
Discussion 2: Methods to Join ODS steels
Kiriakos MoustoukasThomas BoegeleinKarl Dawson

• Conventional joining techniques create a melt pool which has a detrimental effect on the nanoparticles in ODS steels.
• Agglomeration and slagging off of nanoparticles in the melt pool deplete weld area of nanoparticles that improve high temperature creep resistance.
Slagging off of yttrium aluminium oxide seen in a laser melt deposition LMD build.
The Problem

Discussion Structure
Part 1• Discuss established welding techniques and ways that can
minimise damage to nanoparticles by altering the weld parameters.
Part 2• Discuss welding techniques that avoid a melt pool altogether such
as solid state welding
Part 3• Consider new welding techniques not currently used for ODS
steels

Part 1 – conventional (fusion) techniques with a melt pool
Weld cleanliness
HAZ width (mm)
Automation Plate thickness
(mm)
Tungsten inert gas (TIG) Good 2-3 Medium All (multipass)
Process Poor 5-6 None All (multipass
Submerged arc welding (SAW) Poor 7-10 Very high All (multipass
Metal inert gas (MIG) Acceptable 3-4 Medium All (multipass
Laser Very good Very high Up to 30
Electron Beam Very good Low Up to 250
Smallest melt pool process are Laser and Electron beam techniques.
Wright, Ian G., et al. Summary of Prior Work on Joining of Oxide Dispersion-Strengthened Alloys. No. ORNL/TM-2009/138. Oak Ridge National Laboratory (ORNL), 2009.
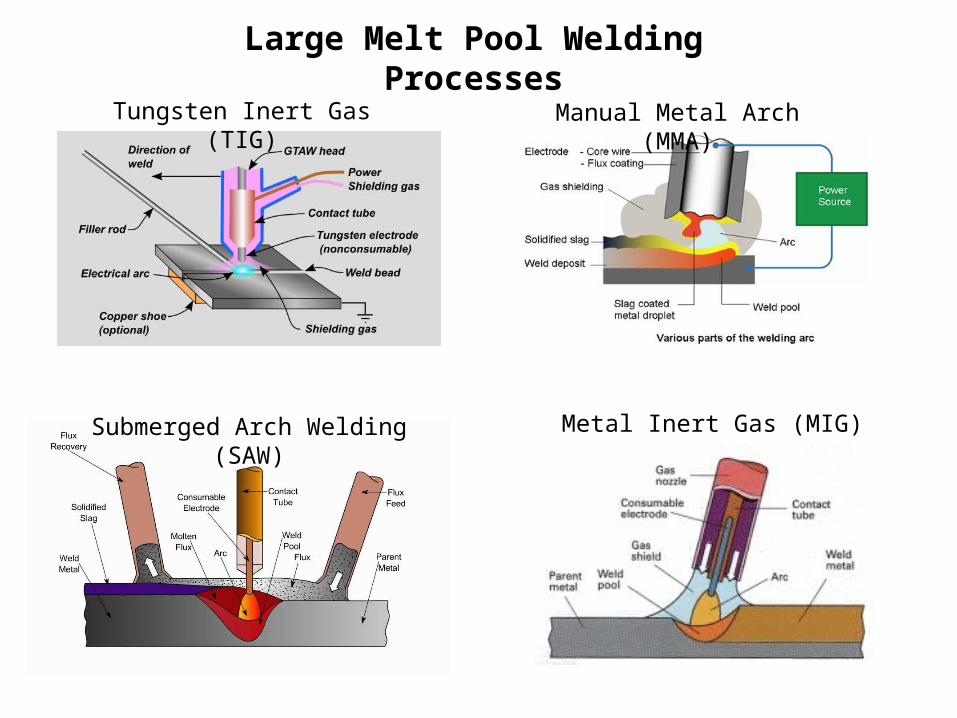
Tungsten Inert Gas (TIG) Manual Metal Arch (MMA)
Submerged Arch Welding (SAW) Metal Inert Gas (MIG)
Large Melt Pool Welding Processes

Small Melt Pool Welding Processes (HAZ mm)
Laser Welding Electron Beam Welding

Question 1: What are the main problems that can be expected when welding ODS steels?
Part 1 – conventional (fusion) techniques with a melt pool
Question 1: What are the main problems that can be expected when welding ODS steels?
Part 1 – conventional (fusion) techniques with a melt pool
• Large volume of material molten (melt pool)(e.g. TIG, filler: base metal)[5]
• Agglomerations of ODS particles• Slagging off of (low density) ODS particles• Loss of grain orientation (e.g. hardness↓)• Grain coarsening (e.g. Tensile strength↓)• Cracking due to thermal stresses• Release of entrapped/absorbed gases especially with Al containing
ODS alloys(→porosity)[6]
→ Low strength of the joints

