
ESTANCIA INDUSTRIAL EN GRUPO GAMESA S. DE R.L DE C.V
INFORME TÉCNICO DE LA OPCIÓN CURRICULAR EN LA MODALIDAD DE:ESTANCIA INDUSTRIAL
QUE PARA OBTENER EL TÍTULO DEINGENIERA EN ALIMENTOS
PRESENTA:VELÁZQUEZ TEPOPOTLA DIANA
DIRECTOR INTERNO: DR. JUAN S. ARANDA BARRADAS
DIRECTOR EXTERNO: ING. HERNÁN DE LA TORRE VALLEJO
México, D. F. Mayo del 2006
INSTITUTO POLITECNICO NACIONALUNIDAD PROFESIONAL INTERDISCIPLINARIA DE BIOTECNOLOGIA

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
ESTANCIA INDUSTRIAL EN GRUPO GAMESA S. DE R.L DE C.V
Diana Velázquez Tepopotla, *Ing. Hernán de la Torre Vallejo, **Dr. Juan S. Aranda Barrada*Gamesa-Quaker, S. de R.Lde C.V, Poniente 116 No 536, Industrial Vallejo, Del. Azcapotzalco, C.P 07330; México D.F.,Tel. 53283239, [email protected]**Unidad Profesional Interdisciplinaria de Biotecnología, IPN. Av. Acueducto s/n, Barrio La Laguna-Ticomán, Deleg. G.A Madero,C.P. 07340; México D.F., Tel. 5729-6000 Ext. 56338, [email protected]
Palabras clave: Galleta, calidad, control, proceso.
Introducción. Durante la Estancia Industrial en esta empresa, serealizaron diferentes actividades dentro del departamento deCalidad-Sanidad y en el departamento de Capacitación, en dosplantas diferentes (Vallejo y Tepeyac). Estas actividades son lassiguientes: Control Operativo del Proceso, Actualización de cartasde amasado, Inducción al Sistema AIB, Seguimiento al PlanMaestro de Limpieza, Coordinación de un grupo deMantenimiento Autónomo, Control Estadístico del Proceso, yCapacitación al personal de nuevo ingreso.El Objetivo del presente trabajo es conocer el funcionamiento deuna planta industrial por medio de las actividades que se llevan acabo durante el proceso de elaboración, de acuerdo con losestándares de manejo continuo para obtener productosconsistentes que cumplan con las necesidades del consumidor.Metodología. Para el Control Operativo del Proceso seidentificaron las partes de cada una de las máquinas en el áreade cortado y horneado de galletas para poder realizar medicionestales como el peso crudo de galleta (g), rol cortador (rpm),velocidades (molde, cuchillas, rodillos, bandas, en m/min),temperatura (ºC), haciéndolo de manera periódica para detectarlas variaciones del proceso.La actualización de las cartas de amasado se hizo para cambiaralgunas cantidades y nombres de componentes de la masa.Para tener una mejor comprensión del Sistema de Calidad con elque esta basada la empresa se hizo una inducción al Sistema AIB(American Institute of Baking). Ya adquirido este conocimiento seprocedió a la elaboración de un Plan Maestro de Limpieza.La coordinación del grupo de Mantenimiento Autónomo consistíaen contactar a los diferentes proveedores para poder realizar loscalendarios para que se dieran los cursos, además deacompañarlos durante estos cursos a las diferentes plantasubicadas en la ciudad de México.El Control Estadístico del Proceso se realizó en Planta Tepeyacmidiendo las variables que podemos encontrar en el procesotales como pH, peso (g), diámetro (mm); identificando las causasde variación con la ayuda de una herramienta estadísticallamada gráfica de control.Se capacitó a la gente de nuevo ingreso con un curso de losantecedentes de la empresa, así como un curso de Calidad ySanidad.Resultados y discusión. Para el Control Operativo de Procesostenemos el formato del perfil de maquinado (ver Figura 1) yhorneo en línea.
Figura 1. Perfil de maquinado de la línea 2Las cartas de amasado actualizadas se encuentran en el área deAmases. Para la realización de limpieza del equipo se tienen encuenta los puntos señalados en el formato del Plan Maestroademás de una retroalimentación continua. Con la capacitaciónimpartida a personal de nuevo ingreso y la coordinación del grupode mantenimiento autónomo, se mostró buena comprensión,entendimiento, organización y comunicación. La obtención de lainformación de la gráfica de control fue la materia prima delanálisis y así se pudo realizar interpretaciones correctas y tomardecisiones inmediatas. Con la información proporcionada entrípticos al equipo de trabajo y la evaluación de calidad diaria deproductos, se han podido detectar los puntos en el que el procesoesta fallando, eliminando defectos de calidad, reuniendocaracterísticas preferidas por el consumidor.Conclusiones. Durante el proceso se requiere de la medición deparámetros para un buen funcionamiento y obtención de unproducto de calidad, además es importante conocer lacomposición de cada una de las galletas, para poder resolveralgún problema en cuanto a características de calidad enproducto terminado. La calidad es una prioridad en esta empresapor lo que el buen funcionamiento de un Plan Maestro deLimpieza es parte de un sistema de calidad que debe cumplirse.La participación en el área de Capacitación y mejora continua enUnidad Vallejo me permitió desarrollar el liderazgo dentro de ungrupo, además de poder transmitir el conocimiento adquiridodentro de mi estancia. El poder contar con la principalherramienta del C.E.P. que es la gráfica de control en línea nospermitió controlar y mejorar nuestros procesos, mejorando lacalidad de nuestros productos, además de monitorear elcomportamiento de nuestro proceso, teniendo impactos enindicadores de costo y servicio.Agradecimientos. A la empresa Gamesa por haberme permitidorealizar esta estancia. A mis Asesores y sinodales por habermebrindado su apoyo, su conocimiento, sus sugerencias, y sutiempo.Referencias.1. Duncan J.R. y Manley. 1983. “Tecnología de la industriaalimentaría galletera, galletas, crackers y otros horneados”. 2daedición. Editorial Acnbia, S.A. pp. 257- 356 y 393-401.2. Matissek F. 1998. “Análisis de los alimentos, fundamentos,métodos y aplicaciones”. Editorial Acribia S.A. Zaragoza España.pp. 325-3543. Ulrich G. 1992. “Diseño y economía de los procesos deingeniería química”. McGraw-Hill Interamericana de México S.Ade C.V. México D.F. pp.29-49.

ÍNDICE
TEMA PÁGINA
Resumen………………………………………………………………………………………….2. Introducción……………………………………………………………………..... …………2.1 Descripción técnica y administrativa de la empresa…..…………………………..........2.1.1 Giro de la empresa……………………………………………………………................2.1.2 Misión y visión…………………………………………………………….......................2.1.3 Localización de la empresa y distribución de la planta……………..………………...2.1.4 Organigrama de la empresa……………………………………………………………2.1.6 Antecedentes………………………………………………………………………………2.1.7 Fundamentos...……………………………………………………………………………2.1.8 Proceso de elaboración de galletas……………………………………………………3. Justificación de actividades………………………………………………………………..4. Objetivos………………………………………………………………………………………4.1 Objetivo general……………………………………………………………………………..4.2 Objetivos específicos……………………………………………………………………….5. Actividades realizadas……………………………………………………………………… .5.1 Control Operativo de Procesos (C.O.P)…………………………………………………..5.1.1 Pasos a seguir para el C.O.P en máquinas……………………………………………5.1.2 Pasos a seguir para el C.O.P en Hornos………………………………………………5.3 Actualización de cartas de amasado……………………………………………………...5.4 Inducción al Sistema AIB…………………………………………………………………...5.5 Seguimiento al Plan Maestro de Limpieza……………………………………………….5.6 Coordinación de un grupo de Mantenimiento Autónomo………………………………5.7 Control Estadístico del Proceso (C.E.P)…………………………………………………5.8 Evaluación de la Calidad del producto……………………………………………………5.9 Elaboración de Trípticos……………………………………………………………………5.10 Capacitación del personal………………………………………………………………...6. Resultados…………………………………………………………………………………….7. Conclusiones………………………………………………………………………………….8. Recomendaciones a la empresa……………………………………………………………9. Sugerencias a estancias futuras……………………………………………………………10. Bibliografía…………………………………………………………………………………
1222235669101111111212121313141517172021242536373839
Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
FIGURAS
Figura 1. Perfil de maquinado de la línea 2…………………………………………………..Figura 2. Croquis de la ubicación de Gamesa Planta Vallejo………………………………Figura 3. Distribución de áreas Planta Vallejo……………………………………………….Figura 4. Distribución de áreas de la planta baja…………………………………………….Figura 5. Distribución de áreas primer nivel…………………………………………………..Figura 6. Organigrama de Grupo Gamesa Planta Vallejo…………………………………..Figura 7. Diagrama de bloques del proceso de elaboración de galleta Emperadorchocolate en Planta Vallejo……………………………………………………………………Figura 8. Procedimiento de Limpieza de máquina cortadora en Gamesa Planta Vallejo.Figura 9. Llenado de gráfico de control en línea……………………………………………..Figura 10. Perfil de maquinado línea 1………………………………………………………..Figura 11. Perfil de maquinado línea 2………………………………………………………..Figura 12. Perfil de maquinado línea 3………………………………………………………..Figura 13. Perfil de maquinado línea 5………………………………………………………..Figura 14. Perfil de maquinado línea 7………………………………………………………..Figura 15. Perfil de maquinado línea 6………………………………………………………..Figura 16. Carta de amasado actualizada de Emperador Chocolate……………………...Figura 17. Formato de Llenado del Plan Maestro de Limpieza…………………………….
133445
916192627282930313234

