|
INSTITUTO POLITÉCNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA DE
INGENIERÍA Y CIENCIAS SOCIALES Y ADMINISTRATIVAS
TESIS
PARA OBTENER EL GRADO DE
MAESTRO EN INGENIERÍA INDUSTRIAL
.
P R E S E N T A
JIMÉNEZ HERNÁNDEZ PAOLA
DIRECTOR DE TESIS
M.I. JUAN JOSÉ HURTADO MORENO
VALIDACIÓN ESTADÍSTICA EN CARTÓN CORRUGADO
DEL EQUIPO DE LABORATORIO MULLEN DISEÑADO POR
EL INSTITUTO MEXICANO DE PROFESIONALES EN
ENVASE Y EMBALAJE S.C.
S.E.P.I.
SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
CIUDAD DE MÉXICO, OCTUBRE 2016

ii
ACTA DE REVISIÓN.

iii
CARTA CESIÓN DE DERECHOS
En la Ciudad de México el día 14 del mes de octubre del año 2016, el que suscribe Paola
Jiménez Hernández alumno del Programa de Maestría en Ingeniería Industrial con número
de registro B141102, adscrito a la Sección de Estudios de Posgrado e Investigación de la
UPIICSA-IPN, manifiesta que es autor intelectual del presente trabajo de Tesis bajo la
dirección de M.I. Juan José Hurtado Moreno y cede los derechos del trabajo titulado
“Validación estadística en cartón corrugado del equipo de laboratorio Mullen diseñado por
el Instituto Mexicano de Profesionales en Envase y Embalaje, S.C.”, al Instituto Politécnico
Nacional para su difusión, con fines académicos y de investigación.
Los usuarios de la información no deben reproducir el contenido textual, gráficas o datos del
trabajo sin el permiso expreso del autor y/o director del trabajo. Este puede ser obtenido
escribiendo a la siguiente dirección [email protected]. Si el permiso se otorga, el usuario
deberá dar el agradecimiento correspondiente y citar la fuente del mismo.
Paola Jiménez Hernández
INSTITUTO POLITÉCNICO NACIONAL
SECRETARÍA DE INVESTIGACIÓN Y POSGRADO
CARTA CESIÓN DE DERECHOS

iv
AGRADECIMIENTOS.
Me siento muy complacida de culminar esta etapa de mi vida en la que conocí personas
extraordinarias y me brindaron no solo su conocimiento sino una hermosa amistad.
Agradezco en primera instancia al Instituto Politécnico Nacional y a CONACYT ya que si
no me hubieran dado el apoyo y la oportunidad de realizar la maestría en UPIICSA esto no
hubiera sido posible.
También deseo agradecer al Ing. José Antonio Rodríguez Tarango, por haberme abierto las
puertas de su empresa y hacerme sentir parte de ella. A mi director de tesis el M.I Juan José
Hurtado Moreno, y al M. en C. Juan Carlos Gutiérrez Matus por dedicarme mucho de su
tiempo, y obsequiarme valiosos comentarios.
Al M. en C. Mario Aguilar Fernández, al Dr. Juvenal Mendoza Valencia, y el Dr. Amado
Francisco García Ruiz por sus preciadas recomendaciones de cómo mejorar este trabajo.
Al Dr. Jesús Fernando López Fidalgo y Dr. Víctor Manuel Casero Alonso los cuales me
abrieron las puertas en la Universidad de Castilla – La Mancha, España, y por darme una
perspectiva diferente a la que conocía.
A la maestra María José Pérez Haro por sus sugerencias, pero sobre todo por hacer que mi
estadía en la UCLM fuera cálida y divertida.
A mis padres Ma. Aleida y José Alfredo, mis hermanos Eren y Marcelo, por ser mi fuente de
inspiración, por siempre darme su cariño y estar para mí en todo momento.
A mis amigos que conocí en este trayecto Yunuem, Jorge, Alberto, Fernando, Javier,
Gerizim, Alma, Juan H., Jorge A., Angélica C, y a mis viejos amigos Erandi, Azucena,
Alexis, Guillermo, Olinda y Cindy que sin su compañía indudablemente no hubiera

v
disfrutado tanto estudiar la maestría. Por último pero no menos importante agradezco a
Samuel Pérez por todo su apoyo y su afecto.
“Lo conocido es finito, lo desconocido infinito; desde el punto de vista intelectual estamos
en una pequeña isla en medio de un océano ilimitable de inexplicabilidad. Nuestra tarea en
cada generación es recuperar algo más de tierra.” Thomas Henry Huxley.

vi
RESUMEN.
La presente investigación tiene como objetivo validar el equipo de laboratorio MUL-TC
diseñado por el IMPEE S.C. Se cree que mide el parámetro MULLEN, conocido también
como Prueba de Resistencia a la Explosión, medido en (kgf/cm2) o en Libras por pulgada
cuadrada (psi). Sin embargo, el equipo MUL-TC arroja los resultados en unidades diferentes
(kgf) porque cuenta con una geometría diferente a la de los equipos convencionales.
El tipo de investigación empleado es de tipo cuantitativo, se llevó a cabo de acuerdo al diseño
experimental, la cual se basa en datos primarios, de observaciones directas. Somete al objeto
de estudio a la influencia de ciertas variaciones, en condiciones definidas, controladas, y en
ciertas variables por ocurrencia natural (W. Creswell, 2003).
Se realizaron tres pruebas previas antes de definir el diseño experimental, la primera fue para
evaluar la variación del equipo PN-BSM600 y evaluar si era conveniente usar este equipo
como modelo de comparación. La segunda prueba fue para evaluar si el factor ajuste de la
placa superior era relevante, y la tercera prueba fue para observar el comportamiento de los
dos equipos y determinar si era necesario realizar réplicas así como una estimación del
número. Después de esto, se procedió a realizarse el diseño experimental y se encontró que
el equipo MUL-TC sigue patrones parecidos a los que se obtienen con el equipo convencional
bajo estudio, pero a una diferente escala. Por último, se obtuvieron dos modelos mixtos que
relacionan a ambos equipos.
Las limitaciones principales que se tuvieron fue que no se contó con material en óptimas
condiciones para este estudio ya que el cartón al ser estibado (la forma en que generalmente
se almacena) se daña. No se contó con un espacio en el cual se pudiera manipular la humedad
y temperatura, y no se pudo aplicar un modelo completo para la experimentación ya que no
se pudo contar con los suficientes recursos. La implicación práctica que se obtuvo fue que
los modelos propuestos sólo son de utilidad para las variables que estuvieron bajo estudio.

vii
El valor original que tiene este proyecto es que se pudo demostrar que el equipo MUL-TC si
da un valor aproximado de la resistencia a la explosión. Además, esta investigación muestra
que podría cambiarse el diseño para el equipo Mullen, el cual no ha sufrido cambios drásticos
desde su invención en 1887.

viii
ABSTRACT.
This research aims to validate the laboratory equipment MUL-TC designed by IMPEE S.C.
It is believed that measures the parameter MULLEN, also known as bursting strength test,
measured in (kgf / cm2) or in pounds per square inch (psi). However, the equipment MUL-
TC throws results in different units (kgf) because it has a different geometry to conventional
equipment.
The kind of research employed is quantitative, it was carried out according to the
experimental design, which is based on primary data, direct observations. Submitted study
object to influence of certain variations, in defined, controlled conditions and some variables
that occur by nature (W. Creswell, 2003).
Three previous tests before defining the experimental design were made, the first was to
evaluate the variation in PN-BSM600 equipment and assess whether it was appropriate to
use this equipment as a comparison model The second test was to evaluate whether the
adjustment top plate factor was relevant, and the third test was to observe the behavior of
both equipment and determine the number of replicates needed. After this, we proceeded to
the make the experimental design and we found that the MUL-TC equipment follows similar
patterns to those obtained with conventional equipment under study, but on a different scale.
Finally, two mixed models that relate both teams were obtained.
The main limitations that we had it was that we did not have material in optimal conditions
for this study because the cardboard when is stowed (the way it is usually stored) is damaged.
We didn't count with a special room in which we could manipulate the humidity and
temperature, and we could not implement a complete model for experimentation because we
could not have sufficient resources. The practical implication that was obtained was that the
proposed models are only useful for variables that were under study.

ix
The original value of this project is that it was demonstrated that the MUL-TC equipment
gives an approximate value of bursting strength. In addition, this research shows that design
could be changed for the Mullen equipment which has not changed drastically since its
invention in 1887.

x
ÍNDICE
ACTA DE REVISIÓN DE TESIS…………………………………………………….…….ii
CARTA DE CESIÓN DE DERECHOS…………………………………………………….iii
AGRADECIMIENTO………………………………………………………………………iv
RESUMEN…………………………………………………………………………...…......vi
ABSTRACT……………………………………………………………………….....……viii
ÍNDICE DE FIGURAS……………………………………………………………………xiv
ÍNDICE DE TABLAS……………………………………………………...…….………..xvi
INTRODUCCIÓN…………………………….……………………………………...….xviii
Capítulo I. Generalidades de la investigación y situación actual de la empresa. ................... 1
1.1 Empresa de Estudio. ..................................................................................................... 1
1.1.1 Razón social. .......................................................................................................... 1
1.1.2 Dirección. .............................................................................................................. 1
1.1.3 Misión .................................................................................................................... 1
1.1.4 Visión. ................................................................................................................... 1
1.1.5 Valores. .................................................................................................................. 2
1.1.6 Reconocimientos del IMPEE................................................................................. 2
1.1.7 Servicios del IMPEE. ............................................................................................ 3
1.2 Planteamiento del Problema. ........................................................................................ 5
1.3 Objetivos de la Investigación. ...................................................................................... 5
1.3.1 Objetivo General.................................................................................................... 5
1.3.2 Objetivos Específicos. ........................................................................................... 5
1.4 Preguntas de Investigación ........................................................................................... 6
1.5 Justificación de la Investigación. .................................................................................. 6
1.6 Limitaciones y Alcances. .............................................................................................. 9

xi
1.6.1 Limitaciones de la Investigación. .......................................................................... 9
1.6.2 Alcances de la Investigación. ................................................................................ 9
Capítulo II. Marco Teórico. .................................................................................................. 10
2.1 El embalaje y su función. ........................................................................................... 11
2.1.1 Peligros en el entorno de distribución. ................................................................ 13
2.2 Cartón Corrugado. ...................................................................................................... 13
2.2.1 Tipos y usos para envases y embalajes de cartón corrugado. .............................. 17
2.3 Capacidad de Instrumentos y sistemas de medición, estudio R & R ......................... 18
2.4 Diseños de Experimentos y sus características........................................................... 19
2.5 Experimentación Factorial. ......................................................................................... 21
2.6 Aleatorización. ............................................................................................................ 23
2.7 Bloqueo. ...................................................................................................................... 24
2.8 Repetición. .................................................................................................................. 25
2.9 Regresión Lineal Simple. ........................................................................................... 25
2.10 Regresión lineal múltiple. ......................................................................................... 26
2.11 Coeficiente de determinación del modelo o R2. ....................................................... 28
2.12 Medidas de Desempeño de Modelos de Pronósticos. .............................................. 29
2.13 Análisis de Covarianza ............................................................................................. 31
2.14 Sumas de Cuadrados tipo I, II y III. ......................................................................... 33
2.15 Minitab. .................................................................................................................... 35
2.16 R Project. .................................................................................................................. 35
2.17 Normas referentes al equipo MULLEN. .................................................................. 37
2.18 Revisión Sistemática................................................................................................. 42
Capítulo III. Metodología de la Investigación ...................................................................... 51
3.1 Tipo de Investigación ................................................................................................. 51

xii
3.2 Diseño de Investigación.............................................................................................. 52
3.3 Método de Recolección de Datos ............................................................................... 52
3.4 Selección de la muestra .............................................................................................. 54
3.4.1 Instrucciones para selección y corte de muestra de cartón. ................................. 55
3.5 Método de Análisis de Datos. ................................................................................ 55
3.6 Formulación de Hipótesis ........................................................................................... 56
3.7 Etapas de la Investigación. ......................................................................................... 57
3.8 Procedimiento para prueba con el equipo MUL-TC. ................................................. 60
3.9 Procedimiento para prueba con el equipo PN-BSM600 ........................................ 62
Capítulo IV. Experimentaciones Preliminares. .................................................................... 64
4.1 Evaluación de la variación del equipo PN-BSM600. ................................................ 64
4.1.1 Recaudación de datos. ......................................................................................... 64
4.1.2 Análisis de datos .................................................................................................. 71
4.2 Evaluación factor ajuste de la placa superior. ........................................................... 77
4.3 Experimentación preliminar de los equipos MUL - TC Y PN -BSM600. ................. 78
4.3.1 Medición de MULLEN en equipos MUL - TC y PN - BSM600. ....................... 78
Capítulo V. Diseño Experimental y Análisis Estadístico. .................................................... 80
5.1 Formulación del modelo estadístico .......................................................................... 80
5.1.1 Diseño experimental ............................................................................................ 81
5.1.2 Hipótesis para el Diseño experimental. ............................................................... 86
5.2 Análisis del diseño factorial ....................................................................................... 87
5.3 Coeficiente de Variación de Pearson. ......................................................................... 96
5.4 Modelo de Regresión Lineal Simple. ......................................................................... 97
5.5 Modelo de Regresión Lineal Múltiple. ..................................................................... 101
5.5.1 Construyendo el modelo en R ........................................................................... 101

xiii
5.5.2 Primer modelo mixto propuesto. ....................................................................... 105
5.5.3 Segundo modelo mixto propuesto. .................................................................... 111
5.5.4 Comparación de los tres modelos propuestos. .................................................. 116
5.5.4.1 Comparación de modelos sin dato atípico. ................................................. 120
5.5.4.2 Modelo seleccionado. ................................................................................. 127
Conclusiones. ...................................................................................................................... 128
Futuras Investigaciones. ..................................................................................................... 130
Anexos ................................................................................................................................ 131
Bibliografía. ........................................................................................................................ 146

xiv
ÍNDICE DE FIGURAS
FIGURA 1. PRUEBA MULLEN ................................................................................................................................... 7
FIGURA 2. FOTOGRAFÍA DE EQUIPOS MULLEN A COMPARAR .......................................................................................... 8
FIGURA 3. ESQUEMA GENERAL DEL MARCO TEÓRICO ................................................................................................... 10
FIGURA 4. CORRUGADO DE UNA CARA ....................................................................................................................... 14
FIGURA 5. CORRUGADO DE DOS CARA ....................................................................................................................... 14
FIGURA 6. CORRUGADO DOBLE ............................................................................................................................... 15
FIGURA 7. CORRUGADO TRIPLE ............................................................................................................................... 15
FIGURA 8. TIPOS DE FLAUTAS PARA CARTONES CORRUGADOS ......................................................................................... 16
FIGURA 9. EXACTITUD Y PRECISIÓN ………………………………………………………………………………………………………………………19
FIGURA 10. HIPERPLANO CON 3 VARIABLES EXPLICATIVAS ............................................................................................. 27
FIGURA 11. EQUIPO DE RESISTENCIA A LA EXPLOSIÓN POR MÉTODO DE LA BOLA ................................................................. 37
FIGURA 12. PASOS PROCESO CUANTITATIVO .............................................................................................................. 58
FIGURA 13. HERRAMIENTAS UTILIZADAS, A LA IZQUIERDA EL HIGRÓMETRO Y A LA DERECHA GUÍA DE CORRUGADOS .................. 65
FIGURA 14. HERRAMIENTAS UTILIZADAS, BÁSCULA CON PRECISIÓN DE CENTÉSIMAS DE GRAMO ............................................ 65
FIGURA 15. HERRAMIENTAS UTILIZADAS, HIDRÓMETRO ................................................................................................ 66
FIGURA 16. HERRAMIENTAS UTILIZADAS, MICRÓMETRO DIGITAL . ................................................................................... 66
FIGURA 17. EQUIPO PN-BSM600 .......................................................................................................................... 67
FIGURA 18. EQUIPO PN-BSM600 REALIZANDO LA PRUEBA MULLEN ........................................................................... 67
FIGURA 19. MUESTRAS DE CARTÓN CORRUGADO DESPUÉS DE LA MEDICIÓN MULLEN ....................................................... 68
FIGURA 20. DIAGRAMA DE DISPERSIÓN DE MUESTRAS MESURADAS EN EQUIPO PN-BSM600 .............................................. 71
FIGURA 21. CARTA DE CONTROL PARA RANGO MÓVIL .................................................................................................. 73
FIGURA 22. CARTA DE CONTROL PARA OBSERVACIONES INDIVIDUALES ............................................................................ 75
FIGURA 23. FOTOGRAFÍA DE MUESTRA DE CARTÓN CORRUGADO QUE PRESENTA ELONGACIÓN.............................................. 77
FIGURA 24. RECORTE DE MODELO DE DISEÑOS ANIDADO .............................................................................................. 81
FIGURA 25. ANÁLISIS DEL PROCESO DE MEDICIÓN DEL PARÁMETRO MULLEN EN CARTÓN CORRUGADO ................................. 82
FIGURA 26. GRÁFICAS DE DISPERSIÓN. VAR. DE RESPUESTA VS EL F. MÁQUINA, VAR. DE RESPUESTA VS EL F. MATERIAL ............. 88
FIGURA 27. GRÁFICA DE INTERACCIÓN DE LOS FACTORES MAQUINA Y MATERIAL............................................................... 89
FIGURA 28. PRUEBA DE LEVENE ............................................................................................................................... 90
FIGURA 29. GRÁFICA DE INTERACCIÓN DE LOS FACTORES MAQUINA Y MATERIAL............................................................... 93
FIGURA 30. GRÁFICA DE INTERACCIÓN PARA Y ............................................................................................................ 94
FIGURA 31. GRÁFICA DE CAJA PARA EQUIPOS MUL-TC/MULLEN MQ1 Y PN-BSM600/MULLEN MQ2 ................................ 96
FIGURA 32. GRÁFICA DE DISPERSIÓN CON REGRESIÓN LINEAL SIMPLE ............................................................................... 97
FIGURA 33. GRÁFICA DE RESIDUOS DEL MODELO DE REGRESIÓN LINEAL (MEDIAS DE LOS TRATAMIENTOS) ............................... 99
FIGURA 34 DIAGRAMA DE DISPERSIÓN MQ2 VS MAQ1 ............................................................................................. 101

xv
FIGURA 35. VERIFICACIÓN DEL SUPUESTO DE HOMOCEDASTICIDAD DEL MODELO FIJOBLOQ …………………………………………….107
FIGURA 36. VERIFICACIÓN DEL SUPUESTO DE NORMALIDAD DE LOS RESIDUOS DEL MODELO FIJOBLOQ ................................. 108
FIGURA 37. VERIFICACIÓN DEL SUPUESTO DE NORMALIDAD DE LOS RESIDUOS DEL MODELO MFINAL .................................... 112
FIGURA 38. VERIFICACIÓN DEL SUPUESTO DE NORMALIDAD DE LOS RESIDUOS DEL MODELO MFINAL .................................... 114
FIGURA 39. GRÁFICO PARA VALORAR EL AJUSTE DE MRLS .......................................................................................... 119
FIGURA 40. GRÁFICO PARA VALORAR EL AJUSTE DEL MODELO MIXTO FIJOBLOQ .............................................................. 119
FIGURA 41. GRÁFICO PARA VALORAR EL AJUSTE DEL MODELO MIXTO MFINAL ................................................................. 120
FIGURA 42. VERIFICACIÓN DEL SUPUESTO DE HOMOCEDASTICIDAD, MODELO FIJOBLOQ A LA IZQUIERDA Y A LA DERECHA MFINA 121
FIGURA 43. GRÁFICO PARA VALORAR EL AJUSTE DEL MODELO MIXTO FIJOBLOQ SIN DATO ATÍPICO NÚM. 45 ......................... 126
FIGURA 44. GRÁFICO PARA VALORAR EL AJUSTE DEL MODELO MIXTO MFINAL SIN DATO ATÍPICO NÚM. 45………………………….127

xvi
ÍNDICE DE TABLAS
TABLA 1. PRUEBAS DE LABORATORIO .......................................................................................................................... 4
TABLA 2. PRINCIPALES NORMAS REFERENTES AL EQUIPO MULLEN ................................................................................. 39
TABLA 3. COMPARACIÓN DE NMX-N-082-SCF1-2008 Y NMX-N-087-SCF1-2008...................................................... 42
TABLA 4. INVESTIGACIÓN PRELIMINAR PARA EVALUAR LA VARIACIÓN DEL EQUIPO PN-BSM600 ........................................... 68
TABLA 5. INVESTIGACIÓN PRELIMINAR PARA EVALUAR LA VARIACIÓN DEL EQUIPO PN-BSM600 ........................................... 69
TABLA 6. INVESTIGACIÓN PRELIMINAR PARA EVALUAR LA VARIACIÓN DEL EQUIPO PN-BSM600. .......................................... 69
TABLA 7. INVESTIGACIÓN PRELIMINAR PARA EVALUAR LA VARIACIÓN DEL EQUIPO PN-BSM600. .......................................... 70
TABLA 8. TABLA EMPLEADA PARA OBTENER CARTA DE CONTROL DE RANGO MÓVIL ............................................................. 72
TABLA 9. REGLAS DE SENSIBILIDAD PARA CARTAS DE SHEWHART ..................................................................................... 76
TABLA 10.VARIACIÓN DEL EQUIPO MULLEN MUL-TC Y PN-BSM600 ............................................................................ 78
TABLA11. NIVELES DEL FACTOR MATERIAL................................................................................................................. 83
TABLA 12. DISEÑO FACTORIAL PARA PRIMER BLOQUE ................................................................................................... 85
TABLA 13. ANOVA DEL DISEÑO FACTORIAL PROPUESTO ............................................................................................... 91
TABLA 14. PRUEBA DE HIPÓTESIS ............................................................................................................................. 93
TABLA 15. OBSERVACIONES INUSUALES ..................................................................................................................... 95
TABLA 16. IDENTIFICACIÓN DE OBSERVACIONES INUSUALES ........................................................................................... 95
TABLA 17. COEFICIENTE DE VARIACIÓN MQ1 Y MQ2 ................................................................................................... 97
TABLA 18. ANÁLISIS DE REGRESIÓN DE LAS MEDIAS DE LOS TRATAMIENTOS DE LAS MÁQUINAS PN-BSM600 Y MUL-TC ......... 98
TABLA 19. ANÁLISIS DE REGRESIÓN DE LAS MEDIAS DE LOS TRATAMIENTOS DE LAS MÁQUINAS PN-BSM600 Y MUL-TC ......... 98
TABLA 20. RECORTE DE LA TABLA DE RESUMEN DEL MODELO MD1 ................................................................................ 104
TABLA 21.ANOVA DEL MODELO MD1 ...................................................................................................................... 105
TABLA 22. RECORTE DE LA TABLA DE RESUMEN DEL MODELO DE REGRESIÓN LINEAL MÚLTIPLE FIJOBLOQ ............................. 106
TABLA 23. ANOVA DEL MODELO FIJOBLOQ .............................................................................................................. 106
TABLA 24. PRUEBAS DE NORMALIDAD SHAPIRO-WILK Y ANDERSON-DARLING PARA LOS RESIDUOS DEL MODELO FIJOBLOQ, SIN EL
DATO ATÍPICO NÚM 45 ............................................................................................................................... 109
TABLA 25. R2 MARGINAL Y R2 CONDICIONAL PARA EL MODELO FIJOBLOQ ...................................................................... 109
TABLA 26. COEFICIENTES DEL MODELO MIXTO DE REGRESIÓN MÚLTIPLE FIJOBLOQ ........................................................... 110
TABLA 27. ANOVA DEL MODELO MFINAL .................................................................................................................. 111
TABLA 28. RECORTE DE TABLA DE RESUMEN DEL MODELO DE REGRESIÓN LINEAL MÚLTIPLE MFINAL ..................................... 112
TABLA 29. PRUEBAS DE NORMALIDAD SHAPIRO-WILK Y ANDERSON-DARLING PARA LOS RESIDUOS DEL MODELO MFINAL ........ 113
TABLA 30. PRUEBAS DE NORMALIDAD SHAPIRO-WILK Y ANDERSON-DARLING PARA LOS RESIDUOS DEL MODELO MFINAL, SIN EL
DATO ATÍPICO NÚM 45 ............................................................................................................................... 113
TABLA 31. R2 MARGINAL Y R2 CONDICIONAL PARA EL MODELO MFINAL ........................................................................... 114
TABLA 32. COEFICIENTES DEL MODELO MIXTO DE REGRESIÓN MÚLTIPLE MFINAL .............................................................. 115

xvii
TABLA 33. MODELOS A COMPARAR ........................................................................................................................ 116
TABLA 34. AIC Y BIC PARA MODELOS MIXTOS .......................................................................................................... 117
TABLA 35. INDICADORES ME, MAD. MSE Y MAPE PARA LOS TRES MODELOS PROPUESTOS. ............................................ 117
TABLA 36 ANOVA DE LOS MODELO FIJOBLOQ Y MFINAL SIN DATO ATÍPICO. ..................................................................... 122
TABLA 37. RESUMEN DEL MODELO FIJOBLOQ (SIN DATO ATÍPICO) ................................................................................. 123
TABLA 38. RESUMEN DEL MODELO MFINAL (SIN DATO ATÍPICO) ................................................................................... 124
TABLA 39. RMARGINAL Y RCONDICIONAL PARA MODELOS MFINAL Y FIJOBLOQ SIN OBSERVACIÓN NÚM. 45. ......................... 124
TABLA 40 INDICADORES ME, MAD. MSE, MAPE, AIC Y BIC PARA FIJOBLOQ Y MFINAL ................................................. 125
TABLA 41 INDICADORES MAD. MSE, MAPE OBTENIDOS EN CADA BLOQUE .................................................................. 126
TABLA A 1 Investigación preliminar para evaluar la variación del equipo PN-BSM600……………...……....132
TABLA A 2 Investigación preliminar para evaluar la variación del equipo PN-BSM600………………………132
TABLA A 3 Investigación preliminar para evaluar la variación del equipo PN-BSM600………………………133
TABLA A 4 Investigación preliminar para evaluar la variación del equipo PN-BSM600…………………..…..133
TABLA A 5 Variación del equipo Mullen MUL-TC y PN-BSM600…………………………...…………………..134
TABLA A 6 Variación del equipo Mullen MUL-TC y PN-BSM600………………………………………….……135
TABLA A 7 Variación del equipo Mullen MUL-TC y PN-BSM600…………………………………………..…...136
TABLA A 8 Variación del equipo Mullen MUL-TC y PN-BSM600……………………………………….………137
TABLA A 9 Variación del equipo Mullen MUL-TC y PN-BSM600…………………………………….…………138
TABLA A 10 Aleatorización Diseño Factorial……………………………………………...................................139
TABLA A 10-1 Aleatorización Diseño Factorial……………………………………………….............................140
TABLA A 10-2 Aleatorización Diseño Factorial…………………………………………….................................141
TABLA A 11 Arreglo importado en R, nombrado Datos……………………………………………..................142
TABLA A 11-1 Arreglo importado en R, nombrado Datos ………………………………………………...........143
TABLA A 12 Arreglo importado en R, nombrado Datos1 …………………………………………...................144
TABLA A 12-1 Arreglo importado en R, nombrado Datos1………………………………………………….....145

xviii
INTRODUCCIÓN
La idea de este proyecto surgió por el Ing. José Antonio Rodríguez Tarango el fundador y
director del IMPEE S.C., él ha diseñado varios equipos de laboratorio para evaluar
propiedades de envases y embalajes. De acuerdo a sus propios estudios y análisis pensaba
que un equipo en particular medía la misma propiedad que la que se obtienen con la prueba
de resistencia a la explosión para cartón corrugado y compacto.
El objetivo de este proyecto es validar estadísticamente el equipo de laboratorio diseñado por
el IMPEE S. C, el cual se cree que mide la misma característica de MULLEN o resistencia a
la explosión con el fin de demostrar que el equipo bajo estudio al cual para fines de este
proyecto se le nombró MUL-TC, es capaz de hacer mediciones de Mullen similares a un
equipo convencional. La estructura del presente proyecto de investigación está dividido en 5
capítulos, como se muestra a continuación:
El Capítulo 1, describe las generalidades de la investigación y situación actual de la empresa.
En este, se plantea el problema, los objetivos generales y específicos, la justificación y las
limitaciones y alcances de la investigación.
El Capítulo 2, presenta el marco teórico, se explica la estructura del material de cartón
corrugado, que es el que se usa para este estudio, algunos tipos de análisis de regresión,
ciertas características de diseño de experimentos, los softwares que se emplean para la fase
de análisis, las normas que existen para estandarizar la estructura del equipo Mullen y una
revisión sistemática de artículos hecha con palabras clave en la base de datos Web of Science.
El Capítulo 3, especifica el diseño y tipo de investigación. Las etapas que se llevaron a cabo
para este estudio. Se describe cual es la población y como se seleccionó la muestra. Los
métodos de recolección y análisis de datos. Las hipótesis generales para este proyecto. Por
último, se muestran los procedimiento para realizar la prueba de Mullen/ resistencia a la
explosión con el equipo MUL-TC y PN-BSM600.

xix
El Capítulo 4, expone las experimentaciones preliminares necesarias para determinar las
características del diseño experimental. La primera, fue para evaluar la variación del equipo
PN-BSM600. El segundo estudio fue para evaluar si el factor ajuste de la placa superior era
relevante. Finalmente, se presenta la experimentación preliminar que se hizo para observar
el comportamiento de los equipos MUL-TC y PN-BSM600 para determinar el número de
réplicas.
El Capítulo 5, muestra el diseño experimental seleccionado y su análisis estadístico. Se
detalla cómo se plantearon, analizaron y compararon modelos que representaban la relación
entre los equipos bajo estudio.
Por último, se enuncian las conclusiones a las que se llegó, así como sus limitaciones y se
proponen algunos temas para futuras investigaciones.