Question 2: How could welding involving melting be improved sufficiently to minimise ODS particle agglomeration?
Part 1 – conventional (fusion) techniques with a melt pool

Question 2: How could welding involving melting be improved sufficiently to minimise ODS particle agglomeration?
Part 1 – conventional (fusion) techniques with a melt pool
• Careful application of the conventional techniques [6]
- Preheating- Minimum inter-pass temperatures- Post-weld heat treatment to avoid cracking
→ Minimising agglomeration of ODS particles→ Still not perfect
Question 2: How could welding involving melting be improved sufficiently to minimise ODS particle agglomeration?
Part 1 – conventional (fusion) techniques with a melt pool
• Careful application of the conventional techniques [6]
- Preheating- Minimum inter-pass temperatures- Post-weld heat treatment to avoid cracking
→ Minimising agglomeration of ODS particles→ Still not perfect
• Using laser or e-beam welding

• Laser beam can be finely focussed• Low heat input (small meltpools, small HAZ)• Flexibility: `Razorblades and ship panels are currently laser welded´• Constant stirring of the meltpool due to a strong thermal gradient• High welding speeds• Process monitoring• ´Hybrid´ processes are possible• Easy to automate (robots)
Welding with keyhole formation(effect starts at a high energy density)
Conduction-based laser welding
(Optional)
[7] [8]

• Requires a vacuum (chamber can be evacuated within seconds size limitations)
• Very high energy density -> high welding speeds, deep penetration• Deep, narrow welds up to 40:1 ratio (laser: 10:1)[11]
• Excellent weld quality• Process monitoring• Easy to automate
Shapes of the welded zone
[10]
E-Beam welding
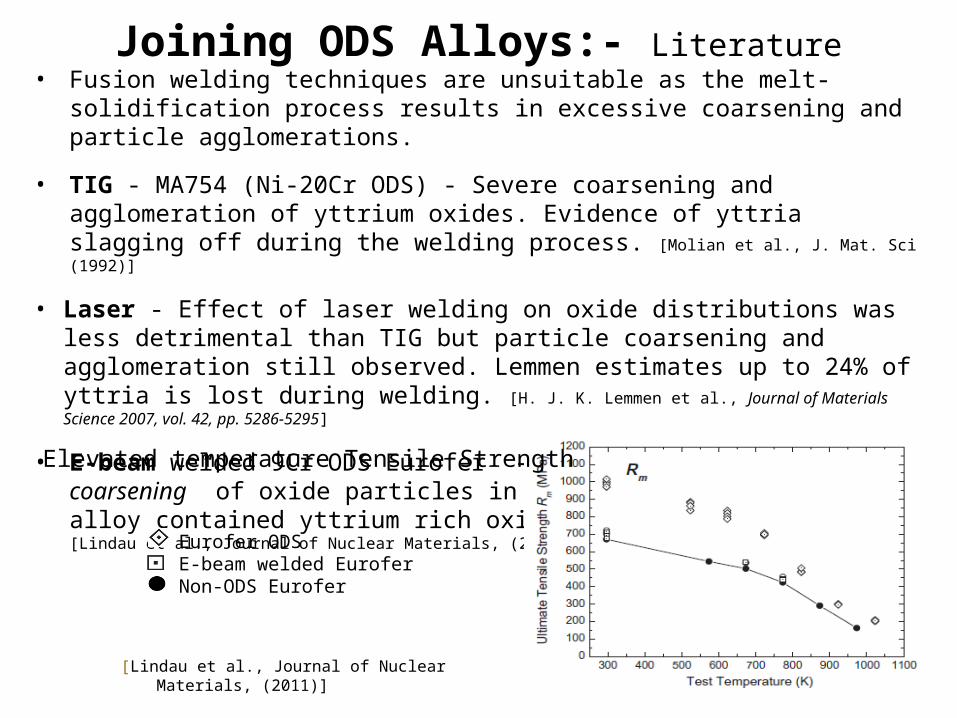
Joining ODS Alloys:- Literature• Fusion welding techniques are unsuitable as the melt-solidification process results in
excessive coarsening and particle agglomerations.
• TIG - MA754 (Ni-20Cr ODS) - Severe coarsening and agglomeration of yttrium oxides. Evidence of yttria slagging off during the welding process. [Molian et al., J. Mat. Sci (1992)]
• Laser - Effect of laser welding on oxide distributions was less detrimental than TIG but particle coarsening and agglomeration still observed. Lemmen estimates up to 24% of yttria is lost during welding. [H. J. K. Lemmen et al., Journal of Materials Science 2007, vol. 42, pp. 5286-5295]
• E-beam welded 9Cr ODS Eurofer - Lindau reports “huge coarsening” of oxide particles in the fusion zone. PWHT weld alloy contained yttrium rich oxides as large as 400nm. [Lindau et al., Journal of Nuclear Materials, (2011)]
[Lindau et al., Journal of Nuclear Materials, (2011)]
Eurofer ODSE-beam welded EuroferNon-ODS Eurofer
Elevated temperature Tensile Strength