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
A LA UPIBI:
Por haberme permitido ocupar sus instalacionespara desarrollar mi carrera profesional.
AL POLITECNICO:
Por ser la Institución que me abrió sus puertaspara poder iniciar y culminar una de mis másgrandes metas: ser Ingeniera en alimentos
A GRUPO GAMESA:
Por permitirme realizar mi Estancia Industrialen sus instalaciones (Vallejo y Tepeyac).
A MI ASESOR INTERNO DR. JUAN ARANDA YSINODALES:Por sus conocimientos, sugerencias y su tiempoque me brindaron para la realización del presentetrabajo.
AL PERSONAL DE GRUPO GAMESA:
Diana J, Tavito, Lourdes M, Claudia S, David,Oscar, que me apoyaron durante mi EstanciaIndustrial e hicieron de esta una experienciaúnica.
AL ING. DAVID JACOBO:
Por haberme compartido sus conocimientos,consejos, experiencias, pero sobre todo porbrindarme su amistad.
A LOS PROFESORES DE LA UPIBI:
Por enseñarme y ser parte fundamental de miformación como profesionista, además de tenersiempre esa disponibilidad para auxiliar alestudiante en todo momento, en especial a AnaGabriela Loyo, Verónica Herrera, HermiloSánchez y Javier Jiménez.
A MIS ASESORES EXTERNOS(Ing. Hernán de la Torre Vallejo, Ing. IvonneChavira, Ing. Julio Camarillo):
Por brindarme su apoyo en todo momento,transmitirme conocimientos y experiencias, ydarme la confianza de ser parte del equipo decalidad-sanidad-capacitación.
A MIS PADRES:
Por el amor inmenso que me dan día a día, elapoyo, las palabras de aliento para seguir ymirar de frente, un eterno y granagradecimiento, los quiero!
A MIS HERMANOS:
Por ser siempre grandes compañeros y amigosque hemos compartido la vida entera, gracias porapoyarme, y darme grandes consejos para sermejor.
A MI FAMILIA:
Que con el ejemplo que me han puesto, medieron fuerza para seguir y llegar hasta el fin deeste camino.
A MIS AMIGAS:
Por haberme permitido ser parte de sus vidas,conocerlas, reír, llorar, saltar, jugar, en fin...,fueron tantos los momentos que pasamos juntasque se han quedado grabados para siempre en micorazón; gracias chavas!!: Ales, Angy, Vicky,Lety y Loby.
A MIS AMIGAS DE GRUPO:
Al ser siempre las que a diario convivimos, ycompartimos la misma meta ser Ingenieras enAlimentos, además de brindarme su amistad ycompartir tantas aventuras. Mil gracias por estarconmigo Ale, Mirsa, Gaby, Claudia, Lupe, Bere,Cerritos y Paola.
A MI GRAN AMIGO LUIS:
Por comprenderme, apoyarme,escucharme y sobre todo por siempre tener unasonrisa y un detalle lindo para mí.

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
1
ESTANCIA INDUSTRIAL EN GRUPO GAMESA S. DE R.L DE C.V
Diana Velázquez Tepopotla, *Ing. Hernán de la Torre Vallejo, **Dr. Juan S. Aranda Barrada*Gamesa-Quaker, S. de R.Lde C.V, Poniente 116 No 536, Industrial Vallejo, Del. Azcapotzalco, C.P 07330; México D.F.,Tel. 53283239, [email protected]**Unidad Profesional Interdisciplinaria de Biotecnología, IPN. Av. Acueducto s/n, Barrio La Laguna-Ticomán, Deleg. G.A Madero,C.P. 07340; México D.F., Tel. 5729-6000 Ext. 56338, [email protected]
Palabras clave: Galleta, calidad, control, proceso.
Introducción. Durante la Estancia Industrial en esta empresa, serealizaron diferentes actividades dentro del departamento deCalidad-Sanidad y en el departamento de Capacitación, en dosplantas diferentes (Vallejo y Tepeyac). Estas actividades son lassiguientes: Control Operativo del Proceso, Actualización de cartasde amasado, Inducción al Sistema AIB, Seguimiento al PlanMaestro de Limpieza, Coordinación de un grupo deMantenimiento Autónomo, Control Estadístico del Proceso, yCapacitación al personal de nuevo ingreso.Metodología. Para el Control Operativo del Proceso seidentificaron las partes de cada una de las máquinas en el áreade cortado y horneado de galletas para poder realizar medicionestales como el peso crudo de galleta (g), rol cortador (rpm),velocidades (molde, cuchillas, rodillos, bandas, en m/min),temperatura (ªC), haciéndolo de manera periódica para detectarlas variaciones del proceso.La actualización de las cartas de amasado se hizo para cambiaralgunas cantidades y nombres de componentes de la masa.Para tener una mejor comprensión del Sistema de Calidad con elque esta basada la empresa se hizo una inducción al Sistema AIB(American Institute of Baking). Ya adquirido este conocimiento seprocedió a la elaboración de un Plan Maestro de Limpieza.La coordinación del grupo de Mantenimiento Autónomo consistíaen contactar a los diferentes proveedores para poder realizar loscalendarios para que se dieran los cursos, además deacompañarlos durante estos cursos a las diferentes plantasubicadas en la ciudad de México.El Control Estadístico del Proceso se realizó en Planta Tepeyacmidiendo las variables que podemos encontrar en el procesotales como pH, peso (g), diámetro (mm); identificando las causasde variación con la ayuda de una herramienta estadísticallamada gráfica de control.Se capacitó a la gente de nuevo ingreso con un curso de losantecedentes de la empresa, así como un curso de Calidad ySanidad.Resultados y discusión. Para el Control Operativo de Procesostenemos el formato del perfil de maquinado (ver Figura 1) yhorneo en línea.
Las cartas de amasado actualizadas se encuentran en el área deAmases. Para la realización de limpieza del equipo se tienen encuenta los puntos señalados en el formato del Plan Maestroademás de una retroalimentación continua. Con la capacitaciónimpartida a personal de nuevo ingreso y la coordinación del grupode mantenimiento autónomo, se mostró buena comprensión,entendimiento, organización y comunicación. La obtención de lainformación de la gráfica de control fue la materia prima delanálisis y así se pudo realizar interpretaciones correctas y tomardecisiones inmediatas. Con la información proporcionada entrípticos al equipo de trabajo y la evaluación de calidad diaria deproductos, se han podido detectar los puntos en el que el procesoesta fallando, eliminando defectos de calidad, reuniendocaracterísticas preferidas por el consumidor.Conclusiones. Durante el proceso se requiere de la medición deparámetros para un buen funcionamiento y obtención de unproducto de calidad, además es importante conocer lacomposición de cada una de las galletas, para poder resolveralgún problema en cuanto a características de calidad enproducto terminado. La calidad es una prioridad en esta empresapor lo que el buen funcionamiento de un Plan Maestro deLimpieza es parte de un sistema de calidad que debe cumplirse.La participación en el área de Capacitación y mejora continua enUnidad Vallejo me permitió desarrollar el liderazgo dentro de ungrupo, además de poder transmitir el conocimiento adquiridodentro de mi estancia. El poder contar con la principalherramienta del C.E.P. que es la gráfica de control en línea nospermitió controlar y mejorar nuestros procesos, mejorando lacalidad de nuestros productos, además de monitorear elcomportamiento de nuestro proceso, teniendo impactos enindicadores de costo y servicio.Agradecimientos. A la empresa Gamesa por haberme permitidorealizar esta estancia. A mis Asesores y sinodales por habermebrindado su apoyo, su conocimiento, sus sugerencias, sutiempo, y sus experiencias.Referencias.1. Duncan J.R. y Manley. 1983. “Tecnología de la industriaalimentaría galletera, galletas, crackers y otros horneados”. 2daedición. Editorial Acnbia, S.A. pp. 257- 356 y 393-401.2. Matissek F. 1998. “Análisis de los alimentos, fundamentos,métodos y aplicaciones”. Editorial Acribia S.A. Zaragoza España.pp. 325-3543. Ulrich G. 1992. “Diseño y economía de los procesos deingeniería química”. McGraw-Hill Interamericana de México S.Ade C.V. México D.F. pp.29-49.
Figura 1. Perfil de maquinado de la línea 2

