
Estudo dos efeitos de escala na resistência mecânica das ligas AA1050 e AA1085
Olivier Ribeiro Marques
Dissertação para a obtenção do grau mestre em
Engenharia Mecânica
Orientadores: Prof. Pedro Alexandre Rodrigues Carvalho Rosa
Prof. José Carlos Martins Outeiro
Júri
Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista
Orientador: Prof. Pedro Alexandre Rodrigues Carvalho Rosa
Vogais: Prof. Paulo António Firme Martins
Prof. Alberto Eduardo Morão Cabral Ferro
Novembro 2016

ii

Agradecimentos
Agradeço profundamente todo o apoio, orientação e desafios lançados durante o decorrer deste
trabalho pelo Professor Pedro Alexandre Rodrigues Rosa.
Agradeço aos meus colegas Alcino Reis e Leandro Fernandes pelo apoio e companheirismo
demonstrados, e ao Eng. ao Tiago dos Santos pelo interesse e apoio dados durante a dissertação da
tese.
Agradeço o suporte dado pelos Laboratórios da área científica de Tecnologia Mecânica e Gestão
Industrial do Instituto Superior Técnico, para o desenvolvimento experimental da presente
investigação.
Agradeço a todos os meus amigos que me deram motivação e contribuiram para que ultrapassasse
as constantes dificuldades, em especial ao Afonso Ferreira, Bruno Pereirinha, Francisco Barral, José
Sequeira, Luís Oliveira, Nicolas Pereira e Pedro Martinho.
Agradeço a minha namorada pelo apoio, amizade e confiança depositadas ao longo do curso e da
dissertação de mestrado.
Por fim, quero agradecer profundamente a minha família, em especial ao meu irmão Frédéric e aos
meus pais, por terem sacrificado muito tempo em trabalho árduo para que eu pudesse concretizar os
meus sonhos.

iv
Resumo
As tecnologias de microfabrico têm sido impulsionadas pelas solicitações do mercado de consumo
por sistemas electro-mecânicos cada vez mais compactos, com novas e mais funcionalidades. Uma
consequência desta miniaturização dos processos de fabrico é o aparecimento de desafios
associados aos efeitos de escala. Temos como exemplo a diminuição do encruamento plástico com a
redução do volume de material envolvido no processo de fabrico. Assim, torna-se importante
perceber de que modo o volume de material envolvido na enformação plástica, para a mesma
condição metalúrgica, pode afetar a resposta mecânica e quais as equações constitutivas que melhor
reproduzem essa alteração do comportamento mecânico do material.
A presente dissertação investiga os efeitos de escala envolvidos no corte por arranque de apara
através da realização de ensaios de compressão uniaxial com provetes de diferentes dimensões. A
redução da dimensão dos provetes (de 8 até 0.5 mm) procura aproximar a secção da apara típica e
simular o escoamento plástico sobre a face de ataque da ferramenta. Os resultados mostram que os
materiais utilizados na investigação (AA1050 e AA1085) não apresentam o amaciamento da tensão
de escoamento para a gama de tamanhos estudada, porém, mostram uma elevada sensibilidade aos
efeitos de escala associados ao atrito na interface de contacto entre o material e a ferramenta.
Palavras-chave: Efeitos de escala, plasticidade, ensaios de compressão, tensão de escoamento,
AA1050, AA1085.

v
Abstract
Microfabrication technologies have been driven by the demands of the consumer market for more
compact electro-mechanical systems with new and more features. A consequence of this
miniaturization of the manufacturing processes is the appearence of challenges related with the scale
effects. We have as an example the reduction of plastic hardening with the reduction of the volume of
material involved in the manufacturing process. Thus, it is important to understand how the volume of
material involved in the plastic forming, for the same metallurgical condition, can affect the mechanical
response and which constitutive equations best reproduce this change of the mechanical behavior of
the material.
The present dissertation investigates the scale effects involved in orthogonal cutting by performing
uniaxial compression tests with specimens of different dimensions. The reduction of the size of the
specimens (from 8 to 0.5 mm) seeks to approximate the typical section of the chips and to simulate
the plastic flow on the face of the tool. The results show that the materials used in the investigation
(AA1050 and AA1085) do not present the softening of the yield stress for the range of sizes studied,
however, they show a high sensitivity to the scale effects associated with the friction on the contact
interface between the material and the tool.
Keywords: Scale effects, plasticity, compression tests, yield stress, AA1050, AA1085.

vi
Índice
Agradecimentos ....................................................................................................................................... iii
Resumo ................................................................................................................................................... iv
Abstract.....................................................................................................................................................v
Lista de tabelas ..................................................................................................................................... viii
Lista de figuras ........................................................................................................................................ ix
Abreviaturas .......................................................................................................................................... xiii
Nomenclatura ........................................................................................................................................ xiv
Capítulo I – Introdução ............................................................................................................................ 1
Capítulo II – Revisão bibliográfica ........................................................................................................... 4
II-1. Classificação dos efeitos de escala .............................................................................................. 5
II-1.1. Efeitos de escala intrínsecos ..................................................................................................... 7
II-1.2. Efeitos de escala extrínsecos .................................................................................................... 8
II-1.3. Efeitos de escala combinados ................................................................................................... 8
II-2. Lei do material ............................................................................................................................ 10
II-2.1. Modelo de Hall-Petch .............................................................................................................. 10
II-2.2. Modelos da lei do comportamento do material ....................................................................... 11
II-2.2.1. Modelo de Ludwik-Holloman ................................................................................................ 11
II-2.2.2. Modelo de Voce .................................................................................................................... 11
II-2.2.3. Modelo de Silva .................................................................................................................... 12
Capítulo III – Materiais e procedimento experimental ........................................................................... 13
III-1. Materiais e propriedades ........................................................................................................... 13
III-2. Instrumentação e aquisição de dados ....................................................................................... 15
III-2.1. Sensor de força ...................................................................................................................... 15
III-2.2. Amplificador ............................................................................................................................ 16
III-2.3. Sensor de deslocamento ........................................................................................................ 16
III-2.4. Gerador de sinais ................................................................................................................... 18
III.2.5. Rectificador de uma fase de onda completa .......................................................................... 18
III-2.6. Placa de aquisição de dados .................................................................................................. 21
III-2.7. Software de aquisição de dados ............................................................................................ 22
III-2.8. Curvas de calibração do sensor de deslocamento ................................................................ 22

vii
III-3. Ferramenta de compressão ...................................................................................................... 26
III-4. Fenómenos e mecanismos concorrentes.................................................................................. 28
III-4.1. Velocidade de deformação ..................................................................................................... 29
III-4.2. Atrito na interface de cilindro/prato compressor ..................................................................... 30
III-5. Validação de resultados ............................................................................................................ 35
Capítulo IV – Análise e discussão de resultados .................................................................................. 37
IV-1. Evolução da força com o deslocamento ................................................................................... 37
IV-2. Evolução da tensão com a extensão verdadeira ...................................................................... 40
IV-3.1. Calibração do modelo de Silva simplificado .......................................................................... 44
IV-3.2 Calibração do modelo de Ludwik-Holloman ........................................................................... 47
IV-3.3 Calibração do modelo de Voce ............................................................................................... 49
Capítulo V – Conclusões e trabalhos futuros ........................................................................................ 53
V-1. Conclusões ................................................................................................................................. 53
V-2. Propostas de trabalho futuro ...................................................................................................... 54
Referências ........................................................................................................................................... 56
Apêndice A: Desenvolvimento experimental ......................................................................................... 60
Apêndice B – Ferramentas sugeridas para construção ........................................................................ 64

viii
Lista de tabelas
Tabela 1 –Avaliação do desempenho mecânico e químico de colas. .................................................. 15
Tabela 2 – Medidas efetivas dos provetes, e respetivos valores de λ e volume. ................................. 37

ix
Lista de figuras
Figura 1 - Ilustração da rugosidade relativa ao tamanho dos provetes. ................................................. 1
Figura 2 – Corte ortogonal: (a) Modelo 3D e (b) Plano de corte. ............................................................ 2
Figura 3 – Efeitos de escala: (a) Intrínseco e (b) Extrínseco ( (G.Y. Kim, 2007). ................................... 5
Figura 4 – Imagens SEM (Scanning electron microscope) de provetes cilíndricos comprimidos tendo
diferentes valores de D e d: (a) D=2 mm, d=150 μm; (b) D=1 mm, d=150 μm; (c). D=0.5 mm, d=150
μm; (d) D=2 mm, d=25 μm; (e) D=2 mm, d=4 μm (f) D=2 mm, d=1.5 μm; (g) D=2 mm, d=1.3 μm; (h)
D=1 mm, d=1.3 μm (i) D=0.5 mm, d=1.3 μm (Jie Xu X. Z., 2015). ........................................................ 6
Figura 5 – Evolução da tensão com a extensão verdadeira para provetes com diferentes valores de D
e os seguintes valores de d: (a) 1.3 μm, (b) 4 μm e (c) 150 μm (Jie Xu X. Z., 2015). ............................ 6
Figura 6 – Um modelo de camada superficial mostrando a presença de grãos superficiais, grãos
constrangidos e grãos internos nos efeitos de escala extrínsecos (Jie Xu X. Z., 2015). ....................... 7
Figura 7 – Representação esquemática da variação da tensão de escoamento em função do tamanho
de grão (K. Kumar, 2003). ....................................................................................................................... 8
Figura 8 – Mapa de tensão de escoamento (para uma extensão verdadeira de 0.1) de modo a
classificar o material dependendo da espessura t e de d (C. Keller E. H., 2011)). ................................ 9
Figura 9 – Gráficos representativos da tensão a variar com o diâmetro médio de grão metalúrgico e a
extensão verdadeira, para uma gama de extensão verdadeira de [0.002 – 0.05]. Símbolos vazios
representam condições de elasticidade εe e símbolos cheios representam condições de plasticidade
(Gwendoline Fleurier, 2015). ................................................................................................................. 10
Figura 10 - Etapas do processo de fabrico dos provetes. ..................................................................... 14
Figura 12 - Sensores de deslocamento e sua colocação na ferramenta. ............................................. 17
Figura 13 – Esquema do processo de aquisição da distância entre sensores. .................................... 18
Figura 14 – Retificador. ......................................................................................................................... 19
Figura 15 – Resistências R com as correntes de retorno (Williams, 1992). ......................................... 19
Figura 16 – Funcionamento de uma ponte retificadora de fase única e onda completa: (a) circuito com
condensador C e (b) sinais do circuito (Williams, 1992). ...................................................................... 20
Figura 17 – Circuitos de rectificadores de fase única de onda completa: (a) 1ª Versão (b) 2ª Versão (c)
3ª Versão. .............................................................................................................................................. 21
Figura 18 – Primeira curva de calibração. ............................................................................................. 23
Figura 19 - Segunda curva de calibração. ............................................................................................ 24
Figura 20 - Reta de tendência logarítmica da segunda curva de calibração. ....................................... 25
Figura 21 - Prensa original com a ferramenta de compressão já modificada para ensaios de
compressão uniaxial, ao invés de extrusão, como era a sua função anterior. ..................................... 26
Figura 22 – Bancada de ensaios onde é possível ver o computador para o processamento de dados
............................................................................................................................................................... 27
Figura 23 – Ferramenta de compressão com vista. .............................................................................. 28
Figura 24 - Velocidade de deformação dos provetes de compressores em função da distância ao
ponto morto inferior. .............................................................................................................................. 29

x
Figura 25 – Gráficos representativos da posição e velocidade obtidas através do método da
diferenciação gráfica (Fernandes, 2000). .............................................................................................. 30
Figura 26 - Comparação dos resultados obtidos por uma compressão contínua ou incremental de um
provete de AA1050, com 6 mm de altura e diâmetro, e velocidades de deformação compreendidas
entre 0.3 e 0 mm/s para os ensaios em modo incremental e de 1.2 a 0 mm/s para os ensaios em
modo contínuo. ...................................................................................................................................... 31
Figura 27 - Efeitos de atrito em provetes de AA1050 com as velocidades de deformação
compreendidas entre 0 e 0.3 mm/s: D=H=6 mm; D=H=4 mm e D=H=2 mm. ...................................... 32
Figura 28 - Efeitos de atrito no AA1050 para velocidades de deformação compreendidas entre 0 e 0.3
mm/s para provetes com as seguintes dimensões: D=H=6 mm; D=H=4 mm, D=H=2 mm e D=H=1
mm. ........................................................................................................................................................ 33
Figura 29 – Desenho técnico do prato compressor inferior, com a cavidade no centro, onde o pedaço
de metal duro ficará encastrado. ........................................................................................................... 34
Figura 30 - (a) Broca de carboneto de tungsténio, (b) Provetes cilíndricos retirados da broca e (c)
Prato inferior de compressão finalizado com a superfície de trabalho polida. ...................................... 34
Figura 31 - Comparação da resposta mecânica entre um lubrificante em pó (Estearato de Zinco) e um
lubrificante em fluído (Spheerol EPL 2) na compressão contínua de um provete de AA1050 com
D=H= 6 mm e com velocidades de deformação compreendidas entre 0 e 1.2 mm/s. ......................... 35
Figura 32 - Comparação do comportamento mecânico de um provete com D=H=6 mm de AA1050
sujeito a compressão uniaxial contínua na prensa da presente investigação e de Alcino Reis (Reis,
2016). ..................................................................................................................................................... 36
Figura 33 - Força versus deslocamento no material AA1050 para velocidades de deformação
compreendidas entre 0 e 0.3 mm/s para as seguintes condições: H=D=4 mm; D=H=2 mm, D=H=1
mm e D=H=0.5 mm. .............................................................................................................................. 38
Figura 34 - Força versus deslocamento em escala logarítmica no material AA1050 para velocidades
de deformação compreendidas entre 0 e 0.3 mm/s para as seguintes condições: H=D=4 mm; D=H=2
mm, D=H=1 mm e D=H=0.5 mm. .......................................................................................................... 38
Figura 35 - Força versus deslocamento no material AA1085 para velocidades de deformação
compreendidas entre 0 e 0.3 mm/s para as seguintes condições: H=D=4 mm; D=H=2 mm, D=H=1
mm e D=H=0.5 mm. .............................................................................................................................. 39
Figura 36 - Força versus deslocamento em escala logarítmica no material AA1085 para velocidades
de deformação compreendidas entre 0 e 0.3 mm/s para as seguintes condições: H=D=4 mm; D=H=2
mm, D=H=1 mm e D=H=0.5 mm. .......................................................................................................... 39
Figura 37 – Tensão versus Extensão verdadeira no material AA1050 para velocidades de deformação
entre 0 e 0.3 mm/s, para as seguintes condições: H=D=4 mm, H=D=2 mm, H=D=1 mm e H=D=0.5
mm. ........................................................................................................................................................ 41
Figura 38 – Tensão versus Extensão verdadeira no material AA1085 para velocidades de deformação
entre 0 e 0.3 mm/s, para as seguintes condições: H=D=4 mm, H=D=2 mm, H=D=1 mm e H=D=0.5
mm. ........................................................................................................................................................ 42

xi
Figura 39 - Tensão versus Extensão verdadeira no material AA1050, sem zona elástica, para
velocidades de deformação entre 0 e 0.3 mm/s e para as seguintes condições: H=D=4 mm, H=D=2
mm, H=D=1 mm e H=D=0.5 mm. .......................................................................................................... 43
Figura 40 - Tensão versus Extensão verdadeira no material AA1085, sem zona elástica, para
velocidades de deformação entre 0 e 0.3 mm/s e para as seguintes condições: H=D=4 mm, H=D=2
mm, H=D=1 mm e H=D=0.5 mm. .......................................................................................................... 44
Figura 41 – Variáveis da equação da AA1050 em relação a λ, utilizando o modelo proposto por Carlos
Silva (Silva, 2013) modificado: (a) σy, (b) E, (c) m e (d) n. .................................................................... 45
Figura 42 – Variáveis da equação da AA1085 em relação a λ, utilizando o modelo proposto por Carlos
Silva (Silva, 2013) modificado: (a) σy, (b) E, (c) m e (d) n. .................................................................... 45
Figura 43 - Pontos experimentais e cálculo teórico usando a equação de Carlos Silva (Silva, 2013)
modificada para o AA1050, para velocidades de deformação entre 0 e 0.3 mm/s e para diversos λ. . 46
Figura 44 - Pontos experimentais e cálculo teórico usando a equação de Carlos Silva (Silva, 2013)
modificada para o AA1085, para velocidades de deformação entre 0 e 0.3 mm/s e para diversos λ. . 46
Figura 45 – Variáveis da equação da AA1050 em relação a λ, utilizando o modelo de Ludwik-
Holloman: (a) E e (b) n. ......................................................................................................................... 47
Figura 46 – Variáveis da equação da AA1085 em relação a λ, utilizando o modelo de Ludwik-
Holloman: (a) E e (b) n. ......................................................................................................................... 48
Figura 47 - Pontos experimentais e cálculo teórico usando o modelo de Ludwik-Holloman para o
AA1050 (linhas), para velocidades de deformação entre 0 e 0.3 mm/s e para diversos λ. .................. 48
Figura 48 - Pontos experimentais e cálculo teórico usando o modelo de Ludwik-Holloman para o
AA1085 (linhas), para velocidades de deformação entre 0 e 0.3 mm/s e para diversos λ. .................. 49
Figura 49 - Linha de tendência dos dados experimentais usando o modelo de Voce para o AA1050
(linhas), para velocidades de deformação entre 0 e 0.3 mm/s e para diversos λ................................. 50
Figura 50 - Linha de tendência dos dados experimentais usando o modelo de Voce para o AA1085
(linhas), para velocidades de deformação entre 0 e 0.3 mm/s e para diversos λ................................. 50
Figura 51 – Variáveis da equação da AA1050 em relação a λ, utilizando o modelo de Voce: (a) a, e
(b) b. ...................................................................................................................................................... 51
Figura 52 – Variáveis da equação da AA1085 em relação a λ, utilizando o modelo de Voce: (a) a, e
(b) b. ...................................................................................................................................................... 51
Figura 53 - Pontos experimentais e cálculo teórico usando o modelo de Voce (equação 26) para o
AA1050 (linhas), para velocidades de deformação entre 0 e 0.3 mm/s e para diversos λ. .................. 51
Figura 54 - Pontos experimentais e cálculo teórico usando o modelo de Voce (equação 27) para o
AA1085 (linhas), para velocidades de deformação entre 0 e 0.3 mm/s e para diversos λ. .................. 52
Figura 55 - Ferramenta de compressão sugerida: (a) Vista geral, e (b) Vista de frente. ..................... 54
Figura 56 – Circuito elétrico do quadro da prensa biela-manivela. ....................................................... 61
Figura 57 – Diagrama de blocos do programa “Olivier”. ....................................................................... 61
Figura 58 – Painel de controlo do programa “Olivier”. .......................................................................... 62
Figura 59 – Ferramenta de compressão. .............................................................................................. 63
Figura 60 - Base da ferramenta sugerida. ............................................................................................. 64