1
Capítulo I. Generalidades de la investigación y situación actual de la
empresa.
En este primer capítulo se presenta el planteamiento del problema de investigación y aspectos
generales de la empresa que requiere el estudio. Además, se expone los objetivos generales
y específicos que se propone alcanzar, la justificación donde se expresa el porqué es de
relevancia desarrollar este proyecto así como los beneficios que se obtendrán al obtener una
solución a éste. Por último, se señala el alcance en donde se describe hasta donde llegará este
estudio y las limitaciones iniciales que se tienen.
1.1 Empresa de Estudio.
1.1.1 Razón social.
INSTITUTO MEXICANO DE PROFESIONALES EN ENVASE Y EMBALAJE S.C.
1.1.2 Dirección.
Calle 1847 No. 8-A. Col. El parque, Del. Venustiano Carranza México D.F. C.P. 15960.Tel:
(55) 55 52 10 81, (55) 57 64 26 75 Página web: www.Impee.com.mx
1.1.3 Misión
Ser un foro para los profesionales del envase y embalaje, contribuyendo a su formación,
actualización y certificación. A través del intercambio de experiencias, capacitación y
divulgación tecnológica; apoyando a las empresa en el desarrollo tecnológico de sus sistemas
de envase y embalaje.
1.1.4 Visión.

2
Una organización reconocida por su atención al cliente, competitividad, calidad en
el servicio, capacidad de su personal, vanguardia tecnológica. (Nacional e
Internacionalmente)
Una organización que logra consolidarse, crecer y posicionarse como líder en la
educación, publicación y desarrollo tecnológicos en el campo del envase y embalaje,
a nivel Latinoamérica.
Un excelente lugar para laborar.
Una empresa financieramente sólida.
1.1.5 Valores.
Pasión. Entregarse en toda actividad que se realiza.
Trabajo en Equipo. Colaborar para lograr objetivos compartidos, multiplicar logros.
Calidad. Ofrecer siempre productos y servicios de alta calidad.
Responsabilidad. Hacer todas las actividades necesarias para alcanzar el objetivo deseado.
Rentabilidad. Obtener resultados para seguir creciendo y emprendiendo.
1.1.6 Reconocimientos del IMPEE.
Reconocimiento Internacional como Líderes de Opinión en el Tema de Envase y
Embalaje, de acuerdo a la revista Colombiana CONVERSIÓN.
Miembros del Consejo Científico de la Secretaría de Salud en el área de Envase
Miembros del Grupo de Prospección Tecnológica del Consejo Nacional de Ciencia
y Tecnología (CONACYT) en el campo de envasado de alimentos
Miembros del Registro Nacional de Instituciones y Empresas Científicas y
Tecnológicas (RENIECYT)
Miembros del Grupo de Educación en Envase y Embalaje del International Trade
Center, Organismo de la Organización de las Naciones Unidas.
Miembros de la World Packaging Organization

3
Jurados del World Packaging Award
Patrocinadores de la Bienal de Diseño del Instituto Nacional de Bellas Artes, en la
categoría de diseño de Envases.
Fundadores del Diplomado en Ingeniería y Diseño de Envases y Embalajes,
contando en el 2007 con 15 generaciones.
Primer y único organismo Certificador de Profesionales del Envase en México.
Creadores del primer y único Laboratorio Portátil de Pruebas para Materiales de
Envase y Embalaje.
Creadores de software especializado para profesionales del envase, como el IMPEE
Estiba MAX.
Organismo que ha publicado a la fecha 14 Publicaciones sobre el tema de Envase y
Embalaje, con autores mexicanos, y dos publicaciones de libros del IOPP traducidos
al español por el IMPEE, consolidándose como el organismo con mayor actividad
editorial de América Latina.
Coordinador de Conferencias Técnicas en diversos eventos como Exposiciones.
El IMPEE ha participado en la capacitación de aproximadamente un 80% de los
profesionales que se desempeñar en el área de envase y embalajes en México.
Creadores y editorialistas de la revista Envase y Embalaje, Revista de Divulgación
Tecnológica.
1.1.7 Servicios del IMPEE.
Programas de educación continua. (Cursos, talleres, certificación, diplomados.)
Publicaciones de libros técnicos y artículos de divulgación tecnológica.
Asesoría a problemáticas y nuevos desarrollos relacionados con el envase y embalaje.
Pruebas de laboratorio para verificación y caracterización de materiales de envase y
embalaje.
Venta de Equipo para pruebas de laboratorio

4
Pruebas de laboratorio que ofrece el IMPEE.
Las pruebas de laboratorio que se realizan en el IMPEE, son aplicadas a diferentes materiales
como son para envases plásticos, cintas adhesivas, cajas de cartón, entre otros. En la tabla 1,
se pueden observar estas.
Tabla 1. Pruebas de laboratorio (IMPEE, 2015).
Pruebas de laboratorio que oferta el IMPEE.
Rigidez en papeles y cartulinas Absorción a la humedad por goteo
Coeficiente de fricción Dirección de hilo en etiquetas
Fuerza de deslaminación Absorción de humedad por COBB
Fuerza de adherencia Gramaje
Compresión de plegadizas Transmitancia
Fuerza de sello en envases Rizado CURLING
Fuerza de sello en perpendiculares Comparación de color PANTONE
Fuerza de sello axial Fuerza de torque
Elongación en Películas Porcentaje de humedad
Tensión Encogimiento de películas
Rasgado Coeficiente de fricción en envases
Compresión de envases Compresión de cajas BCT
Fuerza de doblez en score Cámara de presión y vacío
Resistencia ECT Resistencia MULLEN
Resistencia a la punción Abrasión por frotamiento
Rigidez Esfuerzos residuales (polariscopio)
Dimensiones
Resistencia al impacto por caída de
dardo
Capacidad al derrame Cámara de vacío

5
1.2 Planteamiento del Problema.
El instituto Mexicano de Profesionales en Envase y Embalaje, S.C., es un organismo líder a
nivel nacional que actualmente está incursionando en Centroamérica y otras partes del
mundo, con más de 20 años de experiencia que lo respaldan. Es un organismo que se ha
consolidado como líder en la educación, publicación y desarrollos tecnológicos.
De los equipos que ofrece el IMPEE la mayoría son diseñados por dicha empresa. Ya que en
actualidad se tienen como objetivo incursionar y posicionarse a otros mercados, es de gran
importancia para el IMPEE, validar sus equipos estadísticamente. Se desea en particular
validar el equipo MUL-TC el cual mide el parámetro MULLEN también conocido como
Resistencia a la Explosión. Se pretende observar la variación que existe entre este equipo y
otro que fue adquirido PN-BSM600, (este es fabricado por la empresa PNSHAR) con el fin
de validar si el equipo diseñado por el IMPEE a pesar de tener una geometría diferente es
confiable.
1.3 Objetivos de la Investigación.
1.3.1 Objetivo General.
Validar el equipo de laboratorio usando modelos estadísticos con el fin de demostrar a los
clientes del IMPEE que el equipo MUL-TC es capaz de hacer mediciones de Mullen
similares a un equipo convencional.
1.3.2 Objetivos Específicos.
Delimitar objeto de estudio, determinar los factores de estudio.
Diseñar y llevar a cabo el modelo de diseño de experimentos, donde se hará la
comparación de ambos equipos.
Determinar la variación del equipo MUL-TC y del equipo PN-BSM600.
Hacer un modelo matemático que relaciones a ambos equipos (si existe relación
alguna).

6
1.4 Preguntas de Investigación
¿Qué factores son relevantes para el estudio?
¿Cuál es el tamaño de muestra apropiada para obtener la información?
¿Cuál es la variación de ambos equipos con respecto a la muestra seleccionada?
¿Existe relación entre las mediciones de Mullen que se hacen en el equipo
convencional bajo estudio y el diseñado por el IMPEE?
¿El equipo diseñado por el IMPEE a pesar de su geometría diferente, y unidades
diferentes es capaz de hacer mediciones acordes a un equipo convencional?
¿Los equipos diseñados por el IMPEE son iguales o mejores que los equipos
convencionales?
De no ser validado el equipo ¿Qué sugerencias habría que hacerse?
1.5 Justificación de la Investigación.
En la actualidad cuando se busca que el embalaje cumpla con la función principal, que el
producto que contiene llegue en buenas condiciones a su destino, es necesario que tanto en
el material como en la estructura completa se realicen determinadas pruebas en equipos
especiales de laboratorio de envases y embalajes. Asimismo, para poder hacer un buen
estudio, también es necesario conocer las características de los envases y productos que
contendrá el embalaje, como son sus dimensiones, número de piezas, acomodo, etc.
Uno de los embalajes más usados en la industria son las cajas de cartón, ya que son ligeros,
los hay de muchos tipos y tamaños. Dentro de los materiales para cajas de cartón que más
destacan son las de corrugado, esto es por su bajo costo y eficiencia, además de que pueden
lograrse buenas impresiones sobre sus caras, dando la posibilidad de desempeñar no sólo
funciones de embalaje sino también de exhibición.
Las mediciones más relevantes para determinar la resistencia de la lámina de cartón son: el
Peso Base, la cual es indirecta, la Prueba de Resistencia al Aplastamiento en los Cantos (ECT

7
por sus siglas en inglés) y la Prueba de Estallido o Reventamiento (Mullen), que describen la
resistencia de los materiales (cartón combinado) usados en las cajas de cartón.
Los resultados de la medición MULLEN se expresa en las unidades Kilogramos por
centímetro cuadrado (kgf/cm2) O en Libras por pulgada cuadrada (psi). Está prueba mide la
fuerza requerida para que un diafragma de hule cargado hidráulicamente rompa las uniones
entre fibras en los componentes del liner utilizados para el cartón corrugado.
El resultado de la prueba Mullen, aunque es una medida directa de la resistencia del cartón
combinado, también es una medida indirecta del poder de contención y de la capacidad de la
caja para resistir fuerzas internas y externas concentradas (Solera, 2011).
En conclusión se pude decir que los equipos diseñados para realizar la prueba de MULLEN
son de gran utilidad ya que en conjunto con la prueba ECT se puede obtener información
valiosa acerca de la resistencia a la compresión de una caja de cartón. Como se hizo mención
antes, el equipo diseñado por el IMPEE, no es como los equipos convencionales (geometría
diferente), sin embargo, se cree que sigue el mismo principio, donde en lugar de hacer estallar
una área del material por medio de un diagrama de caucho, un punzón metálico es el que se
hace desplazarse hacia abajo por medio de una manivela hasta perforar el material.
Prueba Mullen
Una prueba desarrollada en
1887 que comprueba la
resistencia a la perforación, el
estado del cartón corrugado.
Figura 1. Prueba MULLEN (Ríos Corrugadora S.A. de C.V. Recuperado
de http://www.cartoncorrugado.com.mx/herramientas.html )

8
Por lo tanto, este proyecto de investigación es de utilidad ya que beneficiará directamente al
INSTITUTO MEXICANO DE ENVASE Y EMBALAJE S. C, lo cual se logrará a través de
la experimentación, y uso adecuado de la estadística, consecuentemente, se espera
incrementar las ventas tanto de los equipos MUL-TC como pruebas de laboratorio de este.
Además, los profesionistas y empresarios que compren el equipo también serán beneficiados,
ya que los aditamentos para realizar la prueba de mullen están montados sobre una base
diseñada por dicha empresa a la que le llaman “universal” y en esta se pueden montar otros
aditamentos para otro tipo de pruebas como es el de resistencia ECT, rigidez, fuerza de
deslaminación, fuerza de adherencia, elongación en películas, tensión, rasgado, compresión
de envases y plegadizas, fuerza de sello en envases, fuerza de sello perpendicular y axial; lo
que resultará atractivo para los clientes que ya han comprado la base universal o desean
hacerlo para alguna otra prueba.
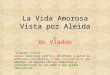
Figura 2. Fotografía de Equipos MULLEN a comparar, a la izquierda el equipo PN-BSM600 y a la
derecha el equipo MUL-TC (IMPEE, 2015).

9
1.6 Limitaciones y Alcances.
1.6.1 Limitaciones de la Investigación.
El material al ser estibado (cartón corrugado) aunque sea comprado de fábrica
ya viene dañado.
Las condiciones ambientales no es posible controlarlas, la principal es la
humedad del medio ambiente.
Ya que no se cuenta con los recursos no sé podrá aplicar un modelo completo
para la experimentación, se tendrá que buscar un modelo que se adapte a las
condiciones y materiales con los que se cuenta.
1.6.2 Alcances de la Investigación.
Esta investigación se centrará en la validación del equipo MUL-TC por medio de
herramientas estadísticas. La investigación inicia en el análisis de variables relevantes para
la medición de MULLEN así como la planeación de diseño experimental a seguir, continua
con el análisis comparativo de ambos equipos MUL-TC y PN-BSM600 y finalizará si
existiese relación entre ambos equipos, con un modelo que lo describa. Como en toda
investigación también se harán las conclusiones pertinentes de los resultados obtenidos.

10
Capítulo II. Marco Teórico.
En este capítulo se muestra la revisión literaria que se realizó para llevar a cabo esta
investigación, el contenido se ilustra en la figura 3. En el esquema general se representa con
las flechas la relación que conllevan en éste, se agregaron palabras que engloban los temas
descritos en el marco teórico los cuales están en los recuadros de líneas punteadas. Al inicio
del capítulo se describen los temas alusivos al embalaje y al cartón corrugado, al final se
muestran las normas referentes al equipo Mullen, así como una revisión sistemática de
artículos hecha con palabras clave en la base de datos Web of Science.
Figura 3. Esquema general del marco teórico (elaboración propia, 2016).

11
2.1 El embalaje y su función.
El objetivo principal al desarrollar un embalaje es el preservar la integridad del producto,
desde el punto de fabricación hasta el cliente. El embalaje brinda cierto grado de protección
de los productos que contiene. En la actualidad el costo del embalaje es parte del costo total
del producto, por lo cual es de valor tanto para el cliente como para la empresa la
minimización del costo del embalaje con la calidad necesaria para que el producto llegue en
las condiciones deseadas a su destino. (McKinlay, 2004).
Al diseñar el embalaje, se debe tener en mente los objetivos de este, como es el producto
que contiene, el cliente final, el sistema de distribución, la facilidad de fabricación y otros
datos específicos necesarios para determinar el embalaje ideal. Sin embargo, la mayoría de
los embalajes para transporte deberán dirigirse y tener en cuenta los siguientes objetivos
(Rauch, 1990).
Facilidad de Manejo y Almacenaje: Todas las partes del sistema de distribución deberán
de ser capaces de mover y almacenar el producto embalado económicamente (Rauch, 1990).
Eficiencia de Embarque: El embalaje y la unitarización (agrupar piezas de carga en
unidades de mayor volumen tales como palets o contenedores para facilitar su manejo)
deberán asegurar la utilización completa de los vehículos de transporte y acatar las reglas y
regulaciones de transporte (Rauch, 1990).
La norma oficial mexicana NOM – 012 – SCT – 2- 2014 es acerca del peso y dimensiones
máximas con los que pueden circular los vehículos de autotransporte que transitan en las
vías generales de comunicación de jurisdicción federal
La NOM-002/1-SCT-2009 lista las substancias y materiales peligrosos más usualmente
transportados, así como sus instrucciones y uso de envases y embalajes, recipientes
intermedios para graneles (RIG S), grandes envases y embalajes.

12
La norma que determina las dimensiones y características de los palletes, así como de las
cajas master (caja o empaque de envío que contiene una o más unidades iguales de producto)
es la ISO 3394.
Eficiencia de Fabricación: El embalaje y la unitarización de mercancías deben utilizar mano
de obra y las instalaciones eficientemente. Además, se deben realizar las pruebas necesarias
para evaluar que cumple con las especificaciones determinadas por el diseñador (Rauch,
1990).
Facilidad de Identificación: En el embalaje se debe de identificar su contenido e informar
acerca de las características de este y de los requerimientos de manejo. Generalmente
proporciona la información de embarque y puede incluir gráficas promocionales para
artículos colocados para venta a los consumidores en el embalaje de transporte (Rauch,
1990).
La norma ISO 780 estandariza símbolos e indicaciones gráficas para dar instrucciones de la
manipulación de los productos embalados y la norma ISO 7000 determina como debe ser el
rotulado y marcado de un empaque para ayudar a identificar los productos, su manejo y
ubicación.
Necesidades del Cliente: Debe ser fácil de abrir, dispensar y disponer, así como satisfacer
cualquier de los requerimientos especiales de manejo o almacenamiento que pueda tener el
cliente (Rauch, 1990).
Responsabilidad Ambiental: “Además de satisfacer los requerimientos reglamentarios, el
diseño del embalaje y la unitarización debe minimizar la basura sólida” tomar en cuenta los
materiales que cumplan los otros objetivos y que sean los menos dañinos para el medio
ambiente. Los materiales de difícil reciclaje (plastificados, encerados, etc.) sólo deberán
emplearse cuando no exista otra posibilidad menos impactante (Rauch, 1990).

13
2.1.1 Peligros en el entorno de distribución.
A pesar de que los productos estén embalados existen muchas causas de daños de los
productos. Los más destacados son, el manejo rudo, choque y vibración, compresión estática,
compresión dinámica, presión dinámica concentrada, variaciones extremas de altitud, alta
humedad, temperaturas extremas (McKinlay, 2004).
Para resolver estos problemas de la manera más eficaz, se debe seleccionar la mejor
propuesta. Esto significa considerar el total del sistema, todo lo que esté involucrado para
que los productos lleguen seguros y de una forma económica desde el área de producción
hasta el consumidor.
El embalaje para el transporte es sólo una parte de la ecuación del sistema total. Se necesita
saber del producto, del ambiente de distribución, así como de sus clientes. El daño a los
productos y al embalaje también es parte del costo del sistema total.
2.2 Cartón Corrugado.
El cartón corrugado es el material más comúnmente utilizado para la fabricación de
embalajes, dadas sus características mecánicas y de resistencia a la carga. La estructura básica
del cartón corrugado consiste en tres papeles, dos actuando como caras y otro más elaborado
con un papel ondulado conocido como flauta. Se tienen varias estructuras de cartón
corrugado, desde aquella que sólo cuenta con un liner /cara y la flauta, hasta estructuras con
2 o 3 flautas con 3 o 4 liners, estas estructuras aportarán características mecánicas diferentes
a los embalajes elaborados (Rodríguez, 2011).
El liner es la laminación plana y el médium es el papel corrugado (la flauta), dependiendo de
cuantos médium y liner conformen el cartón, además de las características de ellos,
determinarán el tipo de corrugado, y tendrán diferentes funciones (Rodríguez, 2011).

14
1. Corrugado de una cara (véase figura 4). Se compone de un liner y un médium, es
altamente flexible y funciona muy bien como amortiguador. No es recomendado para
la construcción de cajas ya que la misma flexibilidad del material no permite una
buena estructuración (Rodríguez, 2011).
2. Corrugado sencillo o de 2 caras (véase figura 5), Es un multilaminado de 2 lainer y
un médium, tiene una estructura rígida y es ideal para construcción de cajas, ya que
sus paneles forman paredes de alta resistencia (Rodríguez, 2011).
3. Corrugado Doble (véase figura 6), es una estructura muy rígida conformada por 3
liners, y 2 médiums, de alta resistencia a la compresión, así como un buen sistema de
absorción de golpes y caídas por su amortiguación (Rodríguez, 2011).
Figura 5. Corrugado de dos cara (Transport Informatio Service, German
Insurance Association).
Figura 4. Corrugado de una cara (Transport Information Service, German
Insurance Association.)

15
4. Triple corrugado (véase figura 7), compuesto por 4 liners y tres médiums, lo que lo
hace el más resistente a todo, y es la estructura más rígida (Rodríguez, 2011).
El médium puede variar de dimensiones entre cresta y valle, lo que se denomina como tipo
de flauta, esta variación dará por resultado mayor o menor resistencia, aunado el tipo de
corrugado (una cara, sencillo, doble o triple.) (Verpackungen, 2004).
Flauta tipo A: Tiene una dimensión de 5mm, se utiliza para cajas que requieran un excesivo
amortiguamiento (Verpackungen, 2004).
Flauta tipo B: Tiene una dimensión de 3mm, se utiliza principalmente para cajas de carga
(Verpackungen, 2004).
Flauta tipo C: Tiene una dimensión de 4mm, se utiliza para cajas de carga, en México es la
más común, y la diferencia con la tipo B radica en tener mayor capacidad de resistencia de
la estiba, además de existir una pequeña diferencia en costo (Verpackungen, 2004).
Figura 6. Corrugado doble (Transport Informatio Service, German Insurance
Association).
Figura 7. Corrugado triple (Transport Informatio Service, German Insurance
Association).

16
Flauta tipo E: Conocida como micro-corrugado, tiene una dimensión de 1.6mm, este
material funciona como intermediario entre el cartón y el corrugado ya que por su rigidez
puede soportar pesos mayores de 1 kg, o volúmenes mayores dando un excelente
funcionamiento a la compresión, pero no es recomendable para estiba (Verpackungen, 2004).
Flauta tipo F: También es otro micro-corrugado de menor espesor, es muy recomendable
para cajas plegadizas de menor dimensión (Verpackungen, 2004).
En el mercado se pueden encontrar diferentes tipos de flautas, desde la k hasta la F, teniendo
la primera una estructura de 7mm, mientras que la F tiene un grosor de 1.2mm. El grosor es
uno de los puntos de caracterización del cartón resulta importante considerar el número de
flautas por unidad lineal. En la figura 8, se pueden observar las flautas más comunes en
cartón corrugado, que van de la A a la F (Verpackungen, 2004).
Figura 8. Tipos de flautas para cartones corrugados (BGR
Company).

17
2.2.1 Tipos y usos para envases y embalajes de cartón corrugado.
“Cajas Plegadizas: En un corrugado las cajas plegadizas son de flauta E o F, ya que
continúan el uso de plegadizas en cartón, con mayor capacidad y peso” (Oropeza & Sánchez,
2010).
“Charolas: las charolas son unificadoras de envases cuya estructura y material les permite
por si mismas resistir la estiba como en el caso de las lastas, su función radica en soportar el
peso de los productos a contener para pequeños transados, y por lo general se complementan
con película termo-encojible. La mayor parte de las charolas son de una sola pieza y no tienen
puntos de adhesivo logrando economizar el embalaje” (Oropeza & Sánchez, 2010).
“Cajas de Estiba: Este es el uso más frecuente para el corrugado, como unificador y unidad
mínima de carga; cuya función es la de soportar la estiba, proteger durante el almacenamiento
y distribuir el producto, siendo una unidad de ventas al mayoreo” (Oropeza & Sánchez,
2010).
-El desarrollo de cajas de estiba debe ser tan resistente como lo requiera el producto, el
manejo y el tiempo de utilización. Se deberá conocer puntualmente la logística, para tener
cajas de utilización que resistan lo que sea necesario, ni más, ni menos (Oropeza & Sánchez,
2010).
Las cajas de estiba son desarrolladas en cartón corrugado sencillo, doble, o triple en flautas
“A”, “B” y “C”. Los puntos de mayor resistencia son las aristas, en donde los dobleces del
material proporcionan rigidez a la estructura, estos se pueden reforzar para brindar un mejor
soporte (Rodríguez, 2011)

18
2.3 Capacidad de Instrumentos y sistemas de medición, estudio R
& R
“Para que un analista pueda tomar las decisiones correctas en necesario que los instrumentos
de medición que emplea tengan la capacidad para medir los productos con precisión y
exactitud. En cualquier problema de control estadístico del proceso que implique mediciones
es necesarios asegurar una capacidad adecuada del sistema de instrumentos de medición e
inspección. Parte de la variabilidad observada se deberá a la variabilidad en el producto y
otra parte al error de medición o variabilidad de los instrumentos.
σ2total = σ2
producto + σ2instrumento
Se puede usar cartas de control y otros métodos estadísticos para separar los componentes
de la varianza total, así como para determinar la capacidad de los instrumentos de medición.
La carta R muestra directamente la magnitud del error de medición, o capacidad del
instrumento. Los valores R representan la diferencia entre las mediciones hechas en la misma
unidad usando el mismo instrumento.
En los estudios de capacidad de instrumentos es posible diseñarlos para investigar y evaluar
dos componentes del error de medición, conocidos como repetibilidad y reproductibilidad
del instrumento.
La reproductibilidad es la variabilidad que se debe a factores como son: diferentes
operadores, periodos de tiempo, medios ambientes, es decir diferentes condiciones. Por otra
parte, la repetibilidad es una indicación de la exactitud inherente básica del instrumento. En
otras palabras” (Montgomery, 2013).

19
σ2error de medición = σ2
instrumento = σ2repetibilidad + σ2
reproductibilidad
Cabe recalcar que lo que se evalúa del instrumento es la precisión no su exactitud, ya que la
exactitud es la habilidad para medir el verdadero valor correctamente en promedio, en
cambio, la precisión es una medida de la variabilidad inherente en la mediciones. Para poder
evaluar la exactitud de un instrumento o sistema de medición se recomienda usar un estándar,
del que se conoce el verdadero valor de la característica medida. Muchas veces la exactitud
de un instrumento puede modificarse haciendo ajustes en el dispositivo o mediante el uso de
una curva de calibración construida apropiadamente.
2.4 Diseños de Experimentos y sus características.
“Un experimento es una clase de experiencia científica en la cual se provoca deliberadamente
algún cambio y se observa e interpreta su resultado con alguna finalidad cognoscitiva. En el
experimento, el objeto de observación se ve rodeado por un medio artificial en mayor o menor
medida, por un medio que en algunos aspectos se encuentren bajo control.
El control del experimentador se ejerce tanto sobre los estímulos que deben provocar la
reacción del objeto cuanto sobre el objeto mismo. Los estímulos pueden aplicarse
directamente (como cuando se someten organismos a descargas eléctricas), o indirectamente
(un ejemplo es cuando se altera la humedad del ambiente). En el caso del control de los
Figura 9. Exactitud y Precisión (Productividad y Calidad, Mejora Continua. Recuperado de
https://todoingenieriaindustrial.wordpress.com/metrologia-y-normalizacion/2-7-tipos-de-errores/)

20
estímulos puede consistir simplemente en restringirlos, medirlos, o en una variación de la
intensidad” (Bunge, 1992).
El diseño de experimentos es la forma más eficaz de obtener los datos para proporcionar
evidencias objetivas que nos permite responder a las interrogantes planteadas.
En general, cuando se quiere mejorar un proceso existen 2 maneras básicas de obtener la
información: una de ellas es con base a la observación o monitoreo usando herramientas
estadísticas, hasta obtener señales que sean de utilidad que permitan mejorarlo (muchos
autores expresen que esta es una estrategia pasiva). En cambio con la experimentación, se
realizan cambios estratégicos deliberados al proceso para provocar señales que sean de
utilidad (Gutiérrez & de la Vara, 2012).
Un estudio experimental exitoso es aquel que fue realizado por etapas diferentes llevando a
cabo diferentes actividades. La etapa más importante y a la que se debe dedicar más tiempo
es la planeación. En esta etapa es necesario hacer investigaciones preliminares para poder
comprender y delimitar el objeto de estudio (Gutiérrez & de la Vara, 2012).
Una vez delimitado el problema es necesario, elegir la o las variables de respuesta, las
mediciones que se tengan sobre esta variable (s) sean confiables, es decir, garantizar que los
instrumentos y métodos de medición son capaces de repetir y reproducir una medición, que
tienen la precisión (error) y exactitud (calibración) necesaria, ya que si los sistemas de
medición son deficientes, las decisiones que se tomen con base a ellos pueden ser
inadecuadas (Gutiérrez & de la Vara, 2012).
Después se procederá a determinar cuáles factores deben estudiarse de acuerdo a la influencia
que tienen sobre la variable dependiente. Además de seleccionar los niveles de cada factor.
El término factor es utilizado en sentido general para denotar cualquier característica del
experimento, como la temperatura, el tiempo o la presión, que puede variarse de ensayo a
ensayo. Se definen los niveles de un factor como los valores reales empleados en el
experimento (Walpole, Myers, Myers & Ye 2012).