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
2
1. INTRODUCCIÓN
1.1 Descripción técnica y administrativa de la empresa
1.1.1 Giro de la empresa
Es una empresa dedicada a la elaboración de galletas dulces y saladas.
1.1.2 Misión y Visión
“Ser la Compañía Favorita de Alimentos de Conveniencia, Nutritivos y Divertidos”
Crecimiento: Buscar el crecimiento y logro de metas retadoras y agresivas, que
nos permitan incrementar nuestro liderazgo en el mercado de forma continua.
Trabajo en Equipo: Estar seguros que trabajando en equipo somos más
eficientes al complementar nuestros talentos a través de una actitud de
colaboración, compromiso, confianza y apoyo mutuo.
Innovación: Fomentamos la realización de grandes cambios a grandes cosas,
tanto en nuestro proceso como en nuestros productos, buscando que sean
sostenibles y den valor agregado, para beneficio de nuestros clientes y
consumidores.
Excelencia Operativa: Buscamos una ejecución perfecta de nuestras
operaciones, que nos permita eliminar gastos y costos no valorados por
clientes y consumidores.
Calidad: Ofrecemos a nuestros clientes y consumidores las mejores marcas,
productos y servicios con alto valor agregado y al más bajo costo.
Nuestra gente: Creemos en la integridad, honestidad y potencial de nuestra
gente, sabemos que puede autodirigirse y desarrollar sus competencias.
Estamos convencidos que debemos tratarnos con respeto y dignidad.
Procuramos que las opiniones e ideas se expresen libremente a través de una
comunicación transparente (Gamesa, 2001).
Productos que se elaboran en Gamesa Planta Vallejo:
Línea-1 Crackets; Línea-2 Chokis, Barra, Maravilla, Minichokis; Línea-3 Emperadores;
Línea-4 Minisándwich, bombitos, bizcochitos; Línea-5 Marías; Línea-6 Emperadores;
Línea-7 Mamut, Minimamut; Línea-8 Obleas; Línea-9 Obleas; Línea-10 Palitos; Línea-
11 Mamut; Línea-12 Mamut; Línea-13 SRico.
Productos que se elaboran en Gamesa Planta Tepeyac:
Línea-1 Pancrema, Marías knela, Base Arcoiris, Base Mamut, Animalitos; Línea-2
Marías Tradicionales, Marías Azucaradas, Marías Chocoleche; Línea-3 Marías
Tradicionales.

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
3
1.1.3 Localización de la empresa y distribución de la planta
Gamesa Planta Vallejo
Poniente 116 No 536, Col. Industrial Vallejo, México, D.F., C.P 02300
Figura 2. Croquis de la ubicación de Gamesa Planta Vallejo
A continuación en la Figura 3 se muestra la distribución de áreas en Planta Vallejo
Figura 3. Distribución de áreas Planta Vallejo
ALMACENES
MAQUINADO
HORNEADO
EMPAQUE
AMASES
EMPAQUE
EMPAQUE
PLANTA BAJA
PLANTAALTA
Line13=SR
Line11y12
Linea 5
Comedor
Serv.Médico
Vest.Chicas
Vest.Chicos
Line10
CH

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
4
Gamesa Planta Tepeyac
Congreso de la Unión 5752, Col. Granjas Modernas, México, D.F.
A continuación en la Figura 4 y 5 se muestra la distribución de áreas en Planta
Tepeyac
Figura 4. Distribución de áreas de la planta baja
Figura 5. Distribución de áreas primer nivel
PLANTA BAJA
AREAMARIAS
C. FERMENTACIÓN
ESTACIONAMIENTOANDENES
ENTRADA PRINCIPALVIGILANCIA
ADUANA
AMASES
EMPAQUE DEGALLETA
OFICINAS
BAÑOS
1er NIVEL
AREAMERENGUE
AREAMAQUINAS
TRANSFORMACIÓNMERENGUE
ALMACEN
EMPAQUEMERENGUE
COMEDOR OFICINAS
CHEDAR

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
5
1.1.4 Organigrama de la empresa
Para poder tener un control en cada área de la empresa se divide por departamentos
específicos. Las actividades que se realizaron estuvieron coordinadas por el
departamento de Calidad y de Capacitación. En la Figura 6 se muestra el organigrama
de grupo Gamesa.
Figura 6. Organigrama de Grupo Gamesa Planta Vallejo
GERENTE DEPRODUCCION
DIRECTORDE PLANTA
GERENTE DECAPITAL HUMANO
FACILITADORDE ALMACEN
FACILITADOR DECAPACITACIÓN
GERENTE DEINGENIERÍAINDUSTRIAL
GERENTE DECALIDAD YSANIDAD
FACILITADOR DEMANTENIMIENTO
FACILITADOR DEPRODUCCCIÓN
SERVICIOSEXTERNOS
FACILITADORDE PROCESOSY CONTROLESTADISTICO
FACILITADOR DESISTEMAS DECALIDAD
FACILITADORDE SANIDAD
FACILITADOR DELABORATORIO

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
6
1.1.5 Antecedentes
• 1921.- Fundación de la empresa LYSA S.A, a partir de la fábrica de pastas y galletas
Lara S.A.
• 1925.- LYSA 5. A se convierte en la fábrica de pastas y galletas La Industrial S.A.
• 1929.- Se adquiere la Galletera Continental logrando la consolidación de la industria
en e mercado local.
• 1948.- Cambio de razón social de Galletera Continental por la Galletera Mexicana
S.A. Se construye la Planta de Monterrey.
• 1953.- Planta Monterrey inicia operaciones con una fuerza de 400 trabajadores.
• Años 60’s.- Se instala una nueva planta en Ciudad Obregón, Sonora.
• 1974.- Se adquiere la fábrica de galletas y pastas Tepeyac S.A, localizada en la
Ciudad de México.
• 1978.- Galletera Mexicana S.A, cambia nuevamente su razón social para convertirse
en Gamesa S. A.
• 1979.- Se adquiere la fábrica de galletas La Palma S.A. en Mérida Yucatán.
• En 1981, Gamesa cuenta con siete plantas productivas al adquirir tres más: Vallejo
en la Ciudad de México, otra en Celaya Guanajuato y la tercera en Guadalajara
Jalisco.
• 1984.- Grupo Gamesa se asocia a empresas de prestigio mundial en el ramo de
alimentos.
• En 1990 Gamesa S. A. forma parte del consorcio mundial de Pepsico. Se une en
México a Compañías tales como: Sabritas, Alegro y Pepsicola Mexicana.
• 1995.- Se crea el Centro de Tecnología Gamesa. Pepsico se fortalece aún más, al
fusionarse al grupo Quaker y Gatorade (Grupo Gamesa, 2001).
1.1.6 Fundamentos
Generalidades sobre la producción de galletas
Definimos a Galleta como el producto alimenticio obtenido por amasamiento y
cocimiento de masa preparada con harina, agua, mantequilla o grasa vegetal,
azucares permitidos (sacarosa, azúcar invertido, miel de abeja, extracto de malta),
adicionados o no de huevo, leche, almidones, féculas, polvos de hornear, levadura
para panificación, sal, aditivos, permitidos de acuerdo al punto que se trate (Duncan,
1983).
La industria galletera nacional clasifica sus productos como: galletas laminadas,
realzadas, de alambre o gota y fermentadas; dicha clasificación está de acuerdo con el