xii
Figura 61 - Prato base sugerido. ........................................................................................................... 64
Figura 62 - Prato de topo sugerido. ....................................................................................................... 65

xiii
Abreviaturas
FEM Finite Element Method
NRSE Sistemas de medição de entrada única não referenciado a terra
RMS Root Mean Square
RSE Sistemas de medição de entrada única referenciado a terra
UFG Ultra Fine Grained
SEM Scanning electron microscope

xiv
Nomenclatura
Símbolos latinos Definição
B Constante
B0 Constante
d Diâmetro do grão metalúrgico
D Diâmetro do cilindro a comprimir
E Constante dependente do material
k Fator de concentração de tensões
khp Constante do material
kn Parâmetro associado a um determinado efeito físico
K1 Constante
m Variável dependente de λ
n Variável dependente de λ
S Escala do amplificador
T Sensibilidade da célula de carga
t Espessura
t0 Espessura de corte
tc Espessura da apara
TC Constante de tempo do amplificador
V Velocidade
Vmc Voltagem de modo comum
Símbolos gregos Definição
φ Ângulo do plano de corte
α Ângulo de ataque
σ Ângulo de saída da ferramenta
Tensão limite de elasticidade
Tensão inicial
Tensão de saturação
λ Relação
ε Extensão verdadeira
Extensão verdadeira elástica
Extensão verdadeira plástica
Velocidade de deformação

xv

Capítulo I – Introdução
A procura de produtos cada vez menores fez com que se tivesse de desenvolver as tecnologias
existentes para fabricar componentes metálicos ao nível do micro fabrico (tendo pelo menos duas das
dimensões abaixo do milímetro). Relativamente às tecnologias de fabrico que ainda estão pouco
desenvolvidas, estas encontram-se mais frequentemente nas escalas de medida na nano escala.
Tem-se procurado usar as tecnologias tradicionais e não convencionais para operar no domínio da
micro-escala, porém, esta estratégia promove o aparecimento de diversos problemas,
nomeadamente de efeitos de escala que dificultam as operações de fabrico, de controlo de qualidade
e montagem dos micro sistemas mecânicos.
Os efeitos de escala podem apresentar-se de diversas formas, e, apesar de serem efeitos existentes
também em macro escala, são muitas vezes desconhecidos ou podem em geral ser desprezados,
devido ao seu baixo impacto no processo de fabrico. Por exemplo, a compressão uniaxial de um
cilindro (Figura 1.b) terá naturalmente forças de adesão, mas que geralmente são perceptíveis. Ao
reduzir-se o tamanho do cilindro a comprimir, o cilindro pode ficar agarrado eletricamente ao prato
superior de compressão, devido à força de adesão que se sobrepõe, sendo este um exemplo de um
efeito de escala (Purcell & Morin, 2013). Além desse fenómeno, podemos considerar outro que está
associado à rugosidade dos pratos, tendo a rugosidade dos pratos compressores e do cilindro um
limite mínimo devido as impossibilidades físicas de se obter uma superfície perfeita, ao diminuir-se o
tamanho do provete, este que inicialmente seria considerado polido, é considerado irregular e
grosseiro para a escala de trabalho com microprovetes (Figura 1). Existem diversos estudos
relacionados a este tipo de efeitos de escala [ (M. Bahaaddini, 2014), (S.K. Nammi, 2016), (Mao Liu,
2014)].
Figura 1 - Ilustração da rugosidade relativa ao tamanho dos provetes.
Nos processos de maquinagem também é esperado a existência de efeitos de escala, onde a
diminuição da secção de corte tenderá a diminuir a nível do encruamento dos materiais (Joshi &
Melkote, 2017). O propósito da presente investigação é o de quantificar essa alteração de
comportamento para que possa ser incluída posteriormente em modelos numéricos para a simulação
do corte ortogonal e melhora a qualidade das suas estimativas teóricas.

2
O conceito dos processos de maquinagem envolve a remoção do excesso de material existente num
bruto de maquinagem para tornar possível obter a geometria e as dimensões adequadas às
especificações de determinado componente. Este procedimento para transformar as ligas metálicas,
está na essência de equipamentos modernos desde tornos a complexos centros de maquinação de
múltiplos eixos. O mecanismo pelo qual é feita a remoção do material pode ser estudado e
compreendido através de modelos simplificados do processo, nomeadamente o modelo teórico do
corte ortogonal (Figura 2).
(a) (b)
Figura 2 – Corte ortogonal: (a) Modelo 3D e (b) Plano de corte.
O corte por arranque de apara pode ser feito com diversas espessuras de corte t0, podendo ir de
poucos milímetros até micrómetros. Sendo frequente trabalhar-se em espessuras de cortem torno
dos 50 µm, surgindo efeitos de escala ao processar-se o material. Como tal, aparece a necessidade
de saber o comportamento mecânico do material quando sujeito à espessuras de corte a escala
micrométrica, pelo que se simulou este acontecimento, mantendo constante o tamanho de grão, e
variando a variável que define a espessura de corte.
Na Figura 2, observamos que o material ao passar pelo plano de corte é sujeito a elevadas
deformações plásticas, sendo possível simular experimentalmente o comportamento dos materiais
através da utilização do ensaio de compressão uniaxial. Este ensaio permite recolher os dados
experimentais necessários para estabelecer a curva de tensão em função da extensão associada ao
comportamento mecânico do material.
Para dar suporte à presente investigação, foi necessário:
1) Preparar uma bancada de ensaios capaz de comprimir provetes cilíndricos, medir a força e
distância instantâneas realizadas pela prensa e recolher os respetivos dados
informaticamente.
2) Validar o funcionamento da bancada de ensaios.
3) Medir a evolução da força em função do deslocamento do carro móvel para provetes com
alturas compreendidas entre os 6 e os 0.5 mm.
4) Calcular as curvas de tensão verdadeira em função da deformação plástica para cada uma
das condições referidas no ponto anterior.

3
O presente estudo pretende contribuir para melhorar o conhecimento científico e técnico dos efeitos
de escala na resistência mecânica dos materiais metálicos, tal como a modelação da resposta
mecânica destas duas ligas. Os resultados da presente dissertação apresentam o comportamento
das diferentes ligas de alumínio comercialmente puras, nomeadamente a liga AA1050 e AA1085,
para diferentes dimensões do provete de compressão (volume em deformação plástica).
Os ensaios foram realizados em condições quasi estáticas para melhorar o controlo de ensaio de
compressão e minimizar a influência de outros fenómenos que pudessem influenciar a curva tensão-
extensão verdadeira, nomeadamente a influência da taxa de deformação.
A presente dissertação está organizada em cinco capítulos, começando pelo presente, que introduz o
tema em estudo e como este será abordado, apresentando também os principais objetivos. O
capítulo II apresenta a revisão bibliográfica, introduzindo os conhecimentos científicos necessários à
compreensão do presente trabalho, e o seu estado de arte. O capítulo III descreve a instalação
experimental, as técnicas de medição e de aquisição dos dados experimentais. Os resultados dos
ensaios são apresentados e discutidos no capítulo IV. Finalmente, no capítulo V onde se apresentam
as conclusões do trabalho e se perspectivam trabalhos futuros.

4
Capítulo II – Revisão bibliográfica
O mercado mundial procura diariamente melhorar as tecnologias disponíveis, incluindo novas e mais
funcionalidades nos bens de consumo. Isto cria a necessidade de se conseguir fazer componentes e
sistemas cada vez mais compactos, de modo a poderem ser montados em equipamentos onde o seu
volume global permanece inalterado. Os denominados sistemas micro-electro-mecânicos contêm
peças minúsculas, como alavancas, pinos conectores, parafusos, molas ou conectores (F. Vollertsen
Z. H., 2004).
Na prática, processos como a micro maquinagem e forjamento mostraram-se com uma primeira
alternativa, devido ao seu potencial de alta produtividade, baixos custos por peça e boas
propriedades mecânicas (M. Geigerl, 2001) e (F. Vollertsen Z. H., 2004). Ao reduzir-se o tamanho dos
componentes a fabricar, surgem os efeitos de escala, fazendo com que as teorias de modelação
clássicas dos processos de conformação e maquinagem tenham dificulade em prever os resultados
obtidos pelos processos de micro-fabrico (J. Liu, 2012).
Contrariamente ao que se pode pensar, as máquinas utilizadas em micro fabrico não são máquinas
com dimensões menores às máquinas-ferramenta utilizadas no fabrico tradicional. São por vezes até
maiores, devido a necessidade de se incorporarem mais sensores e mecanismos para lidar com os
efeitos de escala, tais como o posicionamento, a transferência entre etapas, minimizar as faces de
adesão, o controlo dimensional duante o fabrico, etc.
Porém, a principal zona de infuência dos efeitos de escala está relacionada com alterações no
escoamento plástico do material promovidas pela microestrutura do material e fenómenos de
superfície na interface de contacto entre a peça e as superfícies da ferramenta. O tamanho de grão é
fundamental no comportamento do material. Pode afirmar-se que o efeito de escala está intimamente
ligado à relação D/d. Sendo T o tamanho característico da peça a processar (o diâmetro do cilindro,
no caso de compressões uniaxiais de provetes cilíndricos) e d o diâmetro do grão metalúrgico.
Yi Qin (Qin, Micromanufacturing Engineering and Technology, second edition, 2015), a deformação
de pequenos componentes metálicos tem sido valorizada nos últimos anos. Alguns dos desafios que
aparecem são no que se segue:
1. A configuração do processo de enformação convencional pode ser igualmente usada na
enformação de micro-componentes, no entanto, as capacidades do processo são limitadas
por considerações relacionadas com o escoamento do material, fenómenos de interface e
existência de ferramentas.
2. Os limites de enformabilidade dos diferentes tipos de materiais varia da macro para a micro-
escala.
3. A definição das interfaces da ferramenta é muito importante para a qualidade geométrica,
dimensional e integridade superficial do provete.
4. A caracterização das máquinas ferramenta e sistemas de alimentação são importantes para
permitir a implementação da produção (Qin Yi, 2012) e (Razali A, 2009).
Estudos recentes (Jie Xu X. Z., 2015) têm demonstrado o potencial do uso de materiais UFG (Ultra
Fine Grained na literatura inglesa) para aplicações de micro-forjamento a elevadas temperaturas (Jie

5
Xu M. S.-N., 2013). No entanto, a informação disponível sobre propriedades mecânicas em micro-
forjamento é muito limitada quando o tamanho de grão é reduzido à escala sub-micrométrica. Estes
problemas tem atraído a atenção da comunidade científica (I. Sabirov, 2008) e (Nilesh Warthi, 2013).
O uso de materiais UFG pode contribuir para o estudo de efeitos de escala intrínsecos de modo a
aumentar a gama da escala de enformação estudada. Com este trabalho, verificou-se posteriormente
a aquisição dos resultados experimentais que existe mais a necessidade de se trabalhar com grãos
metalúrgicos grandes relativamente ao provete a comprimir, pelo efeito de escala procurado se
centrar numa gama em que os em grãos metalúrgicos são grandes relativamente aos provetes a
comprimir (a partir de uma valor abaixo de 10 na relação do diâmetro do provete cilíndrico a dividir
pelo diâmetro médio do grão metalúrgico).
II-1. Classificação dos efeitos de escala
Os efeitos de escala podem ser classificados em intrínsecos e extrínsecos. Quando o tamanho da
microestrutura é variável, como o tamanho de grão, denomina-se efeito de escala intrínseco, por se
debruçar sobre as características do material (Figura 3.a). Quando se faz variar o tamanho do
componente mantendo a microestrutura, este denomina-se efeito de escala extrínseco (Figura 3.b).
(a) (b)
Figura 3 – Efeitos de escala: (a) Intrínseco e (b) Extrínseco ( (G.Y. Kim, 2007).
Se considerarmos uma relação de D/d, ou seja, diâmetro do cilindro D a dividir pelo diâmetro médio
de grão d, é possível entender que quanto maior for esta relação, melhor será o acabamento
superficial da peça, tal como aconteceria o contrário, se a relação diminuísse, pelo facto dos grãos
serem irregulares e estarem cada vez mais pronunciados. Assim, e como se pode ver pela Figura 4,
quanto maior o parâmetro D/d, melhor o acabamento, mas mais importante é a influência deste
parâmetro na resposta mecânica do material. Torna-se assim evidente a necessidade de estudar o
comportamento mecânico dos materiais, quando sujeitos a diferentes valores de parâmetro D/d.
Gráficos da evolução da tensão com a extensão verdadeira estão demonstrados na Figura 5 para
valores diferentes de D em micro-compressão usando grãos de tamanhos (a) 1.3, (b) 4.0 e (c) 150
μm. Este estudo apresenta a influência de λ para valores acima de 10, como é possível ver.
Contrariamente ao estudo feito por (Jie Xu X. Z., 2015), a redução do encruamento em micro-
compressões e testes de micro-tensão foram extensivamente investigadas experimentalmente [ (Julia

6
R. Greer, 2011), (W.L. Chan, 2011) e (C. Keller E. H., 2015)] e concluíram que os efeitos de escala
apenas aparecem quando o parâmetro
, doravante denomidado de λ, for menor ou igual a 10.
(1)
Sendo D o diâmetro do provete cilíndrico a comprimir e d o diâmetro de grão metalúrgico desse
provete cilíndrico.
Figura 4 – Imagens SEM (Scanning electron microscope) de provetes cilíndricos comprimidos tendo diferentes valores de D e d: (a) D=2 mm, d=150 μm; (b) D=1 mm, d=150 μm; (c). D=0.5 mm, d=150 μm; (d) D=2 mm, d=25 μm; (e) D=2 mm, d=4 μm (f) D=2 mm, d=1.5 μm; (g) D=2 mm, d=1.3 μm; (h) D=1 mm, d=1.3 μm (i) D=0.5 mm,
d=1.3 μm (Jie Xu X. Z., 2015).
Figura 5 – Evolução da tensão com a extensão verdadeira para provetes com diferentes valores de D e os seguintes valores de d: (a) 1.3 μm, (b) 4 μm e (c) 150 μm (Jie Xu X. Z., 2015).

7
Xu Jie (Jie Xu X. Z., 2015) afirma que um modelo capaz de descrever efeitos de escala no
escoamento de tensões na superfície de materiais é o modelo teórico da camada superficial, como
demonstrado na Figura 6, que é baseada na combinação das propriedades dos limites de grão e dos
seus efeitos superficiais (Linfa Penga, 2009). O modelo assume que as propriedades mecânicas dos
grãos superficiais é diferente dos grãos interiores, onde os grãos superficiais estão menos
constrangidos [ (Shuichi Miyazaki, 1979) e (Eric Hug, 2010)]. Este modelo mostra que o decréscimo
da tensão com o decréscimo do tamanho de provete é atribuído ao decréscimo da fração volumétrica
das camadas superficiais com a diminuição de D (F. Vollertsen D. B., 2009). A fração de volume dos
grãos superficiais aumenta com a diminuição do tamanho da amostra a comprimir e é sabido que a
tensão de escoamento dos grãos superficiais é menor que para grãos internos (M. Geiger, 1996),
desde que o constrangimento dos grãos seja dominante para os grãos superficiais menos
constrangidos pelos grãos vizinhos.
Figura 6 – Um modelo de camada superficial mostrando a presença de grãos superficiais, grãos constrangidos e grãos internos nos efeitos de escala extrínsecos (Jie Xu X. Z., 2015).
Como a existência dos elementos de liga pode influenciar igualmente a tensão de escoamento, fez-se
o estudo em dois alumínios com diferentes graus de pureza, de modo a também poder estimar-se a
alteração da resposta do material, consoante o seu grau de pureza.
II-1.1. Efeitos de escala intrínsecos
Há evidências experimentais que a resistência mecânica é influenciada pelo tamanho de grão
metalúrgico do material (Figura 5). Em muitos grãos microcristalinos (> 1 μm) e ultrafinos (100 − 1000
nm), a variação da resistência mecânica em função do refino de grão comporta-se segundo o
tradicional efeito de Hall-Petch [ (Hall, 1951) e (Petch, 1953)].
(Hall, 1951) e (Petch, 1953) afirmaram que o refinamento do grão tem sido uma boa opção para
endurecer materiais policristalinos, de acordo com a relação:
(2)
onde σ é a tensão do material, σo a tensão de cedência do material não encruado e k é uma
constante do material. O micro mecanismo pode ser entendido em termos da acumulação de
deslocações na vizinhança dos grãos constrangidos. A cedência ocorre quando os planos exercem
8
esforço suficiente no deslizamento do contorno de grão de modo que planos de grãos possam
escorregar (R.W. Armstrong, 1962).
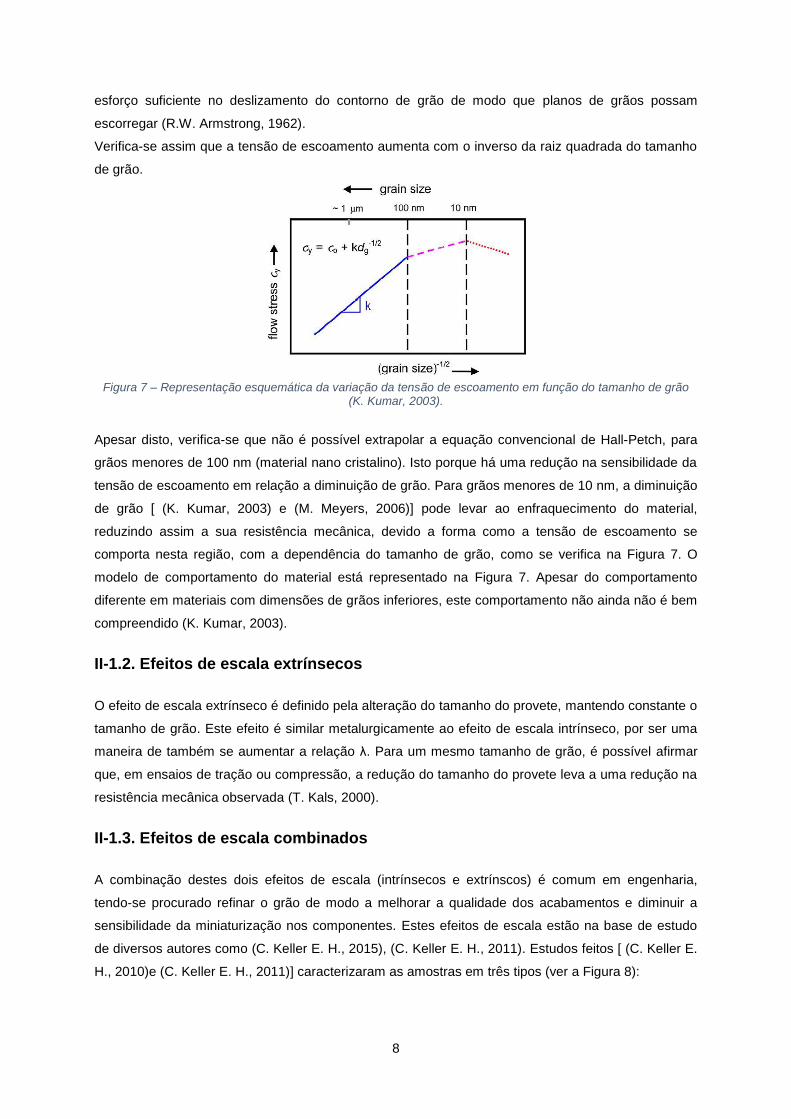
Verifica-se assim que a tensão de escoamento aumenta com o inverso da raiz quadrada do tamanho
de grão.
Figura 7 – Representação esquemática da variação da tensão de escoamento em função do tamanho de grão (K. Kumar, 2003).
Apesar disto, verifica-se que não é possível extrapolar a equação convencional de Hall-Petch, para
grãos menores de 100 nm (material nano cristalino). Isto porque há uma redução na sensibilidade da
tensão de escoamento em relação a diminuição de grão. Para grãos menores de 10 nm, a diminuição
de grão [ (K. Kumar, 2003) e (M. Meyers, 2006)] pode levar ao enfraquecimento do material,
reduzindo assim a sua resistência mecânica, devido a forma como a tensão de escoamento se
comporta nesta região, com a dependência do tamanho de grão, como se verifica na Figura 7. O
modelo de comportamento do material está representado na Figura 7. Apesar do comportamento
diferente em materiais com dimensões de grãos inferiores, este comportamento não ainda não é bem
compreendido (K. Kumar, 2003).
II-1.2. Efeitos de escala extrínsecos
O efeito de escala extrínseco é definido pela alteração do tamanho do provete, mantendo constante o
tamanho de grão. Este efeito é similar metalurgicamente ao efeito de escala intrínseco, por ser uma
maneira de também se aumentar a relação λ. Para um mesmo tamanho de grão, é possível afirmar
que, em ensaios de tração ou compressão, a redução do tamanho do provete leva a uma redução na
resistência mecânica observada (T. Kals, 2000).
II-1.3. Efeitos de escala combinados
A combinação destes dois efeitos de escala (intrínsecos e extrínscos) é comum em engenharia,
tendo-se procurado refinar o grão de modo a melhorar a qualidade dos acabamentos e diminuir a
sensibilidade da miniaturização nos componentes. Estes efeitos de escala estão na base de estudo
de diversos autores como (C. Keller E. H., 2015), (C. Keller E. H., 2011). Estudos feitos [ (C. Keller E.
H., 2010)e (C. Keller E. H., 2011)] caracterizaram as amostras em três tipos (ver a Figura 8):