21
Asimismo, determinar el diseño experimental adecuado y las repeticiones de acuerdo a lo
que ya se ha establecido y otros factores como son el tiempo, el costo y la precisión deseada.
Al terminar la fase anterior se debe organizar y planear con detalle el trabajo experimental
(forma operativa como se llevarán a cabo las actividades, las personas a intervenir, etc), y
realizar el experimento al pie de la letra (Gutiérrez & de la Vara, 2012).
Una vez que concluyó la experimentación se procederá a realizar el análisis, y en esta etapa
es necesario recurrir a la estadística inferencial ya que los resultados experimentales son
observaciones muéstrales. Por último, se contrastan los supuestos iniciales con los resultados
del experimento y determinar cuál es el mejor tratamiento (Gutiérrez & de la Vara, 2012).
2.5 Experimentación Factorial.
Es muy común que intervengan dos o más factores de interés ya sea en un desarrollo
tecnológico, en la explicación de algún fenómeno así como en un proceso de manufactura o
un producto. Si existe la necesidad de estudiar experimentalmente los efectos que tienen tales
factores sobre una o varias variables de respuesta es necesario diseñar estrategias eficientes
para el estudio de dos o más factores mediante los llamados diseños factoriales. Sin embargo,
es frecuente encontrar que por falta de conocimiento o por un pensamiento más conservador
el experimentador se siente más seguro con la estrategia OFAT (one factor at a time) (Castaño
& Domínguez, 2010).
Wu y Hamada (2000) comentan lo siguiente: “Un enfoque comúnmente usado en
investigaciones científicas o ingenieriles es: i. Identificar el factor más importante, ii.
Investigar este factor por si mismo, ignorando otros factores, iii. Hacer recomendaciones
sobre cambios (o no) de este factor, y iv. Moverse hacia el siguiente factor más importante y
repetir pasos ii. Y iii. Las interacciones finalizan cuando una solución satisfactoria es
encontrada. En la situación más afortunada, puede terminar después de estudiar sólo un factor
o puede estudiar varios factores al mismo tiempo”.
En comparación con un diseño factorial el OFAT tiene las siguientes desventajas:

22
1. Requiere más corridas (pruebas experimentales) para la misma precisión en la
estimación de los efectos.
2. No puede estimar interacciones.
3. Las conclusiones de su análisis no son generales.
4. Puede perder condiciones óptimas de factores.
Un arreglo factorial es aquel que consiste de un conjunto de tratamientos construidos al
combinar los niveles de 2 o más factores (Miliken & Johnson, 2009). Es decir, “los diseños
factoriales responden a una estructura de tratamientos producto de todas las combinaciones
de los niveles de los factores de interés” (Castaño & Domínguez, 2010).
Si dos factores A y B se investigan en a y b niveles respectivamente, y si existen ab
condiciones experimentales (tratamientos) correspondientes a todas las posibles
combinaciones de los niveles de los dos factores, el experimento resultante es conocido como
experimento factorial completo a x b. Entonces se dice que es “completo” cuando comprende
condiciones experimentales correspondientes a todas las posibles combinaciones de los
niveles de los dos factores (Miller, Freund, & Johnson 2010).
En cada uno de los casos, es importante no sólo determinar si los dos factores tienen una
influencia sobre la respuesta, sino también si hay una interacción significativa entre los dos
factores. (Walpole et al., 2012).
“Para obtener una estimación del error experimental en un experimento con dos factores es
necesario repetir el conjunto completo de las ab condiciones experimentales, un total de r
veces, con un orden aleatorio de aplicación de las condiciones en cada repetición. Si yijk es la
observación de la k-ésima repetición, tomada en el i-ésimo nivel del factor A y en el j-ésimo
nivel del factor B, una de las formas de escribir el modelo es el siguiente.
𝑦𝑖𝑗𝑘 = 𝜇 + 𝛼𝑖 + 𝛽𝑗 + (𝛼𝛽)𝑖𝑗 + 𝜌𝑘 + 𝜖𝑖𝑗𝑘

23
Para 𝑖 = 1,2, … , 𝑎, 𝑗 = 1,2, … , 𝑏, y 𝑘 = 1,2, … , 𝑟. Donde μ es la gran media, 𝛼𝑖 es el efecto
del i- ésimo nivel del factor A. 𝛽𝑗 es el efecto del j-ésimo nivel del factor B, (𝛼𝛽)𝑖𝑗 es la
interacción del factor A y B, y 𝜌𝑘 es el efecto de la k-ésima repetición. Se hace la suposición
que los 𝜖𝑖𝑗𝑘 son los valores de las variables aleatorias independientes que tienen
distribuciones normales con medias cero y la varianza común 𝜎2 ” (Miller et al., 2010).
Los errores experimentales y de interacción son separados en el experimento de dos factores
sólo si se toman muchas observaciones para las diferentes combinaciones de tratamientos.
Para facilitar los cálculos involucrados, debe haber el mismo número r, de observaciones
para cada combinación. Estas deben ser réplicas verdaderas, no sólo mediciones repetidas
(Walpole et al., 2012).
2.6 Aleatorización.
“Experimentar tiene como finalidad entender causas de por qué un fenómeno varía. La
aleatorización es la base para establecer si las variaciones observadas se deben al error
experimental o a efectos debidos potencialmente a factores de control en un sistema
experimental. Si no hay aleatorización en un experimento, se corre el riesgo de que las
interpretaciones de las variaciones no sean correctas.” (Castaño & Domínguez, 2010).
El uso de la aleatorización es muy importante ya que “previene la introducción de sesgos
sistemáticos en el experimento”. Si el investigador no usa la aleatorización, entonces “no
puede decir si la diferencia observada se debe a diferencias entre los tratamientos o al método
sistemático empleado para asignar los tratamientos de las unidades experimentales” (Miliken
& Johnson, 2009).
Ya que “el objetivo de un experimento es comparar la respuesta observada en las unidades
experimentales de los tratamientos, se puede concluir que, entre más parecidas sean las
unidades experimentales mejores serán las comparaciones entre los tratamientos” (Miliken
& Johnson, 2009).

24
La aleatorización, “consiste en hacer las corridas experimentales en orden aleatorio (al azar)
y con material también seleccionado aleatoriamente, al cumplir este supuesto aumenta la
probabilidad de que el supuesto de independencia de los errores se cumpla. También, es una
manera de asegurar que las pequeñas diferencias provocadas por materiales, equipos y todos
los factores no controlados, se repartan de manera homogénea en todos los tratamientos.”
(Gutiérrez & de la Vara, 2012).
De acuerdo a Díaz (2009) “La aleatorización destruye la correlación cualquiera que esta sea
y produce errores independientes”. Es decir, la aleatorización ayuda a que la correlación entre
los tratamientos sea mínima, sin embargo el autor Ostle asegura que aún existirá aunque sea
mínimo, un poco de correlación, nunca podrá eliminarse en su totalidad. El supuesto es un
ideal y jamás será posible logarse (Ostle, 1988).
Sin embargo explica que “la aleatorización nos asegura que el efecto de la correlación sobre
cualquier comparación entre tratamientos será mínima, aún quedará algo de correlación, pero
ninguna cantidad de aleatorización podrá eliminarse totalmente, es un ideal, y nunca podrá
lograrse”.
2.7 Bloqueo.
“La aleatorización no puede garantizar la validez experimental, si el ruido ambiental tiene
potencialmente efectos importantes en el sistema experimental, por lo que hay acotar efectos
nocivos del ruido, formando grupos de unidades experimentales (UE), ya formados los
grupos aplicar los tratamientos de manera aleatoria dentro de cada grupo”, esta es una manera
de hacer aleatorización pero con restricciones (Castaño & Domínguez, 2010).
Se deben hacer dos suposiciones para el bloqueo, la primera se refiere a que “no es de interés
los efectos por sí mismos de los bloques”, y el otro es que, “las diferencias potenciales entre
los tratamientos serán consistentes de grupo a grupo (salvo la variación aleatoria)” (Castaño
& Domínguez, 2010).

25
2.8 Repetición.
“Si el mismo tratamiento se aplica a r UE en un experimento, se dice que el tratamiento está
repetido r veces.” Se tiene el concepto de repetición un tanto confundido ya que se cree que
las repeticiones son mediciones realizadas sobre la misma Unidad Experimental, por
ejemplo, si la UE es un aguacate y se quiere medir una característica de este, hacer tres
mediciones de la misma muestra que se obtuvo (es decir 3 submuestras), no es la repetición
del tratamiento. Esta actividad puede ayudar para estimar errores de los equipos de medición
(se está evaluando la repetibilidad, el tema 2.3 descrito en esta sección como capacidad de
instrumentos y sistemas de medición, estudio R & R) pero “no contribuye a disminuir el error
experimental” (Díaz, 2009).
De acuerdo a Gutiérrez & De la Vara (2012), la repetición es “volver a realizar el tratamiento,
pero no inmediatamente después de haber corrido el mismo tratamiento, sino cuando
corresponda de acuerdo a la aleatorización.” Es recomendable hacerlas porque así es más
sencillo “distinguir qué parte de la variabilidad total de los datos se debe al error aleatorio y
cuál a los factores”, y cuando no se realizan repeticiones no es posible estimar el error
aleatorio (Gutiérrez & De la Vara 2012).
El concepto de réplica se refiere a aplicar varias veces un mismo tratamiento a diferentes
unidades experimentales, en el experimento completo (en cada corrida). Mientras que “las
repeticiones se aplican a un tratamiento en particular” (Díaz, 2009).
2.9 Regresión Lineal Simple.
Para hacer un análisis de regresión lineal, se hace la suposición de que se tiene una única
variable de respuesta cuantitativa “Y” y una única variable cuantitativa predictora “x”. Para
el estudio de la relación entre esas variables se evalúa las distribuciones condicionales de Y
dado X = x para ver si varían cuando varía x. Es posible examinar una determinada

26
característica de esas distribuciones para ver como varía con x. La característica que más se
emplea es la media condicional (Evans & Rosenthal, 2005).
El modelo de regresión lineal simple se representa de la siguiente manera:
𝐸(𝑌|𝑋 = 𝑥) = 𝛽1 + 𝛽2𝑥 + ε ; 𝛽1 , 𝛽2 𝜖 𝑅
Donde 𝛽1 representa la ordenada al origen, 𝛽2 a la pendiente, (conocidos como coeficientes
de regresión), y ε el componente del error aleatorio, para este se hace la suposición de que
tiene media igual a cero y varianza desconocida 𝜎2. Adicionalmente, se asume que los errores
no están correlacionados. Esto quiere decir que el valor de un error no depende del valor de
cualquier otro error (Montgomery, Peck & Vining, 2012).
2.10 Regresión lineal múltiple.
Se hace uso de la regresión lineal múltiple, cuando se desea analizar la variación que existe
entre la variable de respuesta Y con más de una variable explicativa X1 , X2 ,…, Xk. Al
introducir más información al modelo, las estimaciones que se hagan serán más precisas.
Para determinar cuáles variables explicativas son influyentes en la variable dependiente Y, es
importante hacer un estudio previo (Rojo, 2007).

27
“Los coeficientes son elegidos de forma que la suma de cuadrados entre los valores
observados y los pronosticados sea mínima, es decir, que se va a minimizar la varianza
residual.” La ecuación que se forma “recibe el nombre de hiperplano”, ya que al tener más
de una variable explicativa ya no se forma una recta de regresión sino un plano. Por ejemplo,
cuando se tienen 4 variables explicativas se obtiene un espacio de 4 dimensiones (Rojo,
2007).
“Para realizar un análisis de regresión lineal múltiple, es requisito que el número de
observaciones sea mayor o igual que el número de parámetros a estimar. Es decir, los grados
de libertad del modelo deben ser igual o mayores a cero”. Se puede representar mediante la
siguiente formula(del Barrio, Clar & Suriñach, 2002).
𝑛 − 𝑘 ≥ 0
Donde n representa al número de observaciones y k el número de parámetros. Por lo cual es
preferible tener “un número relativamente elevado de observaciones, con el fin de poder
disponer de los grados de libertad suficientes para garantizar la fiabilidad de los resultados
obtenidos en los procesos de estimación y de contraste estadísticos” (del Barrio et al., 2002).
Figura 10. Hiperplano con 3 variables explicativas (Rojo,
2007).

28
La relación que hay entre la variable dependiente y las explicativas es unidireccional y no de
forma contraria, además esa relación es determinista, donde no toma en cuenta los factores
de perturbación, por lo cual, se agrega al modelo un término que representa al error aleatorio
o error del modelo, donde se supone que los 휀𝑖 son variables aleatorias no correlacionadas
(del Barrio et al., 2002).
a) “Linealidad: El modelo es estocástico, por lo cual la relación de dependencia entre la
variable dependiente y las variables explicativas es lineal” (del Barrio et al., 2002).
b) “Homocedasticidad: Todas las perturbaciones tienen la misma varianza.
c) Independencia: Las perturbaciones aleatorias son independientes entre sí.
d) La distribución de la perturbación aleatoria tiene distribución normal.
e) Las variables explicativas Xi se obtienen sin errores de medida” (Rojo, 2007).
2.11 Coeficiente de determinación del modelo o R2.
“El coeficiente de determinación indica la cantidad de variabilidad explicada por el modelo.
Cuanto mayor sea este coeficiente más predecible es la variable respuesta en función de la
variable o variables explicativas” (Cayuela, 2010).
“El coeficiente de determinación lineal (R2) y el número de datos suelen variar de forma
inversa, si se considerar un número pequeño de observaciones, puede ocurrir que R2 alcance
un valor próximo a la unidad, sin que exista una relación entre dos variables” (Martinez,
2005).
“Al considerar una muestra de pocas observaciones y emplear únicamente R2 para medir el
grado de ajuste, puede conducir a graves errores al aceptar la dependencia lineal entre las
variables independientes y la variable dependiente (Y)” (Martinez, 2005).

29
“Otra magnitud que influye en el valor de R2 es el número de variables explicativas
consideradas en el modelo, a un mayor número de variables regresoras, el valor de R2
aumenta. En pocas palabras, se debe tener en cuenta los grados de libertad del modelo, el
cual está determinado por la diferencia entre el número de observaciones y el número de
coeficientes de la ecuación. Existen varias soluciones para los problemas que se pueden
presentar en el valor de R2. Una de ellas es emplear un coeficiente de determinación corregido
o ajustado por 𝑅2 ”(Martinez, 2005).
“La relación que presenta R2 y 𝑅2 . donde k es el número de parámetros en el modelo,
incluyendo el termino independiente. Observamos que para k > 1, 𝑅2 < R2 , lo cual implica
que a medida que el número de variables exógenas aumenta, 𝑅2ajustado aumenta menos que
R2” (Martinez, 2005).
Martinez (2005) R2corregido o conocido también como R2
ajustado “tiene la propiedad de ser
neutral al introducir variables adicionales. Otra posible solución es emplear el coeficeinte
modificado que define Goldberger”. En pocas palabras, “R2ajustado corrige el R2 por el
número de parámetros (variables explicativas) del modelo ya que, en general, cuantas más
variables explicativas está en incluidas en el modelo, mayor es el R2, independientemente de
que dichas variables sean o no relevantes para el modelo” (Cayuela, 2010).
2.12 Medidas de Desempeño de Modelos de Pronósticos.
Los residuos permiten saber que tanto se ajusta el modelo para pronosticar a los datos
históricos. Las medidas de error o de desempeño son utilizadas para evaluar la utilidad de los
modelos de pronósticos. Las más usadas con base a los errores son ME, MAPE, MAD y
MSD.

30
El error del pronóstico, es la diferencia entre el valor pronosticado y la demanda real para un
periodo determinado.
ei = di – fi para todo i = 1, 2, … , t
Donde:
ei es el error de pronóstico para el periodo i.
di es la demanda real para el periodo i.
fi es el pronóstico para el periodo i.
El Error Medio (ME), es el promedio de los residuos, indica la dirección media de error, es
decir indica el sesgo de un pronóstico. Lo ideal es que ME sea igual a cero, esto ocurre cuando
los errores positivos se compensan con los negativos (no hay sesgo). Si ME es negativo
expresa que el pronóstico está por encima de los valores reales, es decir el modelo está
sobreestimando. En el caso contrario, si ME es positivo quiere decir que el pronóstico está
por debajo de los datos reales. El ME no indica la magnitud del error (Krajewski & Ritzman,
2000).
La Desviación Media Absoluta (MAD), se obtiene al promediar los valores absolutos de los
errores. De acuerdo a Render, Stair & Hanna (2006) no indica la dirección del error, sólo la
magnitud. Es un estimador de la exactitud del modelo.
El Error Cuadrado Medio (MSE), se obtiene al promediar los residuos al cuadrado. De
acuerdo a Render et al. (2006) Se usa “para determinar la precisión de un modelo de
pronóstico”. Es sensible a los valores de gran tamaño, valores atípicos y a la gran variación.
El elevar al cuadrado los errores, se realiza la misma función de volver positivas las
diferencias como en el MAD, pero en el MSE se enfatiza más la dispersión de los errores.

31
El Error Medio Absoluto Porcentual (MAPE), “se calcula al promediar los valores absolutos
de las proporciones de los errores con respecto a la demanda del periodo correspondiente.
Permite estimar la exactitud observada de un pronóstico al igual que el MAD, pero no en las
unidades originales sino en términos de la desviación porcentual con respecto a la demanda”.
Para estos indicadores entre menor sea el valor obtenido representa un mejor ajuste del
modelo (Gutiérrez, 2016).
2.13 Análisis de Covarianza
“El análisis de covarianza es una técnica útil para mejorar la precisión de un experimento (x:
covariable o dicho de otra forma concomitante). Es decir, es un método de ajuste para los
efectos de una variable perturbadora no controlable” (Guisande et al., 2006).
Esto implica ajustar la variable de respuesta observada para el efecto de la covariable, si no
se hace dicho ajuste, la covariable podría inflar el cuadrado medio del error y hacer que sean
más difíciles de detectar las verdaderas diferencias en las respuestas debidas a los
tratamientos (Montgomery, 2004).
“Al hacer la suposición de que existe una relación lineal entre la respuesta y la covariable, el
modelo estadístico quedaría de la siguiente forma:
𝑦𝑖𝑗 = 𝜇 + 𝜏𝑖 + 𝛽(𝑥𝑖𝑗 − ��..) + 휀𝑖𝑗

32
Donde:
𝑦𝑖𝑗 : Es la observación j-ésima de la variable de respuesta tomada bajo el tratamiento o nivel
i-ésimo del único factor.
𝑥𝑖𝑗 ∶ Medición hecha de la covariable o variable concomitante correspondiente a la variable
de respuesta ( 𝑦𝑖𝑗 ).
��.. ∶ Es la media de los valores 𝑥𝑖𝑗 .
𝜇 : Media global.
𝜏𝑖 ∶ Es el efecto del tratamiento i-ésimo.
𝛽 ∶ Es el coeficiente de regresión lineal que indica la dependencia de 𝑦𝑖𝑗 de 𝑥𝑖𝑗 .
휀𝑖𝑗 ∶ Es un componente del error aleatorio” (Montgomery, 2004).
En el modelo de análisis de covarianza se obtiene los efectos de los tratamientos como en
un análisis de varianza y un coeficiente de regresión β como en una ecuación de regresión.
Es decir es una combinación de ambos modelos lineales (Montgomery, 2004).
“Las Suposiciones que se hacen al emplear un análisis de covarianza son:
Los errores 휀𝑖𝑗 son NID (0, 𝜎2)
La pendiente β ≠ 0
La verdadera relación entre 𝑦𝑖𝑗 y 𝑥𝑖𝑗 es lineal
Los coeficientes de regresión de cada tratamiento son idénticos.
La suma de los efectos de los tratamientos es cero ∑ 𝜏𝑖𝑎𝑖=0 = 0
La variable concomitante 𝑥𝑖𝑗 no se afecta por los tratamientos” (Montgomery,
2004).

33
2.14 Sumas de Cuadrados tipo I, II y III.
“La suma de cuadrados representa una medida de variación o desviación con respecto a la
media. Se calcula como una suma de los cuadrados de las diferencias con respecto a la media.
El cálculo de la suma total de los cuadrados considera tanto la suma de los cuadrados de los
factores como de la aleatoriedad o el error” (Minitab Inc, 2016).
Las sumas de cuadrados tipo I, II y III es un concepto que fue introducido por SAS y de
acuerdo a IBM las características de cada uno, son las siguientes:
“Tipo I. Este método también se conoce como el método de descomposición jerárquica de
la suma de cuadrados. Cada término se corrige sólo respecto al término que le precede en el
modelo. El método Tipo I para la obtención de sumas de cuadrados se utiliza normalmente
para:
Un modelo ANOVA equilibrado en el que se especifica cualquier efecto principal
antes de cualquier efecto de interacción de primer orden, cualquier efecto de
interacción de primer orden se especifica antes de cualquier efecto de interacción de
segundo orden, y así sucesivamente.
Un modelo de regresión polinómica en el que se especifica cualquier término de orden
inferior antes que cualquier término de orden superior.
Un modelo puramente anidado en el que el primer efecto especificado está anidado
dentro del segundo efecto especificado, el segundo efecto especificado está anidado
dentro del tercero, y así sucesivamente. Esta forma de anidamiento solamente puede
especificarse utilizando la sintaxis” (IBM Knowledge Center).
“Tipo II. Este método calcula cada suma de cuadrados del modelo considerando sólo los
efectos pertinentes. Un efecto pertinente es el que corresponde a todos los efectos que no
contienen el que se está examinando. El método de suma de cuadrados de Tipo II se utiliza
normalmente para:
Un modelo ANOVA equilibrado.

34
Cualquier modelo que sólo tenga efectos de factor principal.
Cualquier modelo de regresión.
Un diseño puramente anidado (esta forma de anidamiento solamente puede
especificarse utilizando la sintaxis)” (IBM Knowledge Center).
“Tipo III. Este método calcula las sumas de cuadrados de un efecto de diseño como las
sumas de cuadrados, corregidas respecto a cualquier otro efecto que no contenga el efecto, y
ortogonales a cualquier efecto (si existe) que contenga el efecto. Las sumas de cuadrados de
Tipo III tienen una gran ventaja por ser invariables respecto a las frecuencias de casilla,
siempre que la forma general de estimabilidad permanezca constante. Así, este tipo de sumas
de cuadrados se suele considerar de gran utilidad para un modelo no equilibrado sin casillas
perdidas. En un diseño factorial sin casillas perdidas, este método equivale a la técnica de
cuadrados ponderados de las medias de Yates. El método de suma de cuadrados de Tipo III
se utiliza normalmente para:
Cualquiera de los modelos que aparecen en los tipos I y II.
Cualquier modelo equilibrado o desequilibrado sin casillas vacías.” (IBM Knowledge
Center)
De acuerdo a lopez & Lopez (1995) “Las sumas de cuadrados Tipo I corresponden a añadir
cada fuente (factor) secuencialmente al modelo en el orden dado. Este tipo de sumas de
cuadrados no es útil para una estructura de varias entradas con datos no balanceados, pero
sirve para diseños ortogonales (como son bloques al azar, parcelas divididas, etc., sin datos
perdidos), diseños anidados y modelos polinomiales”.
“Las sumas de cuadrados tipo III son sumas de cuadrados parciales. Su uso principal es en
situaciones que requieren una comparación de efectos principales aunando la presencia de
interacción. Cada efecto es ajustado después de los otros efectos. Deben usarse cuando
tenemos datos no balanceados y en análisis de covarianza, pero no en diseños o situaciones
donde el orden de los factores no pueden ser cambiado (diseño de parcelas divididas, ajuste
de modelos polinomiales)” (lopez & Lopez, 1995).

35
2.15 Minitab.
Es un paquete de software estadístico, cuenta con las herramientas y técnicas comúnmente
usadas en el análisis estadístico inferencial y descriptivo, algunas temáticas son, el análisis
de regresión, análisis de varianza, control estadístico de procesos, análisis de sistemas de
medición, diseño de experimentos (DOE), confiabilidad/supervivencia, series de tiempo y
pronósticos, análisis no paramétrico, simulaciones y distribuciones, análisis multivariado,
potencia y tamaño de la muestra, entre otros. Es un software muy sencillo de usar, se puede
importar y exportar información fácilmente y tiene “compatibilidad con los editores de texto,
hojas de cálculo y bases de datos más usuales” (Juan, 2006).
Minitab fue creado en 1972, cuando tres profesores de Penn State lo desarrollaron para
enseñar estadística a sus alumnos de una forma más clara y fácil. “La aplicación realizaba los
cálculos y permitía a los estudiantes centrarse en el aprendizaje de los conceptos”. Pronto se
popularizó y el “software fue adoptado rápidamente por otros centros de enseñanza.” Hoy
en día Minitab “figura como referencia en más de 400 libros de texto y suplementos”
(Minitab Inc, 2016).
2.16 R Project.
Es un lenguaje de programación y un entorno de computación y gráficos estadísticos.
Considerado como uno de los más potentes en el área de la estadística. Una de las grandes
ventajas que tiene sobre otros softwares de esta gama, es que este es libre, además de su
continua actualización (Aparicio, Martínez & Morales).

36
Es un lenguaje similar al lenguaje S que fue desarrollado en los Laboratorios Bell (antes de
AT & T, ahora Lucent Technologies) por John Chambers y sus colegas. R ofrece una amplia
variedad de técnicas gráficas estadística (lineal y no lineal de modelado, pruebas estadísticas
clásicas, análisis de series temporales, clasificación, agrupación, entre otras) , y es altamente
extensible, es decir, R proporciona una ruta de código abierto (The R foundation, s.f.).
Otra de las características importantes es que R, presenta gráficos, símbolos y fórmulas
matemáticas de alta calidad, donde el usuario tiene control total de ellos. Además, está
disponible como software libre bajo los términos de la Licencia Pública General de GNU de
la Free Software Foundation en forma de código fuente. R, se puede compilar y ejecutar en
una amplia variedad de plataformas UNIX y sistemas similares (incluyendo FreeBSD y
Linux), Windows y MacOS (The R foundation, s.f.).
Dicho software puede ser extendido (fácilmente) a través de paquetes. Hay cerca de ocho
paquetes suministrados con la distribución de R y muchos más están disponibles a través de
la familia CRAN de sitios de Internet que cubren una gama muy amplia de la estadística
moderna. Cabe agregar que, tiene su propio formato de documentación similar al látex, este
se utiliza para suministrar documentación completa, tanto en línea como en un gran número
de formatos (The R foundation, s.f.).
R proporciona una solución flexible y potente entorno que consta de un conjunto básico de
herramientas integradas para la manipulación de datos, análisis y visualización. Inicialmente
escrita por Ross y Robert Gentleman Ihaka del Departamento de Estadísticas
en la Universidad de Auckland (Nueva Zelanda), el proyecto R es mantenido actualmente
por una cooperativa internacional (el "Equipo Central R ') que supervisan y resuelva sobre la
desarrollo continuo del proyecto (Logan, 2010).

37
2.17 Normas referentes al equipo MULLEN.
Las normas que son referentes a como debe ser un equipo MULLEN, el cual mide la
resistencia a la explosión, son las que se muestran en las siguientes tablas. En general tienen
la misma congruencia. En el caso de las ISO y NMX dividen la evaluación de dicho equipo
en dos normas, uno que está dirigido para los componentes de cartón compacto/sólido y
cartón corrugado, la otra para papeles y materiales de celulosa planos y delgados. En cambio
la TAPPI, divide en tres estándares uno para pared simple y doble pared de cartón corrugado,
otra norma para cartón así como cartón de revestimiento y una tercera enfocada para la
medición de papeles y materiales de celulosa planos, véase la tabla 2.
Por otro lado sólo se encontró un estándar de la ASTM que va encauzado a realizar la fuerza
de explosión de hojas planas laminadas pero no se encontró algún otro que fuera orientado
para realizar pruebas para cartones corrugados, solidos o del algún otro tipo. La búsqueda se
realizó en la página oficial de la ASTM con las palabras <<Mullen>>, <<bursting strength>>
y << corrugated paperboard >> la última vez que se volvió a realizar esta revisión fue en
Octubre del 2016. No obstante, a través de la búsqueda se pudo encontrar que existe un
equipo que mide la resistencia a la explosión por el método de la bola (ball method) y este se
usa para medir la resistencia de telas y plásticos muy delgados. Este equipo emplea un
mecanismo parecido al equipo diseñado por el IMPEE, véase la figura 11.
Figura 11. A la derecha un equipo de resistencia a la explosión por método de la bola de la revista Plastics Enineering
(2015) y en la izquierda una imagen de un video grabado en el centro de investigación de la universidad de Filadelfia
(2015) Recuperado de https://www.youtube.com/watch?v=BplYNeKthB4.