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
7
proceso y equipo empleados, íntimamente relacionados con la cantidad y tipo de
ingredientes.
De acuerdo a la clasificación anterior en la Empresa tenemos:
Galletas de Fermentación: Saladita, Pancrema, Crackets.
Galletas tipo corte con alambre: Maravillas, Barra de coco, Delicias,
Hawaianas.
Galletas elásticas: Populares, Animalitos, Marías.
Galletas de realzado: Bases Sándwich combinado, Bases Emperador, Base
Merengue.
Características de las masas para galleta
Galletas elásticas. Este tipo de galletas se manufactura en una máquina que amasa
una pasta firme y la lleva a una lámina delgada, la cual pasa debajo de un molde
cortador que se mueve en la misma dirección y a la misma velocidad que la lona lleva
la masa.
Las masas trabajadas en esta máquina deben tener suficiente elasticidad para permitir
que los sobrantes sean removidos a otra banda. También deben ser lo suficientemente
firme para evitar que las piezas de masa se deformen al ser transportadas de la lona a
la banda del horno. Una inmensidad de masa es adaptable a este método.
Galletas de Realzado. Las masa a emplearse en la máquina de realzado, deben ser
duras y suficientemente grasosas para amoldarse a las depresiones del molde de
rodillo y deben poder moverse de la lona, y transportarse a la base del horno sin
dañarlas. A pesar de que las harinas cuya consistencia varía en gran escala puede
usarse con éxito en la máquina de realzado, es muy ventajoso el empleo de harinas
suaves para galletas, pues permite que las pastas se mezclen por lo menos durante
20 minutos sin endurecer, no obstante, la grasa contenida en la fórmula sea
comparativamente baja.
La pasta para usar en la máquina de realzado se puede trabajar mejor cuando éstas
se han batido lo suficiente para que cada partícula de azúcar y harina queden
cubiertas con la grasa.
Galletas tipo corte con alambre. Las masas relativamente suaves requeridas para
este tipo de galletas forzadas a través de los orificios de un molde por medio de dos

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
8
rodillos corrugados que giran en sentido contrario. Cuando esta cantidad adecuada de
pasta ha sido pasada por el orificio, un alambre tenso corta la masa (Calaveras, 1996).
Características de los ingredientes
Harina de Trigo. De él se extrae la harina que es el principal ingrediente en la
elaboración de galletas. Esta harina puede se integral o semiintegral, dependiendo del
tipo de galleta que se
vaya a elaborar. Es fuente de fibra, proteína y carbohidratos, que dan energía, ayudan
al crecimiento y facilitan la digestión.
Huevos. En la fabricación de galletas aporta textura, sabor y nutrición. Es importante
fuente de proteínas, grasas y vitaminas A, D, E, K, y B1 (Riboflavina).
Azúcar. Indispensable para darle el sabor dulce y el color caramelo a las galletas que
así lo necesiten.
Leche. En las galletas mejora la textura, da sabor y es fuente importante de proteínas
y vitaminas del complejo B, además de minerales como el calcio, de gran participación
en la formación de huesos y dientes. De igual forma, contiene algunos tipos de
azucares.
Chocolate. Se utilizan en las galletas para hacer parte de su composición o para
adornarlas.
Agua. Durante la fabricación de galletas es esencial para la formación de la masa que
será horneada posteriormente.
Sabores. Conocidos comúnmente como esencias. Son los que dan el sabor a las
galletas. Se utilizan sabores y colorantes naturales o artificiales, debidamente
aprobados por las autoridades nacionales e internacionales en alimentación y salud.
Polvo de hornear. El polvo de hornear se utiliza en pocas cantidades en las galletas.
Su función es hacer que la masa crezca durante el horneado (Duncan, 1983).

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
9
1.1.7 Proceso de elaboración de galletas
A continuación en la Figura 7 se muestra el proceso de elaboración de galletas.
5tr
Figura 7. Diagrama de Bloques del proceso de elaboración de galleta Emperador chocolate en Planta Vallejo
AlmacenamientoRecepción demateria prima.
Pesado yMezclado
Ingredientes y aguaT=24-28ºC
Amasado
Detector demetales
Cremado
Formación demasa
MaquinadoHorneadoEnfriadoAdición de crema
1era.zona2da. Zona3ra. Zona4ta. Zona
Laminado,calibración y corte
Formación delsándwich
Almacenado
Tiempo: 5-10min Tiempo:3-7min
Distribución

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
10
2. JUSTIFICACIÓN DE ACTIVIDADES
Control Operativo del Proceso: Obtener una uniformidad durante el proceso
para cumplir con las especificaciones establecidas por el departamento de
control de calidad, siendo eficaces; teniendo menos pérdidas, el mínimo de
desperdicios y el mínimo de tiempos muertos.
Actualización de cartas de amasado: Al Considerar el cambio de ciertos
ingredientes y proporciones en la masa se realizó esta actualización para la
mayoría de las galletas, de manera que el operador pudiera pesar con
precisión los ingredientes, ya que la calidad de la masa esta determinada por
la receta.
Inducción al Sistema AIB:Conocer que sistema de Calidad audita y certifica a
Gamesa para poder implementar programas de mejora continua en las
diferentes categorías implicadas (adecuación para la sanidad, control de
plagas, métodos operativos y prácticas del personal, mantenimiento para la
sanidad, prácticas de limpieza)
Seguimiento al Plan Maestro de Limpieza: Asegurar que la Limpieza de equipo
se lleve de manera correcta y efectiva para evitar acumulaciones de materiales
y producir un alimento sano.
Coordinación de un grupo de Mantenimiento Autónomo: Asegurar que este
grupo tuviera todos los cursos impartidos por diferentes proveedores, para
lograr una capacitación completa y poder aplicar los conocimientos adquiridos
en su área de trabajo.
Control Estadístico del Proceso: Buscar la eliminación de errores y disminuir
las variaciones en los procesos, enfocándonos en las variables del producto
que son de gran importancia para el consumidor.
Evaluar la calidad del producto elaborado: Por medio de un panel de calidad,
hacer una evaluación diaria a una determinada hora de los productos que se
están elaborando en ese momento para poder identificar las principales
desviaciones en el producto.
Capacitar al personal de nuevo ingreso: Informar al personal de los
antecedentes de la empresa; así como de otros aspectos de la misma para
tener un conocimiento que les permitirá desarrollar mejor su trabajo.
Elaborar trípticos para fomentar la calidad y sanidad en el producto
distribuyendo a todos los trabajadores de la empresa, haciendo énfasis en las
buenas prácticas de manufactura personales y generales.