9
1. Amostras policristalinas: são componentes que possuem a relação t/d maior que 4. Sendo t a
espessura da amostra sujeita a tração, no caso de tração uniaxial. Neste tipo de amostra, as
propriedades dependem somente do tamanho de grão, isto é, o tamanho da peça não possui
influência significativa.
2. Amostras multi-cristalinas: As amostras deste tipo encontram-se na região: 1 < t/d < 4. Este tipo de
amostra é caracterizado por um forte decaimento da resistência mecânica e um aumento da
sensibilidade ao tamanho de grão devido à redução do número de grãos ao longo da espessura (ou
redução da espessura). Nota-se que para um material com grãos muito grosseiros, os efeitos do
tamanho da peça (efeitos extrínsecos) podem aparecer até mesmo para amostras com espessuras
relativamente grandes.
3. Amostras quase-monocristalinas: Quando a ordem de grandeza do provete a deformar se
aproxima da ordem de grandeza do grão metalúrgico, torna-se quase-monocristal, e fica dependente
da geometria irregular destes, fazendo divergir os resultados.
Figura 8 – Mapa de tensão de escoamento (para uma extensão verdadeira de 0.1) de modo a classificar o material dependendo da espessura t e de d (C. Keller E. H., 2011)).
Por Yi Qin (Qin, Micromanufacturing Engineering and Technology, second edition, 2015), o tamanho
de grão cristalino da maioria dos materiais deve ser da mesma ordem de grandeza da secção de
corte para que a apara se forme naturalmente. A maioria dos materiais policristalinos é assim tratada
como uma coleção de grãos com propriedades anisotrópicas (Dornfeld, 2006). A orientação cristalina
dos grãos afeta a formação da apara, devido a geometria da superfície gerada e da variação das
forças de corte (Liu, 2004). Há uma distinta diferença entre micro-corte e corte convencional, onde o
material pode ser tratado como isotrópico e homogéneo. X. Liu estudou os efeitos da orientação
cristalográfica e da espessura de corte na rugosidade superficial usando cortes num monocristal de
alumínio (Liu, 2004).

10
II-2. Lei do material
Devido a importância dos efeitos de escala, como demonstrado até agora, é fundamental perceber os
seus efeitos para se modelar corretamente cada um destes efeitos de escala no comportamento
mecânico dos materiais, tais como a importância do tamanho de grão metalurgico no encruamento
dos materiais.
O estudo da previsão do comportamento mecânico de metais policristalinos tem feito surgir diversos
modelos constitutivos, que possam descrever este comportamento. Algumas delas estão descritas
abaixo.
II-2.1. Modelo de Hall-Petch
O modelo de Hall-Petch é um modelo muito comum e utilizado, para caracterizar materiais, de modo
a incluir o efeito do tamanho de grão na resistência mecânica de metais policristalinos:
(3)
Onde σ0(ε) e khp(ε) são constantes do material que dependem da tensão. Estudos feitos (Gwendoline
Fleurier, 2015) mostram a resistência mecânica obtida com ensaios de tração uniaxial com cálculos
feitos com a equação de Hall-Petch (Figura 9) para extensões plásticas εp numa gama entre 0.002 e
0.05 (símbolos preenchidos), sendo d o tamanho de grão metalúrgico.
Figura 9 – Gráficos representativos da tensão a variar com o diâmetro médio de grão metalúrgico e a extensão verdadeira, para uma gama de extensão verdadeira de [0.002 – 0.05]. Símbolos vazios representam condições
de elasticidade εe e símbolos cheios representam condições de plasticidade (Gwendoline Fleurier, 2015).
Fleurier Gwendoline (Gwendoline Fleurier, 2015) afirma que independentemente do nível de
deformação, a lei de Hall-Petch não cumpre toda a gama de tamanhos de grão metalúrgico. Dois

11
comportamentos distintos são claramente evidenciados com a transição ocorrendo no início da
plasticidade (εp = 0.002) para um rácio crítico de
. Quando
(regime policristalino), os
valores de Hall-Petch são khphigh
= 243.9 MPa μm1/2
e σ0high
= 201.1 MPa. Estes valores são da ordem
dos resultados obtidos para provetes cilíndricos comprimidos plasticamente com grãos entre os 6 e
os 100 µm (Sanderson, 1972). Para
(regime multicristalino [ (C. Keller and E. Hug, 2008) e
(A.W. Thompson, 1973)]), o declive inicial de Hall-Petch (para εp = 0.002) é intensamente aumentado:
khp low
= 1587.6 MPa μm1/2
.
Na tentativa de se utilizar os modelos mais apropriados para cada situação, houve a necessidade de
se fazer algumas alterações. Feito por Gryaznov e Trusov (V. G. Gryaznov, 1993),
(4)
onde cada parâmetro kn, n = 0, 1, 2...1 (a ser determinado) está associado à determinado efeito
físico que governa o processo de deformação plástica na microescala e d é o diâmetro do grão
metalúrgico.
II-2.2. Modelos da lei do comportamento do material
Nesta secção, pretende-se apresentar alguns dos modelos mais usuais e disponíveis na generalidade
dos programas de simulação numérica. Estes modelos são utilizados em modelos que consideram o
princípio da continuidade mas que podem ser devidamente modificados para permitir considerar a
influência dos efeitos de escala na tensão do escoamento. Esta incorporação dos efeitos de escala
pode ser realizada através do estudo da sensibilidade das constantes dos efeitos de escala e da
respectiva parametrização.
II-2.2.1. Modelo de Ludwik-Holloman
Uma das equações mais simples e comuns na caracterização mecânica de materiais é o modelo de
Ludwik-Holloman ( (Ludwik, 1909) e (Holloman, 1945)) que relaciona o comportamento da tensão
com a extensão verdadeira do material.
(5)
Onde K é uma constante que depende do material e das condições do material, e n é um expoente
que depende do encruamento do material, com valores que variam entre 0 e 0.5.
II-2.2.2. Modelo de Voce
O modelo de Voce [ (Voce, 1948), (M. Jain, 1995), (M. Aghaie-Khafri, 2004)] é descrito pela equação
6, sendo uma equação que caracteriza o comportamento plástico dos materiais. Este modelo introduz
o conceito de tensão de saturação, que se traduz numa relação de tensão com extensão verdadeira
que apresentam encruamento reduzido para valores elevados de extensão verdadeira,
(6)
onde a, b e c são constantes que dependem do material e das condições operativas ( (Voce, 1948)).

12
II-2.2.3. Modelo de Silva
O modelo de comportamento mecânico proposto por Carlos Silva (Silva, 2013) para o processamento
de materiais a frio combina o conceito de termo multiplicativo estudado em (Silva, 2013) com uma
estrutura dos termos e das constantes que neles intervêm, permitindo reproduzir aspetos específicos
do comportamento a frio. O modelo proposto apresenta-se de seguida,
(7)
em que as constantes A, B, C, D, m e n dependem do material e devem ser determinadas por recurso
a ensaios experimentais de caracterização mecânica e é a velocidade de deformação.

13
Capítulo III – Materiais e procedimento experimental
III-1. Materiais e propriedades
A forma dos provetes utilizados nas experiências é cilíndrica e estes podem ser obtidos de diversas
formas. Com o decréscimo do tamanho dos provetes, os defeitos inerentes à produção tornam-se
cada vez mais pronunciados, chegando a serem da mesma ordem de grandeza dos provetes,
tornando extremamente importante o uso de meios de produção que minimizem estes defeitos e
deformações da geometria.
Uma solução que pode à primeira vista ser válida, é a sinterização, por não envolver deformação
mecânica do material, mas surgem diversos problemas tais como o facto dos grãos metalúrgicos
oxidarem, ganhando impurezas, e pela dificuldade em obter peças com densidades correspondentes
a materiais forjados ( (Tuan & Guo, 2004) e (Karel Maca, 2005)) pelo que se descartou esta hipótese.
Outra solução, que não implicasse a deformação plástica de um bruto de maquinagem até se obter
os provetes, poderia ser a electro-erosão (EDM, ou Electrical Discharge Machining na literatura
inglesa). No entanto, o processo gera superfícies com propriedades fracas, como altas tensões
residuais, mau acabamento superficial (elevada rugosidade), presença de fissuras e micro-fissuras.
Estas propriedades variam com as diferentes propriedades usadas no processo (H. Ramasawmya,
2004).
Surge outro problema na maquinagem dos provetes relacionado com a necessidade das máquinas
ferramenta serem capazes de trabalhar em dimensões tão reduzidas. Uma solução encontrada
passaria por extrudir um arame com o diâmetro pretendido para o provete, cortando estes
transversalmente, mas nesse caso, ao extrudir e cortar o arame, iria ficar encruado e com rebarbas
de dimensões superiores aos provetes.
A solução encontrada, que parece ter minimizado as alterações na geometria e nas características
cristalográficas do material, passou por retirar os provetes a partir de matéria-prima (um varão de 6
mm de diâmetro para o caso exemplificativo abaixo) através de fresagem com controlo de comando
numérico. O processo de fabrico de provetes de 1mm de altura por 1 mm de diâmetro consiste nos
passos apresentados de seguida (tendo-se extraído os restantes provetes de outras dimensões da
mesma forma). Cortou-se o varão transversalmente a fim de se obter provetes cilíndricos com pelo
menos 1 mm a mais relativamente à altura desejada nos provetes (Figura 10.a), tendo-se colocado
esse cilindro no canto duma base metálica paralelepipédica previamente facejada (Figura 10.b). De
seguida, facejou-se a parte superior do pedaço de varão, e maquinou-se de modo a obter-se as faces
laterais e superiores dos futuros provetes cilíndricos (Figura 10.c), colocando-se um pedaço de tubo
em volta do pedaço de varão maquinado, e encheu-se de Super Cola 3 ® (Figura 10.d). Quando a
cola secou, facejou-se novamente toda a parte superior e maquinou-se o pedaço de tubo que foi
colocado, de modo a este desaparecesse (Figura 10.e), descolando então o pedaço de material
maquinado, invertendo-o e colando-o nessa posição (Figura 10.f). Finalmente, facejou-se o pedaço
de material de modo a que a parte que sobre ficasse com a altura pretendida nos provetes (Figura

14
10.g) e descolou-se o conjunto de cola mais provetes cilíndricos, e estes foram colocados num
recipiente com acetona, até a cola se ter dissolvido e separado dos provetes cilíndricos (Figura 10.h).
(a) (b) (c) (d)
(e) (f) (g) (h)
Figura 10 - Etapas do processo de fabrico dos provetes.
As ferramentas disponíveis para as operações de corte tinham um diâmetro de 1 mm e de 300 µm.
Apesar de ser mais adequado usar a ferramenta de 300 µm em termos de perda de material, decidiu
usar-se a fresa de 1 mm, de modo a criar o mínimo de flexão possível na ferramenta, para permitir
um melhor acabamento dos provetes cilíndricos. De modo ao material estar o mais livre possível de
tensões residuais, posteriormente a maquinagem deste, recozeu-se as ligas de alumínio durante
duas horas a 500 ºC.
Olhando para a enformação de micro-componentes, é necessário ter atenção nos seguintes aspetos:
1. O uso adequado de materiais que possam ser micro-enformados, tanto a frio como a quente.
2. O manuseio dos materiais a comprimir. Além da dificuldade em pegar em provetes, sem os
perder, ou ficarem agarrados ao instrumento de manuseio (electricidade estática, tensão
superficial ou adesão, etc), é necessário ter cuidado para não os deformar ao fazer força
acima daquela à qual os provetes entram em deformação plástica.
3. O desenho das ferramentas, de modo a poder ter acesso à zona de trabalho.
4. A prensa, de modo a que esta tenha capacidade para comprimir o maior dos provetes, com a
extensão verdadeira desejada.
5. A velocidade da prensa, para que seja quase estática, para este caso em estudo.
6. As medições de força e altura dos provetes, que efetivamente estão a ser aplicadas ao
provete, descartando valores que possam ser sofridos pela estrutura envolvente.
7. As precisões com as quais se trabalha sejam suficientes, considerando a escala a que se
está a trabalhar.
Uma das questões levantadas no uso deste processo, foi a cola que deveria ser usada, uma vez que
esta teria de suportar as forças exercidas sem descolar e sem deformar, de modo a conferir rigidez
estrutural nos locais aplicados. A outra questão foi a forma como se poderia remover a cola, uma vez
15
que esta teria de ser dissolvida para poder descolar-se do bloco de trabalho, e poder obter-se os
provetes cilíndricos maquinados, sem cola. Para resolver isto, fez-se um teste com várias colas de
maneira a perceber qual a mais dura disponível. Utilizou-se uma cola epoxy denominada Araldite ®
(rápido), três colas de cianoacrilato, uma da Loctite® (Super Cola 3), outra da Axton ® (em gel),outra
da Mentack ® e verniz para as unhas. Para dissolver a cola, testou-se acetona e um removedor
específico de cola da Loctite ® (Removedor de Cola) para cada um dos casos acima mencionados.
Os resultados apresentam-se na Tabela 1.
Tabela 1 – Avaliação do desempenho mecânico e químico das colas.
Através dos resultados obtidos, escolheu-se a cola da Loctite ®, denominada Super Cola 3, para o
fabrico dos provetes.
Os ensaios foram feitos em condições de compressão uniaxial até uma extensão verdadeira de 1.5,
nos materiais AA1050, AA1085 (alumínio comercialmente puro com 99.50% e 99.85% do seu peso
em Alumínio, respetivamente).
III-2. Instrumentação e aquisição de dados
Esta secção explica a instrumentação usada e as técnicas usadas na aquisição de dados.
III-2.1. Sensor de força
Utilizou-se uma célula de carga Kistler 9102A ®. A escolha deste sensor deveu-se a sua gama de
trabalho e rigidez (de ≈3.4KN/µm) que mede dos 0 até aos 50 KN (Instruments, 2014). A célula de
carga, além de estar alinhada com o eixo, de modo a não criar momentos, deve estar sob tensão,
para adquirir os sinais com exatidão e repetibilidade. A maneira encontrada tendo em conta os
constrangimentos de espaço, passou pela solução mais comum de apertar a célula de carga através
do aperto dado por um parafuso (Figura 23, pontos 3 e 5, e Figura 59) e uma anilha.
Quando a célula de carga está sujeita a uma determinada carga, esta sofe uma determinada
deformação e consequente deslocação. Esta deslocação acaba por tirar alguma da pré-tensão
aplicada pelo parafuso no aperto, fazendo com que o sensor de força acabe por medir os valores de
maneira menos fiável. Como o deslocamento sofrido no sensor de carga é constante, se
considerarmos uma força constante, optou-se por aumentar a elasticidade do sistema de aperto, de
modo a que a deformação sofrida por este não influenci tanto o sensor de força. Este sistema de
aperto mais elástico foi feito através da colocação de anilhas Belleville sobrepostas umas nas outras
(Figura 23.5). Com isto, é necessário alongar consideravelmente mais o sistema parafuso + anilhas
para criar o mesmo aperto. Como a compressão máxima exercida no prato pela prensa para
deformar um provete é de uma distância limitada, o alívio da pré-tensão passa a ter um valor
consideravelmente menor, que se desprezou neste estudo, por se verificar ter resultados com os do
Araldite ® Loctite ® Axton ® Mentack ® Verniz para unhas
Dureza Boa Boa Não secou Má Intermédia
Eficácia de dissolução da acetona Má Boa / Má Boa
Eficácia de dissolução do Removedor de cola Má Intermédia / Má Intermédia