38
De acuerdo a la Norma ASTM D 3787 el dispositivo de explosión por el método de la bola
incluye una abrazadera que consta de dos anillos concéntricos para sujetar la muestra, el
circulo interior que está en la base debe tener un diámetro de 1,75 pulgadas (44.45mm).
Cuenta con una bola de acero que debe tener un diámetro de 10,000 pulgadas (25.4 mm) que
penetra en el material. La bola se desplaza a una velocidad de 12 pulgadas / min (305 mm /
min). Los cálculos incluyen la resistencia a la rotura que es la carga máxima visto justo antes
de la ruptura. Resistencia a la rotura media y otros análisis que se centran en la variabilidad
de la materia textil. El resultado de la prueba se obtiene en los newtons ráfaga o gramos
fuerza necesarios para perforar el material.
En la Norma ASTM D6797 – 15 se expresa “Este es un nuevo método” por lo cual se
recomienda tener cuidado con los resultados obtenidos. “Se utiliza para determinar la fuerza
requerida para romper la tela textil forzando una bola de acero a través de la tela con un
medidor de tracción a velocidad constante de extensión”.

39
Tabla 2. Principales normas referentes al equipo MULLEN (Elaboración propia, 2016)
ISO 2759:2014 ISO 2758:2014
Todos los componentes de cartón compacto y
corrugado.
Papeles.
Cartones con fuerzas de 350 Kpa ( o 250 kpa
para materiales combinados) y 5,500 kpa
Papeles con fuerza de 70 kpa a 1400 kpa
ASTM ASTM D774 / D774M -2007
No se encontró una norma para cartón corrugado
y otro tipo de cartones.
Otras normas referentes a pruebas de resistencia
a la explosión son:
ASTM D3786/D3786M-13 (para fábricas
textiles).
ASTM D2207-00 (para piel por el método de la
bola).
Las hojas planas laminadas no más de 0,6
mm [0.025 pulg.] de espesor
Resistencia al estallido de 30 kPa hasta
1400 kPa [4 psi hasta
a 200 psi].
TAPPI-T-810 TAPPI-T-807 TAPPI-T- 403
medición de la resistencia al
estallido de pared simple y
doble pared de cartón
corrugado
Cartón, incluyendo cartón de
revestimiento.
Papel y productos de papel
que tiene una resistencia al
en forma de láminas planas
de hasta 0,6 mm ( 0,025
pulg.) de espesor:
Papel de periódico, papel de
bolsa, papel fino, papel de
empaque, y los papeles de
impresión.
Intervalo de 690 kPa (100
psi) a 4825 kPa (700 psi)
Los pesos base para este
método debe ser de 98 g / m2
(20 # / MSF) y superior.
El estallido mínima debe ser
de 350 kPa (51 psi).
productos de papel que tiene
una resistencia al estallido de
50 kPa hasta 1200 kPa (7 psi
hasta 175 psi)

40
En la siguiente tabla se muestra la comparación de las dos normas mexicanas que van
dirigidas a la evaluación y estandarización del equipo Mullen y su proceso de medición. Se
puede observar que se propone un equipo con diferentes características dependiendo de que
material es el que se vaya a medir.
NMX-N-082-SCF1-2008 NMX-N-087-SCF1-2008
Tipos de papeles que hace
referencia la norma.
Cartón Corrugado
Liner solo o hecho
tablero
Cartoncillo, Médium
u otro similar.
Periódico
Impresión (hojas de
revista, cuadernos y
afines)
Empaque (bolsas
para contener pan,
para envoltura de
latas o afines)
Equipos e Instrumentos:
Placa superior La placa superior es el anillo
de sujeción y tiene un
diámetro aproximado de
95.3 mm y una abertura
circular de 31.5 mm +- 0.03
mm de diámetro.
Tiene una abertura circular
de 30.50 mm +- 0.05 mm de
diámetro. La superficie que
está en contacto con el papel
tiene una ranura continua, en
espiral de 60°, de cuando
menos 0.25 mm de
profundidad y 0.8 mm de
paso, que se inicia a 3.2 mm
del borde de la abertura.
Placa Inferior La superficie inferior de
sujeción (placa de
diafragma) tiene una
abertura de 31.50 mm +-
0.03 mm de diámetro y el
Tiene una abertura de 33.1
mm + - 0.1 mm de diámetro,
una serie de ranuras
concéntricas en V y el centro
de la primera ranura debe

41
diámetro total de la placa
inferior es mayor al de la
placa superior.
estar a 3.2 mm de la orilla de
la abertura. La orilla
inferior, que está en contacto
con el diafragma de goma,
se redondea para que tenga
un radio de arco de 6.4 mm
con el objeto de evitar cortar
el diafragma cuando se
aplica la presión.
Diafragma. Diafragma moldeado, en
forma de disco, que requiere
una presión mínima de 36
psi, para expandirlo a una
altura de 9.53 mm sobre la
placa del diafragma.
El diafragma debe ser
circular de goma de hule
puro, de 0.85 mm +- 0.05
mm de espesor. Se sujeta
entre la placa inferior de
sujeción y el resto del
aparato. La presión
necesaria para elevar la
superficie libre del
diafragma a 9mm sobre la
superficie superior de la
superficie libre del
diafragma debe ser de 4.3
psi + - 0.8 psi.
Mecanismo de presión. Debe ejercer una fuerza a un
líquido (glicerina) de 170
mL +- 15 mL/min por
debajo del diafragma.
No aparece la información.
Medio que aplique presión La presión que aplique, será
hidrostática controlada y
creciente, mediante un
fluido, con una rapidez de
Debe aplicar presión
hidrostática controlada y
creciente, mediante un
fluido, con una rapidez de

42
1.6 mL +- 0.1 mL/s, a la
cara inferior del diafragma.
Fluido recomendado
glicerina comercial (USP,
96%)
1.6 mL/s + - 0.1 mL/s, a la
cara inferior del diafragma.
Fluido recomendado
glicerina comercial (USP,
96%)
Manómetro indicador de
presión.
Este debe ser seleccionado
de acuerdo a las muestras a
probar, con una inclinación
de 30° respecto a la
horizontal y cuando se
coloquen más de 2
manómetros en un aparato,
sólo abrir el sistema
hidráulico del manómetro
que se va a usar.
Manómetro indicador de
presión máxima, tipo
bourdon, de capacidad
adecuada y con escala
circular de 95mm de
diámetro. Este concepto no
aplica en aparatos
automáticos donde la
lectura de la presión se lee
directamente en la
pantalla/display.
Tabla 3. Comparación de NMX-N-082-SCF1-2008 y NMX-N-087-SCF1-2008 (Elaboración propia, 2016).
En el caso de este estudio la norma que es de más relevancia es la NMX-N-082-SCF1-2008,
ya que la validación del equipo MUL-TC es sólo para cartón corrugado.
2.18 Revisión Sistemática.
Se investigaron las palabras clave en la plataforma de servicio en línea web of science, este
cuenta con una extensa base de datos de información escrita de un alto nivel académico y
científico, una característica que lo destaca es que muestra el ranking de los escritos más

43
citados, es decir de mayor impacto en la comunidad científica e intelectual. Además, abarca
todos los campos del conocimiento académico.
Las palabras investigadas fueron las siguientes:
Mullen.
Validación Estadística.
Diseño de Experimentos
Regresión múltiple.
Mullen
Primero se hizo la búsqueda de artículos que tuvieran como título la palabra <<mullen>> y
la mayoría se refería a las escalas de aprendizaje de mullen para niños con autismo. Así que
se hizo una nueva búsqueda en la que apareciera la palabra como título y/o tema en artículos
la palabra <<mullen equipment>> y no se encontró ningún registro. Después, se hizo la
búsqueda como <<mullen paperboard>> no se encontró ningún artículo que tuvieran por
título estas palabras, sin embargo por tema se encontró uno, el cual fue citado 11 veces. El
artículo es el que se describe a continuación.
Los autores Ramasubramanian & Wang (2007) presentan un modelo computacional del
material micromecánico para el comportamiento de descarga de papel y otros materiales no
tejidos. Se hizo a través de un algoritmo (computacional) e implementado utilizando la
subrutina UMAT en ABAQUS código de elementos finitos. Se llevó a cabo la prueba de
Mullen, así como las pruebas de tracción biaxal, uniaxial, y experimentos de carga y descarga
para evaluar las condiciones experimentales de las muestras de cartón que fueron usadas para
simular el modelo computacional propuesto.
Se hizo una nueva búsqueda de artículos por tema como <<Mullen burst loading>> y se
encontraron 2 artículos y por título no se encontró ningún registro. El articulo más citado fue
el mismo que salió anteriormente: A computational micromechanics constitutive model for

44
the unloading behavior of paper, y el otro artículo el cual a la fecha (1 de septiembre 2016)
No aparece que ha sido citado.
En ese artículo kinoshita, Ueda & Shouji (1993) desarrollan en su escrito, el efecto que tiene
el relleno en la estructura de poros y la resistencia mecánica de los papeles al ser rellenados,
para esto fueron estudiados una amplia gama de tipos de relleno. Las hojas que fueron
sometidas a prueba variaban de un contenido de relleno de 6% a 90%, fueron preparadas
mezclando fósil mar-shell con pasta de madera blanda. Para evaluar la resistencia a la
tracción y al plegado de las hojas se midieron mediante un tipo Schopper y la resistencia a la
ruptura fue medida por una máquina de Mullen.
Por último, se escribió en el buscador las palabras <<mullen burst test>> no se encontró
registros de artículos que llevaran por título las palabras clave. No obstante, como tema se
encontraron tres artículos, uno de ellos es el mismo que se encontró en las dos búsquedas
anteriores. Los otros dos artículos se explican a continuación.
El artículo escrito por Li, Hashaikeh & Arafat (2013) en el cual describe como fue que
desarrolló membranas microporosas eco-eficientes. Las cuales son favorables al medio
ambiente y fueron formadas a partir del poli ácido láctico (PLA). El objetivo fue controlar el
tamaño de poro de las membranas electrospun y así mejorar sus propiedades mecánicas.
Una serie de tratamientos de recocido fueron llevados a cabo para evaluar el efecto del
tratamiento de recocido en la estructura de membrana, así como la porosidad, hidrofobia y
las propiedades mecánicas. El tiempo de recocido y la temperatura se variaron de 30 a 120
min y 90 a 105 ° C, respectivamente.
Con este experimento se observó que al aumentar el tiempo de recocido o la temperatura, se
contrae la membrana y se engrosa la fibra y la fusión, es decir se reduce el tamaño de los
poros. Una característica importante que se observó fue que aumentó la resistencia mecánica
de la membrana, esta evaluación se obtuvo a través de la prueba Mullen.

45
Katsas & Gras (2009) hicieron un estudio sobre el efecto que tiene la recristalización durante
el recocido en las propiedades finales para la formación de TRC AA8006. Este material es
muy usado en recipientes para alimentos semi rigidos. En este estudio fue necesario evaluar
el grado de recristalización para una serie de temperaturas de recocido esto se investigó con
el mapeo de la orientación del grano. El grado de recristalización durante los tratamientos
térmicos fueron determinados por medio de las pruebas de estallido Mullen y Erichsen. En
este caso la prueba Mullen fue empleada en hojas de metal, saliéndose así un poco del
contexto habitual donde es empleado para evaluar materiales elaborados a partir de celulosa,
generalmente cartones.
Validación Estadística.
Las siguientes palabras clave que se buscaron fueron <<statistical validation>> en este caso
sólo fue buscada por título ya que al encontrar alguna de las dos palabras muestra el resultado
escrito pero no necesariamente es con el concepto que se desea. Se encontraron 495
resultados de los cuales 351 son tipo artículo, 102 proceedings paper, 45 meeting abstract, 8
review y 8 capítulos de libro. Algunos de los artículos encontrados son los siguientes.
El artículo que tiene más número de citas, 3089, es del área de química, este propone usar un
factor Z (el cual es una característica estadística adimensional) para comparar y evaluar la
calidad de los ensayos de cribado de alto rendimiento. Ya que no hay criterios bien definidos
para la evaluación de la idoneidad e identificación exitosa de un ensayo (de cribado de alto
rendimiento) por lo cual es difícil comparar la calidad de los ensayos directamente (Zhang,
Chung & Oldenburg, 1999).
Mayer & Butler (1993) hablan de la importancia que tiene la validación estadística para la
aceptación de un modelo y mencionan que no hay un único camino ni combinación de
pruebas para validar toda la gama de modelos.

46
Muchos de los artículos más citados son del área de la medicina uno de ellos es el escrito por
GARCIA, WAGNER & LIU (1995), el cual ha sido citado 624 veces. Tenía como objetivo
averiguar si la oclusión de una arteria intracraneal grande en ratas produce una lesión cerebral
así como el aumento de neuronas con necrosis. Se investigó si reperfundir (Procedimiento en
el cual se abren las arterias bloqueadas para restablecer el flujo sanguíneo) el territorio
isquémico (área en este caso cerebral en la cual hay una interrupción del suministro de sangre
que a su vez provoca la interrupción del flujo de oxígeno al cerebro y nutrientes) de 30 a 60
minutos después de la oclusión arterial tiene un efecto benéfico. Para esto fueron estudiadas
104 ratas adultas. La oclusión arterial era transitoria en dos grupos y permanente en otro; los
tiempos de supervivencia fueron comparables para todos los grupos (ya que fueron divididos
en varios grupos experimentales). Las técnicas que se usaron para llevar a cabo esta
validación fue ANOVA, la prueba de Bonferroni, prueba t de Student, y la matriz de
correlación de Pearson.
Los autores Wenger& Olden (2012), explican el problema de la transferibilidad de los
modelos ecológicos. Los modelos altamente complejos pueden mostrar un sobre ajuste,
además que es de vital importancia evaluar de la generalidad de estos modelos, para que
puedan ser usados de manera predictiva más allá de las condiciones bajo las cuales fueron
realizados. Expresan que el modelo seleccionado como el mejor para un determinado
conjunto de datos puede tener peor transferibilidad, que un modelo alternativo que fue
rechazado.
Diseño de Experimentos.
Se hizo una búsqueda en web of science como <<experimental design>> con el filtro de
veces citado de mayor a menor frecuencia y por título. El resultado fue que 6,838 son
artículos, 2,740 son proceedings papers, 405 meeting abstract, 187 de tipo review y 185
capitulos de libro.

47
El artículo que sale en posicionado como el número uno, Chou, Ting-Chao (2006), ha sido
citado 1,234 veces y se encuentra en la colección principal de web of science. Es una revisión
literaria de diseño de experimentos. Da ejemplos de aplicaciones, análisis de datos reales, y
algunos de ellos los detalla paso a paso. Su enfoque es hacia el uso de múltiples
medicamentos que estos se pueden orientar a múltiples objetivos, múltiples subpoblaciones
o enfermedades múltiples simultáneamente. El objetivo principal es tratar las enfermedades
más peligrosas como son el cáncer, las enfermedades infecciosas, incluido el SIDA. Los
posibles beneficios serían, el aumento de la eficacia del efecto terapéutico, la disminución
de la dosis pero aumento o misma eficacia para evitar la toxicidad, minimizar o volver más
lento el desarrollo de resistencia a los medicamentos. Como requisito previo para llevar a
cabo el diseño experimental y poder determinar sinergismo o antagonismo era necesario
conocer tanto la potencia (una condición en la cual una de las drogas no es efectiva por si
sola, pero incrementa el efecto de la otra droga) como la forma de la curva dosis-efecto para
cada fármaco.
El artículo escrito por Crawley (1998) fue realizado con el fin de evaluar el fenotipo
(expresión del genotipo en función de un determinado ambiente conductual de ratones
transgénicos: para esto estuvo en observación la salud general, las funciones sensoriales,
habilidades motoras experimental y pruebas de comportamiento específicos. El autor expresa
que es importante hacer rigurosos diseños experimentales, ya que en este caso puede reducir
al mínimo el riesgo de falsos positivos y falsos negativos en el fenotipo conductual de un
nuevo ratón transgénico. Es decir, realizar tareas bien establecidas, métodos cuantitativos y
reproducibles de comportamiento apropiado, así como métodos estadísticos que sean los
adecuados para el estudio.
Sluiter, Kawazoe &Sharma (2005) la investigación que llevaron a cabo fue en el campo de
la espintrónica (tecnología que explota tanto la carga del electrón como su espín), y deseaban
desarrollar “semiconductores con ferromagnética polarizado a temperatura ambiente”,
primero realizaron un análisis de los cálculos de densidad para poder determinar la naturaleza
de las interacciones magnéticas de metales de transición dopados ZnO, y para comprobar
tales suposiciones, realizaron un experimento con varias concentraciones de Li y la

48
sustitución de Co en ZnO, en todo el experimento se tuvo cuidado en el buen desarrollo de
los métodos y las condiciones en las que se hizo la preparación.
Regresión Múltiple.
Por último, se buscó por título <<multiple regresion>> y se encontró sólo un artículo titulado
what affect more the cost to manage patients at the ICU in south america: an approach based
on multiple regresion model (el cual no fue posible descargar ni ver el abstract). Al realizar
la búsqueda por tema se encontraron 32 resultados, algunos de estos se enuncian a
continuación.
Aakvaag, Thoresen & Wentzel-Larsen (2014) investigaron las asociaciones entre vergüenza
y culpa con trauma y las reacciones de TEPT (trastorno de estrés postraumático) después del
ataque terrorista del 22 de Julio del 2011 en la Isla de Utoya en Noruega. Para recaudar los
datos se realizaron entrevistas a 325 de los 490 sobrevivientes, 4 a 5 meses después del
evento. Para realizar las asociaciones se hizo un análisis de regresión lineal múltiple. De esa
manera pudieron crear un modelo, el cual pudo demostrar que las variables estaban
relacionadas con reacciones de TEPT.
No sólo emplear un modelo de regresión sirve para ver qué relación existe entre las variables
explicativas y la variable dependiente, en el artículo escrito por Kim et al. (2014) lo usaron
para evaluar si el DVNO (diámetro de la vaina del nervio óptico), un parámetro adicional en
las imágenes de la tomografía computarizada (TC) craneal inicial, puede ser predictivo del
resultado neurológico en los pacientes tras una parada cardiaca.
En este estudio Fito et al. (2000) a través de los análisis de regresión múltiple demostraron
que los fenoles fueron los principales responsables del incremento en la fase de latencia tras
ajuste por los otros antioxidantes presentes en los aceites de oliva común y virgen, y se pudo
concluir que la naturaleza del contenido fenólico influye en la capacidad antioxidante del
aceite de oliva

49
El artículo escrito por Rui et al.(2016), realmente es un estudio donde empleo el análisis de
regresión lineal simple, sin embargo, como se realizaron múltiples modelos, en la búsqueda
por tema lo arrojó como uno de los resultados. Los investigadores deseaban conocer la
relación entre la calidad del sueño y la capacidad de ejercicio funcional (ejercicios
respiratorios diseñados para mejorar el funcionamiento respiratorio), en pacientes con
enfermedad pulmonar obstructiva crónica (EPOC). Para este estudio fueron reclutados 103
pacientes con EPOC, los cuales fueron se dividieron en dos grupos uno que era pobre de
sueño y el otro que dormía bien. Se encontró que la falta de sueño estaba presente en 43.69%
de los pacientes estudiados con EPOC, estos tuvieron un bajo desempeño en la prueba de
espirómetro (estudio indoloro del volumen y ritmo del flujo de aire dentro de los pulmones)
el cual fue de 6 minutos a pie para todos los pacientes, los pacientes con falta de sueño
también presentaban mayor depresión, mayor ansiedad. Se concluyó que existe una estrecha
relación entre la calidad del sueño y la capacidad de ejercicio funcional en pacientes con
EPOC.
Muchos estudios que son de carácter cualitativos, se les puede asignar un valor numérico,
para poder realizar un análisis cuantitativo, es el caso del artículo escrito por Parikh, Ceballos
& Post (2013) donde los autores emplearon un diseño de regresión múltiple para examinar
como la creencia en un mundo justo, la ideología política, el estatus socioeconómico de la
familia de origen y el porcentaje de clientes de minorías raciales estaban relacionados con
actitudes de apoyo de la justicia social entre consejeros que usan terapia de juego. Los
resultados indicaron que la creencia en un mundo justo y la ideología política estaban
relacionadas con la defensa de la justicia social.
De acuerdo a la investigación que se hizo de las palabras clave se puede ver que los artículos
relacionados con el equipo MULLEN son muy pocos, y no hay ninguno que sea para estudiar
y/o analizar al equipo como tal. Los escritos que se encontraron, utilizaron el equipo
MULLEN para evaluar las propiedades de los materiales que usaron.

50
Por lo cual, se cree que esta investigación es de relevancia ya que no hay muchas
investigaciones dirigidas a la mejora o cambio del diseño del equipo para la resistencia a la
explosión.

51
Capítulo III. Metodología de la Investigación
En este capítulo se describe el de tipo de Investigación así como el diseño del estudio. Se
detalla cual es la población y como se seleccionó la muestra. Los métodos de recolección y
análisis de datos. Las hipótesis generales y las etapas que se llevaron a cabo. Por último, se
muestran los procedimiento para realizar la prueba de Mullen/ resistencia a la explosión con
el equipo MUL-TC y PN-BSM600.
3.1 Tipo de Investigación
El tipo de investigación empleado es de tipo cuantitativo, la cual se acerca a su objeto de
estudio con interrogantes específicas surgidas de análisis teóricos previos o de
investigaciones realizadas con anterioridad en relación con objetos de estudio similares. Este
tipo de investigaciones utiliza una serie de instrumentos y procedimientos basados en
herramientas estadísticas para la recolección y el procesamiento de sus datos y se aboca a
aprobar una serie de hipótesis predefinidas. Una investigación cuantitativa, como dice
Jurgenson Álvarez-Gayou, “Busca medir y cuantificar y, a partir de ello, inferir o generalizar;
su sustento filosófico-teórico se encuentra en el positivismo” (Pacheco & Cruz, 2006)
Es decir, el diseño de Investigación, al ser una afirmación de un conocimiento,
(suposiciones), puede ser evaluado bajo diferentes enfoques como: Postpositivismo,
Abogacía/Participativa, constructivismo, pragmatismo. En nuestro caso el enfoque que usa
es el postpositivismo denominado método científico, el cual se desafía la noción de la verdad
absoluta del conocimiento, Los problemas reflejan la necesidad de examinar las causas que
influyen en resultados (Blaxter, Hughes & Tight, 2010).

52
3.2 Diseño de Investigación.
El diseño de investigación, proporciona un modelo de verificación que permite contrastar
hechos con teorías. Se puede decir que es el plan general que determina las operaciones
necesarias para lograr el objetivo.
Los tipos de diseño en función de clase de datos se divide en dos: Diseño Bibliográfico es
decir se basa en datos secundarios, obtenidos y procesados por otro(s) investigador(es) y, el
diseño de campo, es decir, se basa en datos primarios, lo cuales son obtenidos de forma
directa (Sabino, 2007).
Dentro de los diseños de investigación del enfoque cuantitativo que más auge tienen se
encuentra el diseño de experimentos, ya que siguen el método científico, en el este se formula
y prueba hipótesis a través pruebas cuidadosamente controladas (Blaxter et al., 2010).
La presente investigación se lleva a cabo de acuerdo al diseño experimental, la cual se basa
en datos primarios, de observaciones directas ya que se somete al objeto de estudio a la
influencia de ciertas variaciones, en condiciones definidas, controladas, y en ciertas variables
por ocurrencia natural (W. Creswell, 2003).
3.3 Método de Recolección de Datos
Existen varios métodos de recolección de datos, algunos de los más conocidos: son las
encuestas, entrevistas, pruebas, sesión de grupos, entre otros.
Sin embargo, para este proyecto de investigación los métodos que se emplean son los
siguientes:

53
Observación.
La observación puede ser directa o con el apoyo de algún instrumento, que le
facilite al observador lo que es difícil ver a simple vista. Algunos ejemplos de
instrumentos son: microscopio, telescopio, cámara de video, satélites
artificiales (Cegarra, 2004).
La observación científica incluye la selección intencional del asunto de
interés. Además, es necesario involucrar los siguientes elementos: El
investigador que observa, una persona u objeto de interés que es observado y
el registro de la observación (Hurtado & Toro, 2007).
Es de suma importancia el registro de dicha actividad, ya que en el campo de
la estadística de acuerdo a los autores Walpole et al., (2012) es considerado
como una observación a “cualquier registro de información ya sea numérica
o categórica.”
En el tipo de investigaciones cuantitativas, la observación no sólo es el punto
de partida, es necesario y fundamental emplearla en todo el proceso de
investigación (Hurtado & Toro, 2007).
Cuando se desea obtener alguna validez probabilística por medio de la
estadística es necesario un considerable número de observaciones (Cegarra,
2004).
Análisis estadístico descriptivo.
Es la descripción, organización, síntesis y presentación de los datos de forma
informativa generalmente de una muestra, esto se lleva a cabo a través de
tablas de resumen, gráficos y estadísticos (Fernández, cordoba & Cordero,
2002).

54
Experimentación.
“La experimentación dentro del proceso científico debe ir asistida por técnicas
estadísticas: los análisis descriptivo y exploratorio de datos ayudan en el
reconocimiento de los problemas y el planteamiento de las hipótesis. El diseño
estadístico de experimentos y el muestreo aportan las bases para la planeación,
recolección de datos y validación de la información” (Díaz, 2009).
La recolección de los datos se llevó a cabo de acuerdo al diseño factorial que se planteó. Se
realizaron los tratamientos conforme a la aleatorización que arrojó Minitab. La observación
fue usada en todo el desarrollo de la investigación, pero fue fundamental cuando se hicieron
las pruebas de Mullen en ambos equipos de acuerdo a los tratamientos. En cuanto al análisis
descriptivo, se usaron gráficos de dispersión en la Experimentación previa para evaluar la
variación del equipo PN-BSM600 (véase el apartado 4.1) y para visualizar la existencia de
relación entre los equipos (véase las secciones 5.4 y 5.5.1). Además, se calcularon medidas
de dispersión y de tendencia central como son: el rango, desviación estándar, la varianza, y
la moda.
3.4 Selección de la muestra
La población es el cartón corrugado de las flautas A, B, C y B/C de todas las marcas que
existen. La muestra se determinó acorde con el material que se consideró en buen estado con
el contaba la empresa y otro que se pudo obtener. Se tuvo la limitación de no poder conseguir
las mismas marcas de cartón para todos los tipos de flautas, por lo cual cada nivel del factor
que se definió con el nombre de Material fue determinado de manera anidada, dos cajas de
dos marcas diferentes para cada flauta (A, B, C y B/C).
Se fijaron 16 niveles para el factor material, y 2 niveles (equipo MUL-TC y PN-BSM600)
para el factor Máquina. Es decir son 16 muestras de cartón corrugado en las cuales se realizó
la prueba de MULLEN con cada equipo. Además, se consideró un bloque de día con 3

55
niveles, por lo cual se llevaron a cabo 32 tratamientos completamente aleatorizados para cada
bloque, 96 observaciones.
3.4.1 Instrucciones para selección y corte de muestra de cartón.
Instrucciones de selección de la muestra
Las muestras no deben estar dañadas ni aplastadas.
La muestra debe obtenerse de los centros del material es decir no deberán cortarse
de las orillas (ya que estas regularmente son las zonas más maltratadas) (Rodríguez,
2015).
Instrucciones para el corte de la muestra.
Asegurarse que la navaja de corte esté en óptimas condiciones, ya que una navaja
desgastada tenderá a realizar cortes imperfectos, mismos que pueden alterar los
resultados de la prueba.
Los cortes deben realizarse utilizando las guías de corte para cada tipo de prueba y
utilizando la tabla de cortes para asegurar un corte más limpio y recto.
En el caso de cartón corrugado, se debe cortar evitando hacer mucha presión sobre la
guía de ya que las flautas de cartón pueden dañarse, esto puede provocar un variación
significativa en las lectura de las pruebas (Rodríguez, 2015).
3.5 Método de Análisis de Datos.
El análisis de los datos es de tipo cuantitativo, como primera instancia se hizo uso del análisis
estadístico inferencial, a través del diseño experimental. La estadística inferencial tiene
muchas aplicaciones, sin embargo de forma general es utilizada cuando se desea sacar
conclusiones para toda la población a partir de una muestra (Vargas, 1995).