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
11
3. OBJETIVOS
3.1 Objetivo general:
Conocer el funcionamiento de una planta industrial por medio de las
actividades que se llevan a cabo durante el proceso de elaboración, de
acuerdo con los estándares de manejo continuo para obtener productos
consistentes que cumplan con las necesidades del consumidor.
3.2 Objetivos específicos:
Determinar el funcionamiento de cada línea de producción, validando
parámetros del proceso y estandarizándolos para obtener procedimientos
operativos, así como fomentar la cultura de calidad en cada actividad.
Actualizar las cartas de amasado verificando la cantidad, el tiempo y la
temperatura de cada una de las masas de las distintas galletas, así como
diseñar el formato de Plan Maestro de Limpieza.
Capacitar al personal de nuevo ingreso para que conozcan los aspectos
fundamentales de la empresa y coordinar a un grupo de mantenimiento
autónomo para que desarrollen distintas actividades.
Ejecutar el C.E.P. para evitar errores y disminuir variaciones en el proceso, así
como elaborar trípticos para fomentar la calidad y sanidad en el producto.
Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
12
4. ACTIVIDADES REALIZADAS
4.1 Control Operativo de Procesos (C.O.P)
4.1.1 Para el C.O.P en máquinas cortadoras se siguieron estos puntos:
Identificar las partes de cada una de las máquinas para poder realizar las
mediciones, tales como peso crudo de galleta (g), rol cortador (rpm),
velocidades (molde, cuchillas, rodillos, bandas, en m/min), altura de cuchilla,
apertura de roles, descenso del alambre (línea 2), posición del golpe (línea 2),
longitud del golpe (línea 2), temperatura de chaqueta (línea 2), golpes por
minuto maniful (línea 7), capacidad de bomba (línea 7), alimentador masa
(m/min línea 5), apertura actual (1ro, 2do, 3er y 4to calibrador en m/min línea
5), apertura de receta (1ro, 2do, 3er y 4to calibrador en m/min línea 5).
Hacer la revisión diaria de cada una de las partes de la máquina cortadora de
los equipos 1, 2, 3, 4, 5, 6, 7, para obtener datos con los que se estandarizó
esta área del proceso. Fundamentándonos en variables ya establecidas dentro
de un sistema llamado Clear, en el cual, el maquinista captura los datos que
obtiene de la medición de diferentes variables y estos son enviados a Planta
Monterrey donde el proceso es monitoreado a través del sistema, logrando
conformar todo el equipo de trabajo y así disminuir las variantes encontradas
durante el proceso.
Realizar el diseño de un formato en el que se visualizara mejor los parámetros
que se deben estar controlando a lo largo del proceso, con sus respectivos
rangos, hoja de color, nombre de maquinistas, de manera que se identificará
plenamente que línea y que producto se estará controlando.

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
13
4.1.2 Para el C.O.P en Hornos se siguieron estos puntos:
Identificar las partes de cada uno de los hornos para poder realizar las
mediciones, tales como peso de galleta cocida (g), altura de 10 piezas (mm),
temperatura de cada una de las zonas del horno (ºC), tiempo de cocimiento
(min), humedad (%), quemadores encendidos y apagados de todas las zonas
del horno.
Hacer la revisión diaria de cada una de las partes del horno de las líneas 1, 2,
3, 4, 5, 6, 7, para obtener datos con los que se estandarizó esta área del
proceso. También aquí el hornero ya tiene estas variables en el sistema Clear,
en el cual se capturan los datos que se obtienen de la medición de las
diferentes variables.
Realizar el diseño de un formato en el que se visualizara mejor los parámetros
que se deben estar controlando a lo largo del proceso, con sus respectivos
rangos, hoja de color, nombre de horneros, de manera que se identificará
plenamente que línea y que producto se estará controlando.
Este mismo procedimiento se llevó a cabo para poder estandarizar el perfil de
horneo en tres líneas de Gamesa Planta Tepeyac.
4.3 Actualización de cartas de amasado
En esta actividad se realizo una revisión de las cartas de amasado de cada galleta, ya
que por disposición de Ingenieros de Planta Monterrey, se decidió hacer un cambio en
la vitamina utilizada. Anteriormente utilizaban Premix (es una mezcla de diferentes
vitaminas) y la que actualmente se utiliza es Anemia (mezcla de vitaminas, en
diferentes proporciones de la Premix), además de realizar otros ajustes en cuanto a
proporciones de otros ingredientes tales como azúcar, bicarbonato de amonio,
bicarbonato de sodio, saborizantes y harina.
Esta actualización se tenía que realizar minuciosamente, ya que cualquier error
cometido en cuanto a cantidad de ingrediente, perjudicaría directamente en el
proceso.
Finalmente ya actualizadas estas cartas, fueron revisados por el Ingeniero del área de
producción, validándolas y de inmediato colocándolas en el área de Amases para
llevar a cabo correctamente las pesadas. Cabe mencionar que estas fueron impresas
en una hoja de un determinado color (dependiendo de la línea) como se hizo con el
perfil de maquinado y horneo.

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
14
4.4 Inducción al Sistema AIB
Es necesario tomar un curso para poder comprender, estructurar, e implementar
acciones, sabiendo bajo que normas y reglamentos esta sujeta la empresa.
El AIB es un sistema de calidad por el cual esta regida esta empresa. Sus siglas en
inglés significan American Institute of Baking (Instituto Americano de Panificación).
Institución que cuenta con los conocimientos en seguridad de los alimentos, que
audita y certifica a Gamesa cada año en sanidad y protección al producto.
Se realizan auditorias dos veces por año como mínimo si previo aviso, tienen una
duración de dos a tres días en la planta e inspecciona un auditor del AIB. Se buscan
riesgos físicos, químicos o microbiológicos que puedan contaminar el producto en la
zona y área de producto (Gamesa, 2001). Se califica de acuerdo a categorías, las
cuales son:
Adecuación para la sanidad (A.S): Programa maestro de limpieza y
sanitización.
Control de plagas (C.P):Programa integral de control de plagas
Métodos Operativos y Prácticas del Personal (M.O.P.P): Deben tener por
escrito los procedimientos estándar de operación, así como un programa de
capacitación al personal en temas como higiene personal, seguridad personal,
hábitos de higiene.
Mantenimiento para la Sanidad (M.S): Los procedimientos de sanitización
deben haber sido desarrollados para los equipos, utensilios, estructuras
superiores, pisos, paredes, techos, dispositivos de iluminación, sistemas de
ventilación, unidades de refrigeración y cualquier otro que pudiera impactar la
seguridad. Los procedimientos deben especificar:
o El nombre del responsable
o El compuesto químico que se utilizará
o El método o técnica a seguir
o La frecuencia de lavado y sanitización
Prácticas de Limpieza (P.L): Esta sección contiene los requisitos para la
limpieza programada de las instalaciones físicas y los patios, equipo, utensilios
y la limpieza de mantenimiento relacionada con equipos delicados.

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
15
Al finalizar la auditoria la empresa obtiene una calificación y se señalan los puntos en
donde se deben tomar medidas correctivas de inmediato, para así lograr una mejora
continua y garantizar la inocuidad del alimento.
4.5 Seguimiento al Plan Maestro de Limpieza
Después de conocer los fundamentos del Sistema AIB, se procede a analizar y
caracterizar un Plan Maestro de Limpieza que sea efectivo, aunque se sabe que la
higiene no entra dentro del campo de la tecnología galletera, es de suma importancia.
Al final de cada tanda de producción, se deben limpiar todas las máquinas
inmediatamente, para evitar que las acumulaciones de masa y grasa que quedan, no
se endurezcan o se pongan mohosas y sirvan de atracción a los insectos y otros
animales.
Esta Limpieza se aplica a toda la maquinaria que forma parte del proceso de
elaboración de galletas, tales como tolvas, molinos, máquinas cortadoras, hornos y
bandas.
Todo el personal que elabora en esta empresa, tiene la responsabilidad en la limpieza,
y buen régimen interior por lo que le corresponde realizarla.
A continuación se describe de una manera esquemática como se realiza la limpieza de
un equipo (ver Figura 8).
Ya realizada la Limpieza, el personal procederá al llenado del formato diseñado del
Plan Maestro de Limpieza.

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
16
Figura 8. Procedimiento de Limpieza de máquina cortadora en Gamesa Planta Vallejo