16
estudo realizado por Alcino Reis (Reis, 2016), para as mesmas condições operacionais, em máquinas
diferentes.
Como a força máxima a aplicar nos ensaios ronda os 20 KN (para o provete de 4 mm), e o fabricante
do sensor de força definiu que se tem de aplicar uma pré-carga que corresponda a 50% da força
máxima, aplicou-se então 10 KN de pré carga. Esta aplicação de pré-carga serve para o sensor de
carga trabalhar num regime o mais linear possível.
III-2.2. Amplificador
A voltagem enviada pelo sensor de força é muito baixo, pelo que se deve utilizar um amplificador. O
amplificador utilizado foi o Kistler ® Type 5011B, que geralmente é empregado para medições de
grandezas mecânicas, como força, pressão e acelerações. Os parâmetros usados foram:
Sensibilidade do transdutor T = -4.08 ρC/N (propriedade do sensor de força 9102 A)
Escala S=20 MU/V (sendo MU a unidade de medida à qual se está a trabalhar, que neste
caso são N) para provetes de 0.5 mm, S=70 MU/V para provetes de 1 mm, S=500 MU/V para
provetes de 2 mm, S=2000 MU/V para provetes de 4 mm e S=4000 MU/V para provetes de 6
mm (Este valor foi calculado com base na força máxima necessária à deformação de cada
provete, para uma extensão verdadeira de 1.5)
Low pass filter desligado,
TC = Long
Apesar do catálogo da célula de carga fornecer um valor de sensibilidade de T=-4.3, não se obteve
valores coincidentes com os de referência (comparando uma compressão uniaxial de um provete de
6 mm de altura por 6 mm de diâmetro, recozido durante 2 horas a 500ºC, (Reis, 2016)). Desta forma,
fez-se um estudo de modo a perceber qual o valor correto de sensibilidade que deveríamos usar,
colocando diversos pesos calibrados pendurados no sensor de carga, e alterando o valor de T, de
modo a obtermos o valor de T que correspondia ao peso que se estava a aplicar. O valor de
sensibilidade chegado foi de T=-4.08 ρC/N.
III-2.3. Sensor de deslocamento
Além da força, a distância entre pratos compressores é também um dado essencial para a aquisição
de dados. Esta distância medida em simultâneo com a força, dá-nos a informação necessária para
obter gráficos como o de Tensão vs Extensão verdadeira e Força vs Deslocamento.
Existe uma grande gama de sensores de deslocamento, assim como a sua gama de preços. No
entanto, decidiu desenvolver-se sensores de deslocamento, que, além de terem um custo reduzido,
pudessem também contabilizar apenas a deformação sofrida pelo material, e não contabilizar
qualquer deformação da estrutura, devido aos esforços aplicados. Como tal, optou-se por uma
geometria planar (ver a Figura 12, Figura 23 e no esquema da Figura 11) em que o sinal lido pelas
bobines equivale a altura dos pratos a comprimir, independentemente da deformação sofrida na
estrutura da prensa, pois esta deformação estará para trás das bobines, fazendo com que a distância
lida nas bobines seja apenas a distância entre elas.

17
Foram feitos os sensores de deslocamento com base no princípio de indução eletromagnética.
Quando duas bobines estão afastadas de uma certa distância, e impomos um corrente elétrica a uma
das bobines, o campo magnético emitido por esta será recebido em parte pela outra bobine, caso
estas estejam a uma distância suficientemente pequena. Ao aproximar-se as bobines, a distância
entre elas será menor, e o campo magnético lido pela bobine recetora será maior. Com base neste
conceito, é possível saber à que distância estão as bobines uma da outra, conforme a voltagem lida
na bobine recetora, caso o sinal de entrada se mantenha constante.
Visto que os pratos compressores têm de poder estar praticamente em contacto um com o outro, a
geometria das bobines tem de ser independente da distância a que os pratos estejam um do outro.
Tendo esta consideração, desenvolveu-se as bobines com uma forma bidimensional, de modo a que
estejam o mais próximo possível uma da outra, para que o sinal recebido seja o maior possível
(Figura 12).
Figura 12 - Sensores de deslocamento e sua colocação na ferramenta.
O fabrico dos sensores de distância foi feito a partir de placas banhadas em cobre, com uso comum
para o fabrico de placas de circuito impresso. Primeiramente, cortou-se a placa com a geometria final,
com diâmetros de 15 mm interiores e 50 mm exteriores, usando a máquina EMCO MILL 55. Imprimiu-
se numa folha de papel fotográfico o inverso do desenho da espiral planar que pretendemos ter
desenhada em cobre, na placa. Colocou-se essa folha de papel fotográfico com a parte da tinta
encostada à placa, e encostou-se cuidadosamente um ferro de passar a ferro na parte de papel, de
modo a aquecer a tinta e esta ficar agarrada a placa. Depois de ter aquecido bem o papel, colocou-se
o conjunto placa e papel em água fria de modo a arrefecer e solidificar a tinta, retirando o papel de
seguida. De modo a corrigir eventuais erros ou falhas de tinta, passou-se com uma caneta de tinta
permanente nos sítios com falhas. De seguida colocou-se a placa pintada numa solução de Cloreto
Férrico (FeCl3) líquida, mexendo-a de modo a que a solução retire o cobre exposto e se fique apenas
com a tinta visível (e o respetivo cobre entre a tinta e o plástico). Depois do cobre exposto estar
retirado, retirou-se a placa da solução e retirou-se a tinta escovando com uma escova de dentes e a
ajuda de um solvente (acetona neste caso). Soldou-se com estanho dois fios elétricos, um no interior
e outro no exterior, de modo a poder fazer-se a passagem do sinal, verificando se não havia curto
circuitos e vedou-se toda a bobine com cola (neste caso usou-se uma cola epoxy). Finalmente
protegeu-se os cabos elétricos e ligou-se os terminais a uma saída do tipo BNC.

18
III-2.4. Gerador de sinais
O sinal de corrente elétrica que passa nas bobines dos sensores de distância tem de ser um sinal
adequado para este uso, não sendo possível simplesmente usar a corrente proveniente da rede
elétrica, pois esta trabalha a 230 V (Worldsantards, 2016). Esta voltagem é demasiado elevada, e
danificaria os equipamentos, por estarem preparados para trabalharem em voltagens inferiores, de +-
10V no caso da placa de aquisição de dados. Para além disso, este tipo de sensores trabalha melhor
a elevadas frequências, sendo assim necessário poder controlar-se o sinal de entrada, de modo a
obter-se resultados constantes e ideais na leitura dos dados. Como tal, utilizou-se o gerador de sinais
TG550 da marca AIM&TTi ® de modo a poder utilizar-se o sinal que otimizasse a leitura da distância.
Este gerador trabalha entre 0.005 Hz a 5.4 MHz e de 0 a 20.7 V.
Figura 13 – Esquema do processo de aquisição da distância entre sensores.
Verificou-se que o sinal lido era bastante baixo e por vezes nulo, pelo que se teve de ajustar os
parâmetros de modo a ter o maior sinal possível na leitura, de modo a aumentar também a resolução
de leitura. Considerando as bobines na posição mais próxima uma da outra, estudou-se os
parâmetros mais adequados. Visto que aquilo que a placa de aquisição de dados consegue ler é uma
certa voltagem, quanto maior a voltagem de entrada, maior será a relação sinal/ruído, pelo que se
usou a máquina com a máxima voltagem de 20.7 V (sem por em risco a placa de aquisição de dados,
pois o sinal recebido por esta nunca se aproximou de 10 V, devido as perdas no ar e no rectificador).
Relativamente a frequência, para valores abaixo dos 500 KHz, a placa mostrou-se incapaz de ler
qualquer sinal. Relativamente a frequência, o sinal lido era tanto maior quanto maior a frequência,
pelo que se utilizou a frequência máxima disponível de 5.4 MHz. Optou-se por um sinal sinusoidal,
com a retificação entre o sinal recebido pela bobine recetora e a placa de aquisição de dados, de
modo a ler o sinal como corrente contínua, que é o que a placa está preparada para ler.
III.2.5. Rectificador de uma fase de onda completa
A placa de aquisição de dados está preparada para ler voltagem de sinais em corrente contínua.
Como o sinal elétrico que sai da bobina recetora é alternado, é necessário convertê-la para corrente
contínua. Uma maneira de fazer esta conversão é retificar a corrente com um retificador. O esquema
elétrico utilizado é o da Figura 14. As resistências de carvão utilizadas têm 100 Ω cada uma, a ponte

19
rectificadora é a MIC RBI57 com 0.7 V de perda por cada díodo e o condensador cerâmico tem 100
nF.
Figura 14 – Retificador.
Para circuitos de pontes retificadoras de onda completa de uma fase com resistências e cargas de
retorno, os díodos conduzem a corrente AC a cada meio ciclo por um período de , durante
o qual a energia é entregue a ambas as resistências R (Williams, 1992).
A carga média e voltagem RMS (root mean square, ou raiz quadrada média) são dadas por:
(8)
(9)
Figura 15 – Resistências R com as correntes de retorno (Williams, 1992).
Como podemos ver, a azul está o sinal AC na entrada da ponte retificadora e a vermelho está
representado o sinal a saída da ponte retificadora. Tratando-se do uso de díodos de silício, estes têm
um consumo aproximado de 0.7 V cada (que pode ser medido diretamente com um multímetro).
Como a frequência de saída é o dobro da frequência de entrada, cada meia onda inicial origina uma
onda final, que passa por dois díodos. Com isto cada onda final tem menos 1.4 V, que se traduzem
graficamente pelas zonas nulas a vermelho, na Figura 15.
Um retificador de fase única e onda completa com condensador é apresentado na Figura 16, fazendo
referência a um circuito de um retificador comum usado para obter voltagens não reguladas. O

20
circuito é simples e barato mas a corrente de entrada tem picos e valores RMS elevados, altos
harmónicos e um fator de potência baixo. O condensador reduz as flutuações da voltagem, de modo
que são usados condensadores de alta voltagem para produzir uma corrente DC de saída
praticamente constante. As resistências R presentes no circuito representam as cargas dissipativas
deste (Williams, 1992). As resistências de 100 Ω colocadas servem para evitar sobrecargas no
circuito.
Assim que a voltagem AC chega ao seu valor máximo, em cada meio ciclo, como mostrado no Figura
16, um par de díodos rectificadores D1-D2 ou D3-D4, alternadamente, tornam-se polarizados no
instante . A fonte AC fornece uma resistência à corrente e simultaneamente carrega o
condensador. A sua voltagem caí enquanto proporciona o carregamento de corrente durante o
período de não-condução do díodo. O período de carregamento de corrente do condensador
acontece em θc, enquanto o período de descarregamento deste acontece na fase seguinte. Com isto,
é possível estarmos então na presença de um sinal de saída DC.
O estudo da assinatura eléctrica na saída do rectificador não foi feito, pelo facto do sinal de entrada
estar dependente do valor recebido pela bobine, e do ruído que pode ser captado pela bobine
recetora. Para este caso, interessa saber como conseguir obter-se o maior sinal possível na entrada
da placa de aquisição de dados, e um mínimo de ruído, para que a precisão e repetibilidade sejam as
mais elevadas possíveis.
Figura 16 – Funcionamento de uma ponte retificadora de fase única e onda completa: (a) circuito com condensador C e (b) sinais do circuito (Williams, 1992).
O fabrico do retificador passou por várias fases. O primeiro foi feito numa simples caixa, com os
componentes soldados por cabos, tendo feito corretamente o trabalho (Figura 17.a). Posteriormente
fez-se um mais compacto e prático, pelo facto do anterior ser pouco resistente e avariar com
frequência. Este novo foi feito numa placa perfurada de circuito impresso (Figura 17.b). Estes dois
tipos de retificadores foram sempre feitos com os componentes mencionados no início desta secção,
ao qual se notou que o retificador consumia grande parte do sinal, pois não estavam preparados para
trabalhar a uma frequência tão elevada como à que se estava a usar, e por cada díodo consumir 0.7
V. Como tal, fez-se outro retificador com componentes mais apropriados para a frequência de 5.4
MHz (Figura 17.c). Usou-se díodos de germânio (consumo unitário médio de 0.3 V, medido com um
multímetro), e um condensador de cerâmica, juntamente com as duas resistências. Com este novo

21
retificador, a voltagem lida à saída do retificador era significativamente maior, passando de um
máximo de 2 V (para uma determinada distância) para 6V. A razão de não se ter seguido com este
retificador deve-se ao facto da repetibilidade dos resultados ser muito baixa, dando resultados pouco
fiáveis, ao contrário da primeira e segunda versão do retificador, que dava valores mais estáveis,
apesar de inferiores, pelo que se realizou este trabalho com o retificador com díodos de silício (Figura
17.b).
A vantagem ao fazer-se um rectificador em vez de se adquirir um já feito passa por poder utilizar-se
diferentes componentes de modo a conseguir obter-se o melhor sinal na leitura da distância.
Figura 17 – Circuitos de rectificadores de fase única de onda completa: (a) 1ª Versão (b) 2ª Versão (c) 3ª Versão.
III-2.6. Placa de aquisição de dados
Infelizmente, a aquisição de sinais analógicos através de uma placa de aquisição de dados nem
sempre é tão simples como apenas ligar a fonte de sinal a placa de aquisição de dados. Há a
necessidade de saber como é o sinal e as suas implícitas configurações.
Para se poder ler o sinal, e posteriormente processá-lo, para obter a distância e força instantânea, é
necessário um sistema de leitura de sinais analógicos. O sistema usado foi uma placa de aquisição
de dados da National Instruments ® denominada NI-USB 6008, com 8 entradas, 12-bit e capacidade
para ler até 10 000 pontos por segundo. A placa é flexível em termos de configuração de sinais de
entrada, pelo que se deve ter mais cuidados, de modo a configura-la corretamente.
Utilizou-se uma taxa de aquisição de sinais de 500 Hz (500 medidas por segundo) tanto para o sinal
de voltagem que corresponde à distância entre pratos como para a força sentida na célula de carga.
A fonte de voltagem e o sistema de medida podem ser agrupados em uma de duas categorias:
Ligados à terra e não ligados à terra (flutuante). Um sinal ligado à terra é um sinal de voltagem
referenciado ao sistema de terra da rede elétrica. Alguns exemplos comuns de fontes de sinais
flutuantes são as baterias, termopares, transformadores e qualquer instrumento em que o sinal de
saída seja flutuante. A diferença de potencial da terra entre dois instrumentos conectados à mesma

22
rede elétrica é tipicamente na ordem de 10 mV a 200 mV, no entanto, a diferença pode ser superior
se a potência do circuito de distribuição não estiverem devidamente conectados (NI, 2014).
Um sistema de medição diferencial, ou não referenciado, não tem nenhuma das suas entradas
ligadas a uma referência fixa. Placas de aquisição de sinal com amplificadores são exemplos de
sistemas de medida diferenciais. Multi-entradas analógicas são usadas para aumentar a capacidade
de medição de diversos sinais diferentes, com o mesmo equipamento. Um sistema de medição
diferencial ideal responde apenas a diferença de potencial entre dois terminais: as entradas + e -.
Qualquer voltagem medida entre o amplificador de sinal e a terra é dado como voltagem de modo
comum. A voltagem de modo comum é completamente rejeitada (não medida) por um sistema de
medição ideal. Esta capacidade é útil na rejeição de ruído, pois ruídos não desejados são
frequentemente introduzidas no circuito criando uma voltagem de modo comum nos cabos. No
entanto, os equipamentos têm severas limitações, descritas por parâmetros como a gama de
voltagem de modo comum e rácio de rejeição de modo comum, que limita a capacidade de rejeição
de sinal de modo comum.
A voltagem de modo comum Vmc é definida como:
(10)
Onde V+ é a voltagem num terminal não invertido com um sistema de medição referenciado à terra, V
-
é a voltagem num terminal não-invertido do sistema de medição referenciado à terra. Sistemas RSE
são sistemas de medição de uma única entrada referenciados a terra, enquanto os sistemas NRSE
são sistemas de medição de uma única entrada não referenciados a terra. Sendo frequentemente
utilizados em aquisição de sinais.
Com isto, a medição foi feita de modo diferencial, para evitar voltagem de modo comum e,
consequentemente, rejeitar ruído.
III-2.7. Software de aquisição de dados
A placa de aquisição de dados por si só não processa os sinais, apenas recebe o sinal elétrico (neste
caso em voltagem) e entrega um sinal digital à saída. Como tal, é necessário receber o sinal digital no
computador para poder ser processado (ver Figura 13). O software utilizado foi o Labview ®.
Pode ver-se o diagrama de blocos criado para a aquisição dos sinais do sensor de força e do sensor
de deslocamento em anexo, na Figura 57, e respetivo painel frontal na Figura 58. Os dados extraídos
do Labview ® são ficheiros de texto com a informação do tempo, força e voltagem recebida
respetivamente a distância entre pratos.
III-2.8. Curvas de calibração do sensor de deslocamento
A voltagem correspondente a distância entre pratos compressores, por si só, não nos dá a
informação da distância. Para se saber a distância, é necessário saber a relação entre esta e os
valores de voltagem, que é traduzida numa curva de calibração. Como tal, fizeram-se numerosos
ensaios para se obter a curva que definisse o sensor.