56
Comienza desde la selección de la muestra, al elaborar estrategias para minimizar el error,
para que sean válidas las conclusiones de la estadística inferencial, las muestras seleccionadas
deben ser aleatorias y representativas de la población. “La teoría de muestras y el diseño de
experimentos son dos ramas de la estadística que tienen como objeto el estudio de la
selección y representatividad de las muestras” (Vargas, 1995).
El análisis del diseño experimental (véase sección 2.4 y 2.5 donde se explica las
características de un diseño experimental y la experimentación factorial) fue a través del
análisis de varianza, y análisis de residuos el cual demuestra si se cumplen los supuestos de
normalidad y homocedasticidad, dicho análisis se realizó en el software Minitab. Se
plantearon modelos de regresión lineal simple y múltiple (véase apartado 2.9 y 2.10 donde
se describen dichos temas), éste último fue de tipo mixto que ya contiene factores fijos y
aleatorios. Dicho estudio se hizo en R Project. Para comparar los datos de las mediciones
reales del equipo PN-BSM600 contra la información que se obtiene a través de los modelos
se hizo en Microsoft Excel.
3.6 Formulación de Hipótesis
El equipo que se desea validar es el MUL-TC diseñado por el IMPEE S.C, el cuál mide la
resistencia a la explosión/ MULLEN. Éste es comparado con las mediciones obtenidas con
un equipo PN-BSM600 que fue comprado a la empresa PNSHAR de china, diseñado de
acuerdo a los estándares internacionales ISO 2759, GB/T 1539, QB/T 1057. Se pretende
evaluar la variación que existe entre ambos equipos. La hipótesis general para el estudio
evalúa la dispersión de los datos.
Ho: 𝜎1 = 𝜎2
Ha: 𝜎1 ≠ 𝜎2

57
La hipótesis nula es que la variación de los equipos es casi idéntica y la hipótesis alternativa
es que la variación de los equipos MUL-TC y PN-BSM600 es significativamente diferente.
En este caso la hipótesis que desea aprobar es la hipótesis nula. Tal comparación se obtiene
por medio del ANOVA del diseño experimental, en éste se explica la variación de la variable
de salida por cada factor que se introdujo en el análisis. Después, se optó por usar el
coeficiente de variación para poder hacer una comparación justa ya que en el ANOVA se
siguen teniendo una diferente escala por el manejo de unidades diferentes.
La variable de salida para el diseño experimental es la medición del parámetro Mullen. Para
determinar los factores que son relevantes fue necesario hacer una revisión literaria así como
llevar a cabo algunas pruebas previas, esto con el fin, que nuestro diseño experimental aporte
información que sea de utilidad para el estudio que se pretende.
Una vez que se obtiene la información por medio del diseño experimental, se evalúan las
siguientes hipótesis, en este caso se desea observar si existe relación entre los equipos por lo
cual esto se plantea en la hipótesis alternativa.
Ho: No existe relación entre las mediciones que arrojan los equipos PN-BSM600 y MUL-
TC.
Ha: Existe relación entre las mediciones que arrojan los equipos PN-BSM600 y MUL-TC.
3.7 Etapas de la Investigación.
Para esta investigación se siguieron los 10 pasos que los autores Hernández, Fernández &
Baptista (2010) definieron para todo proceso cuantitativo. “El proceso es secuencial y
probatorio, cada etapa precede a la siguiente no se puede omitir o brincarse pasos. Las fases
del 8 al 10 dan como resultado el producto, el reporte de la investigación”. El proceso inicia
al plantear una idea y definir el problema, concluye al elaborar el reporte de investigación
en el cual se realizan las conclusiones.

58
Figura 12. Pasos proceso cuantitativo (Hernández, Fernández & Baptista, 2010)
1. Concebir la idea. Validar estadísticamente el equipo del laboratorio Mullen para
cartón corrugado diseñado por el IMPEE S.C.
2. Planteamiento del problema. El equipo Mullen diseñado por el IMPEE S.C.
(MUL-TC) tiene una geometría diferente al equipo convencional usado para medir la
resistencia a la explosión del cartón corrugado. Por lo cual, también presenta
diferentes unidades.
3. Construir el marco teórico. Se hizo una revisión literaria de los temas necesarios
para comprender varios aspectos de la investigación. El marco teórico se fue
formando a lo largo de la investigación. Además, se realizó una revisión sistemática

59
de artículos para determinar el impacto que tendrá esta investigación en la comunidad
científica.
4. Alcance de estudio. La investigación es de tipo cuantitativa, con datos primarios los
cuales son obtenidos a través de la experimentación. La validación del equipo se
realizará sólo estadísticamente y por medio de la comparación del equipo MUL-TC
con un equipo convencional PN-BSM600. El estudio finaliza si existiese relación
entre ambos equipos, con un modelo que lo describa.
5. Formulación de hipótesis y definición de Variables. Las hipótesis generales para
este estudio estima la variación de los equipos MUL-TC y PN-BSM600, así como la
evaluación de existencia de relación entre ambos equipos.
Para definir las variables que se inducen en el diseño experimental, se hizo a través
de la lectura de libros y artículos, por último, se llevaron a cabo pruebas previas a la
experimentación.
6. Desarrollo del diseño de investigación. Se planteó realizar a través del diseño de
experimentos. En la cual se manipulan los factores que se piensa que son
significativos.
7. Definir y seleccionar la muestra. El tamaño de la muestra fue de acuerdo a los
niveles de los factores que se seleccionaron para el diseño experimental así como el
número de réplicas que se definieron hacer de acuerdo a una de las experimentaciones
previas y teniendo como limitación el material que se tenía disponible.
8. Definir plan de recolección de datos. La variable a evaluar en el diseño
experimental fue la medición del parámetro Mullen para ambos equipos. Se siguió la
combinación de los factores (tratamientos) de acuerdo a la aleatorización que realizó
el software Minitab.

60
9. Analizar datos. Con la información que se obtuvo a través del diseño experimentos
se realizó un análisis de varianza con el software Minitab y posteriormente se usó el
coeficiente de variación para realizar una comparación adecuada, en la cual no se
tuviera diferencia en las unidades. Por último, se propusieron y compararon modelos
de regresión que representan la relación entre los equipos.
10. Elaborar el reporte de investigación. El resultado de esta investigación es brindar
la variación de ambos equipos, y si se demuestra que existe relación (de las
mediciones que se obtienen en los dos equipos) proponer un modelo que la describa.
De esta manera quedaría validado estadísticamente el equipo MUL-TC.
3.8 Procedimiento para prueba con el equipo MUL-TC.
El equipo MULLEN diseñado por el IMPEE. Se compone de los siguientes artículos:
- Base Universal para Dinamómetro. LAB-0030
- Dinamómetro 200 kg. LAB 0025
- Acoplador 5/6 para aditamentos. LAB -0043
- Accesorio para acoplar el dinamómetro de 100, 200 kg y 5000g. LAB -0033
- Base para acoplar herramentales. LAB – 0065
- Base para pruebas de MULLEN. LAB- 0125
- Punzón para pruebas de MULLEN. LAB -0126
Procedimiento para armar el equipo MUL – TC.
Es importante que se emplee el dinamómetro especificado de (200kg) ya que si se excede la
carga máxima del equipo este puede sufrir daños severos. Por lo tanto, si durante la prueba

61
se observa en la lectura del dinamómetro que se está llegando al límite de capacidad, la
prueba debe detenerse inmediatamente (Rodríguez, 2015).
El dinamómetro deberá permanecer apagado durante su montaje y armado.
1. Fijar el accesorio para acoplar el dinamómetro LAB - 0033 con los tornillos
milimétricos a la parte superior del dinamómetro con la ayuda de la llave allen de
4mm.
2. Colocar en el tornillo para acoplador, el “acoplador de 5/6” para aditamentos. LAB -
0043. Tener cuidado al colocarlo ya que si se excede en fuerza a celda de carga del
dinamómetro puede dañarse. (ya que su sensibilidad es muy alta)
3. Una vez fijo el accesorio para acoplar el dinamómetro éste se ensambla en el canal
guía que se encuentran en la parte frontal de la base LAB-0030
4. Centrar el LAB-0033 y apretar el tornillo presionando con la ayuda de la llave allen
de 4mm de esta forma quedará fijo a la base.
5. Ajustar el punzón en el accesorio LAB-0043.
6. Colocar y ajustar la base para pruebas de MULLEN en la base universal para
dinamómetro. Ajustar con los tornillos estándar con ayuda de una llave allen de 4mm
(Rodríguez, 2015).
Procedimiento para realizar prueba.
1. Poner la muestra de cartón entre las dos placas del equipo MUL-TC, la muestra ya
debe de tener los bordes recortados. Una vez hecho esto, ajustar la placa superior con
la inferior, con 4 tornillos allen de 4mm hasta que los tornillos ya no puedan dar
vueltas.
2. Encender el dinamómetro y programarlo.
Encender el interruptor <<POWER>>.

62
Presionar el botón <<ZERO>>
Oprimir la tecla <<UNIT>> y seleccionar las unidades en kg.
Seleccionar la función de pico <<PEAK>> con la cual se registrará el valor
máximo obtenido (Rodríguez, 2015).
3. Bajar el punzón por medio de la manivela hasta que la muestra se rompa, esto se verá
reflejado en dinamómetro cuando éste deje un número el cual ya no cambie.
El valor que se observa en la pantalla del dinamómetro es el valor que se cree es el de
MULLEN.
3.9 Procedimiento para prueba con el equipo PN-BSM600
El equipo PN – BSM600 está diseñado de acuerdo al estándar internacional ISO 2759:2014,
es un equipo que mide la resistencia a la explosión de cualquier componente de cartón
compacto y corrugado. Se puede usar cualquier tamaño de muestra de cartón que sea igual o
mayor a 10 x 10 cm para que las placas puedan sujetar la muestra adecuadamente. Para fines
de este estudio se usaron sólo muestras de 10 x 10 cm.
Procedimiento para realizar prueba.
1. Revisar los niveles de glicerina
2. Revisar que esté conectada la bomba de presión al equipo PN-BSM600
3. Encender el sistema hidráulico el nivel de presión debe ser de 0.4.
4. Encender el equipo PN-BSM600
5. Fijar un nivel de presión de 0.4 en el equipo PN-BSM600.
6. Calibrar el equipo, para esto se debe realizar la prueba sin muestra de 3 a 5 veces.
6.1Presionar el botón <<TEST>>
7. Colocar la muestra de cartón entre las dos placas del equipo PN-BSM600
8. Realizar la prueba de resistencia a la explosión.

63
8.1 Presionar el botón <<TEST>>
8.2 Presionar el botón <<PRINT>> para que imprima el resultado de
MULLEN. El valor de MULLEN de la muestra es expresada en Kgf/cm2

64
Capítulo IV. Experimentaciones Preliminares.
En este capítulo como su nombre lo indica se presentan las pruebas previas y su respectivo
análisis. Al finalizar cada estudio se da a conocer a la conclusión que se llegó. Se ejecutaron
con el fin de definir aspectos del diseño experimental. La primera prueba preliminar fue para
evaluar la variación del equipo PN-BSM600. El segundo estudio fue para evaluar si el factor
ajuste de la placa superior era relevante, de ser así para añadirlo como un factor más en el
diseño experimental. Finalmente, se expone la experimentación preliminar que se hizo para
observar el comportamiento de los equipos MUL-TC y PN-BSM600 para determinar el
número de réplicas.
4.1 Evaluación de la variación del equipo PN-BSM600.
Una de las investigaciones preliminares y complementarias fue para evaluar la variación del
equipo PN-BSM600, y así poder determinar si realmente es un buen modelo de comparación.
Para esto fue necesario elaborar una hoja de registro adecuado y usar un diagrama de
dispersión así como las cartas de control para observaciones individuales y para rango móvil.
Las muestras fueron obtenidas únicamente de una caja (a la marca que se usó se le llamara
para fines de estudio Sb). Se obtuvieron 35 muestras, pero con el fin de realizar 4 pruebas
por turno se decidió sólo realizar 32 pruebas.
4.1.1 Recaudación de datos.
Esta prueba fue diseñada para 32 muestras, se realizaron 4 cada turno, aproximadamente a
las 10 a.m. y 4 p.m. Se anotó la hora y la fecha en que se realizó la prueba, así como la
temperatura y la humedad del medio ambiente por medio de un higrómetro. La marca que se
empleó es con la que viene impresa en la caja. Además, se determinó el tipo de flauta del
cartón corrugado, de acuerdo a la forma y el grosor.

65
Las muestras fueron cortadas en base a unas regletas de corte con dimensiones de 10 cm x
10 cm, se midió su masa (g) por medio de una báscula capaz de medir centésimas de gramo,
con este valor se procedió a obtener su gramaje, se obtiene multiplicando por 100 y de esta
manera queda en las unidades g/cm2.
Una variable muy importante en este estudio es humedad de la muestra, ya que puede afectar
notablemente el valor obtenido del MULLEN, este se midió por medio de un hidrómetro el
cual da el porcentaje de humedad del material. Aquella en un principio se medía en una cara,
al momento que se iban efectuando las pruebas se tomó la decisión de medir en ambas caras
del cartón, ya que la humedad en varios casos era diferente.
Figura 13. Herramientas utilizadas, a la izquierda el higrómetro y a la derecha guía de
corrugados (Elaboración propia, 2015).
Figura 14. Herramientas utilizadas, báscula con precisión de
centésimas de gramo (Elaboración propia, 2015).

66
Asimismo, se tomó la decisión de medir el grosor de cada muestra ya que se estaba
observando un comportamiento peculiar. Se empleó un micrómetro digital para mesurar,
como su nombre lo indica sus unidades son en milésimas de milímetro.
Una vez realizadas estas pruebas previas se procedió a medir el MULLEN de la muestra en
el equipo PN-BSM600. Al principio, es necesario realizar la prueba sin muestra (3 veces)
con el objetivo de calibrar el equipo. Un dato importante es que siempre se debe cuidar que
el nivel de presión se mantenga en 0.4.
Figura 15. Herramientas utilizadas, hidrómetro (Elaboración propia, 2015).
Figura 16. Herramientas utilizadas, micrómetro digital (Elaboración propia, 2015).

67
El equipo PN-BSM600. Cuenta con un diafragma en su placa inferior la cual es de material
flexible y se abomba por medio de un sistema hidráulico, termina de hacerlo en el momento
que rompe el material. El valor de MULLEN de la muestra es expresada en Kgf/cm2. En la
figura 18 se puede observar como se baja la placa superior del equipo PN-BSM600 y hace
presión en la muestra de cartón contra la placa inferior. En la figura 19 se puede apreciar
como se ven las muestras después de haber hecho la prueba mullen con dicho equipo. En la
las muestras, se puede observar una ruptura dentro de la sección en forma circular, esto es
por la marca del diafragma.
Figura 17. Equipo PN-BSM600 (Elaboración propia, 2015).
Figura 18. Equipo PN-BSM600 realizando la prueba MULLEN (Elaboración propia, 2015).

68
A continuación se muestran 4 de las 7 tablas numeradas como 4,5,6,7 (las tablas faltantes se
encuentran en el apartado de anexos) en estas se pueden observar los datos que se obtuvieron
de las hojas de registro.
Tabla 4. Investigación preliminar para evaluar la variación del equipo PN-BSM600 (Elaboración propia, 2015).
VARIACIÓN DEL EQUIPO PN-BSM600 MULLEN
Marca que lo
Emplea:
“Sb” Fecha: 8 mayo 2015 Hora: 10:00 AM
Temperatura: 21.9 °C Humedad: 53% Tipo Flauta: Tipo C
Observaciones:
No. Muestra Peso
(g)
Gramaje
(g/m2)
Humedad
(%)
Mullen
(kgf/cm2)
1 6.60 660 4 11.5
2 6.67 667 4 11.4
3 6.67 667 4 12.3
4 6.72 672 3.5 9.1
Figura 19. Muestras de cartón corrugado después de la medición MULLEN (Elaboración propia, 2015).

69
Tabla 5. Investigación preliminar para evaluar la variación del equipo PN-BSM600 (Elaboración propia, 2015).
Tabla 6. Investigación preliminar para evaluar la variación del equipo PN-BSM600 (Elaboración propia, 2015).
VARIACIÓN DEL EQUIPO PN-BSM600 MULLEN
Marca que lo
Emplea:
“Sb” Fecha: 8 mayo 2015 Hora: 4:00 PM
Temperatura: 27.5 °C Humedad: 24% Tipo Flauta: C
No. Muestra Peso
(g)
Gramaje
(g/m2)
Humedad
(%)
Mullen
(kgf/cm2)
Observaciones:
5 6.89 689 0 11.7
6 6.92 692 0 10.5
7 6.82 682 0 13.6
8 6.94 694 0 13.3
VARIACIÓN DEL EQUIPO PN-BSM600 MULLEN
Marca que lo
Emplea:
“Sb” Fecha: 11 mayo
2015
Hora: 10:00 AM
Temperatura: 23.5
°C
Humedad: 40% Tipo
Flauta:
C
No. Muestra Peso
(g)
Gramaje
(g/m2)
Humedad
(%)
Mullen
(kgf/cm2)
Observaciones:
9 6.98 698 0 13.6 Para obtener más información se
medirá la humedad por ambas
caras y grosor de cada muestra.
10 6.98 698 0 15.1
11 6.99 699 0 12.0
12 6.98 698 0 11.6

70
Tabla 7. Investigación preliminar para evaluar la variación del equipo PN-BSM600 (Elaboración propia, 2015).
VARIACIÓN DEL EQUIPO PN-BSM600 MULLEN
Marca que lo
Emplea:
“Sb” Fecha: 14 mayo
2015
Hora: 10:00 AM
Temperatura: 21.2 °C Humedad: 52 % Tipo Flauta: C
No. Muestra Peso
(g)
Gramaje
(g/m2)
Grosor
(mm)
Humedad
(%)
Mullen
(kgf/cm2)
13 7.02 702 3.869 2 2.5 11.7
14 6.94 694 3.689 2 2.5 11.8
15 6.96 696 3.265 2 3.0 11.8
16 7.03 703 3.152 2 3.0 10.7
Observaciones:

71
4.1.2 Análisis de datos
Se usó un diagrama de dispersión para observar la variación de las muestras mesuradas del
MULLEN. La media de la prueba realizada fue de 12.075 y la desviación estándar fue de
1.342.
Ya que para analizar los datos con las gráficas de control típicas �� − 𝑅 y �� − 𝑆, se
recomienda usar de 20 a 25 muestras, cada una de ellas con n observaciones de la
característica a estudiar. El análisis de la información se realizó con las cartas de control para
observaciones individuales y para rango móvil, estos son usados cuando el tamaño de la
muestra es n=1, es decir, el tamaño de la muestra consta de una unidad individual. Se usó el
rango móvil de dos observaciones sucesivas como base para estimar la variabilidad del
proceso de medición del equipo PN-BSM600.
0
2
4
6
8
10
12
14
16
0 5 10 15 20 25 30 35
Mu
llen
No. de muestras
Diagrama de Dispersión Mullen
Figura 20. Diagrama de dispersión de muestras mesuradas en equipo PN-BSM600 (Elaboración propia, 2015).

72
Tabla 8. Tabla empleada para obtener carta de control de rango móvil (Elaboración propia, 2015).
En la tabla 8. Se puede observar cómo se fueron efectuando las diferencias/restas para
obtener el promedio del rango móvil, donde el dato superior se restó con el inferior y así
sucesivamente, pero sin tener en cuenta los signos negativos. De esa manera el 𝑀𝑅 se obtuvo
como el promedio de dichas diferencias, las fórmulas descritas se presenta a continuación.
𝑀𝑅𝑖 = |𝑥𝑖 − 𝑥𝑖−1|
𝑀𝑅 = ∑ 𝑀𝑅𝑖
𝑛
𝑖=0
Mediciones Mullen del equipo PN-BSM600
No Mullen MR No Mullen MR
1 11.5
17 13.4 2.7
2 11.4 0.1 18 11.8 1.6
3 12.3 0.9 19 11.6 0.2
4 9.1 3.2 20 13.4 1.8
5 11.7 2.6 21 11.3 2.1
6 10.5 1.2 22 10.9 0.4
7 13.6 3.1 23 10.4 0.5
8 13.3 0.3 24 13.6 3.2
9 13.6 0.3 25 12.1 1.5
10 15.1 1.5 26 13.3 1.2
11 12 3.1 27 14.2 0.9
12 11.6 0.4 28 10.3 3.9
13 11.7 0.1 29 10.6 0.3
14 11.8 0.1 30 13.9 3.3
15 11.8 0 31 11.6 2.3
16 10.7 1.1 32 12.3 0.7
Promedio: 12.075 1.438

73
En la parte izquierda se encuentran los cálculos efectuados para calcular los límites de control
superior e inferior tres sigma. Los parámetros para la carta de control de rango móvil son los
siguientes donde D4=3.267 y D3 = 0.00 para n=2
A continuación, del lado derecho se encuentra la figura 21, donde se puede observar la carta
de control móvil que se obtuvo. La lineal central representa el promedio del rango móvil, el
límite inferior es igual a D3, y el límite superior es D4 multiplicado por el promedio del rango
móvil. Los valores de D3 y D4 fueron obtenidos de la tabla Factores para Construir cartas
de control para variables, En la sección de factores para los límites de control, en el apartado
de Cartas para Rangos (véase en las referencias Montgomery, 2013). Como se puede
observar en la figura 21. Ninguno de los puntos excede el límite de control superior, ni existe
algún “pico” atípico, por lo tanto, puede realizarse la carta de control para las mediciones
individuales de MULLEN.
Los parámetros para la carta de control de observaciones individuales son los presentados
usando un rango móvil de n=2, entonces d2 = 1.128 (este valor se obtuvo de la tabla Factores
para Construir cartas de control para variables véase en las referencias Montgomery, 2013)
y �� representa la media de los datos obtenidos en la muestra (mediciones de MULLEN en
las muestras de cartón).
𝑀𝑅 = |𝑋𝑖 − 𝑋𝑖−1|
𝐿𝐶𝐿 = 𝐷3 = 0.00
𝑈𝐶𝐿 = 𝐷4𝑀𝑅 = 3.267(1.438)
= 4.700
Figura 21. Carta de Control para rango móvil (Elaboración propia, 2015).

74
En la figura 22, la carta de control de observaciones individuales, se observa 3 tipos de límites
de control, esto es para realizar una mejor interpretación. La línea central representa la media
(color naranja), los límites de control superior e inferior que se encuentran más próximos
(color rojo) son límites con un sigma, los que le siguen (color verde) son de 2 sigmas y los
que están más lejanos de la media (color gris) son de 3 sigmas. A los límites de control de 1σ
y 2 σ se le llaman de advertencia.
Las fórmulas que se muestran a continuación son las que se emplearon para calcular los
límites 3 sigma. Para la de 2 sigma lo único que cambia es el valor 3 (cambiar por 2) que
multiplica a 𝑀𝑅
𝑑2 .
𝑈𝐶𝐿 = �� + 3𝑀𝑅
𝑑2= 12.075 + 3
1.438
1.128
=15.901
𝐿𝐶𝐿 = �� − 3𝑀𝑅
𝑑2 = 12.075 + 3
1.438
1.128
= 8.248

75
Figura 22. Carta de Control para Observaciones Individuales (Elaboración propia, 2015).
La carta de mediciones individuales puede interpretarse en forma muy parecida a una carta
de control ��, si hay algún punto fuera de los límites de control o existe algún patrón se podría
llegar a la conclusión que algún factor dentro o fuera del equipo está influyendo en la
medición del MULLEN, y habría que investigar el porqué de este comportamiento sin
embargo. Se hizo uso de la tabla de reglas de sensibilidad para cartas de control de shewhart,
tabla 9 (Montgomery, 20013).
1 Uno o más puntos fuera de los límites de control
2 Dos de tres puntos consecutivos fuera de los límites de advertencia dos sigma pero
aún dentro de los límites de control.
3 Cuatro de cinco puntos consecutivos fuera de los límites de un sigma.
4 Una corrida de ocho puntos consecutivos en el mismo lado de la línea central.
5 Seis puntos seguidos que se incrementan o se decrementan de manera sostenida.
6 Quince puntos seguidos en la zona C (tanto arriba como debajo de la línea central).
7 Catorce puntos seguidos alternándose arriba, abajo.

76
8 Ocho puntos seguidos en ambos lados de la línea central pero ninguno de ellos en la
zona C.
9 Un patrón inusual o no aleatorio en los datos.
10 Uno o más puntos cerca de un límite de control o de advertencia.
Tabla 9. Reglas de sensibilidad para cartas de shewhart (Montgomery, 2013).
Se llegó a la conclusión dado de que el comportamiento se observa aleatorio, que la variación
existente no se debe al equipo PN-BSM600 sino a algunos otros factores como la humedad
en la muestras a causa del medio ambiente, y el daño de las fibras de cartón por diversas
causas como estibar las cajas de cartón para su almacenamiento, problemática que viene
desde los productores de este material.

77
4.2 Evaluación factor ajuste de la placa superior.
En este estudio se ajustó la placa que va en la parte superior del equipo MUL-TC a diferentes
alturas, a falta de un torquímetro digital, se contó el número de vueltas que daban los tornillos
así como la altura entre las placas por medio de un vernier digital. El resultado que se obtuvo,
fue que se tiene que ajustar la placa con los tornillos apretados, ya que si no se realiza de
esta manera, la muestra de cartón tiende a enlongarse. Por ese motivo, no se agregó este
factor al diseño experimental.
Figura 23. Fotografía de muestra de cartón corrugado que presenta elongación (Elaboración propia. IMPEE 2015).

78
4.3 Experimentación preliminar de los equipos MUL - TC Y PN -
BSM600.
Se hizo una experimentación preliminar para observar el comportamiento de ambos equipos,
con muestras obtenidas de una misma caja. Las pruebas se llevaron a cabo en 2 turnos uno
matutino a las 10 a.m. y otro vespertino a las 4 p.m. en cada turno se efectuó 3 muestras en
cada equipo. Sólo se hizo la medición de 6 muestras totales para cada equipo ya que donde
se obtendrá información de mayor valor será del resultado del diseño experimental que se
planteó.
4.3.1 Medición de MULLEN en equipos MUL - TC y PN - BSM600.
Tabla 10.Variación del equipo Mullen Mul-TC y PN-BSM600 (Elaboración propia, 2015).
La tabla 10, es una tabla comparativa de las que se 6 realizaron (las demás se encuentran en
la sección de anexos), en estas se puede observar que siempre existe cierta variación en las
VARIACIÓN DEL EQUIPO MULLEN MUL-TC y PN-BSM600
Fecha: 22 mayo 2015 Hora: 4:00 PM Tipo Flauta: C
Temperatura: 24.3 °C Humedad
Ambiental:
40 % Humedad
Material:
8.5 %
EQUIPO MUL-TC
No. Muestra Peso (g) Gramaje (g/m2) Grosor (mm) Mullen
(kgf)
1 1.76 - 3.364 46.8
2 1.84 - 4.059 42.8
3 1.86 - 3.457 34.5
EQUIPO PN-BSM600
No. Muestra Peso (g) Gramaje (g/m2) Grosor (mm) Mullen
(kgf)
1 7.38 738 3.870 4.108 13.9
2 7.62 762 4.086 4.133 15.0
3 7.60 760 3.879 4.087 16.6

79
mediciones, por lo cual es necesario emplear replicas en el diseño experimental. Cabe
mencionar que se recomienda un mínimo de 2 réplicas (n ≥ 2) para determinar una suma de
cuadrados debido al error, si todas las interacciones posibles están incluidas en el modelo
(Montgomery, 2004).