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
17
4.6 Coordinación de un grupo de Mantenimiento Autónomo
Selección de un grupo de trabajadores sobresalientes de diferentes líneas para poder
tomar este curso con el objetivo de adquirir el conocimiento teórico-práctico del
mantenimiento de diferentes partes de un equipo.
A continuación se puntualiza lo realizado.
Contactar a cada uno de los proveedores para confirmar su asistencia.
(Kluber, Habbasit, Markem, Festo, entre otros)
Elaboración y publicación de horarios del curso.
Recopilación de reportes (cada reporte contenía preguntas de lo que se
había visto en el curso impartido)
Implantación de un proyecto de fugas en la planta, tomando en cuenta el
conocimiento adquirido durante la visita a Gamesa Unidad Iztapalapa.
Evaluación y organización del 1er Congreso de Manto Autónomo para el
futuro.
Entregar carpeta con el historial de cada uno de los trabajadores, material
recopilado (manuales, cd), calendarios, exámenes, y propuestas para
cursos posteriores,
4.7 Control Estadístico del Proceso (C.E.P)
Con el C.E.P detectar variaciones durante el proceso es prescindible estas variaciones
son un fenómeno que nos genera desvíos de los valores ideales, aun cuando las
condiciones para producir artículos se mantengan tan uniformes como sea posible.
Nos hemos apoyado en herramientas estadísticas como el gráfico de control que es un
dispositivo estadístico usado principalmente en el estudio y control de procesos
repetitivos.
Sirven para monitorear el comportamiento de un proceso o grupo de datos. Se busca
establecer ciertos límites dentro de los cuales un proceso se puede desempeñar
normalmente.
Muestran en el tiempo el estado del proceso y se compone de:
Línea central o media
Límite de Control Superior
Límite de Control Inferior
Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
18
Los criterios de color del gráfico de control son:
Puntos en área verde: Muestra poca variación, el proceso no requiere ajustes
Puntos en área amarilla y rosa: Los resultados se encuentran dentro de los
límites establecidos, sin embargo el color amarillo y rosa nos alertan para evitar
que el proceso llegue a zona roja y tomar acciones en caso de ser necesario.
Puntos en área roja: Nos indican que el proceso se encuentra fuera de los
límites establecidos, lo que significa repetir la medición inmediatamente,
investigar causas, realizar acciones o ajustes al proceso, evitar empacar el
producto o separarlo para su posterior análisis, documentar el punto y sus
acciones y darle un seguimiento.
Para poder obtener información que nos permita mejorar el proceso es necesario
medir por lo que se ha realizado un muestreo de la siguiente manera:
Debe ser al azar.
Tomar tres muestras en las diferentes zonas (Norte, Centro y Sur).
Hacer las mediciones correspondientes en el tiempo establecido.
Llenar de manera correcta el grafico de control.
Después de que se ha llenado correctamente el grafico de control en línea se
procede a capturar la información obtenida en el sistema Clear, la cual es
analizada por los integrantes del departamento de control de calidad y se toman
decisiones importantes, tales como el cambio de materia prima, cambio de
especificaciones, diseño de productos, programas de capacitación, compra de
nuevos equipos.
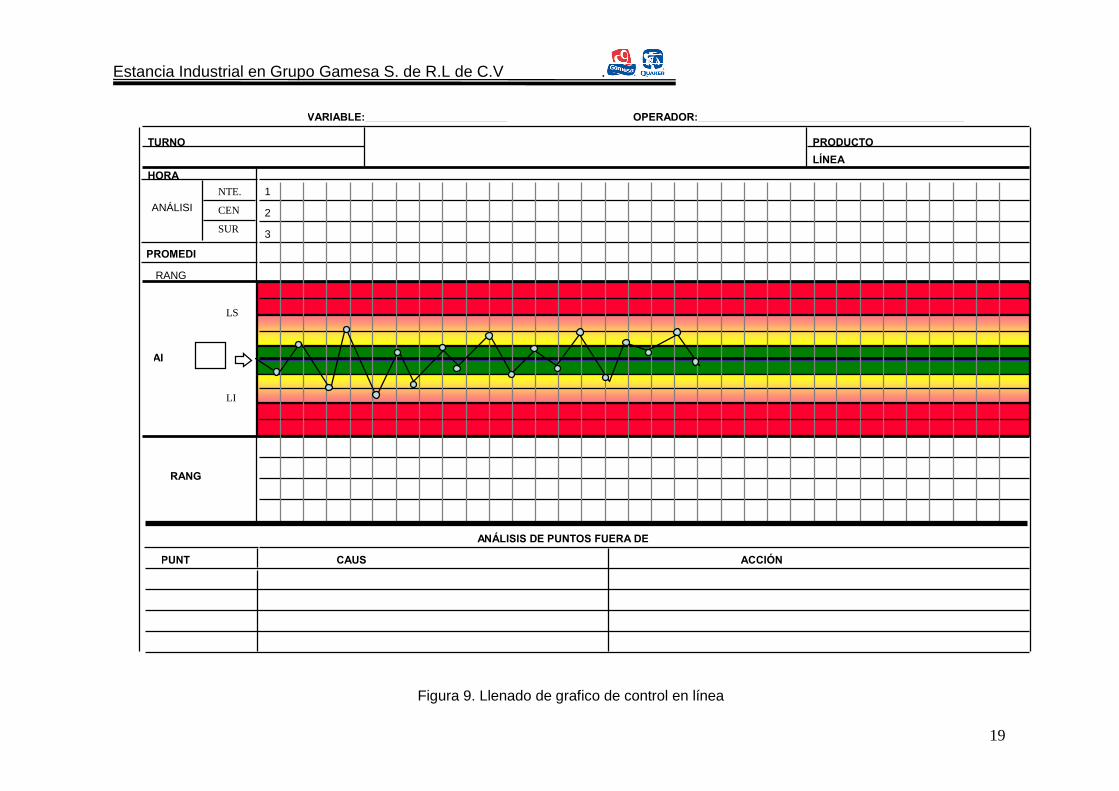
A continuación en la Figura 16 se muestra un ejemplo del llenado del gráfico de
control cuando se tienen diferentes mediciones de una variable del proceso. Aquí
se interpreta lo siguiente:
Se aprecia que los puntos están entre las líneas de control superior e
inferior; no hay ocho números consecutivos que se encuentren arriba o
debajo de la línea central, tampoco ocho consecutivos que suban o bajen;
por lo tanto el proceso está en control. Es decir cuando el gráfico llega a
presentar una serie, una tendencia o un punto en el área roja, se tiene el
proceso fuera de control.
Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
19
Figura 9. Llenado de grafico de control en línea
OPERADOR:_____________________________________________VARIABLE:_________________________
PUNTO
CAUSA
ACCIÓNCORRECTIVA
ANÁLISIS DE PUNTOS FUERA DECONTROL
TURNO:
HORA:
LÍNEA:
PRODUCTO:
AIM
RANGO
LSC
LIC
RANGO
PROMEDIO
ANÁLISI1
2
3
NTE.
SUR.
CEN.
Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
20
4.8 Evaluación de la Calidad del producto
El panel esta constituido por 10 personas, las cuales son de los diferentes
departamentos que conforman la empresa y trabajadores de línea.
Se tomaron muestras de producto terminado de cada una de las líneas para
posteriormente evaluar su calidad en un panel.
Se calificaba cada producto de acuerdo a las siguientes escalas:
a) Grado menor: En este Grado se le asigna una calificación de 80 al producto. Se
tienen en cuenta los siguientes criterios:
Es toda desviación en el producto que el consumidor común no detecta, pero
que nosotros como consumidores conocedores si detectamos.
Es una desviación que no afecta la decisión de compra.
Ejemplo: clave ligeramente borrosa, ligeramente ampollada, base ligeramente
descentrada, ligeramente ovalada.
b) Grado mayor: En este Grado se le asigna una calificación de 40 al producto. Se
tienen en cuenta los siguientes criterios:
Es una desviación que el consumidor común detecta y nosotros como
consumidores conocedores también detectamos.
Es una desviación que puede pero no necesariamente afectar su decisión de
compra.
Ejemplo: pasada de color, cartón manchado, clave mal colocada, falta de crema,
ampolla rota.
c) Grado crítico: En este Grado se le asigna una calificación de 0 al producto. Se
tienen en cuenta los siguientes criterios:
Es una desviación que el consumidor común detecta fácilmente y nosotros
como consumidores conocedores también detectamos.
Esta desviación afecta la decisión de “no compra“y puede inclusive generar
una demanda.
Ejemplo: peso de menos, falta de galleta en paquete, galleta quemada, contaminada,
paquete roto, falta de promoción, falta de clave, paquete abierto.