23
Este ensaio passou por adquirir-se a voltagem enviada pelas bobines, ao mesmo tempo que se
comprimia um cilindro. Depois mediu-se a altura do provete (com a ajuda de um micrómetro com a
resolução de 1 µm), e relacionou-se esta com o ponto de maior voltagem adquirido (correspondente
ao ponto morto inferior). Repetiu-se o ensaio diversas vezes, até se obter a primeira curva de
calibração (Figura 18). Desta forma, e visto ter se relacionar um valor de voltagem com o de distâcia,
relacionou-se o ponto de maior força, que corresponde ao ponto de maior compressão sofrido pelo
provete, ou seja, o ponto de maior voltagem lida pela bobine recetora. O resultado é uma curva
independete de se estar a trabalhar na região elástica ou plástica do material, dependendo apenas da
distância entre bobines, considerando condições de entrada de sinal constantes.
Figura 18 – Primeira curva de calibração.
A primeira curva de calibração foi feita com 177 pontos, mostrandouma evolução entre diferentes
medidas coerentes mas com valor absoluto diferente.
Com estes pontos, traçou-se uma função polinomial de sexto grau para definir uma curva genérica
dos sensores, de modo a poder realizar-se ensaios em contínuo. A razão da função ser polinomial de
sexto grau, foi esta apresentar uma linha de tendência com menos erro, ou seja, maior coeficiente de
determinação, que neste caso é representado por R2=0.9765. Mais tarde verificou-se que uma função
polinomial, apesar de ter o valor mais elevado de R2, não representa da melhor maneira a realidade,
por estar constrangida aos limites dos pontos tirados, não sendo possível extrapolar para valores fora
da zona de ensaios.
Realizou-se então vários ensaios continuamente, em provetes de Alumínio AA1050, de 6 mm de
altura por 6 mm de diâmetro. Verificou-se que as curvas apesar de se enquadrarem no esperado, não
eram válidas, pois a medida final do provete não coincidia com precisão com a medida calculada
teoricamente. Verificou-se também que, ao adquirir-se sinal no osciloscópio, a voltagem lida
aumentava ∆V ≈ 1 V quando a máquina era posta a trabalhar. Caso este acréscimo de voltagem
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6
Dis
tancia
entr
e b
obin
es [
mm
]
Voltagem recebida [V]
23-02-2016 Incremental 6 mm 02-03-2016 Incremental 6 mm
04-03-2016 Incremental 4 mm 04-03-2016 Incremental 6,7 mm

24
fosse constante, ao ligar-se a prensa, este poderia existir sem problema, visto adquirir-se sinal
sempre que a máquina está ligada. Mas verificou-se que este valor não era constante, provocando
dispersão de resultados, não aceitáveis para a precisão elevada necessária à realização dos ensaios.
Percebeu-se que o variador de frequência e as bobines dos motores elétricos eram os responsáveis
pelo aumento de ∆V. Para se isolar o campo magnético das bobines que fazem a leitura da distância,
é necessário criar-se algo que atraia o campo magnético, e que possa encaminhar esse ruído
eletricamente para uma terra. Este problema levantou diversas questões, tendo-se feito um grande
esforço em encontrar a origem deste ruído, e como resolvê-lo. Chegou-se a conclusão que a origem
do ruído vinha essencialmente dos motores elétricos que alimentavam a prensa, que por si só, são
enormes fontes de campo magnético. Teria então de se isolar magneticamente os motores. A
maneira utilizada foi captar o sinal através de algo metálico, e canalizá-lo para a terra do edifício. Não
sendo possível criar-se uma caixa metálica em volta dos sensores de distância (de modo a isolar os
sensores de todo o resto), por não permitir o acesso a ferramenta de compressão, optou-se por criar
uma Gaiola de Faraday, cobrindo-se toda máquina em papel de alumínio, e fez-se a ligação desta à
terra. Deste modo, arranjou-se uma solução a um custo muito reduzido, sendo o papel de Alumínio
muito maleável e assim adaptável a geometria complexa dos motores.
Com isto, verificou-se que a leitura feita melhorou bastante, passando de um amento de ∆V ≈ 1V para
∆V = 0.0005V. Além de desprezável, este valor também se mostrou constante ao longo dos diferentes
ensaios. Outro cuidado a ter-se foi afastar partes metálicas de componentes que transportassem o
sinal e colar estes componentes, para estarem sempre no mesmo sítio, e aumentar a repetibilidade
do processo. Optou-se por deixar o papel de Alumínio em volta dos motores elétricos e do circuito
elétrico.
Com isto, realizou-se uma nova curva de calibração, com 129 pontos (Figura 19).
Figura 19 - Segunda curva de calibração.
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8
Dis
tan
cia
en
tre
bo
bin
es [
mm
]
Voltagem recebida [V]
Incremental 08-03-2016 3,984mm Incremental 09-03-2016 3,908 mm
Incremental 09-03-2016 6,031 mm Incremental 09-03-2016 6,986 mm

25
Pode verificar-se uma divergência de resultados drasticamente inferior, mesmo em ensaios
realizados com provetes de diferentes tamanhos, e em diferentes dias. Contudo, apesar dos
resultados, houve necessidade de se criar um modelo de medição da distância entre pratos, sem ter
se fazer curvas de calibração sempre que fosse feita alguma alteração no sistema compressor. Estas
alterações podem ocorrer, por exemplo, pela necessidade de se polir regularmente os pratos, para
minimizar ao máximo efeitos de atrito, o que faz com que a distância entre pratos seja menor, e assim
o sinal recebido nos sensores seja diferente. Outra razão pela qual se quis fazer um sistema
independente de uma curva constante no tempo, é pelo facto das condições de trabalho (como a
atmosfera, por exemplo) poderem ter alterações mínimas, mas que possam influenciar os resultados.
Verificou-se que usando esta curva numa escala logarítmica, e pedindo a reta de tendência, esta
apresentava um elevado valor de coeficiente de determinação de R2 = 0.997 (Figura 20).
Figura 20 - Reta de tendência logarítmica da segunda curva de calibração.
Se se usasse uma curva de tendência logarítmica, o coeficiente de determinação não conseguiria ser
tão elevado como para uma curva de tendênca polinomial, mas esta apresenta uma vantagem.
Considerando a nossa curva de calibração como sendo uma reta na escala logarítmica, apenas
necessitamos de dois pontos para a caracterizar, podendo ainda ser determinada a cada novo ensaio
que se faça, bastando tirar apenas a medida inicial e final, e respetivas voltagens. Com isto, é
possível ter sempre uma caracterização do sistema nas condições momentâneas, e tendo a liberdade
para alterações que tenham de ser feitas, como o polimento dos pratos.
Desta forma, para compressões em modo contínuo, a “curva de calibração” passou assim a ser uma
reta logarítmica definida pelas alturas inicial e final dos provetes, e suas respetivas voltagens,
garantindo assim também as condições iniciais e finais. Para o caso de ensaios realizados de forma
y = -4,66ln(x) + 2,882R² = 0,997
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
0,1 1,0 10,0
Dis
tancia
entr
e b
obin
es [
mm
]
Voltagem recebida [V]
Segunda curva de calibração Trend curve logarithmic

26
incremental, a reta passa a ser caracterizada pelas alturas inicial e final, e pelas alturas intermédias
(sendo a altura mínima do provete em cada incremento de compressão correspondente à voltagem
máxima recebida no sensor de distância nesse respetivo incremento de compressão).
III-3. Ferramenta de compressão
Para se poder realizar as compressões, a fim de extrair os resultados, é necessário toda uma
panóplia de ferramentas para se poder comprimir os provetes com rigor. Como tal, utilizou-se uma
prensa elétrica que serviu em tempos para ensaios de extrusão, e adaptou-se para ensaios de
compressão uniaxial.
A força realizada nos provetes provinha originalmente de um motor elétrico trifásico (Figura 21).
Deste sistema de extrusão, retirou-se o quadro elétrico e o variador de frequência originais, pois
nenhum deles funcionava. Depois de feito um novo quadro elétrico, verificou-se que motor impunha
uma velocidade de trabalho constante e excessivamente rápida. Como este tipo de motores têm
sempre um redutor de velocidade mecânico agregado, acoplou-se outro motor ao eixo central do
original, de modo a reduzir duas vezes a velocidade (Figura 22.6), para resolver este problema. Para
tal, colocou-se umas placas de alumínio para suportar o motor secundário, fez-se uma peça que
ligasse o eixo de um motor ao outro (não visível) e modificou-se a tampa do motor original de modo a
suportar e equilibrar o motor secundário.
Figura 21 - Prensa original com a ferramenta de compressão já modificada para ensaios de compressão uniaxial, ao invés de extrusão, como era a sua função anterior.
Visto a prensa original ter apresentado problemas no circuito elétrico, e ter de se adaptar este para o
novo motor, fez-se um quadro elétrico (Figura 22.5), de maneira a poder trabalhar-se com qualquer

27
um dos motores. Para se poder trabalhar com o motor original, basta ligar-se o mesmo. Para se
trabalhar com o motor secundário, de modo a obter velocidades menores, criou-se uma cavilha que
engrena o eixo do motor secundário ao motor primário, transmitindo assim o movimento entre eixos
(pode ser vista na Figura 22.6 como sendo um componente em alumínio em L saindo do redutor do
motor secundário). Salienta-se que não se deve ligar o motor original com esta cavilha colocada, para
não transmitir movimento no redutor secundário, com o risco de o danificar.
Para se poder regular a velocidade de trabalho, acrescentou-se um variador de frequência ao quadro
elétrico. Deste modo, existe um botão que pode ser rodado, fazendo alterar a velocidade de
compressão. Este circuito elétrico pode ser visto detalhadamente em anexo na Figura 56.
Figura 22 – Bancada de ensaios onde é possível ver o computador para o processamento de dados (ponto 1), a placa de aquisição de dados (ponto 2), ), o amplificador de sinal (ponto 3), o gerador de sinais (ponto 4), o
circuito elétrico (ponto 5), o motor secundário (ponto 6), o motor original (ponto 7) e a ferramenta de compressão (ponto 8).
Na Figura 22 é possível ver o computador que faz o processamento dos dados (ponto 1), a placa de
aquisição de dados (ponto 2), o amplificador de sinal (ponto 3), o gerador de sinais (ponto 4), o
circuito elétrico que alimenta a prensa (ponto 5), o motor secundário implementado para reduzir a
velocidade de compressão (ponto 6), o motor original (ponto 7) e a ferramenta de compressão (ponto
8). A ferramenta de compressão (Figura 22.8 e Figura 23) que efetivamente está em contacto com os
provetes de Alumínio foi projetada, de modo ao sensor de carga estar debaixo do prato compressor
(Figura 23.3), e podendo esta célula de carga ser comprimida com o auxílio de um parafuso e de
várias anilhas (Figura 23.5), de modo a obter a pré-carga necessária para o seu bom funcionamento.

28
(a) (b)
Figura 23 – Ferramenta de compressão com vista: (a) de topo e (b) de teto. Os pontos 1 e 2 são as colunas guiadoras, o ponto 3 o prato de compressão, o ponto 4 a bobine inferior, o ponto 5 o sistema de aperto, o ponto 6
a biela e o ponto 7 a bobine recetora.
Pode ver-se na Figura 23 duas colunas guia (pontos 1 e 2), o prato de compressão inferior (ponto 3),
a bobine inferior (ponto 4), o sistema de aperto para dar a pré-carga necessária ao correto
funcionamento da célula de carga, composto por um parafuso e diversas anilhas do tipo Belleville
(ponto 5), a biela do sistema biela-manivela (ponto 6) e a bobine superior e o bobine recetora (ponto
7).
Os pratos 3 e 7 foram feitos de modo a poderem albergar os sensores de deslocamento 4 e 7, sem
que estes toquem um no outro, e que mesmo assim, estejam na posição ideal de modo a receber o
máximo de sinal possível. Assim, elas estão no mesmo eixo e o mais próximo uma da outra.
Na Figura 59 (em anexo), é possível ver o desenho técnico da ferramenta de compressão utilizada
nos ensaios de compressão uniaxial do presente estudo.
III-4. Fenómenos e mecanismos concorrentes
A presente investigação aborda os efeitos de escala na tensão de escoamento do material. Porém,
existem outros fenómenos físicos que ocorrem simultaneamente com o mecanismo de deformação
plástica e concorrem para mascarar a real influência dos efeitos de escala na resistência mecânica do
material. Deste modo, o presente sub-capítulo começa por apresentar a existência de outras
contribuições e os procedimentos experimentais utilizados durante a investigação para minimizar a
sua influência. Na segunda parte do sub-capítulo é quantificada e discutida à influência dos efeitos de
escala na resistência mecânica do material.

29
III-4.1. Velocidade de deformação
A velocidade a que se processa a compressão é variável, devido ao sistema ser de biela-manivela,
impossibilitando ter uma velocidade constante na zona de compressão dos provetes. Tendo em conta
que o curso da máquina tem de ser alterado consoante o tamanho do provete que estamos a
comprimir, ou consoante a altura que queremos comprimir em cada provete, a velocidade não pode
vir em função da distância entre pratos, mas sim em relação ao ponto morto inferior. Usando os
dados adquiridos pelas compressões experimentais, calculou-se a variação da velocidade em função
da distância em relação ao ponto morto inferior (Figura 24), sendo o ponto morto inferior a distância 0,
e velocidade nula. Isto vai de encontro com (Fernandes, 2000), como se pode ver na Figura 25.
Pode ver-se na Figura 25 o ponto morto superior, que representa o ponto mais alto do curso da
máquina, na qual a velocidade é nula, tal como no ponto morto inferior. A zona da Figura 25 que
corresponde ao gráfico da Figura 24 está apresentada entre 0.10 e 0.15 segundos no gráfico a direita
(Figura 25).
Figura 24 - Velocidade de deformação dos provetes de compressores em função da distância ao ponto morto inferior.
Sabendo-se que a aquisição dos pontos experimentais é feita de 10 em 10 micro segundos, e
sabendo distância entre pratos a cada instante, calculou-se a valocidade dos pratos compressores
como sendo a diferença entre a altura de um ponto experimental e o seu ponto antecessor, a dividir
por 0.01 (que representa cada incremento de tempo, em segundos).
Com este gráfico, é possível ver que, para a compressão contínua de um provete de 4 mm, este
começa por deformar-se a uma velocidade de 1.08 mm/s, até chegar a velocidade nula, no ponto
morto inferior, que corresponde ao ponto de compressão máxima. Similarmente, pode ver-se a
velocidade de deformação para um provete de 500 µm, começando com uma velocidade de 0.23
mm/s até também chegar a velocidade nula no ponto de compressão máxima.
Em compressões incrementais, a velocidade de compressão nunca excede 0.2 mm/s, por se realizar
sempre pequenos incrementos de extensão.
0
0,2
0,4
0,6
0,8
1
1,2
1,4
0,0 1,0 2,0 3,0 4,0 5,0 6,0
Ve
locid
ad
e d
os p
rato
s c
om
pre
ssore
s [
mm
/s]
Distância ao ponto morto inferior [mm]

30
Figura 25 – Gráficos representativos da posição e velocidade obtidas através do método da diferenciação gráfica (Fernandes, 2000).
III-4.2. Atrito na interface de cilindro/prato compressor
De modo a minimizar os efeitos de atrito, utilizou-se um lubrificante de alta viscosidade. O lubrificante
denomina-se Spheerol EPL 2, da Castrol ®, com uma viscosidade entre 150 a 200 mm2/s, dita pela
Castrol ®. A escolha de um lubrificante com a alta viscosidade deveu-se com o facto de quanto mais
viscoso for o lubrificante, mais difícil é sair da zona de trabalho, podendo assim lubrificar o material
numa comprimir superior.
Depois de todo o aparato experimental estar funcional, adquiriram-se os resultados para a
compressão uniaxial contínua de um provete de AA1050 com 6 mm de altura e diâmetro, como é
possível ver na Figura 26. A curva apresentada difere das curvas convencionais de tensão vs
extensão verdadeira, havendo um aumento exponencial dos valores de tensão a partir de uma
extensão verdadeira de ≈0.8. Este aumento pode ter origem em diversas causas, sendo que aquela
que parece fazer mais sentido seja o atrito superficial entre cada prato compressor e o provete, pois à
medida que se comprime mais o provete, a área do provete aumenta, aumentando também a
contribuição do atrito. De modo a conseguir saber-se se este aumento anormal da tensão tem origem
em forças de atrito, efetuou-se um ensaio em condições de compressão incremental, mas fazendo
diversas compressões incrementais (Figura 26). Neste ensaio, a cada incremento de compressão,
mediu-se o provete e lubrificou-se o conjunto pratos compressores e provete. Verificou-se se as
medidas tiradas manualmente no ensaio incremental correspondiam com as medidas calculadas pelo
sensor de deslocamento. Relativamente aos ensaios incrementais, verificou-se que estes
apresentaram uma curva total bastante inferior a curva contínua, com uma forma comum e esperada.
Desta forma verificou-se que o atrito gerado entre as superfícies era demasiado elevado para se
poder realizar os ensaios de maneira contínua, pois é notório o efeito de atrito para extensões baixas,
mesmo que este não seja muito elevado. Como tal, obtou-se por realizar os ensaios todos de maneira
incremental. O ensaio incremental realizado foi considerado sem atrito (por este efeito ter sido
significativamente reduzido), pelo facto dos valores máximos de cada curva serem aproximadamente
coincidentes com o ponto a partir do qual o incremento de extensão seguinte entra em plasticidade,
caso contrário, estes não seriam coincidentes.