80
Capítulo V. Diseño Experimental y Análisis Estadístico.
En este capítulo se presenta el planteamiento, ejecución y análisis del diseño experimental.
Se expone de qué manera se empleó el coeficiente de variación y cómo se plantearon,
analizaron y compararon modelos que representaban la relación entre los equipos bajo
estudio.
5.1 Formulación del modelo estadístico
El diseño experimental que se decidió usar en un principio fue el de Diseños Anidados o
conocido también como diseños jerárquicos, el principio que lo rige es que el factor B esté
anidado en el factor A, esto significa que los niveles del factor B no son los mismos en cada
nivel del factor A. Se podría decir que hay una relación padre-hijo como la que se muestra
en los diagramas de árbol (Gutiérrez, de la Vara, 2012).
El modelo fue adaptado para que siguiera las condiciones de repetibilidad y reproductibilidad
(R & R), ya que la medición de mullen es una prueba destructiva, se obtendrían tres muestras
de cada caja (Ci=1,.., i=3) de una marca en específico (M j=1,..,j=3). La razón por la cual en un
principio no se decidió usar un modelo completo o más convencional fue porque para cada
tipo de corrugado no se pudo obtener las mismas marcas de cajas o de los mismos
proveedores.
El siguiente esquema muestra como se realizarían las pruebas, se lleva a cabo para el bloque
Octubre – Noviembre como para Enero - Diciembre, ya que para que haya reproductibilidad
se requiere la variabilidad de diferentes condiciones, ya sean operadores, periodos de tiempo,
ambientes, etc. En este caso se pensaba utilizar 2 periodos de tiempo diferentes en los cuales
se esperaba diferentes temperaturas en el medio ambiente y por lo tanto diferentes humedades
en las muestras de cartón corrugado. Este modelo iba a ser realizado al mismo tiempo para
ambos equipos MUL-TC y PN-BSM600 (Montgomery, 2013).

81
Figura 24. Recorte de modelo de diseños anidado (Elaboración propia, 2015).
5.1.1 Diseño experimental
Como se mencionó en el apartado 5.1 Formulación del modelo estadístico el diseño
experimental que se planteaba era uno de diseños anidados, los factores que se iban a analizar
eran los siguientes: Tipo de Equipo, tipo de cartón, tipo de flauta de cartón corrugado, marcas
que son empleadas. Los factores no controlables que se observaron son: calidad del material,
maltrato del material, personal, humedad del medio ambiente y humedad del cartón. La
variable de salida es definida como: la variación entre los equipos PN-BSM600 y MUL-TC.
Este se efectuaría con 3 repeticiones y en 2 períodos de tiempo diferentes (bloque). El diseño
experimental que se empleó fue un Factorial. Sin embargo, el esquema de modelo anidado
se retomó en la fase de análisis de los datos, en donde se buscaba obtener un modelo el cual
expresara la relación entre los dos equipos de MULLEN mencionados.

82
Ya que el estudio es para observar si existe diferencia significativa entre los equipos
MULLEN y a qué se deben estas diferencias, si al equipo u a otros componentes. Se optó por
reanalizar y rediseñar el modelo experimental. Como se puede observar en la figura 25, de
esta manera se determinó que los factores más relevantes que son controlables son el
material y el cambio de máquina. Los factores que no son controlables la mayoría por falta
de presupuesto como es la calidad del material (de acuerdo al fabricante), maltrato del
material y la humedad del cartón (es por la forma en cómo se almacena, el problema viene
desde la fabricante, después el transporte, almacén del cliente, etc.), humedad del medio
ambiente (a falta de un laboratorio o espacio donde se pueda controlar la temperatura y
humedad) y en el caso del operador del equipo siempre va a ser inevitable tener variabilidad
en su desempeño, la fuerza que aplica y la velocidad en este caso puede variar de operador a
operador aunque sigan el mismo proceso, por lo cual la experimentación completa para la
obtención de datos es realizada únicamente por una sólo persona (la escritora de esta tesis)
para evitar agregar más variabilidad.
Figura 25. Análisis del proceso de medición del parámetro MULLEN en cartón corrugado (Elaboración propia, 2015).
Medición de MULLEN en cartones corrugados.
Variables de Salida:
Variación entre los equipos
PN-BSM600 y MUL-TC
Factores No Controlables: Calidad de material, maltrato
del material, operador del equipo, humedad del medio
ambiente, humedad del cartón.
Factores Controlables: Factor máquina, factor material.

83
El diseño que se propone es un diseño factorial de 2 factores: el factor máquina y el factor
material. En este caso los factores controlables son fijos ya que los niveles de interés son
específicos. El factor máquina cuenta con 2 niveles los cuales son el equipo MUL-TC y el
equipo PN-BSM600, y en el caso del factor material se analizó con 16 niveles los cuales son
algunas de las distintas combinaciones que se presentaron en el diseño anidado, se puede
observar lo que representa cada nivel en la tabla 11.
Tabla11. Niveles del Factor Material (Elaboración propia, 2016)
Se realizó una pequeña prueba para evaluar que tan variables son las lecturas obtenidas por
los equipos de MULLEN, la cual se puede observar en la sección 4.3 Experimentación
preliminar para observar el comportamiento de los equipos MUL-TC Y PN-BSM600. Al
observar que si existe variación notable en las lecturas, se decidió realizar réplicas, pero
como se tiene como limitante el número de muestras que se pueden obtener de cada caja de
cartón corrugado, se decidió limitarse a tres (réplicas), ya que por el tamaño de las cajas no
era posible obtener más muestras. Por lo tanto, serían 32 tratamientos realizados 3 veces
cada uno, 96.
En promedio es necesario destinar una hora para poder realizar 5 muestras en el equipo MUL
– TC. Al tener esa limitante, se decidió emplear un bloque de tiempo, los cuales serán 3 días.
Además que es de utilidad ya que en la etapa de análisis será posible observar si la variación
se debe a la humedad del medio ambiente y del cartón. La cuál es una de las características
Niveles del Factor Material
Nivel Tipo de Flauta, Marca, Núm. Caja. Nivel Tipo de Flauta, Marca, Núm. Caja.
1 B/C , M1, C1 9 B, M1, C1
2 B/C, M1, C2 10 B, M1, C2
3 B/C, M2, C1 11 B, M2, C1
4 B/C, M2, C2 12 B, M2, C2
5 A, M1, C1 13 C, M1, C1
6 A, M1, C2 14 C, M1, C2
7 A, M2, C1 15 C, M2, C1
8 A, M2, C2 16 C, M2, C2

84
por las cuales formar bloques “Mide los efectos de los tratamientos en condiciones
experimentales distintas” (Montgomery, 2004).
Para resumir las características del diseño experimental son las siguientes:
Diseño Factorial con 2 Factores fijos controlables y un bloque de tiempo:
Variable de Respuesta: Medición del parámetro Mullen
Factor Máquina:
Nivel 1: Máquina 1 (MUL-TC)
Nivel 2: Máquina 2 (PN-BSM600)
Factor Material:
Nivel 1, Nivel 2, … , Nivel 16
Bloque de Tiempo “Día”:
3 réplicas cada una en un bloque diferente (un día distinto).
A continuación se muestra los 32 tratamientos del primer bloque, del diseño factorial
propuesto, que se obtuvieron en el software Minitab, al seleccionar el menú Estadísticas ->
DOE ->Factorial ->Crear Diseño Factorial, ahí se despliega un cuadro, se selecciona Diseño
Factorial Completo General y se le dan las características mencionadas.
OrdenEst OrdenCorrida TipoPt Bloques Material Máquina
1 26 1 1 1 1
2 7 1 1 1 2
3 16 1 1 2 1
4 18 1 1 2 2
5 8 1 1 3 1
6 11 1 1 3 2
7 5 1 1 4 1
8 13 1 1 4 2

85
9 14 1 1 5 1
10 22 1 1 5 2
11 9 1 1 6 1
12 2 1 1 6 2
13 4 1 1 7 1
14 3 1 1 7 2
15 15 1 1 8 1
16 24 1 1 8 2
17 25 1 1 9 1
18 20 1 1 9 2
19 23 1 1 10 1
20 12 1 1 10 2
21 27 1 1 11 1
22 29 1 1 11 2
23 30 1 1 12 1
24 1 1 1 12 2
25 31 1 1 13 1
26 17 1 1 13 2
27 10 1 1 14 1
28 21 1 1 14 2
29 19 1 1 15 1
30 6 1 1 15 2
31 32 1 1 16 1
32 28 1 1 16 2
Tabla 12. Diseño Factorial para primer bloque (Elaboración propia, 2015).
La aleatorización se llevará a cabo dentro de cada bloque, los cuales contarán con el mismo
número de tratamientos (bloques completos). Al agregar un bloque al modelo, se hace la
suposición que la interacción entre los bloques y los tratamientos es insignificante. Si llegaran
a existir dichas interacciones no será posible separarse del componente del error.
En este caso, existen 3 posibles fuentes de variabilidad los factores de tratamientos, el factor
de bloque y el error aleatorio. Si no se considera el efecto del bloque, la variabilidad y los
grados de libertad atribuibles al factor bloque (humedad del medio ambiente y el cartón) se
irían al error (Gutiérrez, de la Vara, 2012).

86
El modelo de los efectos para este nuevo diseño es:
𝑌𝑖𝑗𝑘 = 𝜇 + 𝜏𝑖 + 𝛽𝑗 + (𝜏𝛽)𝑖𝑗 + 𝛿𝑘 + 휀𝑖𝑗𝑘 {𝑖 = 1,2
𝑗 = 1,2, … ,16𝑘 = 1,2,3
Donde 𝜇 representa el efecto promedio global, 𝜏𝑖 el efecto del nivel i-ésimo del factor
Máquina, 𝛽𝑗 el efecto del nivel j-ésimo del factor Material, (𝜏𝛽)𝑖𝑗 es el efecto interacción
entre 𝜏𝑖 y 𝛽𝑗, 𝛿𝑘 representa el efecto bloque k-ésimo y por último, 휀𝑖𝑗𝑘 representa el
componente del error aleatorio.
Con la ayuda del software Minitab se realizó la aleatorización de los 3 bloques con 32
tratamientos cada uno. Esta tabla se encuentra en el apartado de Anexos.
5.1.2 Hipótesis para el Diseño experimental.
Las hipótesis para el diseño experimental que se planteó, son las siguientes:
Variable de Respuesta (Y): Medición del parámetro Mullen.
Hipótesis para el Bloque Día
Ho : 𝛿1 = 𝛿2 = 𝛿3 = 0
Todos los efectos del factor bloque sobre la variable de respuesta son nulos con un 95% de
confianza.
H1 : 𝛿𝑘 ≠ 0 para algún k
Al menos un efecto del factor bloque produce una diferencia en la variable de respuesta
diferente a los demás
Hipótesis para el factor Material.
Ho : 𝜏1 = 𝜏2 ,…, = 𝜏16 = 0

87
Todos los efectos del factor material sobre la variable de respuesta son nulos con un 95%
de confianza.
H1 : 𝜏𝑖 ≠ 0 para algún i
Al menos un efecto del factor material produce una diferencia en la variable de respuesta
diferente a los demás.
Hipótesis para el factor Máquina
Ho : 𝛽1 = 𝛽2 = 0
Todos los efectos del factor máquina sobre la variable de respuesta son nulos con un 95%
de confianza.
H1 : 𝛽𝑗 ≠ 0 para algún j
Al menos un efecto del factor máquina produce una diferencia sobre la variable de respuesta
diferente.
Hipótesis para el factor Interacción Máquina-Material
Ho : (𝜏𝛽)𝑖𝑗 = 0 para todo ij
Todos los efectos interacción de los factores máquina y material, sobre la variable de
respuesta son nulos con un 95% de confianza.
H1 : (𝜏𝛽)𝑖𝑗 ≠ 0 para algún ij
Al menos un efecto del factor interacción produce una diferencia sobre la variable de
respuesta diferente.
5.2 Análisis del diseño factorial
El experimento fue realizado como lo marcaba el orden aleatorio (que se obtuvo en el
software Minitab). Se registró el valor de Mullen de las muestras de cartón corrugado,
además, se registró como dato extra la masa de la muestras.

88
Una vez que se obtuvieron las observaciones de los tratamientos Mullen, se obtuvo los
gráficos de dispersión así como el análisis de varianza y de residuos que está a continuación.
En el gráfico de la izquierda de la figura 26 se puede observar los 16 niveles con sus tres
repeticiones de ambas máquinas. En el gráfico de la izquierda, en la parte superior se
muestran las observaciones del equipo MUL-TC mientras que en la parte inferior se
encuentran los valores obtenidos del equipo PN-BSM600. En el gráfico de la derecha se
puede observar la dispersión de los datos que tiene el equipo MUL-TC expresado como el
nivel 1 del factor máquina, (de la misma manera se puede observar la dispersión de los datos
para el equipo PN-BSM600, que es representado como el nivel 2). Este gráfico es un tanto
dudoso conocer la verdadera dispersión de los datos ya que al tener diferentes unidades, en
el caso del Equipo MUL-TC que presenta valores más grandes pareciera tener una mayor
dispersión, sin embargo, no es posible dar una opinión acertada.
Figura 26. Gráficas de dispersión. A la derecha la variable de respuesta vs el factor máquina, a la izquierda la variable de respuesta vs el factor
material (Elaboración propia, 2016).

89
Figura 27. Gráfica de Interacción de los factores Maquina y Material (Elaboración propia, 2016).
Existen 3 supuestos que es necesario que se cumplan para dar validez a los resultados
obtenidos en el análisis de varianza, estos son: normalidad, varianza constante e
independencia. Es decir, la respuesta “Y” en cada tratamiento se debe distribuir de manera
normal, con la misma varianza en cada tratamiento y las mediciones deben ser
independientes.
Una forma de comprobar dichos supuestos es a través del análisis de residuos. Los residuos
se definen como la diferencia entre la respuesta observada y la respuesta predicha por el
modelo, lo cual permite hacer un diagnóstico más directo de la calidad del modelo ya que su
magnitud señala qué tan bien el modelo describe los datos (Gutiérrez, de la Vara, 2012).
En la figura 27 se muestran 4 gráficos de los cuales en el gráfico de lado superior izquierdo
se puede apreciar que la mayoría de los residuos están alineados de forma recta, esto quiere

90
decir que los residuos siguen una distribución normal, y se puede corroborar con el gráfico
de la parte inferior izquierda.
Con el gráfico de la parte superior derecha, de Residuos Vs. Valores ajustados, se verifica
el supuesto de que los tratamientos tienen la misma varianza (varianza constante u
homocedasticidad) estos se afirma cuando los datos se distribuyen de manera aleatoria. En
este caso se puede observar que los residuos no se distribuyen de una forma totalmente
aleatoria. Así que, se procedió a hacer la prueba de Levene, para probar la igualdad de
varianzas. Donde las hipótesis son:
Ho: Todas las varianzas en los diferentes grupos son iguales.
Ha: No todas las varianzas (en los diferentes grupos) son iguales.
Es decir si se tomara un nivel de confianza del 90%, y si p-value fuera menor que 0.10
querría decir que las varianzas son significativamente diferentes, por lo tanto la suposición
de varianzas iguales sería sido violada (field, 2013).
Figura 28. Prueba de Levene. (Elaboración propia, 2016).

91
En la figura 28, se puede observar que p-value es mayor que 0.05 tomando como nivel de
confianza un 95%, por lo tanto se puede seguir afirmando que las varianzas son
aproximadamente iguales ya que la suposición es sostenible (field, 2013).
Por último, en la parte inferior derecha de la figura 27 se verifica el supuesto de
independencia, en el eje horizontal se grafica el orden de la corrida y en el vertical los
residuos correspondientes. Si se detecta una tendencia o un patrón, es evidencia de que existe
una correlación entre los errores, el supuesto no se cumple. En nuestro gráfico se puede
observar que los residuos no presentan algún patrón por lo tanto se concluye que cumplen
con el supuesto de independencia (Gutiérrez, de la Vara, 2012).
Tabla 13. ANOVA del diseño factorial propuesto (Elaboración propia, 2016).
En la tabla 13, se muestra el análisis de la varianza, se puede observar que el factor bloque
no tiene una efecto significativo sobre la variable de respuesta, ya que p-value es de 0.305 y
este es mayor que 0.05 (con un nivel de confianza del 95%). Se conoce como efecto de un
factor como aquellas desviaciones relacionadas con la media global. En este caso el efecto
del factor material, máquina y el efecto interacción se puede observar que son
estadísticamente significativos dado que p-value <0.05, muchos softwares como es el caso
de Minitab no reportan un p-value real menor que 0.0001 y en su lugar presentan un valor
“por omisión” el cual en el caso de Minitab es 0.000 (Soporte técnico de Minitab).

92
Otra forma de evaluar si son significativos los efectos de los factores, es por medio del
estadístico F, este se compara con los valores tabulares del estadístico de prueba, lo cual
indicará el valor máximo (del valor estadístico de prueba) que ocurrirá si la hipótesis nula
fuera verdadera, a un nivel de significación seleccionado. Para abordarlo de esta manera se
decidió probar en Excel por medio de la función Dist.F.INV (α, GL del factor, GL del error),
véase la tabla 14. Cabe recordar, que p-value o valor P, es el nivel de significación menor
que llevaría a rechazar la hipótesis nula (Ho). En este caso se realizó la prueba con un 95%
de confianza.
Efecto del
Factor
Hipótesis. Prueba de Hipótesis con
95% de confianza.
Conclusión.
Bloque Ho : 𝛿1 = 𝛿2 = 𝛿3 = 0
H1 : 𝛿𝑘 ≠ 0 para algún k
Dist.F.INV (0.05, 2, 62)
= 3.1452 > 1.21
No hubo suficiente
evidencia estadística
para rechazar Ho. El
efecto del factor
Bloque no es
significativo.
Material Ho : 𝜏1 = 𝜏2 ,…, = 𝜏16 = 0
H1 : 𝜏𝑖 ≠ 0 para algún i
Dist.F.INV (0.05, 15, 62)
= 1.8308 < 13.67
Se acepta H1, por lo
tanto el efecto del
factor Material es
estadísticamente
significativo.
Máquina Ho : 𝛽1 = 𝛽2 = 0
H1 : 𝛽𝑗 ≠ 0 para algún j
Dist.F.INV (0.05, 1, 62)
= 3.9958 < 600.69
Se acepta H1, por lo
tanto el efecto del
factor Máquina es
estadísticamente
significativo.

93
Interacción Ho : (𝜏𝛽)𝑖𝑗 = 0 para todo ij
H1 : (𝜏𝛽)𝑖𝑗 ≠ 0 para algún ij
Dist.F.INV (0.05 ,15, 62)
= 1.8308 < 3.94,
Se acepta H1, por lo
tanto el efecto del
factor Interacción es
estadísticamente
significativo.
Tabla 14. Prueba de hipótesis (Elaboración propia, 2016).
Figura 29. Gráfica de Interacción de los factores Maquina y Material (Elaboración propia, 2016).
En la figura 29, se pueden observar varias características, una de ellas es que el material 13
tanto en la máquina 1 (MUL-TC) como en la 2 (PN-BSM600), es la medición más alta del
parámetro Mullen en su respectiva escala. En el caso del material 15, resultó ser el que obtuvo
el menor valor para las 2 máquinas. También se puede observar que algunas líneas se cruzan,
eso concuerda con el análisis de varianzas donde destacó que existe al menos un efecto que

94
produce una diferencia estadísticamente significativa sobre la variable de respuesta, los
ejemplos más claros de ello es el material 16 con el 6, se observa que los efectos se cruzan,
también en el caso del material 9 y 4.
Figura 30. Gráfica de Interacción para Y (Elaboración propia, 2016).
En la figura 30, se observa que a pesar de que el equipo MUL-TC tiene diferentes unidades
(kgf) a diferencia del equipo tradicional que mide el parámetro mullen en kgf/cm2 se
visualiza que las datos obtenidos siguen un patrón parecido.

95
Tabla 15. Observaciones Inusuales (Elaboración propia, 2016).
Es común que en el análisis de datos se encuentren observaciones inusuales y este caso no
fue la excepción. En la tabla 15, se puede observar que hubo 7 observaciones atípicas, sin
embargo todas pertenecen al equipo MUL-TC. Además, incidió que las mediciones de
Mullen realizados con los materiales 11 (flauta B, marca 2, caja 1), 13 (flauta C, marca 1,
caja 1) y 16 (flauta C, marca 2, caja 2) salieron 2 veces como datos atípicos. En la tabla 16
se puede observar dicha información donde el número de observación de los datos atípicos,
es de acuerdo al orden de corrida.
Identificación de observaciones Inusuales
Orden
estándar
Orden
corrida
Bloque Niveles
Material
Tipo de Flauta,
Marca,
Núm. Caja.
Nivel
Máquina
21 27 1 11 B, M2, C1 1
25 31 1 13 C, M1, C1 1
31 32 1 16 C, M2, C2 1
85 57 3 11 B, M2, C1 1
41 75 2 5 A, M1, C1 1
57 86 2 13 C, M1, C1 1
63 95 2 16 C, M2, C2 1
Tabla 16. Identificación de observaciones inusuales (Elaboración propia, 2016)

96
5.3 Coeficiente de Variación de Pearson.
El coeficiente de variación de Pearson (CV) es una medida de dispersión, expresa el número
de veces que la desviación típica contiene a la media. Es una cantidad sin dimensión, ya que
al efectuar el cociente se eliminan las unidades, este se puede utilizar en lugar de la desviación
estándar para comparar la dispersión de los conjuntos de datos que tienen diferentes unidades
o diferentes medias (Vargas, 1995).
𝑐𝑣 =𝑠
�� (100) Si �� ≠ 0,
El CV, se suele utilizar con variables positivas y representarse en forma porcentual. Cuanto
mayor sea el coeficiente de variación, menor será la representatividad de la media. El
coeficiente de variación de Pearson emplea toda la información de la distribución y su valor
mínimo es V=0, el cual se obtiene para s=0, en este caso ya que no hay dispersión de los
valores se dice que la media es totalmente representativa de la distribución. En el figura 31,
no es posible determinar si la dispersión de los datos es debido a que los equipos hacen la
evaluación de las muestras en diferentes unidades, o si realmente el equipo Mullen mq1
(MUL-TC) presenta una mayor variación.
Figura 31. Gráfica de caja para equipos MUL-TC/Mullen mq1 y PN-BSM600/Mullen mq2 (Elaboración propia, 2016).

97
Por lo cual, se hizo uso de la herramienta CV en Minitab, para analizar la dispersión de los
datos, y se obtuvo que presenta una mayor variación el equipo MUL-TC que el PN-BSM600,
véase la tabla 17. Sin embargo, se puede observar que los valores ya no están tan alejados
uno del otro.
Tabla 17. Coeficiente de Variación Mq1 y Mq2 (Elaboración propia, 2016).
5.4 Modelo de Regresión Lineal Simple.
Figura 32. Gráfica de dispersión con regresión lineal simple (elaboración propia, 2016).

98
Con la información que se obtuvo en diseño factorial, se promediaron cada tratamiento con
sus 2 réplicas que se obtuvieron en cada nivel del bloque día. Como se puede observar en la
figura 32 presenta una relación lineal entre los equipos.
Tabla 18. Análisis de regresión de las medias de los tratamientos de las máquinas PN-BSM600 (mq2) y MUL-TC (mq1)
(Elaboración propia, 2016).
En la tabla 18 que resultó del análisis de regresión, se puede observar a través del coeficiente
de determinación corregido/ajustado que el 90.7% de la variación de las mediciones hechas
por el equipos PN-BSM600 explica su relación con la variable predictora (MUL-TC). En
este caso ya que el porcentaje de R2 ajustado es alto quiere decir que hay un buen ajuste del
modelo a los datos. En la parte superior de la tabla se muestra cual es la ecuación de
regresión.
Tabla 19. Análisis de regresión de las medias de los tratamientos de las máquinas PN-BSM600 (mq2) y MUL-TC (mq1)
(Elaboración propia, 2016).

99
En la tabla 19, se corrobora por medio de un análisis de varianza que la regresión es
significativa ya que el P-Valor, es muy pequeño se podría decir que es cero. La observación
16 es un valor atípico, por lo tanto quiere decir que no sigue la ecuación de regresión
propuesta de la manera adecuada.
Al estar las 2 variables relacionadas (Med mq2 y Med mq1), es posible predecir un valor de
respuesta a partir de un valor predictor. Es decir, en este caso sería posible obtener las
equivalencias de las observaciones que se obtuvieron al medir muestras con el equipo MUL-
TC con un equipo tradicional, en este caso el que está en estudio PN-BSM600.
Figura 33. Gráfica de residuos del modelo de regresión lineal (medias de los tratamientos) (Elaboración propia, 2016).
La figura 33, la cual es resultado del análisis de residuos, se emplea para evaluar la fiabilidad
del modelo. Los gráficos tanto inferior como superior situados del lado izquierdo, demuestran
que residuos son normales. Además para comprobarlo se realizaron las pruebas de
normalidad que ofrece Minitab con un 95% de confianza. Las pruebas son: Anderson
Darling, Ryan-Joiner (Similar a Shapiro-Wilk) y Kolmogorov – Smirnov, y el p-value
obtenido fue de 0.793, 0.100, 0.150 respectivamente y estos son mayores que 0.05, por lo
tanto, se puede seguir con la suposición, que los errores se distribuyen normalmente.

100
El gráfico de residuos vs. Ajustes, se emplea para verificar el supuesto de varianza constante.
El de residuos vs. orden de datos para verificar el supuesto de que los residuos no están
correlacionados entre sí. En ambos se puede observar que no siguen ningún patrón, así que
se podría decir que cumplen con estos requerimientos.
Sin embargo, el modelo que se presentó carece de otros factores que intervienen al realizar
una prueba de Mullen en una muestra de cartón corrugado. Este análisis sirvió para reafirmar
la suposición de que las mediciones que se realizan con los equipos Mullen en estudio, se
relacionan linealmente.
Para el nuevo modelo de regresión lineal se decidió separar la información de la variable
material, ya que en el diseño factorial se asignó un número a cada nivel (del factor Material),
este representaba combinaciones de características específicas para cada muestra.
Se construyeron varios modelos, unos procedieron de otros. Para el primer modelo el cuál
fue la base de los demás, se asignó como factores a cada una de las características (flauta,
marca, caja). Además, se agregó la covariable peso (del material para la máquina MUL-
TC), ya que este fue un dato extra que se recaudó de cada muestra en la corrida experimental.
Ya que el tamaño de las muestras de cartón son diferentes, para la máquina MUL-TC es de
5 x 5 cm y en para la máquina 2 PN-BSM600 es de 10 x 10 cm se normalizaron los datos,
multiplicando por el factor 4.0546, véase la tabla en la sección de anexos.
El modelo de regresión lineal múltiple se hizo en el software R, se optó por hacerlo en esta
plataforma por que el modelo cuenta con las covariable peso del material de la máquina1 y
las mediciones de la máquina1(MUL-TC), con factores fijos y aleatorios, además que existe
anidación entre los factores flauta, marca y caja. Probablemente no se habría podido llevar a
cabo en otro tipo de software enfocado a la estadística.

101
5.5 Modelo de Regresión Lineal Múltiple.
5.5.1 Construyendo el modelo en R
Se obtuvo un diagrama de dispersión para ver visualmente la relación entre las variables
Maq1 y Mq2. Esta vez sin promediar los tratamientos que son iguales de cada bloque, en la
figura 34 se puede observar que al parecer existe una relación lineal entre la Maq1(MUL-T
C) y la Mq2 (PN-PSM600).
Figura 34 Diagrama de dispersión Mq2 vs Maq1 (Elaboración propia, 2016).
Se importó los datos que se obtuvieron del diseño experimental factorial al software R, se
hizo la siguiente representación para los niveles de los factores de Flauta, Marca y Caja. Se
representó con la letra D a la flauta B/C, con letra A a la flauta A, con la letra B a la flauta B,
y C a la flauta C. La Marca 1 se representa con la letra M y la Marca2 con la letra N. La caja
número 1 se representa con la letra Q y la caja número 2 con la letra K.

