
FORCEASSISTEDASSEMBLYOFTHEAIRBUSA350XWB
QatarAirwaysexpectstoreceiveitsfirstA350-1000aslaunchoperatorinthesecondhalfof2017.TheA350-1000 ispartof theA350XWB family and isAirbus’ largest andmostpowerful twin-enginedairlinerever.ThemajorA350XWBsectionslikefuselage,wings,enginesandtailarebuiltbyAirbus’EuropeanproductionfacilitiesinFrance,Germany,SpainandtheUK.AttheA350XWBfinalassemblyline(FAL)inToulousetheaircraftthencomestogetherlikeawell-planned,high-techpuzzle.
TheA350XWBfuselageismadeupofthreemainsections-front,centerandaft.Thesectionsarejoinedtogetheratthefirstmainassemblystation,P50.Thelanding-gearisalsojoinedhere.Oncethisstageiscompleted,thefuselageistransferredtostationP40wherethewingsandtailsectionsarejoined. Formaximum flexibility, the final assembly line canbeused for bothA350-900 and -1000models.
Theprocessofmatingand joining largeairframesubassemblies isacomplex task.Gravitationandenvironmentalconditionscausegeometricdeformation.Particularlyforcomponentsmadeofcarbonfiber reinforced polymer (CFRP), which is used extensively on the A350 XWB. To overcome thechallengesof locatingandpositioning largeairframestructures,ameasurementassistedassemblysystemisused.Anarrayofmulti-axispositionerslift,move,andalignthefuselageandwingstructurestoguaranteebestfitamongthem.Protectingthe largestructuresduringhandling isofparamountimportance.Withtheaidofloadcellsmountedinthepositioner'sdrivemechanism,theforcesactingonthestructurearemonitoredduringmovement.Thisensuresstrain-freehandling,andthuspreventsthepartsfromdamaging.Inaddition,geometricdeformationsaremonitoredandcompensatedforduringpart-to-partassembly,ensuringunstressedjoiningoftheairframesections.
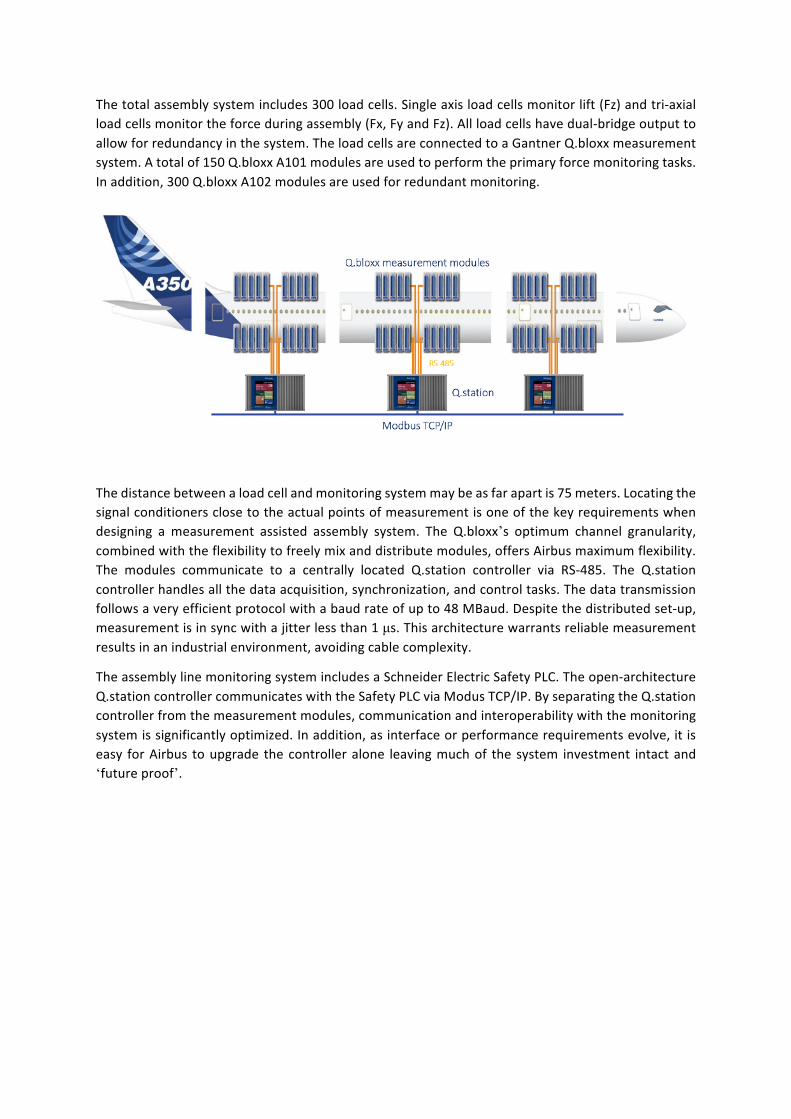
Thetotalassemblysystemincludes300loadcells.Singleaxisloadcellsmonitorlift(Fz)andtri-axialloadcellsmonitortheforceduringassembly(Fx,FyandFz).Allloadcellshavedual-bridgeoutputtoallowforredundancyinthesystem.TheloadcellsareconnectedtoaGantnerQ.bloxxmeasurementsystem.Atotalof150Q.bloxxA101modulesareusedtoperformtheprimaryforcemonitoringtasks.Inaddition,300Q.bloxxA102modulesareusedforredundantmonitoring.