31
Apesar do resultado positivo demonstrado pelo ensaio incremental, é possível ver que a parte elástica
dos incrementos de extensão não têm todos exatamente a mesma inclinação. Este facto pode dever-
se ao facto da medida instantânea do provete ser calculada através dos valores de voltagem recebida
pelos sensores de deslocamento, podendo apresentar pequenas divergências dos valores reais.
Figura 26 - Comparação dos resultados obtidos por uma compressão contínua ou incremental de um provete de AA1050, com 6 mm de altura e diâmetro, e velocidades de deformação compreendidas entre 0.3 e 0 mm/s para
os ensaios em modo incremental e de 1.2 a 0 mm/s para os ensaios em modo contínuo.
A partir deste ponto, e para o AA1050, realizaram-se os ensaios para os provetes de 4 mm de altura,
seguida do provete de 2 mm. Apesar de se fazer os ensaios em modo incremental, os resultados
obtidos para o provete de 2 mm já não se apresentaram aceitáveis, por apresentarem curvas
influenciadas por atrito, que se tornaram cada vez mais significativas com o aumento da extensão
verdadeira (Figura 27). Se nesta investigação se pudesse estudar o comportamento do material para
extensões baixas, poderíamos continuar com o mesmo procedimento, pelo facto do atrito se
pronunciar significativamente apenas a partir de extensões de 0.7. Como se pretende estudar o
comportamento dos materiais para deformações elevadas, decidiu-se polir os pratos a cada ensaio,
apesar do difícil acesso a este, de modo a diminuir as forças de atrito (por reduzir a rugosidade da
superfície de trabalho), pois já tinha sido visível que, após intensas utilizações dos pratos
compressores, estes começavam a mostrar-se menos polidos e com perda de planicidade, que
poderiam estar na origem do aumento de atrito.
0
50
100
150
200
250
300
350
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8
Te
nsã
o (
MP
a)
Extensão verdadeira [adimensional]
1º Incremento 2º Incremento 3º Incremento 4º Incremento
5º Incremento 6º Incremento 7º Incremento 8º Incremento
9º Incremento 10º Incremento Compressão contínua

32
Figura 27 - Efeitos de atrito em provetes de AA1050 com as velocidades de deformação compreendidas entre 0 e 0.3 mm/s: D=H=6 mm; D=H=4 mm e D=H=2 mm.
Deste modo, realizou-se novamente o ensaio para o provete de 2 mm, minimizando o atrito (Figura
28). Passou-se então para a medida seguinte, de 1 mm. Depois de polidos os pratos e de tratar os
dados, o gráfico obtido apresentou valores bastantes elevados de atrito para a compressão deste
provete (Figura 28), mesmo usando as mesmas condições que para a compressão do provete de 2
mm. Com isto, pressupõe-se que existam efeitos de escala, a nível do atrito, com o aparecimento de
efeitos de atrito cada vez maiores, quanto menores os provetes a comprimir. Conteudo, não é
possível afirmar se a origem deste fenómeno tem origem apenas em atrito, devido ao facto dos pratos
compressores terem sofrido uma ligeira deformação. Vê-se pelo gráfico apresentado que os
incrementos de extensão terminam com valores de tensão muito superiores ao valor de tensão de
início de plasticidade do incremento seguinte. Com isto, foi necessário então arranjar uma solução
para este fenómeno.
0,0
50,0
100,0
150,0
200,0
250,0
300,0
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8
Te
nsã
o [
MP
a]
Extensão verdadeira [adimensional]
6 mm 4 mm 2 mm

33
Figura 28 - Efeitos de atrito no AA1050 para velocidades de deformação compreendidas entre 0 e 0.3 mm/s para provetes com as seguintes dimensões: D=H=6 mm; D=H=4 mm, D=H=2 mm e D=H=1 mm.
Este efeito de escala relativo ao aumento das forças de atrito faz sentido, considerando que estamos
a trabalhar com provetes e superfícies compressoras com a mesma rugosidade. Pode verificar-se
que apesar de nas duas condições, se estar a lidar com a mesma rugosidade absoluta, a rugosidade
relativa ao provete é muito superior no provete mais pequeno (Figura 1). Este efeito de escala obrigou
a repensar nos pratos compressores, que mostraram precisarem de ser melhorados, apesar de todas
as complicações que isso acarreta, por já serem feitos de um material rígido, sendo complicado
maquinar materiais com uma rigidez superior.
Apesar dos pratos compressores serem feitos de um material substancialmente mais duro (aço
convencional) que o material a comprimir, este apresenta uma ligeira deformação com as
compressões, que se traduzem em elevados erros. O polimento efetuado a cada ensaio melhora a
superfície de trabalho, em termos de rugosidade, mas este polimento constante afeta a planicidade
da superfície, afetando assim a qualidade dos ensaios. Deste modo, percebeu-se que uma solução
possível para melhorar tanto os níveis de rugosidade, como planicidade, seria ter uns pratos que
tivessem um material o mais rígido possível, de modo que este apenas necessitasse de ser polido a
primeira vez. Como não houve possibilidade de se criar uns pratos compressores inteiramente feitos
de um material bastante resistente, por não haver maneira de o maquinar, optou-se por criar pratos
compressores similares aos atuais, com o aço mais resistente disponível (aço inoxidável AISI 420), e
com uma caixa cilíndrica no lugar da parte que efetivamente está a compressão (Figura 29). A parte
compressora foi retirada de uma broca de mcarboneto de tungténio, com 14 mm de diâmetro (Figura
30.a e Figura 30.b), cortada por electro erosão. Aqueceu-se os pratos compressores de modo ao furo
interior expandir, e colocou-se à pressão os pedaços de carboneto de tungsténio dentro da cavidade.
0,0
50,0
100,0
150,0
200,0
250,0
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8
Str
ess [
MP
a]
Strain
6 mm 4 mm 2 mm 1 mm

34
Retificou-se a parte superior e inferior de cada prato compressor (de modo aos pratos assentarem da
melhor maneira no sensor de carga, e obter planicidade) e de seguida poliu-se a superfície de
trabalho, como se pode ver Figura 30.c, onde se vê claramente o reflexo da camara fotográfica na
superfície de trabalho (pedaço de metal duro proveniente da broca).
Figura 29 – Desenho técnico do prato compressor inferior, com a cavidade no centro, onde o pedaço de metal duro ficará encastrado.
(a) (b) (c)
Figura 30 - (a) Broca de carboneto de tungsténio, (b) Provetes cilíndricos retirados da broca e (c) Prato inferior de compressão finalizado com a superfície de trabalho polida.
Depois de se colocar os novos pratos, com a pré-carga requerida, verificou-se que o atrito diminuiu
substancialmente, tendo-se considerado desprezável. Mesmo assim, e de modo a verificar se havia a
possibilidade de se diminuir mais o atrito presente, fez uma investigação a lubrificação usada. Sendo
um ensaio quase estático, o lubrificante tem tempo para poder espalhar-se e sair da zona de
compressão, coisa que seria mais difícil, caso o ensaio fosse realizado a alta velocidade. Deste
modo, o lubrificante usado foi, dentro dos disponíveis, o mais viscoso, como referido anteriormente.
Não havendo nenhum lubrificante (disponível) mais viscoso, a solução cairia num lubrificante sólido,
que tem boas hipóteses de ser a solução mais adequada, pela dificuldade acrescida em sair da zona
de trabalho.
Deste modo, ensaiou-se duas compressões com as mesmas condições, em que se usou o
lubrificante em pó (Estearato de Zinco) numa compressão e o Spheerol EPL 2 na outra (Figura 31).

35
Figura 31 - Comparação da resposta mecânica entre um lubrificante em pó (Estearato de Zinco) e um lubrificante em fluído (Spheerol EPL 2) na compressão contínua de um provete de AA1050 com D=H= 6 mm e com
velocidades de deformação compreendidas entre 0 e 1.2 mm/s.
Como é possível ver, esta alteração de lubrificantes mostrou não fazer diferença no ensaio, pelo que
se continuou com o Spheerol EPL 2.
III-5. Validação de resultados
A AA1050 é uma liga de alumínio com um mínimo de 99.50% de peso em alumínio na sua
constituição, sendo denominado de tecnicamente ou comercialmente puro. Dados experimentais
obtidos por Alcino Reis (Reis, 2016) são apresentados na Figura 32. Estes dados foram obtidos para
uma deformação de provetes de alumínio AA1050, de 6 mm de diâmetro por 6 mm de altura. O
material foi recozido a 500 º C durante duas horas.
De modo a validar os ensaios experimentais, comparou-se os gráficos tensão-extensão verdadeira
dos resultados de Alcino Reis (Reis, 2016) com os dados obtidos no desenvolvimento experimental
desta tese (ver Figura 32), para as mesmas condições (Alumínio AA1050 recozido durante 2 horas a
500 º C com 6 mm de diâmetro e 6 mm de altura). Verifica-se que os resultados das duas curvas se
sobrepõem. Desta forma, os dados obtidos nesta instalação experimental foram considerados válidos
para o estudo de compressão uniaxial de provetes cilíndricos de até 6 mm de altura e 6 mm de
diâmetro, para os materiais usados na presente investigação.
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
0,0 0,2 0,4 0,6 0,8 1,0 1,2
Tensão [
MP
a]
Extensão verdadeira εR
Spheerol EPL 2 lubricant Powder lubricant

36
Figura 32 - Comparação do comportamento mecânico de um provete com D=H=6 mm de AA1050 sujeito a compressão uniaxial contínua na prensa da presente investigação e de Alcino Reis (Reis, 2016).
Estando as condições do sistema compressor normalizadas e validadas, procedeu-se efetivamente a
compressão dos diferentes materiais em todas as condições de estudo, para o estudo ser realizado
em condições constantes. Visto ter de ser realizar diversos ensaios de compressão, sobretudo por
estes serem incrementais e morosos, houve a necessidade de se criar uma metodologia de trabalho,
de modo a garantir boas práticas e ensaios consistentes uns com os outros. Pode ver-se a
metodologia no anexo A.

37
Capítulo IV – Análise e discussão de resultados
Estando todo o aparato experimental preparado, testado e validado, apresentam-se de seguida os
resultados obtidos para os casos em estudo.
IV-1. Evolução da força com o deslocamento
O gráfico da Figura 33 representa a evolução da força com o deslocamento para a AA1050, estando
o material recozido por duas horas a 500 º C (de modo a estar livre de tensões residuais), o que
resulta num grão metalúrgico com dimensões entre 80 e 470 µm (Reis, 2016), com diâmetro médio
de 330 µm, sendo um grão heterogéneo devido à gama de tamanho de grão, sendo muito difícil obter
um tamanho de grão homogéneo em Alumínio por se dar um crescimento anormal do grão.
Trabalhando-se teoricamente com provetes cilíndricos com uma proporção de altura igual ao
diâmetro, estudaram-se provetes com 4, 2, 1 e 0.5 mm de altura (estando as medidas efetivas de
cada provete na Tabela 2, e os respetivos valores de λ e volume de provete).
De entre os resultados adquiridos para cada situação (um material e uma medida de provete em
específicos), apenas se estudou os resultados de um ensaio, sendo esse aquele que tiver
demonstrado ter menos influência de atrito.
Apresenta-se na Tabela 2 os valores de altura, diâmetro, λ e volume para cada provete ensaiado,
tendo-se calculado os valores de λ em função da Equação 1, considerando dAA1050=330 µm e dAA1085=
507 µm.
Tabela 2 – Medidas efetivas dos provetes cilíndricos e respetivos valores de λ e volume.
H [mm] D [mm] H [mm] D [mm] H [mm] D [mm] H [mm] D [mm]
AA1050 4,405 4,061 2,693 2,172 0,964 0,959 0,524 0,460
λAA1050 [ad]
Volume [mm³]
AA1085 3,355 3,869 1,682 1,870 1,005 0,937 0,546 0,459
λAA1085 [ad]
Volume [mm³]
151,439 43,320 8,445 1,943
58,235 13,604 3,416 0,820
9,978 0,696 0,087
0,0900,6934,620
57,056
39,444
4 mm 2 mm 1 mm 0,5 mmSpecimen type
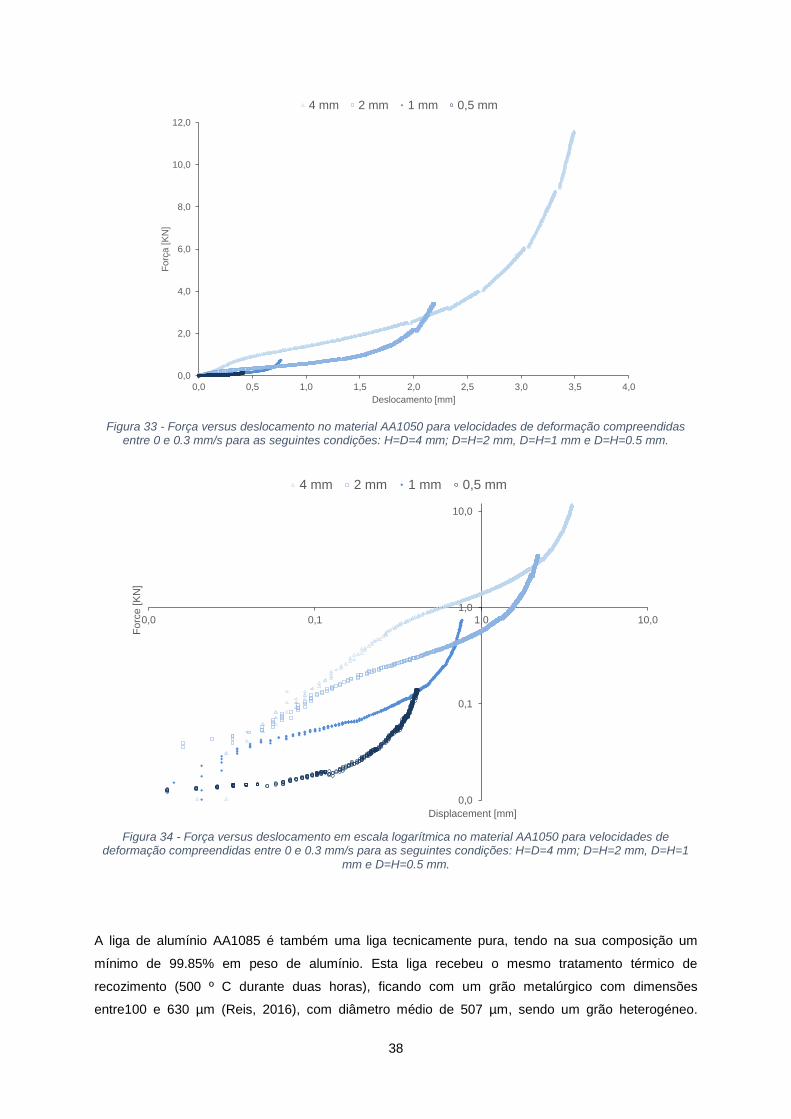
38
Figura 33 - Força versus deslocamento no material AA1050 para velocidades de deformação compreendidas entre 0 e 0.3 mm/s para as seguintes condições: H=D=4 mm; D=H=2 mm, D=H=1 mm e D=H=0.5 mm.
Figura 34 - Força versus deslocamento em escala logarítmica no material AA1050 para velocidades de deformação compreendidas entre 0 e 0.3 mm/s para as seguintes condições: H=D=4 mm; D=H=2 mm, D=H=1
mm e D=H=0.5 mm.
A liga de alumínio AA1085 é também uma liga tecnicamente pura, tendo na sua composição um
mínimo de 99.85% em peso de alumínio. Esta liga recebeu o mesmo tratamento térmico de
recozimento (500 º C durante duas horas), ficando com um grão metalúrgico com dimensões
entre100 e 630 µm (Reis, 2016), com diâmetro médio de 507 µm, sendo um grão heterogéneo.
0,0
2,0
4,0
6,0
8,0
10,0
12,0
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0
Forç
a [K
N]
Deslocamento [mm]
4 mm 2 mm 1 mm 0,5 mm
0,0
0,1
1,0
10,0
0,0 0,1 1,0 10,0
Forc
e [K
N]
Displacement [mm]
4 mm 2 mm 1 mm 0,5 mm

39
Tendo-se feito ensaios nas mesmas condições que para o AA1050, o gráfico que representa a
evolução da força com o deslocamento apresentam-se na Figura 35.
Figura 35 - Força versus deslocamento no material AA1085 para velocidades de deformação compreendidas entre 0 e 0.3 mm/s para as seguintes condições: H=D=4 mm; D=H=2 mm, D=H=1 mm e D=H=0.5 mm.
Figura 36 - Força versus deslocamento em escala logarítmica no material AA1085 para velocidades de deformação compreendidas entre 0 e 0.3 mm/s para as seguintes condições: H=D=4 mm; D=H=2 mm, D=H=1 mm e D=H=0.5 mm.
Como é possível ver, tanto na AA1050 como na AA1085, as curvas têm o comportamento típico de
uma curva Força vs. Deslocamento para compressão uniaxial de provetes cilíndricos. No início, vê-se
0,0
2,0
4,0
6,0
8,0
10,0
12,0
0,0 0,5 1,0 1,5 2,0 2,5 3,0
Forç
a [
KN
]
Deslocamento [mm]
4 mm 2 mm 1 mm 0,5 mm
0,0
0,1
1,0
10,0
100,0
0,0 0,1 1,0 10,0Forc
e [K
N]
Displacement [mm]
4 mm 2 mm 1 mm 0,5 mm
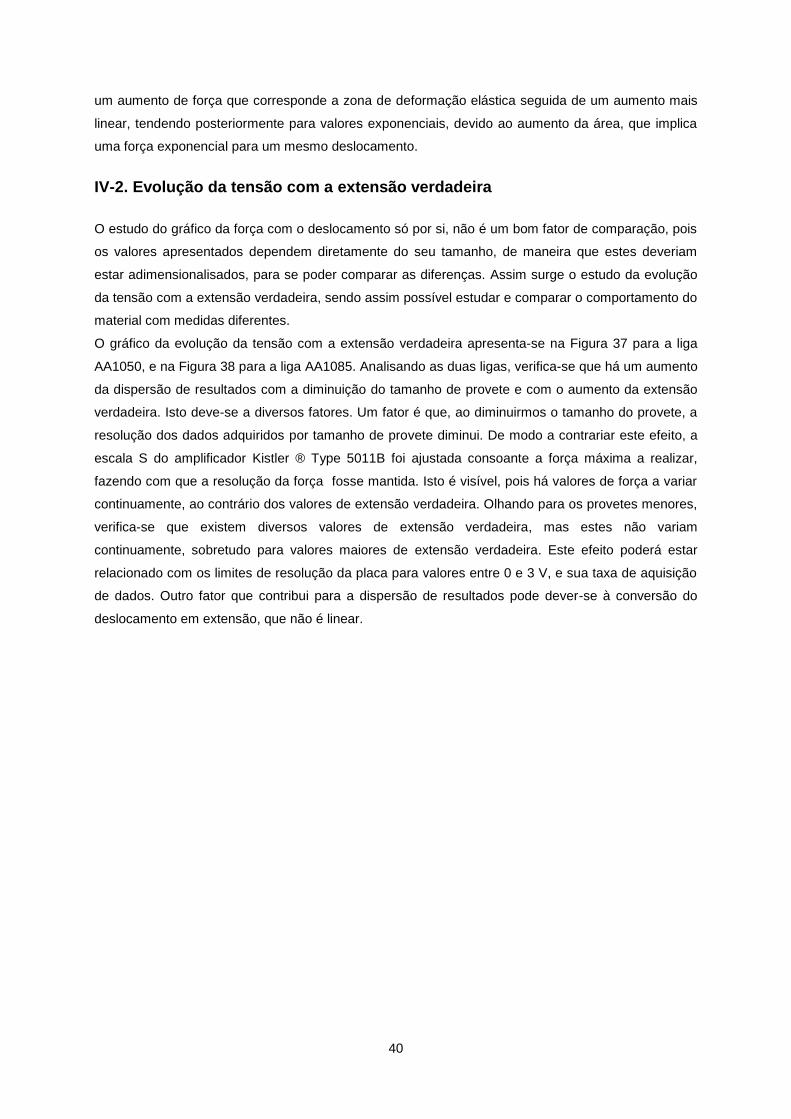
40
um aumento de força que corresponde a zona de deformação elástica seguida de um aumento mais
linear, tendendo posteriormente para valores exponenciais, devido ao aumento da área, que implica
uma força exponencial para um mesmo deslocamento.
IV-2. Evolução da tensão com a extensão verdadeira
O estudo do gráfico da força com o deslocamento só por si, não é um bom fator de comparação, pois
os valores apresentados dependem diretamente do seu tamanho, de maneira que estes deveriam
estar adimensionalisados, para se poder comparar as diferenças. Assim surge o estudo da evolução
da tensão com a extensão verdadeira, sendo assim possível estudar e comparar o comportamento do
material com medidas diferentes.
O gráfico da evolução da tensão com a extensão verdadeira apresenta-se na Figura 37 para a liga
AA1050, e na Figura 38 para a liga AA1085. Analisando as duas ligas, verifica-se que há um aumento
da dispersão de resultados com a diminuição do tamanho de provete e com o aumento da extensão
verdadeira. Isto deve-se a diversos fatores. Um fator é que, ao diminuirmos o tamanho do provete, a
resolução dos dados adquiridos por tamanho de provete diminui. De modo a contrariar este efeito, a
escala S do amplificador Kistler ® Type 5011B foi ajustada consoante a força máxima a realizar,
fazendo com que a resolução da força fosse mantida. Isto é visível, pois há valores de força a variar
continuamente, ao contrário dos valores de extensão verdadeira. Olhando para os provetes menores,
verifica-se que existem diversos valores de extensão verdadeira, mas estes não variam
continuamente, sobretudo para valores maiores de extensão verdadeira. Este efeito poderá estar
relacionado com os limites de resolução da placa para valores entre 0 e 3 V, e sua taxa de aquisição
de dados. Outro fator que contribui para a dispersão de resultados pode dever-se à conversão do
deslocamento em extensão, que não é linear.