102
Cada columna del arreglo que se importó a R al que se llamó Datos se tomó como la
representación de un vector que contiene observaciones de una variable en específico y se
asignó a un objeto, con la finalidad de poder trabajar de una manera más sencilla y eficaz en
el modelo. Además cada vector se definió con el tipo de carácter que es, en este caso si es
numérico o un factor, se realizó como se muestra a continuación.
> Maq1<-as.numeric(Datos$Mq1)
> Mq2<-as.numeric(Datos$Mq2)
> Peso.mq1<-as.numeric(Datos$Peso.mq1)
> bloque<-factor(Datos$Bloque)
> Flauta<-factor(Datos$Flauta)
> Marca<-factor(Datos$Marca)
> Caja<-factor(Datos$Caja)
Los objetos Maq1, peso.mq1, fueron definidos tipo numérico ya que fueron tratados como
covariables, de la variable de respuesta Mq2 (también definida de tipo numérico). En
cambio, los objetos con los nombre bloque, Flauta, Marca, Caja, fueron definidos como
factores.
Existen 2 funciones en R con el mismo objetivo de realizar regresión lineal ya sea múltiple
o simple, en las cuales tiene como propiedad principal que se emplean cuando hay algún
factor que se determinó como aleatorio.
La función lme() pertenece a la librería <<nlme>> y se emplea para ajustar un modelo de
efectos mixto por medio de regresión lineal. Este método utiliza la máxima verosimilitud
restringida (REML) para producir estimaciones no sesgadas de los parámetros del modelo y
para probar hipótesis. La función se divide en 2 partes o fórmulas, en la primera parte los
efectos fijos y en la segunda los efectos aleatorios (indica los grupos aleatorios).
La otra función es lmer() la cual se encuentra en la librería <<lme4>> . Esa, es una función
creada anteriormente a lme(), la cual tiene el mismo fin. Un detalle que tiene, es que en el

103
análisis para evaluar si los coeficientes del modelo ajustado son significativos que se obtiene
con el comando summary() no aparece el p-value.
De acuerdo a varios expertos en el tema (uno de ellos Dan Mirman, Dr. En neurencia
cognitiva) es complejo calcularlo (p-value), ya que los grados de libertad no son triviales de
computar para regresión multinivel y es por lo cual, los que programaron la función lmer()
decidieron no ponerlo ni para el comando summary() ni con los comandos que realizan los
análisis de varianza por medio de sumas de cuadrados tipo 1, 2 y 3, es decir anova(),
Anova(type=2), Anova(type=3). No obstante, existen paquetes que ofrecen aproximaciones
para este caso, como son <<pbkrtest>> el cual usa la aproximación de Kenward-Roger, y
<<lmerTest>> este usa la aproximación de grados de libertad de Satterthwaite.
Para representar los término de los efectos aleatorios, se escriben dos expresiones separadas
por la barra vertical <<|>>. Los que se sitúa del lado derecho se llama factor de agrupamiento.
Del lado izquierdo suele ponerse un 1 el cual es un simple escalar, de esta manera se genera
un efecto aleatorio para cada nivel de la agrupación del factor. Se trabajó con las funciones
descritas. El primer modelo al cual se le nombró “md1” tiene las siguientes características:
Variable dependiente: Mq2 (PN-BSM600).
Variables predictoras:
a. Covariables: Maq1 y Peso.mq1.
b. Factores fijos: Flauta y Marca. No son aleatorios, puesto que se fijan así
por el experimentador. Estos están anidados.
c. Factores aleatorios: bloque (día) y Caja (el factor caja está anidado en el
factor fijo Marca y este a su vez está anidado en el factor fijo Flauta).
> md1<-lmer(Mq2 ~ Maq1 + Peso.mq1 + Flauta + Flauta: Marca + (1|Flauta:Marca:Caja) +
(1|bloque), data = Datos)

104
El comando summary() se usa para determinar si los coeficientes del modelo de regresión
son significativos, es decir si explican la variabilidad de la variable dependiente, con este se
obtuvo la siguiente información:
En el resumen que se obtuvo, tabla 20, no resulta significativo la covariable Maq1. Sin
embargo, se procedió a realizar el análisis de varianza para el modelo, con el comando
anova().
Tabla 20. Recorte de la tabla de resumen del modelo md1 (Elaboración propia, 2016).
En el análisis de vrainza, tabla 21, se obtuvo la misma información, no es significativo Maq1.
Sin embargo, se sigue creyendo que si existe cierta relación. Al tratar al modelo como si todas
las variables fuesen fijas se observó que al quitar el factor Caja el p-value de Maq1
aumentaba y se volvía muy significativo.

105
Tabla 21.Anova del modelo md1 (Elaboración propia, 2016).
5.5.2 Primer modelo mixto propuesto.
Se realizó un nuevo modelo llamado fijoBloq (este no tiene el factor caja), se obtuvo en el
análisis de la regresión por medio de la función summary() que la covariable Maq1 no es
significativa, véase tabla 22. Sin embargo, en el anova, tabla 23, se obtiene que el factor
Maq1 es significativo así como la covariable Peso.mq1.
Eso ocurre porque el anova que se proporciona con el comando anova() se obtiene con la
suma de cuadrados tipos I y los resultados que se generan con la función summary() se
calculan con la suma de cuadrados tipo III. De acuerdo a varios expertos en el tema, uno de
ellos Wollschläger, D (2011) el concepto de sumas de cuadrados tipo I, II, III y IV fue
introducido por SAS. Generalmente estas diferencias se deben cuando un modelo no es
balanceado. En el caso del modelo fijoBloq se requiere un estudio más profundo para saber
exactamente a qué se debe.

106
Tabla 22. Recorte de la tabla de resumen del modelo de regresión lineal múltiple fijoBloq (Elaboración propia, 2016).
Tabla 23. Anova del modelo fijoBloq (Elaboración propia)
Ya que el modelo fijoBloq, tiene características que quedan tanto como para la SS tipo I como
para la SS tipo III, (véase sección 2.14), se optó por no descartar ningún término del modelo.
Así que este sería uno de los modelo propuestos que relacionan los 2 equipos de Mullen. Para
el análisis de residuos del modelo fijoBloq, se realizaron 2 gráficos para evaluar los supuestos
de homocedasticidad y de normalidad, para verificar el primer supuesto se realizó de la
siguiente manera: plot(fijoBloq, type= c ("p", "smooth")).

107
Figura 35. Verificación del supuesto de homocedasticidad del modelo fijoBloq (Elaboración propia, 2016).
En la figura 35, se puedo observar que los datos se distribuyen de manera aleatoria, por lo tanto
se puede decir que cumple el supuesto de homocedasticidad, estos significa que la variabilidad
de los residuos es independiente de las variables explicativas.
Para verificar el supuesto de normalidad de los residuos del modelo fijoBloq se realizó de la
siguiente forma:
> qqnorm(resid(fijoBloq))
> qqline(resid(fijoBloq))

108
Figura 36. Verificación del supuesto de normalidad de los residuos del modelo fijoBloq (Elaboración propia, 2016).
En la figura 36, Se puede observar que los residuos aparentan ser normales. Aunque en las
puntas se observan algunos datos atípicos. El residuo que se encuentra en el cuantil 4, el cual
fue localizado como la observación número 45, tratamiento número 13 (véase la tabla
llamada Arreglo de datos para modelo en R, en el apartado de anexos), fue eliminado ya que
al parecer influía mucho en la prueba de normalidad de los residuos.
Al nuevo arreglo de datos, que ya no incluye la observación 45, se le llamó Datos1, y al
modelo de regresión múltiple que utiliza este nuevo arreglo, se le nombró fijoBloq1. Después
de esto, se volvió a hacer las pruebas de normalidad de Shapiro – Wilk con el comando
shapiro.test(residuals(fijoBloq1)) y la prueba de Anderson Darling, para esta fue necesario
instalar el paquete <<nortest>> y se usó la función de la siguiente manera
ad.test(residuals(fijoBloq1)).

109
Las hipótesis para cada una de las pruebas son las siguientes:
Ho: Los residuos provienen de una población distribuida normalmente.
Ha: La muestra no proviene de una población distribuida normalmente.
Tabla 24. Pruebas de normalidad Shapiro-Wilk y Anderson-Darling para los residuos del modelo fijoBloq, sin el dato
atípico núm 45 (Elaboración propia, 2016).
Se realizó la prueba con un 95% de confianza, y se obtuvo un p-value en la prueba de shapiro-
wilk de .9487 > 0.05 y de 0.883 > 0.05 en la prueba de Anderson-Darling (tabla 24) por lo
cual no se rechaza la hipótesis nula y se sigue creyendo que los residuos provienen de una
población distribuida normalmente.
Se instaló el paquete << MuMIn>> para obtener el valor R2 marginal y R2 condicional, estos
se emplean para modelos mixtos, que contienen factores fijos y aleatorios. R2 marginal
describe la proporción de varianza explicada por los factores fijos y R2 condicional describe
la proporción de variación expresada por ambos, tanto factores fijos como aleatorios. En R2
marginal se obtuvo 0.8225 y en R2 condicional 0.8543 (Lefcheck, 2013).
Tabla 25. R2 marginal y R2 condicional para el modelo fijoBloq (Elaboración propia, 2016).
Para obtener los coeficientes del modelo fijoBloq, se realizó con la función coef(). Como se
puede observar en la tabla 26 la intercepción o la gran media está construida por la
combinación de los efecto fijos y los efectos aleatorios. La función fixef() desplega los

110
coeficientes de los efectos fijos. Y la función ranef() muestra los coeficientes de los efectos
aleatorios. Conjugateprior. (2014, agosto 14). I am confused with ranef function in R.
Recuperado de http://stats.stackexchange.com/questions/111702/i-am-confused-with-ranef-
function-in-r
Tabla 26. Coeficientes del modelo mixto de regresión múltiple fijoBloq (Elaboración propia, 2016).
Es decir el coeficiente de la gran media que se obtiene con la función coef() 9.687223 es igual
a la suma del coeficiente de la intercepción del efecto fijo 10.2484244 más coeficiente de la
intercepción del efecto aleatorio -0.5612016. De la misma manera se obtiene:
Gran media del bloque 2:
10.601113 = 10.2484244 + 0.3526890
Gran media del bloque 3:
10.456937 = 10.2484244 + 0.2085126
Tabla comparativa de coeficientes del modelo fijoBloq

111
Además, el valor que aparece en la intercepción en la tabla de resumen del modelo fijoBloq
que se obtiene con el comando summary(), véase la tabla 22, es el promedio del valor de la
intercepción para cada bloque (los valores en negritas). Expresado de otra manera:
9.687223 + 10.601113 + 10.456937
3= 10.248424
Por lo tanto el modelo de regresión múltiple es:
Mq2 = 10.248424 + 0.0289996Maq1 – 0.4524789 Peso.mq1 + 2.273308 Flauta B + 6.421176
Flauta C + 4.851149 Flauta D + 3.922335 Flauta A/Marca N + 2.61562Flauta B / Marca N
-9.703111 Flauta C / Marca N – 2.967153 Flauta D / Marca N.
5.5.3 Segundo modelo mixto propuesto.
Se planteó un último modelo, un poco más general, este fue asignado al objeto llamado
mfinal. En el análisis que se hizo con anova() así como con el sumary(), véase las tablas 27
y 28, se obtuvo que tanto la covariable máquina como la de peso son significativas, con un
95% de confianza.
> mfinal<-lme (Mq2 ~ Maq1 + Peso.mq1, random = ~ 1|bloque, data = Datos)
Tabla 27. Anova del modelo mfinal (Elaboración propia, 2016)

112
Tabla 28. Recorte de tabla de resumen del modelo de regresión lineal múltiple mfinal (Elaboración propia, 2016).
Se procedió a realizarse el análisis de residuos. En la figura 37, se muestra el grafico para
evaluar la normalidad, como se muestra los residuos parecen estar normalmente distribuidos.
Sin embargo, en la parte superior derecha se observa un dato atípico. Se procedió a hacer la
prueba de normalidad de Anderson – Darling y la de Shapiro – Wilk para los residuos del
modelo mfinal, tabla 29.
Figura 37. Verificación del supuesto de normalidad de los residuos del modelo mfinal (Elaboración propia, 2016).

113
Tabla 29. Pruebas de normalidad Shapiro-Wilk y Anderson-Darling para los residuos del modelo mfinal (Elaboración
propia, 2016).
La hipótesis nula para cada una de las pruebas, es que los residuos provienen de una
población distribuida normalmente, y la hipótesis alternativa es que no provienen de una
población distribuida normalmente. La prueba se realizó con un 95% de confianza y como
se puede observar de acuerdo al nivel de confianza definido, en la prueba de Anderson -
Darling no se encontró suficiente evidencia estadística para rechazar la hipótesis nula. No
obstante, en la prueba de shapiro – wilk, se rechazó la hipótesis nula.
Se detectó que el dato atípico que aparece en la figura 37, es el mismo que ya había sido
localizada para el modelo anterior (número 45, tratamiento número 13) por ende se procedió
a hacerse el mismo proceso, y emplear el arreglo Datos1, el cual no incluye la observación
45. El modelo de regresión múltiple que utiliza el arreglo Datos1, se le nombró mfinal2.
Después de esto, se realizó la prueba de normalidad de Shapiro – Wilk y la prueba de
Anderson Darling, y se obtuvo lo siguiente:
Tabla 30. Pruebas de normalidad Shapiro-Wilk y Anderson-Darling para los residuos del modelo mfinal, sin el dato
atípico núm 45 (Elaboración propia, 2016).

114
Se realizó la prueba con un 95% de confianza, y se obtuvo un p-value en la prueba de shapiro-
wilk de .8873 > 0.05 y de 0.639 > 0.05 en la prueba de Anderson-Darling (tabla 30) por lo
cual no se rechaza la hipótesis nula y se sigue creyendo que los residuos provienen de una
población distribuida normalmente.
En la figura 38, se puedo observar que los datos se distribuyen de manera aleatoria, por lo tanto
se puede decir que cumple el supuesto de homocedasticidad, estos significa que la variabilidad
de los residuos es independiente de las variables explicativas.
Figura 38. Verificación del supuesto de normalidad de los residuos del modelo mfinal (Elaboración propia, 2016).
Se obtuvo el valor R2 marginal (el cual describe la proporción de varianza explicada por los
factores fijos) y R2 condicional (describe la proporción de variación expresada para factores
fijos como aleatorios). En R2 marginal se obtuvo 0.6523066 y en R2 condicional 0.7063432
(Lefcheck, 2013).
Tabla 31. R2 marginal y R2 condicional para el modelo mfinal (Elaboración propia, 2016).
Los coeficientes para cada bloque son los que se muestran en la tabla 32. El valor que aparece
en la intercepción en la tabla de resumen del modelo mfinal que se obtiene con el comando

115
summary(), véase la tabla 28, es la media del valor de la intercepción para cada bloque. Es
decir: -0.4539239 + 0.7285751 + 0.5665044 = 0.2803852. Por lo tanto el modelo de regresión
múltiple es:
Mq2 = 0.2803852 + 0.226505 Maq1 + 0.4828502 Peso.mq1
Tabla 32. Coeficientes del modelo mixto de regresión múltiple mfinal (Elaboración propia, 2016).
Tabla comparativa de coeficientes del modelo mfinal

116
5.5.4 Comparación de los tres modelos propuestos.
Los modelos a comparar son el modelo de regresión lineal simple (MRLS) y los dos modelos
mixtos que se obtuvieron en R (fijoBloq y mfinal). En el caso del modelo MRLS se muestra
que el coeficiente de determinación corregido/ajustado es alto, es decir 90.7% se podría decir
que tiene un buen ajuste el modelo. “Si un modelo pudiera explicar 100% de la varianza, los
valores ajustados siempre serían iguales a los valores observados y, por tanto, todos los
puntos de los datos se encontrarían sobre la línea de regresión ajustada” (Soporte Minitab,
2016).
Como ya se había mencionado anteriormente en el caso de modelos mixtos se emplea R2
marginal y R2 condicional, el primero describe la proporción de varianza explicada por los
factores fijos y R2 condicional la proporción de variación expresada para factores fijos como
aleatorios. Para ambos modelos (FijoBloq y mfinal) muestra tener un mayor coeficiente
FijoBloq, es decir el modelo tiene un mejor ajuste a las observaciones reales, véase la tabla
33.
Nombre Modelo R2 R2 ajustado
MRLS Mq2 = 3.56 + 0.304Mq1 91.3% 90.7%
R2 m R2 c
FijoBloq
Mq2 = 10.248424 + 0.0289996Maq1
– 0.4524789Peso.mq1 + 2.273308 Flauta B
+ 6.421176 Flauta C + 4.851149 Flauta D
+ 3.922335 Flauta A/Marca N
+ 2.61562Flauta B/Marca N
-9.703111 Flauta C / Marca N
– 2.967153 Flauta D / Marca N.
0.8225989 0.8543511
mfinal Mq2 = 0.2803852 + 0.226505 Maq1 + 0.4828502 Peso.mq1
0.6523066 0.7063432
Tabla 33. Modelos a comparar (Elaboración propia, 2016)

117
Se emplearon los indicadores generales de ajuste, Criterio de información de Akaike (AIC)
y el criterio de información bayesiano (BIC), tabla 34. Ambos son usados para la selección
de modelos, incluyendo modelos de regresión. Entre más pequeño sea el valor de los
indicadores quiere decir que hay un mejor ajuste de parte del modelo. Se puede ver que en
este caso es el modelo FijoBloq (Scott, Simonoff & Marx, 2013).
Tabla 34. AIC y BIC para modelos mixtos (Elaboración propia, 2016).
Por último, se sustituyeron los valores correspondientes (observaciones reales) a los tres
modelos y se compararon con los valores reales de la Mq2 (el equipo PN-BSM600). Para
comparar la bondad de ajuste de los tres modelos propuestos se hizo uso de los indicadores
de series de tiempo, ME, MAD, MSE y MAPE. Entre menor sea el valor obtenido representa
un mejor ajuste del modelo a los valores reales. Los resultados se pueden observar en la tabla
35.
Nombre
Modelos
ME MAD MSE MAPE
Bloque:
1 2 3
MRLS -3.64
-1.63
-2.23
2.63068333 9.79166948 28%
FijoBloq -0.72
0.45
-0.01
0.84110501 1.37360356 7%
mfinal -0.98
0.60
-0.05
1.28549095 3.19182232 12%
Tabla 35. Indicadores ME, MAD. MSE y MAPE para los tres modelos propuestos (Elaboración propia).
El error medio (ME), indica el sesgo que tiene el modelo. Si el sesgo es positivo significa en
este caso que las mediciones de un equipo convencional son mayores que los que se obtiene
Nombre AIC BIC
FijoBloq 172.881 192.532
mfinal 206.8579 215.8912

118
a través del modelo, es decir el modelo está por debajo de los valores reales. Sí el sesgo es
negativo, los valores reales de un equipo convencional son menores que los que se obtienen
con el modelo propuesto, es decir el modelo está sobrestimando (Frederick, 2015).
El ME del modelo de MRLS para los tres bloques tiene sesgo negativo, este modelo está
sobresitmando, como se puede observar en la figura 39, los valores reales de un equipo
convencional son menores que los que se obtienen con el modelo propuesto. En cambio el
valor de ME para los modelo fijoBloq y mfinal es muy cercano a cero, para el primer y tercer
bloque se observa un sesgo negativo, el modelo está sobrestimando. Para el segundo bloque
en ambos modelos, el sesgo es positivo, es decir los modelos están por debajo de los valores
reales que se obtienen con un equipo convencional.
La Desviación Media Absoluta (MAD), evalúa la exactitud del modelo. El Error Cuadrado
Medio (MSE) mide la precisión. El error medio absoluto porcentual (MAPE), da un resultado
de la exactitud porcentual (Véase sección 2.12). Para estas tres medidas de desempeño de los
modelos, entre menor sea el valor que se obtenga para estos es mejor. Como se puede
observar en la tabla 35 el modelo fijoBloq es el que presentó mejores resultados para los tres
indicadores y el peor modelo fue MRLS.
Los datos que fueron sustituidos en los modelos fueron graficados en conjunto de las
observaciones reales que se obtuvieron al realizar la prueba de resistencia a la explosión con
la Mq2 Véase las Figuras 39-41, el orden que se tomó fue acorde a la tabla <<Datos>> que
se encuentra en la sección de Anexos. Las observaciones que se encuentran en la posición 1
a la 16 pertenecen al primer bloque, de la 17 a la 32 se encuentran en el segundo bloque y de
la 33 a la 48 al tercero, las observaciones para cada bloque están ordenadas conforme al orden
estándar. Esta es la razón por la cual se observa un patrón parecido cada 16 observaciones
(cada tercer parte).
En las Figuras 39-41 se puede ver claramente y confirmar que el modelo fijoBloq presenta
un mejor ajuste que los otros dos modelos, y el que tiene un peor desempeño es el modelo de
regresión lineal simple (MRLS), figura 39. El dato que sobresale en las tres graficas

119
presentadas, es el mismo dato atípico que ya había sido localizado (número 45, tratamiento
número 13, del bloque 3).
Figura 39. Gráfico para valorar el ajuste de MRLS (Elaboración propia, 2016).
Figura 40. Gráfico para valorar el ajuste del modelo mixto fijoBloq (Elaboración propia, 2016).
0
5
10
15
20
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47
Valores Reales Mq2 vs Modelo fijoBloq
Mq2 fijoBloq
0
5
10
15
20
25
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47
Valores Reales Mq2 vs MRS
Mq2 1er Modelo

120
Figura 41. Gráfico para valorar el ajuste del modelo mixto mfinal (Elaboración propia, 2016).
5.5.4.1 Comparación de modelos sin dato atípico.
Un dato atípico es una observación que se encuentra numéricamente muy alejada de las
demás observaciones que se obtuvieron del mismo proceso. Los valores atípicos pueden
distorsionar las predicciones y afectar la precisión, si no se les detecta y maneja
apropiadamente, especialmente en los modelos de regresión “pueden distorsionar los
resultados de la estimación” (Artís & Guillén, 2002).
Se volvió a obtener los coeficientes para los modelos de regresión lineal múltiple, sin el dato
atípico número 45, ya que se cree que la discrepancia de esta observación se debe a factores
que alteraron el material, y no debido a la máquina. Se revisó y confirmo que es un dato
atípico en ambos modelos. Además como se observa en la Figura 42 en el modelo mfinal se
tienen un dato atípico para cada bloque, los cuales están en la posición 16, 27 y 45 de la tabla
que se importó en R nombrada <<Datos>> (se encuentra en la sección de Anexos). Sin
embargo, sólo se eliminará la observación 45 para los dos modelos, ya que es el más alejado
y se cree que el más influyente.
0
5
10
15
20
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47
Valores Reales Mq2 vs Modelo mfinal
Mq2 mfinal

121
Se analizaron los residuos de los dos modelos (sin el dato atípico) mfinal y fijoBloq las
pruebas de normalidad que comprueban que pertenecen a una muestra aleatoria de una
distribución normal se encuentran en la sección 5.5.2 (para el modelo fijoBloq) y 5.5.3 (para
mfinal), en donde se presenta las pruebas de normalidad de Anderson – Darling y Shapiro –
Wilk que se llevaron a cabo. Asimismo, se verificó si se cumplía con el supuesto de
homocedasticidad.
En la figura 42, se muestra que los dos modelos cumplen con el supuesto de que las varianzas
de los errores son constantes. Los modelos se realizaron con tabla nombrada <<Datos1>> a
la cual se le extrajo la información que se encontraba en la fila de la observación 45 (se
encuentra en la sección de Anexos).
Figura 42. Verificación del supuesto de homocedasticidad, modelo fijoBloq a la izquierda y a la derecha mfinal
(Elaboración propia, 2016).

122
En el Análisis de varianzas, tabla 36, que se realizó para cada modelo presenta que todas las
variables son significativas con un 95% de confianza.
Tabla 36 Anova de los modelo fijoBloq y mfinal sin dato atípico.
Se obtuvo el resumen del modelo fijoBloq, tabla 37, como se puede observar la covariable
peso.mq1 no es significativa. Sin embargo, en el Anova del tabla 36 si lo es. Por lo cual, se
decidió tomar en cuenta todas las variables explicativas para el modelo. El modelo (sin dato
atípico) que describe la variabilidad de la Mq2 es el que se muestra a continuación.
Mq2 = 9.973784 + 0.06349786 Mq1 -0.53240610 Peso.Mq1
+ 2.31149842 FlautaB
+ 4.82221914 Flauta C + 4.60885023 Flauta D
+ 3.73459878 Flauta A: Marca N + 1.80015941 Flauta B: Marca N
- 8.10018457 Flauta C: Marca N - 2.87583374 Flauta D: Marca N
Anova modelo fijoBloq y mfinal sin dato atípico.

123
Tabla 37. Resumen del modelo fijoBloq (sin dato atípico) (Elaboración propia, 2016).
En el caso del modelo mfinal (Sin dato atípico). Tanto en el Anova como en el resumen del
modelo de regresión, se obtuvo que todos las variables son significativas. Por lo cual, se
tomaron en cuenta todos los coeficientes que se obtienen en tabla 38. El modelo que describe
la variación de la Mq2 es el siguiente.
Mq2 = 0.4768593 + 0.2185898 Maq1 + 0.4690885 Peso.Maq1

124
Tabla 38. Resumen del modelo mfinal (sin dato atípico) (Elaboración propia, 2016).
En la tabla 39, se presenta R2 marginal y R2 condicional los cuales expresan la proporción de
varianza explicada por los factores fijos y aleatorios respectivamente. Se obtuvo mejores
resultados con los modelos sin el dato atípico núm 45. Anteriormente se había obtenido para
fijoBloque R2marginal 0.8225989 y R2
condicional de 0.8543511, y para el modelo mfinal R2marginal
0.6523066 R2condicional 0.7063432. No obstante, el modelo fijoBloque sigue siendo el mejor.
Tabla 39. Rmarginal y Rcondicional para modelos mfinal y fijoBloq sin observación núm. 45.
Se usaron nuevamente las medidas de desempeño MAD, MSE, MAPE, además de los
indicadores generales de ajuste, Criterio de Información de Akaike (AIC) y el Criterio de
R2marginal y R2
condicional

125
Información Bayesiano (BIC), los cuales se emplean para la selección de modelos,
incluyendo modelos de regresión (Scott et al, 2013).
En la tabla 40 se señala de color gris para cada indicador el que representa el mejor modelo.
Como ya se había expresado anteriormente el Error Medio, indica el sesgo del modelo. Entre
más cercano esté el valor de cero quiere decir que está menos sesgado. Para los tres bloques,
fijoBloq muestra que los valores que se obtienen a través de éste, en general están por debajo
de los valores reales. En cambio, mfinal en el bloque 1, el indicador ME muestra que tiende
a estar sobreestimando y para los bloques 2 y 3 los datos que se obtienen están por debajo.
Para la Desviación Media Absoluta (MAD), mfinal es el mejor por un poco, esto quiere decir
que ese modelo es (un poco) más exacto que fijoBloq. En el caso del Error Cuadrado Medio
(MSE), fijoBloq tuvo un mejor resultado, esto quiere decir que es más preciso. En el Error
Medio Absoluto Porcentual (MAPE), se obtuvo que ambos modelos son igual de exactos,
con una desviación porcentual del 12%.
Por último, en los indicadores AIC y BIC, se obtuvo que el mejor modelo es fijoBloq.
Además, se muestra que el valor de los indicadores para ambos modelos disminuyó
considerablemente. Para el modelo fijoBloq se obtuvo anteriormente en AIC 172.881 y para
BIC 192.532 y en mfinal en AIC se obtuvo un valor de 206.8579 y en BIC 215.8912.
Indicadores para modelos sin dato atípico.
Nombre
Modelos
ME MAD MSE MAPE AIC BIC
Bloque:
1 2 3
fijoBloq 0.26
1.14 0.34 1.16 2.18
12%
149.26 168.59
mfinal -0.82
0.74
0.09
1.14 2.23
12%
185.89 194.81
Tabla 40 Indicadores ME, MAD. MSE, MAPE, AIC y BIC para fijoBloq y mfinal (Elaboración propia, 2016).