Thedistancebetweenaloadcellandmonitoringsystemmaybeasfarapartis75meters.Locatingthesignalconditionersclosetotheactualpointsofmeasurementisoneofthekeyrequirementswhendesigning a measurement assisted assembly system. The Q.bloxx’s optimum channel granularity,combinedwiththeflexibilitytofreelymixanddistributemodules,offersAirbusmaximumflexibility.The modules communicate to a centrally located Q.station controller via RS-485. The Q.stationcontrollerhandlesallthedataacquisition,synchronization,andcontroltasks.Thedatatransmissionfollowsaveryefficientprotocolwithabaudrateofupto48MBaud.Despitethedistributedset-up,measurementisinsyncwithajitterlessthan1µs.Thisarchitecturewarrantsreliablemeasurementresultsinanindustrialenvironment,avoidingcablecomplexity.
TheassemblylinemonitoringsystemincludesaSchneiderElectricSafetyPLC.Theopen-architectureQ.stationcontrollercommunicateswiththeSafetyPLCviaModusTCP/IP.ByseparatingtheQ.stationcontrollerfromthemeasurementmodules,communicationandinteroperabilitywiththemonitoringsystemissignificantlyoptimized.Inaddition,asinterfaceorperformancerequirementsevolve,itiseasy forAirbus toupgrade thecontrolleralone leavingmuchof thesystem investment intactand‘futureproof’.

The Q.bloxx A101 and A102 have on-board microprocessors, 24-bit A/D converters, anti-aliashardwarefiltersandfull3-wayisolationupto500VDConeverychannel.Themeasurementmodulessupportsamplingratesofupto100kHzperchannel.But,transmittingenormousamountsofrawdataoveranetworkputstremendousloadonnetworkresources.EachQ.bloxxmodulescomeswithanFPGAthatallowsforfullsignalconditioninganddataprocessingatthepointatwhichthesensordataenters themeasurement system. Only the data that has process-relevant information, likemeanaverage,min/maxandpeakspikemeasurement,issendtotheassemblylinemonitoringsystem.Thisavoidsnetworklatencyandthusimprovingresponsetimes.
Airframeassemblycanaccount forasmuchas40% of the total aircraft manufacturing costs.Operationalavailabilityoftheassemblysystemisofupmost importance.EachQ.bloxxmoduleconnects to a socket that has a built-in flashmemory chip. A copy of the entire moduleconfiguration is stored in thesocket.So,whenreplacing a faultymodule there is noneed formanuallyre-configuringthenewmoduleorthemonitoring system. Modules can be replacedwhiletheyare inactualoperation,withouttheneed of shutting down power. It takes thesystem5secondstoclonetheconfigurationfromthesockettothenewmodule.Measurementwillcontinueautomaticallywhentheconfigurationhasbeenrestored.TheQ.bloxx“HotSwap”featureallows forefficient service&maintenanceof themeasurement system,minimizingdowntimeandincreasingefficiencyoftheFinalAssemblyLine.♦
StephanPloegmanisbusinessdevelopmentmanagerforaerospaceatGantnerInstruments.
Distributed measuring systems may easily be confi gured with our Q.bloxx modules and a test controller (several available). The modules are connected to the test controller via serial RS-485 interfaces with very high data rates. Despite the distributed set-up, measurement is in
sync with a maximum jitter of 1μs. The test controllers provide different interfaces for PC and the automation system depend-ing on the controller type.
A special advantage of this structure is the simultaneous availability of the mea-
Interface for transmitting high volumes of data, e.g. for logging applications
CAN data may be read and written in synchronization with the module signals.
* further communication protocols are in preparation
parallel
Deterministic communication for automation tasks via fi eldbus systems*
Ethernet TCP / IP
EtherCAT
Profi bus-DP
Modular Measuring Systems surement data in real time through a deterministic real-time interface, and the block by block transmission of large amounts of the same data over standard Ethernet.
Q.series Distributed Set-Up
1110

Fig1A350XWBMainAssemblyStationP50
Fig2Q.bloxxMeasurementSystemforAssemblyLineMonitoring
Fig3Q.bloxxforDecentralized,FastandAccurateMeasurement
Fig4Q.bloxxInnovative‘HotSwap’Functionality
Recommended

