41
Figura 37 – Tensão versus Extensão verdadeira no material AA1050 para velocidades de deformação entre 0 e 0.3 mm/s, para as seguintes condições: H=D=4 mm, H=D=2 mm, H=D=1 mm e H=D=0.5 mm.
A reta a tracejado presente na Figura 37 é utilizada para se definir o ponto de início de plasticidade,
sendo explicado o procedimento no capítulo IV-3.
Olhando para valores máximos de tensão, a AA1050 não parece apresentar efeitos de escala
notórios, apresentando em geral uma tensão de σAA1050 (ε=1.5) = 180 MPa, tendo as curvas a
coincidirem mais ou menos todas no mesmo sítio. A parte inicial (até ε≈0.05) já apresenta variações
entre diferentes tamanhos de provetes, notando-se que esta zona aumenta com a diminuição do
tamanho de provete (ou da relação λ, da Tabela 2). Este efeito parece variar exponencialmente com
λ, que, para λ4 mm até λ1 mm não apresenta uma variação muito significativa, enquanton que para λ0.5
mm, o aumento é bastante significativo.
0,0
50,0
100,0
150,0
200,0
250,0
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8
Str
ess [M
Pa]
Strain
4 mm 2 mm 1 mm 0,5 mm

42
Figura 38 – Tensão versus Extensão verdadeira no material AA1085 para velocidades de deformação entre 0 e 0.3 mm/s, para as seguintes condições: H=D=4 mm, H=D=2 mm, H=D=1 mm e H=D=0.5 mm.
Relativamente à parte plástica, os provetes de maior dimensão até o de 1 mm, ou seja, de λ4 mm =
58.2 até λ1 mm = 3.4, apresentam valores aproximadamente coincidentes, não havendo nenhuma
tendência entre eles. Já em λ0.5 mm = 0.8, é clara a diferença apresentada, apresentando um
encruamento menor, passando de σAA1085 (ε=1.5, λ > 3.4) = 170 MPa para σAA1085 (ε=1.5, λ = 0.8) =
122 Mpa.
Pressupõe-se que esta variação possa ser uma consequência da diminuição de λ, mas a diferença é
bastante elevada, pelo que talvez hajam mais factores desconhecidos a influenciar neste
comportamento.
Parece assim haver uma dependência elevada de λ, mas apenas a partir de valores inferiores a 1, um
valor dentro do proposto por [ (Julia R. Greer, 2011), (W.L. Chan, 2011) e (C. Keller E. H., 2015)],
com o aparecimento de efeitos de escala para .
IV-3. Caracterização do comportamento mecânico
De modo a poder aplicar o conhecimento, adquirido através deste estudo, em qualquer área passível
de ser utilizada, é preciso caracterizar o comportamento mecânico dos materiais através de uma
equação constitutiva, entrando em conta com os diâmetros do tamanho de grão e o tamanho da
amostra que se está a trabalhar (neste caso, traduzido em λ). Como visto no capítulo II-4, este estudo
pode ser feito de diversas formas. Com recurso a ferramenta de cálculo MATLAB ®,e de vários
modelos, como o modelo utlizado por Alcino Reis (Reis, 2016), como sendo o modelo constitutivo
0,0
50,0
100,0
150,0
200,0
250,0
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8
Tensão [M
Pa]
Extensão verdadeira [adimensional]
4 mm 2 mm 1 mm 0,5 mm

43
proposto por Carlos Silva (Silva, 2013) e modificado por Alcino Reis, fez-se o estudo para se
descobrir uma equação matemática que caracterizasse a AA1050 e a AA1085. Para tal, modificou-se
o código de modo às equações que dão a tensão dependerem da extensão verdadeira e da relação
λ. Existem várias equações constitutivas usadas para caracterizar materiais, tendo-se também feito o
estudo para um modelo mais comum, o de Ludvik-Holloman [ (Ludwik, 1909) e (Holloman, 1945)] e
para o modelo de Voce (Voce, 1948).
Para se obter a equação característica do material, eliminou-se a parte elástica das equações, de
modo a usar equações para descobrir o comportamento mecânico dos materiais em modelos do tipo
rígido-plástico (Jorge, 2004/2005). Para tal, traçou-se uma reta paralela e coincidente com um dos
pontos da parte elástica, obteve-se o declive da reta, somou-se 0.002 de extensão verdadeira, e
definiu-se o ponto de intersecção dessa reta com a curva característica do material como sendo a
tensão limite de elasticidade (como é possível ver na Figura 37 na reta a tracejado coincidente com a
curva de 1 mm). Retirou-se a extensão verdadeira relativa às partes elásticas das novas curvas, para
as curvas começarem em ε = 0, como se pode ver nas Figura 39 e Figura 40.
Figura 39 - Tensão versus Extensão verdadeira no material AA1050, sem zona elástica, para velocidades de deformação entre 0 e 0.3 mm/s e para as seguintes condições: H=D=4 mm, H=D=2 mm, H=D=1 mm e H=D=0.5
mm.
0,0
50,0
100,0
150,0
200,0
250,0
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6
Tensão [
MP
a]
Extensão verdadeira [adimensiona]
4 mm 2 mm 1 mm 0,5 mm

44
Figura 40 - Tensão versus Extensão verdadeira no material AA1085, sem zona elástica, para velocidades de deformação entre 0 e 0.3 mm/s e para as seguintes condições: H=D=4 mm, H=D=2 mm, H=D=1 mm e H=D=0.5
mm.
IV-3.1. Calibração do modelo de Silva simplificado
A equação proposta por Carlos Silva (Silva, 2013) apresenta-se na equação 11.
(11)
Em que as constantes A, B, C, D, m, n dependem do material e devem ser determinadas por recurso
a ensaios experimentais de caracterização mecânica. De modo a adaptar esta equação para a
presente investigação, e visto a , considerou-se nula. Considerou-se também a constante B
nula, de modo a simplificar a equação e não a tornar tão pesada em termos computacionais. Desta
forma, introduzindo-se os dados experimentais no MATLAB ®, com o código utilizado por Alcino Reis
(Reis, 2016), modificado para o caso em estudo, obtendo-se a equação 12.
(12)
A equação calculada depende de quatro variáveis denominadas σy, E, m e n, sendo σy a tensão limite
de elasticidade e E, m e n outras variáveis dependentes de λ, a determinar. Cada variável é definida
por uma equação do tipo da equação 13.
(13)
Os dados de entrada são as tensões, extensões e λ, podendo ajustar-se os limites nas quais as
variáveis podem estar compreendidas, otimizando a confiança dos resultados da equação final. Pode
também definir-se se as variáveis são do tipo polinomial (e as suas ordens de grandeza) ou doutro
tipo. Optou-se por utilizar variáveis que fossem descritas por uma polinomial de primeiro grau, pois os
resultados foram os melhores obtidos, com a vantagem de ser mais fiável em casos de extrapolação
de resultados.
Depois de ajustados os melhores limites para as variáveis dos materiais, os resultados das variáveis
σy da AA1050 e da AA1085 apresentam-se na Figura 41.a e na Figura 42.a, respetivamente. Estão
identificados a azul (com as retas que os unem) os pontos reais de σy relativamente aos valores de λ,
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
180,0
200,0
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6
Te
nsã
o [
MP
a]
Extensão verdadeira [adimensional]
4 mm 2 mm 1 mm 0,5 mm

45
e a reta teórica (a tracejado) representativa destes valores, para entrar na equação principal. Da
mesma forma, mas para as variáveis E, m e n, é possível ver as suas evoluções e representações
teóricas na Figura 41 (b, c e d) e na Figura 42.(b, c, d), respetivamente. Estas variáveis apresentadas
irão entrar na fórmula do modelo de Carlos Silva modificado para o caso em estudo, com
dependência de λ.
(a) (b)
(c) (d)
Figura 41 – Variáveis da equação da AA1050 em relação a λ, utilizando o modelo proposto por Carlos Silva (Silva, 2013) modificado: (a) σy, (b) E, (c) m e (d) n.
(a) (b)
(c) (d)
Figura 42 – Variáveis da equação da AA1085 em relação a λ, utilizando o modelo proposto por Carlos Silva (Silva, 2013) modificado: (a) σy, (b) E, (c) m e (d) n.
As equações de comportamento do material e respetivas variáveis m e n apresentam-se de seguida.

46
(14)
(15)
(16)
(17)
(18)
(19)
Graficamente, é possível ver as curvas experimentais e as curvas teóricas calculadas através das
equações determinadas (equações 14 e 17) na Figura 43 e Figura 44, respectivamente. Estas curvas
teóricas descrevem o comportamento mecânico dos materiais com base em modelos (neste caso, o
de Carlos Silva Simplificado) dependentes de λ, de modo a incluir os efeitos de escala.
Figura 43 - Pontos experimentais e cálculo teórico usando a equação de Carlos Silva (Silva, 2013) modificada para o AA1050, para velocidades de deformação entre 0 e 0.3 mm/s e para diversos λ.
Verifica-se que para a AA1050, as curvas teóricas descrevem aproximadamente bem as curvas
experimentais.
Figura 44 - Pontos experimentais e cálculo teórico usando a equação de Carlos Silva (Silva, 2013) modificada para o AA1085, para velocidades de deformação entre 0 e 0.3 mm/s e para diversos λ.

47
Para a AA1085, verifica-se que as curvas teóricas também descrevem aproximadamente bem as
curvas experimentais, mostrando que as equações são válidas para a caracterização do
comportamento mecânico das AA1050 e AA1085, tendo como variável não só a extensão verdadeira,
mas a relação de tamanho de grão com o tamanho da amostra a deformar.
Desta forma, é possível incluir estas equações num contexto geral e no contexto de corte ortogonal,
que originou o interesse deste estudo.
IV-3.2 Calibração do modelo de Ludwik-Holloman
Para efeitos de temperatura e constantes, o modelo de Ludwik-Holloman relaciona o
comportamento da tensão com a extensão verdadeira do material. A temperatura é constante, e a
velocidade, apesar de não o ser, varia pouco (sendo praticamente nula), pelo que se realizou o
estudo com este modelo, a título comparativo.
(20)
Aplicando o modelo ao caso em estudo, o símbolo E representa uma constante que depende do
material e das condições do ensaio (extensão verdadeira e λ) e n é um expoente que depende do
encruamento do material e de λ. Quanto maior for o valor de n, maior é o encruamento do material, e
no caso ideal de não haver encruamento, o expoente deverá ser nulo (Silva, 2013).
Este modelo representa um modelo elasto-plástico por não ter na equação uma constante a somar ao
termo , que possa representar a tensão de escoamento. Desta forma, a curva característica do
comportamento mecânico do material, que depende de ε, começará sempre em zero, devido a
extensão verdadeira começar em zero. Como este modelo descreve um regime elasto-plástico,
utilizou-se os dados totais da deformação do material, incluindo o regime elástico. As variáveis K e n
dependem de λ de forma linear, descrevendo uma função do tipo da equação 13.
Os resultados obtidos para as variáveis estão na Figura 45 e Figura 46.
(a) (b)
Figura 45 – Variáveis da equação da AA1050 em relação a λ, utilizando o modelo de Ludwik-Holloman: (a) E e (b) n.

48
(a) (b)
Figura 46 – Variáveis da equação da AA1085 em relação a λ, utilizando o modelo de Ludwik-Holloman: (a) E e (b) n.
As equações de comportamento do material e respetivas variáveis n apresentam-se de seguida.
(5)
(21)
(22)
(23)
Graficamente, é possível ver as curvas experimentais e as curvas teóricas calculadas através das
equações determinadas (equações 21 e 23) na Figura 47 e Figura 48, respectivamente.
Figura 47 - Pontos experimentais e cálculo teórico usando o modelo de Ludwik-Holloman para o AA1050 (linhas), para velocidades de deformação entre 0 e 0.3 mm/s e para diversos λ.

49
Figura 48 - Pontos experimentais e cálculo teórico usando o modelo de Ludwik-Holloman para o AA1085 (linhas), para velocidades de deformação entre 0 e 0.3 mm/s e para diversos λ.
Verifica-se que as curvas para a AA1050 acompanham a evolução das curvas, tanto na parte inicial,
como final. Para a AA1085, as equações descrevem melhor este material do que a AA1050,
acompanhando com confiança os pontos experimentais, mostrando que as equações descrevem com
alguma precisão o comportamento mecânico do material tendo em conta os efeitos de escala.
IV-3.3 Calibração do modelo de Voce
Além do modelo proposto por Carlos Silva (Silva, 2013) modificado e do modelo de Ludvik-Hollomon,
fez-se ainda o estudo para o modelo de Voce (Voce, 1948), (M. Jain, 1995) (M. Aghaie-Khafri,
2004)] para efeitos de comparação. O modelo de Voce (M. Aghaie-Khafri, 2004) é descrito pela
equação 25. Este modelo introduz o conceito de tensão de saturação e é utilizado para relacionar
tensão com extensão verdadeira para materiais que apresentam encruamento reduzido para valores
elevados de extensão verdadeira (Voce, 1948),
(25)
onde a, b e c são constantes do material. As variáveis a, b são definidas pela equação 13 e a variável
c foi utilizada com valor constante e igual a 1.
Usando os dados experimentais no Matlab ®, de forma a ele representar uma linha de tendência que
siga o modelo de Voce, obtém-se os gráficos representados na Figura 49 e na Figura 50.

50
Figura 49 - Linha de tendência dos dados experimentais usando o modelo de Voce para o AA1050 (linhas), para velocidades de deformação entre 0 e 0.3 mm/s e para diversos λ.
Figura 50 - Linha de tendência dos dados experimentais usando o modelo de Voce para o AA1085 (linhas), para velocidades de deformação entre 0 e 0.3 mm/s e para diversos λ.
Verifica-se que o modelo de Voce segue corretamente a tendência dos dados experimentais.
As equações resultantes do cálculo feito em Matlab ® que incorporem λ neste modelo apresentam-se
de seguida (equações 26 e 27), com os gráficos representando os resultados na Figura 51 e Figura
52, respetivamente.
(26)
(27)

51
(a) (b)
Figura 51 – Variáveis da equação da AA1050 em relação a λ, utilizando o modelo de Voce: (a) a, e (b) b.
(a) (b)
Figura 52 – Variáveis da equação da AA1085 em relação a λ, utilizando o modelo de Voce: (a) a, e (b) b.
Figura 53 - Pontos experimentais e cálculo teórico usando o modelo de Voce (equação 26) para o AA1050 (linhas), para velocidades de deformação entre 0 e 0.3 mm/s e para diversos λ.

52
Figura 54 - Pontos experimentais e cálculo teórico usando o modelo de Voce (equação 27) para o AA1085 (linhas), para velocidades de deformação entre 0 e 0.3 mm/s e para diversos λ.
Os resultados demonstram que este modelo representa fiavelmente os dados experimentais (Figura
49 e Figura 50), mas não é tão bem sucedido quando calculado em Matlab incorporando λ nas suas
variáveis para se obter as curvas, pois apesar de representar uma curva típica do modelo de Voce,
não representa tão bem as diferenças experimentais considerando λ, como os modelos estudados
anteriormente.