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
21
4.9 Elaboración de Trípticos
Se elaboraron trípticos diferentes los cuales se describen a continuación:
Buenas Prácticas de Manufactura (BPM). Contiene información de las BPM
personales y generales. A continuación se describen los puntos a considerar:
Las BPM´s personales que se deben respetar son las siguientes:
Todo el personal deberá traer en buen estado y bien colocada la cofia, esta
deberá cubrir las orejas, y no se debe de amarrar. Encima de esta cofia no se
puede utilizar gorra.
El personal deberá traer bien colocado el cubre bocas, este deberá cubrir la
nariz.
La patilla no deberá extenderse más abajo del lóbulo de la oreja.
Es obligatorio el baño y afeitado diario.
El bigote sólo está permitido si no pasa del labio Superior.
La barba no esta permitida.
Es importante lavarte las manos antes de comenzar el turno, en cada descanso
y especialmente después de ir al baño.
Mantener manos y uñas limpias y bien recortadas. No está permitido el esmalte
o barniz de uñas.
Pestañas postizas no están permitidas en áreas productivas.
Está prohibido masticar chicles/dulces o refrescos en el interior de la Planta,
solo se pueden ingerir alimentos en la sala de descanso o en el comedor.
Al personal que requiera tomar medicamento deberá hacerlo sólo en
enfermería y no en las líneas de producción.
No se puede consumir el producto que se esta elaborando
Esta prohibido el uso de joyería y accesorios (cinturones, estoperoles,
chinches).
Utilizar zapatos cerrados.
Tener fajada la playera
Si alguna persona tiene alguna enfermedad o infección, no podrá trabajar
directamente con el producto en las líneas de producción.
No portar nada de la cintura para arriba.
No fumar.
Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
22
Las BPM’s generales que se deben respetar son las siguientes:
El orden y limpieza diarios son responsabilidad de todo el personal que trabaja
en Gamesa.
Tener la precaución de no contaminar el producto durante la limpieza.
El equipo y químicos de limpieza deberán ser retirados después de usarse.
Depositar el papel sanitario en el interior del inodoro.
Prohibido rayar, escribir o dibujar en paredes, puertas, sanitarios, lockers,
oficinas.
Usar los lavabos únicamente para el aseo de las manos y no para el lavado de
cabello, cuerpo y/o utensilios diversos.
Después del peinado asegurar que el cabello que cayó haya sido eliminado de
los hombros.
No tener nada en el piso.
Las tarimas deben estar en estibo.
Respetar el código de colores “en el costal”.
Los contenedores de materias primas deben permanecer cerrados.
No bloquear trampas de animales rastreros.
Mantener cerradas puertas y cortinas hawaianas.
No colocar los costales de barredura y las bolsas de galleta para recuperar en
el piso.
En caso de encontrar vidrio o plástico duro quebrado, avisar al coordinador de
producción y si cayó en el producto detener el proceso.
El producto sólo deberá ser muestreado o manipulado por el personal
autorizado: Inspectores de calidad, operadores de máquinas y alimentadoras.
Cuidados de Calidad, Sanidad y Seguridad del Almacén de Materia Prima y
material de Empaque. Contiene información puntualizada de los cuidados que debe
tener el trabajador en esta área. A continuación se describen los puntos a considerar:
Cuidados en Almacén de materias primas:
Colocar tapa tarima a todas las estibas (en tarima y como separador para
colocar otra estiba arriba).
Lotificar todos los bultos de materias primas y material de empaque que entren
a planta (con etiqueta verde).

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
23
En caso de encontrar sacos de materia prima rotos, colocar en bolsa
transparente anotando el nombre de la materia prima, lote de proveedor, lote
de planta y fecha de caducidad del producto.
Respetar las PEPS (primeras entradas, primeras salidas).
Identificar con sus respectivas etiquetas, materia prima sensitiva y alergenica.
Etiqueta roja = Alergenicos
Etiqueta azul = sensitivos
Etiqueta naranja = M.P en Análisis
Etiqueta verde = M.P liberada
Etiqueta rosa = M.P rechazada
Importante: No surtir M.P que no se encuentre liberada
Cuidados de Sanidad
Respetar la línea sanitaria y dejar pasillos para realizar la limpieza e
inspección.
Mantener todas las bobinas cubiertas.
No bloquear las trampas de goma para roedores ni las trampas contra insectos.
No pisar bultos de materia prima, empaque y tarimas.
Almacenar correctamente materia prima y material de empaque para evitar
contaminación y deterioro.
Colocar tarimas rotas en un solo lugar.
Mantener las puertas cerradas cuando no se realiza carga o descarga.
Colocar material de limpieza en su lugar.
Seguridad en el trabajo
No usar los patines como carritos, de preferencia jale el patín con la vista al
frente siempre que circule por pasillos o andenes para ver hacia donde se
dirige, en caso de necesitar empujar podrá hacerlo únicamente para acomodo
de la carga, o sin ella.
No dejar un patín en movimiento, frenarlo girando 90 grados la rueda de
dirección y bajando de la carga, o sin ella.
En caso de no utilizarlo, dejarlo debajo de un rack o de una tarima con carga
hasta que sea usado de nuevo.

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
24
En caso de notar fuga o derrame de aceite suspenda el uso y repórtelo a
mantenimiento.
Evitar derrames de materia prima y si encuentras alguno separa el saco y
limpia.
En caso de subir a algún rack usar equipo de seguridad.
Toda la materia prima y material de empaque deberán ser almacenados no
excediendo los 100Kg por tarima y 1.50 m de altura.
Los pasillos y áreas de trafico deben estar siempre libres de obstáculos y
limpios
Los materiales deben ser estibados y almacenados de acuerdo al tipo de
material, sólidos con sólidos y líquidos y líquidos.
Los materiales en estado líquido deben ser colocados en las partes inferiores
de los rack cuando sea posible.
Todas las estibas deberán estar paletizadas con películas plásticas antes de
acomodarlas en posiciones del rack.
Estos Trípticos se repartieron a todo el personal que integra esta empresa, pero antes
fueron revisados y autorizados por facilitadores del departamento de calidad y por el
gerente general.
4.10 Capacitación del personal
Capacitar al personal de nuevo ingreso en los siguientes temas:
Antecedentes de la empresa
Reglamento interno
Calidad
Sanidad

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
25
5. RESULTADOS
Se tiene el formato de control operativo de procesos en 7 líneas de Planta
Vallejo y en 3 líneas de Planta Tepeyac. Con la medición diaria de las
variables durante una semana se obtuvieron los respectivos rangos en los que
nuestra variable puede encontrarse.
Se tiene la capacidad de tomar decisiones durante el proceso, esto cuando la
variable medida se encuentra fuera de rango. En el caso de la línea 3 y 6 de
Emperador se cambio el molde de la galleta, cuando ya se había realizado el
perfil de maquinado de los distintos tipos de Emperador, por lo tanto se
volvieron a medir las variables y hacer la respectiva estandarización. Además
se ha logrado corregir la problemática que existía cuando se llegaba a tener
ausentismo en estos puestos clave, ya que se optaba por mandar a personal
que no conocía las máquinas y se le tenía que ir indicando lo que tenía que
hacer, lo que se llevaba tiempo y retrasaba el proceso, pero con la ayuda de
los formatos de los perfiles de maquinado y horneo se puede ubicar fácilmente
las partes de máquina y horno con sus respectivas variables y así arrancar el
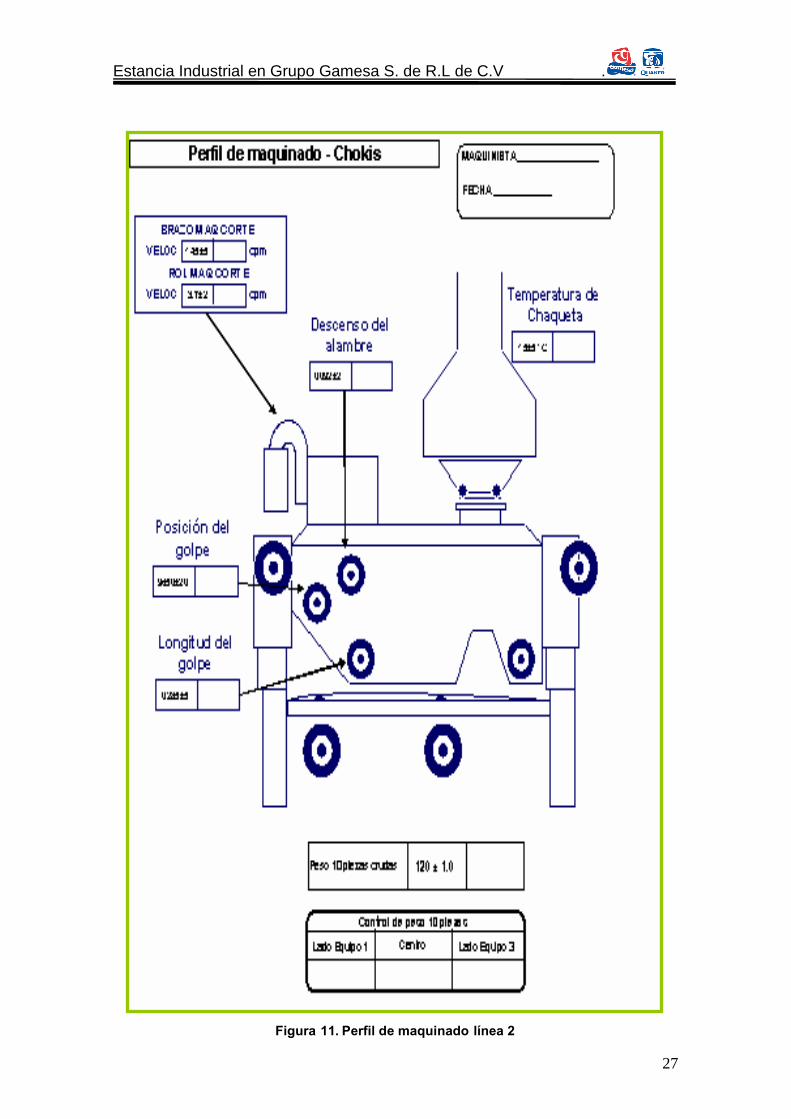
proceso y no depender únicamente de este personal. A continuación en las
siguientes Figuras se muestran los formatos del perfil de maquinado y horneo.