Part 2 - Solid State Joining Techniques
1. Diffusion Bonding is the joining of two metallic surfaces by the diffusion of atoms under pressure and temperature over time.
2. Pulse Plasma Assisted Diffusion Bonding is the joining of two
metallic surfaces by hot pressing and a pulsed direct electric current through pins that apply pressure to the sample.
3 Rotary Friction Welding is a solid state joint that uses rotational energy under an axial load to form a join.
4 Friction Stir Welding is a solid state join that uses friction to plasticise and a stir bit to join the parts together.

Rotary Friction Weld Friction Stir Welding
Part 2 - Solid State Joining TechniquesDiffusion Bonding
Pulsed Plasma Diffusion Bonding

Part 2 - Solid State Joining Techniques
• Diffusion Bonding
• Pulse plasma assisted diffusion bonding
• Rotary friction welding
• Friction Stir Welding
Question 3: What is the main advantage of solid state joining techniques?

Question 3: What is the main advantage of solid state joining techniques?
Part 2 - Solid State Joining Techniques
• Lack of melt pool avoids the agglomeration of nanoparticles but some coarsening observed after post weld heat treatments

• Diffusion bonding – 15CrYWT, 950°C -1200°C, 25MPa, under vacuum of 5x10-4Pa[S. Noh et al., Acta Materialia, 59 (2011) 3196–3204]
• Pulse plasma assisted diffusion bondingmicro plasma discharge ablates Al2O3 scale on PM2000 alloy – recrystallisation across bond line – 72% of parent strength (incrementally loaded creep tests at 1000°C) [G. J. Tatlock et al., Met Mat Trans A, 2007, vol. 38, p. 1663-1665]
[Inkson and Threadgill, Materials Science and Engineering A258 (1998), 313-318]
950°C 1200°C TEM interface
Stress strain curves
Part 2 - Solid State Joining Techniques - Literature
• Rotary friction welding - FeAl40 intermetallic ODS alloy. Approximately 90% of parent strength but coarsening and agglomeration of oxide particles may remain an issue. [Inkson and Threadgill, Materials Science and Engineering A258 (1998), 313-318]

Rotational direction
of tool
Transverse direction of
tool
Advancing side Retreating side
Plan View
• FSW of aluminium is an established technique.
• FSW of steels now made possible due to the development of a tool made from Polycrystalline Cubic Boron Nitride (PCBN).
• Tool design constantly being improved to extend tool life.
Part 2 - Solid State Joining Techniques- Friction Stir Welding

• Studies show FSW can be used successfully to join ODS materials.
• APT shows high number densities (5x1023m-
3) of 2-3nm Y-Ti oxides are retained in FSW MA957; 7% drop in hardness. [A. Etienne et al., Materials Science and Technology 2011, vol. 27, pp. 724-728]
• Fully consolidated, defect free welds produced in ¼ inch thick Kanthal APMT – recrystallised grains elongated in the weld direction [G. Grant and S. Weil, Pacific Northwest National Laboratory, Fe-Based ODS Alloys: UC San Diego, La Jolla, CA Nov 17th –18th 2010]
• PM2000 friction stir welded at TWI and analysed at the University of Liverpool [C. L. Chen, G. J. Tatlock and A. R. Jones, Journal of Alloys and Compounds 2010, vol. 504, Supplement 1, pp. S460-S466]
Application of FSW to joining ODS alloys
Recrystallised APMT FSW

Part 3 – Welding Techniques not currently used for ODS Steels
Any suggestions?

Conclusions
Conventional fusion techniques
• Large melt pool processes unsuitable for ODS joining• Some success with laser welding and e beam welding but nanoparticle
agglomeration still an issue.
Solid State Joining Techniques
• The lack of a melt pool is a major advantage• Mainly positive results with further research needed to improve weld
performance.
Recommended

