53
Capítulo V – Conclusões e trabalhos futuros
V-1. Conclusões
As conclusões a retirar estão inerentemente ligadas a todo o desenvolvimento experimental,
computacional e análise de resultados. A falta de informação sobre este tema, fez com que se tivesse
de ultrapassar diversos obstáculos de modo a obter-se resultados válidos que demonstrassem efeitos
de escala no comportamento mecânico de ligas de Alumínio.
Apesar de o estudo se centrar na caracterização dos efeitos de escala a nível de resultados
experimentais, esta não foi a componente que despendeu mais tempo e trabalho. O desenvolvimento
de todo o aparato experimental e todas as implicações e obstáculos que levantou foi onde despendi
mais tempo e trabalho, fazendo com que tivesse de conciliar muitos temas até então teóricos, à
prática. Isto ajudou-me bastante no desenvolvimento pessoal e profissional, contribuindo para que
tivesse aprendido bastante sobre os mais variados temas.
O tema do presente estudo centra-se no efeito de escala relativo à alteração da resposta mecânica
dos alumínios AA1050 e AA1085 consoante o valor de λ. Apesar de se ter obtido a informação
desejada, este efeito de escala demonstrou ser significativamente inferior ao efeito de escala do atrito
entre pratos compressores, que surgiu no decorrer dos ensaios. Utilizando pratos compressores em
aço, pode conseguir-se obter uma dureza e um acabamento superficial suficientes para a realização
dos ensaios numa escala macrométrica, mas verificou-se que cada vez que se diminuiu o tamanho
dos provetes, os efeitos de atrito eram exponencialmente superiores. A qualidade superficial dos
pratos compressores demonstrou-se assim dominante na obtenção de resultados livres de atrito,
tendo obrigado a um esforço elevado em aumentar a dureza do material dos pratos compressores e
em melhorar a sua planicidade e rugosidade.
Relativamente aos modelos matemáticos utilizados para descrever o comportamento mecânico em
função de λ, conclui-se que o modelo de Ludwik-Holloman representa melhor a realidade para as
ligas estudadas.
Apesar destas equações representarem com fiabilidade os resultados reais, é necessário ter em
consideração que a velocidade de deformação usada foi praticamente estática. Verifica-se que para
qualquer um dos modelos, a influência de λ é baixa, sendo visível mesmo nas equações, mas é
apenas o reflexo da baixa influência real de λ nas experiências em causa. Talvez numa gama de λ
mais baixa, a influência seja superior, como parece ser a tendência dos resultados.
O modelo de Voce modificado (equação 26 e equação 27) apresenta-se pouco adequado a
caracterização mecânica das duas ligas AA1050 e AA1085, mostrando que o modelo proposto por
Carlos Silva (equação 12) modificado e o modelo de Ludwik-Holloman (equação 20) são modelos que
caracterizam melhor o comportamento mecânico das duas ligas.
A tabela com os pontos experimentais não foi incluída neste documento por ser demasiado extensa,
tendo mais de 1000 pontos para cada liga, por se ter retirado os pontos experimentais a uma taxa de
500 pontos por segundo.

54
Usar provetes com uma relação de altura maior que o diâmetro poderá ser uma boa solução para
diminuir o atrito nos pratos, sem nunca aumentar a altura em relaçao ao diâmetro ao ponto de haver
instabilizações no material.
V-2. Propostas de trabalho futuro
Embora houvesse um esforço constante em ter as melhores condições possíveis na elaboração dos
ensaios, há sempre melhorias a fazer. Como tal, sugiro que, para futuros trabalhos de compressão
uniaxial de provetes cilíndricos para caracterização mecânica dos materiais, se façam algumas
alterações ao nível da ferramenta de compressão. Uma delas passa por fazer uma nova ferramenta
que em vez de ter duas colunas guiadoras (ver a Figura 23, pontos 1 e 2), tivesse três (Figura 55).
(a) (b)
Figura 55 - Ferramenta de compressão sugerida: (a) Vista geral, e (b) Vista de frente.
A razão de passar de duas para três colunas prende-se com o facto de, havendo folga entre as
colunas guiadoras e o prato que desliza nestas, e sendo apenas duas colunas, estas acabam por ter
um ligeiro balanceamento que podem induzir uma compressão deficiente. De modo que, ao usar três
colunas, este momento, que se traduz num movimento de rotação do prato superior (ponto 7 da
Figura 23) iria ser praticamente anulado. Não há necessidade de mais colunas, pois este efeito de
rotação já ficaria praticamente anulado com o acrescento de uma coluna guiadora, havendo apenas
constrangimento do acesso caso colocássemos mais colunas guiadoras. Os desenhos técnicos das
peças a serem feitas de modo a melhorar a ferramenta estão no anexo B. Apesar da rotação ficar
bastante reduzida, o movimento de translação dos pratos continuaria a existir, daí a escolha de
colunas com os tolerâncias apertadas, como apresentado nos desenhos técnicos sugeridos, de modo

55
a reduzir o movimento no plano do prato compressor, fazendo com que a compressão se faça de um
modo ideal.
Estudos como este apresentam sérias complicações a nível do manuseamento dos provetes,
polimento dos pratos compressores, medição dos mesmos, entre outros. A diminuição de λ pode ser
realizada de duas formas, ou reduzindo o tamanho dos provetes, ou aumentando o tamanho do grão
metalúrgico, através de tratamentos térmicos. Outra coisa a ter em consideração, é o facto de poder
começar a aparecer uma elevada dispersão de resultados, ao trabalhar-se com valores bastante
reduzidos de λ, por estes ficarem cada vez mais dependentes da orientação do grão metalúrgico,
podendo fazer divergir os resultados a partir de um certo valor de λ. Seria interessante saber-se a
partir de que valores de λ começa a haver divergência de resultados.
Sugiro o estudo do comportamento mecânico de materiais quando sujeitos a diferentes velocidades
de deformação, visto a máquina desenvolvida neste estudo estar adaptada de um variador de
frequência, podendo trabalhar-se a qualquer velocidade dentro dos limites mínimos e máximos de
velocidade dos dois motores. Desta forma, poderia também perceber-se a influência da velocidade de
deformação nas forças de atrito. O esperado é de o atrito diminuir com o acréscimo de , por não
dar tanto tempo ao lubrificante de sair das cavidades.

56
Referências
A.G. Paradkar, S. K. (2009). On the validity of Hall–Petch equation for single-phase Ti–Al–Nb alloys
undergoing stress-induced martensitic transformation. Materials Science and Engineering A , 168–
173.
A.W. Thompson, M. B. (1973). Acta Metall. 21 , 1017.
A.W. Thompson, M. B. (1973). Acta Metall. 21 , 1017.
Akhtar Razul Razali, Y. Q. (2012). A Review on Micro-manufacturing, Micro-forming and their Key.
Procedia Engineering , 8.
C. Keller and E. Hug, M. (2008). Lett. 62 , 1718.
C. Keller, E. H. (2015). Effect of stress path on the miniaturization size effect for nickel polycrystals.
International Journal of Plasticity , 26-39.
C. Keller, E. H. (2011). Microstructural size effects on mechanical properties of high purity nickel.
International Journal of Plasticity 27 , 635 – 654.
C. Keller, E. H. (2010). TEM study of dislocation patterns in nearsurface and core regions of deformed
nickel polycrystals with few grains across the cross section. Mechanics of Materials , 44-54.
C. Keller, E. H. (2010). TEM study of dislocation patterns in nearsurface and core regions of deformed
nickel polycrystals with few grains across the cross section. Mechanics of Materials , 44–54.
C. Keller, E. H. (2010). TEM, study of dislocation patterns in near surface and core regions of
deformed nickel polycrystals with few grains across the cross section. Mechanics of Materials 42 , 44–
54.
C. Pande, K. C. (2009). Nanomechanics of hall-petch relationship in nanocrystalline materials.
Progress in Materials Science 54 , 689–706.
Dornfeld. (2006). Recent advances in mechanical micromachining. CIRP , 745-68.
Eric Hug, C. K. (2010). Intrinsic Effects due to the Reduction of Thickness on the Mechanical Behavior
of Nickel Polycrystals. Metallurgical and Materials Transactions A , 2498-2506.
Errede, P. S. (2007). A Brief History of The Development of Classical Electrodynamics. UIUC Physics
435, Loomis Laboratory of Physics, The University of Illinois @ Urbana-Champaign.
F. Vollertsen, D. B. (2009). Size effects in manufacturing of metallic components. CIRP Annals -
Manufacturing Technology , 566-587.
F. Vollertsen, Z. H. (2004). State of the art in micro forming and investigations. Journal of Materials
Processing Technology , 10.
Fernandes, J. P. (2000). Análise cinemática e dinâmica de mecanismos com rrcurso a meios
computacionais. Guimarães: Universidade do Minho.
G.Y. Kim, J. N. (2007). Modeling of the size effects on the behavior of metals in microscale
deformation processes. Journal of Manufacturing Science and Engineering , 470-476.
Gwendoline Fleurier, E. H.-A. (2015). Size effects and Hall–Petch relation in polycrystalline cobalt.
Philosophical Magazine Letters , 122–130.
57
H. Ramasawmya, L. B. (2004). Effect of EDM process parameters on 3D surface topography. Journal
of Materials Processing Technology , 10.
Hall, E. (1951). The deformation and ageing of mild steel: Iii discussion of results. Proceedings of the
Physical Society. Section B 64 , 747.
Holloman, J. (1945). Trans. AIME 162 , 268.
I. Sabirov, Y. E. (2008). Tensile deformation of an ultrafine-grained aluminium alloy: Micro shear
banding and grain boundary sliding. Science Direct , 2223-2230.
Instruments, N. (2014). Field Wiring and Noise Considerations for Analog Signals. National
Instruments.
J. Liu, M. F. (2012). A constitutive model for modeling of the deformation behavior.
Jie Xu, M. S.-N. (2013). Hardness homogeneity and micro-tensile behavior in a magnesium AZ31
alloy processed by equal-channel angular pressing. Materials Science & Engineering A , 108-114.
Jie Xu, X. Z. (2015). Effect of grain size and specimen dimensions on micro-forming of high purity
Aluminium. Materials Science & Engineering A , 207-217.
Jie Xu, X. Z. (2015). Micro-Forming Using Ultrafine-Grained Aluminum Processed by Equal-Channel
Angular Pressing. Weinheim.
Jorge, R. M. (2004/2005). Teoria da Plasticidade. Universidade do Porto: Departamento de
Engenharia Mecânica e Gestão Industrial, Faculdade de Engenharia.
Joshi, S. S., & Melkote, S. N. (2017). An Explanation for the Size-Effect. Journal of Manufacturing
Science and Engineering , 679-684.
Julia R. Greer, J. T. (2011). Plasticity in small-sized metallic systems: Intrinsic versus. Progress in
Materials Science , 654-724.
K. Kumar, H. S. (2003). Mechanical behavior of nanocrystalline metals and. Acta Materialia 51 , 5743–
5774.
Karel Maca, S. S. (2005). Effect of sintering schedule on grain size. JOURNAL OF MATERIALS
SCIENCE 40 , 5581–5589.
Linfa Penga, X. L.-J.-H. (2009). Analysis of micro/mesoscale sheet forming process with uniform size
dependent material constitutive model. Materials Science and Engineering A , 93-99.
Liu. (2004). The mechanics of machining at the microscale: assessment of the current state of the
science. J Manuf Sci Technol Trans , 666-78.
Ludwik, P. (1909). Elemente der Technologischen Mechanic. Verlag Von Julius Springer, Leipzig , 32.
M. Aghaie-Khafri, R. M. (2004). Predicting of plastic instability and forming limit diagrams. International
Journal of Mechanical Sciences 46 , 1289–1306.
M. Bahaaddini, P. H. (2014). Scale effect on the shear behaviour of rock joints based on a numercal
study. Engineering Geology , 212-223.
M. Geiger, F. V. (1996). Fundamentals on the Manufacturing of Sheet Metal Microparts. CIRP Annals
- Manufacturing Technology , 277-282.
M. Geigerl, M. K. (2001). Micro Forming. Germany.
M. Jain, D. J. (1995). Hardening laws, surface roughness and biaxial tensile limit strains of sheet
aluminium alloys. Alcan International Limited , 219-232.

58
M. Meyers, A. M. (2006). Mechanical properties of nanocrystalline materials. Progress in Materials
Science 51 , 427–556.
Mao Liu, A. K. (2014). A crystal plasticity study of the effect of friction on the evolution of texture and
mechanical behaviour in the nano-indentation of an aluminium single crystal. Computational Materials
Science , 30-38.
Martínez, L., Borin, I. A., & Skaf, M. S. (2007). Fundamentos de Simulação por Dinâmica Molecular.
São Paulo: Livraria da Física Editora.
Nilesh Warthi, P. G. (2013). Approaching theoretical strengths by synergistic internal and external size
refinement. SciVerse Science Direct , 225-228.
O.V. Kuzmin, Y. P. (2011). Intrinsic and extrinsic size effects in the deformation of metallic glass.
SciVerse ScienceDirect , 889-898.
Petch, N. (1953). The cleavage strength of polycrystals. Journal of the Iron and Steel Institute 174 ,
25–28.
Purcell, E. M., & Morin, D. J. (2013). Electricity and Magnetism. Cambridge Univ. Press. , 127-130.
Qin Yi, R. A. (2012). Dynamics characteristics of a micro-sheet-forming machine system. 504-
506:599-604: Key Eng Mater.
Qin, Y. (2010). Micro-manufacturing engineering and technology. Kidlington, Oxford, UK: Elsevier.
Qin, Y. (2015). Micromanufacturing Engineering and Technology, second edition. Amsterdam:
Elsevier.
R.W. Armstrong, I. C. (1962). Philos. Magn 7 , 45-58.
Razali A, Q. Y. (2009). Design considerations for developing a new, ultra-high precision feeder for
micro-sheet-forming applications. Int J Nanomanufacturing , 40-54.
Reis, A. P. (2016). Efeito de escala na resistência mecânica dos materiais. Lisboa: Instituto Superior
Técnico.
S.K. Nammi, G. E. (2016). Effect of cell-size on the energy absorption features of closed cell
aluminium foams. Acta Astronautica , 26.
Sanderson, C. ( 1972). PhD Thesis. Department of Metallurgy, The University of British
Columbia,Vancouver, p.198: The University of British Columbia.
Shuichi Miyazaki, K. S. (1979). Effect of specimen thickness on mechanical properties of
polycrystalline aggregates with various grain sizes. Acta Metallurgica , 855-862.
Silva, C. M. (2013). Caracterização mecânica e à fractura de materiais aplicada a processos de
deformação plástica e corte. Lisboa: Instituto Superior Técnico.
Sun X., C. S. (2006). Multiscale simulation on nanometric cutting of single crystal copper. Proc Inst
Mech Eng B J Eng Manuf , 1217-22.
Symposium, T. L. (2013). Grained Materials. Materials Science Forum , 783-786.
T. Kals, R. E. (2000). Miniaturization in sheet metal working. Journal of Materials Processing
Technology 103 , 95–101.
Tiago dos Santos, P. A. (2015). Uma revisão sobre os efeitos de escala na resistência mecânica de
metais. Lisboa.

59
To S, L. W. (1997). Ultraprecision diamond turning of aluminium single crystals. J Mater Process
Technol , 157-62.
Tuan, W., & Guo, J. (2004). Multiphased ceramic materials: processing and potential. Springer.
V. G. Gryaznov, L. T. (1993). Size effects in micromechanics of nanocrystals. Progress in Materials
Science 37 , 289 – 401.
Voce, E. (1948). J. Inst. Met. 74. 537-562.
W.L. Chan, M. F. (2011). The size effect on micro deformation behaviour in micro-scale plastic
deformation. Materials and Design , 198-206.
Williams, B. W. (1992). Chapter 11 - Power Electronics Devices, Drivers, Applications, and Passive
Components. Basingstoke: Macmillan.
Worldsantards. (18 de March de 2016). pp. http://www.worldstandards.eu/electricity/plug-voltage-by-
country/.
Xichun, L. (2004.). High precision surfaces generation: modelling, simulation and machining
verification [Ph.D. thesis]. Leeds Metropolitan University.

60
Apêndice A: Desenvolvimento experimental
A metodologia utilizada para os ensaios de compressão apresenta-se de seguida como uma lista de
verificações a ter em conta:
1. Ligar o computador, o quadro elétrico da prensa, o amplificador e o gerador de sinais
2. Por a correr o software LabView® com o programa denominado “Olivier”
3. Verificar se o amplificador está com os parâmetros T=4.08, LP = OFF e TC = LONG
4. Calcular o S adequado para a força que se irá realizar, e colocar esse S no amplificador. S é
dado por:
(dado pelo guia de bolso do amplificador)
5. Verificar se o curso da máquina (altura entre pratos compressores no ponto morto inferior)
corresponde a altura final que se deseja obter no provete a comprimir
6. Verificar se o programa tem o ficheiro alocado onde possa guardar os dados
7. Verificar se o gerador de sinais está com a frequência no máximo (5.4 MHz), a voltagem no
máximo (20.7V) e se os valores estão bloqueados (Lock)
8. Medir três vezes a altura e diâmetro do provete a comprimir, fazer a média da medida e
registar os valores
9. Lubrificar provete e a zona de trabalho dos pratos compressores
10. Ligar o botão “operate” do amplificador (se já estiver ligado, desligar e voltar a ligar)
11. Colocar os dados a gravar no programa “Olivier”
12. Por o sistema biela manivela em movimento desde o ponto morto superior até chegar ao
mesmo ponto novamente, para se poder colocar e retirar materiais em segurança.
Passos intermédios no caso de se fazerem compressões incrementais:
1. Ajustar o curso da máquina de modo a esta comprimir mais um incremento de extensão
verdadeira
2. Medir e registar da mesma forma o provete
3. Lubrificar o provete e a zona de trabalho dos pratos compressores
4. Desligar e ligar o amplificador
5. Selecionar novo ficheiro onde se deseja guardar a informação do novo incremento de
extensão verdadeira
6. Colocar os dados a gravar no programa “Olivier”
7. Por o sistema biela manivela em movimento desde o ponto morto superior até chegar ao
mesmo ponto novamente, para se poder colocar e retirar materiais em segurança.
Outros cuidados a ter:
1. Caso se retire o sensor de força dos pratos compressores, ao coloca-lo novamente, aplicar
uma pré-carga de 10 KN (para tal, ligar todos os equipamentos, e apertar o parafuso M8 com
as anilhas presentes, até se registar uma força de 10 KN no programa).
2. Ir verificando o estado da superfície de trabalho de modo a ver se ela se mantém intacta

61
Frequencyinverter
M1
ThermalOverloadrelay
Contactors
L1
L2
L3
N
1
1
2
2
3
3
4
4
5
5
6
6
M2
1 2 3
4 5 6
D1
NN
K1 K2
K2 K1
R1 R2
STOP
OFF
Bo
B1 1
2
3 3K1 K1 K2
4 4B2 B3
D2
K1 K2
R1 R2
Figura 56 – Circuito elétrico do quadro da prensa biela-manivela.
Figura 57 – Diagrama de blocos do programa “Olivier”.

62
Figura 58 – Painel de controlo do programa “Olivier”.

63
Figura 59 – Ferramenta de compressão.

64
Apêndice B – Ferramentas sugeridas para construção
Figura 60 - Base da ferramenta sugerida.
Figura 61 - Prato base sugerido.

65
Figura 62 - Prato de topo sugerido.
Recommended

