126
Ya que en MAPE se obtuvo el mismo valor porcentual. Se decidió hacer el análisis de todas
las medidas de desempeño para cada bloque, Véase la tabla 41. Se obtuvo que en los dos
primeros bloques en los indicadores MAD y MSE, fijoBloq tuvo mejores resultados. Sin
embargo, en MAPE resultó ser mejor que mfinal sólo para el primer bloque.
Indicadores para modelos sin dato atípico.
Nombre
Modelos
MAD MSE MAPE
Bloque Bloque Bloque
1 2 3 1 2 3 1 2 3
fijoBloq 1.11
1.15
1.21
1.70
2.08
2.80
0.1176
0.1074
0.1392
mfinal 1.13
1.16
1.13
2.22
2.66
1.79
0.1363
0.0975
0.1129
Tabla 41 Indicadores MAD. MSE, MAPE obtenidos en cada bloque (Elaboración propia, 2016).
En las figuras 43 y 44 se demuestra gráficamente el análisis que se obtuvo con los
indicadores. Asimismo, se puede observar la mejora en el ajuste a los valores reales, la cual
concuerda con el aumento de los coeficientes R2 marginal y R2 condicional.
Figura 43. Gráfico para valorar el ajuste del modelo mixto fijoBloq sin dato atípico núm. 45 (Elaboración propia, 2016).
0
5
10
15
20
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47
Modelo FijoBloq vs Datos Reales Equipo Convencional
Mq2 fijoBloq1

127
Figura 44. Gráfico para valorar el ajuste del modelo mixto mfinal sin dato atípico núm. 45 (Elaboración propia, 2016).
5.5.4.2 Modelo seleccionado.
Acorde a el análisis que se realizó todo indica que el modelo fijoBloq sin el dato atípico es el
mejor. Sin embargo, no se descarta el modelo mfinal (sin dato atípico), porque el modelo
fijoBloq está limitado en transferibilidad y sólo será de utilidad para las marcas que fueron
sometidas a estudio, además, que al quitar el valor atípico núm. 45 el modelo mfinal mejoró
notablemente (Wenger & Olden, 2012).
Para concretizar, se descarta el modelo de regresión lineal simple (MRLS), y se propone usar
el modelos fijoBloq (sin dato atípico), cuando se vaya a hacer una medición con el equipo
MUL-TC con todas las características necesarias, el peso de la muestra (debe tener tamaño
10 x 10 cm o si se realiza con la muestra empleada para MUL-TC de 5 x 5 cm multiplicar el
resultado por el factor 4.0546), algún tipo de Flauta A, B, C, B/C (la flauta B/C fue
representada con la letra D) y alguna de las dos Marcas que se analizaron para cada flauta.
Si el material a analizar no está dentro de las marcas que fueron estudiadas, se recomienda
usar el modelo mfinal. Ambos modelos fueron diseñados para las Flautas A,B,C y B/C, así
que no se recomienda usar ninguno de los modelos para cualquier otro tipo de cartón
corrugado y mucho menos para otro tipo de material como papeles, o tablas de madera.
0
5
10
15
20
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47
Modelo mfinal sin dato atipico
Mq2 mfinal2

128
Conclusiones.
El objetivo principal de esta investigación era validar el equipo de laboratorio MUL-TC, con
el cual se obtienen resultados en unidades diferentes (kgf) a un equipo convencional
(kgf/cm2) o (psi) porque cuenta con una geometría diferente. Y de tener relación elaborar un
modelo que lo demuestre.
Se realizaron tres pruebas previas antes de definir el diseño experimental, la primera fue para
evaluar la variación del equipo PN-BSM600 y evaluar si era conveniente usar este equipo
como modelo de comparación. Las muestras fueron obtenidas únicamente de una caja de
cartón corrugado de flauta tipo C, se realizaron 32 pruebas. El análisis de la información se
realizó con las cartas de control para observaciones individuales y rango móvil, para el
análisis de la carta de control de observaciones individuales, se trazaron 3 tipos de límites de
control de uno, dos y tres sigmas. Con el apoyo de la tabla de reglas de sensibilidad para
cartas de control de shewhart Montgomery (2013), se evaluó si había observaciones fuera
de los límites de control o si seguían algún patrón que especificaba la tabla.
Se llegó a la conclusión que la variación existente no se debe al equipo PN-BSM600 sino a
otros factores como la humedad en la muestras a causa del medio ambiente, y el daño de las
fibras de cartón por diversas causas como estibar las cajas de cartón para su almacenamiento,
problemática que viene desde los productores de este material.
La segunda prueba fue para evaluar si el factor ajuste de la placa superior era relevante, para
esto se ajustó la placa que va en la parte superior del equipo MUL-TC a diferentes alturas. El
resultado que se obtuvo, fue que se tiene que ajustar la placa con los tornillos apretados, ya
que si no se realiza de esta manera, la muestra de cartón tiende a enlongarse. Por ese motivo,
no se agregó este factor al diseño experimental.
La tercera prueba fue para observar el comportamiento de los dos equipos y si era necesario
realizar réplicas, para lo cual se observó que si era necesario y adecuado Montgomery (2014)
al menos dos se deben hacer si es posible.

129
Después de esto, se procedió a realizarse el diseño experimental, el cual fue un diseño de dos
factores fijos Maquina y Material y un bloque de tiempo al que se le llamó Día. Se obtuvieron
96 observaciones. Se encontró que el equipo MUL-TC sigue patrones parecidos a los que se
obtienen con el equipo convencional bajo estudio, pero a una diferente escala y que los
efectos del factor Maquina, Material y su interacción son significativos con un 95%. A través
del coeficiente de variación se obtuvo que el equipo MUL-TC si presenta una mayor
variación. Los CV para los equipos fueron, para MUL-TC de 33.10 y para PN-BSM600
29.13.
Por último, se obtuvieron dos modelos mixtos que relacionan a ambos equipos el modelo
fijoBloq (sin dato atípico núm. 45) mostró tener un mejor ajuste. Para hacer la comparación
se usaron los indicadores generales de ajuste AIC, BIC y también se usaron los indicadores
de series de tiempo, ME, MAD, MSE y MAPE. Sin embargo, no se descarta el modelo
mfinal (sin dato atípico núm. 45), porque el modelo fijoBloq está limitado en transferibilidad
y sólo es de utilidad para las Marcas que fueron sometidas a estudio (Wenger & Olden,
2012).
Ambos modelos fueron diseñados para las Flautas A, B, C y B/C, así que no se recomienda
usar ninguno de los modelos para cualquier otro tipo de cartón corrugado y mucho menos
para otro tipo de material como papeles, o tablas de madera.
Este estudio no cubre por completo las mediciones que se hacen con equipo de resistencia de
explosión diseñado para “cartón corrugado, liner solo o hecho tablero, cartoncillo, médium
u otro similar”. El cual está especificado en las normas NMX-N-082-SCF1-2008 y ISO
2759:2014. En otras palabras, no puede especificarse que cumple en sí la norma, sólo una
parte de ella.
El equipo MUL-TC a pesar de presentar una mayor variación en sus mediciones, puede ser
vendido al público ya que en el mercado hay diferentes calidades acorde a los diferentes

130
segmentos de mercado. Además, Su precio es más económico y da un resultado parecido a
un equipo de alta calidad.
La aportación que se hizo a la empresa fue poder expresar la variación de su equipo y
encontrar un modelo que relaciona los valores que se obtiene con éste y uno convencional.
En cuanto a la aportación que se hace a la comunidad científica, se encontró que existe otro
método de realizar la prueba de MULLEN para cartones corrugados muy parecida a la
conocida como prueba de resistencia a la explosión por el método de la bola el cual es un
método que presenta la ASTM para medir la resistencia de telas y plásticos muy delgados.
De acuerdo a la revisión sistemática que se realizó se observa que los artículos relacionados
con el equipo MULLEN son muy pocos, y no hay ninguno que sea para estudiar y/o analizar
al equipo como tal. Los escritos que se encontraron, utilizaron el equipo MULLEN para
evaluar las propiedades de los materiales que usaron. Por lo cual, se cree que esta
investigación es de relevancia ya que no hay muchas investigaciones dirigidas a la mejora o
cambio del diseño del equipo para la resistencia a la explosión.
Futuras Investigaciones.
Se alienta a realizar como investigaciones futuras los siguientes temas:
- Realizar un estudio de R y R para evaluar la presión del equipo MUL.TC.
- Elaborar un modelo que relacione a todos los tipos de cartón corrugado.
- Desarrollar un modelo que sea capaz de relacionar a ambos equipos y que sea
factible para todos los tipos de cartón que marcan las normas NMX-N-082-
SCF1-2008 y ISO 2759:2014.
- Rediseñar el equipo MULLEN, hacer que este sea más práctico e igual o
mejor de confiable.

131
Anexos
i. Experimentación previa para evaluar la variación del equipo PN-BSM600
(Recaudación de Datos).
ii. Medición de MULLEN en equipos MUL - TC y PN-BSM600.
iii. Aleatorización del Diseño Factorial con 3 bloques.
iv. Tabla de normalización del peso de la máq1.
v. Tabla de datos importados a R <<Datos>>
vi. Tabla de datos importados a R <<Datos1>>

132
i. Experimentación previa para evaluar la variación del equipo PN-
BSM600 (Recaudación de Datos).
Tabla A 1. Investigación preliminar para evaluar la variación del equipo PN-BSM600 (Elaboración propia, 2015).
Tabla A 2. Investigación preliminar para evaluar la variación del equipo PN-BSM600 (Elaboración propia, 2015).
VARIACIÓN DEL EQUIPO PN-BSM600 MULLEN
Marca que lo
Emplea:
“Sb” Fecha: 14 mayo
2015
Hora: 4:00 PM
Temperatura: 24.2 °C Humedad: 32 % Tipo Flauta: C
No. Muestra Peso
(g)
Gramaje
(g/m2)
Grosor
(mm)
Humedad
(%)
Mullen
(kgf/cm2)
17 6.96 696 3.927 0 0 13.4
18 7.10 710 3.952 0 0 11.8
19 7.01 701 4.074 0 0 11.6
20 7.03 703 3.453 0 0 13.4
Observaciones:
VARIACIÓN DEL EQUIPO PN-BSM600 MULLEN
Marca que lo
Emplea:
“Sb” Fecha: 15 mayo
2015
Hora: 4:00 PM
Temperatura: 25 °C Humedad: 30 % Tipo Flauta: C
No. Muestra Peso
(g)
Gramaje
(g/m2)
Grosor
(mm)
Humedad
(%)
Mullen
(kgf/cm2)
21 6.90 690 3.772 0 0 11.3
22 6.75 675 3.890 0 0 10.9
23 6.94 694 4.035 0 0 10.4
24 7.01 701 4.022 0 0 13.6
Observaciones:

133
Tabla A 3. Investigación preliminar para evaluar la variación del equipo PN-BSM600 (Elaboración propia, 2015).
Tabla A 4. Investigación preliminar para evaluar la variación del equipo PN-BSM600 (Elaboración propia, 2015).
VARIACIÓN DEL EQUIPO PN-BSM600 MULLEN
Marca que lo
Emplea:
“Sb” Fecha: 18 mayo
2015
Hora: 10:00 AM
Temperatura: 22 °C Humedad: 51 % Tipo Flauta: C
No. Muestra Peso
(g)
Gramaje
(g/m2)
Grosor
(mm)
Humedad
(%)
Mullen
(kgf/cm2)
25 7.05 705 4.110 3.5 4.0 12.1
26 6.94 694 4.044 3.0 4.5 13.3
27 7.08 708 3.907 2.5 3.5 14.2
28 7.03 703 3.865 3.0 3.5 10.3
Observaciones:
VARIACIÓN DEL EQUIPO PN-BSM600 MULLEN
Marca que lo
Emplea:
“Sb” Fecha: 22 mayo
2015
Hora: 4:00 PM
Temperatura: 24.3 °C Humedad: 40 % Tipo Flauta: C
No. Muestra Peso
(g)
Gramaje
(g/m2)
Grosor
(mm)
Humedad
(%)
Mullen
(kgf/cm2)
29 6.92 692 3.886 0 0 10.6
30 6.94 694 3.979 0 0 13.9
31 6.92 692 4.132 0 0 11.6
32 6.94 694 3.457 0 0 12.3
Observaciones:

134
ii. Medición de MULLEN en equipos MUL - TC y PN-BSM600.
Tabla A 5. Variación del equipo Mullen Mul-TC y PN-BSM600 (Elaboración propia, 2015).
VARIACIÓN DEL EQUIPO MULLEN MUL-TC y PN-BSM600
Fecha: 01 Junio 2015 Hora: 11:00 AM Tipo Flauta: C
Temperatura: 19.5 °C Humedad
Ambiental:
60 % Humedad
Material:
5.5 %
EQUIPO MUL-TC
No. Muestra Peso (g) Gramaje (g/m2) Grosor (mm) Mullen
(kgf)
1 1.38 - 3.644 55.3
2 1.40 - 4.030 35.9
3 1.41 - 3.199 27.7
EQUIPO PN-BSM600
No. Muestra Peso (g) Gramaje (g/m2) Grosor (mm) Mullen
(kgf)
1 7.03 703 3.989 3.970 10.1
2 7.05 705 3.721 3.977 13.2
3 7.19 719 3.693 3.926 11.9

135
Tabla A 6. Variación del equipo Mullen Mul-TC y PN-BSM600 (Elaboración propia, 2015).
VARIACIÓN DEL EQUIPO MULLEN MUL-TC y PN-BSM600
Fecha: 1 Julio 2015 Hora: 4:00 PM Tipo Flauta: C
Temperatura: 23.3 °C Humedad
Ambiental:
58 % Humedad
Material:
3.7 %
EQUIPO MUL-TC
No. Muestra Peso (g) Gramaje (g/m2) Grosor (mm) Mullen
(kgf)
1 1.39 - 4.032 36.7
2 1.38 - 4.109 38.2
3 1.34 - 4.061 39.0
4 1.39 3.716 38.7
EQUIPO PN-BSM600
No. Muestra Peso (g) Gramaje (g/m2) Grosor (mm) Mullen
(kgf)
1 6.88 688 4.241 4.162 11.4
2 6.98 698 4.093 4.074 12.9
3 7.00 700 4.210 4.113 13.1
4 6.85 685 3.911 4.079 13.4

136
Tabla A 7. Variación del equipo Mullen Mul-TC y PN-BSM600 (Elaboración propia, 2015).
VARIACIÓN DEL EQUIPO MULLEN MUL-TC y PN-BSM600
Fecha: 31 agosto 2015 Hora: 11:00 AM Tipo Flauta: C
Temperatura: 23.1 °C Humedad
Ambiental:
58 % Humedad
Material:
5.7 %
EQUIPO MUL-TC
No. Muestra Peso (g) Gramaje (g/m2) Grosor (mm) Mullen
(kgf)
1 1.44 - 3.993 41.5
2 1.33 - 3.709 31.6
3 1.40 - 4.025 33.5
4 1.39 4.114 33.2
EQUIPO PN-BSM600
No. Muestra Peso (g) Gramaje (g/m2) Grosor (mm) Mullen
(kgf)
1 6.99 699 4.103 4.110 13.2
2 7.05 705 3.540 3.591 13.3
3 6.99 699 3.823 3.939 11.2
4 6.90 690 3.989 4.043 12.7

137
Tabla A 8. Variación del equipo Mullen Mul-TC y PN-BSM600 (Elaboración propia, 2015).
VARIACIÓN DEL EQUIPO MULLEN MUL-TC y PN-BSM600
Fecha: 21 Sept 2015 Hora: 11:00 AM Tipo Flauta: B/C
Temperatura: 22 °C Humedad
Ambiental:
57 % Humedad
Material:
10.1 %
EQUIPO MUL-TC
No. Muestra Peso (g) Gramaje (g/m2) Grosor (mm) Mullen
(kgf)
1 2.90 - 6.941 90.5
2 2.96 - 6.578 77.6
3 2.89 - 6.661 60.9
EQUIPO PN-BSM600
No. Muestra Peso (g) Gramaje (g/m2) Grosor (mm) Mullen
(kgf)
1 11.48 6.810 6.920 19.7
2 11.23 6.681 6.778 20.8
3 11.36 6.719 6.574 21.6

138
Tabla A 9. Variación del equipo Mullen Mul-TC y PN-BSM600 (Elaboración propia, 2015).
VARIACIÓN DEL EQUIPO MULLEN MUL-TC y PN-BSM600
Fecha: 21 Sept 2015 Hora: 4:00 PM Tipo Flauta: B/C
Temperatura: 24.3 °C Humedad
Ambiental:
46 % Humedad
Material:
10.1 %
EQUIPO MUL-TC
No. Muestra Peso (g) Gramaje (g/m2) Grosor (mm) Mullen
(kgf)
1 2.95 - 6.375 59.2
2 2.87 - 6.410 57.1
3 2.88 - 6.652 68.3
EQUIPO PN-BSM600
No. Muestra Peso (g) Gramaje (g/m2) Grosor (mm) Mullen
(kgf)
1 11.32 6.499 6.508 19.3
2 11.44 6.417 6.984 22.1
3 11.26 6.400 6.534 20.0

139
iii. Aleatorización del Diseño Factorial con 3 bloques.
Tabla A 10.Aleatorización Diseño Factorial (Elaboración propia, 2015).

140
Tabla A 10- 1 (continuación). Aleatorización Diseño Factorial (Elaboración propia, 2015).

141
Tabla A 10- 2 (continuación). Aleatorización Diseño Factorial (Elaboración propia, 2015).

142
iv. Tabla de datos importados a R <<Datos>>
Tabla A 11. Arreglo importado en R, nombrado Datos (Elaboración propia, 2016).

143
Tabla A 11- 1 (continuación). Arreglo importado en R, nombrado Datos (Elaboración propia, 2016).

144
v. Tabla de datos importados a R <<Datos1>>
Tabla A 12. Arreglo importado en R, nombrado Datos1 (Elaboración propia, 2016).

145
Tabla A 12- 1 (continuación). Arreglo importado en R, nombrado Datos1 (Elaboración propia, 2016).

146
Bibliografía.
A. Juan, A. (2006). Introducción al programa MINITAB. 1st ed. [ebook] Barcelona:
Universitat Politècnica de Catalunya. Available at: http://www.uoc.edu/in3/e-
math/docs/Intro_Minitab_UPC.pdf [Accessed 10 May 2016].
Aakvaag, H., Thoresen, S., Wentzel-Larsen, T., Røysamb, E. and Dyb, G. (2014). Shame and
Guilt in the Aftermath of Terror: The Utøya Island Study. Journal of Traumatic Stress, 27(5),
pp.618-621.
Aparicio, J., Martínez, M. A. & Morales, J. Modelos Lineales Aplicados en R. España:
Universidad Miguel Hernández.
Barrios, E., Bocanegra, G., Domínguez, J., Contreras, A., Mena, R., Walker., & Félix, M.
(2006). Memorias del XX Foro Nacional de Estadística. In Contreras, A., Domínguez, J.,
Estrada, E., & Mena, R.H. (Eds.), (pp 1-145). Aguascalientes, Ags.: INEGI.
Blaxter, Loraine., Hughes, Christina., & Tight, Malcolm. (2010). How to research. Nueva
York: McGrawHill.
Borch, Jens., Lyne, M. Bruce., Mark, Richard E. & Habeger, Charles C. (2002). Handbook of
physical Testing of Paper. Nueva York: Marcel Dekker.
Bunge, M.(1992) La investigación Científica. Barcelona, España: Ariel methodos.
Castañedo, E., Dominguez, J. (2010) Diseño de Experimentos, Estrategias y Análisis de en la
Ciencia y Tecnología. México: CIMAT.
Cayuela, L. (2010). Modelos lineales: Regresión, ANOVA y ANCOVA. España: Universidad de
Granada

147
Cegarra Sánchez, J. (2004). Metodología de la investigación científica y tecnológica,. Madrid:
Diaz de Santos.
Chen, R., Tian, J., Zhou, L., Chen, X., Yan, H., Zeng, B. and Zhang, M. (2015). The relationship
between sleep quality and functional exercise capacity in COPD. The Clinical Respiratory
Journal, 10(4), pp.477-485.
Chou, T. (2006). Theoretical Basis, Experimental Design, and Computerized Simulation of
Synergism and Antagonism in Drug Combination Studies. Pharmacological Reviews, 58(3),
pp.621-681.
Crawley, J. (1999). Behavioral phenotyping of transgenic and knockout mice: experimental
design and evaluation of general health, sensory functions, motor abilities, and specific
behavioral tests1Published on the World Wide Web on 2 December 1998.1. Brain Research,
835(1), pp.18-26.
Del Barrio Castro, T., Clar López, M. and Suriñach Caralt, J. (2002). Modelo de regresión lineal
múltiple: especificación, estimación y contraste. Barcelona: UOC.
Diaz, A. (1999). Diseno estadistico de experimentos. Medellin, Colombia: Editorial
Universidad de Antioquia.
Fernández Fernández, S., Cordoba Largo, A. and Cordero Sánchez, J. (2002). Estadística
descriptiva. Madrid: ESIC.
Fitó, M., Covas, M. and Lamuela-Raventos, R. (2000). Olive oil and inhibition of low density
lipoprotein oxidation. Role of phenolic compounds. Medicina Clinica, 115(5), pp.166-169.
Frederick, D. (2015). Distribution Planning and Control. New York: Springer.
Garcia, J., Wagner, S., Liu, K. and Hu, X. (1995). Neurological Deficit and Extent of Neuronal
Necrosis Attributable to Middle Cerebral Artery Occlusion in Rats: Statistical Validation.
Stroke, 26(4), pp.627-635.

148
Guisande, C., Barreiro, A., Maneiro, I., Riveiro, I., Vergara, A. R & Vaamonde, A. (2006).
Tratamiento de Datos. España: Diaz de Santos.
Guillen, M. & Artís, M. (2002) Variables exógenas cualitativas. España: Universidad Oberta
de Catalunya.
Gutiérrez, H. & De la Vara, R. (2012). Análisis y diseño de experimentos. México:
McGrawHill.
Gutiérrez, J. C. (2016) Planeación y pronóstico de la demanda, énfasis cuantitativo para el
supply chain. México: IPN-UPIICSA.
H. McKinlay, Alfred., (2004). Embalajes para el transporte. Naperville, Illinois: Institute of
Packaging Professionals.
Hurtado León, I. and Toro Garrido, J. (2007). Paradigmas y métodos de investigación en
tiempos de cambio. Caracas Venezuela: CEC S.A.
Hwan Kim, Y., Ho Lee, J., Kun Hong, C., Won Cho, K., Hoon Yeo, J., Ju Kang, M., Weon Kim,
Y., Yul Lee, K., Joo Kim, J. and Youn Hwang, S. (2014). Feasibility of Optic Nerve Sheath
Diameter Measured on Initial Brain Computed Tomography as an Early Neurologic Outcome
Predictor After Cardiac Arrest. Academic Emergency Medicine, 21(10), pp.1121-1128.
IBM Knowledge Center. (2016). Suma de Cuadrados. Available at:
http://www.ibm.com/support/knowledgecenter/es/SSLVMB_22.0.0/com.ibm.spss.statisti
cs.help/spss/common/glm_general_factorial_sum_of_squares.htm
J. Evans, Michael & Rosenthal, Jeffrey S. (2005). Probabilidad y estadística, La Ciencia de la
Incertidumbre. Barcelona, España: Reverté.

149
Katsas, S. and Gras, C. (2009). THE EFFECT OF RECRYSTALLIZATION PHENOMENA DURING
ANNEALING ON THE FINAL FORMING PROPERTIES OF TRC AA8006. Conference: Aluminium
Cold Rolling and Strip Processing Symposium, TMS Light Metals, pp.1233-1236.
KINOSHITA, N., UEDA, T., SHOUJI, H. and KATSUZAWA, H. (1993). The Effect of Filler Content
on the Pore Structure and the Mechanical Strength of Filler-Loaded Paper. NIPPON KAGAKU
KAISHI, (7), pp.874-878.
Krajewski, L. J. & Ritzman, L. P. (2000). Administración de operaciones estrategias y análisis.
Boston: Prentice Hall.
Li, L., Hashaikeh, R. and Arafat, H. (2013). Development of eco-efficient micro-porous
membranes via electrospinning and annealing of poly (lactic acid). Journal of Membrane
Science, 436, pp.57-67.
Logan, Murray. (2010). Biostatistical Design and Analysis Using R: A Practical Guide. UK:
Wiley Blackwell.
López Pérez, G. and López Pérez, J. (1995). Introducción al micro SAS: Aplicación al análisis
de experimentos agrícolas. Turrialba: CATIE.
Mayer, D. and BLUTER, D. (1993). STATISTICAL VALIDATION. ECOLOGICAL MODELLING,
68(1-2 y 21-32).
Miller, Irwin., Freund, John E. & Johnson, Richard A. (2010). Probabilidad y Estadística para
Ingenieros. Arizona: Prentice Hall.
Milliken, George A., Johnson, Dallas E. (2009). Analysis of Messy Data Volume 1: Designed
Experiments. New York: Chapman and Hall/CRC.
Minitab Inc. (2016) ¿Por qué Minitab?. Available at: http://www.minitab.com/es-
mx/academic/why-minitab/
Montgomery, Douglas C. (2004). Diseño y Análisis de Experimentos. Arizona: Limusa wiley.

150
Montgomery, Douglas C. (2013). Control Estadístico de la Calidad. Arizona: Limusa wiley.
Montgomery, Douglas C., Peck, Elizabeth A. & Vining, G. Geoffrey. (2012). Introduction to
Linear Regression Analysis. USA: Wiley.
Oropeza Herrera, Silvia y Sánchez Saucedo, Ana Karina. (2010). Manual de Diseño de
Envases, consideraciones de diseño. México: IMPEE.
Ostle, B. (1988). Estadística aplicada. México: Limusa.
Pacheco, A. & Cruz, M. C. (2006). Metodología Crítica de la Investigación. México: CECSA.
Parikh, S., Ceballos, P. and Post, P. (2013). Factors Related to Play Therapists' Social Justice
Advocacy Attitudes. Journal of Multicultural Counseling and Development, 41(4), pp.240-
253.
Philadelphia University Research Center. (2015). ASTM Bursting Strength Test (Ball Burst)
[video]. Available at: https://www.youtube.com/watch?v=BplYNeKthB4
R, I. (2014). I am confused with ranef function in R. [online] Stats.stackexchange.com.
Available at: http://stats.stackexchange.com/questions/111702/i-am-confused-with-
ranef-function-in-r [Accessed 14 Aug. 2014].
R, I. (2016). I am confused with ranef function in R. [online] Stats.stackexchange.com.
Available at: http://stats.stackexchange.com/questions/111702/i-am-confused-with-
ranef-function-in-r [Accessed 3 Apr. 2016].
Ramasubramanian, M. and Wang, Y. (2007). A computational micromechanics constitutive
model for the unloading behavior of paper. International Journal of Solids and Structures,
44(22-23), pp.7615-7632.
Rauch James A. (1990) Rauch guide to the U.S. packaging industry. Bridgewater, New
Jersey: Rauch Associates.

151
Render, B., Stair, R. and Hanna, M. (2006). Metodos cuantitativos para los negocios. Mexico:
Pearson.
Rodríguez, J. A. (2011) Manual de Ingeniería y Diseño de Envase y Embalaje. México: IMPEE.
Rodríguez, J. A. (2015) Manual de procedimientos de pruebas de laboratorio para
materiales de envase y embalaje. México: IMPEE.
Sabino, C. (2007) El proceso de investigación. Caracas: PANAPO.
Sample(ECOLOGY). (2013). R^2 for linear mixed effects models. [online] Available at:
https://jonlefcheck.net/2013/03/13/r2-for-linear-mixed-effects-models/ [Accessed 7 Jul.
2016].
Solera, F. (2011). El A, B, C de la calidad. Revista ACCCSA. Volumen I, pp.18-32.
Sluiter, M., Kawazoe, Y., Sharma, P., Inoue, A., Raju, A., Rout, C. and Waghmare, U. (2005).
First Principles Based Design and Experimental Evidence for a ZnO-Based Ferromagnet at
Room Temperature. Physical Review Letters, 94(18).
The R Project. (2016). What is R?. Available at: https://www.r-project.org/about.html
Uni-kiel.de. (2011). Sum of Squares Type I, II, III in R. [online] Available at: http://www.uni-
kiel.de/psychologie/dwoll/r/ssTypes.php [Accessed 3 Oct. 2016].
Vargas Sabadias, A. (1995). Estadistica descriptiva e inferencial. [Cuenca]: Universidad de
Castilla-La Mancha.
Vargas Sabadías, Antonio. (1995) Estadística descriptiva e inferencial. España: Universidad
de Castilla – La Mancha.
Verpackungen, Handbuch für. (2004) Packaging Handbook. Alemania: Association of the
German Chemical Industry.

152
W. Creswell, John. (2003) Research Design: Qualitative, Quantitative. and Mixed Methods,
Approaches. Nebraska: SAGE.
Walpole, Ronald E., Myers, Raymond H., Myers, Sharon L., & Ye, Keying. (2012) Probability
& Statistics for Engineers & Scientists. New York: Pearson.
Wenger, S. and Olden, J. (2012). Assessing transferability of ecological models: an
underappreciated aspect of statistical validation. Methods in Ecology and Evolution, 3(2),
pp.260-267.
Wu, C.F. & Hamada, M. (2009) Experiments: Planning, Analysis, and Paramater Design
Optimization. New Jersey, USA: John Wiley & Sons.
Zertuche, F., Valencia, A. del R., & Rodriguez, R. B. (2011) Aplicación del Diseño de
Experimentos utilizando Análisis de Varianza Multivariado para la disminución de rechazo
de un proceso de ramo automotriz. Revista de La Ingeniería Industrial, 5, 35-46.
Zhang, J. (1999). A Simple Statistical Parameter for Use in Evaluation and Validation of High
Throughput Screening Assays. Journal of Biomolecular Screening, 4(2), pp.67-73.
Recommended