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
26
Figura 10. Perfil de maquinado línea 1
Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
27
Figura 11. Perfil de maquinado línea 2

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
28
Figura 12. Perfil de maquinado línea 3

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
29
Figura 13. Perfil de maquinado línea 5

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
30
Figura 14. Perfil de maquinado línea 7

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
31
Figura 15. Perfil de Horneo Línea 6

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
32
Las cartas de amasado actualizadas se encuentran en el área de Amases. A
continuación en la Figura 16 se muestra la carta de amasado actualizada para
la elaboración de la galleta Emperador Chocolate.
Figura 16. Carta de amasado actualizada de Emperador Chocolate

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
33
La limpieza y la atención a los detalles que aseguran que los alimentos sean
sanos y saludables, implica operaciones intensas que no son, por sí mismas,
inmediatamente rentables para la empresa. Por este motivo, la atención a la
higiene es olvidada con demasiada frecuencia y pronto, la deficiente
supervisión se convierten en la norma que conduce al mal ejemplo ante el
personal nuevo y a la aceptación de condiciones antihigiénicas. Es por esto
que todo el personal tiene la responsabilidad de realizar la limpieza, seguir los
procedimientos y llenar correctamente el formato del Plan Maestro de
Limpieza.
Se ha detectado que al realizar la limpieza en algunos equipos resulta difícil por
sus recovecos escondidos, es por eso que se debe tomar en cuenta el diseño
higiénico de una máquina cuando se requiera realizar una adquisición.
A continuación en la Figura 17 se muestra el formato diseñado del Plan
Maestro de Limpieza.

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
34
Figura 17. Formato de Llenado del Plan Maestro de Limpieza

Con la capacitación impartida a personal de nuevo ingreso y la coordinación
del grupo de mantenimiento autónomo, se mostró buena comprensión,
entendimiento, organización y comunicación.
La obtención de la información de la gráfica de control fue la materia prima del
análisis para monitorear el comportamiento de nuestro proceso. Estos gráficos
se llenaron correctamente por la gran mayoría del personal.
Con la información proporcionada en trípticos al equipo de trabajo y la
evaluación de calidad diaria de nuestros productos, se han podido detectar los
puntos en el que el proceso esta fallando, eliminando defectos de calidad,
reuniendo características preferidas por el consumidor.

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
36
6. CONCLUSIONES
Durante el proceso se requiere de la medición de parámetros para un buen
funcionamiento y obtención de un producto de calidad.
Es importante conocer la composición de cada una de las galletas, para poder
resolver algún problema en cuanto a características de calidad en producto
terminado.
La calidad es una prioridad en esta empresa por lo que el buen funcionamiento
de un Plan Maestro de Limpieza es parte de un sistema de calidad que debe
cumplirse.
La participación en el área de Capacitación y mejora continua en Unidad
Vallejo me permitió desarrollar el liderazgo dentro de un grupo, además de
poder transmitir el conocimiento adquirido dentro de mi estancia.
El poder contar con la principal herramienta del C.E.P. que es la gráfica de
control en línea nos permitió controlar y mejorar nuestros procesos, mejorando
la calidad de nuestros productos, además de monitorear el comportamiento de
nuestro proceso, teniendo impactos en indicadores de costo y servicio.
La cultura de calidad fomentada en cada una de las actividades relacionadas
con el proceso se refleja en nuestros productos.

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
37
7. RECOMENDACIONES A LA EMPRESA
En el sistema de captura automática de datos, corregir los estándares
implementados ya que se tiene como referencia los de la planta de Monterrey,
y estos varían por el cambio de altura de cada ciudad.
Tener mas personal para el área de Amases ya que una sola persona no es
suficiente para el pesado de todos los ingredientes, esto retarda en gran
medida el proceso.
Capacitación al personal de cómo realizar la Limpieza del equipo.
Realizar la limpieza del equipo con la participación de todo el personal
requerido.
Realizar los trípticos para cada área y así completar la información.
Llevar a cabo una disciplina operativa, ya que el llenado de la gráfica de control
u otros formatos no se realiza por completo, es decir, no se respeta la
frecuencia de medición de variables, no se registran acciones y causas cuando
se tienen procesos fuera de control.

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
38
8. SUGERENCIAS A ESTANCIAS FUTURAS
El alumno de la Unidad Profesional Interdisciplinana de Biotecnología, debe
aplicar los conocimientos adquiridos durante su formación académica.
El alumno debe tomar en cuenta el respeto hacia sus compañeros de trabajo y
mandos superiores, además de promover el compañerismo con los mismos
para realizar un buen trabajo en equipo.
Debe ser capaz de tomar decisiones apropiadas en el momento preciso, creer
en el mismo y en sus conocimientos. Además de buscar la superación personal
y profesional, aprendiendo y aportando conocimientos.
La estancia industrial se debe tomar con seriedad, ya que brinda la experiencia
en el ámbito laboral y requiere tiempo extra para realizarlas, por lo que se debe
aplicar doble esfuerzo para atender la escuela y la propia empresa.
Durante la Estancia Industrial se debe conocer el proceso, por lo que debe salir
a la línea de producción y conocer cada etapa del proceso, así como todo lo
relacionado con el diseño de la planta.
Finalmente el alumno debe actuar con responsabilidad cumpliendo con las
tareas encargadas dentro del departamento donde este realizando la Estancia
Industrial.

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
39
9. BIBLIOGRAFÍA
Calaveras J. 1996. “Tratado de panificación y Bollería”. Ediciones Mundi-
Prensa, Madrid España, pp. 436-439.
Duncan J.R. y Manley. 1983. “Tecnología de la industria alimentaría
galletera, galletas, crackers y otros horneados”. 2da edición. Editorial
Acnbia, S.A. pp. 257- 356 y 393-401.
Madrid A. 1994. “Manual de pastelería y confitería”. Edición Mundi- prensa.
Madrid España. pp. 437-450.
Matissek F. 1998. “Análisis de los alimentos, fundamentos, métodos y
aplicaciones”. Editorial Acribia S.A. Zaragoza España. pp. 325-354.
Pomeranz Y. 1991. “Functional properties of food components”. 2° Edition,
Academic Press. pp. 408-435.
Quaglia G. 1991. “Ciencia y tecnología de la panificación”. Editorial Acribia,
S.A. Zaragoza España. pp. 219-263.
Ulrich G. 1992. “Diseño y economía de los procesos de ingeniería
química”. McGraw-Hill Interamericana de México S.A de C.V. México D.F.
pp. 29-49.
Grupo Gamesa 2001. “Manual de Calidad y Sanidad”.
NOM-147-SSA-1996. Bienes y Servicios. Cereales y sus productos,
Harinas de cereales, sémolas o semolinas o sus mezclas. Productos de
panificación Disposiciones y especificaciones Sanitarias y nutrimentales.

Estancia Industrial en Grupo Gamesa S. de R.L de C.V .
40
Recommended

















