapat dimulai dari SMM ISO 9001:2008 yang
sudah diterapkan oleh perusahaan, apakah standar yang sudah ditetapkan
menurut SMM ISO 9001:2008 telah dijalankan dengan baik oleh
perusahaan, jika belum maksimal dapat dievaluasi kekurangan yang ada,
agar produktivitas produksi dapat mencapai tingkat maksimal. Untuk
meningkatkan sarana, perusahaan dapat dimulai dengan memperbaiki
sarana-sarana yang dinilai sudah tidak bisa mendukung dalam
meningkatkan produktivitas produksi, sepeti mesin-mesin yang sudah tua
agar bisa diganti dengan mesin yang lebih baru.
Tabel 6. Nilai Hasil bootstrap koefisien path
Original
Sample
(O)
Sample
Mean
(M)
Standard
Deviation
(STDEV)
Standard
Error
(STERR)
tStatistics
(|O/STERR
|)
Audit ->
TQM
0,173 0,181 0,027 0,027 6,292
SDM ->
TQM
0,159 0,158 0,033 0,033 4,799
Sarana ->
TQM
0,383 0,385 0,029 0,029 12,898
Standar->
TQM
0,536 0,521 0,036 0,036 14,581
TQM ->
Produktivitas
0,488 0,498 0,069 0,069 7,026
4.8. Implikasi Manajerial
Penerapan TQM menurut Gasperz (2005) merupakan pendekatan
Manajemen sistematik yang berorientasi pada organisasi, pelanggan dan
pasar melalui kombinasi menciptakan peningkatan secara nyata dalam mutu,
produktifitas manajemen adalah merupakan antara pencarian fakta praktis

61
dan penyelesaian masalah, guna menciptakan peningkatan secara nyata
dalam mutu, produktifitas dan kinerja lain dari organisasi.
Berdasarkan penelitian yang telah dilakukan, maka implikasi
manajerial yang dapat direkomendasikan untuk diterapkan di PT. Rahayu
Santosa adalah :
1. Terdapat empat (4) Faktor utama yang berpeluang menjadi penyebab
masalah yang mempengaruhi produktivitas produksi, khususnya pada
mesin bandsaw sebagai proses awal produksi output bis dan penghasil
frame, yaitu Manusia, Metode, Bahan baku dan Mesin, dari faktor SDM
yaitu, keletihan pada pekerja dapat menjadi faktor yang memengaruhi
tingkat produktivitas output. dari faktor metode adalah metode untuk
memasukkan input bahan baku kedalam mesin bandsaw masih dilakukan
secara manual dengan tenaga manusia, sehingga dapat membuat pekerja
lebih cepat letih. Dari faktor bahan baku adalah waktu yang dibutuhkan
untuk memindahkan bahan baku frame dari gudang ke tempat produksi
yang masih manual dengan menggunakan handlift, dan terakhir dari
faktor mesin, yaitu Manual book mesin bandsaw yang sudah tidak
tersedia untuk mengetahui kerusakan mesin dan (SOP) perbaikan. Oleh
karena itu, beberapa perbaikan harus segera dilaksanakan oleh
perusahaan untuk meningkatkan produktivitas produksi perusahaan.
2. Operator yang terlalu sering di rolling (pindah) tempat, atau posisi dalam
mengoperasikan mesin dapat memengaruhi produktivitas mesin, karena
pekerja harus melakukan adaptasi kembali dengan mesin yang baru
3. Tata Letak dalam area produksi harus diperhatikan seperti tempat untuk
membuang barang reject seharusnya ditempatkan disamping mesin dekat
dengan operator, agar pekerja tidak harus melempar barang tersebut,
sehingga menyebabkan kebisingan
4. Peranserta setiap kepala regu dalam membentuk aktivitas kelompok kecil
TQM yang berfungsi mengawasi dan mengembangkan kegiatan TQM di
perusahaan. Tim tersebut terdiri dari berbagai macam unsur perusahaan,
termasuk bagian Maintenance, bagian Produksi, bagian QC dan bagian
Logistik.

62
5. Perusahaan harus melakukan evaluasi terhadap kegiatan-kegiatan TQM
seperti penerapan ISO 9001:2008 yang telah dilaksanakan, agar
perusahaan dapat melakukan perbaikan berkelanjutan terhadap sistem
TQM yang telah dijalankan.
Recommended

















